1. Повні технічні та технологічні дані про автомобіль
1.1 Загальні дані автомобіля
1. Рік випуску 1993 р.
2. ЗАЗ-968МБ
ЗАЗ - Запорізький Автомобільний Завод
968МБ – модифікація автомобіля з ручним управлінням для інвалідів, в яких пошкоджені або ампутовані обоє ноги;
3. Розміри в міліметрах
Довжина, мм - 3765
Ширина, мм - 1490
Висота, мм – 1425
4. Колісна база, мм
спереду - 1228;
ззаду – 1212
5. Радіус розвороту автомобіля:
по зовнішньому колесу 5,3 м.
габаритний 5,6 м.
6. Повна маса 840 кг.
7. Час розгону до 100 км/год. 32 с.
8. Дорожній просвіт, мм – 175
9. Повна маса 1200 кг
10. Число місць 4 чол.
11. Максимальна швидкість 120 км/год.
12. Кількість ведучих осей - одна
13. Літраж двигуна – 1,19л
14. Запас палива, л – 40
15. Паливо що використовується:
Бензин А76
16. Контрольна витрата палива, л/100 км.:
при скорості 90 км/год. 6,5 л.
при міському циклі 9,5 л.
II. Спеціальні дані двигуна
17. Модель двигуна МеМЗ – 968Н.
18. Кількість циліндрів:4-циліндри
19. Розташування циліндрів: V- подібне
20. Розташування двигуна: заднє
21. Кількість клапанів: 8-клапанів
22. Робочий об’єм циліндра: 1197 см3
23. Точний літраж двигуна:
24. Ступінь стиску:7,2
25. Максимальна потужність: 2700-2900 мін-1(об/мін)
26. Крутний момент: 7,6кгс-м
27. Вид паливної системи: карбюраторна
28. Вид системи охолодження: повітряне охолодження
29. Вид системи запалювання: Система запалення – контактна
III. Спеціальні дані трансмісії
30. Вид КПП та її розташування: чотириступінчаста, комбінована (об’єднана з головною передачею і диференціалом)
31. Кількість передач: 4 передачі вперед і 1 назад
32. Передаточні числа передач: I- 3,800, II- 2,120, III - 1,409, IV- 0,964, ЗХ- 4,156.
33. Вид головної передачі: конічна з круговим зубом
34. Передаточне число головної передачі: передаточне число 4,125;
35. Вид щеплення: сухе фрикційне постійного щеплення
IV. Спеціальні дані ходової частини
36. Вид підвіски передніх коліс: незалежна, торсіонна на подовжніх важелях з додатковими пружинами, стабілізатором поперечної стійкості або без нього, з гідравлічними амортизаторами
37. Вид підвіски задніх коліс: незалежна, пружинна, двохважільна. Важіль підвіски сталевий, штампований, зварений з двох частин. До підлоги кузова він кріпиться за допомогою пари кронштейнів. Пружний елемент підвіски складається з пружини і телескопічного амортизатора
Реклама

38. Розміри рекомендованих робіт:
39. Максимальне навантаження на вісь: на задню вісь 740кг, на передню вісь 460кг.
40. Кількість коліс: 4
V. Спеціальні дані агрегатів керування
41. Вид рульового керування: глобоїдальний черв'як з двухгребневим роликом.
42. Передаточне число рульового керування: Передаточне число – 17.
43. Вид гальмівного механізму: Барабанні гальмівні механізми - з автоматичним регулюванням зазорів
44. Вид гальмівного приводу: гідравлічний, роздільний по осях
VI. Спеціальні дані кузова
45. Вид кузова або кабіни: седан
46. Кількість дверей: 2
1.2 Фотографії автомобіля, що рекомендується

Мал. 1

Мал. 2

Мал. 3
2. ТЕХНОЛОГІЧНА ЧАСТИНА
2.1 Детальна будова (вузла, агрегату, механізму), що рекомендується (фото, схема, розміри та технологічні дані)
Механізм газорозподілення - верх неклапанний, приводиться в рух від розподільчого вала за допомогою штовхачів, штанг і коромисел.
Розподільчий вал (мал. 4) - трьох опірний, стальний. Поряд з третьою опірною шийкою знаходиться шестерня для привода преривника - розподільника і масляного насоса. Приводиться в рух від колінчастого вала за допомогою пари циліндричних косозубих шестерень. Від осьового переміщення розподільчий вал фіксується упорним фланцем.
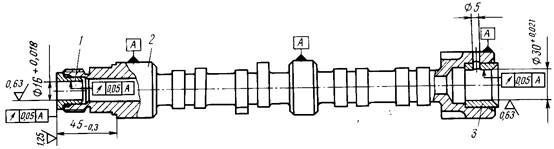
Мал. 4 - Розподільчий вал в зборі: 1 - втулка балансирного вала; 2 - розподільчий вал; 3 - втулка протівовєса
Шестерня розподільчого вала (ведена)- текстолітова, з чавунною ступічкою, за допомогою якої вона кріпиться на передньому кінці вала на шпонці і фіксується приводним кулачком паливного насоса, виконаним у вигляді гайки з торцевими шліцами. Кулачок контрогаїться пружинною шайбою. Ведуча шестерня – стальна (з магнієвого сплаву). Для правильної установки фаз газорозподілення на шестернях набиті метки “О”, які повинні бути сумісні (мал. 5).
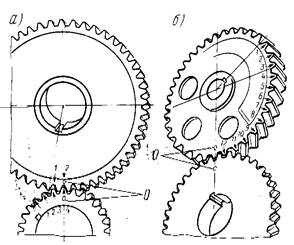
Мал. 5 - Установочні метки “О”: а - на розподільчих шестернях; б- на шестернях балансирного механізму
При потребі фази газорозподілення перевіряють на зібраному непрогрітому двигуні при температурі 15...25°С і зазори в клапанному механізмі повинні бути 0,45 мм (мал.3). Зазори в механізмі привода клапанів стоїть перевіряти і регулювати на холодному двигуні. При регулюванні не слід зменшувати зазори проти норми, так як це визве нещільну посадку клапанів, падіння потужності двигуна і прогар клапанів.
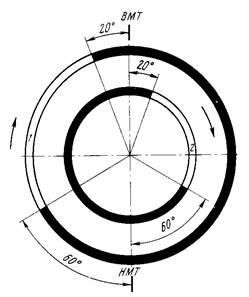
Мал. 6 - Діаграма фаз газорозподілення: 1 - впускний клапан; 2-випускний клапан
Реклама

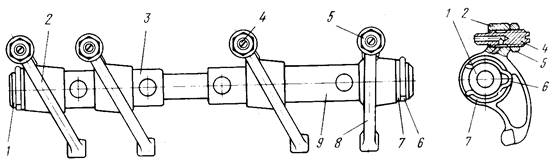
V-подібні чотирициліндрові двигуни мають неврівноважений момент від сил інерції першого порядку, для врівноваження якого в конструкції двигуна передбачений балансирний механізм (мал.7) і врівноважуюча маса на противовесах колінчастого вала. Вал балансирного механізму 2 розташований в середині розподільчого вала. На кінцях балансирного вала на шпонках установлені я шестерня 1 з протівовесом 3.

Мал. 7 - Балансирний механізм в зборі: 1 - шестерня балансирного вала; 2 - балансирний вал; 3 - протівовес; 4 - сегментна шпонка; 5 - шайба балансирного вала; 6 - стопорна шайба; 7 - стопорний болт
Привод балансирного механізму проводиться від колінчастого вала парою косозубих шестерень з передаточним числом 1:1. Вал балансирного механізму обертається в запресованих з торців розподільчого вала втулках і шариковому підшипнику, розташованим в кришці розподільчих шестерень. Для зменшення зносу торця передньої втулки розподільчого вала між втулкою і шестернею установлена опорна термооброблена стальна шайба. Осьове переміщення балансирного механізму обмежується розпірною пружиною. При установці балансирного механізму потрібно сполучити меткі “О”.
Штовхачі - плунжерного типу, стальні, з торцями, наплавленими із сплаву високої твердості. Штовхачі випускних клапанів першого і третього циліндрів (перша пара з сторони вентилятора) мають чотири отвори на циліндричній поверхні: одне - зверху для вийому штовхача друге - в проточці 7 для підведення масла через штанги в головку циліндрів до коромисел и два - внизу для злива масла, стікаючого по кожухах штанг штовхачів з головки. Вставка 9 цих штовхачів мають центральні і бокові отвори Всі інші штовхачі не мають вставок і проточок по зовнішньому діаметру.
Штанги штовхачів - дюралюмінієві трубки з напресованими стальними наконечниками. В наконечниках просвердлені отвори для проходу масла. Штанги штовхачів випускних клапанів першого і третього циліндрів коротші і мають довжину 210,1...211,4 мм. Довжина інших шести штанг 225,1...226,4 мм.
Коромисла клапанів (мал. 8) - стальні, литі, з регулювальним вінтом 4 і контргайкою 5. Розрізняють праве 8 і ліве 2 коромисла.
Мал. 8 - Валик коромисел клапанів в зборі: 1 - валик коромисел; 2 - ліве коромисло; З - втулка; 4 – регулювальний вінт; 5 – контр - гайка; б - шплінт; 7 - шайба; 8 - праве коромисло; 9 - розпірна втулка
Валик коромисел клапанів - стальний, трубчастий, с проточками в них для підведення і зливу масла.
Клапани - підвішені, розташовані в головці циліндрів. Діаметр впускного клапана - 34, а випускного - 32 мм. Робоча фаска випускних клапанів має наплавку. Кут нахилу робочої фаски клапанів - 45". На стержні випускних клапанів зверху надіті наконечники 1 (мал. 9) високої твердості, так як випускні клапани виготовлені з жаростійкої стали. Кожний клапан має по дві пружини: внутрішню 4 і зовнішню 5.
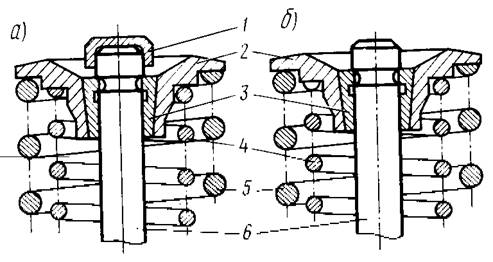
Мал. 9 - Клапан: а - випускний; б - впускний; 1 - наконечник випускного клапана; 2 - тарілка пружин клапана; 3 - сухар клапана; 4 - внутрішня пружина клапана; 5 - зовнішня пружина клапана; 6 - клапан
Кожухи штанг і масло зливна трубка являють собою стальні трубки, запресовані в головку циліндрів. Ущільнення кожухів штанг на картері двигуна проводиться резиновими ущільнювачами, які піджимаються пружинами. Масло зливна трубка ущільнюється резиновою прокладкою.
Кришка розподільчих шестерень виготовлена з магнієвого сплаву, фіксується на картері колінчатого вала двома контрольними штифтами і закріплена болтами по контуру. З правої сторони кришки прикріплений паливний насос, зліва - масло заливна горловина. В верхній частині кришки знаходиться кріплення направляючого апарата вентилятора.
В центрі кришки, над гніздом шарикового підшипника, знаходиться карман, в який запресована трубка відводу картерних газів. З внутрішньої сторони карман закритий масло відбивачем. При установці масло відбивача виштамповка для слива масла повинна бути направлена вниз.
2.2 Таблиця аналізу дефектів на деталях та вузлах
Таблиця 1 - Аналіз дефектів розподільчого вала
| Назва деталі та основних частин |
Робоча поверхня: температурно контактна, тертя, нагнітаюча, сприймаюча |
Неробоча поверхня: опірна, підтримуюча, корпусна, захисна, кріпильна, передаюча |
Частини підвержені зносу |
Частини підвержені робочим пошкодженням |
Не пошкоджуються при роботі |
Вид відновлення |
Слюсарна операція |
| Опірні шийки |
Поверхня тертя |
_ |
так |
ні |
Не пошкоджуються |
Поточка під ремонтну втулку |
Опилювання фаски, полірування |
| Кулачки натискання клапана |
Поверхня тертя |
_ |
так |
так |
пошкоджуються |
Напилювання |
Опилювання фасок, полірування |
| Шестерня приводу масляному насосу |
_ |
передаюча |
так |
так |
пошкоджується |
_ |
_ |
| Ексцентрик приводу паливного насосу |
Поверхня тертя |
_ |
так |
так |
пошкоджуються |
Напилювання |
Полірування, опилювання |
| Носок |
_ |
Поверхня кріпильна |
ні |
так |
Не пошкоджується |
Нарізування канавки під шпонку |
Опилювання |
Таблиця 2 - Аналіз дефектів штовхачів і штанг
| Назва деталі та основних частин |
Робоча поверхня: температурно контактна, тертя, нагнітаюча, сприймаюча |
Неробоча поверхня: опірна, підтримуюча, корпусна, захисна, кріпильна передаюча |
Частини підвержені зносу |
Частини підвержені робочим пошкодженням |
Не пошкоджуються при роботі |
Вид відновлення |
Слюсарна операція |
| Штовхачі |
| Зовнішня поверхня штовхача |
Поверхня тертя |
_ |
так |
так |
пошкоджується |
Наплавлення |
Полірування |
| Внутрішня поверхня штовхача |
_ |
Поверхня захисна, передаюча |
так |
ні |
Не пошкоджується |
_ |
_ |
| Штанги |
| Наконечники штанг |
Поверхня тертя |
_ |
так |
ні |
Не пошкоджується |
_ |
Полірування |
| Дюралюмінюва трубка штанг |
_ |
Поверхня передаюча |
ні |
так |
пошкоджується |
_ |
_ |
Таблиця 3 - Аналіз дефектів коромисла та осі коромисла
| Назва деталі та основних частин |
Робоча поверхня: температурно контактна, тертя, нагнітаюча, сприймаюча |
Неробоча поверхня: опірна, підтримуюча, корпусна, захисна, кріпильна передаюча |
Частини підвержені зносу |
Частини підвержені робочим пошкодженням |
Не пошкоджуються при роботі |
Вид відновлення |
Слюсарна операція |
| П’ятка коромисла |
Поверхня тертя |
_ |
так |
ні |
Не пошкоджується |
Наварювання |
Полірування |
| Отвір на вісь |
Поверхня тертя |
_ |
так |
ні |
Не пошкоджується |
Встановлення ремонтної втулки |
Розвертання |
| Регулювальний гвинт |
_ |
Поверхня передаюча |
ні |
так |
пошкоджується |
Наплавлення |
Нарізання різьби |
| Вісь коромисел |
_ |
Поверхня кріпильна |
так |
ні |
Не пошкоджується |
Шліфування |
Полірування |
Таблиця 4 - Аналіз дефектів клапана
| Назва деталі та основних частин |
Робоча поверхня: температурно контактна, тертя, нагнітаюча, сприймаюча |
Неробоча поверхня: опірна, підтримуюча, корпусна, захисна, кріпильна, передаюча |
Частини підвержені зносу |
Частини підвержені робочим пошкодженням |
Не пошкоджуються при роботі |
Вид відновлення |
Слюсарна операція
|
| Головка |
_ |
Поверхня кріпильна |
так |
ні |
Не пошкоджується |
_ |
_ |
| Стержень |
Поверхня тертя |
_ |
так |
ні |
пошкоджується |
Шліфування |
_ |
| Тарілка |
Поверхня температурно контактна, |
_ |
ні |
так |
Не пошкоджується |
_ |
Шабрування |
| Фаска |
Поверхня температурно контактна |
_ |
так |
так |
пошкоджується |
Проточування |
Притирання |
Таблиця 5 - Аналіз дефектів клапанної групи
| Назва деталі та основних частин |
Робоча поверхня: температурно контактна, тертя, нагнітаюча, сприймаюча |
Неробоча поверхня: опірна, підтримуюча, корпусна, захисна, кріпильна, передаюча |
Частини підвержені зносу |
Частини підвержені робочим пошкодженням |
Не пошкоджуються при роботі |
Вид відновлення |
Слюсар-на операція
|
| Опірна тарілка |
_ |
Поверхня опірна |
так |
ні |
Не пошкоджуються |
_ |
_ |
| Сухарі |
_ |
Поверхня кріпильна |
ні |
ні |
Не пошкоджуються |
_ |
_ |
| Замкове кільце |
_ |
Поверхня підтримуюча |
ні |
так |
Не пошкоджується |
_ |
_ |
| Напрямна втулка |
Поверхня тертя |
_ |
так |
ні |
Не пошкоджується |
_ |
Розвертання |
| Сідло клапана |
Поверхня температурно контактна |
_ |
так |
так |
пошкоджується |
зенкування |
притирання |
| Пружина клапана |
_ |
підтримуюча |
ні |
так |
пошкоджується |
_ |
_ |
Таблиця 6 - Аналіз дефектів шестерень приводу ГРМ
| Назва деталі та основних частин |
Робоча поверхня: температурно контактна, тертя, нагнітаюча, сприймаюча |
Неробоча поверхня: опірна, підтримуюча, корпусна, захисна, кріпильна, передаюча |
Частини підвержені зносу |
Частини підвержені робочим пошкодженням |
Не пошкоджуються при роботі |
Вид відновлення |
Слюсарна опера-ція
|
| Зуби ведучої шестерні |
Поверхня нагнітаюча, контактна |
_ |
так |
так |
пошкоджуються |
наплавлення |
опилювання |
| Зуби веденої шестерні |
Поверхня сприймальна |
_ |
так |
так |
пошкоджуються |
_ |
_ |
| Отвір на вал ведучої та веденої шестерень |
_ |
Поверхня кріпильна |
ні |
так |
Не пошкоджуються |
_ |
_ |
2.3 Економічне обґрунтування способу та методу ремонту який обирається
Ціна всіх деталей газорозподільного механізму:
Розподільчий вал – 50 грн.
Штовхач – 10 грн.
Штанга – 10 грн.
Вісь коромисел – 30 грн.
Коромисло – 20 грн.
Клапан – 10 грн.
Пружина клапана – 15 грн.
Опірна тарілка, сухарі, замкове кільце сухарів – 20 грн.
Сідло клапана – 20грн.
Направляюча втулка клапана – 15грн.
Ведуча шестерня ГРМ (стальна) – 25грн.
Ведена шестерня ГРМ (текстолітова) – 50 грн.
У зв’язку з тим що марка автомобіля застаріла, ціна на деталі низька, тому під час ремонту ремонтувати деталі (наплавлювати, напилювати) не вигідно, тому їх просто замінюють на нові.
2.4 Послідовність проведення контрольних замірів та обмірів
Перевірка стану газорозподільного і балансирного валів.
Щільно промити і протерти насухо розподільчий вал перевірити стан опірних шийок і кулачків. Замірюють опорні шийки, і визначають зазори. Заміряють кулачки розподільчого вала по найбільшому і найменшому профілю. При незначному зносі вершин кулачків їх потрібно заполіровати. Якщо цього не зробити буде прискорений знос торців навіть нових штовхачів. Якщо різниця найбільшого і найменшого розмірів профілю хоч у одного із кулачків менше 5,9 мс, вал необхідно замінити. При встановлені нового розподільчого вала або веденої шестерні перевіряють зазори в зачеплені шестерень привода газорозподілення.
Перевіряють стан зубів шестерні привода масляного насоса і розподільника, виконаної разом з задньою шийкою газорозподільного вала. При наявності значного зносу і злому зубів вал замінюють. При підвищеному зносі передньої і задньої втулок балансирного вала встановлюють ремонтний розмір встановленням нових втулок. Для цього випресовують старі втулки, запресовують нові і розточують переднюю втулку до розміру 16,000...16,018 мм, а задню - до 30,00.1..30,021 мм. Перевіряють биття поверхні передньої і задньої втулок, балансирного вала відносно опірних шийок розподільного вала. Перевіряють стан поверхні зубів шестерні розподільчого вала (який був в роботі, і новий); поверхні повинні бути гладкими і чистими. Навіть незначні завусини і забої на зубах викликають підвищений шум в роботі. Обнаружені забої і заусениці щільно зачищають. Оглядають поверхню кулачка привода паливного насоса на відсутність рисок,і спрацювання на робочій поверхні. Малі риски і незначні натири на поверхні видаляють поліровкою.
Перевірка стану штовхачів і їх штанг.
Вийняті штовхачі промивають, протирають і оглядають. Штовхачі, мають на торцях, які доторкаються до кулачків розподільчого вала, променеві задири, знос або викришування поверхні, повинні бути замінені новими з тим, щоб запобігти підвищеного зносу кулачків розподільчого вала. Якщо на добре притертому торці штовхача є тільки точкові сліди викришування, такій штовхач замінять не рекомендується. Перевіряють стан ввогнутої сферичної поверхні штовхача, працюючої по сфері наконечників штанг. Вони повинні мати нормально припрацьовану поверхню без задирів. Пошкоджені штовхачі заміняють. Перевіряють прямолінійність штанг, стан сферичних поверхонь наконечників і довжину. Довжина штанг від сфери впадини до сфери виступу повинна бути не менше 209,5 мм для штанг випускних клапанів першого і другого циліндрів і 224,5 мм для інших. Пошкоджені деталі замінюють
Перевірка стану коромисел клапанів і їх валиків.
Перевіряють чистоту робочих поверхностей, незначні натири зачищають (сліди припрацювання на робочих поверхнях носків коромисел зачищають не рекомендується). Прочищають і продувають зжатим повітрям отвори підвода масла на валиках, коромислах і регульованих гвинтах. Перевіряють посадку коромисел на валику. При підозрі на підвищений зазор виміряють діаметр отвору в коромислі і валик на ділянках коромисел. Перевіряють регульовочні гвинти на відсутність підвищеного знос сферичної упорної поверхні і люфту в різьбовому з’єднані з коромислом. При необхідності зношені гвинти замінюють. Оглядають гайки регуліровочних гвинтів, при порушені різьби гайки заміняють. Перевіряють щільність посадки торцевих заглушок валиків коромисел. При виявленні не щільності обжимають заглушку ударами молотка по оправці.
Перевірка стану стержнів клапанів і їх направляючих втулок.
Якщо за результатами огляду нема причин для вибраковування клапанів (обгар робочої фаски, задир на стержні), то потрібно заміряти стержні клапанів у двох поясах (I и II) по двох взаємно перпендикулярних напрямках (мал. 10) для визначення їх зносу.

Мал. 10 - Схема замірів стержнів клапанів
Діаметр стержня нового випускного клапана 7,925...7,937, впускного 7,955...7,967 мм. Допуск стержня допускається не більше 0,01 мм на довжині циліндричної частини. Якщо діаметр стержня впускного клапана менше 7,918 мм, а випускного 7,852 мм, то такі клапани потрібно замінити. При відсутності обгара або облому направляючих втулок клапана поміряти діаметр отвору втулок (мал. 11) для визначення їх придатності по зносу. Вимірювання виконують у двох поясах і по двох напрямках: паралельно і перпендикулярно осі колінчастого вала.

Мал. 11 - Схема замірів направляючих втулок клапана
Діаметр отвору нової направляючої втулки клапана 7,992...8,020 мм. При зносі втулок, якщо діаметри втулки впускного клапана більше 8,057 мм, а випускного 8,083 мм, також потрібно замінити направляючі втулки. Може виникнути необхідність в заміні клапана і до досягнення граничного розміру стержня по зносу в залежності від зазору в спряжені з втулкою. Зазор визначають за результатами замірів, він повинен бути не більше 0,1 для впускного і 0,15 мм для випускного клапанів (гранично допустимі зазори у використані відповідно 0,15 і 0,20 мм).
Перевірка стану клапанних пружин.
При перевірці вимірюють довжину пружини у вільному стані. Для нових пружин вона повинна дорівнювати 50 мм±1 мм для зовнішньої і 47 мм±1 мм для внутрішньої. Якщо довжина пружин менше вказаної на 5%, пружину необхідно замінити. Крім того, перевіряють перпендикулярність осі пружини до упорного витка, для чого встановлюють кутник на плиту і приставляють до нього щільно пружину. Найбільша відстань верхнього витка до ребра кутника повинно бути не більше1,3 мм для зовнішньої пружини і 1,22 мм для внутрішньої. Після того перевіряють на спеціальних вагах пружність пружин. Зусилля, необхідне для зжимання нової зовнішньої пружини до довжини 41 мм, повинно бути 14,35...16,65 кгс, до довжини 32 мм - 28,7...33,3 кгс. Зусилля, необхідне для зжимання нової внутрішньої пружини до довжини 38 мм, повинно бути 9,9...11,5 кгс, до довжини 29мм -20,81...24,19 кгс. Якщо навантаження буде менше на 5% проти вказаної, пружини потрібно замінити. Якщо після шліфування клапана і сідла стержень клапана виступає настільки, що довжина встановленої пружини при закритому клапані буде більше 42,5 мм, то під упорну шайбу пружин слід встановити додаткову шайбу з тим, щоб довжина пружини при зібраному клапанному механізмі була 41,0...42,5 мм. В такому випадку робоча пружність пружини буде встановлена (розрахована довжина пружини при закритому клапані зіставляє 39,64...41,71 мм).
2.5 Послідовність демонтажу та розбору на деталі, їх дефекація
Знімання і встановлення кришки розподільчих шестерень.
Для знімання кришки розподільчих шестерень з двигуна, знятого з автомобіля, необхідно мати торцеві ключі 10, 12, 13 мм, динамометричний ключ з набором головок 24, 32 мм, викрутку, стопор маховика. Знімання рекомендується виконувати в наступному порядку:
- застопорить маховик від провертання, потім зняти кришку центробіжного масляного фільтра. В такому об’ємі проводять розбирання при очистці масляного фільтра;
- відігнути з грані болта центробіжного масляного фільтра штопорну шайбу і відкрутити болт, зняти шайбу і масло відбивач. Легкими ударами по корпусу масляного фільтра зняти його з колінчастого вала;
- зняти паливний насос, приставку, направляючу штанги привода насоса разом з штангою і прокладками;
- відкрутити болти кріплення кришки розподільчих шестерень до картера і легким постукуванням молотка через дерев’яну наставку по кріплені вентилятора, стараючись не пошкодити прокладку, зняти кришку розподільчих шестерень, прокладку кришки розподільчих шестерень і масло-заливну горловину;
- виприскувати з отвору кришки розподільчих шестерень шариковий підшипник (при необхідності замінити);
- виприскувати передній сальник колінчастого вала (при необхідності замінити) і зняти масло відбивач.
Встановлення і кріплення кришки розподільчих шестерень і інші збірні операції виконують в зворотній послідовності. При тому необхідно:
- перевірити співставлення міток О на шестернях привода балансирного і розподільчого валів;
- надіти на направляючі штифти ущільнюючу прокладку; установити кришку на картер і затягнути болти.
Якщо був знятий сальник колінчастого вала, то його встановлюють за допомогою оправки, щоб запобігти перекосу.
Встановлюють корпус центробіжного масляного фільтра, масло-відбивач і затягнути болт (момент затяжки 10...12,5 кгс - м), потім загинають штопорну шайбу на грань болта. При встановлені кришки центробіжного масляного фільтра слід враховувати, що болти кріплення кришки розташовані несиметрично.
Для знімання кришки розподільчих шестерень з двигуна, встановленого на автомобілі, необхідно зняти вентилятор с генератором в зборі, не знімаючи кожуха вентилятора, для чого:
- від’єднати дроти, які ідуть до генератора, і зняти зворотну пружину дросельної заслонки з кронштейна кожуха вентилятора;
- відкрутити два передніх болта кріплення кожуха вентилятора, зняти ремінь вентилятора:
- відкрутити гайки кріплення вентилятора до кришки розподільчих шестерень, вставить викрутку між кришкою розподільчих шестерень і вентилятором, потім підняти вентилятор разом з генератором і зняти його;
- заложить оправку між приливами на корпусі центробіжного масляного фільтра і виступом гнізда під підшипник на кришці розподільчих шестерень, зафіксувавши тим самим колінчастий вал від провертання. Відкрутити болти і зняти кришку масляного фільтра. Потім виконати операції, вказані в попередньому розділі
Знімання і установка розподільчого вала і балансирного механізму.
Газорозподільний і балансирний механізми ремонтують у випадку виявлення несправності в їх роботі, а також якщо при повній розборці двигуна виявлені підвищенні зноси, поломки або другі пошкодження деталей.
При повному розборі двигуна розподільчий вал і балансирний механізм знімають після знімання шатунно - поршневої групи і маховика. Подальша послідовність роботи наступна:
- зняти кришку балансирного вала, відігнути стопорну шайбу з грані болта і відвернуть болт противісу балансирної системи;
- зняти шайбу протівовєса виколоткою з м’якого метала, виштовхнути балансирний вал в сторону кришки розподільчих шестерень. Снять протівис, пружину, балансирний вал в зборі с шестернею і опорною шайбу балансирного вала;
- зняти шестерню привода балансирного вала з носка колінчастого вала, відвернути ексцентриковий кулачок-гайку паливного насоса, зняти шайбу, ввести дві оправки між шестернею розподільчого вала і картером і хитаючи їх, снять шестерню з розподільчого вала;
- злегка похитуючи, вийняти розподільчий вал в сторону маховика, слідкуючи за тим, щоб кромками кулачків не пошкодити робочу поверхню підшипників розподільчого вала;
- зняти опірний фланець розподільчого вала і ведучу шестерню привода розподільчого вала з колінчастого вала.
Знімання і установку розподільчого вала і балансирного механізму можливо виконати без розбирання двигуна - не знімаючи головок циліндрів і не виймаючи шатунно - поршневої групи. В цьому випадку потрібно:
- зняти кришку розподільчих шестерень (см. підрозд. “ Знімання и установка кришки розподільчих шестерень с двигуна, знятого з автомобіля”), маховик, кришки головок циліндрів и валики коромисел разом з коромислами
- поставить двигун піддоном вверх, щоб при зніманні розподільчого вала штовхачі не провалились в картер двигуна;
- зняти розподільчий вал і врівноважуючи механізм, як вказано в попередньому розділі.
- Встановлення розподільчого вала і балансирного механізму виконують в зворотній послідовності.
Зборку розподільчого і балансирного валів виконують в зворотній послідовності, враховуючи наступні особливості:
- перед встановленням розподільчого вала в картер, змазують шийки вала і втулки маслом для двигуна;
- напресувавши шестерню розподільчого вала на шийку розподільчого вала (мал. 11) і закріпивши її гайкою, перевіряють осьове переміщення розподільчого вала, яке повинне бути 0,1...0,33 мм;
- шестерні газорозподілення і балансирного механізму установлюють, зіставляючи мітки на їх торцях (см.мал.2). Мінімальний боковий зазор повинен забезпечувати вільне провертання пари. Максимальний боковий зазор в парах шестерень газорозподілення, заміряний щупом в трьох точках, рівномірно розташованих по колу, повинен бути не більше 0,12 мм в нових і не більше 0,50 мм в робочих парах шестерень; перепад зазору не більше 0,07 мм. В шестернях привода балансирного механізму в нових парах шестерень зазор повинен бути 0,25...0,45 мм і не більше 0,7 мм в робочих, перепад зазору не більше 0,1 мм;
Перевіряють відповідність переміщення балансирного вала в розподільчому валу, який повинен бути не менше 0,45 мм.
Знімання та встановлення клапанів
Перед зніманням клапанів необхідно позначити зняті головки циліндрів (ліву та праву) і клапани (рисками або кернами). Рекомендується викрутити свічки запалювання щоб запобігти їх пошкодженню. Зжавши за допомогою зйомника пружини клапана, виймають сухарі і, обережно відпускаючи пружини, знімають тарілку пружини клапана, пружини і шайбу. Перевіряють чи нема наклепу на стержні клапана у місці знаходження сухарів, який мішатиме виманю клапана з направляючої втулки. При необхідності наклеп на пильником спилюють, і виймають з направляючої клапан. Таким же образом знімають і інші клапани, очищають їх від нагару та промивають. Очищають сідла клапанів, впускні і випускні канали головки циліндрів, направляючі клапанів і промивають головки. Перевіряють стан клапанів, сідел, направляючих втулок, пружин клапанів, виконують необхідний ремонт і встановлюють клапани на місце в зворотній послідовності.
При розбиранні необхідно перевірити наконечники стержнів клапанів на відсутність підвищеного зносу і тріщин, нормальну (до упора) посадку на стержні випускних клапанів. При наявності пошкоджень на поверхні наконечника з носком коромисла його слід замінити. Встановлюючи новий наконечник, перевіряють прилягання його по площині торця стержня випускного клапана.
2.6 Опис слюсарних операцій які проводяться при ремонті або після відновлення
Відновлення розподільчого вала.
Опірні шийки розподільчого вала шліфують під зменшений ремонтний розмір а в блок встановлюють втулки ремонтного розміру. Кулачки шліфують до видалення слідів спрацювань і відновлення профілю кулачка. Спрацьовану шийку під розподільну шестерню відновлюють насталюванням і обробкою піл номінальний розмір. Шпонкову канавку фрезерують під збільшений розмір або наплавляють спрацьовані краї та фрезерують під номінальний розмір.
Спрацьовану різьбу наплавляють, потім нарізують нову номінальну різьбу або проточують і нарізують різьбу зменшеного розміру з виготовленням нової гайки.
Вигин розподільчого вала усувають випрямлянням холодним методом на призмах під пресом.
Відновлення штовхачів.
Спрацьований стержень штовхача шліфують під зменшений ремонтний розмір або наносять шар вібродуговим наплавленням після чого обробляють під номінальний розмір.
Відновлення коромисла та осі коромисел.
Отвір коромисла під вісь відновлюють розвертанням до збільшеного ремонтного розміру, встановленням втулки і обробкою її до нормального або зменшеного розміру.
Спрацьований бойок коромисла шліфують по шаблону до видалення слідів спрацювань;при висоти бойка його наварюють та обробляють по шаблону до нормального розміру.
Вісь коромисел відновлюють шліфуванням під зменшений ремонтний розмір або нарощують (вібродуговим наплавленням, хромуванням, насталюванням) і обробляють під нормальний або збільшений ремонтний розмір. Погнуту вісь вирівнюють холодним способом. Шліфовка фасок головок клапанів.
Як що на фасках головок клапанів значне спрацювання, раковини, невеликі ділянки прогару або другі пошкодження, порушуючи щільність посадки клапанів до сідел, то для видалення їх необхідно прошліфувати фаски. Сліди точкової ерозії на робочій фасці не являються основою для шліфовки клапанів, якщо вони не порушають ущільнення.
Робочі фаски клапанів шліфують на шліфувальних станках або на універсальному обладнані з допомогою супортно-шліфувального приспособлення. Робочу поверхню шліфують під кутом 45° до осі стержня. При шліфуванні знімають мінімальну кількість металу, необхідне для того, щоб вивести знос. Перевіряють висоту циліндричного пояска головки клапана. Якщо після шліфуванні фаски ця висота стане меншою до 0,3 мм, то клапан замінюють. При виявленні згину стержня клапана його також слід замінити. Перевіряють концентричність робочої фаски клапана відносно його стержня на приспособлені з індикаторними головками. Взаємне биття поверхні фаски відносно стержня клапана повинно бути не більше 0,025 мм.
Шліфовка фасок сідел клапанів.
Таку операцію виконують при заміні направляючих втулок, клапана, а також при зносі фасок і для встановлення концентричності фасок відносно отворів у направляючих втулках. Сідла впускних і випускних клапанів виготовляють із спеціального чавуну високої твердості, тому їх обробляють тільки шліфуванням. Для шліфування застосовують шліфувальну машинку з електричним приводом. Машинка повинна бути споряджена набором абразивних кругів з конусами 60, 90 и 120° і зовнішнім діаметром 31...32 мм, набором оправок, які вставляються в отвори направляючих втулок, і пристроєм для правки абразивних кругів. Перед шліфуванням фаски підбирають оправку, яка повинна міцно входити в отвір втулки. Шліфувальний камінь заправляють під кутом 89°±30. Шліфування сідла клапана проводять до тих пір, поки інструмент не почне знімати метал рівномірно по всій площині. При цьому слід запобігати зайвого зняття металу. Перевіряють концентричність шліфованої фаски сідла клапана і осі направляючої втулки пристроєм з індикаторною головкою. Допустиме биття для фасок сідел впускних і випускних клапанів повинно бути не більше 0,05 мм. При відсутності пристрою можна обійтись перевіркою прилягання фаски клапана до сідла по красці Після перевірки концентричності перевіряють ширину і місце розташування на фасці поверхні дотику головки клапана з сідлом. Для цього наносять на сідлі клапана тонкий шар краски (суміш масла з лазур’ю або ультрамарином). Встановлюють клапан в направляючу втулку і, притискаючи до сідла, провертають його.
Поясок краски на робочій фасці клапана повинен розташовуватись по середині по всій площині, а ширина пояска повинна бути 1,4...2,0 мм як для впускного, так і для випускного клапанів (мал. 12). Якщо вказані тренування не виконані, необхідно пошліфувати додатково сідло клапана. При цьому абразивний інструмент повинен мати кут 60 або 120° в залежності від того, куди потрібно змістити робочу фаску сідла клапана.

Мал. 12 - Кути шліфування сідла клапана
Притирання клапанів до сідел.
Для забезпечення герметичності після шліфування робочих фасок клапанів або сідел, при заміні направляючої втулки або при незначних зносах сідел і головок клапанів, клапани притирають до сідел. Таку операцію виконують в наступному порядку.
Наносять на фаску головки клапана тонкий шар притирочної пасти, приготовленої у вигляді суміші мілкого шліфувального порошку (шлиф-порошок електрокорунд М14) з маслом для двигуна. Змазують стержень клапана веретьонним маслом, встановлюють його в направляючу втулку, закріплюють в пристрої для притирання клапанів і, провертаючи по черзі в обоє сторони, легенько прижимаючи до сідла. При притиранні клапанів не слід знімати з робочих фасок клапанів і сідел надто багато металу, так як це скорочує число ремонтів сідла і клапана і тим самим зменшує загальне продовження їх служби.
До кінця притирання зменшують кількість шліфувального порошку в притирочній пасті, а часу, коли притираючи поверхні стануть гладкими і приймуть рівний сірий колір, притирку проводять тільки на маслі. Зовнішньою ознакою високоякісного притирання є замкнутий поясок однакового матово-сірого кольору на робочих поверхнях головки клапана і його сідла. Ширина пояска повинна бути для впускних і випускних клапанів 1,4...2 мм. Після притирання промивають клапани і сідла від притирочної пасти і перевіряють, чи не потрапила паста на робочу поверхню направляючих втулок, так як паста може привести к інтенсивному зносу направляючих і стержнів клапанів. Для перевірки герметичності клапанів необхідно зібрати клапанний механізм і залити керосин у впускні і випускні отвори головки циліндрів. При втриманні протягом 3 хв. пропускання керосин через клапани не допускається. У випадку пропускання керосину слід повторювати притирання.
2.7 Перелік інструменту, приладів, які використовувались
Під час ремонту газорозподільного механізму використовується велика кількість інструментів, приладів та приспособлень.
Для того щоб розібрати та зібрати газорозподільний механізм потрібно мати:
- набір ключів і головок;
викрутка;
- динамометричний ключ;
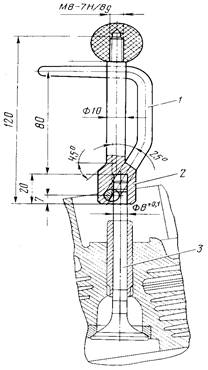
- зйомник пружин клапана (Мал. 13)

Мал. 13 - Зйомник пружин клапана
Для проведення контрольних замірів та обмірів використовують:
штанген-циркуль;
індикаторний нутромір;
мікрометр (мал. 14);

Мал. 14 - Мікрометр для вимірювання зносів кулачків та опірних шийок розпредвалу
Для перевірки деталей на концентричність використовують:
- пристрій для перевірки клапана (мал. 15);
- пристрій для перевірки концентричності сідла та направляючої втулки клапана (мал. 16);

Мал. 15 - Пристрій для перевірки клапана на концентричність робочої фаски головки і стержня: 1-плита; 2-призма; 3-держатель; 4- шарик; 5-стойка; 6, 7-індикатори

Мал. 16 - Пристрій для перевірки концентричності фаски сідла клапана і осі направляючої втулки: 1-шариковая головка; 2-вращающая муфта; 3-держатель; 4- оправка; 5- індикаторна головка
Після запресування сідло необхідно зачеканити по контуру оправкою (див. мал. 17).

Мал. 17 - Оправка для зачеканювання сідла клапана: 1-корпус; 2- штифт; 3- вставка; 4- підставка
Для шліфування фаски сідла клапана застосовують шліфувальну машинку з електричним приводом (мал. 18).

Мал. 18 - Шліфовка фаски сідла клапана
Притирання клапана до сідла клапана проводять спеціальним пристроєм (див. мал. 19).
Мал. 19 - Пристрій для притирки клапанів: 1 - зажим; 2 - оправка; 3 - клапан.
Напресування шестерні розподільчого вала проводять за допомогою оправки (див. мал. 20).

Мал. 20 - Оправка для напресування шестерні розподільчого вала: 1 - розподільчий вал; 2 - фланець розподільчого вала; 3 - шестерня розподільчого вала; 4 - оправка
Щоб відрегулювати правильну роботу механізму газорозподілення необхідно правильно виставити тепловий просвіт. Для виконання такої операції необхідно мати набір щупів.
2.8 Після ремонтна діагностика, перевірка, обкатка
Відремонтований та відрегульований газорозподільний механізм підлягає перевірці, діагностиці та обкатці для довшої працездатності. Технічний стан при цьому визначається зовнішнім оглядом, за шумами та вібраціями і герметичністю над поршневого простору.
Методи діагностики механізмів двигуна базуються на зміні діагностичних параметрів, які допомагають його роботі і тісно пов’язані зі структурними параметрами його основних елементів. Знаючи заміряні нормативні значення діагностичних параметрів, можна визначити без розбирання технічний стан двигуна.
Діагностування газорозподільного механізму за шумами та вібраціями дозволяє визначити чи є зазор між клапанами і штовхачами, клапанами і направляючими втулками, у підшипниках розподільчого вала та неправильне встановлення теплового зазору.
Діагностика по герметичності над поршневого простору циліндрів двигуна виконується по виміру компресії, прориву газів у картер двигуна, розрідженню у впускному колекторі, та по втраті компресії.
Втрату компресії через клапани двигуна, що вказує на їх несправність, визначають прослуховуванням за допомогою фонендоскопа або візуально по коливанням пушинок в індикаторі, встановленим у свічних отворах, сусідніх з перевіряючим циліндром. Втрату компресії через прокладку головки циліндрів визначають за допомогою кульок повітря, які появляються в горловині радіатора або на стику.
При автоматизованому діагностуванні заключні заміряні величини амплітуд і їх зміщений зрівнюють з еталонними, збереженими в блоці ЕВМ.
Довговічність роботи двигуна та безпосередньо механізму газорозподілу залежить від режиму експлуатації в початковий період після його ремонту, для чого після ремонту двигун потрібно обкатати. Під час обкатки проходить припрацювання деталей, осідання прокладок. Тому обкатку двигуна потрібно проводити на невеликих його навантаженнях, протягом 3000 км пробігу.
2.9 Перелік робіт, що необхідно проводити при ЩТО,ТО-1, ТО-2, СТО після ремонту, щодо завданої частини автомобіля
ТО – це комплекс обов’язкових робіт, які проводяться до кожного механізму і системи через певний пробіг кілометрів автомобіля, або після тривалого стояння автомобіля, роботи спрямовані для своєчасного виявлення зносу, або пошкодження деталей і для підтримки автомобіля в працездатному стані.
Види технічного обслуговування (ТО):
щоденне технічне обслуговування (ЩТО);
планове технічне обслуговування (ТО-1 і ТО-2);
сезонне технічне обслуговування (СТО).
ЩТО Очистити двигун від бруду та перевірити його стан. Двигун очищають від бруду скребками пензлем змоченим у розчині соди або прального порошку, а потім витирають насухо. Стан двигуна перевіряють зовнішнім оглядом і прослуховуванням його роботи на різних режимах.
ТО-1 Перевірити кріплення опор двигуна, а також герметичність з’єднання головки циліндрів, піддона картера, сальника колінчастого вала. Про нещільність прилягання головки можна судити за підмоклими місцями на стінках блока циліндрів. Нещільності прилягання піддона картера й сальника колінчастого вала виявляють за потьокками масла.
Перевіряючи кріплення опор двигуна, треба розшплінтувати, підтягнути до упору й знову зашплінтувати.
ТО-2 Підтягнути гайки кріплення головки циліндрів (на холодному двигуні за допомогою динамометричного). Зусилля під час затягування має становити 73…78 Н. Підтягувати різьбові з’єднання слід рівномірно, без ривків, у точно визначеному порядку для кожного типу двигуна. Затягувати гайки кріплення головки блока треба від центра, поступово переміщуючись до країв. На V-подібних двигунах перш ніж підтягувати кріплення головок циліндрів, слід злити воду із системи охолодження й послабити гайки кріплення випускного трубопроводу. Після підтягування гайок головки циліндрів треба знову затягнути гайки випускного трубопроводу й відрегулювати зазори між клапанами та коромислами.
Кріплення піддона картера виконують на оглядовій ямі. При цьому автомобіль треба загальмувати стоянковим гальмом, увімкнути найнижчу передачу, вимкнути запалювання, а під колеса підкласти колодки. Перевірити зазори між стержнями клапана та носком коромисла і, якщо треба, відрегулювати його.
2.10 Пропозиції, що до уникнення подібних дефектів та полегшення проведення подібного ремонту
Запобігаючи виникненню подібних дефектів на деталях газорозподільного механізму необхідно під час ремонту забезпечити довговічність його роботи.
Довговічність роботи відремонтованого механізму характеризується його здатністю працювати до появи граничного стану з необхідними перервами для технічного обслуговування чи ремонту і оцінюється його ресурсом та строком служби. Вона залежить від конструктивних особливостей деталей і формується в процесі ремонту. Довговічність визначається технічними, технологічними і економічними показниками.
Технічні показники – це точність розмірів, величина зазорів, шорсткість та фізико механічні властивості металопокриттів, биття, герметичність з’єднань.
До технологічних показників належать способи відновлення і зміцнення поверхонь, точність механічної обробки, способи захисту від корозії, якість складання, регулювання та припрацювання деталей.
Економічні показники характеризують витрату матеріалів і запасних частин, трудомісткість і собівартість ремонту.
Основні шляхи підвищення довговічності роботи:
розробка науково обґрунтованих технічних вимог на ремонт;
застосування науково обґрунтованих типових і групових технологічних процесів ремонту;
раціональний вибір способів відновлення деталей, що забезпечують підвищену зносостійкість;
застосування високоефективних матеріалів та якісних запасних частин;
застосування прогресивних процесів обкатування, припрацювання та випробування відремонтованого механізму;
організація виробничого процесу, що забезпечує якісне виконання всіх операцій, починаючи з прийняття в ремонт і закінчуючи здачею відремонтованого механізму;
3. ОХОРОНА ПРАЦІ
3.1 Техніка безпеки при виконанні описаних робіт
Проводити ремонт дозволяється особам яким виповнилось 17 років, що пройшли медогляд, курс навчання. Допущених до роботи, що пройшли інструктаж по техніці безпеки і пожежної безпеки.
Одяг робітника повинен бути чистим, добре підходити по розміру, охайно заправлений.
Якщо робота проводиться в закритому приміщенні, то воно повинне бути чистим, з твердою підлогою і добре освітлювалися й провітрювалися.
Робота двигуна в приміщенні допускається лише з доброю вентиляцією.
Інструменти і пристрої при роботі повинні бути справними, чистими й сухими.
При роботі з ключами використовуйте такі на ручках яких немає, завушниць та інших поломок, що викликають не тільки мозолі а й пошкодження шкіри руки.
Використовуйте ключі відповідних розмірів, тому що інші зривають грані гайок і болтів.
Забороняється підкладати металеві пластини між гранями гайки і губками ключа.
Ключі з спрацьованими губками непридатні до роботи, тому що вони зриваються і робітник може пошкодити руки.
Не допускається працюватися ключем з тріщинами, тому що він може зламатися і пошкодити руку.
Рух руки при роботі з ключем повинен бути направлений «до себе», а не «від себе».
При відкрученні туго сидячих гайок і болтів в практиці використовують подовжувачі. Не можна використовувати нарощуючи труби, тому що при виготовлені ключа його міцність розраховують на відповідний момент, при збільшені моменту ключ може зламатися і робітник може травмуватися.
Подовжувати ключ другим ключем забороняється тому, що ключ може не тільки зламатися, а й зриватися.
ВИКОРИСТАНІ ДЖЕРЕЛА
1. Дюмін І.Е., Трегуб Г.Г. Ремонт автомобілів. – М.: Транспорт, 1999.
2. Боднев А.Г., Шаверин Н.Н. Лабораторний практикум по ремонту автомобілів. – М.: Транспорт, 1989.
3. Дехтеринский Л.В., і др. Ремонт автомобілів. – М.: Транспорт, 2001.
4. Есенбермин Р.Е. Відновлення автомобільних деталей зваркою, наплавленням і паянням. – М.: Транспорт, 2002.
5. Кісліков В.Ф., Лущик В.Р. Будова і експлуатація автомобілів: Підручник. – К.: Либідь, 2000. – 400 с.
6. Круглов С.М. Устройство, техническое обслуживание и ремонт легковых автомобилей: Учеб. пособие. – М.: Висш. шк., 1987. – 336 с.
7. Шейнин С.А., Стрюк Н.Н. Автомобілі ЗАЗ. Промінь. 1983. – 222 с.
8. Суханов В.Н. і ін. Технічне обслуговування і ремонт автомобілів (посібник з курсового дипломного проектування). – М.: Транспорт, 2001.
9. Zaz.kiev/ua/forum/viewtopik.php
10. www.zazoffroad.narod.ru
11. alaukhov.narod.ru/../re_crank.html
|
