Введение
Одной из важных проблем при производстве сварных конструкций является определение сварочных деформаций и напряжений, влияние которых на характеристики сварных соединений и конструкций в процессе эксплуатации весьма разнообразно. Наличие сварных деформаций и напряжений приводит к отклонениям действительных геометрических форм и размеров от проектных, что, в свою очередь, увеличивает трудоемкость изготовления сварной конструкции, снижает эксплуатационные качества, способствует понижению устойчивости и несущей способности, затрудняет сборку отдельных узлов, а в некоторых случаях делает ее невозможной.
Расчетно-графическая работа заключается в расчете деформаций, возникающих при сварке поясных швов балки двутаврового поперечного сечения. Результатом работы являются значения прогибов балки для различных вариантов последовательности выполнения сварочных операций, и что служит основанием для выбора рациональной последовательности выполнения сварных швов.
1.
Задание

Основные размеры свариваемой балки:
L = 7м;
H = 220мм;
B1
= 130мм;
B2
= 150мм;
δ1
= 6мм;
δ2
= 6мм;
δ3
= 5мм.
Материал: 09Г2С.
Способ сварки: Ручная дуговая сварка покрытыми электродами.
Поперечное сечение сварной двутавровой балки представлено на рисунке 1.
2. Выбор конструктивного оформления и размеров сварных соединений
В соответствии с ГОСТ 5264-80 [5] выберем двустороннее тавровое сварное соединение без скоса кромок Т3. Эскиз данного сварного соединения показан на рисунке 2. Минимальный катет данного сварного соединения 6 мм.
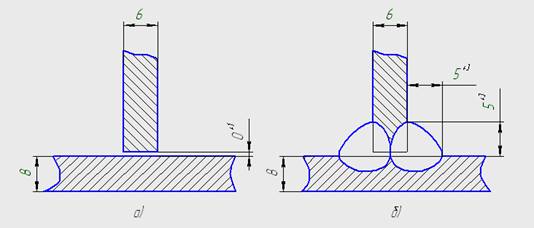
Рисунок 2 – Конструктивные элементы:
а) подготовленных кромок свариваемых деталей; б) сварного шва.
3.
Выбор ориентировочных режимов сварки
Режимы однодуговой сварки неплавящимся электродом сплава АМГ6М приведены в таблице 1.
Таблица 1 – Режимы сварки под флюсом материала 09Г2С [1, стр. 103]
| Толщина металла, мм |
6 |
| Сила тока, А |
175 |
| Напряжение, В |
20 |
| Скорость сварки, м/ч |
15 |
| Диаметр электрода, мм |
4,0 |
4. Расчет геометрических характеристик сечений
Произведем расчет геометрических характеристик сечений балки. Для проверки правильности расчетов используем средства пакета САПР «КОМПАС».
Определим координату  центра тяжести, величину эксцентриситета центра тяжести, величину эксцентриситета  и момент инерции относительно оси y
I
1
балки состоящей из элементов 1 и 3. и момент инерции относительно оси y
I
1
балки состоящей из элементов 1 и 3.
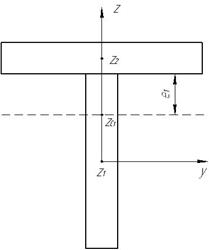
Рисунок 3 – Эскиз поперечного сечения балки состоящей из элементов 1 и 3.

Найдем координату центра тяжести фигуры 1:

Координаты центра тяжести балки состоящей из элементов 1 и 3 по отношению к выбранным осям z и y определяются по формуле:
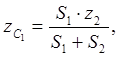
где Si– площадь i-й фигуры; zi – координата ее центра тяжести.




Найдем величину эксцентриситета :

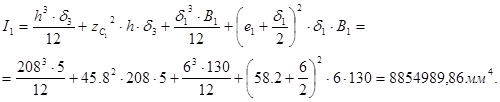
Найдем момент инерции I
1
:
Определим координату  центра тяжести, величину эксцентриситета центра тяжести, величину эксцентриситета  и момент инерции относительно оси y
I
2
балки состоящей из элементов 2 и 3. и момент инерции относительно оси y
I
2
балки состоящей из элементов 2 и 3.
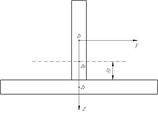
Рисунок 4 – Эскиз поперечного сечения балки состоящей из элементов 2 и 3.
Реклама


Найдем координату центра тяжести фигуры 2:

Координаты центра тяжести балки состоящей из элементов 2 и 3 по отношению к выбранным осям z и y определяются по формуле:
где Si– площадь i-й фигуры; zi – координата ее центра тяжести.



Найдем величину эксцентриситета :

Найдем момент инерции I
2
:

Определим координату  центра тяжести и момент инерции относительно оси y
I
Σ
балки состоящей из элементов 1,2 и 3. центра тяжести и момент инерции относительно оси y
I
Σ
балки состоящей из элементов 1,2 и 3.
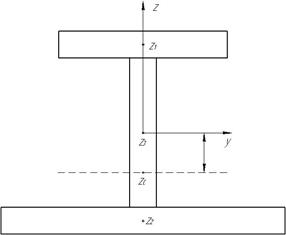
Рисунок 5 - Эскиз поперечного сечения балки состоящей из элементов 1, 2 и 3.


Координаты центра тяжести балки состоящей из элементов 1, 2 и 3 по отношению к выбранным осям z и y определяются по формуле:

Найдем момент инерции I
Σ
:

5. Расчет усадочной силы,
продольного укорочения и прогибов балки
При сварке на проход весьма жесткой сварной конструкции величина усадочной силы в Ньютонах согласно [2] вычисляется по формуле:
где q
- эффективная мощность (в ваттах);  - скорость сварки, мм/с; B
– экспериментально определяемый коэффициент. - скорость сварки, мм/с; B
– экспериментально определяемый коэффициент.
Эффективная тепловая мощность сварочного источника теплоты, т. е. количество теплоты, вводимой при сварке источником в деталь в единицу времени, если известны параметры режима электродуговой сварки, определяется по формуле
где I –
сварочныйток; U–
напряжениена дуге;
η –
эффективный к.п.д. процесса нагрева. Эффективный к.п.д. зависит от способа сварки и может быть взят по данным справочника [3]: Найдем эффективную тепловую мощность сварочного источника теплоты: Найдем эффективную тепловую мощность сварочного источника теплоты:

Экспериментально определяемый коэффициент B для конструкционных сталей вычисляется в зависимости от погонной энергии и толщины листов S
в миллиметрах (средней толщины при сварке пластин разной толщины), следующим образом:
здесь s
- толщина свариваемых пластин (средняя толщина при сварке пластин разной толщины).
Определим продольное укорочение и прогиб балки для случая, когда вначале приваривается полка 1, затем полка 2.

Найдем значение эксцентриситета для данного случая:

Найдем значение изгибающего момента:

Найдем значение прогиба балки после сварки элементов 1 и 3:
Значение прогиба вычисляется по формуле:


Найдем прогиб балки после приварки полки 2 к уже соединенным элементам 1 и 3:


Общий прогиб определим из соотношения:

Определим продольное укорочение и прогиб балки для случая, когда вначале приваривается полка 2, затем полка 1.
Найдем значение эксцентриситета для данного случая:
Найдем значение изгибающего момента:

Найдем значение прогиба балки после сварки элементов 2 и 3:
Реклама

Значение прогиба вычисляется по формуле:

Найдем прогиб балки после приварки полки 1 к уже соединенным элементам 2 и 3:


Общий прогиб определим из соотношения:

Сравним результаты определения прогибов для обоих случаев:

Определим продольную деформацию балки для обоих случаев:

Заключение
В данной расчетно-графической работе проведен расчет деформаций, возникающих при сварке поясных швов балки двутаврового поперечного сечения.
Значение прогиба балки после сварки элементов 1 и 3: 
Значение прогиба балки после сварки элементов 2 и 3: 
Получены значения прогибов балки для различных вариантов последовательности выполнения сварочных операций:
Прогиб балки после приварки полки 2 к уже соединенным элементам 1 и 3:  Общий прогиб: Общий прогиб: 
Прогиб балки после приварки полки 1 к уже соединенным элементам 2 и 3:  Общий прогиб: Общий прогиб:  
Продольная деформация балки для обоих случаев: 
Сравнив результаты определения прогибов для обоих случаев, мы можем сделать вывод, что рациональным будет вариант, когда вначале приваривается полка 2, а затем полка 1, так как в этом случае общий прогиб балки наименьший.
Список литературы
1. Сварка и свариваемые материалы: В 3-х т. Т.П. Технология и оборудование. Справ. изд./Под ред. В.М. Ямпольского. – М.: Изд-во МГТУ им. Н.Э. Баумана, 1996. 574 с.
2. Сварка. Резка. Контроль. Справочник. В 2-х томах / под общей редакцией Н.П. Алешина, Г.Г. Чернышева. М.: Машиностроение 2004. Т.1 / Н.П. Алешин, Г.Г. Чернышев, Э.А. Гладков и др. 624 с.
3. Сварка и свариваемые материалы: В 3-х т. Т I. Свариваемость материалов. Справ. изд./ Под ред. Э.Л. Макарова -М.: Металлургия, 1991. 528 с.
4. Медведев, А. Ю. Остаточные деформации и перемещения при сварке и наплавке: лабораторный практикум по дисциплине "Теоретические основы реновации" / А. Ю. Медведев ; УГАТУ .— Уфа : УГАТУ, 2007 .
5
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
6. СТО УГАТУ 016-2007 Графические и текстовые конструкторские документы. Общие требования к построению, изложению, оформлению.
|
