Содержание
Введение
Методы получения заготовок. Производство деталей машин
Эксплуатационные свойства деталей. Группы показателей
Понятия точности, размера, формы, расположение поверхностей, твердости материалов, химический состав, шероховатости
Геометрические отклонения поверхностей
Остаточные напряжения
Качество поверхностного слоя
Заключение
Список источников
Стратегия ускорения социально-экономического развития страны предусматривает всемерную интенсификацию производства на основе научно-технического прогресса. Одним из действенных путей решения проблемы интенсификации производства, повышения производительности труда, ускорения социально-экономического развития, является повсеместное улучшение качества продукции.
В промышленности накоплен большой опыт управления качеством продукции различными методами: организационными, плановыми, экономическими, которые тесно взаимоувязаны между собой и только в совокупности обеспечивают высокое качество конечной продукции.
Вопросы качества продукции и производительности труда неразрывно связаны между собой, и на практике при решении конкретных вопросов совершенствовании технологий, оборудования, оснащения, механизации и автоматизации должны решаться одновременно.
Литейное производство.
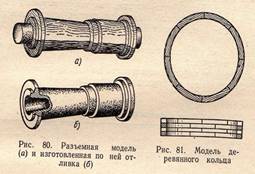
Процесс литья состоит в том, что металлы расплавляют в специальных печах и заливают в особые формы, соответствующие конфигурации изготовляемого изделия. Застывая в формах, металл приобретает размеры и очертания, близкие к размерам и форме готовых изделий (рис.1).
Технологический процесс производства отливок состоит из следующих операций:
1. Изготовления моделей и стержневых ящиков (рис.2 и 3);
2. Изготовления литейных форм по моделям;
3. Изготовления стержней;
4. Расплавления металла и заливки форм жидким металлом;
5. Извлечения отливок из форм;
6. Обрубки и очистки отливок;
7. Термической обработки (если она необходима по техническим условиям.
  Для литья в различной степени пригодны все металлы. Но чтобы качество отливок удовлетворяло техническим требованиям, сплавы, из которых изготовляют отливки, должны обладать следующими свойствами: жидкотекучестью, небольшой усадкой, незначительной газопоглощаемостью, однородностью структуры, не слишком высокой температурой плавления, отсутствием неметаллических включений.
Реклама

Важнейшими сплавами для производства отливок являются чугун и сталь. Наибольшее применение в машиностроении находят отливки из серого чугуна. Существуют отливки из чугуна повышенной прочности
марок СЧ21-40, СЧ24-44, СЧ28-48, применяемые для ответственных деталей машин, например, для станин, рам, корпусов, маховиков, тормозных барабанов, дисков сцепления и т.п. Чугунные отливки особенно высокого качества
. Эти отливки обладают повышенной прочностью, высоким сопротивлением износу, стойкостью против коррозии. Модифицированный чугун.
Повышенная прочность модифицированного чугуна позволяет уменьшит толщину стенок отливок и сократить вес готовых изделий.
Из стали могут быть получены отливки самой разнообразной величины, весом до нескольких сотен тонн и с различной толщиной стенок - до десятков сантиметров.
 По сравнению с чугуном сталь обладает более низкими литейными свойствами, так как температура ее плавления значительно выше температуры плавления чугуна, она менее жидкотекуча, имеет большую усадку, чем чугун. Однако стальные отливки превосходят чугунные по механическим свойствам, особенно по пластичности и ударной вязкости. По сравнению с чугуном сталь обладает более низкими литейными свойствами, так как температура ее плавления значительно выше температуры плавления чугуна, она менее жидкотекуча, имеет большую усадку, чем чугун. Однако стальные отливки превосходят чугунные по механическим свойствам, особенно по пластичности и ударной вязкости.
Кроме чугуна и стали, в машиностроении широко используются для получения отливок сплавы цветных металлов, особенно на основе меди, алюминия и магния.
В литейном производстве получили промышленное применение новые способы изготовления отливок, которые имеют некоторые преимущества по сравнению с литьем в песчаные формы. К ним относятся: литье в металлические формы, литье под давлением, центробежное литье, точное литье по выплавляемым моделям и литье в оболочковые формы.
Прокатка.
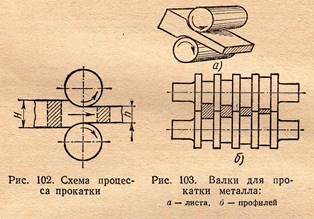
Операция прокатки (схема на рис.4) заключается в том, что металл обжимается между вращающимися валками прокатных станов.
Прокатка - самый массовый способ обработки металлов давлением. Прокаткой получают рельсы, строительные балки разнообразного сечения, листы разной толщины, прутковый материал, трубы.
Виды проката: листовой прокат
(в свою очередь подразделяется по качеству, по способу изготовления, по толщине листов, по отделки поверхности); сортовой прокат; бесслитковая прокатка; трубный прокат.
Волочение.
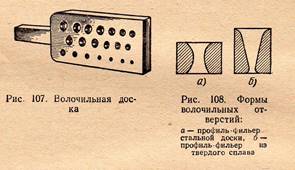
Волочением называется процесс получения проволоки, прутков, труб малого сечения, полос, профилей.
Волочение (рис.5) проволоки состоит в том, что предварительно прокатанные до 5 мм прутки большой длины протягивают через фильеры - отверстия волочильной доски, переходя последовательно от наибольшего отверстия к наименьшему. При этом проволока постепенно доводится до требуемого диаметра.
Реклама

Ковка.
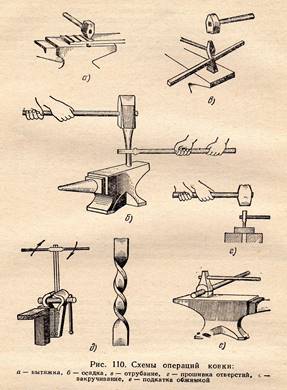
Ковкой называют пластическую деформацию металла, при которой изменение его профиля происходит в том направлении, где металл встречает наименьшее сопротивление. Выполняют ковку последовательными ударами инструмента по обрабатываемой заготовке, лежащей на опорной площадке.
Ковку (рис.6) называют свободной, так как изменение формы металлов при этом виде обработки не ограничивается стенками особых форм (штампов), как это происходит при штамповке, и металл изменяет форму ("течет") свободно.
Поковки имеют различную формы и размеры. Вес поковок весьма разнообразен: от нескольких килограммов до многих десятков и сотен тонн.
Машинная ковка позволяет изготовлять поковки очень большого веса, в любом количестве и с более высокой точностью, чем при ручной ковке.
При ручной ковке имеют место такие виды ковки как: вытяжка, осадка, высадка, гибка, прошивка, рубка, закручивание, подкатка обжимкой, выглаживание. Инструментами для ручной ковки служат наковальни, молоты различного веса, гладилки, обжимки, кузнечные зубила, пробойники, клещи.
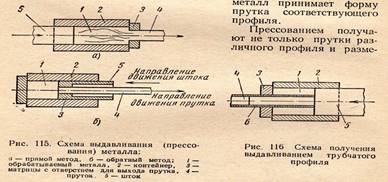
Прессование.
Сущность процесса прессования заключается в выдавливании металла из замкнутого пространства контейнера через отверстия различного сечения - круглого, квадратного и других, после чего металл принимает форму прутка соответствующего профиля.
Прессованием (рис.7) получаю не только прутки различного профиля и размеров, но и трубы с внутренним диаметром до 800 мм. Материалы для прессования служат сталь, цветные металлы и их сплавы.
Заготовками для прессования являются слитки, размеры которых (диаметр и длина) зависят от мощности пресса и профиля изделий. Подготовка слитков к прессованию состоит в нагревании их до температуры, установленной для обработки давлением в горячем состоянии.
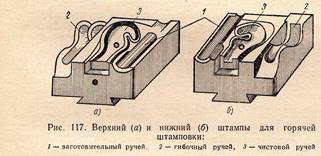
Штамповка. Объемная штамповка
(рис.8). Так называется способ изготовления изделий, при котором металл деформируется по всему объему, а течение его ограничивается полостью штампа, очертания и размеры которой соответствуют очертаниям и форме заготовки.
Объемная штамповка имеет большое применение в массовом и серийном производстве.
Поковки, полученные свободной ковкой, необходимо дополнительно обрабатывать; тогда как для поковок, полученных штамповкой, дополнительная обработка значительно меньше или она почти не требуется. Производительность труда при штамповке во много раз выше, чем при свободной ковке.
Штампы изготовляют из твердых и прочных сталей. Изготовление штампов требует значительной затраты времени и средств. Однако, если требуется изготовить большое количество изделий, расходы на изготовление штампов не вызывают удорожания изделий, и штампованные поковки оказываются дешевле кованных.
Важнейшие эксплуатационные характеристики деталей машин - износостойкость, прочность, коррозионная стойкость, герметичность в значительной мере зависят от состояния их поверхностного слоя, определяемого параметрами механической обработки при изготовлении. Выбор метода окончательной обработки деталей представляет собой весьма сложную задачу, так как, несмотря на большое количество информации по технологическому обеспечению параметров поверхностного слоя, практически отсутствуют рекомендации по количественным оценкам достигаемых при этом параметров эксплуатационных свойств.
Одной из важнейших эксплуатационных характеристик деталей машин, наряду с износостойкостью, является герметичность их соединений. Совершенствование техники и интенсификация рабочих процессов в машинах приводит к усложнению условий работы - возрастанию статических и динамических нагрузок, действию тепловых и гидравлических ударов, вибраций. В связи с этим возрастают и требования к герметичности соединений, используемых в конструкциях машин, что определяет актуальность задач по исследованию герметичности и поиску путей дальнейшего ее повышения, как на стадии проектирования, так и изготовления.
Герметичность соединений определяет их способность удерживать утечку газа или жидкости.
На основании исследования взаимосвязей герметичности соединений с параметрами состояния поверхностного слоя деталей машин, даны рекомендации по выбору рациональных методов механообработки, повышающих герметичность соединений.
В результате проведенных исследований на основании разработанной методики сравнительного анализа возможностей различных методов обработки по обеспечению износостойкости и герметичности деталей типа "тела вращения", количественно обоснована возможность существенного повышения эксплуатационных свойств деталей машин - износостойкости и герметичности, за счет применения методов поверхностно-пластического деформирования. Износостойкость может быть повышена в 2-5 раз, герметичность может быть повышена в 1,3-1,7 раза.
Точность.
Точностью изделия в машиностроении называют степень соответствия заранее установленному образцу. Под точностью детали понимается степень соответствия реальной детали, полученной механической обработкой заготовки, по отношению к детали, заданной чертежом и техническими условиями на изготовление, т.е. соответствие формы, размеров, взаимного расположения обработанных поверхностей, шероховатости поверхности обработанной детали требованиям чертежа. Следовательно, точность понятие комплексное, включающее всестороннюю оценку соответствия реальной детали по отношению к заданной.
Размер.
Размер - числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения. При конструировании деталей линейные и угловые размеры, характеризующие их форму и величину, назначаются на основе расчета на прочность и жесткость или исходя из конструктивных соображений, технологичности конструкции и функционального назначения детали.
Действительным размером называется размер, полученный в результате измерения с допустимой погрешностью.
Устранить рассеивания действительных размеров при обработке деталей невозможно, поэтому величины отклонения ограничиваются предельными размерами.
Предельными размерами называются наибольшие и наименьшие допустимые значения размеров, между которыми должен находиться действительный размер изделия. Больший из них называется наибольшим, меньший - наименьшим предельными размерами. Сравнение действительного размера с предельными позволяет судить о годности изготовленной детали.
Форма.
Любую деталь можно представить как совокупность геометрических, идеально точных объемов, имеющие цилиндрические, плоские, конические, эвольвентные и другие поверхности. Отклонением формы поверхности и профиля называют отклонение формы реальной поверхности (реального профиля) от формы номинальной поверхности (номинального профиля). В общем случае в отклонение формы входит волнистость поверхности (профиля) и не входит шероховатость. Отклонения формы поверхностей (профилей) отсчитывают от точек реальной поверхности (профиля) до прилегающих поверхностей, прямой, профиля по нормали к ним.
Расположение поверхностей.
Точность геометрических параметров характеризуется не только точностью размеров ее элементов, но и точность взаимного расположения поверхностей. Отклонения расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, приспособления и инструмента; деформации обрабатываемого изделия; неравномерности припуска на обработку; неоднородности материала заготовки и т.п. В подвижных соединениях это отклонение приводит к уменьшению износостойкости деталей вследствие повышенного удельного давления на выступах неровностей, к нарушению плавности хода, шума и т.д.
В неподвижных соединениях это отклонение вызывает неравномерность натяга, вследствие чего снижается прочность соединения, герметичность и точность центрирования.
Расположение поверхностей характеризуется такими определениями, как номинальное расположение, реальное расположение, отклонение расположения, допуск расположения, поле допуска расположения, выступающее поле допуска расположения, зависимый допуск расположения, независимый допуск расположения, суммарное отклонение формы и расположения, суммарный допуск формы и расположения, поле суммарного допуска формы и расположения.
Твердость материалов.
Твердостью называется способность металла оказывать сопротивление проникновению в него другого, более твердого тела.
Твердость - одно из важнейших механических свойств металлов. От степени твердости зависит возможность использования металла для изготовления различных деталей или инструментов. Твердость влияет также на обрабатываемость металла: чем тверже металл, тем больше усилий требуется для его обработки. Твердость определяют различными способами.
Наибольшее применение получили следующие способы испытания твердости металлов:
1. вдавливание стального закаленного шарика (твердость по Бриннелю);
2. вдавливание вершины алмазного конуса (твердость по Роквеллу);
3. вдавливание вершины алмазной пирамиды (твердость по Виккерсу).
Применяется также испытание ударным вдавливанием шарика.
Химический состав.
Химический состав материалов в машиностроении является основным классификационным признаком, определяющим их марку.
Например: по химическому составу сталь делится на углеродистую и легированную.
Влияние примесей на свойства материалов очень велико, даже в очень незначительных количествах. Углерод (С) в стали находится обычно в виде химического соединения Fe3C, называемого цементитом.
С увеличением содержания углерода до 1,2% твердость, прочность и упругость стали увеличиваются, но пластичность и сопротивление удару понижаются, а обрабатываемость и свариваемость ухудшаются.
Шероховатость.
Шероховатость поверхности - совокупность микронеровностей обработанной поверхности с относительно малыми шагами на базовой длине. Шероховатость поверхности описывается набором параметров, характеризующих среднюю и максимальную высоты неровностей и их ширины, средние расстояния между ними и т.д. Значения параметров для различных типов изделий и условий их эксплуатации устанавливаются стандартами. Влияние шероховатости на работу деталей машин многообразно:
1. шероховатость поверхности может нарушать характер сопряжения деталей;
2. в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков;
3. шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
4. влияет на точность измерения.
Геометрическими отклонениями поверхностей являются: отклонение от прямолинейности. Виды: выпуклость
- отклонение от прямолинейности, при котором удаление точек реального профиля от прилегающей прямой уменьшается от краев к середине. Вогнутост
ь - отклонение от прямолинейности, при котором удаление точек реального профиля от прилегающей прямой увеличивается от краев к середине.
Отклонение от плоскостности - наибольшее расстояние от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка.
Отклонение от круглости - наибольшее расстояние от точек реального профиля до прилегающей окружности.
Отклонение от цилиндричности - наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка.
Отклонение профиля продольного сечения -
наибольшее расстояние от точек образующих реальной поверхности, лежащих в плоскости, проходящей через ее ось, до соответствующей стороны прилегающего профиля в пределах нормируемого участка. Виды: конусообразность
- отклонение профиля продольного сечения, при котором образующие прямолинейны, но не параллельны; седлообразность
- отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения; бочкообразность
- отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения.
Отклонение от параллельности плоскостей - разность наибольшего и наименьшего расстояний между плоскостями в пределах нормируемого участка.
Отклонение от перпендикулярности плоскостей - отклонение угла между плоскостями от прямого угла (90°), выраженное в линейных единицах на длине нормируемого участка.
Отклонение наклона плоскости относительно плоскости или оси (или прямой) - отклонение угла между плоскостью и базовой плоскостью или базовой осью (прямой) от номинального угла, выраженное в линейных единицах на длине нормируемого участка.
Отклонение наклона оси (или прямой) относительно оси (прямой) или плоскости - отклонение угла между осью поверхности вращения (прямой) и базовой осью или базовой плоскостью от номинального угла, выраженное в линейных единицах на длине нормируемого участка.
Отклонение от соосности - наибольшее расстояние между осью рассматриваемой поверхности вращения и базой (осью базовой поверхности ли общей осью двух или нескольких поверхностей) на длине нормируемого участка.
Отклонение от симметричности - наибольшее расстояние между плоскостью симметрии (осью) рассматриваемого элемента (или элементов) и базовой (плоскостью симметрии базового элемента или общей плоскостью симметрии двух или нескольких элементов) в пределах нормируемого участка.
Позиционное отклонение - наибольшее расстояние между реальным расположением элемента (его центра, оси или плоскости симметрии) и его номинальным расположением в пределах нормируемого участка.
Отклонение от пересечения осей - наименьшее расстояние между осями, номинально пересекающимися.
Радиальное биение - разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси.
Торцевое биение - разность наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси.
Биение в заданном направлении - разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении, рассматриваемой поверхности конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление, до вершины этого конуса.
Отклонение формы заданного профиля - наибольшее отклонение точек реального профиля от номинального профиля, определяемое по нормали к номинальному профилю в пределах нормируемого участка.
Отклонение формы заданной поверхности - область в пространстве, ограниченная двумя поверхностями, эквидистантными номинальной поверхности и отстоящие друг от друга на расстоянии, равном допуску формы заданной поверхности в диаметральном выражении или удвоенному допуску формы заданной поверхности в радиусном выражении.
В заготовке, поступающей на металлорежущий станок, имеются внутренние напряжения, которые сохраняются при отсутствии внешних сил и потому называются остаточными.
Различают остаточные напряжения первого рода, охватывающие большую часть заготовки; напряжения второго рода, образующиеся в микроскопических объемах - зернах, кристаллах; напряжения третьего рода, характерные для ячеек кристаллической решетки.
При механической обработке, когда с заготовки в виде припуска удаляют часть металла, происходит перераспределение внутренних остаточных напряжений, их временное равновесие нарушается. Основную роль здесь играют напряжения первого рода. Величина и характер распределения остаточных напряжений зависят от конфигурации заготовки, ее габаритных размеров и соотношения размеров отдельных элементов, способа получения исходной заготовки и других факторов. Большие остаточные напряжения возникают в исходных заготовках, получаемых литьем, ковкой, штамповкой, из-за неравномерного охлаждения разных элементов заготовки. В сварных, сварно-литых, сварно-штампованных конструкциях наибольшие внутренние напряжения возникают в местах сварки, где из-за местного нагрева и охлаждения происходят неоднородные объемные изменения. Структурные превращения металла и диффузионные процессы при сварке также способствуют появлению остаточных напряжений различного рода.
В особо неблагоприятных случаях остаточные напряжения могут вызвать не только значительное нарушение формы заготовки - коробление, изогнутость и другое, но и трещины.
Срезание поверхностных слоев металла освобождает ранее уравновешенные силы, и остаточные напряжения деформируют заготовку. Но и сам процесс резания также служит источником остаточных напряжений, которые возникают как результат пластической деформации поверхностного слоя и нагрева зоны резания.
Перераспределение внутренних напряжений происходит не сразу, а постепенно, и также постепенно происходит изменение формы заготовки и готовой детали. В практике бывают случаи, когда исходная заготовка, получившая большие остаточные напряжения, проходит черновую обработку. Частично перераспределяются внутренние напряжения и деформация заготовки. Получившиеся при этом искажения формы устраняют при чистовой обработке. Готовую деталь, если она годная, ставят на машину, а через некоторое время уже при эксплуатации выясняется, что деталь быстро изнашивается, причина этого - ее деформация, которая произошла после того, как деталь полностью обработали.
Вот почему необходимо уделять самое серьезное внимание устранению внутренних напряжений. Самый простой путь устранения внутренних напряжений - разделение обработки резанием на несколько этапов. На первом этапе выполняют черновую обработку, удаляя наибольшую часть припуска с поверхностей заготовки. Затем передают заготовку на получистовую обработку и заканчивают изготовление детали на третьем этапе - чистовой обработке. Так как обычно заготовки обрабатывают партиями, а черновую, получистовую и чистовую обработки ведут на разных станках, а иногда и в разных цехах, то между черновой и полу чистовой обработками проходит определенное время. За это время происходит в основном перераспределение внутренних напряжений и деформация заготовки. Чем больше промежуток времени между черновой и чистовой обработками, тем меньше опасность искажения формы готовой детали.
Для мелких и средних отливок эффективным способом снятия внутренних напряжений является искусственное старение - специальный процесс термической обработки. Отливку помещают в печь, нагревают до температуры 500-600° С и выдерживают в течение 1-6 ч (чем крупнее отливка, тем больше выдержка). Затем отливку медленно охлаждают вместе с печью таким образом, чтобы все части отливки (тонкие и толстые) охлаждались равномерно. Скорость охлаждения составляет 25-75 град/ч. Когда температура отливки снизится до 200-250° С, ее вынимают из печи и окончательно охлаждают на воздухе.
Для снятия напряжений, полученных при ковке, штамповке и литье, применяют также отжиг - нагрев до температуры 400 - 600° С с выдержкой 2,5 мин на 1 мм толщины сечения заготовки, а для сварных заготовок - высокотемпературный отпуск с нагревом до 600-650° С. Отжигают также заготовки, получаемые из проката. Вследствие больших пластических деформаций при прокатке в поверхностных слоях заготовок образуются значительные растягивающие, а во внутренних слоях сжимающие напряжения. Если с такой заготовки снимать неравномерный припуск, то ее форма из-за перераспределения внутренних напряжений может измениться. Поэтому, например, после фрезерования длинных шпоночных канавок на валах, изготовляемых из проката, может происходить искривление вала. Для исправления кривизны заготовок валов, осей, стержней, длинных планок и т.д. их правят в холодном состоянии. В процессе правки происходит упругая, а затем пластическая деформация.
Тщательная правка позволяет почти полностью устранить кривизну заготовки, вызванную действием остаточных напряжений. Но при правке в заготовке появляются новые напряжения. При дальнейшей чистовой обработке (а еще хуже - в работающей машине) эти остаточные напряжения могут вызвать новые искажения формы, поэтому для ответственных деталей правку применять нежелательно.
В процессе механической обработки поверхностный слой детали испытывает со стороны режущего инструмента силовое и тепловое воздействие. Происходит упруго-пластическое деформирование металла поверхностного слоя. При этом металл приобретает особые свойства, существенно отличающиеся от исходных. Он упрочняется (наклёпывается), в нем возникают остаточные напряжения. Помимо этого режущий инструмент оставляет следы на обработанной поверхности. Возникают микронеровности (шероховатость) на поверхности, высота, форма и шаг которых зависят от многих факторов. Шероховатость поверхности, наклеп и остаточные напряжения определяют в совокупности сущность понятия "качество поверхностного слоя".
Формированию качества поверхностного слоя детали уделяется пристальное внимание. Обусловлено это тем, что разрушение деталей при эксплуатации, как правило, начинается с поверхности, так как поверхностные слои оказываются наиболее нагруженными и подвергаются неблагоприятному воздействию внешней среды. В связи с этим от состояния поверхностного слоя в значительной мере зависят эксплуатационные свойства детали: износостойкость, усталостная прочность, коррозионная стойкость и др. С увеличением глубины и степени наклепа повышаются износостойкость и усталостная прочность деталей машин, эксплуатируемых при нормальной температуре. Однако для деталей из жаропрочных сталей и сплавов (ЭИ6Т7, ЭИ826, ЭИ929), например, лопаток газовых турбин, работающих при высоких температурах (800°С), наклеп оказывается вредным, снижающим сопротивление усталости. Что же касается остаточных напряжений, возникающих в процессе обработки в поверхностном слое деталей, то они не оказывают влияния на износостойкость. Не зависят от величины и знака остаточных напряжений и характеристики усталости деталей из жаропрочных сплавов, работающих при высоких температурах. Однако совсем иная роль остаточных напряжений в деталях, испытывающих циклически изменяющиеся во времени нагрузки при нормальной температуре. В этом случае при наличии в поверхностном слое детали остаточных напряжений сжатия предел выносливости ее увеличивается, тогда как напряжения растяжения снижают сопротивление усталости. Наконец высота шероховатости, направление штрихов обработки, форма и шаг неровностей, размеры опорной поверхности, т.е. параметры, определяющие микрорельеф обработанной поверхности, оказывают весьма сильное влияние на эксплуатационные свойства деталей машин и приборов.
В связи с этим технологический процесс изготовления деталей должен разрабатываться с учетом условий, в которых они в дальнейшем будут работать. При этом необходимо подбирать такие методы и режимы обработки, которые обеспечивали бы оптимальное, с точки зрения эксплуатационных свойств детали, качество поверхностного слоя. Параметры качества поверхностного слоя (глубина и степень наклепа, величина и знак остаточных напряжений) в значительной степени зависят от теплового фактора.
Микротвердость и толщина поверхностного слоя детали определяются процессами, сопутствующими механической обработке: упрочнением (наклепом) и разупрочнением (отдыхом, возвратом). Упрочнение - следствие воздействия сил на металл поверхностного слоя и его деформирования. Процесс упрочнения - атермичен. Глубина залегания упрочненного слоя и степень наклепа тем выше, чем больше величина сил, продолжительность их воздействия и интенсивность пластической деформации металла. При упрочнении повышаются предел прочности, твердость, снижается пластичность, изменяются другие физические свойства металла. Одновременно с процессом упрочнения протекает противоположный ему процесс разупрочнения, который стремится возвратить металл поверхностного слоя в исходное, ненаклепанное состояние. Интенсивность процесса разупрочнения полностью определяется значением температуры и временем ее воздействия на металл поверхностного слоя. При высокой температуре в зоне резания и достаточно продолжительном ее воздействии процесс разупрочнения может быть настолько интенсивным, что наклеп в поверхностном слое полностью снимается. Таким образом, конечное состояние металла поверхностного слоя детали после ее механической обработки определяется количественным соотношением процессов упрочнения и разупрочнения.
Если режим резания или другие условия обработки изменяются таким образом, что количество теплоты, генерируемой в зоне резания, возрастает, то следует ожидать уменьшения степени и глубины наклепанного слоя. Это относится к металлам, при обработке которых структурные изменения в поверхностном слое не происходят. Так, при точении сплава ЭИ437А с увеличением скорости резания от 2 до 5 м/мин глубина наклепанного слоя уменьшается от 141 до 97 мкм, а степень наклепа от 50 до 35%. Объяснение этому вытекает из роли и значения температурно-силового фактора в образовании наклепанного слоя. С увеличением скорости резания повышаются температура на поверхности детали и скорость деформирования. Если же материал не склонен к наростообразованию, то при этом непрерывно снижаются усилия резания и степень деформирования срезаемого слоя. Эти факторы способствуют снижению как глубины, так и степени наклепа.
Поверхностный слой детали после механической обработки находится в напряженном состоянии. В нем возникают остаточные растягивающие или сжимающие напряжения. Величина, знак и закономерность распределения напряжений зависят от свойств обрабатываемого материала, методов и режимов обработки.
В данном реферате рассмотрены такие базовые понятия в машиностроении, как точность, размер, формы поверхностей, твердость материалов, химический состав и шероховатость поверхности, которые составляют одну из основ в технологии машиностроения. Рассмотрены и детально изучены передовые методы получения заготовок, как ковка и объемная штамповка. Рассмотрен вопрос об остаточном напряжении металлов и их влияние на качество изготовляемых деталей.
1. Анухин В.И. Допуски и посадки. Выбор и расчет, указание на чертежах: Учеб. Пособи.2-е изд., перераб. и доп. СПб.: Изд-во СПбГТУ, 2001.219 с.
2. Анурьев В.И. Справочник конструктора-машиностроителя: В 3 т. Т.1. - 8-е изд., перераб. и доп. Под ред. И.Н. Жестковой. - М.: Машиностроение, 1999. - 912 с.: ил.
3. Остапенко Н.Н., Кропивницкий Н.Н. Технология металлов. Учебник для профессионально-технических училищ. Изд. 2-е М.: "Высш. школа", 1970. - 344 с.: ил.
|
