Металлургические способы получения лантаноидов
Содержание
Введение
1. Способы получения редкоземельных металлов
1.1 Электролитическое получение редкоземельных металлов
1.2 Металлотермические методы получения лантаноидов
1.2.1 Восстановление галоидных солей кальцием и магнием
1.2.2 Восстановление окислов с одновременной дистилляцией металлов
2. Расчет процесса восстановления фторидов редкоземельных металлов кальцием
Заключение
Список используемой литературы
До настоящего времени в промышленных масштабах производят главным образом сплавы редкоземельных металлов, например мишметалл (сплав металлов цериевой группы с различным соотношением церия и лантана), сплав дидим (сплав празеодима и неодима с примесью других лантаноидов). Кроме того, в относительно чистом виде производят церий и лантан.
Отдельные редкоземельные металлы высокой чистоты получают в лабораторных или полупромышленных масштабах.
Ввиду высокой химической прочности соединений лантаноидов (окислов, галоидных солей) для получения металлов применяют электролиз расплавленных сред или металлотермические методы восстановления. Мишметалл и церий в промышленных масштабах производят методом электролиза.
Для получения лантаноидов высокой чистоты используют преимущественно металлотермические методы.
Редкоземельные металлы получают преимущественно из безводных хлоридов или фторидов. В некоторых процессах используют также и окислы редких земель. Окислы обычно получают прокаливанием оксалатов или гидроокисей лантаноидов при температурах 600—700°С. Ниже рассмотрены основные методы получения безводных галогенидов.
Чистота получаемых металлов определяется содержанием примесей в исходных соединениях и инертностью материала, из которого изготовлены тигли для выплавки металлов и электроды (в случае применения электролиза).
Из окислов хорошей устойчивостью до 1200°С отличается электроплавленная окись магния и окись бериллия. Среди тугоплавких металлов наиболее устойчивым оказался тантал, в котором можно плавить лантаноиды при температурах до 1700°С. Хорошей устойчивостью обладает также молибден, который часто используют в качестве катодов при электролитическом получении металлов редких земель.
Реклама

Графит медленно реагирует с расплавленными лантаноидами и используется в качестве электрода и для изготовления тиглей. Однако получаемые металлы в этом случае всегда содержат примесь углерода.[1]
Данная курсовая работа состоит из двух частей. Целью первой части (теоретической) является рассмотрение способов получения редкоземельных металлов. В этой части описаны электролитический и металлотермические методы получения редкоземельных металлов. Во второй (практической) части приведен расчет процесса восстановления фторидов редкоземельных металлов.
Из исследованных электролитических методов производства лантаноидов практически используется электролиз безводных хлоридов в расплаве из хлоридов натрия, калия или кальция. Этим методом в производственных масштабах получают мишметалл, церий, лантан, неодим и сплав дидим. В процессе электролиза эти металлы выделяются на катоде в расплавленном состоянии, поскольку они имеют сравнительно низкие точки плавления.
Более сложным оказалось применение электролиза для получения металлов группы иттрия, которые, за исключением иттербия, имеют высокие точки плавления (от 1350 до 1700°С). Проводить электролиз при столь высоких температурах (для получения на катоде жидкого металла) практически невозможно из-за испарения галоидных солей, а также трудностей с подбором материалов для ванны и электродов. Чтобы обеспечить выделение этих металлов в жидком виде при температуре ванны не выше 1100°С, разработаны процессы электролиза с жидким катодом из кадмия или цинка с получением сплавов лантаноидов с катодными металлами. Цинк и кадмий от редкоземельного металла отделяют путем вакуумной отгонки. Этим методом в лабораторных масштабах получали лантан, самарий, гадолиний, европий, диспрозий и иттрий. Электролизом в том или ином осуществлении могут быть получены все редкоземельные металлы.[2]
Электролиз хлоридов
В настоящее время электролиз хлоридов преимущественно применяется для производства технических металлов и сплавов.
На рис. 1 показан электролизер, применявшийся для получения технического мишметалла в Германии.
Ванна состоит из графитового тигля, служащего катодом, который установлен на графитовый поддон и помещен в чугунный корпус. Последний имеет цапфы для поворота всей ванны.
Электрический ток подводится к корпусу, контакт его с графитовым поддоном тигля осуществляется с помощью набивки из графита и пека. Графитовый тигель прижимается к поддону чугунным кольцом. Чугунный корпус вместе с тиглем монтирован в железном кожухе. Пространство между кожухом и тиглем заполнено измельченным шамотом, а дно выложено шамотным кирпичом. Объем ванны 30 л. В центре устанавливается подъемный графитовый анод диаметром 100 мм.
Реклама

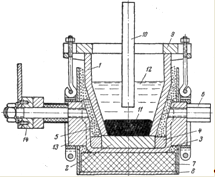
Рис. 1. Электролизер для получения технического мишметалла с тиглем из графита: 1—графитовый тигель; 2—графитовый поддон; 3—чугунный тигель; 4—графитовая набивка; 5—набивка из измельченного шамота; 6—цапфы для поворота электролизера; 7—шамотная кладка; 8—железный корпус; 9—чугунное кольцо; 10—графитовый анод; 11—расплавленный мишметалл; 12—расплавленный электролит; 13—чугунный корпус; 14—подводка тока к катоду
Указывается, что окислы редкоземельных металлов вводятся для снижения содержания углерода в получаемом сплаве. Следует отметить, что окислы лантаноидов малорастворимы в хлоридном расплаве. Вероятно, происходит частичное их хлорирование хлором, выделяющимся на аноде с образованием (РЗ)С13
.
Хлориды лантаноидов хорошо растворяются в расплаве смеси КС1 и СаС12
, причем последний понижает летучесть хлористого калия. Расплавление ванны первоначально производится пропусканием тока через графитовый стержень, помещенный между электродами. Затем ванна поддерживается в расплавленном состоянии за счет тепла, выделяющегося при прохождении тока через расплав. Периодически в ванну загружают новые порции шихты и ведут процесс до тех пор, пока тигель не будет заполнен. Электролиз ведется при напряжении 12—15 В и силе тока (для тигля емкостью 30 л) 2000—2200 а, что соответствует катодной плотности тока ~3 А/см2
.
Содержание в электролите значительного количества оксихлоридов редкоземельных элементов затрудняет проведение электролиза. Оксихлориды не разлагаются током. Однако в их присутствии часть металла выделяется на катоде в тонкодисперсном состоянии (в виде металлического тумана). Тонкие частицы металла всплывают на поверхность ванны и окисляются. Попадая к аноду, частицы металлического тумана хлорируются с образованием хлоридов, которые растворяются в расплаве. Явление металлического тумана приводит к сильному снижению выхода по току. Слишком высокие и очень низкие плотности тока так же содействуют выделению металла в мелкодисперсном состоянии.
Расстояние анода от поверхности расплавленного металла поддерживают 30—35 мм при глубине погружения анода в ванну 100—110 мм [2].
Электролиз ведется при температуре ванны 900—1100°С в зависимости от температуры плавления электролита и мишметалла. Повышенное содержание окислов или оксихлоридов в ванне ведет к загустеванию электролита.
В процессе электролиза на аноде выделяется хлор. Поэтому ванна должна иметь хороший вентиляционный отсос.
После заполнения тигля ванна опрокидывается, и содержимое выливается в стальные изложницы, нагретые до 500—550°С. При этом солевой расплав защищает металл от окисления.
Другая конструкция электролизера показана на рис. 2. Ванна футерована магнезитом, причем катод железный, что несколько повышает содержание железа в металле.
Получаемые мишметалл содержат 94—99% редких земель и ряд примесей: углерод, кальций, алюминий, до 1% Si, от 1 до 2,5% Fe и др [2].
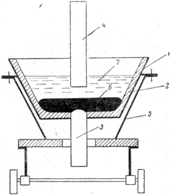
Рис. 2. Ванна для электролитического получения технического мишметалла со стальным тиглем, футерованным магнезитом: 1 — стальной тигель; 2 — магнезитовая футеровка; 3 — стальной катод; 4 — графитовый анод; 5 — тележка; 6 — расплавленный мишметалл; 7 — расплавленный электролит
Чистоту металлов можно повысить применением при изготовлении электродов металлов, не взаимодействующих с лантаноидами (молибден и особенно тантал), использованием для футеровки тигля чистых окислов магния или бериллия, а также проведением электролиза в атмосфере инертного газа.
Исследователями в лабораторных условиях разработаны технологические условия электролитического получения празеодима, иттрия, самария и гадолиния.
Электролиз проводили в графитовом стакане, служащем анодом, в центре которого устанавливали молибденовый стержень — катод. В дне ванны вытачивалось углубление, куда устанавливали фарфоровый тигель — приемник жидкого металла.
При температуре электролита 1050—1100°С и катодной плотности тока 20—30 А/см2
выход по току и извлечение составляют 40—50 и 80—85% соответственно. В процессе электролизав ванну периодически необходимо добавлять хлорид празеодима из расчета 40—45% выхода по току.
Электролитическое выделение иттрия, гадолиния и самария может быть успешно осуществлено в ванне того же типа, но с применением жидкого цинкового катода. В этом случае, в фарфоровом тигле, помещенном в центре графитового стакана, находится расплавленный цинк—катод. Ток к жидкому катоду подводится молибденовым стержнем, изолированным от соприкосновения с электролитом фарфоровой трубкой.
При температуре электролита 800°С и катодной плотности тока 2 A/см2
выход по току для иттрия и гадолиния составляет до 95%, а для самария 65%. Общее извлечение металлов в сплав с цинком достигает 90%. [2]
Содержание самария в сплаве с цинком может быть доведено до 10%, гадолиния до 13%.
Цинк легко отделяется от редкоземельных металлов отгонкой в вакууме при температуре 900°С.[2]
Различные исследователи изучали восстановление галоидных солей (хлоридов, фторидов), а также окислов лантаноидов щелочными металлами, алюминием, магнием и щелочноземельными металлами.
Из теплот и свободной энергии образования галогенидов лантаноидов и распространенных металлов-восстановителей, можно заключить, что для хлоридов подходящими восстановителями могут служить натрий и кальций, а для фторидов — кальций. При восстановлении хлоридов натрием, однако, не удалось получить редкоземельные металлы в виде слитка, хорошо отделяющегося от шлака.
При восстановлении галогенидов магнием и алюминием получаются сплавы редкоземельных элементов с восстановителями, причем выход в сплав недостаточно высокий. Магний может быть отделен от редкоземельного металла вакуумной дистилляцией при температуре выше температуры плавления лантаноидов, но алюминий достаточно полно этим способом не удаляется.
Лучшие результаты в отношении выхода, выплавки слитка и чистоты металлов получены при восстановлении галогенидов кальцием.
Этим методом могут быть получены все лантаноиды за исключением самария, европия и иттербия, восстановление которых протекает только до низших галогенидов. Для получения самария, европия и иттербия разработан метод восстановления их окислов лантаном, с одновременной вакуумной возгонкой этих металлов.[3]
1.2.1 Восстановление галоидных солей кальцием
Восстановление галогенидов кальцием необходимо проводить при температурах выше плавления лантаноидов с тем, чтобы обеспечить выплавку металлического слитка. При этом шлак должен находиться в расплавленном состоянии. Это определяет различия в условиях восстановления таких сравнительно легкоплавких металлов, как La, Ce, Pr, Nd (температура плавления лежит в интервале 800—1050°С) и металлов иттриевой группы, плавящихся в интервале температур 1350—1650°С.
Легкоплавкие лантаноиды (La, Се, Рr, Nd) могут быть получены восстановлением хлоридов или фторидов кальцием. Восстановление безводных хлоридов этих элементов с получением металлов высокой чистоты производится в стальных бомбах небольшого размера, футерованных чистой окисью магния или доломитной смесью окисей кальция и магния (рис. 3).
Максимальная температура восстановления 1100°С. При этой температуре MgO практически не реагирует с лантаноидами. Однако при более высоких температурах происходит частичное восстановление окиси магния расплавленным редкоземельным металлом и переход магния в сплав. Кальций высокой чистоты (очищенный дистилляцией в вакууме) в виде зерен размером ~0,6—1 мм перемешивается с хлоридом лантаноида в атмосфере сухого аргона в специальной камере. Смешивание в сухом аргоне необходимо для предотвращения поглощения влаги хлоридом и азота кальцием.
Кальций вводится в смесь с избытком ~15—20% против теоретически необходимого количества. При проведении процесса в малых масштабах теплоты реакции недостаточно для обеспечения расплавления образующегося металла и шлака.
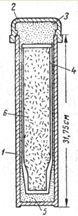
Рис. 3. Реакционная бомба для восстановления хлоридов лантаноидов кальцием: 1 — стальная трубка диаметром 6,35 см; 2 — стальная крышка; 3 — набивка из СаО; 4 — футеровка из спеченного огнеупора; 5 — набивка СаО; 6 — шихта
С целью повышения термичности процесса в шихту добавляют в качестве подогревающей добавки йод (0,3—0,7 м. на 1 м. хлорида) и соответствующее количество кальция для образования CaJ2
. Введение йода, кроме того, снижает температуру плавления шлака, благодаря образованию эвтектики СаСl2
-СаJ2
.
Герметично закрытая бомба с шихтой нагревается до 700°C для возбуждения реакции. Металлы получаются в виде плотного слитка, хорошо отделяющегося от шлака, при среднем выходе 95%. Они содержат около 2% кальция, который удаляется переплавкой металла в вакууме в тиглях из окиси магния или окиси бериллия. При температуре процесса выше 1300°С (например, для гадолиния) тигли из окиси магния непригодны.
Было найдено, что наиболее инертным материалом по отношению к лантаноидам является тантал, практически не реагирующий с большей частью этих металлов вплоть до температуры 1500—1600°С.
Это позволило использовать тантал в качестве материала плавильного тигля. Тигли изготовляются путем сварки из танталовых листов толщиной 0,02—0,06 мм.
Восстановление ведется в танталовом тигле, закрытом перфорированной крышкой, в атмосфере аргона. При плавке в танталовом тигле удобно осуществлять нагрев токами высокой частоты. Поскольку тигель закрыт не герметично, применение подогревающей добавки йода к шихте исключается и необходимая температура обеспечивается только внешним нагревом. Редкоземельные металлы обычно плотно пристают к танталу и приходится механически отделять от них танталовую оболочку. В целях экономии тантала тигли изготовляют из тонких листов.
Для получения тугоплавких лантаноидов (Gd, Tb, Dy, Но, Er. Tu, Lu, Y) метод восстановления хлоридов оказался непригодным. Основное затруднение состояло в высокой упругости пара хлористого кальция при температурах 1500—1600°С (точка кипения СаС12
2000°С).
Это вызвало необходимость замены хлоридов лантаноидов фторидами (точка кипения CaF2
2500°С, точка плавления 1418°С). Следует отменить, что фториды имеют дополнительное преимущество перед хлоридами в том отношении, что они мало гигроскопичны. Это сильно облегчает оперирование с ними. Восстановлением фторидов кальцием в танталовых тиглях в атмосфере аргона были получены все перечисленные тугоплавкие лантаноиды в виде слитков с выходом от 80 до 98%.
Этим же методом были получены легкоплавкие лантаноиды (La, Се, Рr, Nd). Однако в отличие от восстановления хлоридов этих металлов необходимо доводить температуру примерно до 1430°С с тем, чтобы шлак (CaF2
) расплавился.
После переплавки в вакууме в тиглях из тантала металлы, полученные восстановлением галогенидов, содержат не более сотых долей процента кальция, магния, тантала, кремния, железа, углерода и азота. Повышенное содержание тантала наблюдается у европия и лютеция (0,1%).[2]
1.2.2 Восстановление окислов с одновременной дистилляцией металлов
Выше указывалось, что самарий, европий и иттербий не удается получить восстановлением их хлоридов или фторидов кальцием. Восстановление протекает только до двухвалентных галогенидов.
Для получения этих металлов разработки метод восстановления их окислов лантаном в вакууме с одновременной дистилляцией образующихся металлов, которые имеют более высокую упругость пара, чем лантан.
Sm2
O3
+ 2La → 2Sm ↑ + La2
O3
. (1)
Несмотря на близкое сродство к кислороду у самария и лантана, реакция протекает в сторону восстановления, так как самарий удаляется из сферы реакции. Метод аналогичен получению кальция восстановлением его окиси алюминием в вакууме.
Пригодными восстановителями являются также церий и (если не требуется высокая чистота металлов) мишметалл.
Восстановление производится в танталовом тигле, верхняя часть которого служит конденсатором и находится вне зоны нагрева. Для более полного улавливания металлов к верхней части тигля целесообразно присоединять конденсатор в виде танталовой трубки с рядом танталовых дисков (тарелок).
Смесь окисла с лантановой стружкой, взятой с избытком около 20%, помещают в танталовый тигель, который медленно нагревается в вакууме до 1400°С. Нагревание может производиться в печи электросопротивления или в индукционной печи. В процессе подъема температуры поддерживается вакуум не ниже 10-4
мм рт. ст. Начало возгонки сопровождается резким падением давления (до ~ 10-7
мм рт. ст.), так как испаряющиеся металлы активно поглощают остаточные газы.
Конденсированные металлы получаются в виде крупнокристаллической корки на поверхности танталового конденсатора. Они содержат <0,05% Та и лишь следы лантана.
Восстановление Sm2
O3
(а также, вероятно, окислов Еu2
О3
и Yb2
O3
) может быть осуществлено кальцием в герметичном аппарате с последующим отделением окиси кальция путем отгонки в вакууме самария и избытка кальция. Фракционной разгонкой самарий может быть очищен от кальция. Однако этот метод сложнее, чем метод восстановления лантаном.[2]
Задание: Выполнить металлургический расчет восстановления фторидов РЗМ кальцием. Составить материальный баланс процесса, выбрать аппарат для восстановления.
Исходные данные:
1. Производительность цеха по РЗМ – 500 т/год;
2. Извлечение РЗМ в металл – 97%;
3. Расход металлического кальция – 110% от СКН;
4. Технический кальций содержит, %: 98,83 Ca; 10-4
Li; 50∙10-4
Al; 10∙10-4
Mn; 50∙10-4
Mg; 10∙10-4
Si; 70∙10-4
N; 3∙10-4
S и 1,15 Cl;
5. Продолжительность процесса восстановления – 3 часа;
6. Восстановления проводят в тиглях, размерами, м: диаметр – 0,5; высота – 0,6.
Решение:
Расчет будем вести для скандия, а аппарат для его восстановления выбираем индукционную печь.
Восстановление скандия происходит по реакции:
2ScF3
+ 3Ca = 3CaF2
+ 2Sc(1)

x1
= (3∙40∙500)/(2∙45) = 666,67 т – стехиометрически необходимое количество Ca.
С учетом избытка Ca требуется: x2
= (666,67∙110)/100 = 733,33 т, тогда необходимое количество технического Ca составит:
x3
= (733,33∙100)/98,83 = 742,0 т.
Так как извлечение Sc 97%, то необходимо загрузить ScF3
:
x4
= (500∙102)/(45∙0,97) = 1168,4 т.
Будем считать, что в шлак переходят все примеси и невосстановившийся ScF3
, тогда масса шлака:
x5
= mпримеси
+ mCaF
2
+ mScF
3
= (742∙1,17)/100 + (733,33∙3∙78)/40 + (1168,4∙0,03) = 8,68 + 1430 + 35,07 = 1473,75 т.
В таблице 1 приведен годовой материальный баланс восстановления фторида скандия кальцием.
Таблица 1. Годовой материальный баланс восстановления фторида скандия кальцием
| Загрузили |
т |
% |
Получили |
т |
% |
Фторид скандия
Технический кальций
|
1168,4
742
|
61,16
38,84
|
Sc
шлак
|
500
1410,4
|
26,17
73,83
|
| Итого |
1910,4 |
100 |
Итого |
1910,4 |
100 |
Производство скандия происходит в реакционном тигле, помещенном в индукционную печь, для расчета количества этих печей принимаем, что рабочих дней в году 340, за один раз в печь загружается 1 тигель (n), продолжительность восстановления составляет 3 ч (t), после восстановления получается 40 кг скандия, тогда суточная (Т) производительность по Sc: М=500/340 = 1,47 т = 1470 кг.
Количество печей составит:
N= (М∙t)/(T∙m∙n) = (1470∙3)/(24∙40∙1) = 4,59 = 5шт.
Заключение
В ходе выполнения данной курсовой работы были подробно рассмотрены наиболее распространенные способы получения редкоземельных металлов, среди которых можно выделить: электролитический (электролиз хлоридов) и металлотермический (восстановление галоидных солей и окислов). В практической части рассчитан материальный баланс для процесса восстановления фторида скандия кальцием и выбран аппарат для восстановления и посчитано количество этих аппаратов. Выполненные расчеты показали сколько необходимо фторида скандия и восстановителя для обеспечения заданной производительности по РЗМ, а также расчеты показали, что для получения 500 т скандия за год потребуется 5 индукционных печей (при условии, что в них загружается за один раз 1 тигель).
1. Сонгина О.А. Редкие металлы. – М.: Металлургия, 1964. – 568 с.
2. Зеликман А.Н. Металлургия редкоземельных металлов, тория и урана. – М.: Металлургия, 1960. – 384 с.
3. Редкоземельные элементы. Технология и применение. / Под ред. Ф. Виллани. Пер. с англ. - М.: Металлургия, 1985. – 375 с.
|
