Курсовая работа
по дисциплине: «Взаимозаменяемость»
на тему
Взаимозаменяемость, допуски и посадки
Содержание
Введение
1. Задание 1 – Расчет и выбор посадок для гладких цилиндрических соединений
2. Задание 2 – Расчет количества групп деталей для селективной сборки соединения требуемой точности
3. Задание 3 – Расчет и выбор полей допусков для деталей, сопрягаемых с подшипниками качения
4. Задание 4 – Выбор допусков и посадок шпоночных соединений
5. Задание 5 – Допуски и посадки шлицевых соединений
6. Задание 6 – Расчет допусков размеров, входящих в заданную размерную цепь
Список использованных источников
Приложения
Введение
Цель курсовой работы – приобретение практических навыков пользования стандартами, а также выбора допусков и посадок в конкретных условиях.
Курсовая работа состоит из следующих основных разделов:
1. Расчет и выбор посадок для гладких цилиндрических соединений;
2. Расчет количества групп деталей для селективной сборки соединения требуемой точности;
3. Расчет и выбор полей допусков для деталей, сопрягаемых с подшипниками качения;
4. Выбор допусков и посадок шпоночных соединений;
5. Допуски и посадки шлицевых соединений;
6. Расчет допусков размеров, входящих в заданную размерную цепь.
Задание 1. Расчет и выбор посадок для гладких цилиндрических соединений
Исходные данные
1. Номинальный размер – 120 мм
2. Значения расчетных зазоров или натягов
 мкм; мкм;  мкм мкм
3. Система полей допусков – система вала cН
Выполнение работы
1. Определить среднее значение числа единиц допуска.
 , (1.1) , (1.1)
 =346–236=110мкм =346–236=110мкм
2. Предварительно по таблице А2 приложения А установили квалитет 8, по которому изготавливаются детали соединения.
3. Определить значения предельных технологических натягов.
Шероховатость деталей соединения по формуле
 , (1.2) , (1.2)

 (1.3) (1.3)

4. Выбрать поля допусков деталей соединения по таблицам П4-П10/4.
 , квалитет 8, , квалитет 8,
 , квалитет 8. , квалитет 8.
Выбираем основные отклонения отверстия по таблице П8/1 и формулам (1.4), (1.5)
 (1.4) (1.4)

еi=310 мкм
es=ei+Td(1.5)
es=310+54=364мкм
Записываем выбранную посадку
Проверяем соблюдения условия выбора
 (1.6) (1.6)

Условие соблюдается – посадка выбрана верно.
5. Уточняем шероховатость поверхности вала и отверстия по формуле (1.2):
Реклама

 мкм, мкм,
 мкм. мкм.
Выбираем стандартные значения  и и  по таблице (приложение Б): по таблице (приложение Б):
 мкм, мкм,
 мкм. мкм.
По таблице (приложение Б) назначаем завершающий технологический процесс, обеспечивающий требуемую точность и шероховатость:
- для отверстия – растачивание на токарных станках тонкое (алмазное)
- для вала – наружное точение тонкое (алмазное)
6. Выбираем средства измерения.
Для отверстия:
 .00, IT
= 54 мкм
– .00, IT
= 54 мкм
–
Нутромер индикаторный с точностью отсчета 0,01 мм, на нормируемом участке шкалы в 0,1 мм,  . .
Для вала
 , IT
=54 мкм
- Микрокатр типа ИГП с ценой деления 0,005 (±0,15 мм), . , IT
=54 мкм
- Микрокатр типа ИГП с ценой деления 0,005 (±0,15 мм), .
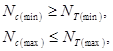
7. Строим схему полей допусков соединения
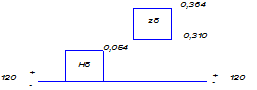
Рисунок 1.1 – Схема допусков соединения
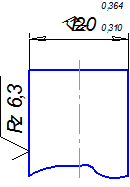
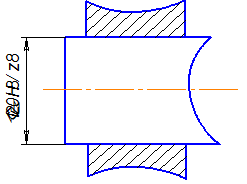
8. Чертим эскизы соединения и его деталей
а) б)
в)
Рисунок 1.2 – Эскизы соединения и его деталей: а - вал, б - отверстие,
в- полное соединение
Задание 2.
Расчет количества групп деталей для селективной сборки соединения требуемой точности
Исходные данные
1. Соединение технологическое, заданное номинальным размером и полями допусков деталей по возможностям изготовления -  . .
2. Точность соединения (эксплуатационного), заданная групповым допуском посадки (зазора), требуемое по условиям функционирования соединения -  мкм
. мкм
.
Выполнение работы
1. Определить значения допусков, предельных отклонений и предельных размеров вала и отверстия.
По таблице П4/4 определяем верхнее и нижнее предельное отклонения для отверстия.
ES
= +87 мкм; EI
=0 мкм.
По таблице П8/4 определяем верхнее и нижнее предельное отклонения для вала.
es
= -36 мкм; ei
=-123 мкм.
Наибольший предельный размер для отверстия:
 (2.1) (2.1)
Наименьший предельный размер для отверстия:
 (2.2) (2.2)
Наибольший предельный размер для вала:
 (2.3) (2.3)
Наименьший предельный размер для вала:
 (2.4) (2.4)
Допуски для отверстия:
TD
=
ES
-
EI
=
100 – 0 = 100 мкм
(2.5)
Допуски для вала:
Td
=
es
-
ei
=
(–36) – (–123) = 87 мкм
(2.6)
2. Определить значения предельных зазоров в заданном соединении (технологическом).
 =ES - ei =87
– (–123) = 210 мкм
(2.7)
=ES - ei =87
– (–123) = 210 мкм
(2.7)
 =EI - es =
0 – (–36) = 36 мкм
(2.8)
=EI - es =
0 – (–36) = 36 мкм
(2.8)
3. Определить число групп вала и отверстия для обеспечения заданной точности соединения.
 , (2.9) , (2.9)
где  - допуск посадки по возможностям изготовления; - допуск посадки по возможностям изготовления;
 - групповой допуск посадки по требованиям эксплуатации. - групповой допуск посадки по требованиям эксплуатации.
 ; ;  . .
Находим количество групп вала и отверстия
 , (2.10) , (2.10)
 Принимаем Принимаем  . .
Групповые допуски деталей для селективной сборки
;  , ,
т.е. допуски всех размерных групп вала или отверстия будут равны между собой.
 (2.11) (2.11)
4. Выполнить схему полей допусков заданного соединения 100H9/F9
, детали которого следует рассматривать на семь размерных групп (рисунок 2.1). 100H9/F9
, детали которого следует рассматривать на семь размерных групп (рисунок 2.1).
Реклама

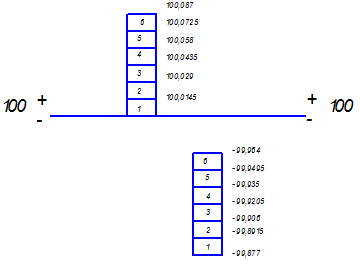
Рисунок 2.1 - Схема полей допусков соединения 100H9/f9
, детали которого рассортированы на семь размерные группы
5. Составить карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе (таблица 2.1).
Таблица 2.1 - Карта сортировщика для сортировки на семиразмерные группы деталей соединения
| Номер размерной группы |
Размеры деталей, мм |
| отверстие |
вал |
| 1 |
от |
100 |
99,877 |
| до |
100,0145 |
99,8915 |
| 2 |
свыше |
100,0145 |
99,8915 |
| до |
100,029 |
99,906 |
| 3 |
свыше |
100,029 |
99,906 |
| до |
100,0435 |
99,9205 |
| 4 |
свыше |
100,0435 |
99,9205 |
| до |
100,058 |
99,935 |
| 5 |
свыше |
100,058 |
99,935 |
| до |
100,0725 |
99,9495 |
| 6 |
свыше |
100,0725 |
99,945 |
| до |
100,087 |
99,964 |
Задание 3. Расчет и выбор полей допусков для деталей, сопрягаемых с подшипниками качения
Исходные данные
1. Номер подшипника качения - 317
2. Значение радиальной нагрузки на опоре подшипника – 18 кН.
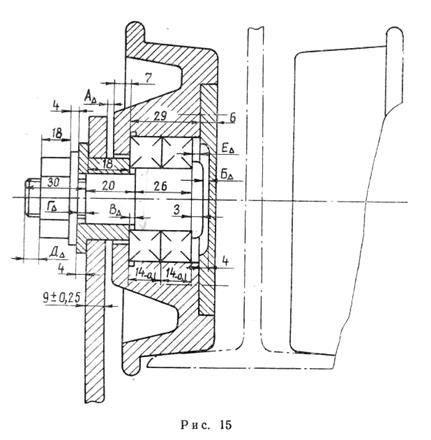
3. Чертеж узла, в котором используют подшипник качения - рисунок 15 (приложение Г).
Выполнение работы
1. Выбираем конструктивные размеры заданного подшипника качения серии 317.
По ГОСТ 8338-75 определяем D=180 мм; d=85 мм; Bк=41 мм; r=4 мм.
2. Обосновать характер нагрузки подшипника.
Выбираем характер нагрузки подшипника – перегрузка до 150%, умеренные толчки вибрации.
3. Установить вид нагружения каждого кольца подшипника.
Для внутреннего кольца устанавливают циркуляционное нагружение, а для наружного кольца – местное.
4. Рассчитать и выбрать посадки подшипника на вал и в корпус.
При циркуляционном нагружении колец подшипников посадки на валы и в корпусы выбирают по значению интенсивности радиальной нагрузки на посадочной поверхности.
Интенсивность радиальной нагрузки определяют по формуле (3.1)
 (3.1) (3.1)
где R- радиальная нагрузка, кН;
В-ширина подшипника, м;
kn
- динамический коэффициент посадки, зависящий от характера нагрузки, kn
=1-1,8;
F- коэффициент, учитывающий степень ослабления натяга при полом вале и тонкостенном корпусе, при сплошном вале F=1;
FA
- коэффициент, учитывающий неравномерность распределения радиальной нагрузки между рядами роликов и шариков, для радиальных и радиальноупорных подшипников с одним наружным или внутренним кольцом FA
=1.
 кН/м кН/м
При  кН/м и d = 85 мм поле допуска вала js
6. Условное обозначение соединения «внутренние кольца подшипника – вал» - кН/м и d = 85 мм поле допуска вала js
6. Условное обозначение соединения «внутренние кольца подшипника – вал» -  для циркулярного нагруженного кольца (таблица П.19/4). для циркулярного нагруженного кольца (таблица П.19/4).
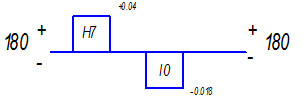
При местном виде нагружения поле допуска корпуса для D=180 мм – H7. Условное обозначение соединения «корпус – наружное кольцо подшипника -  (таблица П20/4) (таблица П20/4)
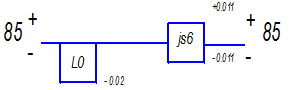
5. Для соединений «корпус-подшипник» и «подшипник-вал» построить схемы полей допусков (рисунок 3.1).
Верхнее предельное отклонения для внутреннего кольца ES = 0 мм
Нижнее предельное отклонения для внутреннего кольца EI = -0,02 мм
Верхнее предельное отклонения для вала es = 0,011 мм
Нижнее предельное отклонения для вала ei = 0,011 мм (таблица П5/4)
Верхнее предельное отклонения для корпуса ES = 0,040 мм
Нижнее предельное отклонения для корпуса EI=0 мм
Верхнее предельное отклонения для наружного кольца es = 0 мм
Нижнее предельное отклонения для наружного кольца ei = -0,025 мм (таблица П4/4)
а)
б)
Рисунок 3.1 – Схемы полей допусков соединений: а- поле допуска для посадки , б – поле допуска для посадки
Задание 4. Выбор допусков и посадок шпоночных соединений
Исходные данные
1. Диаметр вала d=30 мм
2. Вид соединения – нормальное
3. Конструкция шпонки – сегментная
Выполнение работы
1. Определить основные размеры шпоночного соединения.
По ГОСТ 24071-80 для d=30 мм: b=8 мм; высота h=11 мм;  =8,0 мм; =8,0 мм;  =3,3 мм; D=28 мм. =3,3 мм; D=28 мм.
2. Выбрать поля допусков деталей шпоночного соединения по ширине шпонки b=8 мм зависит от нормального вида соединения.
При нормальном виде соединения на ширину шпонки выбираем поле допуска – h9; на ширину паза вала - N9; на ширину паза вала - Js9.
3. Назначить поля допуска на другие размеры деталей шпоночного соединения определены в ГОСТ 24071, по которым назначают следующие поля допусков:
- высота шпонки – по h11;
- длина шпонки – по h14;
- длина паза вала – по H15;
- глубина паза вала и втулки - H12;
- диаметр сегментной шпонки.- h12.
Поля допусков шпоночного соединения по номинальному размеру «вал-втулка» устанавливают при точном центрировании втулки на валу -  . .
4. Вычертить схему расположений полей допусков размеров шпоночного соединения (рисунок 4.1).
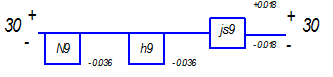
Рисунок 4.1- Схема расположения полей допусков шпоночного соединения.
5. Заполнить таблицу 5.1 “Размерные характеристики деталей шпоночного соединения”
Таблица 5.1 - Размерные характеристики деталей шпоночного соединения
| Наименование размера |
Номинальный размер, мм |
Поле допуска |
Допуск размера Т, мм |
Предельные отклонения, мм |
Предельные размеры, мм |
верхнее
ES(eS)
|
Нижнее
EI(ei)
|
max |
min |
Ширина паза вала
Ширина паза втулки
Ширина шпонки
Глубина паза вала
Высота шпонки
Глубина паза втулки
Диаметр втулки
Диаметр вала
Диаметр сегментных шпонок
|
8
8
8
8
11
3,3
30
30
28
|
N9
Js9
h9
H12
h11
H12
H6
m6
h12
|
0,036
0,036
0,036
0,3
0,110
0,200
0,013
0,013
0,210
|
0
+0,018
0
+0,3
0
+0,2
+0,013
+0,021
0
|
-0,036
-0,018
-0,036
0
-0,110
0
0
0,008
-0,210
|
8,00
8,018
8
8,3
11
3,5
30,013
30,013
28,210
|
7,964
7,988
7,964
8
10,890
3,3
30
29,992
21,790
|
Задание 5. Допуски и посадки шлицевых соединений
Исходные данные
1. Условное обозначение прямоточного шлицевого соединения –
 . .
Выполнение работы
1. Установить способ центрирования заданного шлицевого соединения.
Центрирование осуществлено по внутреннему диаметру.
2. Установить значения основных отклонений, допусков размеров и вычертить схемы полей допусков центрирующих и не центрирующих элементов шлицевого соединения.
По ГОСТу 1139-80 при центрировании соединении по внутреннему диаметру d: число шлицёв z=10; посадка по центрирующему элементу  ; посадка по нецентрирующему элементу ; посадка по нецентрирующему элементу ; ширина зуба b
=12,0; посадка по размеру ; ширина зуба b
=12,0; посадка по размеру 
Посадка по центрирующему элементу:
Верхнее предельное отклонения для отверстия ES
= +35 мкм
Нижнее предельное отклонения для отверстия EI
=0 мкм
Верхнее предельное отклонения для вала es
= -36 мкм
Нижнее предельное отклонения для вала ei
=-71 мкм
(таблица П4 – П10/4)
Посадка по нецентрирующему элементу
Верхнее предельное отклонения для отверстия ES
= +93 мкм
Нижнее предельное отклонения для отверстия EI
=+50 мкм
Верхнее предельное отклонения для вала es
= -16 мкм
Нижнее предельное отклонения для вала ei
=-59 мкм
(таблица П4 – П10/4)
Построим схему полей допусков и (рис. 5.1 и 5.2).
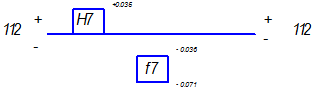
Рисунок 5.1 – Схема допусков центрирующего элемента 
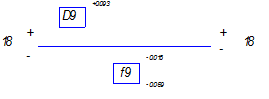
Рисунок 5.2 – Схема допусков центрирующего элемента
3. Определить неизвестные предельные отклонения и предельные размеры всех элементов деталей шлицевого соединения.
Посадка по центрирующему элементу:
Наибольший предельный размер для отверстия

Наименьший предельный размер для отверстия

Наибольший предельный размер для вала

Наименьший предельный размер для вала

Значение предельных зазоров (натягов) в заданном соединении


Допуски для отверстия:
TD
=
ES
-
EI
=
35 – 0 = 35 мкм
= 0,035 мм
Допуски для вала:
Td
=
es
-
ei
= -
36 – (–71) = 35 мкм
= 0,035 мм
Посадка по центрирующему элементу
:
Наибольший предельный размер для отверстия

Наименьший предельный размер для отверстия

Наибольший предельный размер для вала

Наименьший предельный размер для вала

Значение предельных зазоров в заданном соединении


Допуски для отверстия
TD=ES - EI =0,093 – 0,050 = 0,043 мм
Допуска для вала
Td
=
es
-
ei
=
–0,016 – (–0,059) = 0,043 мм
4. Заполнить форму 5.1 “Размерные характеристики деталей шлицевого соединения”
Форма 5.1 - Размерные характеристики деталей шлицевого соединения
| Наименование элементов шлицевого соединения |
Номинальный размер, мм |
Поле допуска |
Допуск размера Т
, мм |
Предельные отклонения, мм |
Предельные размеры, мм |
верхнее
ES(eS)
|
Нижнее
EI(ei)
|
max
|
min
|
1. Центрирующие
элементы
Отверстие
Вал
2.Нецентрирующие элементы
Ширина паза (впадин отверстия)
Ширина зуба (толщина шлицев вала)
Отверстие
Вал
|
112
112
18
18
125
125
|
H7
F7
D9
F9
H12
A12
|
0,035
0,035
0,043
0,043
0,400
0,250
|
0,035
-0,036
0,093
-0,016
0,400
-0,460
|
0
-0,071
0,050
-0,059
0
-0,710
|
112,035
111,964
18,093
17,084
125,400
124,540
|
112
111,929
18,050
17,041
125
124,290
|
5. Сборочный и детальный эскизы шлицевого соединения и его деталей, указав их условные обозначения
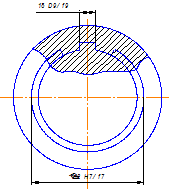
Рисунок 5.1 – Сборочный эскиз шлицевого соединения

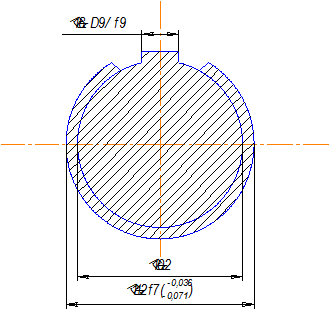
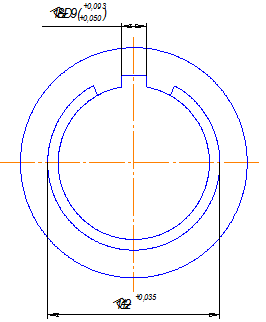
Рисунок 5.2 – Детальный эскиз шлицевого соединения
Задание 6. Расчет допусков размеров, входящих в заданную размерную цепь
Исходные данные
1. Чертеж узла с указанием замыкающего звена - рисунок  (приложение Г). (приложение Г).
2. Номинальный размер и предельные отклонения замыкающего звена
 мм мм
Выполнение работы
1. Выполнить размерный анализ цепи с заданным замыкающим звеном.
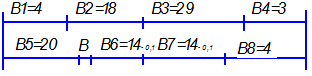
Рисунок 6.1 - Геометрическая схема размерной цепи с замыкающим звеном по рис. 15.
2. Проверить правильность составления заданной размерной цепи на уменьшающие и увеличивающие звенья.
 , (6.1) , (6.1)

3. Установить единицы допуска составляющих звеньев, допуски которых требуется определить.
Известны допуски двух подшипников качения, т.е. размеров  . Для размеров, у которых нет полей допусков, единицу допуска следует определить по приложению А. . Для размеров, у которых нет полей допусков, единицу допуска следует определить по приложению А.
для  ; ;
для  мкм; мкм;
для  мкм; мкм;
для В4
=3мм-i=0,63 мкм;
для В5
=20 мм-i=1,44 мкм;
для В8
=4 мм-i=0,83 мкм.
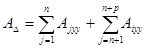
4. Определить допуск замыкающего звена.
 ; ;  (6.2) (6.2)

5. Определить средний коэффициент точности заданной размерной цепи.
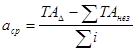 (6.3) (6.3)

6. Установить квалитет, по которому следует назначать допуски на составляющие звенья.
При среднем коэффициенте точности  ( ( ) квалитет 11, из приложения А (по приложению Д). ) квалитет 11, из приложения А (по приложению Д).
7. По установленному квалитету назначить допуски и отклонения на составляющие звенья.
для  4 мм допуск ТВ=0,75 мм, отклонения равны es=0,0375 ei=-0,0375 4 мм допуск ТВ=0,75 мм, отклонения равны es=0,0375 ei=-0,0375
для  18 мм допуск ТВ=0,11 мм, отклонения равны es=0,055 ei=-0,055 18 мм допуск ТВ=0,11 мм, отклонения равны es=0,055 ei=-0,055
для  29мм допуск ТВ=0,13 мм, отклонения равны es=0,065 ei=-0,065 29мм допуск ТВ=0,13 мм, отклонения равны es=0,065 ei=-0,065
для В4
=3 мм допуск ТВ=0,06 мм, отклонения равны es=0,03 ei=-0,03
для В5
=20 мм допуск ТВ=0,13 мм, отклонения равны es=0,065 ei=-0,065
для В8
=4 мм допуск ТВ=0,75 мм, отклонения равны es=0,0375 ei=-0,0375
8. Сделать проверку правильности назначения предельных отклонений.
Допуск замыкающего звена равен сумме допусков составляющих звеньев.
 ,(6.4) ,(6.4)
(-37,5-55-65-30)-(65+37,5)<-400
(37,5+55+65+30)-(-65-100-100-37,5) <400
Условие не соблюдается.
9. Если условия проверки не соблюдаются, рассчитать отклонения корректирующего звена и его допуск.
 , то выбирают более простое звено –В8
, которое является уменьшающим. , то выбирают более простое звено –В8
, которое является уменьшающим.
Предельные отклонения замыкающего звена:
 (6.5) (6.5)
 ESB ESB - -
 (-37,5-55-65-30)-(-400)-65=117.5 (-37,5-55-65-30)-(-400)-65=117.5
 EIB- EIB-
 (37.5+65+55+30)-400-(-65-100-100)=82.5 (37.5+65+55+30)-400-(-65-100-100)=82.5
10. Проверить правильность назначения допусков на составляющие звенья размерной цепи.
(-37,5-55-65-30)-(65+117.5)=-400
(37.5+65+55+30)-(-65-100-100-82.5)=400
400-(-400)=800
11. Результаты расчетов занести в форму 6.1.
Форма 6.1 - Результаты расчетов допусков в размерной цепи
| Наименование размеров |
Номинальный размер, мм |
Обозначение размера, мм |
Квалитет |
Допуск размера |
Поле допуска |
Предельные отклонен., мм |
Предельные размеры, мм |
значе
ние
|
приме
чание
|
верх.
ES(es)
|
нижн.
EI(ei)
|
max
|
min
|
| составляющие |
увеличивающие |
4
18
29
3
|
В1
В»
В3
В4
|
-
-
-
-
|
0,075
0,11
0,13
0,06
|
Js12
Js12
|
0,0375
0,055
0,065
0,030
|
-0,0375
-0,055
-0,065
-0,030
|
4,0375
18,055
29,013
3,030
|
3,9625
17,945
28,987
2,970
|
уменьшающие
|
20
14
14
4
2
|
В5
В6
В7
В8
В∆
|
-
-
-
-
-
|
0,13
0,100
0,100
0,075
0,650
|
извест
извест
корр
извест
|
–
–
–
–
–
|
0,065
0
0
0,1175
0,4
|
-0,065
-0,100
-0,100
0,0825
-0,4
|
20,065
14
14
4,1175
2,4
|
19,935
13,9
13,9
3,9175
1,6
|
| замыкающий |
Список использованных источников
1. Некифоров А.Д. Взаимозаменяемость, стандартизация и технические измерения. – Москва, ВШ, 2000. – 510с.
2. Сергеев А.Г., Латышев М.В. Метрология, стандартизация и сертификация, 2001.
3. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов – 6-е изд., перераб. и доп. – М.: Машиностроение, 1986.-352 с.
4. Взаимозаменяемость и технические измерения. Методические указания/ Составители: Б.А. Калачевский, М.С. Корытов, В.В. Акимов, А.Ф. Мишуров. – Омск: СибАДИ, 2004/
5. Допуски и посадки. Справочник в 2 ч. /Под ред. В.Д. Мягкове. – Л.: Машиностроение, 1978/
6. Справочник по машиностроительному черчению/ Федоренко В. А, Шошин А.И. – 14е изд., перераб. и доп./ Под ред. Г.Н. Поповой. – Л.: Машиностроение, Ленингр. отд-ние, 1983. – 416 с.
7. ГОСТ 520 Подшипники качения. Общие технические условия.
8. ГОСТ 2.308 Указание на чертежах допусков, формы и расположения поверхности.
9. ГОСТ 2.309 Обозначения шероховатостей поверхностей.
10. ГОСТ 1643 Основные нормы взаимозаменяемости. Передачи зубчатые и цилиндрические.
11. ГОСТ 8032 Предпочтительные числа или вид предпочтительных чисел.
12. ГОСТ 24642 Основные нормы взаимозаменяемости. Допуски, формы и расположения поверхностей. Основные термины и определения.
13. ГОСТ 25142 Шероховатость поверхности. Термины и определения.
14. ГОСТ 25346 Основные нормы взаимозаменяемости. Общие положения, ряды допусков и основных отклонений.
15. ГОСТ 25347 Основные нормы взаимозаменяемости. Поля допусков и рекомендуемые посадки.
16. ГОСТ 25670 Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками.
17. ГОСТ 8338 Предпочтительные числа и ряды предпочтительных чисел.
18. ГОСТ 23360 Соединения шпоночные с призматическими шпонками.
19. ГОСТ 2.104 ЕСКД. Основные надписи.
20. ГОСТ 2.105 ЕСКД. Общие требования к текстовым документам.
21. ГОСТ 2.106 ЕСКД. Текстовые документы.
22. ГОСТ 7.1-2003 Библиографическая запись. Библиографическое описание.
Приложение А
(обязательное)
Таблица А1 – Значение единицы допуска i для разных интервалов (размеров)
| Интервалы размеров, мм |
Единица допуска i, мкн |
1-3
3-6
6-10
10-18
18-30
30-50
50-80
80-120
120-180
180-250
|
0,63
0,83
1
1,21
1,44
1,71
1,9
2,2
2,5
29
|
Таблица А2 – Значение числа единиц допуска для различных квалитетов
| Квалитет |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
| Число единиц допуска a |
7 |
10 |
16 |
25 |
40 |
64 |
100 |
160 |
250 |
400 |
640 |
1000 |
1600 |
Приложение Б
(обязательное)
Таблица Б.1 - Высота неровностей профиля по десяти точкампо ГОСТ 2789–3, мкм
| – |
1000 |
100
|
10,0 |
1,00 |
0,100 |
| – |
800 |
80 |
8,0 |
0,80
|
0,080 |
| – |
630 |
63 |
6,3
|
0,63 |
0,063 |
| – |
500 |
50
|
5,0 |
0,50 |
0,05
|
| – |
400
|
40 |
4,0 |
0,40
|
0,04 |
| – |
320 |
32 |
3,2
|
0,32 |
0,032 |
| – |
250 |
25
|
2,5 |
0,25 |
0,025
|
| – |
200
|
20 |
2,0 |
0,20
|
| 1600 |
160 |
16 |
1,6
|
0,160 |
| 1250 |
125 |
12,5
|
1,25 |
0,125 |
Таблица Б.2 - Размерная точность и шероховатость изготовления деталей из стали при различных методах обработки
| Вид поверхности |
Метод обработки |
Квалитет |
Шероховатость  , мкм , мкм |
| Вал |
Наружное точение:
(токарное)
получистовое
чистовое
тонкое (алмазное)
Круглое шлифование:
чистовое (в центрах)
тонкое
|
12–14
7–12
6–7
8–11
5–8
|
80–160
6,3–80
1,6–3,2
0,8–10
0,16–0,8
|
Отверстие
|
Сверление
Зенкерование
Растачивание на токарных станках:
получистовое
чистовое
тонкое(алмазное)
Разертывание
Шлифование
Хонингование
|
11–14
11–12
12–14
7–12
6–7
6–7
5–8
5–6
|
80–160
10–80
80–160
6,3–80
3,2–6,3
1,6–3,2
1,6–3,2
0,2–1,6
|
Приложение Г
(обязательное)
Приложение Д
(обязательное)
Таблица Г1 - Таблица значений допусков (мкм) по СТ СЭВ 145-75 для номинальных размеров до 500 мм. Для размеров до 1 мм квалитеты от 14 до 17 не применяются.
| Интервалы размеров, мм |
Квалитет |
| 01 |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
| До 3 |
0,3 |
0,5 |
0,8 |
1,2 |
2 |
3 |
4 |
6 |
10 |
14 |
25 |
40 |
60 |
100 |
140 |
250 |
400 |
600 |
1000 |
| Св 3 до 6 |
0,4 |
0,6 |
1 |
1,5 |
2,5 |
4 |
5 |
8 |
12 |
18 |
30 |
48 |
75 |
120 |
180 |
300 |
480 |
750 |
1200 |
| Св 6 до 10 |
0,4 |
0,6 |
1 |
1,5 |
2,5 |
4 |
6 |
9 |
15 |
22 |
36 |
58 |
90 |
150 |
220 |
360 |
580 |
900 |
1500 |
| Св10 до 18 |
0,5 |
0,8 |
1,2 |
2 |
3 |
5 |
8 |
11 |
18 |
27 |
43 |
70 |
110 |
180 |
270 |
430 |
700 |
1100 |
1800 |
| Св18 до 30 |
0,6 |
1 |
1,5 |
2,5 |
4 |
6 |
9 |
13 |
21 |
33 |
52 |
84 |
130 |
210 |
330 |
520 |
840 |
1300 |
2100 |
| Св30 до 50 |
0,6 |
1 |
1,5 |
2,5 |
4 |
7 |
11 |
16 |
25 |
39 |
62 |
100 |
160 |
250 |
390 |
620 |
1000 |
1600 |
2500 |
| Св50 до 80 |
0,8 |
1,2 |
2 |
3 |
5 |
8 |
13 |
19 |
30 |
46 |
74 |
120 |
190 |
300 |
460 |
740 |
1200 |
1900 |
3000 |
| Св80 до 120 |
1 |
1,5 |
2,5 |
4 |
6 |
10 |
15 |
22 |
35 |
54 |
87 |
140 |
220 |
350 |
540 |
870 |
1400 |
2200 |
3500 |
| Св120 до180 |
1,2 |
2 |
3,5 |
5 |
8 |
12 |
18 |
25 |
40 |
63 |
100 |
160 |
250 |
400 |
630 |
1000 |
1600 |
2500 |
4000 |
| Св180 до250 |
2 |
3 |
4,5 |
7 |
10 |
14 |
20 |
29 |
46 |
72 |
115 |
185 |
290 |
460 |
720 |
1150 |
1850 |
2900 |
4600 |
| Св250 до315 |
2,5 |
4 |
6 |
8 |
12 |
16 |
23 |
32 |
52 |
81 |
130 |
210 |
320 |
520 |
810 |
1300 |
2100 |
3200 |
5200 |
| Св315 до400 |
3 |
5 |
7 |
9 |
13 |
18 |
25 |
36 |
57 |
89 |
140 |
230 |
360 |
570 |
890 |
1400 |
2300 |
3600 |
5700 |
| Св400 до500 |
4 |
6 |
8 |
10 |
15 |
20 |
27 |
40 |
63 |
97 |
155 |
250 |
400 |
630 |
970 |
1550 |
2500 |
4000 |
6300 |
|
