Содержание
Введение
1. Проблемы разработчика АСУ ТП
2. Краткое описание технологической схемы
3. Аппаратные средства
4. Программное обеспечение
5. Надежность и безопасность
Заключение
Введение
Высокая степень автоматизации дистанционного управления оборудованием, расположенным во взрывоопасной зоне, достигается за счет использования современных технических и программных средств, а требуемая высокая надежность обеспечивается не только за счет искробезопасных цепей и взрывозащищенных элементов автоматики, но и за счет использования "холодного" резервирования основных элементов системы управления и контроля, а также сочетания дистанционного и местного режимов управления оборудованием.
В статье рассматриваются вопросы построения искробезопасных цепей и способы управления оборудованием, расположенным во взрывоопасной зоне и предназначенным для применения в производстве промышленных взрывчатых веществ, медицине, химическом производстве и в других отраслях, где есть необходимость перемешивания многокомпонентных составов с весом более 2 тонн при жестком контроле технологических параметров.
Дистанционное управление технологическим оборудованием, расположенным во взрывоопасной зоне, является актуальной задачей инженера-разработчика АСУ ТП, применяемых в химической, нефтегазодобывающей, угольной и других отраслях.
Основные проблемы, которые решает разработчик при внедрении АСУ ТП, известны:
¾ максимально возможная степень автоматизации дистанционного (без участия человека) управления технологическим оборудованием;
¾ высокая надежность каналов сбора и передачи информации;
¾ своевременная реакция системы управления на предаварийные и аварийные ситуации;
¾ строгое соответствие алгоритмов управления оборудованием логике технологического процесса;
¾ максимально возможная визуализация состояния оборудования и контролируемых технологических параметров в темпе протекания процессов;
¾ надежность технических средств управления и контроля, простота их технического обслуживания и замены. Инженеры 70-80-х годов помнят, как создавались такие системы на базе отечественных контроллеров типа "Ломиконт", "Ремиконт", "Электроника" и др. и как проблематично было найти "золотую середину" между техническими возможностями используемых средств и хотя бы удовлетворительным выполнением перечисленных требований.
Реклама

Из-за ограниченной номенклатуры специальных средств измерения, контроля и отображения параметров, применяемых при построении искробезопасных каналов, низкой степени интеграции используемой элементной базы и необходимости аппаратного резервирования для обеспечения требуемой отказоустойчивости создавались хоть и надежные, но достаточно громоздкие в конструктивном исполнении системы управления.
В частности, система управления и контроля с небольшими по современным меркам возможностями (10 аналоговых входных сигналов, 50 дискретных входных сигналов, 5 аналоговых выходных и 20-30 дискретных выходных сигналов) размещалась в 5-7 шкафных конструктивах стандартных размеров 600x800x2000 мм. Искробезопасные цепи проектировались на одноканальных преобразователях, а регистрация параметров (температуры, давления, глубины вакуума) осуществлялась на диаграммных приборах (КСУ, КСМ, КСП и др.), которые, в лучшем случае, устанавливались по четыре штуки на передней панели шкафа указанных размеров, то есть для отображения 10 различных аналоговых сигналов требовалось, как правило, три шкафа с контрольно-измерительными приборами (КИП).
Для визуализации технологических процессов конструировались различные мнемосхемы с использованием цветных светосигнальных элементов (лампочек на 12, 24 и реже 220 В). Такие мнемосхемы размешались в пультовых, занимали достаточно много места и имели невысокую информативность, так как на них трудно было отобразить динамику процесса. Позже программисты стали использовать для таких целей экраны алфавитно-цифровых дисплеев в режимах псевдографики, позволяющих отображать технологический процесс в виде элементарных "стрелочек" и "квадратиков".
Некоторые разработчики для улучшения визуализации процессов создавали собственные графические системы на базе бытовых цветных телевизоров, но и это не спасало положения! Достаточно медленный вывод изображения на экран ухудшал остальные характеристики системы (увеличивал, например, время реакции на аварийные события).
Существовавшие в то время зачатки операционных систем реального времени позволяли создавать многозадачные системы с использованием системы прерываний. Для удовлетворительной работы многозадачной системы использовались диспетчеры задач собственной разработки, но такая разработка была по силам только опытным программистам-практикам и требовала достаточно много времени.
Реклама

Экскурс в проблемы разработки и внедрения АСУ ТТЛ 70-80-х годов для взрывоопасных производств проведён авторами сознательно: с одной стороны, чтобы воздать должное программистам 80-х годов, создававшим работоспособные системы управления и находившим уникальные программно-технические решения, а с другой стороны, чтобы показать, как использование современных программно-технических средств и технологий автоматизации упростило и ускорило создание подобных систем, какие принципиально новые возможности предоставлены современным разработчикам.
Анализ технических характеристик современных средств автоматизации склонил авторов разработки в пользу применения в качестве основных элементов системы изделий фирмы Advantech. На выбор повлияли их высокая техническая надежность, многофункциональность и простота обслуживания, позволяющие в сжатые сроки создавать качественные системы, ориентированные как на российского, так и зарубежного заказчика.
Далее описывается вариант системы управления для установки получения промышленных взрывчатых веществ, спроектированной и внедренной в экспортном варианте всего за четыре месяца.
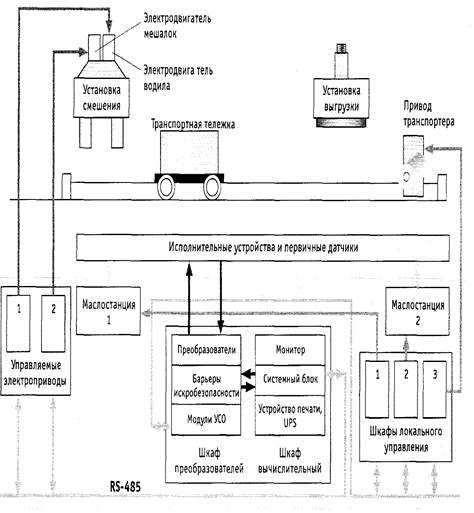
Рисунок 1.1 - Технологическая схема и структура управления
Технологическая схема автоматизируемого процесса достаточно проста и представлена на рисунке 1.1.
Технология состоит в том, чтобы в чаше заданной емкости провести перемешивание многокомпонентного порошкообразного состава известной рецептуры и выгрузить полученный продукт в подготовленный бункер-накопитель (на схеме не показан), расположенный в том же производственном помещении.
Для перемешивания состава используется устройство, внешне напоминающее миксер (рисунок 1.2) с вращающимися элементами (лопастями). Благодаря специальному редуктору вращение лопастей происходит по сложному закону: они вращаются вокруг собственной оси и дополнительно вокруг оси главной конструкции (планетарное перемешивание).
Для приведения в движение такой установки используются два двигателя переменного тока с короткозамкнутым ротором мощностью 15 и 35 кВт, обеспечивающих постоянную нагрузку на валу (безударный старт-стопный режим). Один двигатель вращает лопасти мешалки, а другой обеспечивает их планетарное движение.

Рисунок 1.2 - Установка смешения
Чаша поднимается к смесителю гидроцилиндром и фиксируется специальными зажимами. Для обеспечения более тщательного перемешивания в чаше формируется вакуум. После перемешивания чаша опускается на транспортную тележку и перевозится к месту проведения операции (на позицию) вытеснения. Вытеснение производится поршнем, установленным на специальной раме, к которой пристыковывается чаша с готовым продуктом. Дополнительно предусмотрено и вспомогательное оборудование, позволяющее подавать, например, горячую и холодную воду в рубашку чаши, готовить воздух для исполнительных пневмомеханизмов, нагнетать масло в гидросистемы (маслостанции 1,2), устанавливать или снимать крышку, закрывающую чашу, поднимать или опускать чашу, вытеснять готовую массу (смесь) в приемный контейнер, фиксировать тележку с чашей на позициях и т.д.
Технологическое оборудование размещено во взрывоопасной зоне 1 по классификациям МЭК, или в зоне класса В-1а по российской классификации, что предъявляет особые требования к аппаратным средствам и элементам автоматики. Эти требования, усугубленные условиями эксплуатации (температура до +50°С, влажность до 90%), предопределили выбор аппаратных средств, включая компьютер, в индустриальном исполнении для жёстких условий эксплуатации.

Рисунок 1.3 - Структурная схема вычислительного комплекса
Вычислительный комплекс системы реализован на 1ВМ РС совместимом промышленном компьютере фирмы Advantech. В 14-слотовом шасси IРС-610 размещены основные элементы системного блока и устройств связи с объектом (УСО). На рисунке 1.3 приведена структурная схема вычислительного комплекса.
Центральное место в аппаратуре комплекса занимает процессорная плата РСА-61451 с интерфейсами VGA и твердотельного диска.
Принцип работы комплекса построен на опросе датчиков состояния и положения технологического оборудования, температур, давлений, глубины вакуума, контроля за состоянием электроприводов, а также на выполнении команд, поступающих от виртуального пульта оператора и кнопок локального управления, и на формировании соответствующих управляющих сигналов.
Сигналы от датчиков состояния и положения через модуль гальванической развязки поступают на модули дискретного ввода. Аналоговые сигналы через измерительные преобразователи поступают на АЦП.
В зависимости от состояния опрошенных параметров и команд оператора в текущий момент времени системным блоком формируются управляющие сигналы для исполнительных механизмов, в соответствии с заданным алгоритмом. Выходные дискретные сигналы переключают твердотельные реле, передавая тем самым управляющие воздействия на исполнительные механизмы. В качестве элементов гальванической развязки и твердотельных реле использованы модули фирмы.
ЦАП формирует установки скорости электроприводов. Управление электроприводами и съем информации об их состоянии (реальная скорость вращения и нагрузка, готовность к работе и возможные сбои) осуществляются по интерфейсу Я8-485.
Выбор режима работы и задание команд управления проводятся при помощи клавиатуры и манипулятора. Текущие, аварийные и архивные значения контролируемых параметров могут быть задокументированы печатающим устройством. Устройство оповещения на базе звуковой карты и акустических колонок предназначено для выдачи предупредительных звуковых сигналов обслуживающему персоналу при возникновении предаварийных ситуаций.
Бесперебойное питание вычислительного комплекса обеспечивает источник фирмы АРС серии Smart-UРSмощностью 700 ВА. Оборудование комплекса размещено в шкафу вычислительном, общий вид которого показан на рисунке 1.4.
Помимо промышленного компьютера в состав системы управления входят измерительные, коммутационные, вспомогательные устройства, датчики и преобразователи.
Основные элементы этого оборудования перечислены в таблице 1.1.
Искробезопасные цепи для измерения температуры смеси и воды в рубашке чаши построены с использованием взрывозашищенных термопреобразователей с унифицированным выходным сигналом ТСМУ-Ех-3224 0-100°С.
Для измерения остаточного давления в чаше применен взрывобезопасный датчик "Сапфир", а для визуализации значений остаточного вакуума и давления сжатого воздуха используются взрывозащищённые манометр и вакуумметр.
Таблица 1.1 - Элементы оборудования системы
| Наименование |
Количество |
Назначение |
| 1 |
2 |
3 |
| Термопреобразователи ТСМУ-Ех-3224, 0-100°С |
6 |
Для измерения температуры смеси и воды в рубашке чаши |
| Блоки питания БПД-40, Ех 1, 4-20 мА |
2 |
Для питания искробезопасных цепей датчиков температуры |
| Датчик остаточного давления "Сапфир"-22-МТ-Ех-2ОЗО/ 6,3 кПа |
1 |
Для измерения остаточного давления при вэкуумировании чаши |
| Датчик давления МТ100Р-11036/10 МПа |
2 |
Для измерения давления масла в гидросистеме |
| Блок питания 4БП-36 |
1 |
Для питания датчиков давления |
| Блок преобразования сигналов БПС-90П |
1 |
Для питания датчиков "Сапфир" |
| Манометр сигнализирующий ДМ2005Сг1Ех<ВТ4/ 0,6 МПа |
1 |
Для индикации уровня давления воздуха в пневмосистеме |
| Вакуумметр сигнализирующий ДВ2005Сг1ЕхсIIВТ4/ 100 кПа |
1 |
Для индикации глубины вакуума в чаше |
| Продолжение таблицы 1.1
|
| 1 |
2 |
3 |
| Барьер искроэащиты МС13-8Ех0-К/24VDC |
10 |
Для организации искробезопасных цепей датчиков положений |
| Индуктивный бесконтактный датчик положения NI10 G18SК-У1Х1 |
100 |
Для установки на исполнительные механизмы |
| Блок подготовки воздуха ПБ16.31 |
1 |
Для очистки и подачи воздуха в пневмосистему |
| Пневмораспределитель В64-34А |
1 |
Для управления подачей воздуха в пневмосистему |
| Частотные преобразователи |
2 |
Для безударного управления электродвигателями |
| Пост управления кнопочный КУ-91/КУ-92, 1ЕхdIIВТ5 |
10 |
Для взрывозащищенного локального пульта |
Модули УСО Grауhill
73G-IDC5В
73G-ОDС5
73С-ОАС5А
|
132
32
16
|
Для коммутации сигналов - входных 24 В постоянного тока - выходных 24 В/3 А постоянного тока - выходных до 240 В/3 А переменного тока |
| Клеммы WАGО |
420 |
Для организации кроссовых соединений внутри шкафа |
| Шкафы |
2 |
Для размещения устройств автоматики, управления и промышленного компьютера |
Искробезопасные цепи датчиков положения NI10 С185К-У1Х1 построены с использованием 8-канальных барьеров искрозащиты МС13-8Ех0-К/ 24\ТЗС, что значительно уменьшило аппаратную часть схемы управления. В последующих разработках вместо барьеров фирмы Тurskпредпочтение отдавалось аналогичным устройствам фирмы Реррегl+Fuchs.
Для формирования сигналов управления, обеспечения надежной коммутации и гальванической изоляции между устройствами системы применены модули УСО фирмы Grayhillсерии 73G. На рисунке 1.4 представлена задняя часть шкафа преобразователей, где хорошо видны кросс-панели с модулями УСО. Надежность электрических соединений внутри шкафа обеспечивают клеммы WАGО. По наблюдениям авторов, использование этих пружинных клемм сокращает время монтажа кроссовых соединений более чем на 40% по сравнению с традиционным винтовым способом.
Частотное регулирование скорости вращения двигателей позволяет осуществлять безударное старт-стопное управление мешалкой с постоянным моментом на валу, что очень важно при перемешивании взрывоопасных компонентов. Система управления обеспечивает два режима работы частотного преобразователя: местный и дистанционный. В местном режиме все команды управления задаются с пульта преобразователя.

Рисунок 1.4 - Шкаф вычислительный
Пульт имеет набор функциональных клавиш, позволяющих задавать требуемые параметры разгона и торможения, запоминать их, задавать установки и наблюдать на жидкокристаллическом индикаторе контролируемые параметры: ток нагрузки, частоту, напряжение и потребляемую мощность в цепях управления. Для дистанционного управления приводами используется интерфейс Я8-485, позволяющий задавать все необходимые параметры управления с удаленного пульта оператора, расположенного вне взрывоопасной зоны.
Весь комплекс технических средств системы управления размещен в 2 шкафах размером 600x800x2200 мм, которым требуется помещение площадью всего 12 квадратных метров (рисунок 1.5).
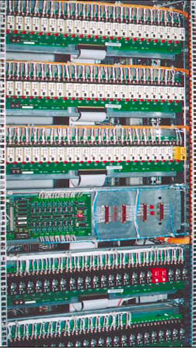
Рисунок 1.5 - Модули УСО в шкафу преобразователей

Рисунок 1.6 - Размещение комплекса технических средств системы в двух шкафах
Система обеспечивает обработку сигналов, перечень которых приведен в таблице 1.2.
Программное обеспечение разработано с использованием пакета Genie, позволившего в короткие сроки создать удобный интерфейс оператора, а также алгоритмы управления и регистрации событий.
Для визуального наблюдения за состоянием технологического оборудования и значениями контролируемых параметров используется мнемосхема, индицируемая на экране монитора (рисунок 1.7). На мнемосхеме в реальном масштабе времени отображается динамика технологического процесса, а использование объемных изображений элементов мнемосхемы, максимально приближенных к виду реальных конструкций технологического оборудования, облегчает работу оператора и обеспечивает хорошее восприятие им фактического состояния управляемого в дистанционном режиме оборудования.
Таблица 1.2 - Характеристики обрабатываемых сигналов
| Сигнал |
Количество |
Характеристика |
Назначение |
| Дискретный входной |
132 |
3-32 В |
От датчиков положения |
| Дискретный выходной |
48 |
24-280 В/3 А (перем.) 5-60 В/3 А (пост.) |
На исполнительные механизмы |
| Аналоговый входной |
16 |
-10. +10 В (2 кОм) |
От датчиков температуры, давления, вакуума |
| Аналоговый выходной |
6 |
По напряжению: - 10. +10 В, по току: 0-5 мА (2 кОм) |
На управление электродвигателями мешалки и водила |
Выбранная частота выполнения задач контроля и управления 2 Гц обеспечивает необходимое время для реакции системы управления на нештатные ситуации, своевременного их анализа и предотвращения аварий.
Логика управляющей программы обеспечивает анализ 20 различных блокировок, не позволяющих даже неподготовленному оператору выполнить какую-либо запрещенную операцию.
Виртуальная панель управления, также индицируемая на экране монитора, обеспечивает быструю обучаемость оператора и простоту формирования команд управления оборудованием в дистанционном режиме. На рисунке 1.7 показана мнемосхема с виртуальной панелью управления для операции смешения. Здесь представлено одно из промежуточных состояний оборудования:
¾ тележка с чашей зафиксированы на позиции, о чем свидетельствуют зеленые треугольники перед колесами тележки (когда тележка не зафиксирована, цвет треугольников красный);
¾ из 9 необходимых условий процесса смешения выполнены 7, о чем свидетельствуют зеленые квадратные транспаранты слева от позиции (если транспарант красный, то соответствующее условие для выполнения операции не выполнено;
¾ для того чтобы узнать, какое именно условие не выполнено, достаточно навести указатель мыши на транспарант и щелкнуть клавишей управления, в результате в верхней части мнемосхемы высветится расшифровка необходимого условия, например, "давление в гидросистеме ниже нормы";
¾ наиболее важные для данной операции параметры индицируются на виртуальной панели; в верхней части правого активного окна видно, что в текущий момент времени температура смеси равна 25,3°С, подводящей воды 25,9°С, отводящей воды 25. ГС, давление в гидросистеме 42,3 МПа, приводы мешалки и водила остановлены (о чем свидетельствуют как переключатель "АG. ON-РL. ОN", так и красный цвет самой надписи "SТОР"); по положениям остальных переключателей "F1Х-ING", "СLАМРS", "ТRАУ", "GАТЕ" легко определить истинное состояние оборудования (в данном случае никаких активных действий не производится, так как все переключатели находятся в положении "SТОР"). Практический опыт работы по управлению установкой показал, что даже неподготовленный оператор после 3-4 часов работы вполне удовлетворительно справляется с виртуальной панелью управления, которая на первый взгляд кажется не очень понятной.
Полный перечень параметров и их значения регистрируются системой управления и запоминаются в специальном файле. После окончания операции и процесса в целом по команде оператора на принтер выводится протокол работы системы, в котором фиксируются все управляющие сигналы, формируемые системой по командам оператора, и информационные сигналы, поступающие с объекта управления. Протокол ведется в реальном масштабе времени, что позволяет при необходимости (например, в случае аварии) восстановить картину всего процесса с указанием времени конкретных событий.
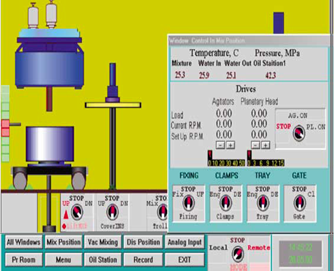
Рисунок 1.7 - Мнемосхема технологического процесса
Высокая степень автоматизации дистанционного управления оборудованием, расположенным во взрывоопасной зоне, достигается за счет использования современных технических и программных средств, а требуемая высокая надежность обеспечивается не только за счет искробезопасных цепей и взрывозащищенных элементов автоматики, но и за счет использования "холодного" резервирования основных элементов системы управления и контроля, а также сочетания дистанционного и местного режимов управления оборудованием.
Способ "холодного" (а не "горячего") резервирования выбран потому, что, с одной стороны, последовательность выполнения операций управления исполнительными механизмами при взрывоопасных технологических процессах всегда строго регламентирована, а с другой стороны, временные интервалы между отдельными операциями работы технологического оборудования достаточно большие - 10-20 минут. Такие большие, с точки зрения быстродействия системы управления,
паузы между отдельными операциями необходимы для взрывоопасных технологий, и их логическое назначение заключается в том, чтобы система управления при работе в дистанционном режиме могла выработать адекватные решения по устранению предаварийных ситуаций (если такие возникают на каком-либо из циклов), либо сам оператор успел принять такие решения.
Программная логика дистанционного управления процессом построена таким образом, что при возникновении предаварийной ситуации система доводит выполняемую операцию до безопасного состояния (в худшем случае просто останавливает текущий процесс) и передает управление оператору, извещая его при этом звуковым сигналом и мигающим транспарантом красного цвета на мнемосхеме. Далее оператор самостоятельно принимает решение о продолжении процесса. Если возникшая ситуация может быть устранена дистанционно за счет повторения незавершенной операции, то управление процессом продолжается в прежнем режиме с точки останова; в противном случае процесс доводится до завершения операции в режиме местного управления. После этого либо неработоспособный блок заменяется на резервный в течение указанного времени, либо весь технологический процесс завершается с локального пульта управления.
Установка получения промышленных взрывчатых веществ внедрена в ФНПЦ "Алтай", и её эксплуатационные характеристики соответствуют самым жестким требованиям взрывоопасного производства. Установка тиражируется в трех различных по производительности модификациях. Применение современных высоконадёжных средств автоматизации при создании системы управления установкой не только сократило время и финансовые затраты на проектные, монтажные и пусконаладочные работы, но и привело к почти двукратному увеличению производительности установки, существенному росту безопасности производства и улучшению условий работы обслуживающего персонала.
|
