Зміст
Вступ
І. Технологія виготовлення сухих будівельних сумішей
ІІ. Машини для перемішування сухих будівельних сумішей. Опис конструкції та роботи проектованої машини
ІІІ. Розрахункова частина
ІV. Техніка безпеки і охорона праці
Література
Вступ
“Країна, яка будується — розвивається,” — вислів Рузвельта стосувався післявоєнної Німеччини, але добре підходить і для сучасної України, економіка якої, на жаль, ніяк не може виборсатися з глибин економічної кризи. Та попри усі негаразди, будівельна промисловість в нашій країні розвивається — це значить, що країна будується. Існуючі заводи не в змозі забезпечити потреби населення у високоякісних та зручних у використанні будівельних сумішах.
Будівельні суміші та матеріали — основа промислового і житлового будівництва. Від рівня їхнього виробництва залежать темпи і якість будівельних робіт.
Сухі будівельні суміші (СБС) протягом 80-х років минулого століття завоювали ринок Західної Європи. Їх перевагою стало те, що будівельникам не потрібно було вручну замішувати розчини для шпаклювання, штукатурки чи укладення плитки і весь час тримати в голові тонкощі їхньої рецептури. До того ж обсяг роботи виконувався майже втричі швидше. Перенесення процесу приготування сумішей безпосередньо з будівництва на завод вирішувало чимало проблем. По-перше, якість приготування розчинів для ремонтно-оздоблювальних робіт перестала залежати від досвідченості чи недосвідченості конкретного працівника на будівництві. Змішування компонентів у заводських умовах давало змогу точніше дотримуватися рецептури і застосовувати хімічні добавки, які надавали сумішам нових властивостей – морозо- чи вологостійкості, міцності на стиснення, прискорювали чи сповільнювали тверднення суміші тощо. Та й будівельники перестали витрачати час
З 2000 року СБС почали використовуватися і виготовлятися в Україні.
Нагадаємо, що вперше сухі будівельні суміші широко прийшли на наш ринок з Польщі, де свого часу було збудовано завод компанії Henkel Bautechnik. Більшість з них постачались до нашої країни відверто нелегальним способом. Однак тепер пропала основна потреба в цьому. Справа в тому, що перший в Україні спеціалізований завод з виробництва сухих будівельних сумішей Ceresit відкрито у Вишгороді, поблизу Києва, на колишній території військового навчального центру. Сучасне підприємство, зведене за рекордно короткий час – 10 місяців, щороку виготовлятиме 100 тис. тонн якісних будівельних сумішей для укладання плитки й вирівнювання підлоги, штукатурки, шпаклівки. Завод працюватиме на місцевій мінеральній сировині, за винятком складних органічних компонентів, що імпортуватимуться з країн Європи.
Реклама

Найбільшими виробниками на західному ринку, як і в Україні, є Ceresit, Henkel; з українських виробників – "Полірем", "Полімін" (Київ), "Атлант", "Ферозіт" (Львів).
Зі збільшенням попиту на високоякісні СБС розвивається відповідне виробництво. Заводи, які використовуються мають перспективи подальшого розширення технологічних можливостей, нарощування обсягів виробництва. Індустріальне виробництво СБС дозволяє різко збільшити використання зол і шлаків ТЕС в складі сумішей. Встановлення заводів безпосередньо на ТЕС поруч з димовими трубами з електрофільтрами дозволить знизити витрати при виробництві СБУ за рахунок використання золи, частково заміняючої цемент і подрібненого шлак, який заміняє пісок і мілкий щебінь. Золу з електрофільтрів не потрібно сушити, так як вона безводна, а подрібнений шлак можна сушити відхідними тепловими газами. Виробництво СБС на ТЕС дозволяє в 2-3 рази знизити собівартість виробництва. Це також повинно зацікавити енергетиків, тому що виробництво СБС на ТЕС значно рентабельніше. Ніж виробництво самої електроенергії.
Використання СБС в будівництві потребує відповідного випуску механізованих засобів для приготування і укладання розчинів і бетонів з СБС на об'єктах будівництва. Збільшення об'ємів випуску таких машин та збільшення їх різновидів забезпечить інтенсивний ріст використання СБС на будівництві.
Отож, СБС є дуже перспективним видом будівельних матеріалів, який може замінити собою традиційні будівельні матеріали, за рахунок легкості у транспортуванні та зберіганні.
Для підвищення ефективності виробництва потрібно створювати устаткування, яке за техніко-економічними показниками відповідає світовим досягненням, що забезпечує значне підвищення продуктивності праці, економію матеріалів, палива й електроенергії, конкурентоспроможність на зовнішньому ринку.
Якість сухих сумішей багато в чому залежить від якості змішування компонентів. Це в значній мірі визначало актуальність теми даної роботи.
Реклама

І. Технологія виготовлення сухих будівельних сумішей
1.1 Основні поняття про сухі будівельні суміші та області їх застосування
На відміну від розчинів і бетонів, приготованих за традиційною технологією, сухі суміші доставляються на об'єкти будівництва в сухому вигляді і змішуються з
водою безпосередньо перед використанням. Спочатку сухі суміші застосовувалися у випадках, коли доставка звичного розчину і бетону на об'єкти будівництва була утруднена або неекономічна. В результаті розробки нових домішок і технологій виробництва сухих сумішей вдалося реалізувати оригінальні технології будівельних робіт на основі модифікованих сухих сумішей. До них відносяться тонкошарові технології (самовирівнюючі розчини, тонкі штукатурки та ін.), комплексні системи пристрою несучої підлоги і ін. Світовий і вітчизняний досвід використання сухих сумішей, показав їх високу ефективність і переваги в порівнянні з традиційними методами проведення робіт: підвищення продуктивності праці в 1,5-5 раз залежно від виду робіт, механізації, транспортування і т. д.;
- зниження матеріаломісткості в порівнянні з традиційними технологіями в 3-10 разів залежно від видів робіт (плиткові роботи - в 7 разів, вирівнювання стін і підлоги - в 10 разів);
- стабільність складів, і як наслідок, підвищення якості будівельних робіт;
- тривалість терміну зберігання без зміни властивостей і витрачання в міру необхідності;
- можливість транспортування і зберігання при негативній температурі.
В даний час в світі випускається широка номенклатура сухих сумішей для різних видів будівельних робіт.
Сухі суміші використовуються для:
1. Вирівнювання стін і стель:
а) штукатурні розчини (гіпсові, вапняні, цементні, цементно-вапняні, декоративні);
б) розчини для монтажу гіпсокартонних листів (монтажний клей, гіпсова шпакльовка);
2. Устрою підлог:
а) основи під покриття (легкі закладочні суміші, вирівнювачі, самовирівнювані суміші);
б) несучі підлоги ( суміші для поверхневого ущільнення бетонних підлог, розчини для промислових підлог);
3. Плиточних робіт:
а) плиточні розчини (стандартні професійні, для гнучких поверхонь);
б) затирки для швів;
4. Малярних робіт:
а) шпаклівки (синтетичні, гіпсові клеєві);
б) фарби (цементні, вапняні, цементно-вапняні, латексні);
в)ґрунтовки;
5. Кладочних робіт
(розчини для укладки газобетонних блоків, для кам'яної кладки, закладочні суміші для термовкладишів);
6. Теплоізоляційних робіт
(клей для приклеювання теплоізоляційних матеріалів і армуючої сітки, вирівнювальні розчини і т.д.).
7. Гідроізоляційних робіт
(розчини для штукатурної, обмазочної гідроізоляції, розчини для гідроізоляції проникаючої дії).
У країнах Західної Європи в будівництві найбільші об'єми споживання припадають на штукатурні і кладочні суміші. Майже в два рази менше випускається плиточних сумішей. Для дорожнього будівництва доволі ефективним являється використання сухих будівельних сумішей в нижньому шарі дорожнього полотна.
Сухі суміші є сумішшю в'яжучих, заповнювачів (наповнювачів), і різних домішок. Основні матеріали, використовувані для їх виробництва представлені в таблиці 1.
Широке упровадження в практику будівництва модифікованих сухих сумішей в Україні почалося з початку 90-х років. За цей невеликий проміжок часу вдалося сформувати ринок по їх реалізації.
Таблиця 1.1.
| В'яжучі
|
Наповнювачі
|
Хімічні домішки
|
| Портландцемент, білий |
Кварцовий пісок, вапняк, |
Пластифікатори, |
| цемент, гіпс, ангідрит, |
крейда, доломіт, перліт, |
стабілізуючі і |
| вапно, глиноземистий |
каолін, мікро кремнезем, |
водоутримуючі, |
| цемент, диспергуючі |
волокна (фібра), |
диспергуючі полімерні |
| порошки |
пігменти, легкі |
порошки, уповільнювачі, |
| заповнювачі (керамзит, |
прискорювачі, загусники |
| перліт, крейда та ін.) |
пороутворювачі і |
| антивспінні домішки, |
| гідрофобізатори. |
Хоча об'єм споживання сухих сумішей на душу населення невеликий, що пояснюється загальною кризою в економіці, більшість будівельних організацій готова широко використовувати в своїй роботі сухі суміші, а при обробці будівель плиткою ці матеріали практично повністю витіснили традиційні розчини.
Принциповим питанням забезпечення конкурентоспроможності вітчизняних сухих сумішей є підвищення їх якості і однорідності властивостей. Для досягнення цих цілей необхідний ретельний вхідний контроль початкових матеріалів, атестація дозуючого, фасувального і випробувального устаткування; створення системи якості на підприємствах і ін.
Важливе значення стимулювання підвищення якості сухих сумішей має досконала система стандартів. Державні стандарти по сухих розчинних сумішах, діючі в даний момент, прийняті в 1986-1989 pp. З того часу на ринку з'явилися нові суміші розчинів із специфічними властивостями, для визначення яких потрібні спеціальні методи, не відображені в існуючих стандартах.
Виросли реальні значення стандартних показників сумішей і розчинів. Наприклад, ГОСТ 28013-89 регламентує максимальну марку по міцності при стисненні М200 (20 МПа) і марку по морозостійкості F100. Проте життя не стоїть на місці і постійно підвищуються вимоги до сумішей і розчинів спеціального призначення. Розроблені і успішно застосовуються в будівництві ремонтні суміші і розчини для закладення швів з маркою М800-М1000 і F200-500, і ці значення не є граничними. Відомі і інші розробки спеціальних сумішей з підвищеною міцністю і морозостійкістю. Таким чином, назріла необхідність перегляду існуючих стандартів і розробки нових для окремих видів складних сумішей. Це дозволить, зокрема, упорядкувати і термінологічну базу. Відсутність єдиної термінології по сухих сумішах утруднює взаєморозуміння між виробниками і споживачами і приводить до матеріальних втрат.
Існуючі технології зведення будівель в деяких випадках не дозволяють проводити обробні роботи тонкими шарами, що приводить до збільшення витрати сухих сумішей і, відповідно, до підвищення вартості робіт. Перш за все це відноситься до робіт по вирівнюванню стін і перегородок з цегли або дрібних блоків для яких характерна значна витрата штукатурних розчинів. Для зниження вартості робіт будівники вимушені використовувати штукатурні розчини на вапняно-піщаній основі (гарцовка), які не забезпечують стабільної якості обштукатурених поверхонь.
Як альтернативний варіант запропоноване рішення, що полягає в отриманні високоякісної штукатурної суміші на основі дешевого вапняно-піщаного розчину і комплексної добавки, що складається з портланцемента і полімерних компонентів. Застосування комплексної добавки дозволяє одержувати високоякісні штукатурні розчини. В порівнянні з розчинами, виготовленими за традиційною технологією, розчини з комплексною добавкою мають вищу міцність зчеплення з підставою, водостійкость і морозостійкість, що дає можливість рекомендувати їх для зовнішньої обробки будівель.
При виборі стратегії подальшого розвитку виробництва сухих сумішей необхідно враховувати відстані між промисловими центрами, де можуть бути розташовані великі виробництва, і невеликими населеними пунктами. Транспортування сухих сумішей на дальні відстані приводить до збільшення їх вартості.
Тому необхідно розвивати широкий спектр виробництв від великих заводів, продуктивністю більше 100 тис. т/р. до міні-заводів з продуктивністю до 5 тис. т/р. Протягом останніх трьох років розробляються міні-заводи продуктивністю 1-3 тис. т/р. Схема міні-заводу представлена на рис 1.1.
На відміну від стандартних заводів сухих сумішей, оснащених як правило, сушарками працюючими на газі, солярці або мазуті, до складу міні-заводу входить електричний сушильний агрегат безперервної дії. Витрата електрики при сушці кварцового піску складає 120-140 Вт/кг (залежно від первинної вологості).
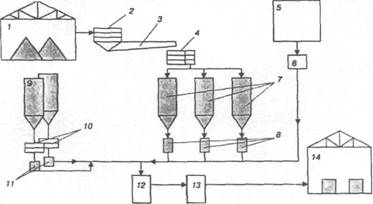
Рис. 1.1. Структурна схема міні-заводу для виробництва сухих сумішей.
1 - склад піску; 2 - грохіт для первинного просівання піску; 3 - електрична сушарка безперервної дії; 4 - вібросито з очищувачем сіток; 5 - склад домішок; 6 - пост фасовки домішок; 7 - бункери фракціонованого піску; 8 - дозатори для піску; 9 - силоси для в'яжучих; 10 - вібросита для просівання в'яжучих; 11 - дозатори для в'яжучих; 12 -змішувач; 13 - фасувальна установка; 14 - склад готової продукції.
При цьому агрегат є економічним, екологічно чистим і не вимагає змісту газового господарства або сховищ для нафтопродуктів, до яких пред'являються підвищені вимоги по пожежній безпеці.
Проведені дослідження показали, що у існуючих стандартних мішалок при перемішуванні дрібнодисперсних (легких) порошків відбувається різке зниження продуктивності. Тому був розроблений спеціальний змішувальний пристрій СУ-100 і СУ-200, в якому за рахунок реалізації принципу багаторівневого перемішування можна ефективно змішувати як грубозернисті, так і дисперсні (легкі) порошки. У комплект поставки міні-заводу входять мішалки на 100 або 200 л залежно від продуктивності заводу.
Планування заводу може бути організоване по вертикальній або горизонтальній схемі, що дозволяє розміщувати міні-заводи у виробничих приміщеннях висотою від 5 м і на площі 100-200 м (без урахування складу готової продукції). Можливе виконання мобільного варіанту, при цьому поставляються окремі блоки, які монтуються на місці.
Міні-заводи на відміну від великих заводів мають невисоку вартість, не вимагають великих виробничих і складських приміщень і істотних витрат на монтаж і демонтаж устаткування, відрізняються високим ступенем мобільності. Заміна кустарних виробництв на комплектні міні-заводи дозволить підвищити якість сумішей.
Стримуючим чинником широкомасштабного застосування сухих сумішей є відсутність в будівельних організаціях силосів і контейнерів для перевезення до зберігання матеріалів на буд. майданчику. В результаті цього поставка здійснюється в мішках, що збільшує вартість і знижує ефективність застосування сухих сумішей на об'єкті. Це стосується і устаткування для застосування сумішей на будівельних об'єктах (агрегатів для машинного нанесення штукатурних розчинів, насосів-змішувачів для заливки підлог і т. п.).
Для подальшого вдосконалення і забезпечення конкурентоспроможності вітчизняного виробництва сухих сумішей, необхідно: створення нормативної бази по сухих сумішах і розчинах, проведення заходів для підвищення якості і однорідності властивостей; здійснення переходу від кустарних виробництв до комплектних заводів; розвиток бази по транспортуванню, зберіганню і переробці сумішей на будівельних об'єктах і механізації робіт, взаємодія вітчизняних виробників для вирішення загальних проблем і задач.
1.2 Особливості складу та виробництва сухих будівельних сумішей
1.2.1 Загальні відомості
Номенклатура сухих будівельних сумішей, представлених на будівельному ринку України, достатньо широка: від гарцовки до високонаповнених хімічними домішками спеціальних сумішей. В цьому розділі будуть розглянуті модифіковані суміші, оскільки тільки наявність в суміші спеціальних хімічних домішок дозволяє повністю реалізувати переваги цих матеріалів як на стадії транспортування, організації і технології виробництва робіт, так і на стадії експлуатації. Крім того, виготовлення звичайних сухих цементно-піщаних сумішей в заводських умовах не дозволяє ефективно використати весь потенціал цехового устаткування і забезпечити сучасний рівень якості сумішей. В даний час для переважної більшості будівельних компаній критерієм при виборі тієї або іншої сухої суміші вітчизняного виробництва є якість, навіть якщо різниця в ціні досягає 40% і більше. У основі необхідної якості сухої суміші лежить оптимальне співвідношення її компонентів, число яких для деяких видів сумішей доходить до півтора десятків. Склад суміші підбирається в лабораторії заводу і, як правило, є ноу-хау виробника.
Не менш важливим, а в умовах виробництва, що розвивається, визначальним є забезпечення стабільності заданого рівня якості протягом всього періоду виготовлення того або іншого виду суміші. Умовою стабільності властивостей суміші є, з одного боку, контроль властивостей початкових матеріалів і своєчасне коректування складу при зміні цих властивостей в нормованому діапазоні. З другого боку - забезпечення точного відтворення лабораторних складів в багатотонажному виробництві, що цілком залежить від технологічної схеми виробництва, використовуваного устаткування і рівня автоматизації виробничих процесів.
Нормативна база
Кажучи про якість матеріалу, перш за все необхідно визначити її критерій у вигляді комплексу параметрів, які повинні бути приведені в якому-небудь нормативному документі. Рівень якості вироблюваних в Україні сухих сумішей сьогодні визначений в технічних умовах (ТУ), які розробляються по заявці виробника і затверджуються одним з органів стандартизації, метрології і сертифікації. На нашу думку, споживачу, безумовно, слід віддавати перевагу тим сумішам, які виготовлені по ТУ, розробленим на основі європейських норм (EN). Підтвердженням цього служить майже 50-річна практика використовування сухих сумішей в будівництві західноєвропейських країн, а також те, що EN розроблені в результаті аналізу державних норм провідних європейських країн.
1.2.2 Вихідні матеріали
Мінеральні в'яжучі.
Цемент.
Зі всього переліку цементів, що випускаються вітчизняною промисловістю, для виготовлення сухих сумішей в переважній більшості випадків використовується портланцемент (сірий і білий).
Використання модифікованих сухих сумішей дозволяє реалізувати тонкошарові технології при виконанні плиткових і штукатурних робіт, при вирівнюванні стін і стель. Ця перевага модифікованих сухих сумішей підвищує продуктивність і знижує матеріаломісткість.
Проте до матеріалу для тонкошарового нанесення пред'являються підвищені вимоги по тріщиностійкості і стійкості до зовнішніх фізичних дій. В зв'язку з цим слід віддавати перевагу використанню бездобавочних алітових портланцементів, оскільки присутність мінеральної добавки, особливо зол і шлаків, впливає на стабільність хіміко-мінералогічного складу цементу.
Тим часом для забезпечення тріщиностійкості в цементі не повинне міститися більше 5% периклаза (MgO). Слід обмежувати і кількість гіпсу (не більш 4% в перерахунку на SO3
), особливо якщо в клінкері цементу підвищений вміст трьохкальцієвого алюмінату (С3
А) або чотирьохкальцієвого алюмофериту (C4AF) через утворення підвищеної кількості еттрингіта, що приводить до неконтрольованого розширення і утворення тріщин.
Вимоги до гранулометричного складу цементу в цілому не відрізняються від вимог до цементів, використовуваних в бетонах з підвищеною швидкістю твердіння.
Гіпс
може використовуватися як основне в'яжуче, так і у вигляді мінеральної добавки. У першому випадку, як правило, потрібне введення добавки, яка уповільнює схоплювання гіпсу. Особливу увагу слід приділяти максимальній крупності зерен, оскільки часто вітчизняні гіпсові в'яжучі не відповідають вимозі по кількості зерен розміром більше 0,2 мм (не більше 14%).
Вапно.
У гідратному вапні окрім вимог по обмеженню вмісту оксидів магнію (не більше 1%) і кальцію (не більше 3%) необхідно контролювати крупність зерен (не більш 0,3 мм). В деяких випадках гідратне вапно перед вживанням необхідно просіяти для відділення випадкових включень і сміття. Для сухих сумішей вельми важлива і вологість вапна. Існуюча вимога, що обмежує вологість гідратного вапна 5%, не цілком забезпечує необхідну вологість готової сухої суміші, оскільки деякі рецептури містять вапно в кількості 5% і більш. У зв'язку з цим слід обмежити вологість використовуваного вапна до 3%.
Пісок і наповнювачі.
Роль піску і наповнювачів в твердючій суміші дуже велика. Саме ці матеріали виконують роль скелета, що приймає на себе навантаження від внутрішніх напруг, що виникають через деформації структури як на стадії твердіння (усадка, контракція, хімічне розширення), так і в період експлуатації (температурні деформації і деформації від вологи). Крім того, введення наповнювача із зниженим модулем пружності підвищує тріщиностійкость і морозостійкість покриттів, оскільки частинки такого наповнювача служать перешкодою для зростання мікротріщин, що утворилися. Проте щоб наповнювач повністю виконував відведену йому роль, необхідно розподілити частинки так, щоб дрібніші фракції розташовувалися в проміжках між крупними, не розсовуючи їх. Це можливо тільки при введенні в суміш мінімум трьох різних фракцій наповнювача, діаметри яких повинні співвідноситися в певній пропорції. Завод сухих сумішей, який має декілька силосів для піску, дозволяє виконати роздільне дозування дрібної, середньої і крупної фракції у необхідній кількості, але тільки в тому випадку, якщо пісок перед завантаженням буде висушений і розділений на фракції потрібних розмірів. При цьому вологість піску і наповнювачів не повинна перевищувати 0,1%. Відносно домішок в піску необхідно керуватися вимогами СНиП 26633.
Домішки.
Наявність великого числа домішок введених в строго необхідній кількості, - одна з головних відмінностей сухої будівельної суміші від товарного розчину, що дозволяє регулювати в достатньо широкому діапазоні як будівельно-технологічні, так і експлуатаційні властивості сумішей. Достатньо велике число вітчизняних хімічних домішок використовується в сухих сумішах для управління процесами схоплювання і твердіння, зміни рухливості, підвищення морозостійкості і водонепроникності. Проте цілий клас домішок - водорозчинних полімерів на основі ефірів крохмалю, метил целюлози, вінілацетата і ін. в Україні не виробляється. Це вельми істотно позначається на вартості вітчизняних сухих сумішей, оскільки виробники вимушені використовувати імпортні домішки цього класу. Відомо, що саме ці домішки забезпечують можливість використання тонкошарової технології, підвищують обробність і зв'язність суміші, покращують зчеплення покриття з основою, змінюють деформативні характеристики затверділого розчину. Все це вказує на необхідність і важливість організації виробництва водорозчинних полімерів цього виду в Україні.
1.2.3 Використання модифікуючих домішок при виробництві сухих будівельних сумішей
Без використання модифікуючих домішок неможливе виробництво високоякісних будівельних матеріалів, що забезпечують велику швидкість проведення робіт в сукупності зі світовим рівнем якості будівництва.
Первинна модифікація сухих будівельних сумішей (СБУ) досягається введенням складних ефірів целюлози (ЕЦ) - гідроксиетил- і гідроксипропілметилцелюлози в кількості 0,05-0,5% для поліпшення таких властивостей будівельних розчинів, як водоутримання, пластичність, відкритий час розчину. Добавка ЕЦ дозволяє застосовувати розчини в тонкому шарі, значно знизивши норму витрати суміші. Основними продуктами для будівельної хімії є метил-гідроксипропілцелюлоза (МГПЦ) і метил-гідроксиетилцелюлоза (МГЕЦ). Метилцеллюлоза формує високу водоутримуючу здатність композиції і зберігає свої властивості при температурі 4-40 °С; регулює консистенцію і реологічні процеси в будівельних системах; покращує адгезійну здатність матеріалів до основи. Завдяки цьому можливий контроль над такими якостями початкового матеріалу, як еластичність і формостійкість.
Застосування синтетичних дисперсій як додаткового зв'язуючого в сумішах з гідравлічними в'яжучими згодом дало поштовх розвитку ідеї перекладу водної дисперсії в суху форму - порошок.
Ця ідея вперше в світі була реалізована фірмою "Wacker-Chemi GmbH" в 1953 p., внаслідок чого методом розпилювального сушіння був одержаний гомополімерний дисперсійний порошок "VINNAPAS". У подальші роки було освоєне виробництво сополімерних порошків на основі вінілового ефіру, вінілхлориду, етилену, стиролу і акрилату.
Внаслідок додавання в склад СБС редиспергуючих сополімерних порошків (РСП), які можуть виступати в якості домішок або самостійного полімерного в'яжучого досягається більш високий рівень їх модифікації. Мінеральні в'яжучі забезпечують високу міцність при стисненні, але не можуть працювати на розтягування і згин, мають погану адгезію до "неспоріднених" матеріалів, особливо до тих, що не всмоктують воду - глазурованої кераміки, пластиків, металів, пенополістиролу і т.п. При дозуванні РСП від 0,5 до 5 мас. % значно поліпшуються технологічність, адгезія до основи, міцність на згин, водостійкость, морозостійкість. При дозуванні більш 5-7 масі. % РСП починають працювати як самостійні полімерні в'яжучі. Тому модифіковані ними будматеріали починають проявляти еластичні властивості: витримують великі деформуючі навантаження, мають підвищену стійкість проти стирання, кращу технологічність нанесення.
Для збільшення текучості розчину, зниження водопотреби суміші, і як наслідок збільшення кінцевої міцності, густини і однорідності затвердіваючого каменю використовують пластифікатори. Сучасні пластифікатори являють собою продукт поліконденсації на основі меламін-формальдегіда, полікарбоксилата и поліетиленгліколя. До таких домішок, наприклад, відносяться суперпластфікатори Melment і Melflux виробництва німецької фірми "SKW Polymers". Особливо вони рекомендуються в рецептурах самовирівнюючих сумішей, де грають важливу роль розріджувачів, пластифікаторів, диспергаторів і зменшують усадку.
В комплекс спеціальних хімічних домішок, які використовуються для виробництва СБС також входять:
• Модифікатори схоплювання (прискорювачі та уповільнювачі схоплювання);
• Диспергатори;
• Пароутворювачі;
• Антивспінники;
• Гідрофобізатори (в якості них використовуються стеарати кальція і цинку);
• Целюлозні волокна;
• Консерванти.
Кожен із вище перерахованих продуктів був спеціально розроблений для вирішення тих або інших властивостей матеріалу. Саме це обумовлює успіх при виробництві СБС у всьому світі.
1.3 Особливості заводської технології виготовлення СБС
Європейські виробники сухих сумішей і устаткування для їх виготовлення вважають, що потужність заводу менше 8-10 т/год. економічно недоцільна. Це твердження цілком обґрунтовано, якщо врахувати, що незалежно від того, яку потужність має завод, він повинен випускати мінімально необхідну номенклатуру сумішей того рівня якості, який визначений в державних стандартах. Цього можна досягти лише в тому випадку, якщо заводська технологія передбачає:
- наявність не менше 8 витратних силосів (в деяких випадках їх кількість досягає 20), що забезпечує мінімально необхідну номенклатуру сумішей і їх необхідну якість;
- наявність спеціального змішувача центрифужного типу;
- можливість використання сухого піску мінімум трьох-чотирьох фракцій;
- можливість зберігання і введення необхідних доз хімічних домішок в змішувач;
- автоматизовану систему управління виробничим процесом, включаючи при необхідності сушіння і
- розсівання на фракції піску або інших заповнювачів, що виключає дію на процес суб'єктивних або випадкових чинників.
З одного боку, забезпечення вказаних вище умов для заводу малої продуктивності (7 т/год. і менше) приводить до істотного збільшення одноразових витрат і підвищення вартості експлуатації такого комплекту устаткування. З іншою - невиконання цих умов приведе до неможливості забезпечення потрібної якості продукції.
Без виконання вказаних вище умов створити виробництво, що стабільно випускає продукцію на сучасному якісному рівні незалежно від країни-виробника не представляється можливим.
Наступна особливість виробництва сухих сумішей пов'язана з використовуваним піском. Як указувалося вище, пісок необхідний декількох різних фракцій з вологістю не більше 0,1%. Разом з тим далеко не у всіх регіонах України такий пісок присутній на будівельному ринку, а якщо сухий пісок і може бути поставлений, то не завжди вдається повністю виключити попадання в нього вологи в процесі транспортування, особливо при дощовій погоді. Висновок очевидний: забезпечити необхідну якість сухої суміші в цьому випадку можливо, тільки якщо завод включає технологічну лінію по підготовці піску, тобто його сушку і розсівання на фракції.
Досить прогресивною є адаптація заводів по виробництву СБС до найбільш ефективної лізингової системи.
Однією з
найпоширеніших схем заводу для виробництва СБС являється вертикальна. її принцип полягає в розміщенні силосів сировинних компонентів в верхній частині башти над витягнутим зверху вниз ланцюгом технологічного обладнання. Сировинні матеріали піднімаються вверх один раз - при завантаженні їх в силоси і далі при проходженні всіх технологічних операцій рухаються вниз.
Гравітаційна подача являється головною перевагою заводу з вертикальною схемою розміщення обладнання. Транспортуючих пристроїв між вагами, змішувачем і фасувальною машиною в цьому випадку не потребується. При горизонтальному розміщенні обладнання саме транспортуючі пристрої створюють проблеми при чергуванні рецептур. Необхідність будівництва потужної опорної конструкції, несучої навантаження від заповнених силосів являється недоліком вертикальної схеми.
ІІ. Машини для перемішування сухих будівельних сумішей. Опис конструкції і роботи проектованої машини
Машини для перемішування сухих будівельних сумішей мають ряд особливостей, пов’язаних із особливостями технології СБС.
Часто змішувачі додатково оснащують деагломераторами, які дозволяють диспергувати у складі суміші компоненти, схильні до налипання і утворення грудок.
Для зручності чищення і візуального контролю при зміні рецептури на корпусі змішувачів є великі оглядові люки з відкидними кришками.
У зв’язку з особливостями упаковки СБС у днищі змішувача роблять два розвантажувальні клапани. Через один з них готова суміш вивантажується в бункер і поступає на упаковку в мішки. Другий клапан не використовується, він зарезервований на випадок, якщо знадобиться відвантажувати продукцію в упаковці іншого типу, наприклад біг-бегах або маленьких пакетах.
Найчастіше при виробництві сухих будівельних сумішей використовують два типи змішувачів: центрифужні та двобальні лопатеві. Вони забезпечують швидке та якісне перемішування компонентів.
Центрифужні змішувачі призначені для інтенсивного перемішування в дискретному режимі сухих порошкоподібних компонентів. Змішувач обладнаний розвантажувальним клапаном клапаном, який знаходиться всередині розвантажувального патрубка с фланцем. Привод розвантажувального клапана пневматичний. Сам корпус змішувача циліндричний, розміщення осі горизонтальне.
В верхній частині є три отвори з фланцями:
- для завантаження основних компонентів для ручного ввода добавок
- для аспірації
На боковій поверхні корпуса розміщені:
- спереду - смотровий люк с кришкою
- сзаду - три отвори з фланцями для установки деагломераторів.
Для ефективності перемішування сухих сумішей в якості робочого органа змішувача використовують основні лопаті, які забезпечують осьове переміщення компонентів суміші до центру, в той час як додаткові лопаті, розміщені на меншому радіусі, використовуються для организації осьового переміщення компонентів в зворотньому напрямі.
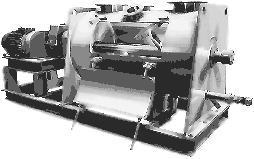
Рис. 2.1. Центрифужний змішувач СЦ-1200К
Технічна характеристика:
| Принцип дії |
циклічний |
| Кількість циклів за годину |
15…24 |
| Число Fr |
7,81 |
| Загальний об’єм, м3
|
1,2 |
| Степінь заповнення, % |
до 70 |
| Потребна в стисненому повітрі, МПа; м3
/ч |
0,6; 0,01 |
| Електроживлення, В, Гц |
380, 50 |
| Встановлена потужність (с деагломераторами), кВт |
38,5 |
| Встановлена потужність (без деагломераторов), кВт |
22,0 |
| Габаритні розміри, мм |
3675х1400х1400 |
| Масса, кг |
2500 |
В якості проектованої машини мною був вибраний двобальний змішувач безперервної дії. Його установка, разом з установкою автоматичних ваг та фасувального обладнання дозволяє зменшити вплив людського фактора у виробництві та відкриває широкі можливості для автоматизації технологічного процесу.
Для перемішування глини при напівсухому і пластичному пересуванні керамічних виробів, а також для підготовки шихти в скляному, силікатному та інших виробництвах, а також при виробництві залізобетонних та бетонних конструкцій, асфальтних та будівельних сумішей широко використовують двовальні лопатеві змішувачі безперервної і циклічної дії. Їх застосовують як для приготування сумішей із кількох компонентів, так і для приготування гомогенної маси в сухому вигляді чи зі зволоженням. Зволожувати масу можна водою або паром низького тиску, а при виробництві асфальтних та залізобетонних сумішей розігрітим бітумом при температурі 160 –1800
С. У разі зволоження паром досягають вищої якості виробів, оскільки пар прогріває масу, а потім, конденсуючись, зволожує її.
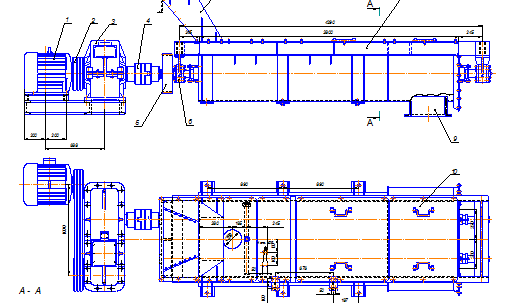
Рис. 2.2. Двовальний змішувач безперервної дії
а) загальний вигляд; б) кінематична схема приводу валів;
1 – електродвигун; 2 – пасова передача; 3 – редуктор; 4 – зубчаста передача; 5 – розвантажувальний патрубок; 6 – лопатевий вал; 7 – лопать; 8 – корпус.
Даний змішувач буде вписаний в вертикальну схему компоновки обладнання заводу для виробництва СБУ. Крім змішувача до неї будуть входити бункерні ваги, фасувальний комплекс та силоси для вихідних компонентів. Така схема дозволяє забезпечити гравітаційну подачу, тобто транспортуючих пристроїв між вагами, змішувачем і фасувальною машиною в цьому випадку не потребується.
ІІІ. Розрахункова частина
Вихідні дані:
річна продуктивність змішувача Пр
=30000 т/рік
Визначимо годинну продуктивність змішувача:
П=Пр
/ρ∙Те
=Пр
/ρ∙Тр
∙zзм
∙tзм
∙Кв
=30000/1,1∙280∙1∙8∙0,81=14,9м3
/год≈15м3
/год,
де ρ – щільність матеріалу; Тр
– кількість робочих днів у році; zзм
– кількість змін; tзм
– тривалість зміни; Кв
– коефіцієнт використання устаткуванні в часі.
3.1 Розрахунок параметрів змішувача
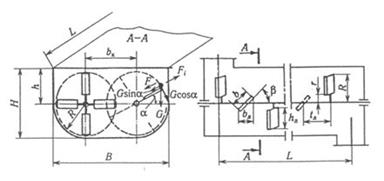
Рис. 3.1. Схема до розрахунку основних конструктивних параметрів змішувача
Продуктивність змішувача
П=3600π(R2
-r2
)b′л
kn
kз
n,
де R, r – відповідно зовнішній і внутрішній радіуси, м;
b′л
– проекція ширини лопаті на напрям обертання, м;
kn
– коефіцієнт повернення суміші, який залежить від кількості лопатей із зворотним кутом їх установлення, kn
=0,7
;
kз
– коефіцієнт заповнення змішувача, kз
=0,58
;
n – частота обертання лопатей:
 , ,
де ω – кутова швидкість обертання лопатей, приймаємо ω=5,7 рад/с.
З формули для визначення продуктивності шляхом математичних перетворень визначаємо зовнішній радіус обертання лопатей, при цьому прийнявши, що:
r=R/2; b′л
=bл
cosα=0,42Rcos45,
де bл
-ширина лопаті; α
– кут між лопаттю та горизонтальною площиною в момент виходу лопаті за поверхню розділу, α=40….45˚
.
Тоді:

Критична швидкість вала, рад/с
де f
– коефіцієнт тертя, f=0,45
.
Геометричні розміри змішувача на основі аналізу розмірів існуючих машин визначаються із таких співвідношень
bk
=1,5R=1,5∙0,253=0,380 м
h=1,35R=1,35∙0,253=0,342 м
hл
=0,5R=0,5∙0,253=0,127 м
bл
=0,42R=0,42∙0,253=0,106 м
tл
=0,75R=0,75∙0,253=0,109 м
B= bk
+2R=3,5R=3,5∙0,253=0,886 м
H=h+R=2,35R=2,35∙0,253=0,595 м
Довжина корпуса змішувача
L=(0,12…0,14)Bkл
=0,14∙0,886∙32=3,8 м
де В – ширина корпуса;
kл
– кількість парних лопатей на кожному валу, kл
=32
(табл. 4.1 [3])
Крок лопатей на валу
S=L/ kл
=3,8/32=0,12 м
Відстань від осі кінцевої лопаті до торцевої стінки корпусу змішувача:
S1
=S/3=0,12/3=0,04 м
Місткість змішувача у вагових одиницях, кг
Gм
=SLρk3
=0,185∙3,8∙1100∙0,58=978,56 кг,
де S – площа перерізу матеріалу, при α=40….45˚
S=(2,854…2,933)R2
=2,894∙0,2532
=0,185 м2
Маса матеріалу
Gм
=(1,21…1,41) R3
ρk3
kл
=1,31∙0,2533
∙1100∙32∙0,58=945 кг
Місткість змішувача в об’ємних одиницях, м3
V=(1,21…1,41) R3
k3
kл
=1,31∙0,2533
∙32∙0,58=0,394 м3
Площа проекції лопатей на радіальну площину
S=π(R2
-r2
)ψ=3,14(0,2532
-0,12652
)0,08=0,012 м2
,
де ψ
– коефіцієнт довжини лопатей по окружності, ψ=0,08
(табл. 4.1 [3])Середній радіус
Rср
=(R+r)/2=(0,253+0,1265)/2=0,190 м
Швидкість руху матеріалу вздовж осі змішувача, м/с:
v1
= Rср
ωtgα=0,190∙1∙5,7=1,083 м/с
Тиск суміші на лопать в осьовому напрямку, Па:
q1
=Cρ v1
2
=6∙1100∙1,0832
=16889,6 Па.
де С=3...9
– коефіцієнт опору. Значення коефіцієнта С
залежать від складу і консистенції суміші і можуть змінюватися в широких межах, тому потужність електродвигуна лопатевого змішувача вибирають із запасом.
Осьове зусилля на одну лопать, Н:
P1
=π∙C∙ρ∙ω2
∙tgα∙Rcр
∙(R2
-r2
)∙ψ=3,14∙6∙1100∙5,72
∙1∙0,1902
∙(0,2532
-
-0,12652
)∙0,08=203,9 Н
Окружне зусилля на одну лопать, Н:
Pв
= 2∙π∙C∙ρ∙ ω2
∙∙tgα∙R3
cр
∙(R-r)∙ψ=2∙3,14∙6∙1100∙5,72
∙1∙0,1903
∙
∙ (0,253-0,1265) ∙0,08=201,6 Н
Осьове зусилля, що діє на лопатевий вал, Н:
Pв
=P1
∙ kл
∙ k3
=204∙32∙0,58=3264 Н.
Визначаємо потужність електродвигуна привода обертання лопатевих валів.
Потужність на подолання опору суміші в осьовому напрямку:
N1
=π∙C∙ρ∙ω3
∙tg3
α∙R3
cр
∙(R2
-r2
)∙i∙ψ∙k3
=3,14∙6∙1100∙5,73
∙13
∙0,1903
∙(0,2532
-
-0,12652
) ∙64∙0,08∙0,58=7058,62 Вт,
де і – загальне число лопатей, і=64
.
Потужність для подолання сили тертя суміші по поверхні лопатей:
N2
= ∙π∙C∙ρ∙ω3
∙tg2
α∙R2
cр
∙(R2
-r2
)∙i∙ψ∙k3
∙f=∙3,14∙6∙1100∙5,73
∙13
∙0,1902
∙ ∙π∙C∙ρ∙ω3
∙tg2
α∙R2
cр
∙(R2
-r2
)∙i∙ψ∙k3
∙f=∙3,14∙6∙1100∙5,73
∙13
∙0,1902
∙
∙(0,2532
--0,12652
) ∙64∙0,08∙0,58∙0,6=4386,25 Вт,
де f=0,5…0,65
– коефіцієнт тертя суміші по сталі.
Потужність для подолання опору суміші по поверхні корпуса, Вт

=

Потужність для подолання опору суміші обертанню кронштейнів, Вт:

bк
- ширина кронштейна лопаті, мм; bк
=0,07
м; табл.[4.1] bк
= 70 мм.
R1
- зовнішній радіус обертання кронштейна лопаті, мм;
табл. [4.1], R1
=200=0,2 м.
r1
– внутрішній радіус обертання кронштейна лопаті, мм
табл. [4.1] r1
=80 мм=0,08 м
.
Сумарна розрахункова потужність електродвигуна, кВт,

 = 1,1...1,3 – коефіцієнт запасу потужності, що враховує можливість заклинювання лопатевого вала. = 1,1...1,3 – коефіцієнт запасу потужності, що враховує можливість заклинювання лопатевого вала.
 = 0,8...0,9 – ККД передачі привода. = 0,8...0,9 – ККД передачі привода.
3.2 Розрахунок привода
Вибір електродвигуна і кінематичний розрахунок.
По табл.1.1. ККД пари циліндричних зубчастих коліс  ; коефіцієнт, який враховує втрати пари підшипників кочення ; коефіцієнт, який враховує втрати пари підшипників кочення  ; ККД клинопасової передачі ; ККД клинопасової передачі  ; коефіцієнт, який враховує втрати в опорах приводного вала ; коефіцієнт, який враховує втрати в опорах приводного вала  . .
Загальний ККД привода
 = = 
Потужність на валу змішувача N=31,6 кВт
Потрібна потужність електродвигуна
Частота обертання вала
ωв
- кутова швидкість вала
По ГОСТ 19523-81 по потрібній потужності N1
=35б1 кВт вибираємо електродвигун трифазний асинхронний коротко замкнутий серії 4А закритий, обдуває мий, з синхронною частотою обертання nc
=1500
об/хв. Тип двигуна 4А200М4УЗ з параметрами: синхронна частота обертання nc
=1500
об/хв.; потужність Nдв
=37кВт; ковзання S=1,7%; відношення моментів:
Номінальна частота обертання двигуна

Кутова швидкість електродвигуна

Загальне передаточне відношення
Вибираємо редуктор типу Ц2-300. Потужність на швиткохідному валу Np
=39,6 кВт; частота обертання швидкохідного вала редуктора np
=1500
об/хв; передаточне число редуктора 
Передаточне число клинопасової передачі
Кутова швидкість і частота обертання ведучого вала редуктора


Табл. Кутові швидкості і частота обертання валів
| Вал двигуна |
 |
 |
| Швидкохідний вал редуктора |
 |
 |
| Тихохідний вал редуктора |
 |
 |
3.3 Розрахунок клинопасової передачі
Вихідні дані:
Потужність, що передається N1
=35,1 кВ; частота обертання ведучого шківа n1
=nдв
=1474,5 об/хв; передаточне відношення клинопасової передачі іп
=3,25; ковзання паса ε=0,015.
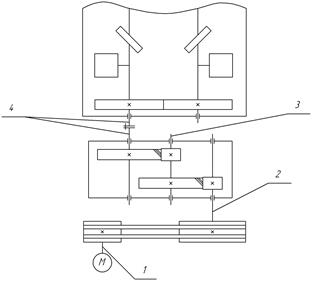
Рис. 3.2. Кінематична схема привода
1 – вал двигуна; 2 – швидкохідний вал редуктора; 3 - проміжний вал редуктора; 4 - тихохідний вал редуктора і вал змішувача
По номограмі в залежності від частоти обертання ведучого шківа і потужності, яка передається N1
=35,1 кВт приймаємо переріз клинового паса Б.
Обертовий момент:
N1
– потужність, що передається;
ωдв
– кутова швидкість електродвигуна, ωдв
=154,3 рад/с.
Діаметр ведучого шківа:

Згідно табл. 7.8 приймаємо d1
=224 мм.
Діаметр веденого шківа:

По знайденому значенню підбираємо діаметр шківа (мм) із стандартного ряда по ГОСТ 17383-73 приймаємо d2
=710 мм.
Уточнюємо передаточне відношення

Уточнюємо значення кутової швидкості веденого шківа:
Розходження з тим, що було отримано з початку розрахунку:
 , ,
що менше допустимого значення.
Отже, остаточно приймаємо діаметри шківів d1
=224 мм і d2
=710 мм.
Міжосьову відстань ар
слід прийняти в інтервалі:

То
=10,5 – висота перерізу паса по табл. 7.7 ГОСТ 1284.1-80.
Приймаємо попередньо близьке значення ар
=1000 мм
із стандартного ряда.
Розрахункова довжина паса:
Вибираємо найближче значення із стандартного ряду L=3550 мм(табл. 7.7 ГОСТ 1284.1-80).
Уточнюємо значення міжосьової відстані ар
з врахуванням стандартної довжини паса L.

де ω=0,5π(d1
+d2
)=0,5∙3,14(224+710)=1466 мм
у=(d2
-d1
)2
=(710-224)2
=23,6∙104

При монтажі передачі необхідно забезпечити можливість зменшення міжосьової відстані на 0,01L=0,01∙3550=35,5 мм, для полегшення натягання пасів на шківи і можливості збільшення його необхідно забезпечити можливість зменшення міжосьової відстані на 0,025 L=0,025∙3550=88,75 мм.
Кут обхвату меншого шківа:

Число пасів у передачі:
 , ,
де Ср
– коефіцієнт режиму роботи, що враховує умови експлуатації передачі, Ср
=1,2;
СL
– коефіцієнт, який враховує вплив довжини пасу, СL
=1,07;
Сα
– коефіцієнт, який враховує вплив кута обхвату, Сα
=0,93;
Сz
– коефіцієнт, який враховує число пасів у передачі, припустивши, що число пасів у передачі буде більше 6, приймаємо Сz
=0,85;
No
– потужність, яка передається одним клиновим пасом, No
=6,81 кВт (табл. 7.8 [7]);Приймаємо z=7.
Натяг вітки клинового паса:

де v – швидкість паса v=0,5∙ωдв
∙d1
=0,5∙154,3∙224∙10-3
=17,3 м/с;
θ – коефіцієнт, який враховує вплив відцентрових сил; для паса перерізу Б коефіцієнт θ=0,18 Н∙с2
/м2
;Тиск на вали

Ширина шківів

Приймаємо Вш
=140 мм.
По табл.. 7.12. для паса перерізу: Б=19 мм; f=12,5 мм.
Робочий ресурс пасів, год.
Де Nоц
– наробка пасів у циклах при стендових випробовуваннях (один цикл – один пробіг). Для паса перерізом Б – 
L – розрахункова довжина паса, мм;
d1
– діаметр меншого шківа, мм;
σу
– границя витривалості паса, для клинових пасів σу
=9МПа[1].
σmax
– максимальна напруга у перерізі паса, МПа.
σmax
= σ1+
σзг+
σv
.
Напруження від повного натягу паса, МПа
F0
– натяг вітки клинового паса, Н
b – ширина паса, b=14 мм; σ – товщина паса, σ=10,5 мм – для паса перерізу Б табл. 7.7. (ГОСТ 1284.1-80).
z – кількість пасів,
Ft
– колова сила паса, Н
N1
– потужність, яка передається, кВт.
v – швидкість паса, м/с.

Напруження згину при огинання пасом ведучого шківа, МПа
Для гумотканинних пасів Еи
=100…200 МПа, модуль пружності.
Для паса перерізу Б, табл.2.12, [2], уо
=4 мм.
d1
–діаметр меншого шківа, мм.
Напруження від відцентрованої сили, МПа

zш
– кількість шківів у передачі, zш
=2
;
σmax
=3,7+3,6+0,33=7,63
МПа.
Сзг
– коефіцієнт, який враховує вплив різного степеня згину паса на шківах передачі.

іп
– передаточне відношення клинопасової передачі, іп
=3,22.

При тяжкому режимі роботи Но
≥[H]. У нашому випадку 1625≥1000, отже умова виконується. Умова σmax
≤σy
в нашому випадку також виконується.
ІV. Техніка безпеки і охорона праці
Вимоги техніки безпеки слід враховувати на всіх етапах проектування машини або її модернізації. Всі органи керування машиною повинні задовольняти вимогам ергономіки і технічної естетики в цілому. Їх потрібно розташовувати в місцях, зручних для користування, щоб запобігти випадковому включенню машини.
Розглянемо деякі з основних вимог техніки безпеки – загальні для експлуатації всіх видів обладнання на підприємствах будівельних матеріалів.
При експлуатації машин потрібно дотримувати наступні заходи безпеки:
До роботи по керуванню та обслуговуванню обладнання допускаються особи, яким не менше 18 років, які пройшли медичний огляд, вступний інструктаж по техніці безпеки, інструктаж безпосередньо на робочому місці і навчання по затвердженій програмі.
Машини і обладнання повинні бути забезпечені технічними паспортами, інструкціями по експлуатації та іншими нормативними документами. На видному місці в зоні роботи машини необхідно вивішувати витяги з інструкції по експлуатації, знаки і плакати по техніці безпеки.
Робоче місце слід утримувати в чистоті і не загромаджувати сторонніми предметами. Пульт керування повинен знаходитись у зручному для роботи місці з добрим оглядом і достатнім освітленням. Робочі місця по обслуговуванню машини слід обладнувати кнопками з сигналом «СТОП» для аварійної зупинки.
Всі площадки обслуговування обладнання, розташованого на висоті більше 1 метра необхідно обгородити перилами, відгородження всіх частин, що рухаються, розміщених на висоті 2 м від підлоги майданчика. Приймальні бункери обладнання слід обладнувати решітками з розмірами ячейок не більше 150х150 мм. Обертаючі частини обладнання необхідно відгородити захисними кожухами, решітками.
Муфти, шківи, барабани, передачі (пасові, зубчасті, ланцюгові), вали повинні надійно відгороджуватись кожухами (за виключенням робочих органів, які за характером роботи не можуть бути закриті), щоб виключити можливість контакту з ним обслуговуючого персоналу.
Вантажопідйомні механізми та пристрої, а також шланги, що працюють під тиском повинна періодично оглядати технічна інспекція.
Місце інтенсивного запилення слід обладнати системати асперації і вентиляції, обезпилення, а обслуговуючий персонал забезпечити засобами індивідуального захисту – респіраторами, окулярами. Забороняється працювати при несправних пилеосаджувальних пристроях.
В роботу можна вмикати лише справне обладнання після перевірки надійності кріплення шківів, муфт. Корпусів підшипників, захисних загороджень, стану сигналізації. Пуск і зупинку обладнання, технологічно зв′язаного з наявним і наступним обладнанням, слід здійснювати лише після подачі звукових (або світлових) сигналів.
Наявність і справність гальмових, сигнальних і блокувальних пристроїв.
Механічна міцність цих частин та кріплень машин і апаратів, регулярна і своєчасна їх перевірка і огляд.
Дотримання обслуговуючим персоналом правил зупинки і пуску устаткування під час його огляду, чищення і ремонту.
При виконанні ремонтних робіт всередині машини рухомі деталі необхідно фіксувати надійними підкладками. Монтажний інструмент для різьбових з’єднань повинен чітко відповідати розмірам головок болтів, гайок. Користуватися підкладками для ключів не допускається.
Станини, рами обладнання, корпуса електродвигунів, шкафів управління необхідно заземлювати. Силова проводка повинна заключатися в металеві труби для запобігання їх пошкодження. Забороняється самостійно усувати несправності електрообладнання і електропроводів особам, які не мають на це права.
Важкодоступні місця обладнання при оглядах і ремонтах слід освітлювати переносними лампами напругою не більше 36 В, а в умовах вологого середовища – не вище 12 В.
Ремонтні роботи, змащення і чищення обладнання можна проводити тільки при відключеному електрообладнанні і знятих запобіжниках. На пускових пристроях необхідно вивішувати попереджувальні таблички «Не вмикати! Працюють люди!» Спеціальні огородження окремих небезпечних зон повинні мати блокіровки, які запобігають можливості включення приводів при відкритих дверках огороджень. При розробці заходів по техниці безпеки в проекті необхідно також враховувати специфічні умови експлуатації конкретних видів обладнання. Деякі з таких заходів проводяться в окремих підрозділах по певному обладнанні.
Для зниження вібрації і шуму ефективно застосовувати різноманітні конструкції демпорируючих пристроїв у вигляді гумових, пружинних і пневматичних амортизаторів. Робочі площадки обладнання, що піддаються вібрації, повинні мати надійну віброізоляцію. Рекомендується забезпечити максимальне відділення робочих від джерел вібрації. Цьому сприяє дистанційне управління вібромашинами.
Великий шум викликається поганим кріпленням форми до віброплощадки або порушенням кріплення деяких деталей в самій формі. В зв′язку з цим забороняється працювати з незакріпленою на віброплощадці формою і використовувати несправні форми.
В конструкціях обладнання з великим рівнем шуму для звукоізоляції механізмів, що є джерелом шуму, слід передбачати спеціальні кожухи з внутрішнім облицюванням (войлоком), встановленими на віброізолюючі прокладки.
Щомісяця повинна проводитись перевірка стану бункерів, огороджень, передач, сигналізації, електропроводки і надійності заземлення. В якості заземляючого провідника рухомих машин слід використовувати нульову жилу гнучкого кабелю.
У разі виникнення сильного шуму, поштовхів, ударів та інших ознак аварійного стану машини, вона має бути негайно зупинена.
Література
1. Батман В.А., Клушанцев Б.В., Мартынов В.Д. Механическое оборудование предприятий строительных материалов, изделий и конструкций: Учебник для строительных вузов. – 2-е изд., перераб. – М.: Машиностроение, 1981. – 324 с.
2. Назаренко І.І., Туманська О.В. Машини і устаткування підприємств будівельних матеріалів: Конструкції та основи експлуатації: Підручник. – К.: Вища шк., 2004. – 590 С.
3. Я.О.Бабич, М.П. Скоблюк. Методичні вказівки до виконання практичних вправ з дисципліни “Механічне обладнання підприємств виробництва будівельних матеріалів.“ – Рівне: РДТУ, 2002. – 50 с.
4. Механическое оборудование заводов сборного железобетона. Морозов М.К. Киев, издательское объединение “Вища школа”, 1997. –264 с.
5. Механическое оборудование предприятий вяжущих материалов и изделий из них. Курсовое проектирование. Федоров Г.Д., Иванов А.Н., Савченко А.Г. – Х. Вища шк. Изд-во при Харьк. ун-те, 1986. –240 с.
6. Марон Ф.П., Кузьмін Л.В. Справочник по расчетам механизмов подъемно-транспортных машин. – Минск.: “Высшая. Школа”., 1977. – 272 с.
7. Курсовое проектирование деталей машин : Учеб. Пособие для учащихся машиностроительных специальностей техникумов. С.А. Чернавский, К.Н. Боков, И.М. Чернин и др. – 2-е изд.,перераб. И доп. – М.: Машиностроение, 1987. – 416 с.: ил.
8. Бауман В.А. Строительные машины, Машиностроение, Москва, 1976.
|
