Введение
Процесс холодной прокатки металла в виде полос и листов толщиной от 6 мм до 0,1 мм и менее (до 0,001 мм) получил большое распространение благодаря получению готовой холоднокатаной продукции широкого сортамента и высокого качества.
Холодная прокатка обеспечивает получение полос и листов с высокой чистотой поверхности, узкими допусками на геометрические размеры, с необходимыми механическими и физическими свойствами.
Точность полосы является важной характеристикой ее качества. С одной стороны, уменьшение разнотолщинности диктуется потребителями тонкого листа, производящими из него изделия штамповкой и другими операциями обработки металлов давлением (ОМД). Чтобы предотвратить это явление необходимо на стан установить нажимное устройство, отвечающее всем параметрам стана кварто-1700. В этой работе сравнивается два нажимных устройства электромеханическое и гидравлическое.
1. Технологическая схема производства холоднокатаного листа из непрерывнолитых слябов
Технологическая схема производства холоднокатаного листа из непрерывно литых слябов приведена на рисунке 1.
Исходным материалом для выплавки нержавеющей стали является металлический лом, поставляемый в контейнерах железнодорожным транспортом из копрового цеха.
Выплавка нержавеющей стали, производится методом аргонно-кислородного рафинирования полупродукта, выплавленного в дуговой электропечи ДСП-100, в агрегате АКР, доводкой в агрегате «ковш-печь» с последующей разливкой стали на машинах непрерывного литья заготовок, порезкой слябов на мерные длины, охлаждением и зачисткой поверхности.
Затем слябы поступают на стан горячей прокатки, где их нагревают и прокатывают на стане 2300/1700 на листы толщиной 3,5…6 мм, шириной 900…1100 мм.
Горячекатаный подкат в виде рулонов весом 3…5 тонн после термообработки, травления и обрезки кромок на непрерывном закалочно-травильном агрегате, прокатывается на стане кварто-1700 и дрессируется на стане дуо-1700. Затем производится порезка на листы и упаковка на агрегате упаковки пачек листов.
Заготовкой является непрерывно литой сляб толщиной 150…170 мм, шириной 1050…1550 мм и длиной 3600…4100 мм.
Технология производства состоит из следующих операций:
1. выплавка полупродукта в дуговой сталеплавильной печи ДСП-100;
Реклама

2. аргонно-кислородное рафинирование полупродукта;
3. доводка и легирование металла в агрегате «ковш-печь»;
4. разливка стали на машине непрерывного литья заготовок.
Выплавка полупродукта производится в дуговой сталеплавильной печи.
Электропечь ДСП-100 (рисунок 2) располагается на рабочей площадке. Рядом с ней размещён печной трансформатор мощностью 80 МВА. Со стороны рабочего окна электропечь обслуживается мульдозавалочной машиной.
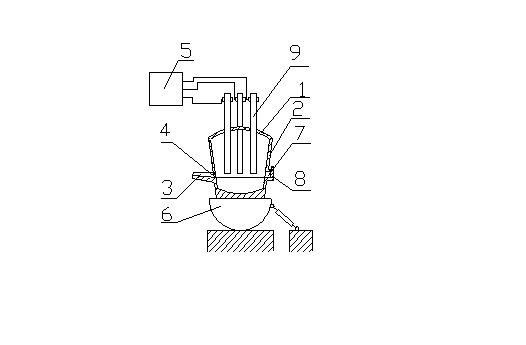
Рисунок 2. Схема дуговой электропечи: 1 – свод; 2 – стенки; 3 – желоб; 4 – сталевыпускное отверстие; 5 – печной трансформатор; 6 – сферический под; 7 – рабочее окно; 8 – заслонка; 9 – электроды
Загрузка в печь металлического лома производится из двух завалочных корзин, перемещающихся из шихтового пролёта посредством самоходных тележек – скраповозов, к дуговой электропечи. Затем с помощью кранов поднимается и загружается в печь.
Заливка в печь жидкого чугуна, доставляемого из доменного цеха, осуществляется краном, оснащённым траверсой для подъёма и транспортировки чугуновозных ковшей.

Рисунок 3. Агрегат кислородного рафинирования стали: 1 – конвертор; 2 – фурма для подачи кислорода
Выпуск металла производится в ковш, установленный на самоходном сталевозе, перемещаемом по рельсовому пути в пролёт аргонно-кислородного рафинирования (АКР). Шлаковая чаша из-под печи с помощью шлаковоза также вывозится в пролёт АКР.
Для аргонно-кислородного рафинирования применяем агрегат аргонно-кислородного рафинирования.
Агрегат АКР (рисунок 3) представляет собой конвертор рабочим объёмом 115 т, оснащённый помимо верхней продувочной фурмы пятью придонными фурмами, через которые металл продувается во время плавки смесью кислорода и аргона.
Полупродукт из печного пролёта доставляется в пролёт АКР в глуходонном переливном ковше и с помощью крана заливается в агрегат.
В процесс аргонокислородного рафинирования в агрегате АКР включает периоды обезуглероживании, раскисления и десульфурации. В качестве энергоносителей используются газообразный кислород и природный газ. В качестве инертного газа используется аргон.
На первой, второй и третьей ступенях обезуглероживания используют верхнюю кислородную фурму. По окончании окислительной продувки для раскисления металла и шлака вводят раскислители (алюминий, известь, шпат). Готовая сталь разливается на МНЛЗ.

Рисунок 4. Схема машины непрерывного литья заготовок: 1 – сталеразливочный ковш; 2 – промежуточный ковш; 3 – кристаллизатор; 4 – зона вторичного охлаждения; 5 – тянущие валки; 6 – газокислородная горелка; 7 – поддерживающие ролики; 8 – заготовка
Реклама

Сущность работы машины непрерывного литья заготовок (рис. 4) заключается в том, что жидкую сталь непрерывно заливают в водоохлаждаемую изложницу без дна – кристаллизатор, из нижней части которого вытягивают затвердевший по периферии слиток с жидкой сердцевиной. Далее слиток движется через зону вторичного охлаждения, после чего его разрезают на мерные длины. Разливку ведут до израсходования металла в сталеразливочном ковше или же разливают без перерыва металл из нескольких ковшей (разливка методом «плавка на плавку»).
Подаваемый на разливку металл должен быть обработан на установке доводки металла.
По окончании обработки на АКП сталеразливочный ковш устанавливают на подъемно-поворотный стенд МНЛЗ в резервной позиции, подсоединяют гидроцилиндр шиберного затвора.
Поворотом стенда устанавливают сталеразливочный ковш 1 в рабочую позицию. Осуществляют установку защитной трубы с устройством для подачи аргона. Перед установкой защитной трубы на устройство проверяется его состояние.
После установки защитной трубы и прижима ее к коллектору в технологическое отверстие трубы или в металлический коллектор трубы подается аргон с расходом 20…25 м3
/ч (80…100% от показания ротаметра) при давлении 0,2…0,4 МПа. Установка защитной трубы осуществляется после установки и центрирования промежуточного ковша 2 над кристаллизатором 3.
Устанавливают на промковш погружной стакан, уплотненный в зазоре с аргонным кольцом асбестовым пухом.
Открывают шиберный затвор, в стык защитной трубы с коллектором одновременно подают аргон. При достижении в промковше 1/4 рабочего уровня металла, соответствующего двум кирпичам кладки на ребро (около 260 мм), закрывают зеркало металла шлакообразующей смесью.
Время между последним измерением температуры на АКП и открытием шиберного затвора должно составлять не более 30 мин, от момента поднятия горелок разогрева до поступления металла в промковш – не более 5 минут. Допускается производить установку погружного стакана в процессе наполнения промежуточного ковша.
Открытие шиберного затвора сталеразливочного ковша считается началом разливки.
После наполнения промковша металлом на одну треть высоты (300…400 мм) открывают стопор промежуточного ковша и подают металл в кристаллизатор.
После запуска МНЛЗ промковш устанавливают до уровня погружения нижнего торна стакана в металл на 150…160 мм. Уровень шлака в кристаллизаторе должен быть 30…40 мм.
Уровень металла в промковше доводится до рабочего (950 мм от дна ковша с учетом шлакового слоя или 8 кирпичей).
В процессе разливки производят измерения температуры металла в промковше: после отливки 3 метров слитка, после отливки 10 метров и в последующем через 15 метров до конца разливки.
Отбор двух проб на химический анализ производится на 30…35 метре разливки.
Слиток по рольгангу поступает на газорезку 6, где во время движения происходит порезка слитка на заданные мерные слябы (3600…4100 мм).
После обрезки мерного сляба рольганг за ножницами переключается на транспортную скорость, передает сляб на транспортные рольганги и по ним сляб транспортируется к месту маркировки.
Листовая сталь, включая горячекатаные полосы в рулонах, является одним из наиболее экономичных видов проката.
Горячекатаный листовой прокат может являться товарной продукцией металлургического предприятия или использоваться в качестве исходной заготовки для производства гнутых профилей, сварных труб, холоднокатаного листового металла и жести.
В настоящее время наиболее эффективным способом производства подката для станов холодной прокатки является прокатка на непрерывных и полунепрерывных станах.
Производство горячего листа осуществляется на полунепрерывном стане 2300/1700 (рисунок 5.), состоящем из толстолистового стана 2300, выполняющего роль черновой группы и непрерывной группы клетей стана 1700.
Сортамент стана 2300/1700:
Стан 2300:
нержавеющие аустенитные и ферритные марки стали;
толщина – 6…20 мм;
ширина – 600…1800 мм.
Стан 1700:
Нержавеющие аустенитные и ферритные марки стали;
толщина – 3…6 мм;
ширина – 900…1100 мм;
масса – до 6 т.
В качестве заготовки для стана 2300/1700 используются непрерывнолитые слябы.

Рисунок 5. Полунепрерывный стан горячей прокатки 2300/1700: 1 – рольганг; 2 – методические нагревательные печи; 3 – стан 2300; 4 – вертикальный окалиноломатель; 5 – уширительная клеть стана 2300; 6 – универсальная клеть стана 2300; 7 – проходная подогревательная печь; 8 – непрерывная группа клетей 1700; 9 – установка ламинарного охлаждения; 10 – моталки
Подготовленный металл праценкранами подается на подъемно-опускающийся стол, затем сталкивателем сляб передается на рольганг 1 перед методическими печами 2. Толкателями спаренного типа металл загружается в печи.
Нагретые слябы выталкиваются из печей на приемный рольганг, по которому подаются к вертикальному окалиноломателю 4 для ломки сплошного слоя окалины. Затем слябы поступают в уширительную клеть 5, где они прокатываются за 3–5 проходов до толщины 40…65 мм. После уширительной клети раскат поступает в универсальную клеть кварто 6.
После универсальной клети подкат по рольгангу подается в подогревательную печь с роликовым подом 7. Подогретые до температуры 1100…1200°C, раскат передается на прокатку на непрерывную группу клетей 8 стана 1700. Полосы прокатываются на заданные толщины по расчетному скоростному режиму. Плоскостность полос при прокатке регулируется гидравлическим противоизгибом рабочих валков.
Затем прокат охлаждается в установке ламинарного охлаждения 9 для обеспечения необходимого уровня механических свойств.
После системы ламинарного охлаждения полосу сматывают в рулоны. Сматывание производиться на 3‑х моталках 10.
Все рулоны передаются на склад, где после 40-часового охлаждения и приемки ОТК передаются в цех холодной прокатки.
Холоднокатаная (нержавеющая) сталь находит широкое применение в машиностроении, приборостроении, химической промышленности, энергетике и др.
По способу применения в промышленности нержавеющие стали делятся на коррозионностойкие и жаростойкие. Коррозионностойкие стали обладают стойкостью против атмосферной, почвенной, щелочной, кислотной, солевой коррозии. Жаростойкие (окалиностойкие) стали, и сплавы противостоят химическому разрушению поверхности в газовых средах при температуре выше 550°С. В зависимости от структуры, приобретаемой после окончательной термической обработки, коррозионностойкие стали подразделяются на следующие классы:
- Мартенситные: 20X13,30X13,40X13, 15Х11МФ, 11Х11Н2В2МФ, 30Х13Н7С2 и др.
- Мартенситно-ферритные: 12X13, 15Х12ВНМФ, 18Х12ВМБФР, 08Х17Н5М3 и др.
- Ферритные: 08X13, 12X17, 08Х17Т, 15Х25Т, 15X28, 15Х18СЮ и др.
- Аустенитно-мартенситные: 20Х13Н4Г9, 0ЭХ15Н9Ю, 09Х17Н7Ю, 08Х17Н5М3 и др.
- Аустенитно-ферритные: 08Х20Н14С2, 12Х21Н5Т, 08Х21Н6М2Т, 20Х23Н13 и др.
- Аустенитные: 10Х14Г14НЗТ, 10Х14АГ15,12Х17ГДАН4, 08Х17Н13М2Т, 15Х17АГ14, 08Х18Н10, 08Х18Н10Г и другие.
В зависимости от химических элементов, входящих в состав, и их количества различают:
- хромистые (0X13, 1X13, 2X13, 3X13 и др.);
- хромоникелевые (Х18Н10, Х18Н9 и др.);
- хромотитановые (Х17Т и др.);
- хромоникельтитановые (12Х18Н10Т, 0X21Н5Т);
- хромоникелькремнистые (Х20Н14С2, Х25Н20С2).
Наиболее широкое применение получили хромоникелевые аустенитные стали, обладающие высокими антикоррозионными и механическими свойствами, а также хорошей пластичностью, свариваемостью и относительно высокой прочностью при температуре не выше 770°С.
При производстве листового металла применяют главным образом рулонный способ. Лишь незначительную часть сталей отдельных марок подвергают полистовой прокатке, что наиболее характерно для производства крупногабаритного и сравнительно толстого листа, а также для осваиваемых новых марок сталей. В условиях ОАО «ЧМК» лист производят рулонным способом.
Размерный сортамент листопрокатного цеха ОАО «ЧМК»:
- лист холоднокатаный толщиной 0,5…6,0 мм, шириной 600…1500 мм, длиной 2000…4000 мм.
- рулон холоднокатаный толщиной 0,5…6,0 мм шириной 100…1500 мм весом до 5т.
Типовая схема технологии производства холоднокатаной нержавеющей листовой стали включает термическую обработку горячекатаных полос, травление, холодную прокатку, термическую обработку холоднокатаных полос, травление холоднокатаных полос, дрессировку, порезку полос на листы, сортировку и упаковку.

Рисунок 6. Прокатный стан кварто-1700: 1 – бумагомоталка; 2 – разматыватель; 3 – правильная машина; 4 – натяжные барабаны; 5 – клеть кварто-1700; 6 – гильотинные ножницы; 7 – съемная моталка; 8 - бумагоразматыватель
Прокатка горячекатанных термообработанных травленых полос производится на реверсивном стане кварто-1700 (рисунок 6.).
Подкатом для стана кварто‑1700 являются полосы смотанные в рулоны.
Размеры рулонов:
внутренний диаметр – 750 мм;
наружный диаметр – 900…1800 мм;
масса рулонов – до 15 тонн;
толщина подката – 3,0…6,0 мм;
толщина полос после прокатки – 0,5…3,2 мм.
Подкат и холоднокатаный металл после прокатки должен удовлетворять требованиям ГОСТ 5632, 5582, 7350, 19904, 19903 и действующих технических условий.
Стан работает следующим образом.
Рулоны, сваренные встык, прошедшие закалку и травление, подаются к стану, и устанавливаются на разматывателе 2. Передний конец установленного на консольном разматывателе рулона через правильную машину 3 с тянущими роликами подается в стан, а затем в натяжной барабан, размещенный на поворотном устройстве.
После установки необходимого обжатия и натяжения полоса прокатывается до выхода заднего конца полосы из правильной машины. Заднее натяжение в первом проходе складывается из усилия, создаваемого правильной машиной, и регулируемого натяжения, создаваемого разматывателем.
Вышедший из правильной машины задний конец полосы заправляется в натяжной барабан, на который в следующем проходе полоса наматывается с натяжением до 450 кН. В зависимости от исходной и заданной конечной толщины полосы прокатка осуществляется за 3…15 проходов с обжатиями 20% и менее. По завершении прокатки натяжной барабан с прокатанным рулоном с помощью поворотного устройства разворачивается на 180° для перемотки полосы на съемную моталку 7 и для приема на свободный барабан переднего конца новой полосы. Продолжительность паузы при этом составляет около 60 с.
Масса горячекатаных рулонов подката, передаваемых в цеха холодной прокатки, достигает 6 т (за рубежом до 20 т и более).
На всех переделах, связанных с перематыванием полосы, для предохранения ее поверхности от повреждения между витками рулона прокладывают специальную защитную бумагу.
В процессе холодной прокатки происходит упрочнение, наиболее интенсивное в начале деформации (до 20%). Относительное удлинение уменьшается непропорционально упрочнению. Ударная вязкость после холодной прокатки стали снижается на 70…80%. Модуль упругости в продольном направлении уменьшается, а в поперечном – увеличивается. Холодную прокатку листов, полос и лент необходимо осуществлять при минимально возможном числе проходов.
Листы из нержавеющей стали можно править на роликовых правильных машинах. Однако самым эффективным способом правки является дрессировка. Дрессировку полос осуществляют на одно- или двухклетевых станах с двух- и четырехвалковыми клетями.
Термическая обработка и травление горячекатаных полос производится на непрерывном закалочно-травильном агрегате (НЗТА).
НЗТА (рисунок 7.)предназначен для термообработки и травления горячекатаных и холоднокатаных полос.
Непрерывность процессов закалки и травления горячекатаных полос из нержавеющей стали обеспечивается наличием в агрегате сварочной машины и петлевых устройств.
Агрегат работает следующим образом. Рулоны подаются к головной части агрегата. С помощью двухголовчатого разматывателя с прижимным роликом 1 полосу заправляют в правильно-тянущую листоправильную машину 2. После правки передний конец полосы обрезают гильотинными ножницами 3 и приваривают к заднему концу предыдущей полосы. Для сварки полос плавящимся электродом в атмосфере аргона на агрегате установлена полуавтоматическая сварочная машина 4. Грат удаляют резцовым гратоснимателем. Для накопления полосы на время остановки для сварки за сварочной машиной имеется петлевое устройство 5. Им может быть принято 134 м полосы. Петлевое устройство имеет четыре организованные петли; управление приводами петлевого устройства автоматическое.
Из петлевого устройства полоса поступает в трехсекционную горизонтальную, отапливаемую природным газом протяжную печь 6, где нагревается до 1050°С. Скорость движения полосы составляет: 8…11 м/мин.
Охлаждение полосы, вышедшей из протяжной печи, комбинированное. Двусторонняя обработка полосы воздухом, а затем водой давлением 5 атм в установке охлаждения 7 обеспечивает снижение ее температуры до 40…80°С. По термической печи полоса проходит, опираясь на ролики, установленные между секциями. Внутри печи полоса свободно провисает.
С целью частичного (до 70%) удаления окалины предусмотрена обработка полосы дробью. Дробеметная установка 8 состоит из семи секций с четырьмя дробеметными аппаратами в каждой. Каждым аппаратом подается на полосу до 400 кг дроби в минуту скорости 50…75 м/с. На установке применяется литая стальная дробь или стальная сечка.
Обработанная дробью полоса подогревается до 300…350°С в проходной, отапливаемой природным газом конвективной печи 9 и поступает на химическое травление в ванну щелочного расплава. Выносимые из ванны остатки щелочи смываются с полосы в установке щетономоечной машине.
Далее полоса проходит через две ванны электролитического травления 12, где растворяется оставшаяся на полосе окалина. Внутри ванны расположено 12 верхних и 12 нижних электродов.
В агрегате осуществляется электролитическое травление полос в растворе сульфата натрия (15…20%). Температура раствора 50…80°С, плотность постоянного тока 5…30 А/дм2
, водородный показатель рН=4…7.
При наложении постоянного тока в нейтральном электролите (раствор сульфата натрия) в результате диссоциации на поверхности полосы образуется нерастворимый гидрат окиси железа (шлам), который с помощью центрифуги отделяется от раствора. Очищенный от шлама раствор снова используется для травления. После травления полоса промывается в щеточно-моечной машине 11 и в ванне струйной промывки водой 14 при 30…40°С. Затем полоса поступает в ванну пассивации (раствор 6…8% азотной и 2…4% плавиковой кислот при 40…60°С). Шлам с поверхности полосы удаляется в ванне струйной промывки 14 последовательно. В специальной установке производится сушка полосы горячим воздухом (80…110°С).
Очищенная от окалины полоса через петлевое устройство поступает в дисковые ножницы 16 для обрезки кромок, затем при необходимости останавливается для вырезки сварного шва, для чего в линии агрегата имеются гильотинные ножницы 3. При остановке на вырезку шва полоса заполняет петлевое устройство, позволяющее создать резерв для работы в течение 8 мин. Далее полоса поступает в моталку 10, где сматывается в рулон весом до 15 т. Для предотвращения повреждения поверхности полосы между витками предусмотрена подмотка бумаги с помощью специального разматывателя.
Стабилизация толщины полосы и натяжений
Точность полосы является важной характеристикой ее качества. С одной стороны, уменьшение разнотолщинности диктуется потребителями тонкого листа, производящими из него изделия штамповкой, гибкой и другими операциями обработки металлов давлением (ОМД). Из-за разнотолщинности снижается точность и качество получаемых изделий, растут вариация и неравномерность напряжений и усилий при штамповке, повышается износ инструмента. За характеристику разнотолщинности полосы можно принять дисперсию толщины полосы. Если толщину измерять в нескольких точках по ширине полосы, то будет получена статистически полная характеристика толщины. Однако, учитывая соотношение длины и ширины полосы, а также результаты экспериментальных исследований, можно считать вариацию толщины полосы по ее ширине примерно на порядок меньше, чем по длине. Поэтому при оценке непостоянства толщины можно ограничиться результатом измерения ее в одном по ширине сечении, как это и делается на практике.
Причинами разнотолщинности полосы являются разнотолщинность подката, и разнотолщинность порождаемая эксцентриситетами валков, и различного рода биениями, которые влекут периодические колебания межвалковых натяжений и зазоров между валками. Чтобы добиться одинаковой толщины полосы при выходе из клети нужно регулировать межвалковый зазор или создавать усилия по натяжению полосы во время её прокатки. Реализация этой задачи осуществляется различными способами:
1 – станочное профилирование образующих бочек опорных и рабочих валков;
2 – тепловое регулирование профиля бочек рабочих валков в процессе прокатки полосы;
3 – принудительный изгиб рабочих валков в вертикальной плоскости воздействием на их подушки;
4 – осевая сдвижка рабочих валков с применением различных профилировок валков.
Способы 3 и 4 обладают высоким быстродействием регулирования профиля и формы полосы и широко применяются на станах горячей и холодной прокатки. Воздействие гидравлическим изгибом ограничено прочностью подшипников качения рабочих валков.
Основное назначение нажимных устройств тонколистового стана – регулирование толщины полосы, требования к качеству которой постоянно растут. При регулировании толщины полосы требуется компенсировать незначительные, но быстроизменяющиеся её отклонения. Несмотря на постоянное совершенствование конструкции систем управления, электромеханические нажимные устройства имеют весьма низкое (по сравнению с требуемым) быстродействие. В настоящее время достигнуты скорости перемещения нажимного винта порядка 1 мм/с и ускорения до 2 мм/с2
. Для повышения качества регулирования необходимо значительно повысить в первую очередь уровень развиваемых двигателем ускорений. Однако известно, что повышение уровня ускорения сопряжено с необходимостью увеличения пускового тока, который ограничен тепловым режимом работы двигателя и не может превышать номинальный ток более чем в 2,5 раза (при специальном исполнении двигателя в 3,5 раза). Поэтому значения ускорения 2 мм/с2
является фактически предельным для электромеханического нажимного устройства. Кроме того, следует учитывать, что при значительной частоте возмущений по толщине, порождённых, например, эксцентриситетом валков стана холодной прокатки, электромеханическое нажимное устройство с низким ускорением не успевает разгоняться до максимальной скорости и всё время работает в режимах ускорения или замедления, т.е. с повышенной нагрузкой. Для предотвращения износа нажимного устройства и обеспечения устойчивости системы автоматического регулирования толщины обычно предусматривают достаточно широкие зоны нечувствительности. Необходимо иметь в виду, что повышение ускорений нажимного устройства влечёт рост динамических нагрузок в механических звеньях, следовательно, требует их усиления и утяжеления, что приводит к увеличению маховых масс. Отсюда также следует ограничение на уровень ускорений электромеханического нажимного устройства.
Скорость действия нажимного устройства увеличивается применением гидравлического привода. В гидроприводе отсутствуют механические передачи и вращающиеся звенья, обладающие существенной инертностью, по этому гидравлическое нажимное устройство развивает ускорения до 500 мм/с2
. Это более чем на 2 порядка выше ускорения, развиваемого электромеханическим устройством. Нажимное устройство с гидроприводом обеспечивает большую точность отработки управляющих воздействий за счёт исключения люфтов и упругого закручивания нажимного винта при вращении его под нагрузкой (усилием прокатки), характерным для устройства с электроприводом. В качестве весьма важных преимуществ гидравлического нажимного устройства на ряду с перечисленными выше можно назвать малый износ, надёжность, простоту обслуживания, позиционирования и контроля зазора. Гидравлическое нажимное устройство более компактно и менее металлоёмко, отличается надёжностью и простотой обслуживания. Благодаря малой инерционности, устройство позволяет компенсировать эксцентриситет валков стана холодной прокатки, в значительной мере определяющий дисперсию толщины холоднокатаной полосы. Гидравлическое нажимное устройство даёт возможность обеспечить постоянство зазора или усилия прокатки. Последнее весьма важно, т. к. позволяет достаточно просто осуществлять аварийное отключение при чрезмерном, скачкообразном увеличении усилия прокатки и, следовательно, значительно повысить надёжность стана, снижая вероятность поломок механического оборудования клетей. Отмеченные преимущества достигаются лишь при высокой точности изготовления гидрооборудования и качественной очистке масла. Часто гидравлическое нажимное устройство применяется в комбинации с электромеханическим нажимным устройством, обеспечивающим большие перемещения и повышающим надёжность.
На основании вышеприведённых доводов сделаем вывод о необходимости дополнения электромеханического нажимного устройства гидравлическим.
5. Расчётное задание
Расчёт количества проходов осуществляется по формуле  , где , где  – коэффициент вытяжки, изменяющийся в пределах от 1 до 1,25. Расчёты количества проходов сведены в таблицу 1. – коэффициент вытяжки, изменяющийся в пределах от 1 до 1,25. Расчёты количества проходов сведены в таблицу 1.
Таблица 1
| № прохода |
|
h0 |
h1 |
| 1 |
1,2 |
2,5 |
2,08 |
| 2 |
1,2 |
2,08 |
1,74 |
| 3 |
1,2 |
1,74 |
1,45 |
| 4 |
1,2 |
1,45 |
1,21 |
| 5 |
1,2 |
1,21 |
1 |
| 6 |
1,2 |
1 |
0,84 |
| 7 |
1,15 |
0,84 |
0,73 |
| 8 |
1,2 |
0,73 |
0,61 |
| 9 |
1,217 |
0,61 |
0,5 |
Расчёт жёсткости клети
Общую схему расчёта жёсткости клети покажем для последнего прохода, так как усилия в этом проходе максимальные.
 – радиус валков; – радиус валков;
 – усилие проката; – усилие проката;
sф
– сопротивление деформации;
ss
– предел текучести;
 – среднее удельное давление; – среднее удельное давление;
 – ширина полосы равная 1 м; – ширина полосы равная 1 м;
 – ширина пояса деформации; – ширина пояса деформации;
 – коэффициент трения между роликом и заготовкой; – коэффициент трения между роликом и заготовкой;
Qв
– усилие с которым валок давит на полосу;
 – прижимное усилие одного гидроцилиндра.
– прижимное усилие одного гидроцилиндра.


Коэффициент трения примем равный 0,15
Расчёт основных характеристик нажимного устройства
Основной характеристикой гидравлического нажимного устройства является диаметр плунжера d.
р – давление воды в системе
Давление воды в системе примем равным 35 МПа
 (1) (1)
Из уравнения (1):

6. Экология и БЖД
Работа каждого трудящегося комбината должна основываться на понимании того, что в условиях насыщенности производства всевозможными машинами, механизмами, электроустановками и др. агрегатами, облегчающими труд и делающими его максимально эффективным, в условиях сложного технологического процесса техника жестоко наказывает за небрежное, безграмотное к ней отношение.
Коллективный труд ставит в необходимую зависимость всех членов коллектива. Халатность в работе, нарушение безопасности труда является задачей каждого работника комбината.
Основой системы управления охраной труда является трехступенчатый контроль над состоянием условий и охраны труда на рабочих местах, производственных участках, в цехах и заводах, а также за соблюдением всеми службами, должностными лицами и работающими законодательных и нормативно-технических актов по охране труда.
Система управления охраной труда включает следующие основные задачи:
· обеспечение единой технической политики в области охраны труда;
· обеспечение безопасности производственных процессов;
· обеспечение безопасности производственного оборудования, зданий и сооружений;
· обеспечение безопасности трудовых процессов, создание оптимальных режимов труда и отдыха;
· повышение оснащенности техническими средствами охраны труда;
· повышение квалификации работников в области охраны труда;
· совершенствование организации производства и труда;
· обеспечение рабочих средствами индивидуальной и коллективной защиты;
· обучение рабочих и пропаганда безопасных методов труда;
· санитарно бытовое обслуживание;
· обеспечение гигиенических условий труда и их нормализация.
Система управления охраной труда может постоянно совершенствоваться с учетом опыта работ и нормативно-технических документов.
Разработка мероприятий по обеспечению безопасных условий работы на участке
Основными неблагоприятными факторами в прокатных цехах являются высокая температура воздуха, интенсивное инфракрасное излучение, вредные токсические выделения, шум, вибрация.
Опасность поражения электрическим током возникает при использовании печей сопротивления для нагрева заготовок, потребляющих электрическую мощность 15–330 кВт при напряжении на клеммах 50–80 В.
Причинами травм работающих в прокатных цехах являются: отсутствие ограждения движущихся вращающихся частей оборудования и автоматической подачи заготовок, расположенных на высоте до 2,5 м от уровня пола; отсутствие ограждения рабочей опасной зоны стана; отсутствие блокировки пультов управления при групповом управлении для каждого поста; отсутствие безопасных проходов, проездов и т.д.
Требования к материалам, производственному оборудованию, организации рабочих мест
Металл, поступающий в заготовительное отделение (на склады), укладывают в устойчивые штабеля высотой не более 1–1,2 м (при отсутствии упоров-столбиков), оставляя проходы между штабелями шириной не менее 1 м. Устойчивость штабелей металла обеспечивается установкой прочных металлических стоек. При использовании стоек-стеллажей высота штабелей может быть увеличена на 2 м.
Отходы и окалину необходимо хранить в таре или в специально отведенном месте с бетонным или металлическим полом и убирать не реже одного раза в месяц. Место хранения отходов должно быть ограждено сплошным металлическим или железобетонным ограждением высотой 0,5 м.
Скорость передвижения по цеху для транспорта должна быть не более 5 км/ч, а при въезде в узкие или загроможденные места – не более 3 км/ч.
Эксплуатация электропечей должна осуществляться согласно «Правилам технической эксплуатации электроустановок потребителей» и «Правилам техники безопасности при эксплуатации электроустановок потребителей».
Для защиты от теплового потока возле боковых стенок печей устанавливают экраны на высоту не менее 2,5 м, охлаждаемые проточной водой, с отверстиями против смотровых и рабочих окон печи. У стенки печей со стороны горелок располагают асбестовые экраны на металлическом каркасе или многослойные экраны из листового алюминия.
Специалисты, работающие в прокатных цехах, должны обеспечиваться специальной обувью, спецодеждой и предохранительными приспособлениями согласно типовым отраслевым нормам.
В соответствии со СНиП 11–92–76 и ОНТП 01–82 персонал разделяется на группы санитарной характеристики производственных процессов.
При ведении технологических процессов на МНЛЗ выделяются вредные, токсичные вещества и газы, которые должны быть локализованы, обезврежены, очищены цехом до предельно допустимых норм до выброса или слива в окружающую среду.
Цех обеспечивает эффективную работу очистных сооружений (ОНУПС – отделение непрерывной утилизации промышленных стоков), систем газоочисток и пылеулавливания и контроля степени загрязнения сточных вод и воздуха.
Цех не допускает соединения сетей хозяйственного питьевого водопровода с сетями водопровода подающего воду технического качества (ХОВ30, ХОВ70). Осуществляет постоянный контроль над состоянием питьевой воды и канализацией согласно Федерального Закона 116‑ФЗ от 21.07.97., СНИП и ПБ 11–493–02. – Общих правил безопасности для металлургических и коксохимических предприятий и производств.
К выполнению прокатных работ допускаются лица не моложе 18 лет, прошедшие предварительный медицинский осмотр. Один раз в год проводится повторный медицинский осмотр. Работающие, которым по роду выполняемой работы необходимо иметь дело с перемещением грузов грузоподъемными машинами, должны быть обучены смежной специальности стропальщика в соответствии с требованиями «Правил устройства и безопасной эксплуатации грузоподъемных кранов».
Работы по очистке и ремонту боровов печей должны выполняться специально обученными рабочими; женщины и подростки к этим работам не допускаются.
|
