МОДЕЛИРОВАНИЕ И КОНСТРУИРОВАНИЕ ШВЕЙНЫХ ИЗДЕЛИЙ
1. Подготовка материала к раскрою
Поставку всех видов материалов, необходимых для изготовления планового ассортимента изделий, производят по договорам с поставщиками, в которых указываются количество, качество и сроки получения материала.
При поступлении материалов проверяют соответствие их количество и качество сопровождающим документам. Материалы могут поступать в мягкой упаковке (в контейнерах), в полужёсткой (в кипах), в жёсткой (ящиках). Обычно их подвозят на автомобилях.
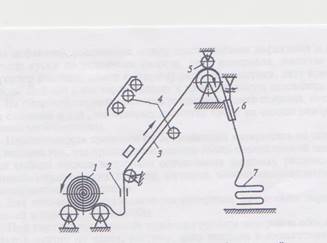
Разгрузка материалов производится с помощью ленточных и роликовых конвейеров, электротележек, электропогрузчиков и т.п.
Поступившие материалы распаковывают и направляют на склад, где они хранятся до разбраковки. Условия хранения материалов должны обеспечивать их сохранность и предотвратить порчу. Материалы хранят в сухом проветриваемом помещении на расстоянии не менее 1м от отопительных приборов. Температура на складе должна быть в пределах 15…20 С, влажность воздуха 60…65%, должны быть исключены попадание прямых солнечных лучей и присутствие насекомых.
Работы по перемещению кусков и рулонов материалов при сортировке, комплектовании и т.п. очень трудоёмки, поэтому их механизация и автоматизация имеет большое значение. Часто для сокращения числа ручных операций при транспортировании материала используют поддоны. Поддоны с материалами размещают на многоярусных стационарных стеллажах с ячейками, имеющими буквенно-цифровое обозначение (ряды ячеек стеллажа обозначают буквами, ячейки - цифрами).
Вельвет-корт, вельвет-рубчик, хлопчатобумажный полубархат, поступающие в рулонах, до разбраковки хранят на напольных стеллажах в 5…6 рядов по высоте. Ворсовые ткани, поступающие в картонных коробках, следует хранить, не распаковывая до разбраковки. Коробки укладывают друг на друга в 5…6 рядов, выравнивая по краю и располагая их так, чтобы они меньше деформировались. Ворсовые материалы после распаковки хранят на полочных стеллажах порулонно в один ряд по высоте в горизонтальном положении.
Склад с многоярусными стеллажами обслуживается электроштабелёром с вильчатым захватом или краном-штабелёром (типа ОП-0,25). В качестве транспортных средств для межцехового и внутрицехового транспортирования целесообразно использовать ручные тележки с подъёмной платформой (типа ТР- 025, грузоподъёмностью 250 кг) и электрические тележки аккумуляторного типа с подъёмной платформой (типа ЭКБ-Г-1000, грузоподъёмностью 1000кг) Для комплексной механизации подъёмно-транспортных операций следует применять электропогрузчики являющиеся универсальными средствами механизации подъёмно-транспортных работ и позволяющие частично или полностью заменить ручной труд и, следовательно, повысить производительность труда. В швейной промышленности обычно применяют малогабаритные электропогрузчики (типа 40004-А,грузоподъёмностью 750кг).
Реклама

При транспортировании вельвет-корт, вельвет - рубчик, полубархат укладывают на тележки горизонтально в 8 рядов по высоте, хлопчатобумажный бархат, шёлковые ткани с ворсом, ворсовые трикотажные волокна - в 2…3 ряда по высоте.
На складе неразбракованных материалов может храниться запас материалов, равной потребности предприятия на несколько смен (как называемый страховой запас ). Его запас зависит от мощности предприятия и условий поступления сырья,
Контрольной проверке (разбраковке) подлежат все поступающие на предприятия материалы. При этом определяют их качество (сортность), измеряют длину и ширину каждого куска материала. Разбраковку и измерение материалов осуществляют или одновременно на одном рабочем месте на разбраковочно-измерительной машине, или последовательно сначала на разбраковочной, а затем измерительной машине (или на трёхметровом измерительном столе).
Разбраковку выполняют контролёры органолептическим способом (субъективная оценка.)
Для контролёра желательно большой практический опыт и профессиональные знания, тогда субъективная оценка приблизится к объективной.
При определении сортности выявляют и отмечают текстильные дефекты и ведут подсчёт числа дефектов, оцениваемых баллами. Сумма этих баллов обусловливает принадлежность куска к тому или иному сорту. Дефекты отмечают мелом или мылом на лицевой стороне, если это возможно, или на изнаночной (например, на искусственном мехе), при этом к кромке прикрепляют «сигнал» белой или цветной ниткой, липкой лентой и т.п. Дефекты на кромках не отмечают.
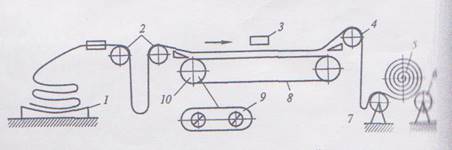
Принцип работы разбраковочно-измерительных машин БМП-2 и БМП-3 состоит в последовательном перемещении куска материала в развёрнутом виде по смотровому экрану. Для этого материал разматывают с рулона и протягивают через расправляющее устройство к смотровому экрану. Далее конец куска заправляют между вращающимися волами и подают колеблющемуся укладчику, который укладывает ткань «книжкой».
Реклама

2. Требования к раскрою
Раскрой изделий выполняют в соответствии с мерками, снятыми с заказчика, и выбранной моделью.
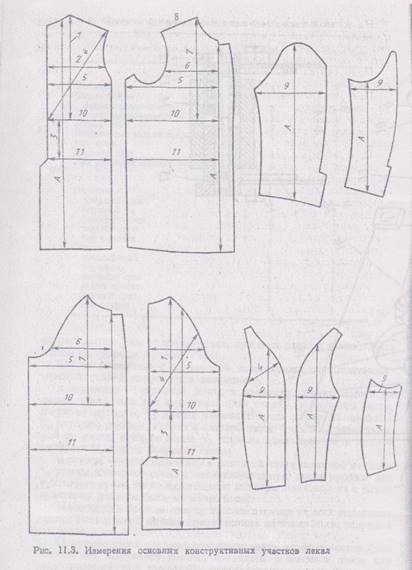
При раскрое изделий закройщик, используя лекала базовых конструкций ведущих силуэтов одежды, разработаны моделирующими организациями в соответствии с направлением моды. Комплект лекал каждого размера включает детали верха ( спинку, полочку, рукав и нижний воротник ) и может быть дополнен деталями модных силуэтов ( воротники, накладные карманы и т.п.).
На лекалах указывают направление нитей основы и места измерений основных конструктивных участков, которые в процессе раскроя следует корректировать в соответствии с мерками заказчика.
Припуски на швы и запасы в крое и в готовом виде должны соответствовать величинам.
При достаточном метраже по желанию заказчика припуски на швы в готовом виде по боковым срезам, срезам линий модели, по низу изделия и рукавов могут быть увеличены. И, наоборот, при малом метраже по согласованию с заказчиком припуски на швы в готовом виде по указанным срезам могут быть уменьшены.
При раскрое изделий допускается следующее:
нижний воротник - из четырёх частей с поперечным или косым расположением швов (во всех частях должно быть сохранено одно направление долевой нити, принятое в нижнем воротнике; швы нижнего воротника должны быть расположены не ближе 2см от плечевого швов и 1,5-2 см от линии перегиба лацкана в сторону внутреннего края подборта; в изделиях покроя реглан швы нижнего воротника не должны совпадать со средним швом и швом вытачивания рукава);
верхний воротник – из двух частей со швом посередине в изделиях с воротником, цельно выкроенным с подбортами;
подборта в пиджаке, жакете и куртке - из двух частей, в пальто - из трёх частей с поперечным расположением швов (верхний шов должен быть расположен ниже первой бортовой петли, не считая петель на участке лацкана; нижний шов в пальто, пиджаке, жакете и куртке должен быть расположен на расстоянии не менее 6см от низа, в жилете – не менее 8см от низа; швы должны быть расположены на расстоянии не менее 2,5-3см от петель; допускается совпадение шва подборта с прорезью обтачной петли; в пиджаке с центральной бортовой застёжкой на три пуговицы верхний шов надставки должен быть расположен ниже второй петли);
ширина подборта в пальто по линии груди - 13-14см, по линии талии – 10-11см, внизу -7-10см, а в пиджаке и жакетах – по линии груди 10-12см, по линии талии -8-10см, внизу-7-9см;
пояс – из двух частей с расположением шва надставки со стороны пряжки (длина надставки должна быть не более 20см от конца пояса со стороны пряжки или шов стачивания пояса должен совпадать с боковым швом изделия; в первом случае конец пояса должен закрывать шов надставки);
надставки по согласованию с заказчиком, если метраж любой подкладочной ткани меньше утверждённых норм;
в нижней части рукавов - одна надставка вдоль всей детали шириной не менее 6см;
в изделиях с цельно выкроенными рукавами - надставки в нижней части рукава (надставки должны быть расположены на расстоянии 7см от низа рукава, при этом швы не должны быть видны со стороны проймы).
По согласованию с заказчика в подкладке их с хлопчатобумажных тканей допускается выкраивать:
в полочках – отрезной бочок в изделиях, прилегающих по линии талии, или две надставки: одна вверху, в плечевой части, шириной не более 2/3 длины плечевого среза и длиной не более 2/3 глубины проймы, вторая в нижней части бокового среза шириной по линии низа не более 1/5ширины низа полочки и длиной не более 1/3 длины бокового среза;
в спинке – одну надставку в плечевой части шириной не более 2/3длины плечевого среза с окончанием шва у среза проймы или у бокового среза, но не ниже 5см от его вершины (ширина и длина надставок должны быть не менее 4см).
Надставка в брюках вверху шаговых срезов задних половинок может быть длиной по шву притачивания не более 20см, шириной не более 7см.
Полупояс брюк разрешается выкраивать из двух частей (шов стачивания полупояса должен совпадать с боковым швом или располагаться под шлёвкой); подкладку полупояса брюк - из двух частей с расположением шва в поперечном направлении.
Подкладка боковых карманов в брюках может быть из двух частей с расположением шва в долевом направлении на расстоянии не менее 3см от сгиба кармана и 6см от края кармана со стороны бокового шва.
В ателье высшего разряда надставки в подбортах и подкладке допускаются только по согласованию с заказчиком.
3. Лекала и трафареты
Для повышения качества кроя и более экономичного использования ткани рекомендуется раскрой ткани по лекалам. В ателье базовые лекала получают из Домов моделей, и специальных лабораторий. В массовом производстве, а также при раскрое полуфабрикатов одновременно раскраивают несколько полотен. Полотна, уложенные, одно на другое образуют настил, высота которого зависит от расчётного количества полотен и толщины полотен. Количество полотен в настиле в массовом производстве колеблется- при раскрое тканей для изделий лёгкой женской и детской одежды от 40-5—шёлковых тканей, 50-60- штапельных, 100-120- хлопчатобумажных.
При раскрое полуфабрикатов в индивидуальном производстве число полотен в настиле значительно меньше. При этом превышение числа полотен, указанного в нормативах, ведёт к ухудшению качества кроя. В этом случае детали из верхних и нижних полотен настила будут иметь различные размеры.
Сверху на настил накладывают полотно, на котором мелом нанесены контуры деталей изделия - лекала. Контуры лекал обводят карандашом или мелом. Лекала располагают в строгом соответствии с указами на них направлений нитей основы и утка таким образом, чтобы расстояние между смежными ответственными контурами лекал было не менее 0,2см. Раскладка должна быть экономичной, т.е., минимальным процентом межлекальных потерь. Кроме лекал используют трафарет - полотно из клеёнки или бумаги, на котором небольшими отверстиями обозначены контуры лекал. Трафарет накладывают на верхнее полотно настила и припудривают порошком мела или синькой. Порошок, проникая через отверстия, остаётся на материале, обозначая контуры лекал. Изображения раскладок выполняют при помощи светокопий.
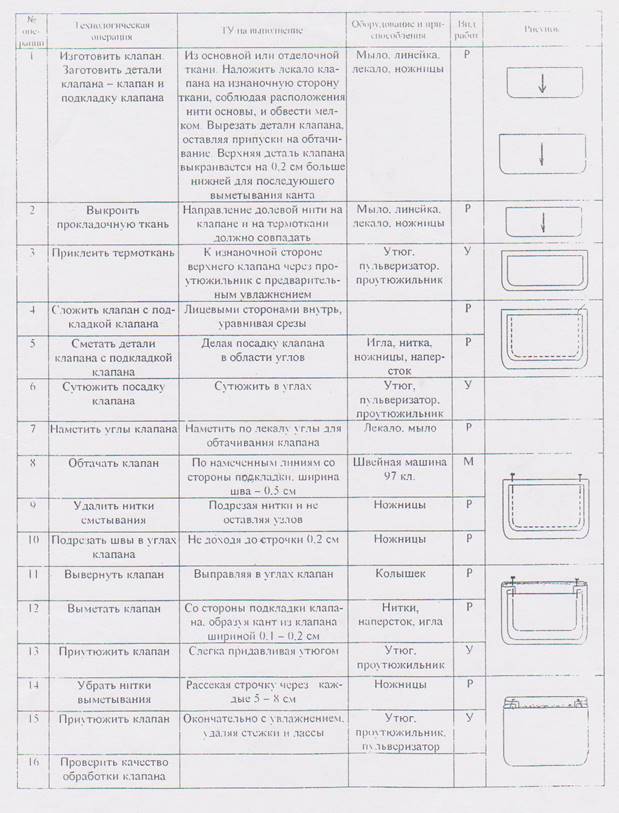
Технологическая последовательность обработки клапана
Литература
1. Методические рекомендации по повышению качества швейных изделий: Единый метод конструирования женской одежды, изготавливаемой по индивидуальным заказам: Ч.П: Раскрой ткани с использованием лекал базовых конструкций.-М., 1982
2. Основы технологии поузловой обработки производственной одежды.М,1967.
3. Савостицкий А.В., Меликов Е.Х. Технология швейных изделий .М., 1982
4. Труханова А.Т. Справочник молодого швейника.-М.,1993.
|
