МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
ОДЕСЬКИЙ НАЦІОНАЛЬНИЙ МОРСЬКИЙ УНІВЕРСИТЕТ
КАФЕДРА «ТЕОРІЯ ТА ПРОЕКТУВАННЯ СУДНА»
Завдання на атестаційний проект
Студента III курсу кораблебудівельного факультету
Спроектувати конструкцію корпусу суховантажного судна для перевезення генерального грузу та контейнерів
Введення
Прототипом для проектованого судна є т/х «Капітан Кушнарєнко». Всі його характеристики, необхідні для розрахунку, наведені у листі каталогу.
Корпус проектованого має пряму носову кінцеву частину і просту кормову кінцеву частину, із проміжним розташуванням машинного відділення. Корпус набрано за змішаною схемою набору. Днищове й палубне перекриття набрані за подовжньою схемою набору. Палубне перекриття у районі люкових вирізів набрано за поперечною схемою набору. Розташування балок набору зображено на схемах днищового, палубного схемі бортового перекриття середнього трюму, і схемі бортового перекриття МВ.
Згідно з ГОСТ 5521–86 у проекті передбачено застосування звичайної вуглецевої сталі марки ВСт3СП2 з межею текучості 235 мПа і леговану сталь марки СПП:09Г2 з межею текучості 295 мПа. Обрані матеріали своїми властивостями повністю задовольняють вимогам РС що до корпусів морських суден.
1. Основні характеристики
Визначення коефіцієнта загальної повноти за характеристиками прототипу:
де  – водотоннажність прототипу (= 15735т); – водотоннажність прототипу (= 15735т);
 – довжина прототипу (=155,9 м); – довжина прототипу (=155,9 м);
 - масова густина забортної води (= 1,025т/м3
). - масова густина забортної води (= 1,025т/м3
).

Визначення водотоннажності судна:
 м3
; м3
;
 т. т.
1.1
Розрахунок зовнішніх навантажень на корпус
Визначаємо хвильовий коефіцієнт. Якщо 90< L<300 вын визначається за формулою:

Розрахунковий тиск, що діє на корпус судна з боку моря, визначено по формулах Регістра РС
Для точок нижче конструктивної ватерлінії
Р =Рst
+ Pw
=96,4+13,43 =109,8КПа
де Рst
– розрахунковий статичний тиск (нижче ЛВВЛ), кПа;
Рw
– розрахунковий тиск, зумовлений переміщеннями корпуса судна щодо профілю хвилі, для точок нижче ЛВГВ, кПа;
Zi – відстань точки доданка навантаження від ЛВВЛ, м.
Рst
= 10×Zi
=10× 9,64 = 96,4 КПа
| Pw
=Рwo
– 1,5×Cw
|
Zi
|
= 26,85 – 1,5×8,95× |
9,64 |
=13,43КПа |
| d |
9,64 |
d =9,64 м – осадка судна;
Zi
=9,64 м – відстань точки додатка навантаження від ЛВВЛ.
Рwo
= 5× Сw
×av
×ax
=5×8,95×0,6 = 26,85 КПа
Реклама

Розрахунковий тиск, зумовлений переміщеннями корпуса судна щодо профілю хвилі для точок вище ЛВВЛ:
| Pw
= Рwo
– 7,5×ax
×Zi
= 26,85 – 7,5 ×0,267× 5,6 = 15,64 КПа |
де Zi
=5,6 м – відстань точки додатка навантаження від конструктивної ватерлінії
Всі розраховані значення тиску наведені на епюрі тисків.
1.2
Розрахунок стандарту загальної міцності
Визначаємо момент опору міделевого перетину судна:
 см3
. см3
.
де МТ
– розрахунковий згинальний момент міделевого перетину судна, кНм;
 – допустиманапруга для обраної марки сталі, МПа.
– допустиманапруга для обраної марки сталі, МПа.
 , МПа, , МПа,
де  - коефіцієнт застосування механічних властивостей сталі. - коефіцієнт застосування механічних властивостей сталі.
  , ,
де МТ
– найбільший згинальний, що призводить до прогинання судна на тихій воді, кН м;
МW
– хвильовий згинальний момент, що призводить до прогинання судна, кН м
 , ,
де k = 70 при проміжному МВ.
Хвильовий згинаючий момент, що викликає перегин судна:
 кНм
кНм
Хвильовий згинаючий момент, що викликає прогин судна
 Сумарний момент з урахуванням максимального хвильового моменту, що призводить до перегинання судна:
Сумарний момент з урахуванням максимального хвильового моменту, що призводить до перегинання судна:
Мт
= Msw
+ Mw
= (0,486+ 0,59)×106
=0,76×106
кНм.
 кНм.
кНм.
У всіх випадках момент опору поперечного перетину корпуса повинен бути не менш ніж:
 кНм.
кНм.
Мінімальне значення моменту інерції поперечного перетину корпуса повинне бути не менш ніж:
 см4
.
см4
.
1.3
Основні елементи конструкції корпусу
Значення нормальної шпації:
 мм. мм.
Приймаємо a0
=750 мм. В форпіку та ахтерпіку a0
=600 мм. На ділянці 0,2Lвід носового перпендикуляра
a0
=700 мм.
Висота подвійного дна на середині довжини судна:
 м. м.
У кінцівках (форпік та ахтерпік), МВ та у п ершому трюмі висоту подвійного дна збільшуємо на 0,5 м, h = 1,8 м.
Поперечну шпацію приймаємо a = 700 мм
1.
4
Розрахунок днищового перекриття
Обшивка днища і настилу подвійного дна
Вибір листів днища й настилу подвійного дна зроблен по розрахунковій товщині.
Мінімальна товщина листів днищовой обшивки визначена по формулі Регістра РС [1]
Smin
=(5,5 + 0,04×L)×Öh =(5,5 + 0,04×152,2)×Ö 1 =11,6 мм;
L = 152,2 м;
η = 1
Приймаємо Smin
=12 мм
Товщина листів днищовой обшивки зі скулою визначена по формулі Регістра РС
Прийнято S =12 мм, для забезпечення корпусу судна поздовжньої міцності
де a = 0,7 м – шпація;
m – коефіцієнт згинального моменту, т =15,8;
K =1;
Ks
- коефіцієнт допустимих навантажень, Ks
= 0,6;
sn
–розрахункова нормативнамежа текучості, sn
= 235 Мпа;
DS = U×(T –12) = 0,2×(24 –12) =2,4 мм;
U =0,2 мм /рік;
T = 24 р.;
Р = 109,8 Кпа – тиск, який діє на корпус судна з боку моря
Реклама

Обшивка днища набирається зі стандартних листів товщиною 12 мм, ширина листів 1800 мм, товщина скулового листа 12 мм, ширина листа приймаються конструктивно.
У районі ДП встановлюється горизонтальний кіль шириною 1600 мм і товщиною 16 мм (на 2 мм товщі обшивання днища).
Ширина горизонтального кіля визначена по формулі Регістра РС:
bk
= 800+5L= 800+5×152,2= 1561 мм;
Приймаємо bk
= 1600 мм
Мінімальна товщина листів настилу другого дна визначена за формулою Регістра РС [1], тому що виконано умову L ³ 80
Smin
=(5 + 0,035×L)×Öh =(5 + 0,035×152,2)×Ö 1 =10,3 мм;.
Приймаємо Smin
=10 мм
Товщина листів настилу другого дна визначена по формулі Регістра РС [1]

Прийнято S =10 мм,
Вертикальний кіль і стрингери
Товщина вертикального кіля визначена по формулі Регістра РС [1]

Приймаємо S =15 мм
де ak
= 0,03×L + 8,3 £11,2; ak
= 0,03×152,2+8,3 =12,9
прийнято ak
=11,2;
L = 152,2 м; d = 9,64 м; η= 0,8;
В = 22,2 м; hф
= 1,3 м; DS = U×(T –12) = 0,2×(24 –12) =2,4 мм;
У всіх випадках товщина вертикального кіля повинна бути не менш ніж:
Smin = 0,025L+5,5+1,5 = 0,025•152,2+5,5+1,5 = 10,8 мм;
Приймаємо Smin=11 мм
Товщина вертикального кіля приймається 18 мм – достатня
Товщину стрингера приймаємо рівній товщині вертикального кіля, тобто стрингер має товщину 15 мм.
Флори спроектовані відповідно до вимог РС 2.4.4.3:
Товщина суцільних флорів розраховується по формулі:

Приймаємо S= 11 мм
α = 0,023L+5,8 = 0,023×152,2+5,8=9,3;
k= k1×k2= 1,65×0,86=1,42;
k1=1,65 – коефіцієнт обраний по таблиці 2.4.4.3–1;
k2 = 0,86 – коефіцієнт обраний по таблиці 2.4.4.3–2;
DS = U×(T –12) = 0,2×(24 –12) =2,4 мм;
U =0,2 мм /рік;
T = 24 р.
У всіх випадках товщина суцільних флорів повинна бути не менш чим:
Smin = 0,035L+6 = 0,035×152,2+6 = 11,3 мм;
Приймаємо Smin=12 мм.
Стінки суцільних флорів підкріплюються ребрами жорсткості.
Непроникні флори, які встановлюються під водонепроникними перебірками повинні мати товщину не менш чим

де – p = 7,5hн
= 7,5×(13,2+1–0,6) = 102 кПа;
K =1,2–0,5× (a/b)=0,95;
Р = 143,6 кПа – тиск, який діє на корпус судна з боку моря.
По вимогах РС товщина непроникних флорів не повинна бути менш товщини суцільних флорів, тому товщину непроникних флорів приймаємо рівну S=11 мм.
Основний набір днища й подвійного дна
Подовжні балки днища й подвійного дна призначаються по моменту опору.
Момент опору подовжніх балок днища визначений по формулі Регістра РС [1]
W = W×wk
= 381×1,2 =457,2 см3
;
прийнято несиметричний полособульб  24а
(ДЕРЖСТАНДАРТ 21937–76) з моментом опору W=434см3
, що зменшений на 35% тому що встановлені проміжні підкріплювальні стояки посерединіпрольоту подовжніх балок де 24а
(ДЕРЖСТАНДАРТ 21937–76) з моментом опору W=434см3
, що зменшений на 35% тому що встановлені проміжні підкріплювальні стояки посерединіпрольоту подовжніх балок де
 ; ;
wk
= 1 + aдо
×DS = 1 + 0,084×2,4 = 1,2;

m =12;
Ks
= 0,45;
sn
= 293,75 МПа];
Q = P×a×l =109,8× 0,7×3 = 230,6 кН;
Р =109,8 Кпа – тиск, який діє на корпус судна з боку моря;
a =0,7 м – шпація;
l = 3 м – проліт балки;
DS = U×(T –12) = 0,2×(24 –12) =2,4 мм;
U =0,2 мм /рік;
T = 24 р.
Момент опору подовжніх балок подвійного дна визначений по формулі Регістра РС [1]
W = W ×wk
= 277×1,11 =307,5 см3
;
прийнято несиметричний полособульб 18б
(ДЕРЖСТАНДАРТ 21937–76) з моментом опору W =218 см3
, що зменшений на 35% тому що встановлені проміжні підкріплювальні стояки посередині прольоту подовжніх балокде
W’ – момент опору балки без обліку запасу на зношування, см3
;
wk
= 1 + aдо
×DS = 1 + 0,091×1,2 = 1,11;

m =12; Ks
= 0,6;
sn
= 293,75 МПа;
Р =93 Кпа – тиск;
a =0,7 м – шпація;
l = 3 м – проліт балки;
DS = U×(T –12) = 0,2×(24 –12) =2,4 мм;
U =0,2 мм /рік; T = 24 р.
Підкріплюючі стояки
Розмір проміжних підкріплювальних стояків між подовжніми балками днища й другого дна призначається по площі поперечного переріза.
Площа поперечного переріза стояків визначається по формулі РС 2.4.4.7.1:

де h – висота попереч. перетину стійки, см;
Момент інерції повинен бути не менш ніж:
 ; ;
де l – проліт стояка, м.
 см4
; см4
;
Приймаємо куточок №5,6.
Бракети
Товщину бракет вертикального кіля та міждонного листа, а також бракет, що з’єднують подовжні балки по днищу та подвійному дну з непроникними флорами, приймаємо рівній товщині суцільних флорів S =11 мм.
1.5 Розрахунок бортового перекриття
Бортова обшивка містить у собі ширстрек шириною 1600 мм, чотири стандартних листа шириною 1800 мм і один лист шириною 2440 мм.
Вибір листів обшивки судна зроблено по розрахованій товщині.
Мінімальна товщина листів бортової обшивки визначена за формулою Регістра РС [1]
Smin
=(5,5 + 0,04×L)×Öh =(5,5 + 0,04×152,2)×Ö 1 =11,6 мм;
L = 152,2 м;
η = 1
Приймаємо Smin
=12 мм
Товщина листів бортової обшивки в районі (0,4–0,5) D визначена по формулі Регістра РС [1]

прийнято S =12 мм,
де a = 0,75 м – шпація
m =15,8;
K =1;
Ks
= 0,6;
sn
= 235 Мпа;
DS = U×(T –12) = 0,17×(24 –12) =2,04 мм;
Р =54,91 КПа – тиск, який діє на корпус судна з боку моря
Товщина листів бортової обшивки в районі нижче 0.4 D визначена по формулі Регістра РС [1]

прийнято S =12 мм,
де DS = U×(T –12) = 0,14×(24 –12) =1,68 мм;
U =0,14 мм /рік;
T = 24 р.;
Р = 80 КПа – тиск діюче на корпус судна з боку моря
Товщина листів бортової обшивки в районі вище 0,5 D визначена по формулі Регістра РС [1]

прийнято S =12 мм.
Товщина листів бортової обшивки по машинному відділенню прийнята
S =14 мм.
Товщина листів фальшборту визначена по формулі Регістра РС [1]
S = 0,025 (L + 4,0) = 0,025×(152,2 + 4,0) =7,5 мм;
прийнято S =8,0 мм
Ширина ширстрека визначена по формулі Регістра РС [1]
bk
= 5×L + 800 £ 2000; b =5×152,2 + 800 =1561 мм;
прийнято b = 1600 мм.
Товщиною ширстрека приймається S =18 мм для забезпечення корпусу судна подовжньої міцності.
Ширина ширстрека по машинному відділенню визначена по формулі Регістра РС [1]
bk
= 5×L + 800 £ 2000; b =5×152,2 + 800 =1561 мм;
прийнято b = 1600 мм, товщиною S =18 мм
Бортовий набір у трюмах
Вибір балок набору зроблен по необхідному моменту опору, який розраховується.
Момент опору трюмного шпангоута визначен по формулі Регістра РС [1]
W = W ×wk
= 1027×1,09 =1119,4 см3
;
прийнято звареного тавра  36а
з моментом опору W =1180 см3
; 36а
з моментом опору W =1180 см3
;

W' – момент опору розглянутої балки;
wk
= 1 + aдо
×DS = 1 + 0,073 ×1,2 = 1,09;

Бортовий набір у твіндеках
Момент опору шпангоута твіндека визначений по формулі Регістра РС [1]
W = W ×wk
= 170×1,13 =192 см3
;
Прийнято звареного тавра  16б
з моментом опору W =169 см3
, тому що кінець шпангоута закріплюється кницей, те це дозволяє знизити момент опору балки на 30% 16б
з моментом опору W =169 см3
, тому що кінець шпангоута закріплюється кницей, те це дозволяє знизити момент опору балки на 30%
де

wk
= 1 + aк×DS = 1 + 0,107 ×1,2 = 1,13;
m =10;
Ks
= 0,65;
DS = U×(T –12) = 0,1×(24 –12) =1,2 мм;
U =0,1 мм /рік;
T = 24 р.
Фальшборт
Розрахунковим тиском на фальшборт р, кПа, є зовнішній тиск, визначуваний на чолі «Розрахункові навантаження» (1.3.1) р = 20,8 кПа
При цьому воно повинне прийматися не менше:
Pmi
n
=0,02L+14= 0,02•152,2+14= 17 кПа;
З двох навантажень за розрахункове вибираємо найбільше р = 17 кПа;
Толщина обшивки фальшборта повинна бути не менше:
S= 0,025L+4,0= 0,025×152,2+4,0=7,8 мм ≈ 8 мм.
Приймаємо Smin = 8 мм.
1
.6 Розрахунок палубного перекриття твіндека
Настил палуби твіндека
Вибір листів настилу твіндека зроблен по розрахованної товщині.
Мінімальна товщина листів настилу твіндека визначена по формулі Регістра РС [1], тому що виконано умову L ³ 100
Smin
= (7 + 0,01×L) ×Öh = (7 + 0,01×152,2)×Ö 1 =8,5 мм;
Приймаємо Smin= 9 мм.
Товщина листів настилу твіндека визначена по формулі Регістра РС [1]

Прийнято S =11 мм, для забезпечення корпусу судна подовжньої міцності
деa = 0,7 – шпація;
m =15,8;
K =1;
Ks
= 0,8;
sn
= 235 МПа;
DS = U×(T –12) = 0,11×(24 –12) =1,32 мм;
U =0,11 мм /рік;
T = 24 р.;
Р = g× 0,7× h = 9,81× 0,7×5,0 =34кПа – тиск;
h =5,0 м – висота твіндека;
g = 9,81 м/с2
– прискорення вільного падіння
Палубний набір твіндека
Вибір балок набору зроблен по необхідному моменту опору, що розраховується. Момент опору бімсів твіндека визначен по формулі Регістра РС [1]
W = W ×wk
= 170,95 ×1,15 =196,6 см3
;
прийнято несиметричний полособульб 18а
з моментом опору W =200 см3
де,

wk
= 1 + aк ×DS = 1 + 0,106×1,44 = 1,15;

Момент опору бімсів у межлюковой перемичці твиндека визначен по формулі Регістра РС [1]
W = W×wk
= 818 ×1,11 =908 см3
;
прийнято тавра сталевий зварений 36а
(РД5.9373–80) з моментом опору W =1180 см3
wk
= 1 + aк ×DS = 1 + 0,073 ×1,44 = 1,11;

де – m =10;
Ks
= 0,65;
sn
= 235 Мпа;
a =0,75 м;
l =7 м.
Необхідний момент опору карлінгса твіндека визначений по формулі Регістра РС [1]
W = W×wk
=15439,6×1,1 =16983,6 см3
;

wk
= 1 + aдо
×DS = 1 + 0,067 ×1,44 = 1,1;


де – m =18;
Ks
= 0,65;
sn
= 235 МПа;
Р = g× 0,7× h = 9,81× 0,7× 5,0 =34 КПа – тиск
h = 5,0 м – висота твіндека;
g = 9,81 м/с2
– прискорення вільного падіння;
a = 8,6 м – відстань між розглянутими балками
l = 13,5 м – проліт балки
DS = U×(T –12) = 0,12×(24 –12) =1,44 мм;
T = 24 р.
Таблиця1.4.1 – Розміри карлінгса твіндека
| Найменування балки |
Розмiри |
Площа |
z |
F*z |
F*z2 |
i |
| Пояс карлiингса |
210 |
0,0 |
0,0 |
0,0 |
0 |
| Стiнка карлiнгса |
176 |
41,4 |
7286,4 |
301657,0 |
37158,4 |
| Приєднаний поясок |
170,5 |
82,0 |
13972,5 |
1145044,3 |
0 |
| 732,5 |
28545,3 |
1748358,2 |
74316,8 |
| 1776903,5 |
z = B/A=39,0 см; I =(C – Z2*A)*10-4
= 664503,9 см4
; W1 = I/Z=17051,8 см3
; W' =15439,6 см3
; W = 16983,6 см3
.
Фактичний момент опору W1
перевищує необхідний момент опору W, тому спроектований карлингс є міцним.
Товщину книці, що з’єднує трюмний шпангоут і бімс твіндеку приймаємо рівній товщині бімса твіндеку S = 9 мм.
Розміри книці:
 мм; мм;
Приймаємо с = 300 мм.
Розмір h = 0,7.
с = 0,7.
300 = 210 мм.
Товщину книці, що з’єднує трюмний карлінгс і бімс твіндеку приймаємо рівній товщині бімса твіндеку S =9 мм.
Розміри книці:
мм;
Приймаємо с = 300 мм.
Розмір h = 0,7.
с = 0,7.
300 = 210 мм.
1.7 Розрахунок палубного перекриття верхньої палуби
Настил верхньої палуби
Вибір листів настилу верхньої палуби зроблен по розрахованой товщині. Мінімальна товщина листів верхньої палуби визначена по формулі Регістра РС [1], тому що виконано умову L ³ 100
Smin
= (7 + 0,02×L) ×Öh = (7 + 0,02×152,2)×Ö 1 =10 м;
η = 1 – коефіцієнт використання механічних властивостей стали, визначений по таблиці 1.1.4.3 Регістра РС [1]
Товщина листів верхньої палуби визначена по формулі Регістра РС [1]
Прийнято S =10 мм.
де a = 0,7 м – шпація;
m =15,8;
K =1;
Ks
= 0,6;
sn
= 235 МПа – розрахункова нормативна границя текучості по нормальних напругах, визначений по таблиці 1.1. 4.3 Регістра РС [1]
DS = U×(T –12) = 0,1×(24 –12) =1,2 мм – запас на зношування
U =0,1 мм /рік – середньорічне зменшення товщини зв'язку, визначено по таблиці 1.1. 5.2 Регістра РС [1]
T = 24 р. – планований термін служби;
Р = 30 КПа – тиск на корпус судна з боку моря.
Ширина палубного стрингера визначена по формулі Регістра РС [1]
b = 5L + 800 =5.
152,2 + 800=1561 мм;
прийнято b = 1600 мм, товщиною S =18 мм.
Вибір балок набору зроблен по необхідному моменту опору, що розраховується.
Момент опору подовжніх балок верхньої палуби визначений по формулі Регістра РС [1]
W = W×wk
=117,3 ×1,18 =121,55 см3
;
прийнято несиметричний полособульб 16а
, з моментом опору W =147см3

wk
= 1 + aк ×DS = 1 + 0,07 ×1,44 = 1,18;
 . .
sn
= 235 Мпа;
Р =30КПа – тиск;
a =0,7 м – шпація;
l =3 м – проліт балки;
DS = U×(T –12) = 0,12×(24 –12) =1,44 мм;
U =0,12 мм /рік;
T = 24 р.;
За рамний бімс верхньої палуби прийнятий зварений тавр32а
з моментом опору W =870 см3
. Він обран конструктивно з висотою стінки, яка вдвічі більше стінки подовжньої балки верхньої палуби.
Момент опору бімса межлюковой перемички верхньої палуби визначений по формулі Регістра РС [1]
W = W×wk
= 721,8×1,11 =995см3
;
прийнято тавра зварений  32а
з моментом опору W =870 см3 32а
з моментом опору W =870 см3
де,

wk
= 1 + aк ×DS = 1 + 0,076×1,44 = 1,11;

m =10;
Ks
= 0,65;
sn
= 235 МПа;
Р =30КПа – тиск;
a =0,7 м – шпація;
l =7,8 м – проліт балки;
DS = U×(T –12) = 0,12×(24 –12) =1,44 мм;
U =0,12 мм /рік;
T = 24 р.
Комінгс-карлінгсверхньої палуби
Необхідний момент опору комінгса люка визначений по формулі Регістра РС [1]
W = W×wk
=13623,2×1,1 =14985,5 см3
;

wk
= 1 + aк ×DS = 1 + 0,067 ×1,44 = 1,1;

m =18;
Ks
= 0,65;
sn
= 235 МПа –;
Р = 30Кпа;
a = 8,6 м;
l = 13,5 м;
Таблиця 1.5.2 – Розміри комінгс – карлінгса люка
| Найменування балки |
Розмiри |
Площа |
z |
F*z |
F*z2 |
i |
| Пояс карлiингса |
70 |
0,0 |
0,0 |
0,0 |
0 |
| Стiнка карлiнгса |
98 |
36,0 |
3523,1 |
126655,4 |
37158,4 |
| Приєднаний поясок |
140 |
71,5 |
10003,0 |
714714,4 |
0 |
| Комiнгс |
99 |
117,0 |
11578,1 |
1354052,9 |
66825 |
| Ребро жорсткостi |
22,2 |
137,0 |
3040,3 |
416367,7 |
0 |
| Пояс комiнгса |
60 |
163,0 |
9777,0 |
1593162,2 |
0 |
| А=489,2 |
В=37921,4 |
4204952,6 |
103983,4 |
| С = 4242874,0 |
z = B/A = 77,5 см ; W1 = I/Z = 16813,1 3; см
I = (C – Z2*A)*10-4
= 1303308,2 см4
; W' = 13623,2 см3
;
W =14985,5 см3
.
Фактичний момент опору W1
перевищує необхідний момент опору W, тому спроектований комингс-карлінгс є міцним.
Товщину книці, що з’єднує твіндечний шпангоут і бімс ВП приймаємо рівній товщині шпангоута твіндеку ВП S =8 мм.
Розміри книці:
 мм; мм;
Приймаємо с = 300 мм.
Розмір h = 0,7.
с = 0,7.
300 = 210 мм.
1.8
Розрахунок перебірки
Розрахунок навантажень на перебірку
Розрахунковий тиск на конструкції водонепроникних перебірок приймається рівним:
 (Р.С. 2.7.3.1)
(Р.С. 2.7.3.1)
 для конструкції форпікової перегородки.
для конструкції форпікової перегородки.
 у решті випадків.
у решті випадків.
Для всіх перебірок (окрім форпікової):
Р1=7,5×11,4=85,5 кПа;
Р2=7,5×9,8=73,5 кПа;
Р3=7,5×8,2 = 61,5 кПа;
Р4=7,5×6,6=49,5 кПа;
Р5=7,5×4,3=32,3 кПа;
Р6=7,5×2,7=20,25 кПа;
Р7=7,5×1,1=8,25 кПа, приймаємо Р7=12 кПа.
Товщина поясів обшивки перебірки
Товщина листів перебірок різна. Ближча до подвійного дна товщина листів перебірок більше, ніж у палуби, тому розраховуємо товщину кожного листу окремо.
Товщина обшивки перебірок повинна бути не менш визначуваною по формулі:
Smin = 4+ 0,02L= 4+0,02×152,2= 7 мм;
Розрахунок товщини листів ведеться для кожного з поясів перебірки:
DS = U×(T –12) = 0,1×(24 –12) =1,2 мм (Р.С. 1.1.5.1);
 ,
мм (Р.С. 1.6.4.4); ,
мм (Р.С. 1.6.4.4);
Пояс 1
 ; ;
Пояс 2
 ; ;
Пояс 3
 ; ;
Пояс 4
 ; ;
Пояс 5
 ; ;
Пояс 6
 ; ;
Пояс 7
 ; ;
Розміри стояків перебірок
Момент опору стояків перебірок в твіндеке визначається по формулі:
W = W ×wk
= 91,15×1,17 =107,1 см3
;
прийнято полособульб несиметричний 14б
з моментом опору W =112 см3
 ; ;
wk
= 1 + aк ×DS = 1 + 0,14 ×1,2 = 1,17;
 ; ;
m =18;
Ks
= 0,75;
sn
= 235 МПа;
Р=7,5×2,4 =18КПа – тиск;
a =0,7 м – шпація;
l =4,8 м – проліт балки;
DS = U×(T –12) = 0,1×(24 –12) =1,2 мм;
U =0,1 мм /рік;
T = 24 р.
Момент опору стояків перебірок в трюмі визначається по формулі:
W = W ×wk
= 584×1,09 =642,4 см3
;
прийнято полособульб симетричний 30812–260 з моментом опору W =700 см3
 ; ;
wk
= 1 + aк ×DS = 1 + 0,074 ×1,2 = 1,09;

m =18;
Ks
= 0,75;
sn
= 235 МПа;
Р =60,75 КПа – тиск;
a =0,65 м – шпація;
l =6,6 м – проліт балки;
DS = U×(T –12) = 0,1×(24 –12) =1,2 мм;
Рамний набір перебірок
Момент опору бімсов в твіндеке визначається по формулі:
W = W ×wk
=721,8×1,11 =801,2 см3
;
прийнято тавр зварний 32a
з моментом опору W =870 см3

wk
= 1 + aк ×DS = 1 + 0,076 ×1,44 = 1,11;
 ; ;
m =10;
Ks
= 0,65;
sn
= 235 МПа;
Р =30 КПа – тиск;
a =0,75 м – шпація;
l =7 м – проліт балки;
DS = U×(T –12) = 0,12×(24 –12) =1,44 мм;
U =0,12 мм /рік;
T = 24 р.
Карлінгс в твіндеке призначаємо конструктивно. Висота карлінгса потрібна бути в двідчі більше ніж висота бімсов, алечерез те що бімси розрізаються на карлінгсі й приварюються до нього прийнято тавр зварний 50а
з моментом опору W =2600 см3
.
Призначаємо висоту стінки балки рамного набору рівної 0,1 прольота. З цієї умови прийнято тавр зварний 45а
з моментом опору W =1770 см3
Момент опору бімсов в трюмі визначається по формулі:
W = W×wk
=808×1,11 =908 см3
;
прийнято тавр зварний 32в
з моментом опору W =1000 см3
 ; ;
wk
= 1 + aк ×DS = 1 + 0,075 ×1,44 = 1,11;
 ; ;
Карлінгс в твіндеке призначаємо конструктивно. Висота карлінгса потрібна бути в двідчі більше ніж висота бімсов. Тому прийнято тавр зварний 50а
з моментом опору W =2600 см3
Призначаємо висоту стінки балки рамного набору рівної 0,1 прольота. З цієї умови прийнято тавр зварний 63а
з моментом опору W =5100 см3
Товщину книці, що з’єднує рамну стійку переборки у твіндеку і рамний бімс ВП приймаємо рівній товщині стінки рамної стійки S =10 мм.
Розміри книці:
Приймаємо с = 500 мм відповідно до висоти рамного бімсу ВП.
Розмір h = 0,7.
с = 0,7.
500 =350 мм.
Товщину книці, що з’єднує рамну стійку переборки у трюмі і рамний бімс палуби твіндека приймаємо рівній товщині стінки рамного бімсу ВП S =12 мм.
Розміри книці:
Приймаємо с = 500 мм відповідно до висоти рамного бімсу палуби твіндека.
Розмір h = 0,7.
с = 0,7.
500 =350 мм.
Товщину книці, що з’єднує рамну стійку переборки у трюмі і подовжні балки днища приймаємо рівній товщині стінки рамної стійки S =14 мм.
Розміри книці:
Приймаємо с = 630 мм, с =1/10.hст.
Розмір h = 0,7.
с = 0,7.
630 = 441 мм.
1.9 Проектування машинного відділення
Бортовий набір у МВ
Конструкція днища.
Товщину стінки флора і настилу другого дна збільшуємо на 2 мм в порівнянні з перетином в середній частині корпусу судна.
Приймаємо товщину стінки флора S=14 мм, і товщину настилу другого дна Sвд=13 мм.
Особливостями конструкціі машинного відділення проєктуємого судна є:
установлення рамних шпангоутов через кожні чотири шпації для подкріплення борту з урухуванням вібрації, установлення суцільних флорів на відстані двох шпацій, установлення платформи на відстанні 2,5 м від палуби твіндека, установлення одного бортового стрингера на відстанні 1,8 м від платформи.
Профіль рамних шпангоутов приймається конструктивно з урухуванням вимог Правил Регістру, що висота шпангоута потрібна бути не менш ніж 1/10 прольоту.
Момент опору рамного шпангоута в трюмі визначається по формулі:
W = W ×wk
=1437,8×1,086 =1561 см3
;
прийнято тавр зварний 45а
з моментом опору W =1770 см3
 ; ;
wk
= 1 + aк ×DS = 1 + 0,0713 ×1,2 = 1,086;
 ; ;
m =11;
Ks
= 0,65;
sn
= 295 МПа;
Р =78 КПа – тиск;
a =3 м – шпація;
l =3,6 м – проліт балки;
DS = U×(T –12) = 0,1×(24 –12) =1,2 мм;
U =0,1 мм /рік;
T = 24 р.
Уплощинірамногошпангоутавстановлюєморамнібімси, висотастінокякихприймаєтьсярівнійполовинівисотистінкирамногошпангоута, тобтозарамнийбімсприймаємотавровийпрфіль №32а
змоментомопоруW= 870 см3
.
За бімс ВП приймаємо бімс таврового профілю №32а
W= 870 см3
.
Для бімса НП і платформи, встановлених в р-ні рамного шпангоута приймаємо тавровий профіль №25а
W= 470 см3
.
Бортовий стрінгер.
Висоту стінки бортового стрінгера приймаємо рівній висоті стінки рамного шпангоута. h стор. = 450 мм.
Товщина стінки стрінгера на 1 мм менше товщини стінки рамного шпангоута.
S стор. = 9 мм.
Товщина вільного поясочка стрінгера приймається рівній товщині вільного поясочка рамного шпангоута. S сп.= 14 мм.
Момент опору трюмного шпангоута визначен по формулі Регістра РС [1]
W = W ×wk
= 188,2×1,12 =211,24 см3
;
прийнято звареного тавра 20б
з моментом опору W =280 см3

W' – момент опору розглянутої балки;
wk
= 1 + aдо
×DS = 1 + 0,102×1,2 = 1,12;

m =18;
Ks
= 0,65;
sn
= 293,75 Мпа;
DS = U×(T –12) = 0,1×(24 –12) =1,2 мм;
U =0,1 мм /рік;
T = 24 р.
Фундамент головного двигуна
Оскільки проект учбовий і не дани дані про механізми і двигун, то масу механізмів і двигуна я приймаємо конструктивно:
Товщина деталей фундаменту головного двигуна внутрішнього згорання, повинна бути не менш визначуваною по формулі:
 , мм (Р.С. 2.11.3.2)
, мм (Р.С. 2.11.3.2)
Для спрощення, розрахунок товщини стінок фундаменту я виконую в програмі Excel.
Таблиця 1.7.1.1 – Розрахунок товщини листів, стінок, бракет по головний ДВС
| Найменування вузла |
Потужність |
k2 |
k3 |
Товщина |
| двигуна |
| Опоний лист |
7800 |
1 |
13 |
33 |
| Стінка |
7800 |
1 |
5 |
25 |
| Бракети, кніци |
7800 |
0,7 |
5 |
19 |
Суцільні флори встановлюємо через кожні дві шпації.
Товщину книці, що з’єднує рамний шпангоут і бімс твіндеку, а також рамний шпангоут і бімс платформи приймаємо рівній товщині бімса S =6 мм.
Розміри книці:
 мм; мм;
Приймаємо с = 450 мм.
Розмір h = 0,7.
с = 0,7.
450 = 315 мм.
1.10 Розрахунок еквівалентного брусу
Перевірка загальної подовжньої міцності судна здійснюється шляхом порівняння потрібного значення мінімального момента опору корпуса судна з фактичними моментами опору, які розрахованні у табличній формі. При розрахунку еквівалентного брусу у таблицю заносимо ті подовжні зв’язки, які повністю або частково беруть участь в загальному поздовжньому згині судна. Ступень участі того чи іньшого зв’язку в загальному поздовжньому згині судна регламентується Правилами Регістру.
У процесі розрахунку еквівалентного бруса для отримання достатнього моменту опору корпусу судна збільшуємо:
• товщину настилу ВП з 10 мм до 18 мм;
• товщину бортової обшивки з 11 мм до 12 мм;
• товщину настилу твіндека з 10 мм до 11 мм;
• товщину стінок корлінгсів ВП і палуби твіндека до 16 мм і 22 мм відповідно;
• товщину полок корлінгсів ВП і палуби твіндека до 22 мм і 28 мм відповідно;
• товщину палубного стрингера ВП і палуби твіндеку приймаємо 20 мм і 13 мм відповідно;
• товщину ширстрека 20 мм.
Відстань нейтральної лінії від днища Zдн = В/А =4,68 м;
Відстань нейтральної лінії від палуби Zпб = 7,92 м;
Момент інерціі переріза Iно = 2× (С-Zдн×А) ×10-4
= 32,58 м4
;
Момент опору днища Wдн = Iно/Zдн = 6,97 м3
;
Момент опору палуби Wпб = Iно/Zпб = 4,11 м3
.
Фактичні моменти опору:
Момент опору днища Wдн= Iно/Zдн = 6,97 м3
> 3,75 м3
;
Момент опору палуби Wпб= Iно/Zпб = 4,11 м3
> 3,75 м3
.
Розрахунок еквівалентного брусу показав, що зпроектований корпус задовольняє вимогам РС що до міцності корпусів морських суден.
2.
Техніка безпеки під час проведення електрозварювальних робіт
Під час електрозварювальних робіт можуть бути спричинені наступні небезпеки: теплові опіки струменем полум`я і розплавленим або розігрітим металом, погіршення стану здоров`я і поява профзахворювань через вдихання пари металів, продуктів згорання обмазок електродів, флюсів, масел, фарб і т.п., захворювання очей і шкірного покриву від дії різних видів променистої енергії (інфрачервоного і ультрафіолетового спектрів). До цього додається небезпека виникнення пожеж і вибухів горючих газів і речовин як використовуваних в работі, так і робіт, що знаходяться поблизу від місця виробництва, і навіть в суміжних приміщеннях.
При електродуговій зварці є додаткова небезпека можливого ураження електричним струмом.
Якщо при проектуванні і улаштуванні постійних робочих місць по виробництву зварювальних робіт, особлива при напівавтоматичній і автоматичній зварці і різанні в цехах, на ділянках і спеціальних майданчиках, можна передбачити і виконати всі заходи по зменшенню перерахованих небезпек (вентиляція, штатні місця розташування балонів, генераторів і зварювальних трансформаторів, стаціонарні газо- і електропроводи, заземлення і т.д.), то в обмежених умовах на судах, що будуються або ремонтуються на «тимчасових» робочих місцях забезпечення повної безпеки проведення робіт вимагає більше зусиль і уваги. Адже у кожному окремому віпадку і на кожному робочому об`єкті боводиться по-новому вирішувати технічні і організаційні питання забезпечення безпеки праці. Тому доводиться більше уваги приділяти зварювальним роботам на судні і в місцях, де немає стаціонарних, спеціально обладнаних робочих місць.
Загальні вимоги безпеки. До електрозварювання і різання металів повинні допускатися тільки особи, що мають спеціальні кваліфікаційні посвідчення (видані Держмісктехнаглядом). Особи, що привертаються до робіт по електрозварюванню, газоелектричного різання, повинні проходити попередній медичний огляд, а електрозварники, що виконують зварку в замкнутих просторах і зайняті зваркою кольорових металів, повинні один раз на рік проходити періодичний медичний огляд з обов`язковою рентгенографією грудиної клітини і лабораторним дослідженням сечі і крові. Особи, у яких знайдені ознаки отруєння оксидами морганцю у вигляді ураження центральної нервової системи, повинні переводитися на роботу, не пов`яз ану з шкідливими умовами праці.
Жінки до виробництва робіт електрозварювання усередені замкнутих просторів (котли, цистерни, баки, танки, відсіки суден і т.д.) не допускаються.
Для забезпечення санітарно – гігієнічних вимог слід керуватися санітарними правилами при зварці, наплавленні і різанні металів.
Користуватися устаткуванням, апаратурою і інструментом можуть тільки особи, відповідальні за його експлуатацію. Передавати його кому-небудь для виробництва навіть короткочасних робіт (відігрівання трубопроводів, випалення старої фарби і т.п.) категорично забороняється.
Перед початком робіт проводиться перевірка спецодягу і індивідуальних захисних засобів. Робоче місце ретельно готується відповідно до технологічних карт і інструкції по техниці безпеки. Приміщення провітрюють і вентилюють, а потім з нього видаляють все зайве, перевіряють його і суміжні з ним приміщення на пожарно – та вибухо-безпеку, готують засоби пожежегасіння.
Для забезпечення необхідного повітрообміну повинні бути встановлені і пущені в хід місцеві переносні або стаціонарні вентилятори, відкриті двері, люки, горловина і ілюмінатори, що є в цих приміщеннях.
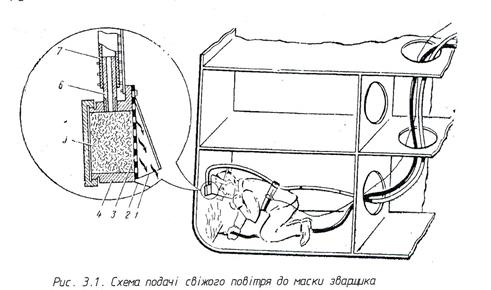
При роботі в замкнутих просторах і важкодоступних місцях рекомендується застосовувати пристрій для примусової подачі свіжого повітря під маску зварника (мал. 3.1).
Свіже повітря під маску 2 електрозварника подається через коробочку – фільтр 4, прикріплену болтами до маски електрозварника. Крім того, до маски зварювача прикріплюють полотнище (парусину), яке разом з щитком утворює накидний капюшон. Повітря в коробочку – фільтр (з фільтруючим матеріалом 5) подається під тиком не більш 1 кгс/см2
через штуцерне з`єднання 6 за допомогою гумового кисневого шланга 7, що проходить над головою робітника і що опускається до поясу, де він кріпиться. Потім шланг через кисневий редуктор приєднують до основної магістралі стиснутого повітря.
Коробочку – фільтр циліндрової форми з органічного скла заповнюють шматочками поролону 5 (і закривають сіткою 3), який забезпечує очищення повітря від пилу, води і масляних аерозолів, а також знижує рівень шуму при вході повітря в маску. Через направляючий козирок 1, виготовлений з пружини в один – два шари, свіже повітря прямує в зону дихання усередині маски.
Якщо зварка на судні відбувається з гратувань, підмістей настилів, їх необхідно міцно закріплювати і робити леєрну огороду заввишки 1,0 – 1,2 м. Окрім цього гратування, настили і підмести слід покривати листами азбесту або заліза, щоб падаючий розплавлений метал не міг викликати пожежі або опіків. У дощову погоду робочі місця зварювачів повинні бути захищені навісами.
Поблизу зварювача що працює в цистернах, відсіках, резервуарах, колодязях, казанах і т. п., призначають спостерігача, для надання йому першої допомоги. Електрозварники і газорізальники повинні бути одягнені у спецодяг, озуті в гумові чоботи і мати спеціальний пояс, до якого прикріпляється рятувальний кінець, виведений через люк до спостерігача. Останній повинен невідступно знаходитися біля виходу із замкнутого простору, невпинно стежити за станом працюючого, підтримуючи з ним безперервний зв'язок голосом, за допомогою рятувального кінця або іншим ефективним способом.
Електрозварники і газорізальники при роботі в положенні сидячи або лежачи на металі повині забезпечуватися вогнестійкими килимами, підлокітниками і наколінниками. Не можна користуватися металевими щитками і переносними лампами напругою понад 12 В. Встановлюється також спостереження за тим, щоб не допустити опіків людей або запалювання предметів з протилежної сторони поверхонь, що нагріваються, а також повинні бути вжиті заходи, застерігаючи падіння іскр, крапель розплавленого металу і відрізаних частин металевих конструкцій на дерев'яні постили і людей.
Для попередження вибухів і пожеж балони із зрідженими і стиснутими газами розташовують від зварювальних агрегатів і кабелів не ближче 5 м. Вживаються заходи, що виключають можливість випадкового дотику кабелів і шлангів до токовідних частин і виникнення коротких замикань. Огорожі (щити) робочого місця повинні мати застережені знаки небезпеки.
Роботи електрозварювання. Для захисту особи від ультрафіолетового проміння і бризок металу електрозварники користуються щитками або масками легкого, не електропровідного, вогнестійкого, нетеплопровідного матеріалу. Підручні зварювачів і робочі, що знаходяться у місцях зварки, повинні користуватися щитками і з стеклами – світофільтрами, а люди, що працюють поблизу (в межах 10 м.) захищеного місця зварки, повинні носити захисні окуляри з темними стеклами типа В–3. Для захисту очей електрозварників від електричної дуги застосовують спеціальні захисни стекла (світофільтри) марки Э – 1 (при силі струму до 75 А), Э – 2 (при силі струму 72 – 200 А), Э – 3 (200 – 400 А) і Э – 4 (понад 400 А). продуктивність и безпека праці зварювача залежить також від конструкції електродотримача; він повинен бути легким, забезпечувати хороше затискання і швидку зміну електродів. Рукоятка виготовляється з електро– і теплоізоляційного і вогнестійкого матеріалу з козирком для захисту рук від дії дуги і бризок металу. Поблизу від місць виробництва зварювальних робіт вивішуються застежлеві знаки (плакати).
Зварювальні генератори і трансформатори для роботи на відкритому повітрі повинні бути закритого виконання, а допоміжні прилади і апарати до них – захищеного виконання; їх треба встановлювати в закритих будках або кіосках з матеріалу, що не згорає, захищаючих від дощу і снігу. Машини постійного струму слід розміщувати централізовано (у відособлених приміщеннях) або групами в декількох пунктах так, щоб відстань від зварювального поста була не більш 40 м.
Зварювальний агрегат повинен бути обладнаний пристроєм типа АСН – 4, забезпечуючи при обриві дуги автоматичне відключення напруги або зниження його до 12 В з витримкою часу не більш 0,5 з і автоматичне включення при торканні електродом зварювальної деталі. Корпус зварювального агрегату, а також затиск вторинної обмотки зварювального трансформатора, до якого підключається дріт, що йде до виробу (зворотний дріт), слід заземляти. У разі потреби прокладки дротів через двері, люки, горловину і інші отвори ізоляцію електродів захищають пропускаючи їх через дерев`яні короби або труби. Не дозволяється використовувати як зворотний дріт мережі заземлення газових, водопровідних труб, металевих конструкцій будівлі, технологічного устаткування. Зварка завжди повинна вироблятися із застосуванням двох дротів.
Ручне дугове електрозварювання необхідно здійснювати електродами, при плавленні яких відбувається якнайменше виділення аерозоля електрозварювання, зокрема, що містить марганець і фтористі з`єднання. Замість електродів на марганцевій основі доцільно застосовувати електроди на титановій основі, наприклад ЦМ – 9, застосування яких супроводжується меншим утворенням аерозолю і, зокрема, оксидів марганцю.
Живлення двигунів зварювальної головки при автоматичній зварці допускається тільки через розділовий трансформатор напругою у вторинній обмотці не більше 70 В; вторинна обмотка трансформатора з`єднається в зірку, середня крапка наглухо заземляється.
При зварці на автоматах і напівавтоматах під шаром флюсу для того, щоб забезпечити постійне повне покриття зварювальної дуги шаром флюсу і запобігти рясному виділенню шкідливих газів, флюс заздалегідь очищають, підсушують і просівають. При виборі флюсу, крім технологічних показників, необхідно керуватися і гігієнічними, тобто застосовувати флюс з мінімальним змістом і виділенням шкідливих речовин.
Необхідно пам'ятати, що велику шкідливість представляє пил склоподібного флюсу, тому при просіванні необхідно вживати заходи проти попадання пилу на шкіру, в очі і до дихальних органів.
При плавленні флюс виділяє токсичні гази, що містять фтористі з`єднання.
При автоматичній водневій зварці в пальнику повинно бути передбачено пристрій для автоматичного відключення напруги і припинення подачі водню у разі розриву дуги.
Напруга, що підводиться до електродів або до контактних пристроїв машин, для механізмів зварювальної машини приводи рубильників і кнопкове управління контакторами встановлюють на доступному для зварювача місці.
При виконанні робіт по газовому різанню, зварці, трожці, виплавці від металу і нагріву виробів газозварників і газорізальників забезпечують захисними окулярами закритого типу з світофільтром Г – 3 при наконечниках пальника №1–3 і світофільтром Г–7 з наконечником №4–7. рекомендуються також окуляри №1395, 1879 з синіми кобальтовими стеклами і окуляри СС – 14.
Виконувати роботи по газополум`яній обробці металів без щільних рукавиць і захисних касок, що повністю закривають волосся, а також без відповідного спецодягу забороняється. Якщо в оброблюваному металі є цинк, мідь, свинець і інші домішки, газозварник повинен користуватися фільтруючим або шланговим протигазом для захисту від шкідливих газів, що виділяються, і пари.
При газополум`яних роботах в приміщеннях рекомендується застосовувати загально обмінну вентиляцію з розрахунку 2500 – 3000 м2
повітря на 1 м2
спалюваного ацетилену, а в приміщеннях малих об`ємів (у відсіках, цистернах і т.п.) – 4000–5000 м2
повітря на 1 м2
спалюваного ацетилену. При влаштуванні вентиляції рекомендується забезпечити наступну кількість повітря, що видаляється місцевими відсмоктуваннями (у м3
/ч): 1700–2500 від постійних постів газополум`яної обробки дрібних деталей; 3000 на 1 м2
площі секцій від секціонованих столів машинного різання; 250 – 500 на 1 мм товщини різа від постів різання киснево – флюсу і різання високомарганцевой сталі.
Газопостачання цехів, майстрових і ділянок газополум`яних робіт здійснюється: по газопроводах від ацетиленових і кисневих станцій, а також від розподільних рамп при кількості постійних постів для газової зварки і різання більше 10, а при кількості постів 10 і менше, якщо влаштовувати газопроводи нераціонально, – від кисневих і ацетиленових балонів і від переносних ацетиленових генераторів;
По газопроводах від джерел газопостачання (трубопроводів природного газу і інших горючих газів).
При живленні постів горючими газами і киснем від балонів останні встановлюють у вертикальному положенні в спеціальних стійках прикріплюють до них хомутами або ланцюгами. Балони розташовують на відстані не менше 1 м від приладів опалювання і 5 м від нагрівальних печей і інших сильних джерел тепла.
Під час зберігання і транспортування на білони намотують ковпаки. Дозволяється транспортувати кисневі і ацетиленові балони у вертикальному положенні, закріпленими в спеціальних контейнерах. На суда подача балонів здійснюється тільки вантажопідйомними засобами. Забороняється користуватися балонами, термін випробування яких закінчився, а також балонами з плямами жиру і несправними вентилями.
Всі балони, що знаходяться в експлуатації, з атециленом, киснем і іншими стиснутими або зрідженими газами піддають періодичному огляду на заводі – наповнювачі відповідно до Правил пристрою і безпечної експлуатації посудин, що працюють під тиском (Збірка керівних матеріалів по котлонагляду. М., «Надра», 1974).
При задовольному результаті періодичного огляду на кожен балон наносять відповідні відомості, передбачені правилами Держміськтехнагляду: клеймо заводу – наповнювача круглої форми діаметром 12 мм;із зображенням хреста усередені круга.
Розбирання і ремонт корпусів вентилів балонів своїми засобами на робочому місці забороняється, ремонт можна проводити тільки в майстерні цеха – наповнювача.
На ділянці газополум`яної обробки забороняється мати більше одного запасного наповненого ацетиленом балона на кожен пост і більше десяти кисневих і п`ять ацетиленових запасних балонів на всю ділянку. При потребі ділянки (з числом постів до десяти) в більшій кількості газу, поза приміщенням ділянки організовують рампове живлення або проміжний склад зберігання балонів. Щоб уникнути вибухів і пожеж не можна застосовувати для виробництва газополум`яних робіт рідке пальне (бензин, газ їх суміші) в житлових і вантажних приміщеннях, відсіках подвійного дна, казанах, цистернах ремонтованих судів. Балони з киснем, ацетиленом, пропан – бутаном встановлюють тільки на березі або на верхній палубі судна в спеціальних контейнерах (люльках) на два – вісім балонів поза районом падіння іскр і дії джерел тепла, а також електропроводки і на відстані не менше 5 м від діючого пальника (різака). При роботі на судні у балонів призначається черговий, проінструктований і навчений поводженню з балонами і редукторами. До обов`язку чергового входять: спостереження за станом шлангів, що проходять у внутрішні відсіки судна через люки, горловини і приміщення; перевірка відсутності витоків газів і кисню з балонів, генераторів, шлангів; на час обідньої перерви необхідно щільно перекривати всі вентилі подачі кисню і горючих газів, знімати і виносити шланги на палубу.
Після закінчення робіт по газовій зварці і різанню закривають вентилі на балонах, звільняють затискні пружини редукторів, шланги здають разом з ручними або пальниками в комору цеху або комору на судні.
Виконання газополум`яних робіт (зварка, різання, стругання і нагрів виробів) повинне вироблятися на відстані не менше 10 м. від переносних ацетиленових генераторів.
У цехових умовах можуть вироблятися тільки перевірка справності і поточний ремонт апаратури. Забороняється видавати з цехових комор електродотримачі, пальники, редуктори, шланги і іншу апаратуру в несправному стані.
Не рідше одного разу на місяць і у всіх випадках підозри на несправність перевіряють всі пальники на газонепроникність з подальшою реєстрацією результатів перевірки в журналі.
Не рідше одного разу на квартал здійснюють технічний огляд і випробування всіх кисневих і атециленових редукторів. Нова і газорізальна апаратура електрозварювання, що поступила на підприємство, перед видачею в експлуатацію перевіряється на справність, результати перевірки заносять в журнал. Для централізованого ремонту газової апаратури, відводиться приміщення, що відповідає вимогам роботи з апаратурою, пов`язаною з вибухонебезпечними газами.
Шланги повинні застосовуватися відповідно до їх призначення. Не допускається використовувати кисневі шланги для подачі горючих газів або навпаки.
При укладанні шлангів не допускається їх сплющення, скручування і перегин. Не можна користуватися замасленими шлангами. При судоремонтних роботах допускається застосовувати шланги завдовжки до 40 м. застосування шлангів завдовжки понад 40 м. допускається тільки в окремих випадках з дозволу керівника робіт і інженера по техниці безпеки.
На кожному ацетиленовому генераторі повинні бути табличка з вказівкою заводу – виробника, значення одноразового завантаження карбіду (кг), грануляції карбіду (мм), максимальної продуктивності (л/ч або м3
/ч), максимального робочого тиску (мм. Вод. Ст.), фабричного номера, марки апарату, роки випуску, інвентаризаційного (реєстраційного) номера і попереджувальний напис не «палити – вибухонебезпечно».
При експлуатації переносних атециленових апаратів забороняється:
1. розміщувати їх в приміщеннях, що експлуатуються;
2. завантажувати карбід кальцію в мокрі ящики або корзини
3. вести роботи від одного генератора декількома пальниками або різаками;
4. завантажувати карбід понад норму, встановленою виробничою інструкцією;
5. форсувати газоутворення;
6. відключати автоматичні регулятори;
7. відкривати кришку завантажувального пристрою і реторти генераторів всіх систем до випуску газу;
8. працювати з несправним або незаповненим водою водяним затвором.
Подача горючих газів і кисню на суднопідіймальні споруди по трубопроводах влаштовується при кількості постів подача газів може здійснюватися як по трубопроводах, так і з білонів. Подача газу на судно здійснюється за допомогою гнучкого шланга, приєднуваного до газозбірної колонки на набережній або газоживляччому стояку на доці. Прокладка газопроводів по судну і установка газорозбірних постів робиться тільки на верхній палубі. Газопроводи повинні бути надійно захищені від дії статичної електрики. При монтажі і експлуатації кисневого устаткування, арматури і трубопроводів щоб уникнути вибухів не допускається яке – небудь забруднення їх жирами або маслами.
До монтажу устаткування, трубопроводів і арматури, дотичних з киснем, не допускаються робітники, руки, одяг і інструмент яких забруднені жирами або маслами.
Природні і інші горючі гази повинні поступати на завод – споживач в балонах або по газопроводу через заводську газорегуляторну станцію, а пропан – бутанові зріджені суміші – в балонах або цистернах.
Під час вступу пропан – бутанових зріджених сумішей в цистернах на заводі влаштовується роздаточна станція для наповнення балонів, а також для випарування зрідженого газу і подачі його в газопровідну мережу. Для живлення газопровідної мережі від балонів останні приєднують до перепускних рамп, що живлять цехові газопроводи. Пристрій і експлуатація газо роздавальних станцій зріджених навтових газів зокрема пропан – бутана, повинні відповідати вимогам Правил безпеки в газовому господарстві.
Згинання заготівок з листового прокату є завершальною операцією виготовлення гнутих листових деталей. Згинання виконується переважно у холодному стані. Гаряче згинання використовується лише у окремих випадках, коли необхідно отримати радіуси, які менші за гранично допустимі, або коли деталь має складну форму.
За формою гнуті деталі з листового прокату поділяють на 10 груп. Задля виготовлення деталей такої форми використовують згинальне устаткування різноманітного призначення: листозгинальні машини, листозгинальні станки (ЛГС), фланцезгинальні станки, гідравлічні преси. Принцип за яким відбувається згинання на перерахованому обладнанні полягає у принципі прикладання зусиль, які викликають пластичні оброблюваних деталей.
Для виготовлення деталей циліндричної й конічної форми використовують 3-ох або 4-охвалкові вальці. Для отримання деталей конічної форми вісі валків можуть розташовуватися під кутом.
До згинання листів призводить їхнє безперервне прокачування поміж валків з одночасною дією зусилля на лист, яке передається через натискний валок.
За конструкцією вальці можуть бути двох типів – відкриті й закриті. Вальці закритого типу допускають більші навантаження, ніж вальці відкритого типу. Валки машин відкритого типу мають довжину до 8 м, а закритого – 12,5 м. Згинання на валках виконують двоє робітників.
Деталі складних форм за звичай виготовляють на пресах, серед яких найбільш поширеними є гідравлічні преси, за допомогою універсального оснащення (матриць, пуансонів). Згинання
виконують за розміткою. Форму деталей перевіряють за допомогою шаблонів і каркасів. Основні операції на пресах повністю механізовано.
На ремонтних заводах та у річному суднобудуванні широко поширена технологія згинання на листозгинальних станках (ЛЗС). На них можливе згинання заготівок у холодному стані товщиною до 12 мм. Згинання тонких листових деталей на таких станках більш економічно доцільна, ніж на гідравлічних пресах. ЛЗС – універсальний станок на якому можливо згинати заготівки з полособульбів та кутників до 12-го номера.
Для виготовлення профільованих деталей використовують профільний станок ГПС-24, на котрому можна згинати профілі до 24-го номера. Він оснащений пристроєм для згинання з нагрівом токами високої частоти.
Список л
і
тератур
и
1. Барабанов Н.В. Конструкция корпуса морских судов –Л.: Судостроение, 1981. – 552 с.
2. Лазарев В.Н., Юношева Н.В. Проэктирование конструкций судового корпуса и основы прочности. – Л.: Судостроение, 1989. – 320 с.
3. Правила классификации и постройки морских судов. РегистрРоссия. Том – 2. – М.: Транспорт, 1999. – 531 с.
4. Жибиров В.А. Конструкция корпусу. Методические указания – Одесса: ОНМУ, 1991. – 50 с.
5. Антонов Б.И. Проектирование палубных конструкций сухогрузных судов. Методические указания – Одесса: ОНМУ, 1990. – 52 с.
6. Жибиров В.А. Конструирование переборок сухогрузных транспортных судов. Методические указания – Одесса: ОНМУ, 1989. – 27 с.
7. Жибиров В.А. Конструирование переборок сухогрузных транспортных судов. Методические указания – Одесса: ОНМУ, 1989. – 13 с.
8. Желтобрюх М.Д. Технология постройки и ремонта судов. –Л.: Судостроение, 1990 – 344 с.
9. Сидоренко В.И., Коньков Е.С. Справочник рабочего-судноремонтника – Одесса.: Маяк, 1986 – 184 с.
|
