МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
ЮГО-ЗАПАДНЫЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра: «МАТЕРИАЛОВЕДЕНИЕ и СВАРОЧНОЕ ПРОИЗВОДСТВО
»
Реферат на тему:
КОНТРОЛЬ РЕЗУЛЬТАТОВ ПРАКТИЧЕСКОГО ЗАДАНИЯ СВАРЩИКОВ
Выполнил: ст.гр. СП-61
Дресвянников Д.В
Проверил: доцент
Башурин А.В.
КУРСК 2010
КОНТРОЛЬ КАЧЕСТВА КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ
1 Контрольные сварные соединения подвергают контролю качества методами, приведенными в табл. 1.
Таблица 1 – Методы контроля и испытаний контрольных сварных соединений и наплавок
| Метод контроля |
Стыковое соединение листов |
Стыковое соединение труб |
Угловое соединение |
Наплавка |
Соединение деталей с закладными нагревателями |
| Визуальный и измерительный (ВИК) |
* |
* |
* |
* |
* |
| Радиографический (РГК) |
*1 |
*1 |
*2 |
— |
— |
| Ультразвуковой (УЗК) |
*3 |
*3 |
*4 |
*9 |
— |
| Испытание на статический изгиб (сплющивание) |
*5 |
*5 |
— |
— |
*10 |
| Испытание на излом |
*1 |
*1 |
*1;8 |
— |
*11 |
| Анализ макрошлифов (без полирования) |
— |
— |
*6 |
*6 |
— |
| Магнитопорошковый (МПК)** или капиллярный (КК) ** |
*7 |
*7 |
*7 |
*7 |
— |
| Испытание на осевое растяжение |
*12 |
*12 |
— |
— |
— |
Обозначения:
* - контроль является обязательным, с учетом примечания;
** - для сварных соединений из полимерных материалов не применяют;
— - контроль не является обязательным.
Примечания к табл. 1:
1.Выполняют радиографический контроль или испытания на излом (Приложение 1), но не оба метода контроля вместе.
Для сварных соединений из полимерных материалов радиографический контроль или испытания на излом не применяют.
2.Кроме контрольных угловых сварных соединений приварки труб (патрубков, штуцеров) к листам или трубам при номинальном внутреннем диаметре привариваемой трубы менее 30 мм и соединений вварки труб в трубные решетки; для сварных соединений из полимерных материалов не применяется.
3.Контроль выполняют в случаях, предусмотренных нормативными документами, указанными в заявке, взамен или в дополнение к радиографическому контролю, при этом испытания на излом не выполняют.
Для сварных стыковых соединений полиэтиленовых труб систем газоснабжения ультразвуковой контроль является обязательным.
4.Кроме контрольных сварных соединений при номинальном внутреннем диаметре привариваемой трубы (патрубка, штуцера) менее 100 мм, а также контрольных сварных соединений трубных решеток.
5.Контроль является обязательным для контрольных сварных соединений, выполненных газовой сваркой и сваркой плавящимся электродом в активных газах и смесях.
Для сварных стыковых соединений полимерных материалов не применяется.
6. Испытаниям подлежат не менее 2 макрошлифов.
7.Контроль выполняют по решению аттестационной комиссии с учетом заявки на проведение аттестации.
8.Испытания выполняют для соединений листов.
9.Ультразвуковой контроль выполняют на отслоение наплавки.
Реклама

10. Для сварных соединений полиэтиленовых труб трубопроводов систем газоснабжения, выполненных с помощью муфт с закладными нагревателями, обязательным является испытание на сплющивание.
11. Для сварных соединений седловых отводов полиэтиленовых труб трубопроводов систем газоснабженияобязательным является испытание на отрыв.
12. Для стыковых сварных соединений полиэтиленовых трубопроводов систем газоснабжения, выполненных сваркой нагретым инструментом, обязательным является испытание на осевое растяжение (Приложение 3).
Контролю неразрушающими методами подлежит каждое контрольное сварное соединение по всей его длине (периметру).
При аттестации сварщиков на выполнение наплавок сплошному контролю подлежит вся площадь наплавки следующими методами: визуальным и измерительным, капиллярным и ультразвуковым.
2.Помимо указанных в табл. 1 методов контроля контрольные сварные соединения могут дополнительно подвергаться испытаниям другими методами, если применение этих методов оговорено нормативными документами на сварку производственных стыков или указано в заявке на проведение аттестации.
3.Контроль качества контрольных сварных соединений (наплавок) должен выполняться контролерами (дефектоскопистами, непосредственно выполняющими контроль, лаборантами), аттестованными в установленном порядке на выполнение контроля конкретными методами.
4. Контролируемый участок контрольного сварного соединения при контроле неразрушающими методами должен включать весь объем шва, а также прилегающие к нему участки основного материала по обе стороны от шва:
· для стыковых контрольных сварных соединений, выполняемых дуговыми способами сварки или электронно-лучевой сваркой шириной не менее 5 мм при толщине свариваемых деталей до 5 мм включительно, не менее номинальной толщины свариваемых деталей при толщине деталей свыше 5 до 20 мм включительно, не менее 20 мм при номинальной толщине свариваемых деталей свыше 20 мм;
· для угловых и торцевых контрольных сварных соединений и вварки труб в трубные решетки, выполняемых дуговыми способами сварки и электронно-лучевой сваркой, шириной не менее 3 мм независимо от толщины;
· для контрольных сварных соединений, выполняемых электрошлаковой сваркой, шириной не менее 50 мм независимо от толщины.
5.Визуальному и измерительному контролю подлежат все контрольные сварные соединения, выполненные сварщиком при аттестации.
Контроль выполняют с целью выявления следующих дефектов:
Реклама

· отступлений по размерам и форме швов от требований стандартов, чертежей, технических условий и инструкций по сварке изделий;
· смещения кромок свариваемых деталей;
· поверхностных трещин всех видов и направлений;
· наплывов, подрезов, прожогов, кратеров, непроваров, свищей, западаний между валиками, чешуйчатости, поверхностных включений и пор.
6.Визуальный контроль сварных швов производят по всей их протяженности с двух сторон невооруженным глазом или с применением лупы 4÷7 кратного увеличения. Перед контролем сварной шов и прилегающие к нему поверхности контрольного сварного соединения по обе стороны шва должны быть очищены от шлака и других загрязнений, затрудняющих выполнение контроля. Ширина очищенной зоны должна соответствовать требованиям нормативной документации на сварку оборудования конкретных групп опасных технических устройств.
Измерительный контроль производят не менее чем в 4 местах, расположенных равномерно по длине сварного шва. Выбор мест измерения выполняет член аттестационной комиссии.
7. Визуальный и измерительный контроль выполняют в соответствии с требованиями нормативных документов и методиками контроля конкретной продукции.
8. К радиографическому или ультразвуковому контролю, а также к контролю разрушающими методами (испытание на излом, испытание на изгиб, металлографические исследования) контрольных соединений разрешается приступать при условии удовлетворительных результатов визуального и измерительного контроля.
9.Магнитопорошковый контроль выполняют с целью определения поверхностных и подповерхностных дефектов, а капиллярный контроль - с целью выявления поверхностных дефектов в контрольных сварных соединениях.
Магнитопорошковый контроль производят в соответствии с ГОСТ 21105, капиллярный контроль - в соответствии с ГОСТ 18442 и методиками контроля, согласованными в установленном порядке. Класс и уровень чувствительности контроля устанавливают по нормативным документам и указывают в технологической карте по сварке.
10.Радиографический и ультразвуковой контроль проводят для выявления в сварных соединениях внутренних дефектов (трещин, непроваров, несплавлений, одиночных включений, скоплений включений и др.).
Ультразвуковой контроль сварных соединений образцов производят в соответствии с ГОСТ 14782 и/или другими документами, согласованными в установленном порядке.
Радиографический контроль сварных соединений производят в соответствии с ГОСТ 7512 и/или другими документами, согласованными в установленном порядке.
11.Радиографический, ультразвуковой, магнитопорошковый или капиллярный контроль контрольных соединений, сваренных сварщиком при аттестации, выполняют по всей протяженности сварных швов.
12.Механические испытания контрольных сварных соединений металлических материалов проводят в соответствии с ГОСТ 6996, полимерных – в соответствии с ГОСТ 11262.
Механические испытания сварных соединений арматуры и закладных изделий железобетонных конструкций выполняют по ГОСТ 10992.
Инструкции по проведению механических испытаний контрольных сварных соединений приведены в Приложениях 1,2,4 – для соединений из металлических материалов и в Приложениях 3 – для соединений из полимерных материалов.
13. Анализ макрошлифов без их полирования выполняют на шлифах, вырезаемых из контрольного соединения равномерно по длине (периметру) сварного шва. Вырезку шлифов из контрольных соединений производят таким образом, чтобы ими были представлены участки шва, сваренные в нижнем, вертикальном и потолочном положениях.
Контроль выполняют с целью выявления внутренних дефектов (трещин, непроваров, пор, шлаковых и неметаллических включений и др.), а также для установления размеров дефектов и глубины проплавления шва. Контроль производят путем анализа одной стороны (поверхности) шлифа, вырезанного поперек сварного шва. При этом поверхность должна включать сечение шва с зоной термического влияния и прилегающим к ней участком основного металла.
14.По результатам контроля качества контрольных образцов должно быть оформлено заключение (акт, протокол), в котором указывают: наименование лаборатории, номер свидетельства об аттестации, телефон руководителя, фамилия сварщика, клеймо контрольного сварного соединения, вид (способ) сварки, размеры контрольных образцов, метод контроля, нормативный документ для оценки качества, размеры обнаруженных дефектов, нормативные требования и общую оценку результатов контроля.
ПРИЛОЖЕНИЕ 1
ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ НА ИЗЛОМ
1 Испытания на излом выполняют с целью выявления возможных внутренних дефектов в сечении шва в месте его излома.
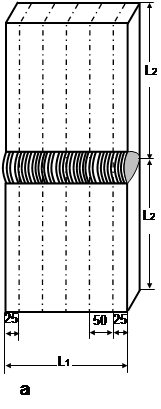
2 Вырезку заготовок для изготовления образцов для испытаний на излом производят механическим путем режущим или абразивным инструментом. Допускается выполнять вырезку заготовок плазменной или газовой резкой при условии последующей механической обработки заготовок в зоне резки на глубину не менее 2 мм. Краевые участки стыкового и таврового контрольных сварных соединений пластин, выполненных ручными способами сварки, длиной не менее 25 мм подлежат удалению (рис. 1 и 2).
Примечание. Заготовки образцов для испытаний на излом, имеющие надрез по боковым поверхностям глубиной 5 мм, разрешается не обрабатывать механическим путем после плазменной и газовой резки.
3 Усиление шва допускается не удалять. Перед изготовлением образцов остающаяся стальная подкладка в контрольных сварных соединениях, выполненных с подкладкой, должна быть удалена.
4 Испытаниям подвергается вся длина стыкового и углового контрольных сварных соединений листов (без краевых участков длиной 25 мм, удаляемых при вырезке заготовок) и труб.
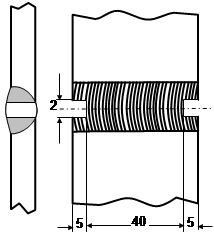
5 Из контрольного стыкового соединения листов (рис. 1а) вырезают образцы для испытаний шириной 50 мм. При необходимости разрешается удалять усиление шва. В образцах на обоих концах сварного шва делаются надрезы глубиной до 5 мм (рис. 1б) и шириной 2 мм для улучшения условий разрушений наплавленного металла.
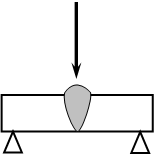
6 На образцах разрешается выполнять надрез глубиной до 1 мм со стороны, противоположной месту приложения изгибающей нагрузки (рис. 1в).
7 При односторонней сварке соединения без подкладки, половину всех образцов следует изгибать, прикладывая нагрузку со стороны корня шва (рис. 1г), а другую половину – со стороны усиления (рис. 1д).
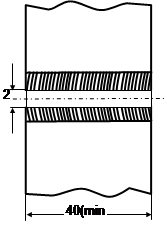
8 При испытании на излом угловых контрольных сварных соединений листов контрольный образец после удаления краевых частей (рис. 2а) испытывают либо целиком, либо разрезают на несколько отдельных контрольных образцов шириной не менее 40 мм. Положение образца при испытании показано на рис. 11.2б.
9 При испытании на излом стыкового контрольного сварного соединения труб (рис. 3а) из него вырезают образцы для испытаний шириной 50 мм. При этом количество образцов для испытаний должно быть не менее 4. Если диаметр трубы контрольного соединения не позволяет вырезать минимальное количество образцов (4 шт.), испытанию подвергается 2 и более контрольных соединений. При необходимости разрешается удалять усиление шва. В образцах на обоих концах сварного шва делаются надрезы глубиной до 5 мм (рис. 3б).
При односторонней сварке шва без подкладки половину образцов следует изгибать, прикладывая нагрузку со стороны корня шва (рис. 3в), а другую половину – со стороны усиления шва (рис. 3г).
Рис. 1Схемы вырезки (а), виды (б, в) и схемы испытаний на излом со стороны корня шва (г) и со стороны усиления шва (д) образцов из стыковых контрольных сварныхсоединений листов.
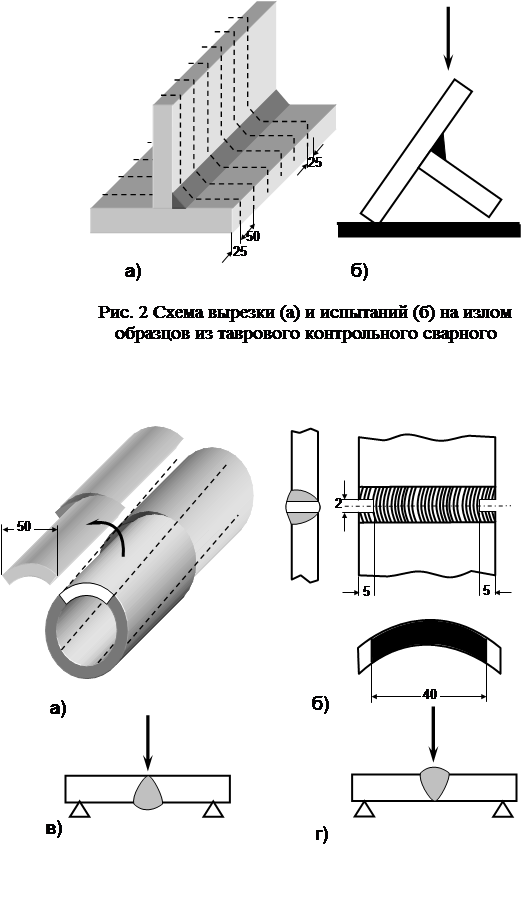
Рис. 3 Схемы вырезки (а), вид (б) и схемы испытаний наизлом со стороны корня шва (в) и со стороны усиления шва (г) образцов из стыкового контрольного сварного соединения труб.
ПРИЛОЖЕНИЕ 2
МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
1 Испытания контрольных сварных стыковых соединений выполняют на образцах-лопатках типа 2 по ГОСТ 11262-80.
2 Образцы изготавливают механической обработкой из отрезков сварных соединений длиной не менее 160 мм. Допускается для труб с номинальной толщиной до 10 мм включительно вырубать образцы штампом-просечкой.
3 Из каждого контрольного сварного соединения вырезают (вырубают) равномерно по периметру шва не менее пяти образцов.
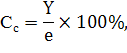
При изготовлении ось образца должна быть параллельна оси трубы. Толщина образца должна быть равна толщине стенки трубы. Сварной шов должен быть расположен посередине образца с точностью ± 1 мм. Образцы не должны иметь раковин, трещин и других дефектов. Схема вырезки образцов-лопаток для испытания на осевое растяжение приведена на рис. 4.
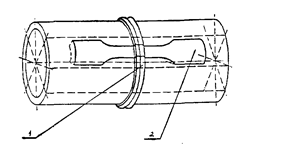
Рис. 4Схема вырезки образцов из контрольного сварного соединениядля испытания на осевое растяжение.1 – патрубок со сварным соединением; 2 – расположение образцов.
4 Испытания проводят при скорости раздвижения зажимов испытательной машины, равной (100 ± 10) мм/мин для образцов труб с номинальной толщиной стенки менее 6 мм и (25± 2,0) мм/мин для образцов труб с номинальной толщиной стенки 6 мм и более.
5 Испытание на растяжение производят на любой разрывной машине, обеспечивающей точность измерения нагрузки с погрешностью не более 1 % от измеряемого значения, мощность которой позволяет разорвать образцы (усилие от 5000 до 10000 Н) и которая имеет регулируемую скорость.
6 При испытании определяют характер (тип) разрушения образца, а также предел текучести при растяжении и относительное удлинение при разрыве.
7 Критерием качества сварного соединения, выполненного сваркой встык, является характер разрушения образцов.
Различают три типа разрушения:
· Тип I – наблюдается после формирования «шейки» – типичного сужения площади поперечного сечения образца во время растяжения на одной из половин испытываемого образца. Разрушение наступает, как правило, не ранее чем при достижении относительного удлинения более 50 % и характеризует высокую пластичность. Линия разрыва проходит по основному материалу и не пересекает плоскость сварки.
· Тип II – отмечается при достижении предела текучести в момент начала формирования «шейки». Разрушение наступает при небольших величинах относительного удлинения, как правило, не менее 20 и не более 50 %, и характеризует низкую пластичность. Линия разрыва пересекает плоскость сварки, но носит вязкий характер.
· Тип III – происходит до достижения предела текучести и до начала формирования «шейки». Разрушение наступает при удлинении образца, как правило, не более 20 % и характеризует хрупкое разрушение. Линия разрыва проходит точно по плоскости сварки.
8 Результаты испытания считаются положительными, если при испытании на осевое растяжение не менее 80 % образцов имеют пластичный характер разрушения I типа. Остальные 20 % образцов могут иметь характер разрушения II типа. Разрушение III типа не допускается.
ПРИЛОЖЕНИЕ 3
МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ, ВЫПОЛНЕННЫХ СВАРКОЙ С ЗАКЛАДНЫМИ НАГРЕВАТЕЛЬНЫМИ ЭЛЕМЕНТАМИ
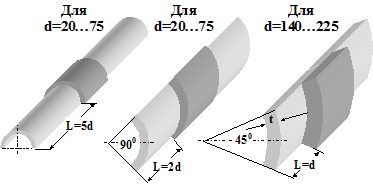
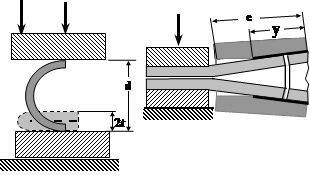
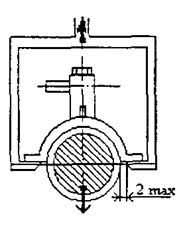
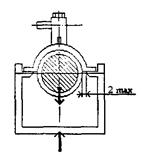
1 Контрольные сварные соединения, выполненные с применением муфт с закладными нагревателями, подвергают испытаниям на сплющивание. Испытания проводят на образцах-сегментах (рис. 5) путем сжатия концевой части образца у торца соединения до величины, равной двойной толщине стенки соединяемой трубы.
Схема испытания показана на рис. 6.
Длина выступающей части образца и количество образцов, изготавливаемое из каждого контрольного соединения, должны соответствовать табл.2.
Таблица 2 – Размеры образцов для испытания сварных соединений на сплющивание
| Диаметр труб, d, мм |
Длина свободной части образца, L, мм, не менее |
Количество образцов из одного патрубка, шт. |
Угол сегмента, град. |
| 20-75 |
5d |
2 |
180 |
| 90-125 |
2d |
4 |
90 |
| 140-225 |
1d |
8 |
45 |
Рис. 5 Общий вид образцов-сегментов
Рис. 6 Схема испытания на сплющивание
2 Для испытаний применяют механизированный пресс, обеспечивающий сближение плит со скоростью (100 ± 10) мм/мин; допускается использование пресса со скоростью сближения плит (20 ± 2) мм/мин.Допускается проведение испытаний с использованием обжимных плит без округления кромок. В этом случае в начале испытания расстояние от торца соединительной детали до торца губок должно быть (20 ± 3) мм.
3 После снятия нагрузки образец извлекают из пресса и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали.
4 Стойкость сварного шва к сплющиванию характеризуется процентом отрыва Сс
(%), который является отношением длины сварного шва, не подвергнувшейся отрыву, к полной длине сварного шва в пределах одной трубы
где y - длина шва, не подверженная отрыву;
e - длина зоны сварки (длина шва) в пределах одной трубы, определяемая по расстоянию между крайними витками спирали закладного нагревательного элемента.
5 Результаты испытаний считают положительными, если на всех испытанных образцах отрыв не наблюдался или если Сс
составляет не менее 40%.
6 Сварные соединения труб и седловых отводов с закладными нагревателями подвергают испытаниям на отрыв.
Испытательная машина должна быть снабжена оснасткой, обеспечивающей приложение нагрузки по одной из двух схем испытания, приведенных на рис. 7. Длина полиэтиленовой трубы контрольного сварного соединения принимается равной длине седелки.
Внутрь полиэтиленового патрубка испытываемого образца для передачи усилия вводят металлический сердечник, наружный диаметр которого D определяется по табл. 3 в зависимости от наружного диаметра трубы d и стандартного размерного отношения SDR.
Сварной узел подвергают испытанию целиком и нагружают до полного отделения седлового отвода от трубы.
Таблица3 – Диаметр сердечника при испытании седловых отводов на отрыв
| SDR |
d, мм |
D, мм |
SDR |
d, мм |
D, мм |
| 11 |
63 |
49,5-0,1
|
17,6 |
75 |
64,7-0,2
|
| 75 |
59,3-0,2
|
90 |
77,7-0,2
|
| 90 |
70,7-0,2
|
110 |
95,5-0,2
|
| 110 |
87,5-0,2
|
125 |
108,7-0,2
|
| 125 |
99,3-0,2
|
140 |
121,9-0,2
|
| 140 |
111,5-0,2
|
160 |
139,0-0,2
|
| 160 |
127,0-0,2
|
180 |
156,4-0,2
|
| 180 |
143,0-0,2
|
200 |
174,0-0,2
|
| 200 |
159,0-0,2
|
225 |
196,0-0,2
|
| 225 |
179,0-0,2
|
|
|
|
| Рис. 7 Схемы испытания седлового отвода на отрыв. |
|
7 Качество оценивают по виду излома в месте сварки седлового отвода с трубой. Излом должен иметь вязкий характер разрушения по замкнутому периметру сварного шва. Хрупкое разрушение сварного шва не допускается.
ПРИЛОЖЕНИЕ 4
ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙНА СТАТИЧЕСКИЙ ИЗГИБ
1 Механические испытания контрольных сварных соединений металлических материалов проводят в соответствии с ГОСТ 6996-66*, полимерных материалов – в соответствии с ГОСТ 11262-80.
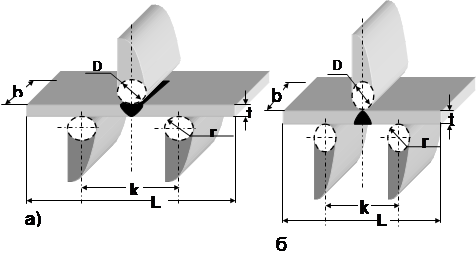
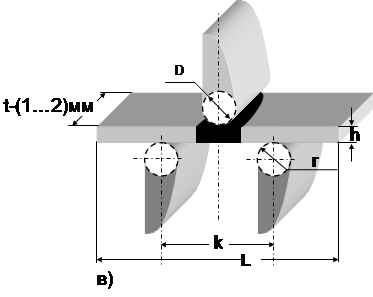
2 Испытаниям на статический изгиб стыковых соединений листов и труб толщиной 3 мм и более подлежат 4 образца, из которых 2 образца подлежат изгибу со стороны усиления шва (рис. 6а), а другие 2 образца – со стороны корня шва (рис. 6б). При толщине листов и стенок труб 12 мм и более допускается выполнять испытание образцов «на ребро» (боковой изгиб) согласно рис. 6в. При этом испытаниям подлежат не менее 4 образцов.
3 Для стыковых соединений металлических труб диаметром до 108 мм включительно при толщине стенки до 6 мм включительно допускается проводить испытания на сплющивание, если это не противоречит требованиям нормативных документов.
4 Вырезку заготовок для изготовления образцов для механических испытаний производят механическим путем режущим или абразивным инструментом. Допускается вырезку заготовок выполнять плазменной или газовой резкой при условии последующей механической обработки заготовок в зоне резки на глубину не менее 2 мм. Краевые участки стыкового и таврового контрольных сварных соединений пластин, выполненных ручными способами сварки, длиной не менее 25 мм подлежат удалению. При автоматической и механизированной сварке в среде защитных газов и порошковой проволокой при толщине металла более 10 мм, автоматической сварке под флюсом, электрошлаковой сварке длину краевых участков принимать в соответствии с указаниями ГОСТ 6996-66*.
5.При изготовлении образцов усиление шва с наружной и внутренней стороны следует удалять механическим путем. Перед изготовлением образцов остающаяся стальная подкладка в контрольных сварных соединениях, выполненных с подкладкой, должна быть удалена.
Рис. 6Схемы испытаний на статический изгиб со стороны усиления шва. (а), со стороны корня шва (б) и на боковой изгиб - изгиб “на ребро” (в) образцов из контрольных стыковых сварных соединений листов и труб. Рекомендуемые параметры: D - диаметр пуансона, L - длина образца; b=1,5t, но не менее 10 мм; D=2t или D=2h; r=t, но не более 25 мм; K=2,5D; L=D+2,5h+80мм.
|