Министерство общего и профессионального образования Российской Федерации
Саратовский Государственный Технический Университет
Специальность: Технология машиностроения
Кафедра Технология машиностроения
Курсовая работа
По дисциплине « Основы технологии машиностроения »
«Анализ заводского технологического процесса механической обработки наружного кольца подшипника 50306»
Проект выполнила студентка
МСФ группы ТМС – 41 Егорова В.С.
САРАТОВ 2008 год
Типовое содержание курсовой работы по дисциплине «Основы технологии машиностроения» для студентов специальности ТМС очно-заочного обучения (для лиц со средним техническим образованием)
Расчетно-пояснительная записка
Задание
1. Анализ исходных данных
1.1 Служебное назначение детали и основные технические требования
1.2 Конструкторский контроль чертежа детали, корректировка чертежа в соответствии ЕСКД
1.3 Анализ технологичности конструкции детали по качественным признак.
1.4 Расчет типа производства.
2. Анализ технологического процесса механообработки; принятого за аналог.
2.1 Вид исходной заготовки, метод ее получения, размеры, массы и стоимость.
Рассмотрение альтернативных вариантов получения заготовки.
2.2 Технологические базы. Способы установки (базирования) и закрепление заготовки. Соблюдение основных принципов базирования при принятой последовательности обработки детали.
2.3 Станочное оборудование. Оценка его прогрессивности.
2.4 Анализ содержания и последовательности выполнения технологических переходов по основным технологическим операциям.
2.5 Определение припусков на механическую обработку расчетно-аналитическим методом на одну из наиболее ответственных поверхностей деталей.
2.6 Анализ назначения режимов резания на одну из операций по общемашиностроительным нормативам.
2.7 Анализ назначения норм времени на эту же операцию.
2.8 Расчет точности технологического процесса.
3. Предложения по совершенствованию технологического процесс а, принятого за аналог.
Приложение:
Чертеж детали
Чертеж (эскиз) исходной заготовки Технологические карты
Графический материал:
Расчет точности технологического процесса - лист А1
Доцент кафедры ТМС Березняк Р.А.
Содержание
Задание
1. Анализ исходных данных
1.1 Служебное назначение детали и основные технические требования
Реклама

1.2 Конструкторский контроль чертежа детали, корректировка чертежа в соответствии ЕСКД
1.3 Анализ технологичности конструкции детали по качественным признак
1.4 Расчет типа производства
2. Анализ технологического процесса механообработки; принятого за аналог
2.1 Вид исходной заготовки, метод ее получения, размеры, массы и стоимость. Рассмотрение альтернативных вариантов получения заготовки
2.2 Технологические базы. Способы установки (базирования) и закрепление заготовки. Соблюдение основных принципов базирования при принятой последовательности обработки детали
2.3 Станочное оборудование. Оценка его прогрессивности
2.4 Анализ содержания и последовательности выполнения технологических переходов по основным технологическим операциям
2.5 Определение припусков на механическую обработку расчетно-аналитическим методом на одну из наиболее ответственных поверхностей деталей
2.6 Анализ назначения режимов резания на одну из операций по общемашиностроительным нормативам
2.7 Анализ назначения норм времени на эту же операцию
2.8 Расчет точности технологического процесса
Введение
Развитие машиностроения в значительной мере определяется техническим уровнем подшипниковой промышленности, т.к. подшипники являются важными компонентами большинства машин и оборудования почти во всех отраслях машиностроения. для того, чтобы подшипники могли обеспечивать надёжную работу узлов и возможно долгую продолжительность их эксплуатации необходимо правильно подбирать и использовать подшипники качения с учётом влияния различных факторов на их долговечность.
Подшипники качения по сравнению с подшипниками скольжения отличаются меньшими моментами сил трения и меньшим теплообразованием, большим коэффициентом полезного действия, меньшими размерами по длине и простотой обслуживания.
Радиальные однорядные роликовые подшипники благодаря своей универсальности и прекрасным эксплутационным качествам давно занимают прочное место в технике.
Основные их преимущества:
· широкий диапазон серий, позволяющий при малых нагрузках обеспечивать компактность узлов;
· высокая точность изготовления;
· быстроходность и малошумность;
· сравнительно невысокая стоимость.
1. Анализ исходных данных
1.1 Описание служебного назначения детали
Шарикоподшипник 6-50306АЕ5УШ1- подшипник радиальный однорядный класса точности "6" Подшипник состоит из наружного и внутреннего колец,8-ми шариков и одного сепаратора.
Шарикоподшипники радиальные однорядные серии 50000 способны воспринимать радиальные нагрузки и осевые нагрузки в обе стороны. Величина осевой нагрузки не должна превышать 70% неиспользованной допустимой радиальной нагрузки. Подшипники обладают большой быстроходностью при соответствующих конструкциях и материале сепараторов и с успехом применяются при чисто осевых нагрузках и высокой частоте вращения, когда упорные подшипники уже неработоспособны.
Реклама

Радиальные подшипники фиксируют осевое перемещение вала (корпуса) в обе стороны. Они хоть и не являются самоустанавливающимися, но допускаются при высоких скоростях небольшие перекосы валов при повышенных зазорах. Однако, для обеспечения расчетной долговечности п/ш желательно, чтобы перекосы были возможно меньше.
Тип п/ш 50000 с канавкой на наружном кольце для установочной шайбы, такая конструкция упрощает осевое крепление п/ш в корпусе и позволяет производить сквозную расточку последнего.
При проектировании новых машин в первую очередь следует ориентироваться на применение шариковых радиальных однорядных п/ш в связи с их невысокой стабильностью, простотой монтажа и способностью воспринимать комбинированные нагрузки.
Их устанавливают в редукторах, металлорежущих станках, электродвигателях малой и средней мощности, транспортерах и многих машинах и механизмах.
Деталь выполнена из стали марки ШХI5-В ГОСТ 800-78. Ее химический состав:
| С |
Mn |
Si |
Сч |
S |
Р |
Ni |
Си
|
| 0,95-1,05 |
0,2-0,4 |
0,17-0,37 |
1,3-1,65 |
0,02 |
0,027 |
0,25 |
0,50 |
Она удовлетворяет требованиям: высокий предел усталости, высокий предел упругости, пониженная хрупкость, однородность структуры и физических свойств, что обеспечивает устойчивость технологии подшипника.
Исходя из определений служебного назначения детали, обоснуем технические условия, Технические условия на подшипники качения выполнены по ГОСТ 520-2002.
На чертеже изделий, подвергаемых технической и другим видам обработки, указывают показатели свойств материалов, полученных в результате обработки, например: твердость (НRСэ
, ИВ, НУ), предел прочности( ув
) и т. п. Величины твердости материалов указывают предельные значения "от. до",то есть 61. .64 НRC. Твердость выполнена такой, чтобы не происходило быстрого износа подшипника, так как он воспринимает большие нагрузки. При меньшей твердости возможно появление микротрещин, приводящее к выкрашиванию металла.
Точность формы и взаимного расположения поверхностей колец подшипников характеризуется следующими параметрами:
·непостоянством ширины колец
·биением наружной цилиндрической поверхности наружных колец относительно торца
·непостоянством диаметра и конусообразностью наружных колец.
Точность вращения подшипника характеризуется радиальным и осевым биением наружного кольца. Предельные отклонения, проставленные на чертеже, соответствуют предельным отклонениям, указанным в таблицах.
1.2 Конструкторский контроль чертежа детали, корректировка чертежа в соответствии с ЕСКД
Рабочий чертеж детали подшипника 50306АЕ5УШl имеет достаточное количество размеров, видов и сечений, размеры всех элементов детали проставлены, отклонений от ЕСКД нет. , Имеются некоторые отклонения от ГОСТ 2789-73 (с учетом изм. №1):
Таблица
2 - Отклонения от ГОСТ
2789-73 ( учетом изм. №1)
| Старое обозначение шероховатости |
Новое обозначение шероховатости |
| ГОСТ 2789-73 |
ГОСТ 2789-73 с учетом |
| изм. . №1 |
| Rа=0. 38 |
Ra=0. 2 |
| Ra= 1. 25 |
Ra=0. 9 |
| Ra=0. 08 |
Ra=0. 05 |
| Rz=20
|
Ra=3. 2 |
Материал (металл) обозначен на чертеже в соответствии с ГОСТ 2. 306-68, штриховка разрезов (под  ) также соответствует ГОСТ 2. 306-68. Нанесенные на чертеже размеры и предельные отклонения соответствуют ГОСТ 2. 307-68. ) также соответствует ГОСТ 2. 306-68. Нанесенные на чертеже размеры и предельные отклонения соответствуют ГОСТ 2. 307-68.
1.3 Анализ технологичности конструкции по качественным nрuзнакам
Технологичность конструкции
- совокупность свойств конструкции изделия, обеспечивающих возможность оптимальных разовых затрат при производстве, эксплуатации и ремонте для заданных показателей качества, условий изготовления и эксплуатации.
Эскиз детали изображен на рисунке. Число обрабатываемых поверхностей 14.
Произведем количественную оценку технологичности конструкции :
1) По коэффициенту унификации конструктивных элементов

где Оуэ
- число унифицированных типоразмеров конструктивных элементов: (резьбы, отверстия, фаски)
Оэ
- число типоразмеров конструктивных элементов в изделии
Если Куэ
< 0,65 , то деталь нетехнологична
2) Коэффициент точности обработки

где Аср
- средний коэффициент класса точности обработки
ni
- число размеров соответствующего квалитета
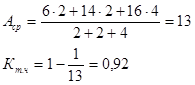
При Кт.ч
 0,5 изделие относится к весьма точным. 0,5 изделие относится к весьма точным.
Относим деталь к точным.
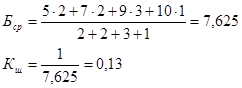
3) Коэффициент шероховатости


где Бср
- средний индекс шероховатости
ni
- число поверхностей, соответственно классу шероховатости для разме
ров кольцевых выточек затруднительно, но с учетом допусков на эти размеры(шах, * - обеспечивается инструментом) можно
4) коэффициент использования материала

Где Мд
- масса детали, кг. ,
ММ
- масса материала, израсходованного на изготовление детали, кг .
Мм
=Мз
+Моз
где Мз
- масса заготовки, кг,
Моз
- масса отходов при получении заготовки, кг.
5) удельный вес применения проrpессивных методов обработки

где Qэм
- количество эффективных методов обработки, применяемых при изготовлении изделия;
QM
- общее количество методов, применяемых при изготовлении изделия.
Кэм
= 1, т. к. все методы применяемые при изготовлении изделия относятся к высокоэффективным.
6) коэффициент применения типовых технологических процессов где Qтт
n
- число применяемых типовых технологических процессов;

Qтп
- общее число применяемых технологических процессов.
Ктп
= 1 т.к. изделие относится к стандартным.
7) коэффициент применения автоматического и полуавтоматического оборудования.
где Qав.об
-количество применяемого автоматического и полуавтоматичекого оборудования.

Qоб
- общее количество оборудования.
К ав.об
=l т.к. всё оборудование относится к автоматическому и полуавтоматическому.
8) коэффициент применения агрегатного оборудования

где Qаг.об
- количество агрегатного оборудования.
Qоб
- общее количество оборудования
К аг.об
=О ,т.к. агрегатное оборудование не применяется.
9) коэффициент применения станков с ЧПУ

где Qчпу
- количество оборудования с ЧПУ.
Qоб
- общее количество оборудования
Кчпу
=О ,т.к. оборудование с ЧПУ не применяется. Такое оборудование хотя и обладает высокой точностью, но для массового производства не эффективно, т.к. малопроизводительно.
Анализ технологичности показал: изделие относится к средней точности; изделие не относится к технологичным.
1.4 Расчет типа производства
Задана годовая программа: 800000 штук. Определим режим работы цеха как двухсменный. Тип производства устанавливается исходя из определений Гост 14.004-83 и на основе расчета коэффициента закрепления операций Кзо
.
Так как число операций и число рабочих мест к началу проектирования неизвестно, то коэффициент закрепления операций ориентировочно можно определить по формуле:

где ФД
– действительный годовой фонд времени, час;
Кв
– средний коэффициент выполнения норм (1,3)
Кн
- нормативный коэффициент загрузки оборудования (0,9);
Тшт.ср
. – среднее значение нормы времени по основным операциям, мин;
N – годовой объем выпуска изделий.
Действительный фонд времени работы на год можно определить по формуле:
 , ,
где Д – количество рабочих дней в году;
t – нормативная продолжительность смены;
n – количество смен.

Средняя трудоёмкость основных операций определяется по формуле:
где Тшт.
i
– штучное время на обработку детали на i-операции;
n – количество операций.

Коэффициент закрепления операций:

Кзо
< 1 , следовательно, производство массовое.
2. Аналuз технологического процесса .механообработки, применяемого за аналог
2.1 Вид исходной заготовки, метод ее получения, размеры, масса и стоимость
Рассмотрение альтернативных вариантов получения заготовки.
Проанализируем форму детали и необходимую точность размеров и шероховатость поверхностей для определения технологического кода и выбора типового технологического процесса или его аналога.
В качестве аналога выбираем техпроцесс 700631.10241.00729 – токарной обработки и 700631.10241.00449 - шлифовальной обработки
В качестве заготовки используется трубная заготовка  из стали, из стали,
ШХ 15-В
с разрезкой труб на токарно-отрезном станке
Припуски на механическую обработку в зависимости от шероховатости поверхности определяются по таблице 10 ГОСТ7505-74.
Эскиз заготовки из проката

Себестоимость заготовки определяется по формуле:

где Q - масса заготовки, 0.4176 307
Ci
-базовая стоимость 1 тонны заготовок, 10000 руб;
q - масса готовой детали, 0.281 кг; 153
Soтx
- цена 1 тонны отходов, 281 О руб;
Кт
- коэффициент, зависящий от класса точности, Кт
=l;
Кс
- коэффициент, зависящий от группы сложности, Кс
=0.84;
Кв
- коэффициент, зависящий от массы,Кв
=I.82;
Км
- коэффициент, зависящий от марки материала, Км
=l.77 №
Кп
- коэффициент, зависящий от объема производства, Кп
=0.8;

2.2 Технологические базы. Способы установки (базирования) и закрепления заготовки .Соблюдение основных принципов базирования при принятой последовательности обработки детали
Основным фактором, влияющим на построение технологического процесса, является базирование обрабатываемых заготовок.
При обработке колец из прутковых и трубных заготовок черновой (исходной) установочной базой служит наружная поверхность прутка или трубы, а для штучных заготовок - наружная или внутренняя поверхность и один из торцов. Базирование штучных заготовок по наружной поверхности предпочтительнее, чем по внутренней, вследствие этого, что точность окончательной токарной обработки на базе отверстия выше, чем при базирование по наружной. Кроме того, при черновом базировании по наружной поверхности на величину разностенности заготовки.
При выборе исходной черновой базы следует соблюдать условия технологической целесообразности выполнения всех последующих операций. Так для наружных колец конических роликоподшипников зажимное устройство (съемная цинга) для точного центрирования по конической обработанной поверхности получается сложным и неудобным, особенно для крупных диаметров свыше 100 мм.
Поэтому в качестве черновой базы для этих колец рекомендуется внутренняя поверхность и широкий торец.
Для выбора технологических баз используем основные принципы, используемые в машиностроении: выбор с учетом вида обработки, принцип единства баз и принцип совмещения баз. Так наибольшая точность обработки достигается при использовании на всех операциях механической обработки одних и тех же поверхностей (принцип единства баз). При совмещении технологической и измерительной базы (принцип совмещения баз) погрешность базирования равна нулю, что кроме повышения точности взаимного расположения поверхностей позволяет также назначить меньшие припуска и снизить трудоемкость операций. В качестве баз следует принимать поверхности достаточных размеров, с наименьшими припусками для избежания появления на них «чернот» при другой последовательности применения баз, наиболее точные по размерам и геометрической форме и с наименьшей шероховатостью, а также необходимо учитывать, что от метода базирования и от вида поверхности, принятой в качестве базы зависит надежность и прочность закрепления заготовки, удобство установки и снятия детали, простота и надежность конструкции приспособления.
Учитывая вышеперечисленные условия и критерии при анализе конструкции детали можно придти к выводу, что наиболее приемлемыми в качестве технологических баз могут использоваться наружная цилиндрическая поверхность и поверхность торцов, представляющих собой плоскости.
Обоснуем это утверждение.
Наружная цилиндрическая поверхность изделия:
· используется в сборочной единице в качестве установочной в корпус машины;
· для большинства допусков формы и расположения поверхностей является измерительной базой;
· имеет наибольшую точность размеров, геометрической формы и наименьшую шероховатость;
· на черновых операциях имеет наибольшие размеры и наиболее точна по размерам и геометрической форме;
· удобна для установки и снятия, надежна для закрепления, при определенных условиях мало деформируется при приложении нагрузки, обеспечивает простоту и надежность конструкции приспособления вследствие простоты геометрической формы самой цилиндрической поверхности.
· есть возможность использовать:
- на токарных операциях;
- на операции двусторонней плоской шлифовки
- на бесцентрово-шлифовальных операциях;
- на шлифовальных и финишных операциях для внутренней обработки.
При использовании этой поверхности в качестве базы заготовка лишается 4-х степеней свободы.
Плоскости торцов:
· для большинства допусков формы и расположения поверхностей является измерительной базой;
· используется в сборочной единице в качестве установочной в корпус машины;
· удобна для установки и снятия, надежна для закрепления, мало деформируется при приложении нагрузки, обеспечивает простоту и надежность конструкции приспособления вследствие простоты геометрической формы плоскости.
· возможно использовать:
- на токарных операциях;
- на бесцентрово-шлифовальных операциях в качестве вспомогательной.
- на шлифовальных и финишных операциях для внутренней обработки совместно с цилиндрической поверхностью
При использовании этой поверхности в качестве базы заготовка лишается 3-х степеней свободы.
Таким образом при использовании этих поверхностей в качестве технологических баз наиболее полно применяются основные принципы базирования, обеспечивающие надлежащее качество изделия при его изготовлении. Отметим также, что выбранные базы полностью соответствуют используемым в базовом технологическом процессе-аналоге.
2.3 Станочное оборудование. Оценка его прогрессивности
Производительность обработки зависит от режимов резания, количества
переходов и рабочих ходов, и последовательности их выполнения.
Вопросы выбора групп, типов и моделей оборудования рассматриваются на различных стадиях технологической подготовки производства. Общие правила выбора технологического оборудования установлены ГОСТ 14404-73
Выбор модели станка прежде всего определяется его возможностью обеспечить точность размеров и формы, а также качество поверхности изготавливаемой детали.
Заготовкой, используемой в проектируемом тех.процессе, является труба с использованием концевых отходов. Приведем маршрут механической обработки
050 – автоматная токарная;
015,090,125 – плоскошлифовальная полуавтоматная;
025,100,150 – бесцентрово-шлифовальная полуавтоматная;
040,050,140- внутришлифовальная;
160 – суперфинишная полуавтоматная.
2.4 Анализ содержания и последовательности выполнения технологических переходов по основным технологическим операциям
050 Операция-автоматная токарная
Станок - мнгошпиндельный токарный автомат с любым диаметром об
работки мод. 1Б290-6..
Деталь базируется в пневматический трехкулачковый патрон и в торец, лишается при этом 6 степеней свободы (базы: двойная опора и установочная). Чистовая операция. Обработка ведется по переходам:
l.3енкеровать отверстие, проточить наружную поверхность, подрезать торец предварительно.
2.Расточить отверстие, выточить канавку по наружной поверхности, притупить острые кромки одновременно.
3.Выточить монтажные фаски.
4.Подрезать торец.
5.Выточить внутренний профиль
6.Отрезать кольцо
015,090,125 Операция- плоскошлифовальная полуавтоматная
Станок - плоскошлифовальный полуавтомат МСЗ 3772-Б.
Деталь базируется на необрабатываемый торец, лишается 3 степеней свободы (установочная и двойная опорная). Шлифовать торцы предварительно
025,100,150 Операция -бесцентрово-шлифовальная полуавтоматная
Станок- бесцентрово-шлифовальный полуавтомат Sasl 200х500.
Деталь базируется на опорный нож и ведущий круг, лишается при этом 4 степеней свободы (базы две двойные опорные). Шлифуется наружная цилиндрическая поверхность предварительно(025), окончательно(100), тонко(150) на станке Sasll25/1A
040.050,140 Операция внутришлифовальная
Станок внутришлифовальный Siage-50.
Деталь базируется торцем на кольцо упорное и по наружному диаметру базируется на две жесткие опоры (базы установочная и две опорные). Лишается 5 степеней свободы. Шлифуется дорожка качения. Операция 040 - шлифовать бортики, 050 -шлифовать дорожку качения предварительно, 140-шлифовать дорожку качения окончательно станок Siw-3E.
160 Операция – суперфинишная полуавтоматная
Станок - суперфинишный полуавтомат ЛЗ
261. Деталь базируется торцем на кольцо упорное, а по наружному диаметру на две жесткие опоры лишается при этом 5 степеней свободы ( базы установочная и две опорные ). Суперфинишируется дорожка качения. Мерительный и режущий инструмент используется стандартный. При обработке детали соблюдается принцип единства баз т. е. установочные и мерительные базы совпадают. После токарной обработки проводится термообработка. Режимы резания и нормы времени на операции будут отражены в прилагаемых операционных картах. полный маршрут обработки приведен в прилагаемых маршрутных картах.
Технические характеристики станков.
3772-Б
Полуавтомат плоскошлифовальный непрерывного действия 2-х шпиндельный повышенной точности. ТУ 2-024-339-66 Министерства станкостроительной и инструментальной промышленности от 10 сентября 1966 г.
Предназначен для шлифования плоских поверхностей различных изделий закрепленных на электромагнитном столе. Выполняется с круглым столом и вертикальным шпинделем. Наибольшие размеры шлифуемых изделий в мм
диамeтp 170мм
Высота 200 мм
Наружный диаметр стола 1000 мм
Пределы чисел оборотов стола в минуту 0,36-1,82
диамeтp шлифовального круга 500 мм
Количество оборотов шлифовального круга 975 об/мин
Мощность двигателя главного движения 30 КВт
Габаритные размеры 3000х4495х2270
Вес в кг. 11300
Станок с улучшенными эксплуатационными показателями по долговечности и надежности, с ужесточением основных и сдаточных норм точности против ГОСТ. Введено дополнительное старение базовых деталей, произведена замена комплектующих изделий на более надежные и высокого класса точности, усовершенствована защита от попадания эмульсии и абразива. Срок до первого капитального ремонта 9,5 месяцев.
Sas
l
200x500
Область применения:
для деталей диаметром от 10 до 200мм.,
При шлифовании врезанием наибольшая длина обработки 490мм.
Черновое шлифование и окончательная шлифовка. Достигается точностьпо системе ИСAIТ 2..4.
Пригодность:
Особенно для высокопроизводительного резания шлифованием врезанием и на проход, а также для точных работ, особенно для колец подшипников качения. Для фасонных деталей, обработка которых ведется составными кругами. Поворот салазок дает возможность обработки конических деталей с конусностью до 1 :30 цилиндрическим ведущим кругом.
Возможность работы:
Станок работает в зависимости от выполнения полуавтоматом или автоматом.. Достигаемая точность зависит от измерительного устройства, от геометрической формы и от веса деталей.
Материалы:
Сталь не закаленная и закаленная, алюминий, чугун, стекло, латунь, фарфор, бронза, пластмассы.
Скорость подачи на врезание обдирка 0,3-10мм/мин
Обработка начисто 0,06-0,6мм/мин
Весьма чистая обработка 0,02-0,2мм/мин
Подвод до появления искры 2-10 мм/мин
Суммарные мощности станка - раб. Напряжение 380В
Управляющее напряжение 220/60В
Частота 50Гц
Потребляемая мощность 8-22КВт
Кол-во масла в гидросистеме 63л
Потребность в охлаждающей жидкости 20-80л/мин
Особенности:
Возможности работы станка можно расширить дополнительными устройствами.
Технические данные:
При шлифовании на проход:
Наибольший диаметр обработки 200мм
Наименьший диаметр обработки 10мм
Наибольшая длина обработки без применения спец. устройства 400мм
При шлифовании методом врезания:
Наибольший диаметр обработки 200мм
Наименьший диаметр обработки 10мм
Наибольшая длина обработки 430мм
Наибольший шлифуемый конус при шлифовании ведущим цилиндрическим кругом 1 :30
Наибольший угол копирования при правке круга:
поднимающей 450
убывающей 600
Наибольший диаметр шлиф-го круга 500мм
Наименьший диаметр шлиф-го круга 370мм
Наибольшая ширина шлиф-го круга 500мм
Диаметр отверстия шлиф-го круга 305мм
Наибольшая окружная скорость шлиф-го круга 35м/сек
число оборотов шлиф-го круга в зависимости от износа 1885 или 1830 об/мин
Число оборотов ведущего круга:
А) Рабочее оборотов бесступенчато 8,3-135 об/мин
Б) Число оборотов при правке 7000б/мин
Вставка алмаза для шлифовального круга В 1/lх300/50, DINI 1820 ведущего круга ≥ 2карат.
Подачи:
При шлифовании на проход о.. 10м/мин
При шлифовании методом врезания 0,2..8м/мин
для правки круга 25..100 мм/мин
Путь быстрого хода при врезании 1..20мм
Путь отделочной подачи при врезании 0,1..1 мм
Величина точной подачи 0,00lмм
Быстрое перемещение салазок 1 мм/сек
Высота центра шпинделя над нижним выступом кронштейна 240мм
Высота центра шпинделя 1100мм
Мощность главного двигателя 40КВт
Наибольшая потребляемая энергия 55КВт
Род тока трехфазный
Рабочее напряжение 380 В
габариты станка 5840х2600х2000
Вес станка 9500 кг
2.5 Определение припусков на механическую обработку расчет аналитическuм методом на одну из наиболее ответственных поверхностей детали
Расчетно- аналитический метод определения припусков
на механическую обработку
1.Тонкое шлифование
Ш 72-0,011
Технологическая база- наружная цилиндрическая поверхность и торец кольца. Установка кольца производится на опорный нож, деталь упирается торцем в следующую.
2Zmin
=2Rzi
-1
=2*3=6 мкм
Rzi-l
=3 табл 4.5лит-ра(1)
Dminl
=72-0,011
=71.989
дi
= 0.011
Dminl
= Dminl
+ д +2Zmin
Dmin
=71,989+0,011 +0,006=72.006
дI
i
=0.01
Dmax
=Dmin
дI i
=72.016-0.01
2. Шлифование окончательное Ш 72,035-0,01
2(Rzi-l
+ Тi-1
) табл.4.2 лит-ра(1) для бесцентрового шлифования
Rzi-l
=5 табл 4.5лит-ра(l)
Тi
-1
=15
2Zmin
= 2 (5+15)=40мкм
Dminl
=72.035-0,01
дi
=0.01
Dmin
= Dminl
+ д+2 Zmin
Dmin
=72.025+0.01 +0.04=72.075 мм
дI
i
=0.02
Dmax
= Dmin
+ дI
i
=72.075+0.02=72.095
мм
2Zmax
=2Zmin
+ дI
+ дI
i
=0.04+0.02+0.01=0.07 мм
Don
= Dmax
- дI
i
=72.095-0,02
3.Шлифование предварительное Ш 72,1
+0,03
2 Zmin
=2 (Rzi-l
+ Р i-1
)
Rzi-l
=50 табл 4.5
Тi-l
=50
p i-l
=38
2 Zmin
=2 (50+50+38)=276 мкм
Dmin 1
= 72,1+0,03
=72,13
дi
=0.03
Dmin
=Dmin 1
+ д+2Zmin
D min
=72,1 +0,03+0,276=72,406 мм
дi-l
=0.15
Dmax
=Dmin
+ дi-l
=72,406+0.15=72,556 мм
2 Z m
ах
=2 Z min
+ д1
+ дi-l
= 0.276 + 0.03 + 0.15 = 0.456 мм
Don
= Dmax
-д
i
-1
=72,556-0,15
4.Шлифование
до закалки Ш 72,3+0,15
2Zmin
=2(Rzi
-1
+pi
-1
)
Rzi
-1
=50 табл 4.5 лит-ра(1)
Ti-1
=50
pi-1
=38
2Zmin
=2(50+50+38)=276 мкм
Dmin 1
= 72,3 + 0,15
=72,45
дi
=0,15
Dmin
=Dmin1
+ д+2Zmin
Dmin
=72,3+0,15+0,276=72,726 мм
дi-1
=0,2
Dmax
=Dmin
+ дi-1
=72,726+0,2=72,876 мм
2Zmax
=2Zmin
+ д1
+ дi-1
=0,276+0,15+0,2=0,626 мм
Don
=Dmax
- д
i
-1
=72,876-0,2
Максимальные и минимальные предельные значения припусков равны соответственно разности наибольших предельных размеров выполняемого и предшествующего переходов, а минимальные значения - разности наименьших предельных размеров
2ZПР
m
ах1-2
=72.095-72.016=0.079
2ZПР
min 1-2
=72.075-72.006=0.069
2ZПР
m
ах
2*3
=72.556 -72.095=0.461
2ZПР
min
2*3
=72,406-72.075=0.331
2ZПР
m
ах 3-4
=72,876-72,556=0.320
2ZПР
min 3-4
=72,726-72,406=0.320
2.6 Анализ назначения режимов резания на одну uз операций по общемашиностроительным нормативам
Важнейшим фактором в производстве является определение режимов резания. Расчет ведется с учетом заводских нормативов.
Операция -бесцентрово-шлифовальная
Исходные данные:
Деталь-50306.01
Обрабатываемый материал-ШХI5-В
Вес детали-0,153 кг
Режущий инструмент -пп 500х500х305
мм
Приспособление -опорный нож
установочная база -торцы детали
Продольная подача-1105 мм/об [7, стр.196]
Принимается угол поворота ведущего круга б=2
Определение частоты вращения ведущего круга пв.к
=З6 о6/мин
По паспорту станка принимается пв.к
=З4 о6/мин
[7, стр.196]
На автоматной токарной операции заготовка закрепляется в цанге и

лишается 4 степеней свободы – 4 степени свободы заготовку лишает двойная направляющая база.

Операция токарная, выточить канавку по наружной поверхности диаметром


по станку 


Операция токарная, точить внутренний профиль диаметром 63,8


Подрезать торец

по станку 

Расточить внутренний диаметр 59,4


Вывод: для каждого из шпинделей было рассчитано число оборотов. Далее определяем лимитирующие шпиндели и про изводим корректирование(уменьшение) числа оборотов шпинделя и подач на не лимитирующих позициях. То есть n=146 оборотов. Лимитирующим фактором является расточная операция.
2.7 Аналuз назначения норм времени на эту же операцию
Нормирование операций
| № |
Операция |
Тшт
|
| 010 |
Автоматно-токарная |
1 ,0069 |
| 020 |
Плоскошлифовальная |
0,049 |
| 030 |
Бесцентрово-шлифовальная |
0,05 |
| 040 |
Внутришлифовальная |
0,713 |
| 050 |
Плоскошлифовальная |
0,0768 |
| 060 |
Бесцентрово-шлифовальная |
0,063 |
| 070 |
Плоскошлифовальная |
0,0768 |
| 080 |
Внутришлифовальная |
0,813 |
| 190 |
Бесцентрово-шлифовальная |
0,052 |
| 100 |
Суперфинишная |
0,71 |
2.8 Расчет точности технологического процесса
При проектировании технологических процессов механической обработки заготовки может оказаться, что принятая последовательность обработки может являться неприемлемой, так как допуски на технологические размеры трудновыполнимы. В этом случае необходимо пересмотреть последовательность обработки поверхностей заготовки при помощи размерного анализа технологического процесса.
Технологические размерные цепи решают методом полной или неполной взаимозаменяемости.
На торцы деталей типа втулок, колец вдоль оси, межоперационные размеры можно легко и безошибочно считать методом построения графов.
Сначала по маршруту строится схема технологических размерных цепей.
Любой замкнутый контур совмещенного графа образует размерную цепь, у которой ребро исходного дерева является замыкающим звеном, а ребра производного дерева - составляющими званьями.
Выявление и расчет технологических размерных цепей по графу тех. Процесса начинается с двухзвенных цепей, а затем по такой последовательности, чтобы в каждой цепи имелось только одно неизвестное по величине звено, а остальные звенья её были уже определены в результате расчета предыдущих размерных цепей.
Метод расчета линейных технологических размерных цепей зависит от числа составляющих звеньев и от того, какой размер является замыкающим звеном.
В данном расчете используем метод неполной взаимозаменяемости. Расчет этим методом производится с учетом фактического распределения истинных размеров внутри полей их допусков и вероятности их различных сочетаний примеханической обработке.
Составляются уравнения, их решения заносятся в таблицу.
3. Предложения по совершенствованию технологического nроцесса, принятого за аналог
Дальнейшие разработки можно вести в области исследования материала заготовок, получения максимально безотходной технологии заготовительных операций, внедрения всё более совершенного технологического оборудования, инструментальной оснастки. Также одной из важнейших областей в машиностроении является максимизация автоматизации производства.
Отметим, что качество изготовления колец определяет качественные показатели самого подшипника. Стабильность функционирования подшипниковых узлов повышает срок эксплуатации технологического оборудования, машин из разной области нашей жизни, обеспечивает бесшумность и плавность работы агрегатов.
Литература
1. Основы технологии машиностроения. Методические указания к
выполнению курсовой работы по курсу «Основы технологии машиностроения». 1992г.
2 Курсовое проектирование по технологии машиностроения.
Горбацевич А.Ф., Шкред В.А. 198Зг.
3 Применение теории графов в размерном анализе техпроцессов
механической обработки деталей. Методические указания. 1999г.
4 Расчетно-аналитический метод определения припусков на
механическую обработку. Методические указания. 1982г.
5 Технико-экономическое сравнение вариантов операций
технологического процесса механической обработки. Методические указания. 1980г.
6 Методические указания по нормированию станочных операций в
серийном производстве. 1980г.
7 Опытно-статический метод определения припусков на механическую обработку. Методические указания. 1982г.
|
