Содержание
1. Исторические аспекты филигранного центра и его значение в развитии ювелирного искусства: сканное ремесло Киевской Руси
2. Заготовительные операции скани: вытяжка, свивка
3. Последовательность и принцип набора сканного рисунка с технологией его изготовления: пайкой и монтировкой
Введение
Филигранный (сканный) орнамент строится по-разному.
Иногда он составляется из крутых спиральных завитков, выполняемых из толстой проволоки. Этот основной стержень несет на себе множество тонких побегов-усиков, закручивающихся на конце в мелкие спиральки и заполняющих все внутреннее пространство между крупными завитками.
Иногда сканный орнамент состоит из розет, окруженных крупными лепестками, которые располагаются либо довольно свободно, заполняя плоскость предмета, либо вписываются в определенные геометрические фигуры-ромбы, восьмиугольники, треугольники и т.д. В этих случаях из толстой проволоки выполняются обычно контуры розет, геометрических фигур и крупных лепестков, а все свободное между ними пространство заполняется тонкими волнистыми линиями, колечками, спиральками, ромбиками и другими мелкими орнаментальными формами.
Некоторые изделия, например подстаканники, украшаются филигранным орнаментом, состоящим из розет и восьмиконечных звезд, вписанных в строгие геометрические формы. Сочетание геометрических форм с тончайшим кружевным филигранным орнаментом накладывает отпечаток своеобразия на такие изделия.
Делались попытки выполнения в технике филиграни изделий и с сюжетными изображениями. Таков, например, нож-закладка, ручка которого украшена изображением плывущих в волнах рыбок.
О совершенстве исполнительского мастерства, которого достигли мастера Красного села, работавшие в технике филиграни, дает представление государственный герб СССР, выполненный во второй половине 30-х годов коллективом красносельских мастеров под руководством Н.Грустливого и Г.Дерябина. В этой большой работе (размер 31х31,5 см) техникой филиграни выполнена значительная часть изображения земного шара, серпа, молота, солнца, ленты, перевивающей колосья, и самих колосьев.
Ювелирные украшения и бытовые предметы, выполненные мастерами села Красного в технике филиграни, экспонировались на всемирных выставках в Париже (1937) и в Нью-Йорке (1939). Артели "Красный кустарь" (с. Красное) за филигранные изделия была присуждена на Всемирной Парижской выставке 1937 года золотая медаль.
В послевоенные годы филигранное дело продолжало развиваться. В отличие от довоенных лет посеребренная и позолоченная филигрань стала применяться не только в массовых бытовых вещах, но и в дорогих уникальных произведениях – в юбилейных кубках, декоративных вазах, ларцах и т. д., причем нередко она сочеталась с зернью, с гладким полированным металлом, делалась не только плоской, но и выпуклой или рельефной.
Реклама

К числу наиболее значительных филигранных произведений, выполненных во второй половине 40-х годов, принадлежит ларец работы В.Каретина (рис. 162). Ларец прост по форме. Его прямоугольный остов покоится на невысоком постаменте. Приземистые, крепкие ножки, слегка выходящие за габариты постамента, придают ларцу устойчивость, а слегка сужающаяся кверху четырехскатная крышка делает его стройным. Филигрань покрывает верхнюю (плоскую) часть крышки ларца, ее скаты и боковые стенки остова, причем характерно то, что она расположена не сплошным кружевным узором, как это делалось в большинстве вещей довоенного времени, а делится узкими полосками гладко отполированного металла на правильные геометрические фигуры:- прямоугольники, различной формы треугольники и т.д. Слегка выступающие полоски гладкого металла членят поверхности ларца, как бы образуя его конструктивный остов. Вместе с тем они обрамляют определенные участки филигранного узора, подчеркивая своими четкими, гладко отполированными поверхностями его легкость и ажурность. Филигранный узор также стал разнообразнее; в его кружевные прозрачные завитки то там то здесь вкраплена зернь. На крышке ларца расположены три крупные выпуклые розетки, центры которых сплошь заполнены крупными шариками зерни. Это был первый, достаточно интересный и удачный опыт создания филигранного рельефа.
В позолоченном кубке – "Социалистическое строительство", выполненном в 1951 году мастерами А.Васиной (род. 1920 г.) и А.Шибановым (род. 1899 г.) по проекту художников А.Удалова и А. Щепелкина, филигрань не менее органично сочетается с полированным металлом, который в одних случаях резко контрастирует с кружевным филигранным узором, в других – создает красивую светотеневую игру чеканными и давлеными рельефами, в третьих – радует глаз изящными и тонкими профилировками. Этот кубок неплох, хотя и несколько тяжеловат по своим пропорциям, его цилиндрическое, слегка расширяющееся кверху тулово покоится на достаточно массивной, устойчивой и выразительной по силуэту ножке.
Заваленная крышка завершается небольшим отполированным шариком, поддерживающим изображение ордена Победы. Верхняя и нижняя части тулова опоясаны неширокими полированными металлическими поясками. Между ними на определенном расстоянии проходят вертикальные профилированные полоски металла. Соединяясь с горизонтальными поясками, они делят слегка усеченное книзу цилиндрическое тулово кубка на четыре равные части. В каждую из этих частей вписан круглый медальон с чеканными рельефными изображениями (панорама новостройки, механизированная уборка урожая, лаборатория ученого, парный профильный портрет В.И.Ленина и И.В.Сталина). Филигрань в этом кубке лишь дополняет металлический остов кубка, подчеркивая своим легким матовым кружевным узором блеск и массивность отполированного металла.
Реклама

Вслед за этим в селе Красном было выполнено еще несколько уникальных произведений. Художники и мастера промысла успешно продолжали поиски новых форм изделий, в которых металлический остов отделывался филигранью. В одних из них филигрань сплошным кружевным узором покрывает тулово изделий. Таковы, например, две вазы работы А.Голикова (род. 1919 г.) и А.Васиной, выполненные в 1952 году. Широкие полосы полированного металла образуют здесь несколько поясов разной ширины (по верхнему борту и нижней части ножки). Все пространство между этими поясами сплошь покрывает филигрань, которая играет главную декоративную роль.
В других изделиях филигрань использовалась по тому же принципу, как и в кубке "Социалистическое строительство": она лишь дополняла металлический остов, который сам по себе был достаточно выразителен. Таков, например, юбилейный кубок, выполненный в 1954 году по проекту А.Удалова и А.Щепелкина мастерами А.Васиной (скань), М.Суригиным (штампованные детали) и А. Шибановым (монтировка) и подаренный Украинской ССР в честь 300-летия воссоединения с Россией.
Кроме красносельского района, производство недорогих ювелирных украшений – брошей, колец с цветным стеклом, кулонов – существует в городе Приволжске Ивановской области (артель "Красная Пресня"). Здесь же изготовляется и цветное стекло (искусственный камень).
Филигранный узор в казаковской артели также приобрел характерный облик. В его основу была положена розетка с длинными вытянутыми лепестками и круто завивающиеся спирали. Эти крупные формы четко выделяются на фоне мельчайших филигранных завитков, сплошным узором заполняющих поверхность филигранных изделий.
В мастерской артели производство филигранных изделий возникло лишь в 1947 году. Первое время продукция этой артели была не вполне удачна: филигрань выполнялась из толстой проволоки, не велось работы над формами изделий, вещи выглядели грубоватыми. Но постепенно и в этой артели филигранные работы сделались одним из наиболее интересных видов продукции. Большое значение имело то, что в артели было уделено внимание не только улучшению качества филиграни, но и работе над формой изделий, а также над различными способами применения филигранной техники. Над филигранными изделиями мстерской артели много и серьезно поработала художница В.Дмитриева (род. 1919 г.). В результате артель стала выпускать вещи, в которых филигрань сочетается в большинстве случаев с полированным металлом. В одних изделиях из гладкого металла сделана лишь ножка (туалетная вазочка в виде чаши), в других – гладкий металл играет более активную роль, из него выполнена и ножка и ручки, он включен в виде гладких полосок, лучами расходящихся от центра, в самый корпус вазочки (плоская вазочка-конфетница), наконец, в некоторых вещах филигрань сочетается с штампованными позолоченными накладками (подстаканник). Не во всех случаях задача решена с одинаковым успехом, но самый факт творческих поисков новых конструктивных решений применения филиграни имеет большое положительное значение.
Производство разнообразных ювелирных изделий развито в Москве и Ленинграде. Артель "Московский ювелир" в Москве, фабрика "Ленэмальер" и Эмальерно-филигранная фабрика Ювелирторга в Ленинграде – крупные предприятия, выпускающие основную массу продукции.
1. Исторические аспекты филигранного центра и его значение в развитии ювелирного искусства: сканное ремесло Киевской Руси
Производство всевозможных ювелирных поделок и украшений из золота и серебра – одно из древнейших художественных ремесел. Оно отличается разнообразием технических приемов. В искусстве ювелиров издавна применялись литье, чеканка и гравировка, филигрань., наводка черни и эмаль. Нередко несколько технических приемов совмещаются при выполнении того или иного ювелирного изделия. Чеканкой и гравировкой очень часто дополняют литье; филигрань сочетается с чеканкой, эмаль с филигранью и т.д.
Народные ювелирные промыслы, выпускающие недорогие вещи из меди, белого металла и серебра с позолотой, цветными камнями и т.д. – кольца, серьги, броши, кулоны, браслеты, – а также разнообразные кресты и образки, издавна существовали в городах и селах нашей страны. Основным потребителем этих изделий было крестьянство и малозажиточная часть городского населения: торговцы, мещане, ремесленники.
В XIX веке производство недорогих ювелирных вещей получило особенно сильное развитие в селах и деревнях Костромской губернии – Красном, Сидоровском и других, – расположенных по Волге в 30-40 километрах от Костромы, Село Красное – центр ювелирного промысла, охватывающего четыре волости, пятьдесят одно селение и около 1706 работников, к концу XIX века, подобно Гжели, представляло собой, по определению В.И.Ленина, типичный центр "народной" капиталистической мануфактуры. В конце XIX века красносельский ювелирный промысел производил продукции более чем на миллион рублей.
Недорогие ювелирные изделия расходились по всей стране, они сбывались в Москве, Петербурге, Нижнем Новгороде, в Сибири, часть изделий шла в Среднюю Азию, Афганистан, Иран и Индию.
В конце XIX – начале XX века в продукцию красносельских ювелиров стали проникать черты модерна. Открытие земством в селе Красном класса технического рисования, преобразованного в 1904 году в художественно-ремесленную мастерскую, не улучшило положения дела. Это мероприятие в значительной мере способствовало развитию модных в то время модернистских тенденций и ложнорусского стиля; промысел находился во власти скупщиков и торговцев, наживающихся от перепродажи изделий кустарей и являвшихся главными проводниками дурного вкуса.
После Великой Октябрьской социалистической революции мастера красносельского ювелирного промысла одни из первых стали создавать кооперативные артели. По числу занятых в промысле мастеров это был самый крупный центр народных художественных промыслов. В 30-х годах здесь работало в нескольких крупных артелях ("Красный кустарь" в селе Красном, Сидоровский промколхоз в селе Сидоровском, "По заветам Ильича" в селе Подольском) более 1200 мастеров. Кадры для промысла готовил Красносельский техникум.
Глубокий упадок, в котором находился красносельский ювелирный промысел перед революцией, изживался постепенно.
В 20-х годах промысел выпускал главным образом революционные значки и пятиконечные звезды (до 20 тысяч штук в год), а также чайные ложки (до 12 тысяч дюжин).
По мере возрастания спроса на ювелирные украшения красносельские. мастера постепенно возрождали свой исконный ассортимент: серебряные с позолотой серьги, перстни, браслеты, кольца, кулоны, заколки, броши и т.д. В большинстве изделий употреблялись искусственные камни (цветное граненое стекло). Резкий блеск позолоты и цветных граненых стекол придает, как правило, грубоватый вид таким изделиям. Лучшими среди них до сих пор продолжают оставаться изделия, в которых отсутствуют цветные искусственные камни, например, традиционные серьги – "калач". Такого вида изделия, очень скромные, простые по форме, лишенные какой-либо вычурности и претенциозности, убедительно свидетельствуют о больших потенциальных возможностях народного творчества.
Такие вещи просты в выполнении и требуют минимальной затраты металла. Вместе с тем они могут служить образцом и убедительного художественного решения. Форма изделий хорошо согласована с их функциональным назначением. Нарастающая книзу объемность серьги придает ей пластическую выразительность, подчеркивая весомость и массивность нижней части и ювелирную тонкость и легкость верхней. Плавно округленная форма серьги напоминает полумесяц, острые рога которого сближены и соединены тонкой проволочкой-подковкой.
По-видимому, не случайно эта древняя народная форма ювелирного украшения продолжает пользоваться успехом и в наши дни. Если учесть, что близкие аналогии ей мы находим среди золотых и серебряных колт XI-XII веков Киевской Руси, то станет очевидным, какое серьезное испытание временем она выдержала.
С середины 30-х годов в красносельском ювелирном промысле стала с особой остротой ощущаться необходимость обновления ассортимента, развернулась творческая работа над новыми видами изделий. В этой работе участвовали и старейшие мастера промысла – Л.Метлин (род. 1873г.), М.Волков (1875- 1953), и, с конца 30-х годов, представители молодого поколения – Н.Грустливый (род. 1914г.), В.Каретин (род. 1921 г.), Г.Дерябин (род. 1914 г.) и другие.
Творческие поиски шли в разных направлениях. Делались попытки выполнять из металла миниатюрные изделия, не имеющие определенного целевого назначения, типа настольных украшений. Создание таких вещей диктовалось главным образом потребностью блеснуть мастерством, виртуозной техникой исполнения. К числу таких изделий принадлежат: миниатюрный стол со стульями, со стоящим на столе самоваром и чайным сервизом работы Л.Метлина или миниатюрная скульптурная группа, состоящая из лошади, запряженной в тарантас, в котором сидит кучер. Лошадь и кучер выкованы из железа и обработаны чеканом (мастер К.Шестернин). Тарантас и упряжка (оглобли, сбруя) исполнены в технике филиграни (мастер А.Серов). Эта скульптура отличается не только тонкостью мастерства, но и большой выразительностью. В ней много общего с народной деревянной и керамической скульптурой. Делались опыты изготовления и эмалевых вещей, в частности, серебряных изделий, украшенных геометрическим орнаментом, а также изделий с растительным орнаментом, выполненным техникой эмали в глубину. Убедительно свидетельствуя о высоком техническом мастерстве красносельских ювелиров, все эти опыты не разрешали, однако, главной задачи – обновления ассортимента массовых изделий.
Более перспективными оказались опыты по возрождению филигранного дела. Со второй половины 30-х годов производство филигранных изделий получило в красносельском ювелирном промысле широкое развитие.
2. Заготовительные операции скани: вытяжка, свивка
Филигранью, или сканью, называется жгутик, скрученный из двух или нескольких медных (иногда серебряных или золотых) проволочек. Такие металлические жгутики легко гнутся и принимают форму спиралек, колечек, лепестков, розеток, а также всевозможных криволинейных и прямолинейных геометрических фигур. Орнамент плоских филигранных изделий обычно предварительно прорисовывается на бумаге. Такой рисунок помогает набрать проволочные детали и составить из них требуемый узор путем наклейки их на бумагу. Набранный рисунок посыпают измельченным припоем (сплав серебра или золота с цветным металлом) и спаивают. Иногда филигрань напаивается на металлический остов предмета. Для получения объемных предметов пользуются железными формами.
Техника филиграни позволяет выполнять разнообразные по форме изделия и композиции.
Из медной позолоченной или посеребренной витой проволоки путем набора и спайки отдельных, заранее приготовленных узорчатых деталей можно делать и плоские и округлые изделия. Филигранная поверхность может быть ровной и рельефной, она нередко дополнительно украшается специально выполняемыми накладками, небольшими литыми шариками – зернью, сочетается с гладкими, награвированными или обработанными чеканом поверхностями металла. Техника филиграни дает возможность выполнять композиции, состоящие из растительных и геометрических узоров, она позволяет вводить в эти узоры и изобразительные мотивы. Для того чтобы подчеркнуть тот или иной мотив или ту или иную деталь узора, в филигрань нередко вводится более толстая и гладкая проволока. Очень часто основной контур узора выполняется из толстой, а все детали из более тонкой проволоки.
Скань (от др.-рус. скать — свивать), филигрань — вид ювелирной техники: ажурный или напаянный на металлический фон узор из тонкой золотой, серебряной или медной проволоки, гладкой или свитой в верёвочки. Изделия из скани часто дополняются зернью (маленькие серебряные или золотые шарики) и эмалью.
Филигрань —один из традиционных видов художественной обработки металла. Эта техника, зародившаяся в глубокой древности, почти не изменилась и в настоящее время. Скрученный из двух или нескольких серебряных, золотых или медных проволочек жгутик называется сканью, или филигранью. Гладкая проволока протягивается через ряд отверстий в стальной пластинке, укрепленной в тисках или на волочильном станке. Пропущенная через вальцы проволока становится плоской, в виде ленточки.
Предварительный рисунок выполняется на бумаге, по нему выкладывается и приклеивается контур будущего узора. Затем собранные таким образом детали посыпаются припоем (измельченным сплавом серебра или золота с цветными металлами) и под действием огня спаиваются в ажурный узор. В зависимости от замысла ажурный узор может напаиваться на металл, может приобрести рельефную форму. Скань дополняется зернью — мелкими металлическими шариками, которые вносят пластическую игру, обогащают изделие. Эта техника дает бесконечно разнообразные вариации сочетания скани с зернью, построения растительных и геометрических орнаментов, соединения с гладким металлом и камнями.
Заготовка скани.
Материалами для изготовления скани служат чистые металлы: золото, серебро, медь. Их сплавы для этой цели обычно не применяют по двум причинам: во-первых, они обладают меньшей пластичностью и вязкостью; они более жестки и упруги, и это затрудняет волочение проволоки, ее сучение и набор скани. Во-вторых, температура плавления сплавов ниже, чем у чистых металлов, что затрудняет пайку изделий. Однако иногда по экономическим соображениям при работе из драгоценных металлов допускается заготовка скани из пробы 958 для золота и 916 для серебра. Но такая скань трудна в работе. Исключение составляет плавка зерни, которую можно изготовлять из сплавов указанных проб (и даже ниже), а для медных сканных работ зернь иногда плавят из латуни.
Скань изготовляют из проволоки; если она не соответствует по толщине сечению, указанному на чертеже (или образце), ее протягивают через соответствующий фильер волочильной доски. Волочильная доска, или циейзен (от немецкого zieheisen ), представляет собой стальную закаленную пластину, в которой просверлены ряды постепенно уменьшающихся по диаметру отверстий. Волочильную доску укрепляют в настольных тисках, конец проволоки заостряют напильником и просовывают в отверстие волочильной доски. Захватив конец проволоки плоскогубцами, плавно, без рывков протягивают проволоку через отверстие. Для получения чистой поверхности и уменьшения усилия применяют смазку (масло или воск). Переходя последовательно от одного отверстия к другому (меньшему), получают проволоку необходимого сечения.
Однако при волочении проволока быстро нагартовывается, делается жесткой, трескается с конца и легко рвется. Чтобы избежать этого, ее необходимо периодически отжигать, доводя до темно-красного каления. При этом структура металла меняется, и проволока снова становится мягкой. Медную проволоку следует отжигать через каждые 3—4 отверстия, также и серебряную пробы 875. Проволока из чистого серебра гартуется меньше, ее можно протягивать, отжигая через 5—6 отверстий. Чистое золото проходит без отжигания 6—8 отверстий. При отжигании проволоку необходимо свертывать в кольцевой моток, следя за тем, чтобы витки плотно прилегали друг к другу, а готовый моток оплетать свободным концом проволоки. Это необходимо для того, чтобы вся проволока в мотке нагревалась равномерно, не перегревалась и отдельные ее участки не могли бы оплавиться. Особенно это относится к тонким проволокам, отстоящие витки которой легко оплавляются. Если проволока очень тонкая, то ее наматывают на латунный ролик, аналогичный нитяной катушке, так как при этом она равномерно прогревается и уменьшается опасность расплавления.
После каждого отжига проволоку отбеливают в слабом растворе серной кислоты (5—10%), промывают и просушивают. Особенно это относится к меди и лигатурному серебру. Проволоку из чистого серебра и золота можно опускать в горячем состоянии в чистую воду, это придает им еще большую мягкость.
В настоящее время волочение применяют не только для получения проволоки, но также и различных фасонных профилей. Кроме того волочением изготовляют тонкостенные трубки малых диаметров для шарниров. При волочении тянутые изделия приобретают гладкую и чистую поверхность, точные размеры и форму по всей их длине.
Проволоку, предназначенную для изготовления скани, после волочения ссучивают и плющат в вальцах. Ссучивание (свивание) скани в прошлом осуществлялось на скальнице — примитивном приспособлении, приводимом во вращение рукой, на что тратилось немало времени. В настоящее время скань сучат на быстро вращающемся шпинделе мотора или любого механизма, обеспечивающего быстрое вращение (электродрель, станок и т. п.).
Скрутка скани не должна быть слабой. Обычно необходимая степень свивания филиграни достигается в два приема, в интервале между которыми проволоку отжигают, чтобы придать ей необходимую мягкость и пластичность. Скань заготавливают из отожженной проволоки, отбеленной (в пятипроцентном растворе серной кислоты), промытой и высушенной. Ссученную скань прокатывают в плоских вальцах и вновь отжигают, отбеливают, промывают и сушат. Такая скань готова к употреблению. Степень плющения скани может быть различна — от едва заметной до сильной; чем шире, сильнее развальцована скань, тем прочнее изготовленное из нее изделие, так как поверхность пайки соответственно увеличивается.
Кроме сученой скани для филиграни применяют и гладкую вальцованную (или просто круглую) проволоку, так называемую гладь, которая в сочетании со сканью значительно обогащает рисунок.
Шнуры для филиграни различают по толщине и рисунку. Их готовят различными приемами. Простейший шкур вьют так же, как скань, из двух, но более толстых проволок, но не вальцуют, и в своем сечении он остается круглым. Более сложные по структуре шнуры сучат из трех или четырех проволок. Интересный рисунок приобретает шнур, если, свитый из двух проволок, он складывается вдвое и вновь сучится; при этом он становится плотным и сложным по структуре. Если же повторно свивать шнурок в обратную сторону, то он становится более рыхлым и оригинальным по рисунку. Этот вид шнурка придает особую красоту и богатство композиции. Своеобразный характер приобретает шнур, свитый из двух проволок различной толщины.
Еще более сложный рисунок, значительно обогащающий сканные работы, имеет "плетенка", которую плетут как косу из трех (или более) проволок вручную. Плетенки заготовляют короткими отрезками, так как плетение из длинных проволок очень затруднительно— они путаются. Своеобразным декоративным элементом скани является "струнцал". Его изготовляют по принципу производства канители — путем навивания тонкой по сечению проволоки на более толстую так, чтобы виток плотно ложился к витку. В сочетании со шнурами и сканью гладкие линии, очерченные струнцалом, очень эффектны.
Одним из очень красивых элементов сканных работ является "зернь" (мелкие шарики). Она значительно дополняет и обогащает линейный рисунок, выполненный из проволоки, и напоминает жемчужные обнизи в шитье. Зернь приготовляют следующим образом. Чтобы все зерна были одинаковыми по диаметру, необходимо проволоку нарезать на одинаковые кусочки. Для этого тонкую проволоку навивают спиралеобразно (виток к витку) на ригель — гладкий цилиндрический стальной стержень. Полученную спираль снимают с ригеля и разрезают на отдельные витки (колечки). Затем, смешав такие заготовки (колечки) с угольным порошком, их нагревают в муфеле до оплавления. Колечки, разделенные друг от друга угольным порошком, сплавляют в точные круглые шарики одинакового размера. При небольших заготовках зернь можно оплавлять на листовом асбесте или куске древесного угля. Если хотят получить правильные полушары, то заготовленные колечки оплавляют, положив их на листовую слюду. Нижняя часть такого шарика, которая обращена к слюде, становится плоской.
Набор скани. Процесс набора скани по рисунку состоит из двух операций: 1) выгибание каждого элемента рисунка из соответст вующей проволочной заготовки (скани, глади или шнура) и 2) установка такого элемента на соответствующее место и закрепление клеем. Наиболее целесообразно предварительно заготовить все детали рисунка (завитки, колечки, овалы и т. п.), а затем устанавливать их на место. Эту работу ведут при помощи пинцета специальной формы — корнцанга, представляющего собой сложенную вдвое стельную полосу шириной от 10 до 15 мм и толщиной от 1 до 2 мм. Общая длина пинцета составляет 100—150 мм, и ее подбирают по руке; концы пинцета коротко заострены и слегка согнуты внутрь. Пинцетом работают, держа его в правой руке, а свободный конец проволоки придерживают ногтем указательного пальца левой руки. Эту работу проводят на специальной, ровной металлической пластине (из цинка или алюминия) размером 150X200 мм и толщиной 2—3 мм.
В современных условиях при серийном производстве изделий для заготовки отдельных элементов рисунка применяют различные приспособления: для навивки колечек используют ригели — гладкие отрезки стальной проволоки различной толщины от 0,5 мм в диаметре до 10 мм (а иногда и толще). Для формовки зубчиков (для кастов или фона) — специальные зубчатые вальцы. Проволока, пропущенная через такие вальцы, приобретает равномерные зубчатые изгибы. Тот же результат, но с закругленными и несколько склоненными в одну сторону зубцами можно получить, если расплющить навитую на тонкий ригель и слегка растянутую спираль.
Более сложные конфигурации (лепестки розеток и др.) получают при помощи плоскогубцев, рабочие концы которых запиливают специальным образом. Применяют также специальные пресс-формы, в которых формуют более сложные элементы. Для резки скани служат ножницы или специальный короткий небольшой нож, снабженный деревянной рукояткой.
3. Последовательность и принцип набора сканного рисунка с технологией его изготовления: пайкой и монтировкой
Из приготовленных первичных элементов производят набор рисунка и установку его на клей. Можно различить четыре способа набора скани в зависимости от ее вида (и разновидности):
а) Напайная филигрань (фоновая). В этом случае рисунок переводят на подготовленную (отожженную, отбеленную, промытую и высушенную) заготовку из листового металла (золото, серебро, красная медь), по толщине, размерам и конфигурации соответствующую рисунку и предназначенную для фона.
Набор начинают или с установки главных, наиболее крупных элементов композиции, выполняемых из толстого шнура, или, наоборот, с рамок по контурам рисунка (если они предусмотрены), Если в композиции предусмотрены драгоценные камни, то начинают с определения мест под касты; затем ставят второстепенные элементы рисунка из более тонкой проволоки (скани или глади) и в конце самые тонкие и мелкие детали, заполняющие рисунок. Набор заканчивают установкой зерни (если она предусмотрена).
В прошлом набор скани производили на столярный или вишневый (камедь) клей. Каждую деталь смазывали клеем и устанавливали на соответствующее место; это отнимало много времени. Сейчас в качестве клея применяют нитролак, клей БФ и др. При этом работа значительно упрощена и сводится к следующему: после укладки на место нескольких первичных элементов рисунка (завитков, колечек) на них сверху наносят каплю лака или клея, которая расплывается по рисунку, обволакивая проволоку тонким слоем, быстро высыхает и прочно приклеивает скань к фону.
При наборе плоских фоновых изделий необходимо следить за тем, чтобы детали были плоскими и ложились на фон ровно всеми своими точками, по всей плоскости. Это обеспечивает их надежную пайку с одного раза. Желательно также, чтобы все детали плотно прилегали друг к другу, особенно в тех местах, где они сопрягаются встык, — это обеспечивает наибольшую сохранность рисунка от искажения в процессе пайки и делает места стыков незаметными. Нельзя допускать также отставания от фона и поднятия отдельных элементов или участков скани над общим уровнем, так как при пайке они легко могут сгореть.
При наборе зерни (шариков) целесообразно под каждое зерно класть колечко или канфарить фон, т. е. ударом острого чекана намечать место для каждого зерна. Это облегчает набор и увеличивает его точность и соответствие рисунку, так как в этом случае шарики не катаются по фону, а хорошо фиксируются на своих местах. Кроме того, при наборе зерни по канфарнику или на кольцо значительно возрастает прочность пайки шарообразной зерни за счет увеличения поверхности пайки.
Если же в рисунке колечки не предусмотрены, то можно употреблять зернь, сплавленную на слюде (полушаровидную). В тех случаях, когда зернь расположена как жемчужная обнизь, в одну линию, целесообразно ее набирать между двух тонких параллельных проволок.
б) Объемная фоновая филигрань. Набор скани для этого вида осуществляют на предварительно выдавленные, штампованные (или дифованные от руки) объемные формы — цилиндры, конусы, шаровые поверхности или на еще более сложные формы — цветы, листья, изображения животных и т. п. — чеканные рельефы. Набор на объемную форму или рельеф делать значительно труднее по сравнению с плоскостью, так как элементы рисунка приходится предварительно изгибать по форме, чтобы они плотно прилегали к фону. Поэтому при изготовлении цилиндрических или конусных изделий (имеющих одну кривизну) часто используют набор скани на плоские развертки этих фигур, а после пайки филиграни на фон из такой развертки свертывают цилиндр или конус. Однако такой прием неизбежно ведет к некоторой деформации и искажению рисунка, особенно если его элементы крупны и набраны из толстой или сильно развальцованной скани. Изделия, имеющие двойную кривизну, например шар, этим приемом изготовить нельзя, так как они не имеют плоских разверток.
в) Набор плоской ажурной филиграни. Набор этого вида филиграни производят при помощи нитролака на писчую бумагу (раньше так же, как и для фоновой филиграни, применяли столярный клей).Для этого рисунок переводят на бумагу и набор проводят так же, как и на листовой металл. Однако в этом случае плотность набора имеет особенное значение, так как при пайке детали рисунка должны прочно спаяться только между собой из-за отсутствия фона. На рис. 63 показан правильно и очень плотно выполненный набор ажурной скани. Неплотный набор приводит обычно к высыпанию отдельных не спаявшихся элементов, что значительно усложняет работу, так как требует вторичной вставки их на место и вторичной пайки.
Не следует брать слишком толстую бумагу, так как при пайке сна сгорает неравномерно и деформирует рисунок. Кроме того, от толстой бумаги образуется много золы, которая затрудняет процесс пайки. Нельзя также применять вместо писчей бумаги кальку или восковку.
г) Набор объемной ажурной филиграни. Набор этого вида филиграни производят на специальные шаблоны из малоуглеродистой стали; лучшим материалом служит черный декапир толщиной 0,5— 0,8 ммили обычное кровельное железо. Шаблоны изготовляют вручную дифовкой или на давильном станке. Они должны быть цельными без паяных швов; по этой причине монтированные шаблоны не годятся, так как в процессе пайки филиграни, которую выполняют на шаблоне, швы могут распаяться и испортить работу.
Набор на стальные шаблоны производят так же, как и при объемной фоновой филиграни, с той лишь разницей, что после пайки ажурная филигрань к шаблону не припаивается и легко с него снимается. Часто ажурные объемные изделия и рельефы изготовляют иначе. Набор производят на плоскость, а затем после пайки из плоской ажурной заготовки дифуют необходимый объем. Плотно набранный и хорошо пропаянный ажур легко дифуется и принимает весьма сложные формы, в том числе и с двойной кривизной. Так, например, ажурный шар можно изготовить из двух кружков-розеток: из каждой дифуют полушар, а затем их спаивают вместе по периметру большого круга.
Для придания большей физической прочности ажурным объемным изделиям с тыльной стороны к полученному рельефу подпаивают специальный каркас из полос различной формы и конфигурации, смотря по рисунку. Большие сложные композиции собирают из деталей, каждую из которых выполняют и спаивают отдельно. Монтировку готовых деталей между собой производят или так же — на припой, или, если детали имеют различную отделку (серебрение, золочение), — после их отделки на специальные клямеры или на винтах.
Пайка филигранных изделий. Изделия, набранные на столярном клее, перед пайкой требуют обязательной обвязки тонкой железной проволокой — биндрой, так как при пайке столярный клей от нагревания вспучивается, кипит и загорается. В этот момент отдельные мелкие детали оказываются ничем не скрепленными между собой и могут рассыпаться. При обвязке фоновой филиграни биндру укладывают так, чтобы каждая деталь хотя бы один раз попала под ее виток и была бы прижата к фону.
При пайке ажурной филиграни, набранной на бумагу, ее привязывают к пластине из мягкой листовой стали толщиной 0,5—0,8 мм. (или кровельного железа) несколько большего размера и предварительно натертой мелом, чтобы филигрань не припаялась к пластине.
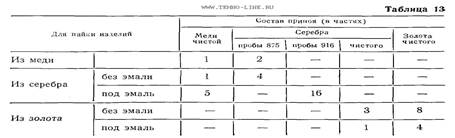
При наборе на нитролак и другие современные клеи обвязку обычно не применяют, так как, например, клей БФ удерживает детали до момента пайки и, сгорая почти мгновенно, не дает изделию рассыпаться. Однако сложные объемные изделия, набранные и на современных клеях, необходимо связывать. В качестве припоев для пайки филиграни применяют специальные припои (табл. 13).
Припой употребляют в виде опилок. Для этого слиток припоя посредством личного напильника превращают в опилки, затем магнитом из измельченного припоя удаляют кусочки железа, которые попадают туда от напильника. Очистку припоя магнитом надо производить обязательно, так как кусочки железа от напильника вместе с припоем, попадая на скань, заплавляются в ней и остаются незаметными до отбеливания готового изделия в слабом растворе серной кислоты. Здесь железо, реагируя с кислотой, образует красно-бурый цвет на скани, трудно удаляемый и затрудняющий дальнейшую отделку изделия.
В качестве флюса при пайке применяют буру. Прокаленную и мелко измельченную буру смешивают с припоем в отношении 1:1 по объему. Подготовленное к пайке изделие смачивают водой (лучше слабым раствором буры) и на мокрую поверхность не очень густо посыпают заготовленную смесь припоя с бурой.
Если припоя взято мало, то могут остаться непропаянные места и изделие будет недостаточно прочным. Избыток припоя не желателен, так как он заливает фактуру шнуров и скани, мелкие детали рисунка и портит внешний вид изделия. Пайку филиграни лучше всего производить широким, мягким, коптящим, восстановительным пламенем керосина. Температура сгорания копоти почти совпадает с температурой плавления припоя (800—850°). Пайка обычно происходит быстро и очень чисто. Применение бензинового пламени дает хорошие результаты, однако, если пламя узкое (режущее) изделие может сгореть.
В прошлом необходимую температуру получали посредством специальной медной трубки — февки, через которую вдували воздух в пламя керосиновой лампы. Непрерывное дутье требовало большого навыка и, кроме того, было очень изнурительно. В настоящее время дутье осуществляется от компрессора или при индивидуальном пользовании — от мехов с ножным приводом. Применять ювелирные припои, содержащие цинк, для пайки филиграни нельзя, так как при повторных пайках цинк растворяет тонкие детали узора, а на более толстых проволоках остаются глубокие раковины, которые трудно исправить. Испорченные детали приходится вырезать, а на их место набирать и впаивать новые. Кроме того, ювелирные припои, содержащие цинк, требуют тщательной предварительной очистки поверхности изделий, подлежащих пайке. В сканном деле такая подготовка невозможна, так как при наборе скани применяют различные клеи, которыми удерживаются между собой мелкие проволочные детали сканных изделий, поступающих в пайку. В процессе пайки сгорают клей и бумага, на которой осуществлен набор ажурной скани; в результате образуется зола, которая неизбежно попадает в швы, подлежащие пайке, и загрязняет их. Сканные припои "не боятся грязи" и хорошо "бегут" и "играют" при наличии достаточного количества флюса — буры. После пайки изделие проверяют и, если окажутся непропаянные участки (по причине недостаточно плотного набора), их исправляют и пропаивают еще раз. После этого изделие отбеливают в горячем пятипроцентном растворе серной кислоты. Отбеливание проводят очень тщательно, до полного удаления мало заметных стекловидных следов флюса (буры). Бура сильно мешает последующей гальванической отделке изделий (серебрению и золочению), так как золото и серебро не осаждаются на те места, где остаются пленки буры, и они ясно выступают своим розоватым цветом на золотом или серебряном фоне предмета. Филигранные изделия могут быть репродуцированы посредством литья и гальванопластики (см. соответствующие разделы). Попытки повторять филигрань при помощи штампов также дали более или менее удовлетворительные результаты. Однако все эти приемы позволяют повторить только фоновую, глухую напайную филигрань. Попытки воспроизвести ажурную филигрань посредством специально изготовленного штампа, хотя и дали некоторый результат, но получается рисунок, очень далекий от оригинала; кроме того, экономически это нерентабельно ввиду высокой стоимости и непрочности таких просечных многопуансонных штампов. Иногда сученую скань заменяют нарезной проволокой или ее слегка насекают на готовом изделии.
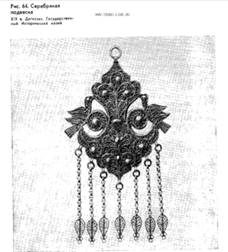
На рис. 64 изображена сканая серебряная подвеска, при изготовлении которой применен этот способ. Толстая вальцованная проволока, использованная для контура и основных линий орнамента, первоначально была гладкой, а после пайки изделия на ней сделаны насечки. Мелкий рисунок выполнен из сученой скани.
В последнее время широко распространилась скань из мельхиоровой проволоки. Однако для учебных целей работа с этим материалом нецелесообразна, так как проволока из красной меди во многом превосходит мельхиоровую и по пластичности (легче набирается скань), и она значительно проще в пайке.
Список литературы
1. Сайт : www.remesla.ru
2. Простаков С.В.- Ювелирное дело.- М.,2004
3. Бреполь Э.- Теория и практика ювелирного дела.- М.,1982
4. Гутов Л.А. – Литье по выплавляемым моделям сплавов золота и серебра.- Л.,1982
5. Комягин Ю.П. – Учебник ювелира- монтировщика. – Л.,1986
6. Манко Г. –Пайка и припои. М.,-1968
7. Митчелл Р.С. – Название минералов.-М.,1982
|
