|
Задание. 2
Содержание. 3
Введение. 4
1 Феросплавные печи. 5
1.1 Конструкция феросплавных печей. 5
2 Машины и механизмы феросплавных печей. 9
2.1 Механизмы перемещения и перепуска электрода. 9
2.2Механизм вращения копуса печи. 12
3 Расчет. Рудовосстановительная печь. 13
3.1 Oпределение мощности трансформатора электрических параметров печи. 16
3.2 Определение диаметра электрода геометрических размеров ванны печи……………………………………………………………………………… 20
Заключение. 27
Список использованных источников. 28
Введение
Ферросплавные печи по назначению могут быть восстановительными или рафинировочными, а по конструкции — Открытыми, полузакрытыми и герметизированными, которые часто объединяют общим названием — закрытые печи С дожиганием газа под сводом как со стационарными, так и с вращающимися ваннами. В зависимости от формы ванны печи бывают круглыми, прямоугольными, треугольными и овальными. По способу выдачи из печи сплава и шлака печи подразделяются на неподвижные и наклоняющиеся. Имеются также печи с выкатными ваннами.
Печи для рафинировочных процессов, предназначенные для выплавки рудоизвесткового расплава, рафинированных феррохрома и ферромарганца, ферровольфрама и др., по конструкции близки к электросталеплавильным дуговым печам, поэтому рассмотрим устройство рудовосстановительных печей для производства ферросплавов.
1 ФЕРРОСПЛАВНЫЕ ПЕЧИ
1.1 КОНСТРУКЦИИ ФЕРРОСПЛАВНЫХ ПЕЧЕЙ
В промышленности используются ферросплавные печи однофазные и трехфазные; ведутся работы по использованию печей, работающих на токе пониженной частоты и на постоянном. Однофазные печи в настоящее время имеют ограниченное применение. Трехфазные печи строят или с расположением электродов в одну линию (прямоугольные печи) или в большинстве случаев с расположением электродов по вершинам треугольника (круглые или треугольные печи).
Печи большой мощности изготавливают и с шестью электродами.
Наиболее широко распространены в ферросплавной промышленности круглые трехфазные печи. В круглой печи, электроды которой расположены по треугольнику, тепло концентрируется достаточно хорошо для того, чтобы образующиеся под каждым электродом плавильные тигли соединялись между собой. Такие печи имеют минимальную теплоотдающую поверхность и обеспечивают лучшее использование тепла. При хорошей конструкции короткой сети и наличии установок искусственной компенсации реактивной мощности такие печи могут иметь высокий коэффициент мощности, превышающий 0,95, даже для печей мощностью 40—100МВ-А.
Реклама

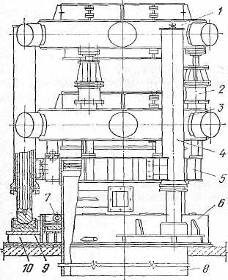
Прямоугольные трехэлектродные печи имеют сравнительно низкий  печной установки, для них характерно появление «дикой» и «мертвой» фаз, поэтому в настоящее время такие печи для производства ферросплавов не строят. Прямоугольные шестиэлектродные печи с тремя одно фазными трансформаторами (рис. 1), представляющие собой По-существу три однофазных печи с общей ванной, и значительной степени свободны от этих недостатков и имеют ряд достоинств, в частности при их использовании облегчается загрузка шихты, легче регулируется расстояние между электродами в зависимости от электрического сопротивления применяемой шихты. Такие печи отечественной конструкции мощностью 63 MB-А успешно эксплуатируются при производстве сплавов марганца. печной установки, для них характерно появление «дикой» и «мертвой» фаз, поэтому в настоящее время такие печи для производства ферросплавов не строят. Прямоугольные шестиэлектродные печи с тремя одно фазными трансформаторами (рис. 1), представляющие собой По-существу три однофазных печи с общей ванной, и значительной степени свободны от этих недостатков и имеют ряд достоинств, в частности при их использовании облегчается загрузка шихты, легче регулируется расстояние между электродами в зависимости от электрического сопротивления применяемой шихты. Такие печи отечественной конструкции мощностью 63 MB-А успешно эксплуатируются при производстве сплавов марганца.
Шихтовые материалы, особенно при производстве кремнистых сплавов, попадая в зону высоких температур, начинают оплавляться и спекаться, что резко ухудшает газопроницаемость шихты. Для восстановления нормального положения приходится прокалывать шихту жердями, металлическими прутьями и т. п. Для устранения этих явлений были предложены печи с вращающейся ванной, имеющие следующие достоинства:
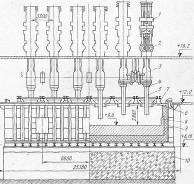
Рисунок 1. Прямоугольная закрытая шестиэлектродная печь:
1 —
механизм перепуска электродов; 2
— механизм перемещения электродов; 3 — короткая сеть; 4
— кольцо зажима электродов; 5 — электрод; 6 —
загрузочная воронка; 7 — свод; 8 — футеровка ванны печи 9 —
кожух печи; 10 —
фундамент печи
1.Улучшение хода восстановительного процесса, так как обеспечиваются хорошая газопроницаемость шихты, разрушение настылей на колошнике и перегородок в подсводовом пространстве.
2.Удлинение срока службы футеровки печи.
3.Облегчение разрушения карборунда и шлакового «козла» по всей площади ванны, что обеспечивает удлинение кампании печи, особенно при производстве кристаллического кремния и углетермического силикокальция.
В рафинировочных печах вращение ванны в ряде случаев также целесообразно: например, обеспечивается равномерное вычерпывание сплава при производстве ферровольфрама, а при производстве рафинированного феррохрома и силикотермического силикокальция повышается стойкость футеровки и равномерно распределяется шихта по колошнику печи. Отечественный опыт показывает, что вращение ванны печи позволяет повысить ее производительность на 3—6 % и снизить удельный расход электроэнергии на 4—5 % при одновременной значительной экономии сырых материалов.
Реклама

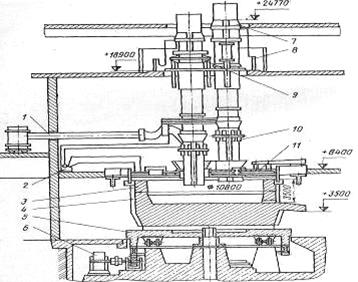
Рисунок 2. Схема закрытой печи мощностью 33 МВД:
1—
короткая сеть; 2 —
система водоохлаждения; 3
— футеровка ванн; 4 —
кожух; 5 — плита механизма вращения; 6 —механизм вращения ванны; 7 — механизм перепуска электродов; S — система гидропривода; 9
— гидроподъемник; 10
— контактные щеки; 11
— свод
Для улучшения показателей процесса, защиты воздушного бассейна, утилизации газов, имеющих теплоту сгорания — 10,9 МДж/м3, и улучшения условий труда и службы оборудования в производстве ферросплавов широко применяют закрытые печи. Эти печи (рис.2) в основных деталях аналогичны открытым печам, но дополнительно имеется свод. В таких печах ~15 % газа из подсводового пространства проходит через шихту, находящуюся в загрузочных воронках, и сгорает над ней. Загрузка шихты осуществляется при помощи загрузочных труб и воронок в кольцевые отверстия между электродами и загрузочными воронками. Для сокращения длины электрода и, полной герметизации подсводового пространства печи все шире используют герметизированные электропечи, у которых электрододержатель помещен в подсводовое пространство, имеется уплотнение вокруг электродов и загрузочных труботечек, которые подают шихту под свод печи. В последнее время начата эксплуатация рудовосстановительных электропечей с парогенераторами и дожиганием газа под сводом печи, который в этом случае выполняет роль пароперегревателя (рис.3). Газ очищают в рукавных фильтрах, степень очистки составляет 98%.

Рисунок 3. Схема парогенератора печи мощностью 75 МВА для выплавки 75%-ного ферросилиция:
1— свод (пароперегреватель); 2 —
горизонтальный и вертикальный газоотводы; 3 —
аварийная труба; 4
— вертикальный котел; 5 — вентиляторы; 6—ванна
|
Рис. 94. Схема парогенератора печи мощностью 75 МВА для выплавки 75%-ного ферросилиция:
/ — свод (пароперегреватель); 2 —
горизонтальный и вертикальный газоотводы; 3 —
аварийная труба; 4
— вертикальный котел; 5 — вентиляторы; 6
•— ванна
|
2. МАШИНЫ И МЕХАНИЗМЫ ФЕРРОСПЛАВНЫХ ПЕЧЕй
2.1 Механизмы перемещения и перепуска электродов
На ферросплавных печах применяют набивные самоспекающиеся электроды, представляющие собой цилиндрический кожух из листовой стали, набиваемый электродной массой. Массу приготовляют из смеси антрацита (или термоантрацита), кокса, каменноугольного пека или смолы. По мере расхода электрода металлический кожух наращивают путем приварки новых секций. Электроды набивают в среднем один раз в сутки.
Для перемещения электродов применяют механизмы канатного, винтового и гидравлического типов.
Недостатками канатных механизмов являются быстрый износ проволочных канатов, работающих в абразивной атмосфере, значительные габариты лебедок, необходимость снабжать механизм специальным постоянно действующим тормозным устройством, ограничивающим скорость опускания электрода при использовании электроприводов переменного тока. Винтовые механизмы имеют низкий к. п. д. и малую стойкость червячных редукторов и винтовых пар. Гидравлические механизмы широко применяют на мощных рудотермических печах вследствие их компактности при большой массе электродов, надежности и ремонтопригодности. Этому способствует также удобство их компоновки с пружинно-гидравлическими механизмами перепуска электродов.
На каждом электроде установлено отдельное гидравлическое подъемно-перепускное устройство, состоящее из двух механизмов перемещения и перепуска электрода. Механизм перемещения электрода обеспечивает его большой ход и требуемое положение в ванне печи, а механизм перепуска — опускание электрода под действием собственного веса на ограниченную величину по мере сгорания.
Общая компоновка узла механизмов перемещения и перепуска электродов рудотермической печи мощностью 16 500 кВА приведена на рис. VIII.2. Электрод вводят в несущий цилиндр 8
и удерживают пружинно-гидравлическим механизмом перепуска электрода, расположенным на несущей траверсе 5
и состоящим из колец / и 3
с зажимами и гидроцилиндров 2.
Передвижение траверсы, а вместе с ней несущего цилиндра и электрода осуществляют тремя плунжерными гидроцилиндрами 4
с подвижными корпусами, связанными с траверсой и расположенными под углом 120°. Масло подводят через пустотелые плунжеры. Сферические головки плунжера входят в опорные стаканы 9
и обеспечиваютсамоустанавливание устройства. Во избежание прохода газов и пыли между несущим цилиндром и рамой устройства 10
применено кольцевое уплотнение 6
из резиновой ленты с огнеупорными вставками и нажимными пружинами. Для предупреждения возможного перекоса несущего цилиндра на двух горизонтах установлены упорные ролики 7, по шесть роликов в каждом ряду.
Механизм перепуска электрода (рис.4) состоит из двух колец 1
и 4,
снабженных шестью пружинно-гидравлическими зажимами (буксами) 3
каждое, и подъемных гидроцилиндров 2.
 Нижнее кольцо / закреплено на несущей траверсе, верхнее перемещается тремя плунжерными гидроцилиндрами, закрепленными на нижнем кольце. Электроды зажимаются шестью щеками 5,
покрытыми слоем 7 маслостойкой резины и связанными между собой планками 6.
Радиальное прижатие щек выполняют рабочие пружины 10,
воздействующие на бугели 9.
Освобождение электрода производят гидроцилиндрами 11,
которые при этом сжимают пружины и отводят бугели. Гидроцилиндры соединены кольцевыми маслопроводами 8
снапорной станцией и панелью управления. Нижнее кольцо / закреплено на несущей траверсе, верхнее перемещается тремя плунжерными гидроцилиндрами, закрепленными на нижнем кольце. Электроды зажимаются шестью щеками 5,
покрытыми слоем 7 маслостойкой резины и связанными между собой планками 6.
Радиальное прижатие щек выполняют рабочие пружины 10,
воздействующие на бугели 9.
Освобождение электрода производят гидроцилиндрами 11,
которые при этом сжимают пружины и отводят бугели. Гидроцилиндры соединены кольцевыми маслопроводами 8
снапорной станцией и панелью управления.
Рисунок 4 Механизм перепуска электрода.
Последовательность операций при перепуске электрода следующая. Перед началом работы механизма верхнее кольцо опущено и на электрод наложены зажимы обоих колец. Освобождают зажимы верхнего кольца и поднимают его гидроцилиндрами в крайнее верхнее положение. Далее последовательно накладывают на электрод зажимы верхнего кольца и освобождают зажимы нижнего кольца. При сбросе масла из подъемных гидроцилиндров электрод получает перепуск, равный их ходу. На опущенный электрод накладывают зажимы нижнего кольца.
Электрододержатель (рис. VIII.4) должен обеспечить удержание электрода и надежный подвод тока к нему. В кольце электрододержателя 1
закреплены по окружности шесть гидроцилиндров 7, обеспечивающих прижатие токоподводящих бронзовых башмаков к электроду. Кольцо с несущим цилиндром 3
механизма перемещения электрода соединено трубчатыми водоохлаждаемыми подвесками 2.
Нижний пояс несущего цилиндра снаружи защищенводоохлаждаемыми коробками 4.
Водоохлаждаемые элементы 5
электрододержателя соединены медной трубопроводной арматурой 6.
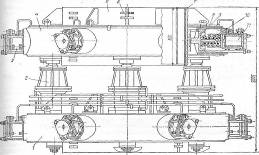
Рисунок 3-Механизм перепуска электрода.
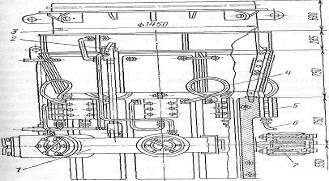
Рисунок 4-Механизм зажима электрода.
2.2 Механизм вращения корпуса печи
В конструкциях опорно-поворотной части и механизма вращения, мощных рудотермических печей учитывают два основных фактора — большую массу печи (800 т и более) и малую скорость ее вращения (1 оборот за 30—200 ч). Опорно-поворотную часть выполняют трех основных типов:
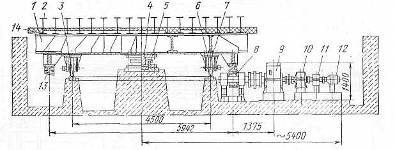
Рисунок 5. Механизм поворота ферросплавной печи
1) с платформой, опирающейся круговым рельсом на тумбы
с опорными и упорными роликами (по типу дуговых электропечей);
2) с платформой, поворачиваемой на катках в кольцевой
обойме;
3) с платформой, перемещающейся на ходовых роликах по
стационарному круговому рельсу.
Последний тип наиболее часто применяют в конструкциях мощных отечественных ферросплавных электропечей.
На рис.5 показан механизм поворота корпуса ферросплавной печи с цилиндрическими редукторами и открытой конической передачей.
Поворотную платформу 1
(поддон) выполняют сварной конструкции, реже железобетонной. Корпус печи устанавливают на систему мощных двутавровых балок 2,
образующих каналы для воздушного охлаждения днища печи. Платформа защищена от теплового воздействия слоем огнеупорного кирпича 14.
Ее поворот происходит по круговому рельсу 3
на двадцати безребордных ходовых роликах 7
со сферическими поверхностями катания, заключенных в обоймы 6.
От горизонтальных смещений платформы предусмотрена центральная опора 4
со сферическим роликоподшипником 5. Привод состоит из электродвигателя постоянного тока 12
с регулируемой частотой вращения, трех двухступенчатых цилиндрических редукторов 9
—11
и открытой конической передачи 8,
зубчатый венец 13
которой прикреплен болтами к платформе. Приводы с червячными редукторами применяют значительно реже из-за более низкого к. п. д., повышенного износа и меньшей надежности.
Техническая характеристика механизма вращения корпуса ферросплавной электропечи мощностью 16,5 MB-А
Время одного оборота корпуса, ч . 33—132
Передаточное число зубчатых передач привода 1 975 000
Момент сопротивления вращению корпуса, кН-м 332
\
К. п. д. привода.................................... 0,1
Мощность электродвигателя, кВт..... 1,6
3.РУДОВОССТАНОВИТЕЛЬНАЯ ПЕЧЬ
Рудовосстановительные печи (ферросплавные печи) являются наиболее широким и сложным классом дуговых печей сопротивления, различающихся по назначению, особенностям технологического процесса и конструкциям.
Все рудовосстановительные печи относятся к печам смешанного нагрева. Тепловая энергия выделяется непосредственно в ванне печи за счет горения закрытой дуги и активного сопротивления электрическому току.
Ванна печи сложная по своему устройству. Она содержит шихту, находящуюся в различном физико-химической состоянии (от твердых кусков до тестообразной магмы), шлак и металл. Технологические процессы, протекающие в ванне, очень разнообразны. В свою очередь, электрические и геометрические параметры печей зависят от протекающих в них процессов. В печах небольшой мощности эта зависимость мало заметна, т.е. сходство электрических режимов позволяет использовать такую ванну для различных процессов. С ростом мощности печей и усложнением их конструкции, а также повышением требований к качеству продукта стало очевидной необходимость дифференцированного подхода к выбору. конструкции ванны и ее параметров, с учетом особенностей технологического процесса. В настоящее время рудовосстановительные печи делятся по конструктивному исполнению на открытые, закрытые и герметичные с вращающейся или неподвижной ванной. Ванна печи может быть круглой, прямоугольной треугольной, овальной.
.Наибольшее распространение получили печи с круглой вращающейся ванной с тремя электродами, расположенными по вершинам рам постороннего треугольника. Таких печей для производства ферросплавов у нас в стране и за рубежом подавляющее большинство (свыше 95 %)
.
В рудовосстановительных печах преимущественно используют самоспекающиеся электроды системы Седерберга, позволяющая создать непрерывно наращиваемые электроды любых размеров и небольшой массы. Они бывают кок круглого, так и прямоугольного сечения.
Большим достижением в развитии рудотермических печей явилось применение закрытого колошника, что позволило улучшить условия труда, а также утилизировать потенциальную энергию печныхгазов. Одновременно усовершенствовали конструкцию верхнего строение печей. Использование электродов больших размеров, герметичных сводов а также требования дистанционного управления и автоматизации управления печью привели к широкому распространению гидравлических устройств для перепуска и передвижения электродов и т.д. Тенденция дальнейшего увеличения производства ферросплавов И других продуктов рудовосстановительных печей неизбежно приведет, как и в прошлом, к росту единичных мощностей вечных установок. Единичная мощность рудовосстановительных электропечей в настоящее время для феррохрома и ферросилиция составляет 105 MB.А(65 МВт), для ферромарганца и силикомарганца - 80 MB.A (58 МВт). МОЖНО ОЖИДАТЬ появления в ближайшие годы рудовосстановительных электропечей мощностью до 200 MВ.А, если учесть, что мощность, выделяющая на электроде, достигла 35 MB.A (23 МDт),то 6-тиэл.печь может иметь мощность 210
МВ.А.
 Тенденция увеличения числа электродов рудовосстановительных ПЕЧЕЙ оправдана с электротехнической точки зрения, нескольку напряжение между электродами и подиной и шестиэлектродной печи составляет половину линейного, a в трехэлектродной печь меньше 15 %
,чтопозволяет иметь лучшие показатели для шестиэлектродной печи. Двенадцатиэлектродная печь с кольцевой ванной позволяет совместить все конструктивные преимущества круглы и при угольных печей и значительно повысить пределы единичных мощностей электропечей. При этом не предполагается значительно увеличивать достигнутый уровень освоения диаметров самоспекающихся электродов, составляющий до 2000 MM,поскольку при дальнейшем увеличении диаметра всебольше снижается активное сопротивление ванны и рабочее напряжение, что в коночном счете резко снижает, ожидаемы прирост производительности вследствие ухудшения коэффициента мощности. Тенденция увеличения числа электродов рудовосстановительных ПЕЧЕЙ оправдана с электротехнической точки зрения, нескольку напряжение между электродами и подиной и шестиэлектродной печи составляет половину линейного, a в трехэлектродной печь меньше 15 %
,чтопозволяет иметь лучшие показатели для шестиэлектродной печи. Двенадцатиэлектродная печь с кольцевой ванной позволяет совместить все конструктивные преимущества круглы и при угольных печей и значительно повысить пределы единичных мощностей электропечей. При этом не предполагается значительно увеличивать достигнутый уровень освоения диаметров самоспекающихся электродов, составляющий до 2000 MM,поскольку при дальнейшем увеличении диаметра всебольше снижается активное сопротивление ванны и рабочее напряжение, что в коночном счете резко снижает, ожидаемы прирост производительности вследствие ухудшения коэффициента мощности.
В настоящее время не представляется возможным установить предел единичной мощности многоэлектродной печи.
По мере увеличения единичной мощности электропечных агрегатов.
Всеболее утрачивается практическое представление об установленной мощности трансформатора. Если на малых печах установленная и используемая мощности отличаются незначительно (на 10-12%),то установленная мощность трансформаторов большее печей отличаетсяот используемой мощности почти в 2
раза ,а их естественный коэффициент мощности отличается на 45-50 %.
Причиной низкого естественного коэффициента мощности является тот факт ,что с увеличением мощности печи меняется соотношение активного и реактивного coпротивлений электрического контура»
Новые требования энергосистемы о соблюдении потребителем
 обусловливает oзначение электропечных агрегатов установками компенсации реактивной. мощности (УПК) продольно- обусловливает oзначение электропечных агрегатов установками компенсации реактивной. мощности (УПК) продольно-
или поперечно-емкостной.
Кардинально решить проблему повышения коэффициента мощностиможно лишь за счет перевода печей на питание токами пешменной
частоты или постоянным током.
Ближайшие 15-20 лет предполагается дальнейшее укрупнению
электропечных агрегатов до мощности 100-160 MB.A совершенствование конструкций закрытых печей их герметизация о применением различных методов интенсификации плавки (сдувание газа и пыли, загрузка мелочи через полые электроды, сжигание газа под оводом |применение выпрямленного тока плазменного нагрева и т.д.).
3.1 Определение мощноститрансформатораи электрических параметров печи
Расчет рудовосстановительных печей ведут обычно по заданной мощности, но иногда ее надо определить. Исходными данными для этого служат требуемая производительность и удельный расход электрической анергии на I т продукта. Последний не является величиной строго постоянной и колеблется в зависимости от качества шихтовых материалов и размеров печи. Для расчета принимающий, высший удельный расход энергии, что позволяет иметь запас для увеличения производительности.
Эти исходные данные необходимы для определения годового потребления активной электроэнергии ( W
,квт.ч) на одной РВН
 (2.1) (2.1)
где Wy
д
G
- удельный расход электроэнергии, квт.ч/т;
G
-
- годовая производительность печи, т Активная мощность (Ра, кВт) проектируемой печи
 (2.2) (2.2)
где  - коэффициент, учитывающий время на планово-предупредительные работы ~0,985; - коэффициент, учитывающий время на планово-предупредительные работы ~0,985;
 - то же, на средний ремонт, ~
0,98; - то же, на средний ремонт, ~
0,98;
 - то же, на капитальный ремонт, ~
0,96; - то же, на капитальный ремонт, ~
0,96;
 - коэффициент использования установленной мощности~
0,95; 365x24 - число календарных часов в году. - коэффициент использования установленной мощности~
0,95; 365x24 - число календарных часов в году.
Полезная мощность (Рпод., кВт), выделяемая электрическим током в сопротивлении ванны
 (2.3) (2.3)
Анализ баланса мощности действующих ферросплавных печей непрерывного действия дает следующие значения электрического к.п.д»
( ) )
а) бесшлаковые процессы
0,83-0,86 - для печи с открытой ванной,
0,87~0,90 - для печи с закрытой ванной при мощности10-30 МВА, 0,90-0,"2 - для печи с закрытой ванной при мощности60-75 МВА; б)шлаковые процессы
0,90-0,92 - для печи с круглой ванной,
0,08 -для печи с прямоугольной ванной.
Электрический к.п.д. ферросплавных печей периодического действия составляет 0,87-0,95.
Полезная мощность на один электрод (Рпол.фкВт)
 (2.4) где n - число электродов, выбираемых по минимальным затратам. (2.4) где n - число электродов, выбираемых по минимальным затратам.
Тенденция дальнейшего увеличения производства ферросплавов и других продуктов рудовосстановительных печей неизбежно приведет к росту единичных мощностей печных установок. Однако темпы этого роста и выбор типа установки для любого конкретного предприятия связаны со стремлением снизить капитальные и эксплуатационные затраты на тонну ферросплавов, обеспечить приемлемые условия труда и непрерывность работы печей и цеха. Такой выбор основывается на технико-экономической оценке показателей электропечей. Например, из установленной зависимости удельных приведенных затрат от мощности печи и количества электродов (n) следует, что:
- в диапазоне до 60-80 МВА неоспоримые преимущества имеет трехэлектродная печь (n=3) благодаря простоте конструкции и обслуживания;
- шестиэлектродная печь (
n=6) может успешно применяться в диапазоне мощностей 60-100 МВА;
- при более высоких значениях мощности значительными преимуществ
вами обладает двенадцатиэлектродная кольцевая печь (n =12).
Общепринятой методики выбора электрических параметров ферро сплавной печи не разработано и их выбирают, исходя из принципа подобия параметров, характерного для хорошо работающих "образцовых" печей, некоторые эксплуатационные показатели которых приведены в таблице I.
Таблица I.
Эксплутационные показатели «образцовых» ферросплавных печей
Сплав
Ферросилиций:
|
 |
С |
 |
 |
45%-ный
65%-ный
75%-ный
|
0,84
0,80-0,91
0,84
|
5,1-5,2
5,5
5,4
|
4,9-6
5,1-5,5
5,5-5,6
|
400
560
430
|
Ферросиликохром
Углеродистый
Феррохром 0,87 7,7 6,7 350
Силикомарганец 0,80 9,6 5,5-5,6 310
Углеродистый
Ферромарганец 0,78 7,8 4,7 240
Силикокальций 7,1 12 530
|
Исходя из принципа сходимости с практическими данными наиболее рационален метод А.С.Микулинского, согласно которому полезное фазовое напряжение (Uпол.ф,В) равно:
где м
и с
- постоянные коэффициенты, характеризующие определенный тип процесса.
Коэффициент характеризует распределение мощности в ванне печи в зависимости от вида процесса. Для бесшлаковых процессов с преобладающим объемным распределением энергии, значение т
следует принимать рапным 0,33, а для многошлакоиых (шлаковых) процессов с преобладанием распределении мощности по поверхности м=0,25.
Значения коэффициента С, определенные статистической отработкой показателей действующих печей и зависимые от видавыплавляемого продукта, приведены в табл.1.
Ток (рабочий) в электроде (кА)
 (2.6) (2.6)
Номинальная мощность печи  (кВА) равна: (кВА) равна:
 (2.7) (2.7)
где - коэффициент мощности (табл.1). При выборе значения необходимо иметь в виду следующее. С ростом мощностей рудовосстановительных печей увеличение тока значительно опережает рост рабочих вторичных напряжений. При этом резко возрастает индуктивная составляющая падения напряжения, а следовательно, понижается печной установки. Для обеспечения высоких электротехнических показателей на печах мощностью свыше 16,5 MB.А применяют установки поперечной и продольной емкостной компенсации реактивной мощности (УПК),которые позволяют поднять значение до 0,9-0,96.
Номинальную мощность трансформатора Sтp(кВА) принимают из соотношения
S
т
p
-
(1,2 S
'
(2.8) S
'
(2.8)
Превышение S
т
p
над S
'
вызвано необходимостью иметь резерв мощности, осваиваемый после длительного периода эксплуатации расчет улучшения технологического процесса, подбора новых шихтовых материалов и др.
Номинальная мощность трансформатора, определенная по формуле (2.8) сравнивается с принятым в СССР размерным рядом мощностей рудовосстановительных печей: 2,5;3,5; 4,5; 7,5; 10,5; 16г6;24,0; 33,0; 43,0; 63,0; 72,0; 100,0; 150,0; 250,0; 400,0; МВ.А. При этом принимается ближайшая мощность трансформатора ( S
т
p
).
Линейное рабочее напряжение (
u
л
,В) в точке соединения пакета короткой сети с выводами печного трансформатора равно:
  (2.9) (2.9)
где К
- поправочный коэффициент, учитывающий схему соединения вторичных обмоток трансформатора. Если обмотки соединены го схеме треугольник, , по схеме звезды К= , по схеме звезды К= , по однофазной схеме (когда обмотки трансформатора независимости друг от друг K=2. , по однофазной схеме (когда обмотки трансформатора независимости друг от друг K=2.
Для выбора ступеней напряжения трансформатора принимают интервал вторичных линейных напряжений (В):
от низшего  (2.10) (2.10)
до высшего  (2.11) (2.11)
Перепад напряжений между ступенями равен, В:
 (2.12) (2.12)
Номинальный ток вовторичной обмотке печного трансформатора,
1ном (кА)
 (2.13) (2.13)
3.2 ОПРЕДЕЛЕНИЕ ДИАМЕТРА ЭЛЕКТРОДА
ГЕОМЫТРИЧЬСКИХ РАЗМЕРОВ ВАННЫ ПЕЧИ.
Диаметр самоспекающегося электрода ( D
эл
,мм) выбирают из рациональных (освоенных в промышленности) для технологического процесса плотностей тока в электроде  (табл. I) (табл. I)
 (2.14) (2.14)
У нас в стране принят размерный ряд самоспекающихся круглых электродов диаметром от 350 до 2400 мм (350,600,750,950,100О, 1200,1400,1500,1700,1900,2000 и т.д.) и прямоугольных (плоских) электродов размером до 3200 х 800 мм, определяемый размерами стальных кожухов.
Расчетное значение диаметра электрода сопостовляется а размерным рядоми принимается; ближайшая большая величина сопостовляется а размерным рядоми принимается; ближайшая большая величина 
Толщина кожуха электрода ( мм) определяют по формуле мм) определяют по формуле
 (2.15) (2.15)
где - диаметр выбранного электрода в соответствии с размерным рядом, мм.
Полный максимально, допустимый ток (1доп,А) самоспекающего электрода диаметром (мм)
 (2.16) (2.16)
где  - глубина проникновения переменного тока частотой 50 Гц (обычно - глубина проникновения переменного тока частотой 50 Гц (обычно 600 мм). 600 мм).
Выбранный размер электрода ()
должен обеспечить условие 
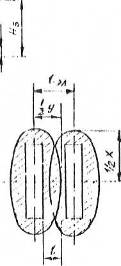
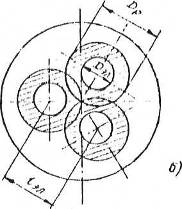
При определении геометрических параметров рабочего пространства круглой трехфазной печь исходной величиной является диаметр электрода и все другие геометрические размеры ванны (рис.6,а) выражается через .
В круглой трехфазной печи (рис.6,в) вес три реакционные зоны диаметром Dp
(mм)
 (2.17) (2.17)
гдеDp
- плотность мощности в объеме реакционной зоны табл. 1) в кВт/м3,- должны сходиться в центре печи ^следовательно диаметр распада электродов Др,э. ровен диаметру реакционной зоны Dp
.
Расстояние между осями электродов, называемые распадом, равно
 (2.18) (2.18)
Расстояние между каждым электродом и центром ванны одинаково и равно 0,5 Dp
.
Уменьшение или увеличение этого расстояния в рудовосстановительных печах нежелательно. В первом случае в центре ванны повысится плотность мощности, что приведет к плавлению шихты и более ускоренному ее сходу на этом участке, во втором между электродами появится участок с малой плотностью мощности, что приведет к превращению шихты в нем в гарнисаж.
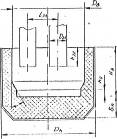
 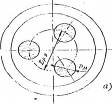
Рисунок 6- Расчетный эскиз круглой ванны а) и реакционные зоны рудовосстановительных печах б).
Для создания внешнего гарниссажа, представляющего хорошую огнеупорную теплоизоляцию, защищающую футеровку, диаметр ванны должен быть больше диаметра окружности, охватывающий действующие
объемы реакционных зон электродов, расположенных: по вершинам правильного треугольника. Диаметр такой окружности составляет 2
Dp
или 2Ррэ и
действующие отечественные ночи как открытые ,так и закрытие имеют ванну диаметром
 (2.19) (2.19)
Следует строить ванны диметром
 (2.20) (2.20)
Хотя в трехфазной ванне с погруженными электродами активная высота ванны (II) должна равняться распаду электродов:
 (2.21) (2.21)
в работающих печах отношение H
/
t
эл
(или, что то же, Hв/
D
р,э
) колеблется в пределах от 0,8 до1,14 при средней величине 0,95 м. какой-либо определенной зависимости этого отношении от процесса плавки не наблюдается. Поэтому исходя из того, что действующая (активная) глубина погружения электродов
 (2.22) (2.22)
которая для печей бесшлаковых процессов о удельным расходом энергии 7-13 МВт.ч
 (2.23) (2.23)
а для этих же печей при расходе энергии 4-7 МВт.ч
 (2.24) (2.24)
и многошлаковых и рудоплавильныхx печей
 (2.25) (2.25)
а также учитывая то, что для всех ванн о проводящим угольным подом отношение
 (2.26) (2.26)
при средней величине 0,07, можно представить активную высоту ванны как сумму h
эл
и h
0
:
 (2.27) (2.27)
Общая высота ванны (высота шихты).
 (2.28) (2.28)
 Параметры прямоугольной ванны (рис.8,а) также определяютсяисходя и» размера плоского электрода сечением аэл хвЭл ,а также площадью равновеликого круглого электрода диаметром Dэлустановленного исходи из расчета по формуле (2.14). Параметры прямоугольной ванны (рис.8,а) также определяютсяисходя и» размера плоского электрода сечением аэл хвЭл ,а также площадью равновеликого круглого электрода диаметром Dэлустановленного исходи из расчета по формуле (2.14).
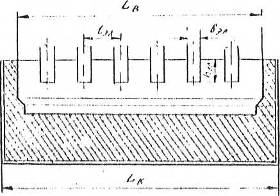
Рис. 8. Расчетный эскиз прямоугольной панны (а) и реакционные зоны в действующих рудовосстановительных почах (б)
Стороны плоского электрода площадь которого соответствует площади круглого электрода диаметром D
эл. ,определяется исходя из следующих соотношений:

где  (4,0 – 5,0) (4,0 – 5,0)
Плоские электроды того же сечения, что и круглые, в прямоугольной ванна должны располагаться ближе один к другому, поскольку токоподводы этих электродов имеют и сечении форму эллипса (рис.8,6).
Если относительная ширина реакционного слоя уплоских электродов уплоских электродов
 (2.31) (2.31)
тогда расстояние между осями электродов составит
 (2.32) (2.32)
Размеры реакционной зоны плоских электродов можно определить» приравняв площадь эллипса к площади реакционной зоны круглого равновеликого электрода и приняв оси эллипса х и у :
 и и  (2.33,2.34) (2.33,2.34)
 (2.35) (2.35)
где  - диаметр распада равновеликого электрода ,определяемой no(2.17). - диаметр распада равновеликого электрода ,определяемой no(2.17).
Для получения общей ванны необходимо, чтобы реакционные зоны электродов перекрывали друг друга, что обеспечивается при соблюдении условия
 (2.36) (2.36)
Размеры сечения ванны с учетом гарниссажа должны быть следующие:
 (2.37) (2.37)
 (2.38) (2.38)
Остальные параметры ванны h
эл ,
ho
,
H
,
HB
определяются исходя из диаметра равновеликого круглого электрода D
эл
и с учетом условий, оговоренных в уравнениях (21-28).
Общая высота печи ( ) определяется с учетом толщины футеровки подины ) определяется с учетом толщины футеровки подины
 (2.39) (2.39)
где  толщина подины. толщина подины.
Особенностью этой части футеровки является большая толщина (до 2 м и более) и хорошая тепловая изоляция. Большое тепловое сопротивление способствует снижению тепловых потерь и созданию не-обходимой высокой температуры в рабочем пространстве ванны, а значительная масса футеровки, обладающая большой теплотой инерцией, способствует сохранению устойчивой температуры в «тигле» при возможных кратковременные простоях.
На рис.9 приведено рациональное выполнение футеровки, отличной от распространенных конструкций, как правило, цилиндрических.
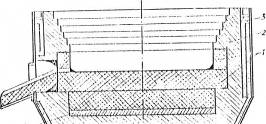
Рис.8-Рациональная футеровка рудовосстановительной печи:
1 -угольные блоки; 2 -кладка из огнеупорных шамотных
кирпичей; 3 -слой теплоизоляции из легковесного шамота; 4
-слой кладки из магнезитовых кирпичей 5-засыпка из шамотной крупки; 6-набивная масса
1 Расчеты пиропроцессов и печей цветной металлургии. Под научной редакцией Д.А Диомедовского, Л.М Шалыгина, А.А Галинберк, И.А Южанин. – М.: Металлургия, 1963. – 640 с.
2 Кривандин В.А. Металлургическая теплотехника – 2 том / В.А. Кривандин; профессор, доктор техн. наук. – М.: Металлургия, 1986. – 590 с.
3 Басов, Ельцев Справочник механика заводов цветной металлургии.
4 Басов А.И. Механическое оборудование обогатительных фабрик и заводов тяжелых цветных металлов. – М.: Металлургия, 1987. – 578 с.
|