Федеральное агентство по образованию
ГОУ ВПО Уральский государственный экономический университет
Кафедра инженерных дисциплин
Контрольная работа
На тему:
«Свойства конструкционных материалов»
Исполнитель:
студентка I курса заочного факультета
специальности «ЭПП»
Добрынкина Л. В.
Екатеринбург 2009
Содержание
Понятие конструкционных материалов
Классификация свойств конструкционных материалов
Сталь
Процессы производства стали
Стеклокристаллические материалы (ситаллы)
Чугун. Классификация чугунов
Графитизация чугунов
Классификация серого чугуна
Маркировка чугуна
Библиографический список
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Конструкционными материалами называют материалы, из которых изготовляются детали конструкций (машин и сооружений), воспринимающих силовую нагрузку. Определяющими параметрами Конструкционные материалы являются механические свойства, что отличает их от других технических материалов (оптических, изоляционных, смазочных, лакокрасочных, декоративных, абразивных и др.). К основным критериям качества Конструкционные материалы относятся параметры сопротивления внешним нагрузкам: прочность, вязкость, надежность, ресурс и др.
Конструкционные материалы подразделяются: по природе материалов — на металлические, неметаллические и композиционные материалы, сочетающие положительные свойства тех и других материалов; по технологическому исполнению — на деформированные (прокат, поковки, штамповки, прессованные профили и др.), литые, спекаемые, формуемые, склеиваемые, свариваемые (плавлением, взрывом, диффузионным сращиванием и т.п.); по условиям работы — на работающие при низких температурах, жаропрочные, коррозионно-, окалино-, износо-, топливо-, маслостойкие и т.д.; по критериям прочности — на материалы малой и средней прочности с большим запасом пластичности, высокопрочные с умеренным запасом пластичности.
Развитие техники предъявляет новые, более высокие требования к существующим Конструкционным материалам, стимулирует создание новых материалов. С целью уменьшения массы конструкций летательных аппаратов используются, например, многослойные конструкции, сочетающие в себе лёгкость, жёсткость и прочность. Внешнее армирование металлических замкнутых объёмов (шары, баллоны, цилиндры) стеклопластиком позволяет значительно снизить их массу в сравнении с металлическими конструкциями. Для многих областей техники необходимы Конструкционные материалы, сочетающие конструкционную прочность с высокими электрическими, теплозащитными, оптическими и другими свойствами.
Реклама

В составе конструкционных материалов нашли своё применение почти все элементы таблицы Менделеева, а эффективность ставших уже классическими для металлических сплавов методов упрочнения путём сочетания специально подобранного легирования, высококачественной плавки и надлежащей термической обработки снижается, перспективы повышения свойств конструкционных материалов связаны с синтезированием материалов из элементов, имеющих предельные значения свойств.
Классификация свойств конструкционных материалов
1.
Механические свойства
характеризуются способностью материала сопротивляться деформированию и разрушаться под действием внешних воздействующих факторов.
· Прочность
(способность материала сопротивляться разрушению и пластично деформироваться под воздействием внешних сил);
· Твердость
(способность материалов сопротивляться деформированию в поверхностном слое при местном, контактном и силовом воздействии);
· Упругость
(способность материала восстанавливать свою форму и размеры, под действием внешних сил без разрушения);
· Вязкость
(способность материала поглощать механическую энергию и при этом испытывать значительную пластическую деформацию до разрушения);
· Хрупкость
(способность материала разрушаться под действием внешних сил, сразу после упругой деформации).
2.
Физические свойства
характеризуют поверхность материала в тепловых, гравитационных, электромагнитных и радиоактивных полях.
· Свет
(способность материала отражать световые лучи с определенной длиной световой волны);
· Плотность
(масса единицы объема вещества);
· Температура плавления;
· Электропроводность
(способность материала хорошо и без потерь проводить электрический ток);
· Теплопроводность
(способность материала переносить Тепловую энергию от более нагретого участка к менее нагретому);
· Теплоёмктсть
(способность материала поглощать определенное количество теплоты);
· Магнитные
(способность материалахорошо намагничиваться);
· Коэффициент объемного и линейного расширения.
3.
Технологические свойства
характеризуются способностью материала подвергаться различным видам горячей и холодной обработки.
Реклама

· Литейные свойства;
· Ковкость
(важно при обработке давлением);
· Свариваемость
(это показатель того, на сколько материал может показать свариваемые соединения);
· Обработка резанием;
· Прокаливаемость;
· Закаливаемость.
4.
Эксплуатационные свойства,
характеризуют способность материалов обеспечивает надежную и долговечную работу изделий в конкретных условиях и эксплуатации, базируются на механических, физических и химических свойствах.
5.
Химические
свойства
характеризуют способность материала вступать в химическое взаимодействие с другими веществами.
· Растворимость
(способность материала образовывать с одним или несколькими веществами однородные системы, называющихся растворами);
· Жаростойкость
(способность материала противостоять химическому разрушению поверхности под действием воздуха или другой окислительной атмосферой при высоких температурах);
· Коррозионостойкость
(способность металлических материалов противостоять разрушению в результате химического или электрохимического воздействия на их поверхности внешней агрессивной среды (аналогичное свойство для неметаллических материалов- химикостойкость
));
· Окисление
(способность материалов отдавать электроны, то есть окисляться при химическом взаимодействии с окружающей средой или другой материей).
СТАЛЬ
Сталь (польск.stal
, от нем. Stahl
) — деформируемый (ковкий) сплав железа с углеродом (и другими элементами), содержание углерода в котором не превышает 2,14 %, но не меньше 0,02 %. Углерод придаёт сплавам железа прочность и твёрдость, снижая пластичность и вязкость.
В древнерусских письменных источниках сталь именовалась специальными терминами: «Оцел», «Харолуг» и «Уклад».
Сталь — важнейший конструкционный материал для машиностроения, транспорта, строительства и прочих отраслей народного хозяйства.
Стали делятся на конструкционные и инструментальные.
По химическому составу стали делятся на углеродистые и легированные; в том числе по содержанию углерода — на малоуглеродистые, среднеуглеродистые и высокоуглеродистые; легированные стали по содержанию легирующих элементов делятся на низколегированные, среднелегированные и высоколегированные.
Стали, в зависимости от способа их получения, содержат разное количество неметаллических включений. Содержание примесей лежит в основе классификации сталей по качеству: обыкновенного качества, качественные, высококачественные и особо высококачественные.
По структуре сталь различается на аустенитную, ферритную, мартенситную, бейнитную или перлитную. Если в структуре преобладают две и более фаз, то сталь разделяют на двухфазную и многофазную.
Производство стали в кислородных конвертерах
Кислородно-конвертерный процесс представляет собой один из видов передела жидкого чугуна в сталь без затраты топлива путем продувки чугуна в конвертере технически чистым кислородом, подаваемым через фурму, которая вводится в металл сверху. Количество воздуха необходимого для переработки 1 т чугуна, составляет 350 кубометров.
Впервые кислородно-конвертерный процесс в промышленном масштабе был осуществлен в Австрии в 1952 - 1953 гг. на заводах в городах Линце и Донавице (за рубежом этот процесс получил название ЛД по первым буквам городов, в нашей стране - кислородно-конвертерного).
В настоящее время работают конвертеры емкостью от 20 до 450 т, продолжительность плавки в которых составляет 30 - 50 мин.
Кислородный конвертер
(рис. 1) представляет собой сосуд 1
грушевидной формы из стального листа, футерованный внутри основным кирпичом 2.
Рабочее положение конвертера вертикальное. Кислород подается в него под давлением 0,8...1 МПа с помощью водоохлаждаемой фурмы 3,
вводимой в конвертер через горловину 4
и располагаемой над уровнем жидкого металла на расстоянии 0,3...0,8 м.
Конвертеры изготовляют емкостью 100...350 т жидкого чугуна. Общий расход технического кислорода на получение 1 т стали, составляет 50...60 м3
.
Материалами для получения стали в кислородном конвертере служат жидкий передельный чугун и стальной лом. Для наводки шлака в конвертер добавляют железную руду и известь, а для его разжижения — боксит и плавиковый шпат.
Перед началом работы конвертер поворачивают на цапфах 5 вокруг горизонтальной оси и с помощью завалочной машины загружают до 30 %
металлолома, затем заливают жидкий чугун при температуре 1250...1400 °С, возвращают конвертер в исходное вертикальное положение, вводят кислородную фурму, подают кислород и добавляют шлакообразующие материалы.
Изменение металла по ходу плавки показано (на рис. 2). При продувке происходит окисление углерода и других примесей как непосредственно кислородом дутья, так и оксидом железа FeO. Одновременно образуется активный шлак с необходимым содержанием СаО, благодаря чему происходит удаление серы и фосфора с образованием устойчивых соединений P2O5- ЗСаО и CaS в шлаке.
В момент, когда содержание углерода достигает заданного для выплавляемой марки стали, подачу кислорода прекращают, конвертер поворачивают и выливают вначале сталь, а затем — шлак.
Для уменьшения содержания кислорода сталь при выпуске из конвертера раскисляют, т. е. вводят в нее элементы с большим, чем у железа, сродством к. кислороду (Si, Mn, A1). Взаимодействуя с оксидом железа FeO, они образуют нерастворимые оксиды МпО, SiO2, А1203, переходящие в шлак.
Производительность кислородного конвертера емкостью 300 т достигает 400...500 т/ч, в то время как производительность мартеновских и электропечей не превышает 80 т/ч. Благодаря высокой производительности и малой металлоемкости кислородно-конвертерный способ становится основным способом производства стали.
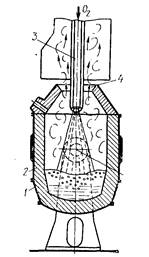
Рис.1 Схема кислородного конвертера
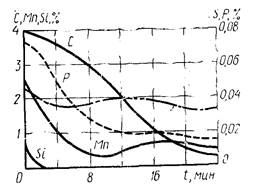
Рис.2 Схема изменения металла по ходу плавки
Процесс занимает главенствующую роль среди существующих способов массового производства стали. Такой успех кислородно-конвертерного способа заключается в возможности переработки чугуна практически любого состава, использованием металлолома от 10 до 30 %, возможность выплавки широкого сортамента сталей, включая легированные, высокой производительностью, малыми затратами на строительство, большой гибкостью и качеством продукции за небольшой промежуток времени.
При конверторном способе производства, благодаря тому, что окисление фосфора и серы идет одновременно имеется возможность остановить процесс на заданном содержании углерода и получить довольно широкую гамму углеродистых сталей при низком содержании серы и фосфора.
Кислородно-конвертерный процесс с верхней продувкой.
Конвертер имеет грушевидную форму с концентрической горловиной. Это обеспечивает лучшие условия для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна и завалки лома и шлакообразующих материалов. Кожух конвертера выполняют сварным из стальных листов толщиной от 20 до 100 мм. В центральной части конвертера крепят цапфы, соединяющиеся с устройством для наклона. Механизм поворота конвертера состоит из системы передач, связывающих цапфы с приводом. Конвертер может поворачиваться вокруг горизонтальной оси на 360о
со скоростью от 0,01 до 2 об/мин. Для большегрузных конвертеров емкостью от 200 т применяют двухсторонний привод, например, четыре двигателя по два на каждую цапфу
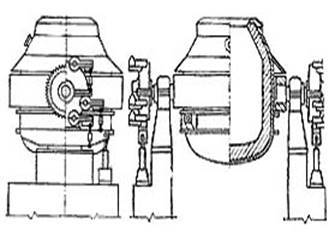
Рис. 3.
Конвертер емкостью 300 т с двухсторонним приводом механизма поворота
В шлемной части конвертера имеется летка для выпуска стали. Выпуск стали через летку исключает возможность попадания шлака в металл. Летка закрывается огнеупорной глиной, замешанной на воде.
Ход процесса.
Процесс производства стали в кислородном конвертере состоит из следующих основных периодов: загрузки металлолома, заливки чугуна, продувки кислородом, загрузки шлакообразующих, слива стали и шлака.
Загрузка конвертера начинается с завалки стального лома. Лом загружают в наклоненный конвертер через горловину при помощи завалочных машин лоткового типа. Затем с помощью заливочных кранов заливают жидкий чугун, конвертер устанавливают в вертикальное положение, вводят фурму и включают подачу кислорода с чистотой не менее 99,5 % О2
. Одновременно с началом продувки загружают первую порцию шлакообразующих и железной руды (40 - 60 % от общего количества). Остальную часть сыпучих материалов подают в конвертер в процессе продувки одной или несколькими порциями, чаще всего 5 - 7 минут после начала продувки.
На процесс рафинирования значительное влияние оказывают положение фурмы (расстояние от конца фурмы до поверхности ванны) и давление подаваемого кислорода. Обычно высота фурмы поддерживается в пределах 1,0 - 3,0 м, давление кислорода 0,9 - 1,4 МПа. Правильно организованный режим продувки обеспечивает хорошую циркуляцию металла и его перемешивание со шлаком. Последнее, в свою очередь, способствует повышению скорости окисления содержащихся в чугуне C, Si, Mn, P.
Важным в технологии кислородно-конвертерного процесса является шлакообразование. Шлакообразование в значительной мере определяет ход удаления фосфора, серы и других примесей, влияет на качество выплавляемой стали, выход годного и качество футеровки. Основная цель этой стадии плавки заключается в быстром формировании шлака с необходимыми свойствами (основностью, жидкоподвижностью и т. д.). Сложность выполнения этой задачи связана с высокой скоростью процесса (длительность продувки 14 - 24 минуты). Формирование шлака необходимой основности и заданными свойствами зависит от скорости растворения извести в шлаке. На скорость растворения извести в шлаке влияют такие факторы, как состав шлака, его окисленность, условия смачивания шлаком поверхности извести, перемешивание ванны, температурный режим, состав чугуна и т. д. Раннему формированию основного шлака способствует наличие первичной реакционной зоны (поверхность соприкосновения струи кислорода с металлом) с температурой до 2500о
. В этой зоне известь подвергается одновременному воздействию высокой температуры и шлака с повышенным содержанием оксидов железа. Количество вводимой на плавку извести определяется расчетом и зависит от состава чугуна и содержания SiO2
руде, боксите, извести и др. Общий расход извести составляет 5 - 8 % от массы плавки, расход боксита 0,5 - 2,0 %, плавикового штампа 0,15 - 1,0 %. Основность конечного шлака должна быть не менее 2,5.
Окисление всех примесей чугуна начинается с самого начала продувки. При этом наиболее интенсивно в начале продувки окисляется кремний и марганец. Это объясняется высоким сродством этих элементов к кислороду при сравнительно низких температурах (1450 - 1500о
С и менее).
Окисление углерода в кислородно-конвертерном процессе имеет важное значение, т. к. влияет на температурный режим плавки, процесс шлакообразования и рафинирования металла от фосфора, серы, газов и неметаллических включений.
Характерной особенностью кислородно-конвертерного производства является неравномерность окисления углерода как по объему ванны, так и в течение продувки.
С первых минут продувки одновременно с окислением углерода начинается процесс дефосфорации - удаление фосфора. Наиболее интенсивное удаление фосфора идет в первой половине продувки при сравнительно низкой температуры металла, высоком содержании в шлаке (FeO); основность шлака и его количество быстро увеличивается. Кислородно-конвертерный процесс позволяет получить < 0,02 % Р в готовой стали.
Условия для удаления серы при кислородно-конвертерном процессе нельзя считать таким же благоприятным, как для удаления фосфора. Причина заключается в том, что шлак содержит значительное количество (FeO) и высокая основность шлака (> 2,5) достигается лишь во второй половине продувки. Степень десульфурации при кислородно-конвертерном процессе находится в пределах 30 - 50 % и содержание серы в готовой стали составляет 0,02 - 0,04 %.
По достижении заданного содержания углерода дутые отключают, фурму поднимают, конвертер наклоняют и металл через летку (для уменьшения перемешивания металла и шлака) выливают в ковш.
Полученный металл содержит повышенное содержание кислорода, поэтому заключительной операцией плавки является раскисление металла, которое проводят в сталеразливном ковше. Для этой цели одновременно со сливом стали по специальному поворотному желобу в ковш попадают раскислители и легирующие добавки.
Шлак из конвертера сливают через горловину в шлаковый ковш, установленный на шлаковозе под конвертером.
Течение кислородно-конвертерного процесса обусловливается температурным режимом и регулируется изменением количества дутья и введением в конвертер охладителей - металлолома, железной руды, известняка. Температура металла при выпуске из конвертера около 1600о
С.
Во время продувки чугуна в конвертере образуется значительное количество отходящих газов. Для использования тепла отходящих газов и отчистки их от пыли за каждым конвертером оборудованы котел-утилизатор и установка для очистки газов.
Управление конвертерным процессом осуществляется с помощью современных мощных компьютеров, в которые вводится информации об исходных материалах (состав и количество чугуна, лома, извести), а также о показателях процесса (количество и состав кислорода, отходящих газов, температура и т. п.).
Кислородно-конвертерный процесс с донной продувкой.
В середине 60-х годов опытами по вдуванию струи кислорода, окруженной слоем углеводородов, была показана возможность через днище без разрушения огнеупоров. В настоящее время в мире работают несколько десятков конвертеров с донной продувкой садкой до 250 т. Каждая десятая тонна конвертерной стали, выплавленной в мире, приходится на этот процесс.
Основное отличие конвертеров с донной продувкой от конвертеров с верхним дутьем заключается в том, что они имеют меньший удельный объем, т. е. объем приходящийся на тонну продуваемого чугуна. В днище устанавливают от 7 до 21 фурм в зависимости от емкости конвертера. Размещение фурм в днище может быть различным. Обычно их располагают в одной половине днища так, чтобы при наклоне конвертера они были выше уровня жидкого металла. Перед установкой конвертера в вертикальное положение через фурмы пускается дутье.
В условиях донной продувки улучшаются условия перемешивания ванны, увеличивается поверхность металл-зарождения и выделения пузырьков СО. Таким образом, скорость обезуглероживания при донной продувке выше по сравнению с верхней. Получение металла с содержанием углерода менее 0,05 % не представляет затруднений.
Условия удаления серы при донной продувке более благоприятны, чем при верхней. Это также связанно с меньшей окисленностью шлака и увеличением поверхности контакта газ - металл. Последнее обстоятельство способствует удалению части серы в газовую фазу в виде SO2
.
Преимущества процесса с донной продувкой состоят в повышении выхода годного металла на 1 - 2 %, сокращении длительности продувки, ускорении плавления лома, меньшей высоте здания цеха и т. д. Это представляет определенный интерес, прежде всего, для возможной замены мартеновских печей без коренной реконструкции зданий мартеновских цехов.
Конвертерный процесс с комбинированной продувкой.
Тщательный анализ преимуществ и недостатков способов выплавки стали в конвертерах с верхней и нижней продувкой привел к созданию процесса, в котором металл продувается сверху кислородом и снизу - кислородом в защитной рубашке или аргоном (азотом). Использование конвертера с комбинированной продувкой по сравнению с продувкой только сверху позволяет повысить выход металла, увеличить долю лома, снизить расход ферросплавов, уменьшить расход кислорода, повысить качество стали за счет снижения содержания газов при продувке инертным газом в конце операции.
Стеклокристаллические материалы (ситаллы)
СИТАЛЛЫ (стеклокристаллические материалы), неорганические материалы, получаемые направленной кристаллизацией различных стекол при их термической обработке. Состоят из одной или нескольких кристаллических фаз. В ситаллах мелкодисперсные кристаллы (до 2000 нм) равномерно распределены в стекловидной матрице. Количество кристаллических фаз в ситаллах может составлять 20-95% (по объему). Изменяя состав стекла, тип инициатора кристаллизации (катализатора) и режим термической обработки, получают ситаллы с различными кристаллическими фазами и заданными свойствами (таблица 1). Впервые ситаллы были изготовлены в 50-х гг. XX века Материалы, подобные ситаллам за рубежом называют пирокера-мом, девитрокерамом, стеклокерамом.
Ситаллы обладают высокой прочностью, твердостью, износостойкостью, малым термическим расширением, химической и термической устойчивостью, газо- и влагонепроницаемостью. По своему назначению могут быть разделены на технические и строительные. Технические ситаллы получают на основе систем: Li2
O--Al2
O3
-SiO2
, MO-Al2
O3
-SiO2
, Li2
O-MO-Al2
O3
--SiO2
, где M-Mg, Ca, Zn, Ba, Sr и др.; MgO-Al2
O3
--SiO2
-K2
O-F; MO-B2
O3
-Al2
O3
(где M-Ca, Sr, Pb, Zn); PbO-ZnO-B2
O3
-Al2
O3
-SiO2
и др. По основному свойству и назначению подразделяются на высокопрочные, радиопрозрачные химически стойкие, прозрачные термостойкие, износостойкие и химически стойкие, фотоситаллы, слюдоситаллы, биоситаллы, ситаллоцементы, ситаллоэмали, ситаллы со специфическими электрическими свойствами.
Высокопрочные
ситаллы получают главным образом на основе стекол систем MgO-Al2
O3
-SiO2
(кордиеритовые составы) и Na2
O-Al2
O3
-SiO2
(нефелиновые составы). Для первых инициатором кристаллизации служит TiО2
; sизг
для них 240-350 МПа. Ситаллы нефелиновых составов после упрочнения ионообменной обработкой в расплавленных солях К имеют sизг
1370 МПа. Области применения высокопрочных ситаллов -ракето- и авиастроение (обтекатели антенн), радиоэлектроника.
Оптически прозрачные термостойкие и радиопрозрачные химически стойкие
ситаллы получают на основе стекол системы Li2
О - А12
О3
- SiO2
(сподумено-эвкриптитовые составы); инициатор кристаллизации -ТiO2
. В оптически прозрачных ситаллах размер кристаллов не превышает длины полуволны видимого света. Ситаллы, содержащие в качестве основных кристаллических фаз эвкриптит (Li2
O·Al2
O3
·2SiO2
) или сподумен (Li2
О · Аl2
О4
·4SiO2
), имеют, кроме того, температурные коэффициент. расширения, близкие к нулю, и иногда даже отрицательные- до -5·10-6
К-1
. Области применения -космическая и лазерная техника, астрооптика. Введение в состав таких ситаллов активаторов люминесценции и специальных добавок позволяет применять их в солнечных батареях.
Износостойкие
и химически стойкие
ситаллы получают на основе стекол CaO-MgO-SiO2
(пироксеновые составы); инициаторы кристаллизации- фторид или оксид хрома. Отличаются высокой износостойкостью (истираемость 0,001 г/см2
) и стойкостью в различных химических средах. Применяются в текстильной, химической, автомобильной промышленности, буровой и горнодобывающей технике.
Фотоситаллы
обычно получают на основе стекол системы Li2
O-Al2
O3
-SiO2
со светочувствительными добавками (соединения Аи, Ag, Сu), которые под действием УФ облучения и дальнейшей тепловой обработки стекла способствуют его избирательной кристаллизации. Находят применение в микроэлектронике, ракетной и космической технике, оптике, полиграфии как светочувствительные материалы (например для изготовления оптических печатных плат, в качестве светофильтров).
Слюдоситаллы
получают на основе стекол системы MgO-Al2
O3
-SiO2
-K2
O-F (фторфлогопитовые, фтор-рихтеритовые, фторамфиболовые составы). Сочетают высокие механияеские и электрические. свойства с хорошей механической. обрабатываемостью- их можно резать, сверлить, фрезеровать, шлифовать. Применяются в машиностроении для изготовления деталей, подвергающихся трению и износу, а также в качестве материала для деталей сложной конфигурации.
Дифситаллы
получают обычно на основе стекол системы СаО - MgO - SiO2
- Р2
О5
(апатито- волластонитовые составы). Высокая механическая прочность, биологическая совместимость с тканями организма позволяют использовать их в медицине для зубных и костных протезов.
Ситаллоцементы
, получаемые на основе стекол системы PbO- ZnO- В2
О3
- SiO2
, имеют очень низкий коэффициент теплового расширения (4-10) · 10-6
К-1
; применяются для спаивания стеклодеталей цветных кинескопов и электроннолучевых трубок, герметизации полупроводниковых приборов, в производстве жидкокристаллических индикаторов, в микроэлектронике. Перспективно также использование таких ситаллов в качестве стеклокристаллических покрытий (стеклоэмалей), наносимых на поверхность различных металлов (W, Mo, Nb, Та, их сплавов, различных видов стали) с целью защиты их от коррозии, окисления и износа при обычных и повышенных температурах. Отличаются повышенной термо- и жаростойкостью, устойчивостью к истиранию, высокой механической и электрической прочностью. Применяются в качестве покрытий для деталей дизелей, газотурбинных установок, атомных реакторов, авиационных приборов, электронагревательных элементов.
Ситаллы со специальными электрическими свойствами
получают на основе стекол систем ВаО-Аl2
О3
-SiO2
-ТiO2
и Nb2
O5
-CoO-Na2
O--SiO2
. Характеризуются высокой диэлектрической проницаемостью (e 240-1370) и низким коэффициентом диэлектрических потерь (1,5-3,2). Используются для изготовления низкочастотных конденсаторов большой емкости, пьезоэлементов и др. Разработаны полупроводниковые, ферромагнитные, ферро-электрические, сегнетоэлектрические С. с различным сочетанием электрических свойств. Ситаллы на основе стекол системы MgO-Al2
O3
-SiO2
имеют очень низкий tg d (3 · 10-4
при 25 °С и 104
МГц), ситаллы на основе метаниобата Рb- высокую диэлектрическую проницаемость (e 1000-2000). На основе стекол B2
O3
-BaO-Fe2
O3
получены С. с одно- и многодоменной структурой с размером доменов ~ 500 им.
К группе строительных ситаллов относят шлако-, золо-, петроситаллы,
получаемые с использованием шлаков черной и цветной металлургии, зол, горных пород. В зависимости от химического состава используемых отходов, определяющих вид доминирующей кристаллической фазы, подразделяются на волластонитовые, пироксеновые (инициаторы кристаллизации-оксиды Cr, Ti, Fe, фториды), мелилитовые (система CaO-MgO-2Al2
O3
-SiO2
, инициатор кристаллизации--оксид Сr), пироксен-авгитовые и геденбергитовые (система СаО - MgO - Fe2
О3
- Аl2
р3
- SiO2
), форстеритовые (система CaO-MgO-SiO2
) и эгириновые (Na2
O--Fe2
O3
-SiO2
) С. Они имеют высокие прочностные характеристики (sизг
100-180 МПа), высокую микротвердость (8500-9000 МПа), относительно низкую истираемость (0,05 г/см2
), высокую стойкость к хим. и термин, воздействиям. Применяются в строительстве, горнодобывающей, химической и др. отраслях промышленности.
Получают ситаллы и изделия из них главным образом с использованием стекольной и керамической технологии, иногда по химическому способу. Наиболее распространена так называемая стекольная технология, включающая варку стекла из шихты. формование изделий (прессование, прокатка, центробежное литье) и термическую обработку. Последняя стадия обеспечивает кристаллизацию стекла вследствие введения в стекольную массу специальных инициаторов- каталитических добавок - оксидов Ti, Сг, Ni, Fe, фторидов, сульфидов, металлов платиновой группы, а также вследствие склонности стекол к ликвации, способствующей образованию поверхности раздела фаз и приближающей химический состав микрообластей к составу будущих кристаллов. Термическую обработку осуществляют обычно по двухступенчатому режиму; температура первой ступени лежит в области температуры размягчения стекла и соответствует максимальной скорости зарождения центров кристаллизации, при т-ре второй ступени происходит выделение кристаллов ведущей фазы, определяющей основные свойства ситаллов.
По керамической (порошковой) технологии получения ситаллы из расплава стекла вначале получают гранулят, который измельчают и сушат, после чего в него добавляют термопластическую связку и из образовавшейся массы прессованием или шликерным литьем формуют изделия. Затем их спекают при высокой температуре с одновременной кристаллизацией. По сравнению с керамикой аналогичного состава спеченные ситаллы характеризуются более низкими температурами обжига и расширенным интервалом спекания. Порошковая технология позволяет получать из ситаллов термически стойкие изделия сложной конфигурации и малых размеров.
По химическому способу ситаллы получают главным образом по золь-гель технологии, в основе которой лежит низкотемпературный синтез (посредством реакций гидролиза и конденсации) металлоорганические соединения элементов, составляющих стекло, при температуре ниже температуры плавления стекольной шихты. Этот метод позволяет получать ситаллы на основе составов, не склонных к стеклообразованию, обеспечивает получение стекол высокой чистоты и однородности, что резко улучшает свойства ситаллов, синтезируемых на их основе.
ЧУГУН
Чугуны
— это железоуглеродистые сплавы, содержащие более 2 % углерода и затвердевающие с образованием эвтектики. В отличие от стали чугуны обладают низкой пластичностью. Однако, благодаря высоким литейным свойствам, достаточной прочности и относительной дешевизне, чугуны нашли широкое применение в машиностроении.
Чугуны выплавляют в доменных печах, вагранках и электропечах. Выплавляемые в доменных печах чугуны бывают передельными, специальными (ферросплавы) и литейными. Передельные и специальные чугуны используются для последующей выплавки стали и чугуна. В вагранках и электропечах переплавляют литейные чугуны. Около 20 % всех выплавляемых чугунов используют для изготовления отливок.
КЛАССИФИКАЦИЯ ЧУГУНОВ
Литейные и механические свойства чугуна зависят от того, насколько близок его состав к эвтектическому. Для оценки этого применяют два показателя:
Степень эвтектичности S
Э
— отношение концентрации углерода С в чугуне к его концентрации в эвтектике с учетом влияния кремния и фосфора:

где 4,26 — концентрация углерода в эвтектике системы «железо—графит» (см. рис. 7.1.), Si и P — содержание этих элементов в чугуне, %.
Углеродный эквивалент
определяется как:
Сэк
= С + 0,3(Si + P)
Чугуны подразделяются на: доэвтектические
(S
э
< 1, Cэв
< 4,2–4,3), эвтектические
(S
э  1, Сэк
4,2–4,3) и заэвтектические
(S
э
> 1, Cэв
> 4,2–4,3).
1, Сэк
4,2–4,3) и заэвтектические
(S
э
> 1, Cэв
> 4,2–4,3).
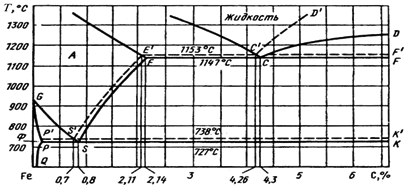
Чугуны при кристаллизации и дальнейшем охлаждении могут вести себя по-разному (рис. 1): либо в соответствии с метастабильной диаграммой состояний Fe—Fe3
C (белые чугуны, в которых углерод присутствует в виде Fe3
C), либо в соответствии со стабильной диаграммой Fe—C (серые чугуны, в которых углерод присутствует в виде графита).
На представленных диаграммах (рис.1) кроме общих линий АС, АЕ, GS остальные линии не совпадают. В системе Fe—C графитная эвтектика (аустенит—графит) содержит 4,26 % С и образуется при 1 153 ° С. По линии E'
S'
в интервале температур 1 153–738 ° С выделяется вторичный графит. Эвтектоидное превращение протекает при 738 ° С с образованием эвтектоида (феррит + графит). Пользование диаграммами Fe—C и Fe—Fe3
C принципиально не отличается друг от друга.
Вероятность образования цементита из жидкой фазы значительно выше, чем графита. Любой процесс определяется термодинамическими и кинетическими условиями протекания. Движущей силой процесса графитизации является стремление системы уменьшить запас свободной энергии. Цементит термодинамически менее устойчивая фаза, чем графит. Однако разница между температурами образования цементита и графита невелика, и при сравнительно небольшом переохлаждении будет происходить кристаллизация цементита, а не графита.
Графит образуется только при малых скоростях охлаждения в узком интервале температур, когда мала степень переохлаждения жидкой фазы. При ускоренном охлаждении и при переохлаждении жидкого чугуна ниже 1 147 ° С происходит образование цементита.
Графитизация чугунов
Графитизацией
называется процесс выделения графита при кристаллизации или охлаждении чугунов. Графит может образовываться как из жидкой фазы при кристаллизации, так и из твердой фазы. В соответствии с диаграммой Fe—C ниже линии C'
D'
образуется первичный графит, по линии E'
C'
F'
— эвтектический графит, по линии Е'
S'
— вторичный графит и по линии P'
S'
К'
— эвтектоидный графит.
Графитизация чугуна и ее полнота зависит от скорости охлаждения, химического состава и наличия центров графитизации.
Влияние скорости охлаждения обусловлено тем, что графитизация чугуна протекает очень медленно и включает несколько стадий:
· бразование центров графитизации в жидкой фазе или аустените;
· диффузия атомов углерода к центрам графитизации;
· рост выделения графита.
При графитизации цементита добавляются стадии предварительного распада Fe3
C и растворение углерода в аустените. Чем медленнее охлаждение чугуна, тем большее развитие получает процесс графитизации.
В зависимости от степени графитизации различают чугуны белые
, серые
и половинчатые
.
Белые чугуны
—
получаются при ускоренном охлаждении и при переохлаждении жидкого чугуна ниже 1 147 °С, когда в силу структурных и кинетических особенностей будет образовываться метастабильная фаза Fe3
C, а не графит. Белые чугуны, содержащие связанный углерод в виде Fe3
C, отличаются высокой твердостью, хрупкостью и очень трудно обрабатываются резанием. Поэтому они как конструкционный материал не применяются, а используются для получения ковкого чугуна путем графитизирующего отжига.
Серые чугуны
— образуются только при малых скоростях охлаждения в узком интервале температур, когда мала степень переохлаждения жидкой фазы. В этих условиях весь углерод или его большая часть графитизируется в виде пластинчатого графита, а содержание углерода в виде цементита составляет не более 0,8 %. У серых чугунов хорошие технологические и прочностные свойства, что определяет широкое применение их как конструкционного материала.
Половинчатые чугуны
—
занимают промежуточное положение между белыми и серыми чугунами, и в них основное количество углерода (более 0,8 %) находится в виде Fe3
C. Чугун имеет структуру перлита, ледебурита и пластинчатого графита.
Промышленные чугуны содержат 2,0–4,5 % С, 1,0–3,5 % Si, 0,5–1,0 % Mn, до 03 % Р и до 0,2 % S. Наиболее сильное положительное влияние на графитизацию оказывает кремний. Меняя содержание кремния, можно получать чугуны с различной структурой и свойствами. Структурная диаграмма
(рис. 2) приближенно указывает границы структурных областей в зависимости от содержания кремния и углерода при содержании 0,5 % Mn и заданной скорости охлаждения (при толщине стенки отливки 50 мм).
Марганец препятствует графитизации, увеличивая склонность чугуна к отбеливанию. Сера является вредной примесью. Ее отбеливающее влияние в 5–6 раз выше, чем марганца. Кроме того, сера снижает жидкотекучесть, способствует образованию газовых пузырей, увеличивает усадку и склонность к образованию трещин. Фосфор не влияет на графитизацию и является полезной примесью, увеличивая жидкотекучесть серого чугуна за счет образования легкоплавкой (950–980) ° С фосфидной эвтектики.
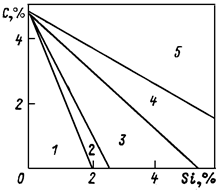
Рис. 2.
Структурная диаграмма: 1 — белые чугуны; 2 — половинчатые чугуны; 3, 4, 5 — серые чугуны на перлитной, феррито-перлитной и ферритной основе соответственно
Таким образом, регулируя химический состав и скорость охлаждения можно получать в отливках нужную структуру чугуна.
Классификация серых чугунов
Серый чугун можно рассматривать как структуру, которая состоит из металлической основы с графитными включениями. Свойства чугуна зависят от свойств металлической основы и характера графитных включений.
Металлическая основа может быть: перлитной
, когда 0,8 % С находится в виде цементита, а остальной углерод в виде графита; феррито-перлитной,
когда количество углерода в виде цементита менее 0,8 % С; ферритной
, когда углерод находится практически в виде графита.
В зависимости от формы графитных включений серые чугуны классифицируются на:
· чугун с пластинчатым графитом;
· чугун с хлопьевидным графитом (ковкий чугун);
· чугун с шаровидным графитом (высокопрочный чугун);
· чугун с вермикулярным графитом.
На рис.3 дана обобщенная классификация чугунов по строению металлической основы и форме графита.
Микроструктура чугунов приведена на рис. 7.4.
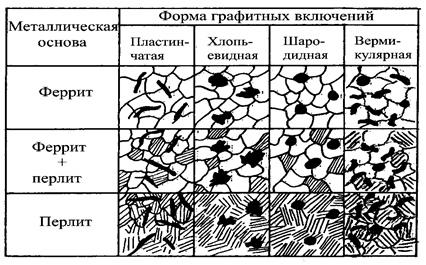
Рис. 3.
Классификация чугунов по структуре металлической основы и в форме графитовых включений
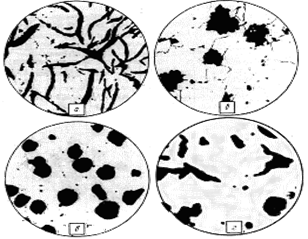
Рис. 4.
Различные формы графита в чугуне: а) пластинчатый графит; б) хлопьевидный графит; в) шаровидный графит; г) вермикулярный графит. × 200
По сравнению с металлической основой графит имеет низкую прочность. Поэтому графитовые включения можно считать нарушениями сплошности (пустотами) в металлической основе, и чугун можно рассматривать, как сталь, пронизанную включениями графита, ослабляющими его металлическую основу. Вместе с тем наличие графита определяет и ряд преимуществ чугуна: хорошая жидкотекучесть и малая усадка; хорошая обрабатываемость резанием (графит делает стружку ломкой); высокие демпфирующие свойства; антифрикционные свойства и др.
В отдельную группу при классификации выделены чугуны со специальными свойствами. Как правило, эти чугуны легированные и делятся по назначению на следующие виды: антифрикционные, износостойкие, жаростойкие, коррозионностойкие, жаропрочные.
Маркировка чугунов
По принятой в СССР маркировке обозначения марок доменных чугунов содержат буквы и цифры. Буквы указывают основное назначение чугуна: П - передельный для кислородно-конверторного и мартеновского производства и Л - литейный для чугунолитейного производства. Литейный коксовый чугун обозначают ЛК, в отличие от чугуна, выплавленного на древесном угле (ЛД). С увеличением числа в обозначении марки уменьшается содержание кремния (например, в чугуне ЛК5 содержится меньше кремния, чем в чугуне ЛК4). Каждая марка чугуна в зависимости от содержания Mn, Р, S подразделяется соответственно на группы, классы и категории.
Марки чугуна литейного производства, как правило, обозначаются буквами, показывающими основной характер или назначение чугуна: СЧ - серый Ч., ВЧ - высокопрочный, КЧ - ковкий; для антифрикционного чугуна в начале марки указывается буква А (АСЧ, АВЧ, АКЧ). Цифры в обозначении марок нелегированного чугуна указывают его механические свойства. Для серых чугунов приводят регламентированные показатели пределов прочности при растяжении и изгибе (в кгс/мм
2
), например СЧ21-40,СЧ 15, CЧ 20, СЧ 35.
Для высокопрочного и ковкого чугуна цифры определяют предел прочности при растяжении (в кгс/мм
2
) и относительное удлинение (в %), например ВЧ60-2. Обозначение марок легированных чугунов состоит из букв, указывающих, какие легирующие элементы входят в состав чугуна , и стоящих непосредственно за каждой буквой цифр, характеризующих среднее содержание данного легирующего элемента; при содержании легирующего элемента менее 1,0% цифры за соответствующей буквой не ставятся. Условное обозначение химических элементов такое же, как и при обозначении сталей. Пример обозначения легированных чугунов: ЧН19ХЗ – чугун, содержащий ~19% Ni и ~3% Cr. Если в легированном чугуне регламентируется шаровидная форма графита, в конце марки добавляется буква Ш (ЧН19ХЗШ).
Библиографический список
1. Соколов Р. С. «Химическая технология», 2003 г.;
2. Макмиллан П.У. «Стеклокерамика», 1967 г.;
3. Павлушкин Н.М. «Основы технологии ситаллов», 1970 г.;
4. Гиршович Н.Г. «Чугунное литьё», 1949 г.;
5. Дриц М.Е., Москалев М.А. «Технология конструкционных материалов и материаловедение», 1990 г.;
6. Для подготовки данной работы были использованы материалы с сайтов:
http://www.orbeta.ru/stati/chugunyi.html
http://ru.wikipedia.org
http://www.krugosvet.ru
|
