Содержание
Задание
1Общиесведения
2 Установки зонной плавки в контейнерах
3 Установки бестигельной зонной плавки
4 Установка бестигельной зонной плавки с индукционным нагревом
5 Установка бестигельной зонной плавки с электронно-лучевым нагревом
Заключение 19 Список использованных источников
Оборудование для зонной плавки
1 Общие сведения
Зонная плавка (очистка полупроводниковых материалов и редких металлов от примесей) основана на физических процессах разделения, преимущество которых состоит в том, что очистка протекает без использования каких-либо реагентов, вносимых извне. Зонная плавка — кристаллизационный метод очистки — заключается в удалении примесей движущимся фронтом кристаллизации. Она применима для любого кристаллизующегося вещества, растворимость примесей которого в жидком и твердом состояниях различна.
При очистке слиток может находиться в горизонтальном или вертикальном положении в соответствующем контейнере.
Простейшее устройство представляет собой горизонтальный контейнер, в котором расположена лодочка с очищаемым веществом. Лодочка проходит через нагреватель, создающий расплавленную зону. Перемещаться может либо лодочка относительно неподвижного нагревателя, либо нагреватель относительно неподвижной лодочки.
Бестигельную зонную плавку применяют для того, чтобы избежать взаимодействия очищаемого слитка с материалом контейнера и загрязнения материала, которое может при этом происходить. Подлежащий очистке слиток вертикально помещают в камере, в которой создают вакуум или необходимую атмосферу. Нагреватель создает расплавленную зону, которая удерживается в слитке под действием сил поверхностного натяжения.
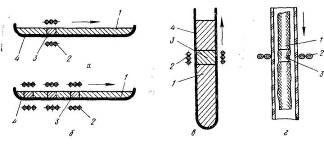
Рис. 1. Схема аппаратов для зонной очистки:а – однозонный аппарат; б — многозонный; в — вертикальный; г — бестигельный; 1 — кристаллический материал; 2 — нагреватель; 3 — рас натяжения (иногда для поддержания зоны используется сжимающий эффект магнитного поля.)
В результате относительного движения нагревателя и слитка вдоль оси последнего расплавленная зона перемещается.
На рис. 1 .показаны принципиальные схемы аппаратов для зонной очистки. Эффективность очистки процесса зонной плавки определяется величиной коэффициента распределения (коэффициентом сегрегации). Коэффициент распределения представляет собой определяющий фактор эффективности процесса зонной плавки
Реклама

где К
— коэффициент распределения;
Ств И Сж
—концентрации примесей в твердой и жидкой фазах.
Процесс заключается в медленном движении расплавленной зоны вдоль твердого загрязненного (очищаемого) слитка. В результате этого большая часть примесей перераспределяется по длине слитка, перемещаясь к одному из его концов.
Метод зонной плавки широко применяют для глубокой очистки металлов, полупроводниковых материалов и других веществ.
В практических целях для достижения максимальной эффективности процесса, кроме основного фактора — величины коэффициента распределения, необходимо учитывать следующие важные факторы: длину зоны и скорость ее перемещения, степень перемешивания расплава в зоне, количество зон, одновременно расплавляемых в слитке, массоперенос, точное регулирование температуры, степень чистоты материалов аппаратуры и .реакционное взаимодействие материала контейнера и расплавленного материала.
Длина зоны обычно зависит от физических свойств очищаемого материала: точки плавления, теплоемкости, скрытой теплоты плавления, лучеиспускания и теплопроводности. Узкую расплавленную зону легче создать в материале, имеющем более высокую температуру плавления и низкую теплопроводность по сравнению с материалом, имеющим низкую температуру плавления и высокую теплопроводность. Обычно длина зоны составляет около одной десятой длины очищаемого слитка.
Скорость перемещения зоны зависит от коэффициента диффузии примеси, условий (перемешивания зоны и т. д. Она колеблется в широких пределах от сотых долей до нескольких миллиметров в минуту. При перемешивании расплава, в зоне увеличивается эффективность процесса, в результате этого можно увеличить скорость перемещения зоны. В тех случаях, когда имеется возможность перемещать вдоль по слитку последовательно несколько расплавленных зон, выгодно иметь минимальные промежутки между зонами. Величина их не влияет на последующее распределение примесей и определяется из практических условий.
При применении метода зонной очистки в результате изменения плотности (объема) вещества при расплавлении зоны происходит перенос вещества из одного конца лодочки в другой. При одном проходе зоны это явление малозаметно, но при большом числе проходов материал перемещается настолько значительно, что даже может вылиться через край лодочки. Для предотвращения этого необходимо наклонять лодочку на некоторый угол, величину которого можно определить практически и расчетом.
Реклама

Точное регулирование температуры достигается применением соответствующей злектрорегулирующей аппаратуры, которой оснащены современные установки зонной плавки.
2 Установки зонной плавки в контейнерах
.
Установки горизонтальной зонной плавки по типу нагрева зон могут быть с индукционным нагревом, нагревом сопротивлением и световым нагревом. Электроннолучевой нагрев не получил достаточного распространения в установках зонной плавки горизонтального типа, но его применяют в установках бестигельной зонной плавки. Внешний вид установки горизонтальной зонной плавки с индукционным нагревом представлен на рис. 2.
Для увеличения производительности созданы и работают установки полунепрерывного процесса зонной плавки, при котором в длинной камере (трубе) контейнеры-лодочки перемещаются непрерывной цепочкой относительно неподвижно расположенных нескольких нагревателей. Для загрузки в камеру очередного контейнера с неочищенным материалом процесс не прерывают.
Другой способ увеличения производительности установок горизонтальной зонной плавки заключается в параллельном расположении большого числа камер-труб, в каждой из которых размещено по одной -две лодочки. Нагреватели, число которых равно числу камер-труб, смонтированы в один блок, перемещающийся вдоль оси трубы. Камеры-трубы располагают или рядами (каждый по 6—7 труб), или в один-два ряда (рис.3). Много трубные печи, в каждой трубе которых находятся 1—2 лодочки, более перспективны, чем многозонные непрерывного действия, так как обеспечивают получение более чистого материала.
Для создания стерильности процесса внутри камер поддерживают глубокий постоянный вакуум или создают атмосферу некоторого избыточного давления или протока чистых инертных газов, что обычно способствует удалению летучих примесей из расплавленной зоны.
Зонную плавку соединений с высокой упругостью паров их летучих компонентов, например фосфида или арсенида галлия, проводят в запаянной кварцевой ампуле, в которую помещают лодочку с очищаемым соединением. Для уравновешивания давления паров летучего компонента, находящегося внутри ампулы, необходимо создать противодавление на её наружные стенки.
Рис. 2. Внешний вид установки горизонтальной зонной плавки

Рис.3. Камеры-трубы установки горизонтальной зонной плавки
Кроме создания расплавленной зоны очищаемого материала, требуется, создано температурный фон, позволяющий получить в ампуле над расплавленной зоной атмосферу паров летучего компонента и поддерживающий необходимое давление этих паров. Конструкция камер таких установок значительно усложняется, что связано с необходимостью создания противодавления. На рис. -4 приведен разрез камеры установки (разработана «Гиредметом»), предназначенной для зонной плавки фосфида галлия. Камера представляет собой стальную толстостенную водоохлажда- емую трубу, торцы которой закрыты и уплотнены массивными водо-охлаждаемыми крышками с двумя полукольцами, воспринимающими усилие внутреннего давления.
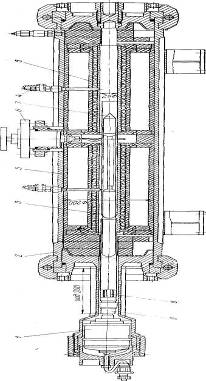
1- двигатель; 2- корпус камеры; 3- ампула; 4- термопара; 5- электропечь;
6- фидер; 7- кварцевая труба; 8- винт; 9- гайка.
Рис.-4. Разрез камеры установки зонной плавки фосфида галлия.
Уплотнители выполнены в виде колец круглого сечения. Надежная герметичность достигается в результате самоуплотнения под действием внутреннего давления. Внутри камеры помещены две электропечи для нагрева ампулы. Между печами расположен высокочастотный индуктор, создающий расплавленную зону. В левой крышке, имеющей вытянутую форму, размещен двигатель (сельсин, приемник) с механизмом перемещения ампулы, который вставляется и извлекается через торец крышки, имеющей дополнительный уплотняющий разъем.
Гайка-ползун механизма перемещения соединена свободно с транспортирующей кварцевой трубой и передвигает ее вместе с ампулой.
Ампулу вставляют и извлекают через уплотняемое отверстие в правой крышке. На боковой поверхности корпуса камеры расположены люк для ввода индуктора и отверстия для токовводов фоновых электропечей, термопар, штуцеров для подачи и стравливания газа, предохранительного клапана. На торце левой крышки имеется уплотняемый ввод для проводов электропитания сельсина-приемника (и штепсельный разъем от проводов сельсина-датчика).
Все вводы в рабочую камеру так же, как и уплотнение крышек камеры, выполнены на принципе самоуплотнения под действием внутреннего давления.
Чтобы уменьшить влияние электромагнитных полей, термопары экранируют, а опирали электропечей снабжают бифилярной намоткой. Для наблюдения за процессом предусмотрены смотровое окно и устройство для подсветки, облегчающее установку ампулы в начале процесса. Конструкции электропечей выполнены таким образом, чтобы можно было заменять нагреватели, не извлекая печей из камеры. Теплоизоляционные блоки, выполненные из асбестоцемента, помещенные у торцов печей, компенсируют падение температуры. Полезная емкость камеры сведена к минимуму для уменьшения в ней конвективных токов сжатого газа.
Рама установки выполнена в виде стола, закрытого листами. Стол установлен на четырех регулируемых по высоте опорах, придающих необходимый угол наклона рабочей камере, смонтированной на столе. На столе размещены вентили для подачи и стравливания газа, осушитель газа, а внутри стола смонтированы коллектор водяного охлаждения камеры, подогреватель для линии подачи воды в индуктор. Внутри стола установлен также электропривод с сельсином-датчиком.
Вход и уплотнение вала привода перемещения ампулы в камеру высокого давления представляют конструктивные трудности, требуется значительное увеличение мощности двигателя привода, чтобы преодолеть трение в уплотнении камеры. Это в свою очередь создает вредные вибрации камеры и ампулы с лодочкой. В тоже (время для перемещения легкой ампулы с лодочкой практически необходим маломощный, кинематический привод. Поэтому в описываемой конструкции применен сельсинный электропривод.
Сельсин-приемник вместе с механизмом перемещения помещен в рабочую камеру высокого давления, а сельсин-датчик и электродвигатель для его вращения смонтированы на отдельной плите. Сельсин-датчик передает синхронное вращение сельсин - приемнику и соединяется с ним через штекерный разъем.
Вращение сельсин - датчика осуществляется от электродвигателя постоянного тока, обороты которого плавно регулируются. Переключение ступеней редуктора обеспечивает рабочее и возвратное (ускоренное) перемещение ампулы. Для наблюдения за перемещением и положением ампулы относительно нагревателя зоны внутри закрытой камеры на сельсин - датчике смонтирован дублирующий механизм, аналогичный механизму перемещения ампулы. Ползун дублирующего механизма, имеющий ту же скорость, что и ползун механизма перемещения ампулы, соединен нитью с указателем перемещения ампулы, расположенным на передней стороне стола.
В камере создается давление инертного газа, необходимое для предотвращения разрушения запаянной кварцевой ампулы под давлением паров летучего компонента. Газ поступает из баллона через редуктор, осушитель и игольчатый вентиль. При помощи другого такого же вентиля сбрасывают газ из камеры-
Осушка газа из баллона в осушителе необходима для предотвращения конденсации влаги на витках индуктора и на смотровом стекле. После пуска газа в камеру и создания рабочего давления вентиль баллона и вентиль впуска газа в камеру перекрывают. При установившемся процессе, когда температурный режим стабилизирован, давление в камере остается постоянным. Размещенный внутри камеры индуктор можно подключить в случае необходимости питания его теплой водой к водоподогревателю, что уменьшает конденсацию на индукторе паров влаги.
Для питания индуктора установку комплектуют высокочастотным генератором. В шкафах управления генератором и установкой содержится вся необходимая электроаппаратура и приборы для управления установкой. Поддержание и запись температур фоновых электропечей осуществляют автоматически.
Система управления генератором основана на схеме, позволяющей осуществлять автоматическое поддержание заданной температуры в зоне высокочастотного нагрева и запись ее при помощи электронного потенциометра.
Техническая характеристика установки для получения стехиометрических слитков фосфида галлия методом синтеза и зонной плавки в лодочках "приведена ниже:
Размеры ампулы, мм:
диаметр............................................... 31
длина....................................... 450
Длина лодочки, мм.............................. 200
Напрев зоны............................ Индукционный
Параметры нагрева:
частота, МГц.................................... 5,28
мощность, кВА:
колебательного контура .... 16
потребляемая из сети 40
Температура 'расплавленной зоны, °С . 1550
Напрев температурного фона .... Печи сопротивления
Число фоновых печей............. 2
Максимальная мощность каждой печи.
КВт ........................................ 3
Температура печей, °С.......... 550; 900
Избыточное противодавление инертного
газа в камере, ат ......... До 35
Объем камеры высокого давления, л . 32
Скорость перемещения ампулы, мм/мин:
рабочего хода ...................... 0,12—0,85
холостого................................ 29
Ход ампулы с лодочкой, мм ..... 200
Масса агрегата, кг................. 475
3 Установки бестигельной зонной плавки
Преимущества бестигельной зонной плавки, позволяющие предотвратить взаимодействие очищаемого слитка с материалом контейнера, привели к созданию многочисленных конструкций аппаратов и их широкому применению для исследований и промышленных условий, в первую очередь в производстве полупроводникового кремния.
Наибольшее распространение получили установки бестигельной зонной плавки высокочастотным нагревом. Установки с электроннолучевым нагревом применяют для производства особо чистых тугоплавких металлов и выращивания их монокристаллов. Эти способы нагрева позволяют достигать наибольшей напряженности теплового поля и создать узкую расплавленную зону. При нагреве токами высокой частоты происходит интенсивное перемешивание на расплавленном участке, способствующее ускорению диффузии примесей, в расплавленную зону. Имеются установки бестигельной зонной плавки и с графитовым нагревателем сопротивления, а также со световым нагревом зоны.
Перемещение расплавленной зоны можно осуществлять двумя способами, создавая поступательное движение нагревателя относительно неподвижного слитка или слитка относительно неподвижного нагревателя. Это отражается на конструктивном оформлении функциональных узлов и механизмов печного блока установок.
В зависимости от технологических требований процесс бестигельной зонной плавки можно проводить в 'восстановительной атмосфере, в атмосфере инертного газа и в вакууме.
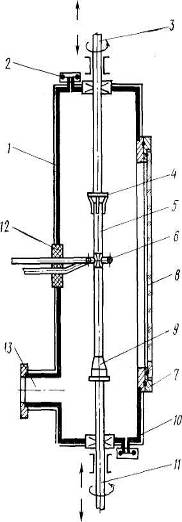
Принципиальная схема камеры установки бестигельной зонной плавки с неподвижным индуктором представлена на рис.5. Очищаемый стержень 5
с постоянным сечением, .полученный отливкой в форму, прессованием, выращиванием в процессе восстановления или другими способами, помещают внутрь рабочей камеры 1
так, чтобы он был охвачен индуктором 6,
и укрепляют в строго вертикальном положении.
| Рис. 5. Установка бестигельной зонной плавки с неподвижным индуктором |
Верхний (Конец стержня укрепляют в зажиме 4
верхнего штока 3,
а нижний конец — в зажиме 9
нижнего штока 11.
Зажимы, пружинящиецанги или патроны изготовляют из жаропрочного материала, например молибдена. Стержень центрируют внутри индуктора.
Камера герметично закрывается дверцей 7, в которой имеется смотровое окно 8
для наблюдения за процессом. Смотровое окно выполняют, как правило, из прозрачного кварцевого стекла в виде вертикальной щели. Иногда делают несколько круглых смотровых окон, расположенных на дверце напротив стержня. Верхний шток 3
и нижний 11
соосны, этим штокам соответствующими приводами сообщается вращение и синхронное поступательное перемещение. Ввод штоков в камеру обеспечивается конструкцией герметичных, вакуумных уплотнений. Верхний шток, кроме того, имеет возможность регулировочного осевого перемещения, осуществляемого вручную или автоматически для регулировки диаметра очищаемого стержня растяжением или поджатием расплавленной зоны в процессе плавки.
Электропитание индуктора осуществляется через уплотненный ввод 12.
Рабочая камера подсоединяется к вакуумной системе через патрубок 13,
размер которого определяется условиями поддержания в камере необходимого уровня остаточного давления, типом и размером аппаратурывакуумной системы. Для создания в рабочей камере атмосферыинертного или другого технологически необходимого газа предусмотрены вентиль и натекатели 10
и 2.
Процесс очистки стержня бестигельной зонной плавки осуществляется следующим образом. Стержень 5
перемещается в начальное положение разогрева зоны, выключается привод перемещения штоков, дверца камеры закрывается, в камере создается предварительный вакуум. После подачи воды в систему охлаждения (к камере, штокам, дверце со смотровыми окнами, вакуумной системе) и регулировки расхода охлаждающей воды для обеспечения нужного слива с каждого места охлаждения вакуум в камере доводят до нужного уровня и устанавливают необходимую мощность на нагревателе для разогрева слитка. Когда создается расплавленная зона, включают привод перемещения и привод вращения верхнего и нижнего штоков и осуществляют рабочий проход расплавленной зоны вдоль очищаемого стержня. По окончании прохода зоны, по всей длине стержня и «замораживания» зоны в конечном положении возвращают стержень в исходное положение, снова создают зону; процесс повторяют необходимое число раз.
Для получения в условиях бестигельной зонной очистки стержней в виде монокристаллов требуется применять ориентированную монокри-сталлическую затравку. В этом случае в последовательность действий оператора вносятся некоторые изменения. Стержень-заготовку укрепляют в зажиме верхнего штока и центрируют его относительно нагревателя, а ориентированную монокристаллическую затравку укрепляют в зажиме нижнего штока. При этом возникает необходимость сращивания в один стержень монокристаллической затравки и стержня. Поэтому выполняют все описанные выше операции до операции первичного расплавления зоны, стержень-заготовку перемещают относительно нагревателя в такое положение, при котором создается капля расплава на его нижнем конце; разогревают и подводят к капле затравку. Далее процесс проводят так, как это описано выше, если размер затравки равен размеру очищаемого стержня. Если же сечение монокристаллической затравки меньше сечения стержня, то необходимо осуществить разращивание переходного конуса под заданным углом до требуемого диаметра монокристалла. Далее процесс плавки проводят в обычном порядке.
4 Установка бестигельной зонной плавки с индукционным нагревом
Из ранее применяемых таких установок предпочтение отдавалось аппаратам, в которых очищаемый стержень находился внутри кварцевой трубы, а расплавленная зона создавалась перемещающимся вверх и вниз индуктором, охватывающим кварцевую трубу снаружи. В случае применения высоких температур, при которых кварц размягчается и деформируется, наружная поверхность кварцевой трубы охлаждалась непрерывной струей сжатого воздуха, поступавшего из кольцевой трубы, перемещавшейся синхронно с индуктором, или омывалась стекающей по наружной стенке водой.
На рис. 6 показана одна из отечественных конструкций — «Зона-1». Эта установка предназначена для получения калиброванных монокристаллических слитков кремния методом бестигельной зонной плавки. Установка автоматизирована.
Техническая характеристика установки для очистки и выращивания монокристаллов кремния приведена ниже:
Размеры слитка, мм:
диаметр...................................... 32
длина...................................... 600
Напрев зоны.................................... Индукционный
Частота, МГц.......................... 5,28
Мощность колебательного контура, кВА 16
Мощность, потребляемая из сети, кВЛ 40
Статическая точность регулирования
мощности, %'...................... ±0,2
Скорость перемещения зоны, мм/мин:
рабочая.................................. 0,5—10
холостого хода...................... 72—360
Скорость вращения слитка, об/мнн . . До 50
Рабочая среда в камере:
вакуум, мм рт. ст. ....... (1-—5) • 10 6
избыточное давление инертного газа,
ат............................................. 0,2
Расход охлаждающей воды, м3
/ч ... 0,6
Рис. -6. Установка «Зона-1»
Установка состоит из печного агрегата, пульта управления и высокочастотного генератора. Печной агрегат (рис. -7) состоит из станины 1,
на которой крепятся все основные узлы печного блока, нижняя и верхняя каретки 2, 3,
привод перемещения штоков 4,
привод регулирования зоны 5,
камера 6,
вакуумная система 7, регуляторы диаметра слитка 8, 9
и система охлаждения.
Массивная литая станина состоит из трех частей: основания, нижнего и верхнего корпусов. Нижний и верхний корпусы имеют направляющие типа «ласточкин хвост», по которым перемещаются верхняя и нижняя каретки, несущие соответственно верхний и нижний штоки. В станине расположены механизмы перемещения нижней каретки, механизм перемещения верхней и нижней кареток, а также ряд предаточных механизмов.
Механизм перемещения нижней каретки состоит из ходового винта, установленного в двух подшипниках, и гайки плавающего типа. Корпус гайки соединен с подушкой, к которой крепится нижняя каретка.
Механизм перемещения верхнего штока состоит из ходового винта, гайки, колонки и двух подшипниковых узлов. Гайка своим шпоночным выступом входит в паз колонки, соединенной в верхней части с приводом регулирования ширины зоны. Внутри колонки размещен ходовой винт. Колонка и ходовой винт установлены в подшипниковых узлах. При вращении колонки вместе с ней вращается гайка ходового винта; этим создается дифференциальное движение верхней каретки, т.е. ускоренное или замедленное перемещение верхнего штока, необходимое для регулирования ширины расплавленной зоны.
Колонка соединена с конической шестерней, находящейся в зацеплении с шестерней коробки передач ручного механизма регулирования ширины расплавленной зоны.
Верхняя и нижняя каретки штоков конструктивно выполнены одинаково. Каждая из них состоит из литого корпуса, в котором крепится электродвигатель, червячный редуктор и переходной вал со штоком. Шток вставляется в цилиндрическую расточку шпинделя и закрепляется зажимной цангой. Вращение штоку сообщается электродвигателем через ременную и червячную передачи. Шток — водоохлаждаемый. Привод перемещения кареток штоков служит для верхнего и нижнего штоков; этим обеспечивается синхронность их движения. Привод состоит из электродвигателя, редуктора и электромагнита, закрепленных на общей плите. Рабочее и ускоренное перемещение кареток штоков осуществляется от электродвигателя через электромагнит зубчатой полумуфты, расположенной внутри редуктора.
Привод регулирования ширины зоны состоит из электродвигателя, редуктора и электромагнита, закрепленных на общей плите. В нижней части редуктора имеется муфта, переключаемая электромагнитом, что позволяет работать в автоматическом цикле. При отключении привода редуктор может работать от ручного механизма.
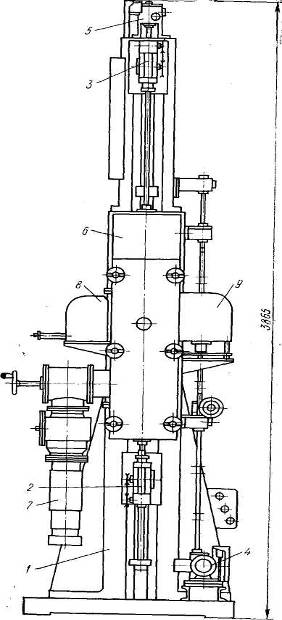
Рис. –7 Печной агрегат установки «Зона-1»
При отключении привода редуктор может работать от ручного механизма. Привод крепится к верхней части станины так, что выходной вал редуктора через муфту может быть соединен с колонкой механизма каретки перемещения верхнего штока.
Рабочая камера состоит из корпуса и прямоугольной двери, корпус и дверь камеры снабжены рубашками для водяного охлаждения. Герметичность двери обеспечивается прокладкой из вакуумной резины и шестью зажимами. Сверху и снизу камеры сносно крепятся стаканы с вакуумными уплотнениями штоков. Вакуумные уплотнения снабжены принудительной системой смазки. К задней части камеры крепится высокочастотный ввод со съемным индуктором. На камере укреплены устройства датчика, предназначенного для работы в схеме контроля и автоматического регулирования диаметра кристалла.
Сбоку камеры имеется фланец для присоединения к вакуумной системе. Дверь камеры снабжена смотровым окном со светофильтром. В камере имеются устройства для подвода газа и лигатуры, при легировании ее компонентами из газовой фазы и устройства для крепления датчиков вакуума. На корпусе камеры крепится блокировочное устройство, фиксирующее закрытое положение двери.
Вакуумная система состоит из вакуумного затвора, отсекающего паромасляный диффузионный насос от камеры; сорбционной ловушки, предназначенной для получения «чистого» вакуума; диффузионного насоса и системы вентилей. Ловушка представляет собой металлический корпус, внутри которого расположены сменные поглотительные элементы. По мере необходимости поглотительные элементы ловушки могут быть подвергнуты регенерации без демонтажа. Вакуумную систему можно присоединить к централизованной форвакуумной системе. Кроме того, она может работать от отдельного форвакуумного насоса.
Система водяного охлаждения установки обеспечивает охлаждение высокочастотного лампового генератора, печного блока и узлов вакуумной системы.
5 Установка бестигельной зонной плавки с электронно-лучевым нагревом
Разновидностью установок такого типа является представленная на рис.-8 японская установка модели IEBZ-3B, в которой расплавление зоны происходит в глубоко вакуумированной камере в результате бомбардировки прутка обрабатываемого материала направленным стабилизированным пучком электронов, создаваемым электронной пушкой с кольцевым катодом. Эту установку фирма рекомендует использовать для бестигельной зонной плавки полупроводниковых материалов и тугоплавких металлов.
В комплект установки входят: печной агрегат, блок высоковольтного питания, шкаф управления и форвакуумный насос. Печной агрегат состоит из рабочей камеры, приводов верхнего и нижнего штоков, привода кольцевого катода, вакуумной системы и системы водяного охлаждения. Эти узлы смонтированы на столе, закрытом боковыми листами.
Рабочая камера — водо-охлаждаемая из нержавеющей стали, внутрь камеры встроена кольцевая электронная пушка, введены штоки с патронами-держателями стержня. На заднем торце камеры имеется патрубокдля вакуумирования. На дверце камеры расположено вертикальное щелеобразное смотровое окно для наблюдения за процессом. Подлежащий очистке стержень помещают в центр опоясывающей его кольцевой нити накала — катода, укрепленного на фигурном кольце. Форма и расположение анода, по мнению фирмы, предотвращают загрязнение стержня материалом катода.
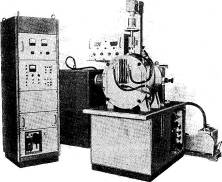
Рис.-8 Установка японской фирмы модели IEBZ-3B
Перемещение расплавленной зоны достигается вертикальным перемещением электронной пушки. Скорость перемещения зоны зависит от материала и может регулироваться в пределах 0,2—2 и 2—20 мм/мин. Скорость холостого хода электронной пушки составляет примерно 200мm/mиh.
Когда электронная пушка достигает крайнего верхнего положения, автоматически прекращается поток электронов, далее пушка опускается в исходное нижнее положение со скоростью холостого хода, после чего операция очистки возобновляется. Эти повторяющиеся операции осуществляются автоматически, для этого предусмотрено программное устройство. Перемещение пушки может быть приостановлено и вновь включено оператором на любом участке очищаемого слитка.
Заключение
Вращение очищаемого стержня осуществляется соответствующими механизмами вращения верхнего и нижнего штоков. Для достижения более полной гомогенности материала при очистке конструкцией установки в период рабочего хода при образовавшейся расплавленной зоне допускается вращение верхней и нижней частей очищаемого стержня с различным числом оборотов; например, верхней со скоростью 5 об/мин, а нижней 2 об/мин.
Вакуумная система расположена за рабочей камерой. Она состоит из диффузионного пар масляного насоса, форвакуумного насоса, ловушки, вакуумных задвижек и вентилей. Рабочий вакуум, требуемый в процессе очистки, может быть, достигнут в течение 10 мин, после включения вакуумной системы. Система водяного охлаждения обеспечивает охлаждение анода электронной пушки, верхнего и нижнего штоков, рабочей камеры и узлов вакуумной системы. Электрооборудование установки состоит из блока питания и контрольного блока, в котором сосредоточены все схемы контроля регулирования и управления установкой.
Список использованных источников
1. Основы металлургии, Т. 7. Технологическое оборудование предприятий цветной металлургии. Под редакцией И.А. Стригина, А.И. Басова, Ф.П. Ельцева, А.В. Троцкого. «Металлургия», 1975. с.1008.
|