Введение
Курсовое проектирование по технологии производства и ремонта вагонов выполняется с целью закрепления знаний, полученных при изучении технологических и других дисциплин.
В процессе выполнения курсового проекта студент показывает умение пользоваться справочниками, нормативной документацией, технической литературой, инструкциями, приобретает опыт в проектировании технологического процесса, конструировании, модернизации и расчете средств модернизации и автоматизации при ремонте деталей и сборочных единиц вагонов.
Технология вагоностроения и ремонта вагонов является наукой, которая изучает сущность, взаимосвязь, развитие многочисленных и разнообразных технологических процессов, используемых при изготовлении и ремонте вагонов в целом, их сборочных единиц и деталей.
Курс технологии вагоностроения и ремонта вагонов обобщает огромный практический опыт и связывает многие теоретические и технические дисциплины, синтезируя содержащийся в них материал применительно к решению технологических задач. Одновременно с этим путем изучения, анализа и обобщения производственного опыта создаются и развиваются основные теоретические положения технологии вагоностроения и ремонта вагонов, являющиеся научной базой методов разработки и осуществления технологических процессов.
Главное направление развития современного вагоноремонтного производства состоит в его дальнейшей индустриализации, основой которой служит система машин, обеспечивающая комплексную механизацию и автоматизацию технологических процессов ремонта вагонов и производства запасных частей.
1. Характеристика сборочной единицы
Буксовые узлы относятся к ходовым частям вагона. Они являются ёмкостью для размещения смазки и местом размещения подшипников. Буксовые узлы соединяют колёсные пары с рамой тележки, предохраняют шейки от повреждения и загрязнения, а также ограничивают продольные и поперечные перемещения колёсной пары относительно тележки. Буксовый узел воспринимает и передает колёсным парам силы тяжести гружёного кузова, а также динамические нагрузки, возникающие при движении вагона по кривым участкам и стрелочным переводам, неровностям пути и стыкам рельсов, при торможении и наезде колеса на башмак во время роспуска вагонов с горки, при наличии неравномерного проката и ползуна на поверхности катания колёс и др.
Реклама

Буксы являются важнейшими элементами ходовых частей вагона, от надёжности которых во многом зависит безопасность движения поездов. Буксовый узел располагается на шейке оси и преобразует вращательное движение колёсных пар, обеспечивая продвижение вагона с необходимыми скоростями.
Оснащение вагонов буксами с подшипниками качения обеспечивают важные преимущества по сравнению с буксами, оборудованными подшипниками скольжения, основными из которых являются: снижение отказов в связи с резким снижением случаев перегрева букс, в результате чего увеличиваются скорости движения; сокращается расход топлива и электроэнергии локомотивами, расход смазки уменьшается и др. Важным преимуществом перевода вагонов на роликовые подшипники является улучшение экологии и социальных условий работников вагонного хозяйства.
Основными требованиями к буксам при проектировании, являются: безотказность и долговечность работы в экстремальных условиях эксплуатации в течение установленного срока службы; простота выполнения операций по монтажу и демонтажу буксовых узлов при ремонте; надёжная герметизация буксового узла от попадания пыли и влаги; обеспечение взаимозаменяемости и унификации деталей.
Буксы следует проектировать так, чтобы равнодействующая нагрузка проходила через середину шейки оси.
При горячей посадке буксы внутреннее кольцо, имея определённый натяг, нагревается и свободно одевается на шейку оси, а после остывания прочно охватывает её.
2. Характеристика детали (корпуса буксы пассажирского вагона)
Корпус буксы предназначен для передачи нагрузки от массы вагона на шейку оси, ограничения перемещений колесной пары вдоль и поперек относительно рамы тележки и размещения подшипников (рис. 2.1).

Рисунок 2.1 – Корпус буксы
В корпус буксы закладывают смазку. Конструкция корпуса буксы определяется схемой опирания рамы тележки на буксовый узел и конструкцией лабиринтной части его.
Корпус может быть изготовлен с опорными кронштейнами и сплошной лабиринтной частью либо с пазами для челюстей и с впрессованной лабиринтной частью.
Корпус буксы пассажирских вагонов может изготавливаться из стали. Стальной корпус представляет собой отливку из стали марок 20ФЛ, 20ГЛ. С целью получения мелкозернистой структуры отливки корпуса подвергаются термической обработке.
Реклама

20ГЛ сталь для отливок обыкновенная. Химический состав стали приведён в таблице 2.1.
Таблица 2.1 – Химический состав в% материала 20ГЛ
| C |
Si |
Mn |
S |
P |
| 0.15 – 0.25 |
0.2 – 0.4 |
1.2 – 1.6 |
до 0.04 |
до 0.04 |
Твёрдость материала по Бринеллю составляет 143 – 187 НВ. Применяется для изготовления деталей к которым предъявляются требования по прочности и вязкости, работающие под действием статических и динамических нагрузок.
Механические свойства стали 20ГЛ представлены в таблице 2.2.
Материал 20ФЛ применяется для изготовления крупногабаритных деталей грузовых вагонов: корпусов автосцепки, тяговых хомутов, надрессорных балок и боковых рам тележек.
Таблица 2.2 – Механические свойства при Т = 200
С материала 20ГЛ
| Сортамент |
Размер,
мм
|
Напр. |
SB
,
Мпа
|
ST
,
Мпа
|
d5
, % |
y, % |
KCU,
кДж/м2
|
Термообр. |
| - |
- |
- |
550 |
280 |
18 |
25 |
250 |
Закалка 880 – 9000
, Отпуск 600 – 6500
|
20ФЛ для отливок обыкновенная. Химический состав стали в процентах приведён в таблице 2.3.
Таблица 2.3 – Химический состав в% материала 20ФЛ
| C |
Si |
Mn |
Ni |
S |
P |
Cr |
V |
Cu |
| 0.14 – 0.25 |
0.2 – 0.52 |
0.7 – 1.2 |
до 0.3 |
до 0.05 |
до 0.05 |
до 0.03 |
0.06 – 0.12 |
до 0.3 |
Механические свойства стали 20ФЛ представлены в таблице 2.4.
Таблица 2.4 – Механические свойства при Т = 200
С материала 20ФЛ
| Сортамент
|
Размер,
мм
|
Напр. |
SB
,
Мпа
|
ST
,
Мпа
|
d5
, % |
y, % |
KCU,
кДж/м2
|
Термообр. |
| Отливки
|
до 100 |
- |
500 |
300 |
18 |
35 |
500 |
Нормализация 920 – 9600
, Отпуск 600 – 6500
|
Примечание к таблицам 2.2 и 2.4:
SB
– предел кратковременной прочности, Мпа;
ST
– предел пропорциональности (предел текучести для остаточной деформации), МПа;
d5
– относительное удлинение при разрыве, %;
y – относительное сужение, %;
KCU – ударная вязкость, кДж/м2
.
Корпус буксы пассажирского вагона выполнен заодно целое с лабиринтной частью. В нижней части корпус с обеих сторон имеет кронштейны с отверстиями, через которые пропущены шпинтоны. На кронштейны опираются пружины буксового подвешивания, а на них – рама тележки. Для обеспечения рационального распределения нагрузки на ролики подшипников свод корпуса букс имеет переменное сечение. С передней стороны корпуса буксы, к которому может крепиться промежуточная часть редукторно – карданного привода, поставлены шпильки. Они ввернуты в отверстия для болтов крепительной крышки. В потолке буксы пассажирского вагона делается несквозное отверстие М16X1.5 для постановки термодатчика, предназначенного для контроля температуры нагревания буксового узла при движении поезда.
2.1 Конструкция буксового узла
Типовой буксовый узел пассажирского вагона с креплением подшипников гайкой М 110 имеет корпус буксы, передний и задний подшипники на горячей посадке, лабиринтное и уплотнительное кольца, крепительную и смотровую крышки, стопорную планку, торцевую гайку, болты, уплотнительное кольцо и пружинную шайбу (рис. 2.3).
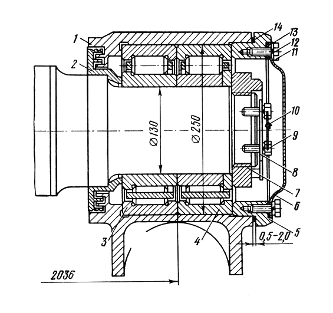
Рисунок 2.3 – Букса пассажирского вагона с двумя цилиндрическими подшипниками с торцевым креплением гайкой
1 – корпус буксы;
2 – лабиринтное кольцо;
3 – задний подшипник;
4 – передний подшипник;
5 – крепительная крышка;
6 – смотровая крышка;
7 – торцевая гайка;
8 – стопорная планка;
9 – болт М12 стопорной планки
с пружинной шайбой;
10 – проволока;
11 – болт М12 смотровой крышки;
12 – пружинная шайба;
13 – прокладка;
14 – кольцо уплотнительное.
Особенность конструкции буксы пассажирского вагона заключается в том, что в нижней части корпуса отлиты заодно с ним кронштейны с отверстиями для пропуска шпинтонов, укреплённых на раме тележки. Кронштейны предназначены для размещения пружин буксового подвешивания. Свод корпуса буксы выполнен переменного сечения для рационального распределения нагрузок на ролики цилиндрических подшипников. Передняя часть корпуса позволяет устанавливать редукторно-карданный привод подвагонного генератора. В потолке корпуса буксы имеется несквозное отверстие с резьбой, служащее для крепления термодатчика контроля за состоянием буксы при движении вагона. Задняя часть корпуса буксы выполнена за одно целое с лабиринтной частью.
Лабиринтное кольцо прочно одевают на предпоступичную часть оси. Вместе с лабиринтной частью корпуса буксы оно обеспечивает необходимую герметичность заднего её затвора. Крепительная крышка предназначена для фиксации наружных колец подшипников и совместно с уплотнительным кольцом герметизируют передний затвор буксы. В зависимости от типа буксы крепительные крышки могут иметь четыре или восемь отверстий для болтов. Смотровая крышка позволяет производить промежуточную ревизию буксы и обточку колёсной пары без демонтажа букс. Крышки изготовляться из стали.
3. Характеристика условий эксплуатации корпуса буксы
Буксовые узлы используются в сложных условиях эксплуатации: различных температурных режимах (от -500
С до +600
С); различных режимах атмосферного давления и влажности; различной интенсивностью использования и простоя вагона. Использование происходит в различных климатических зонах.
От исправного состояния буксовых узлов в большой степени зависит безопасность движения поездов. Являясь необрессоренной частью вагона, буксовый узел испытывает в пути следования значительные статические и динамические нагрузки, которые особенно велики при наличии на колесных парах ползунов, выщербин, «наваров», а также при проходе вагона по стыкам и дефектам рельсов. При проходе кривых участков железнодорожного пути, буксы испытывают большие осевые нагрузки. Буксовый узел требует высокой квалификации и точности выполнения работ по ремонту деталей и монтажу. Сложность своевременного выявления неисправностей объясняется также их конструктивными особенностями. Буксы герметично закрыты и за короткое время стоянки вагона на ПТО не предоставляется возможным визуально проконтролировать состояние подшипников и деталей крепления.
4. Существующая технология ремонта детали
В эксплуатации буксы воспринимают все основные статические и динамические нагрузки от рамы тележки и передают их к вращающимся осям вагона. Вследствие чего, при промежуточной и полной ревизии буксовых узлов слесарями обнаруживаются дефекты в виде трещин, забоин, заусенец, повреждение резьбы и т.д.
В процессе эксплуатации со стороны вагона через боковую раму на корпус буксы действуют продольные усилия F2
, F4
, F5
и поперечные F3
, F6
, F7
, возникающие при торможении и в кривых участках пути; сказывается трение скольжения (рис. 2.4). Подобные воздействия приводят к износу трущихся поверхностей корпуса буксы, при ремонте устраняются наплавкой и фрезеровкой.

Рисунок 4 – Силы, действующие на корпус пассажирской буксы
На кронштейны корпуса опираются пружины буксового подвешивания, которые также взаимодействуют с рамой тележки и подвергаются нагрузке F1
. Между отверстиями под шпинтоны в кронштейнах и фрикционными гасителями колебаний возникают крутящие моменты М3
и М4
, в результате механического изнашивания фрикционных клиньев, обеспечивающих устойчивое положение гасителей (см. рис. 2.4). Выше перечисленные моменты и сила приводят к сквозным трещинам на корпусе буксы, мелким надрывам на необработанной поверхности и к конусности внутреннего диаметра отверстия для шпинтонов, что опасно выпрыгиванием пружины и изломом кронштейнов. Эти виды дефектов устраняются наплавкой и фрезеровкой.
Недостаточное или чрезмерное усилие F9
при креплении крепительной крышки, приводит к возникновению крутящих моментов М5
, М6
, вследствие чего повреждается резьба М20 (износ, срыв резьбы) или происходит срыв болтов (см. рис. 2.4). Допускается срыв до 3 ниток резьбы, 3 – 6 – ремонтируется, более 6 – бракуется. Износ резьбы устраняется сверлением, с последующей наплавкой, зенкерованием и восстановлением.
Внутренняя посадочная поверхность корпуса буксы подвергается химическому воздействию внешней среды, в результате чего возникает коррозия, на посадочной цилиндрической поверхности выявляются продольные задиры и риски, а также местная выработка – за счёт крутящих моментов М1
и М2
, возникающих вследствие осевого разбега подшипников, попадании в корпус жидкости и грязи. Износ поверхности устраняется наплавкой и последующей фрезеровкой, коррозия – шлифовальной шкуркой №6 пропитанной трансформаторным или индустриальным маслом, далее протирается ветошью, смоченной керосином, а затем сухой. Не допускается зачистка поверхности до металлического блеска.
Лабиринтная часть, которая препятствует вытеканию смазки из буксы и попаданию в неё механических примесей при ослаблении, оказывает усилия на корпус, возникающие при этом крутящие моменты М7
, М8
, приводят к появлению на поверхности ржавчины, заусенец, забоин на лабиринтных проточках, что опасно разгерметизацией буксового узла. Корпус от коррозии зачищается шлифовальной шкуркой №6 пропитанной трансформаторным или индустриальным маслом, далее протирается ветошью, смоченной керосином, а затем сухой. Износ поверхности устраняется наплавкой и фрезеровкой. Заусенцы, забоины, задиры на лабиринтных проточках устраняются зачисткой с последующей наплавкой и фрезеровкой.
5. Разработка технологии восстановления детали
Наплавкой называется процесс нанесения с помощью сварки слоя металла на поверхность изделия. При восстановлении, ремонте наплавку выполняют примерно тем же металлом, из которого изготовлено изделие. Наплавка может выполняться металлическими штучными электродами, стальной наплавочной проволокой (лентой) и твердыми сплавами.
Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл близок по составу и механическим свойствам основному металлу. Наплавка функциональных покрытий служит для получения на поверхности изделий слоя с необходимыми свойствами. Основной металл обеспечивает необходимую конструкционную прочность. Слой наплавленного металла придаёт особые заданные свойства: износостойкость, термостойкость, коррозионную стойкость и т.д.
Важнейшие требования, предъявляемые к наплавке, заключаются в следующем:
– минимальное проплавление основного металла;
– минимальное перемешивание наплавленного слоя с основным металлом;
– минимальное значение остаточных напряжений и деформаций металла в зоне наплавки;
– занижение до приемлемых значений припусков на последующую обработку деталей.
Наплавку производят при восстановлении изношенных и при изготовлении новых механизмов. Наиболее широко наплавка применяется при ремонтных работах.
5.1 Автоматическая наплавка под флюсом
Автоматическая дуговая наплавка под флюсом – это дуговая наплавка, при которой дуга горит под слоем сварочного флюса, а подача плавящегося электрода и перемещение дуги вдоль наплавляемой поверхности детали механизированы.
Данный вид наплавки применяется для восстановления поверхности деталей диаметром более 50 мм и плоских деталей с величиной износа от 1 до 15 мм. Детали с большой величиной износа наплавляют в несколько слоев. Для наплавки используют переоборудованные токарно – винторезные станки с частотой вращения шпинделя от 0,25 до 4 об/мин, на суппорте которых установлены наплавочные головки или установки. Источником тока являются сварочные преобразователи или выпрямители.
Сущность наплавки под слоем флюса состоит в том, что в зону горения дуги автоматически подается сыпучий флюс в гранулах размером от 1 до 4 мм и электродная проволока. Под действием высоких температур часть флюса плавится, образуя вокруг дуги эластичную оболочку из жидкого флюса, которая защищает расплавленный металл от окисления, поглощения азота и других элементов. Вследствие этого наплавленный металл приобретает высокую пластичность, так как в нем оказывается примерно в 20 раз меньше кислорода и в 3 раза меньше азота, чем при ручной наплавке. Потери металла на разбрызгивание, угар, огарки не превышают при этом 2–4%, в то время как при ручной наплавке они в 10 раз больше.
Флюс создает благоприятные условия для выхода газов из сварочной ванны, т.е. способствует формированию однородного и плотного слоя наплавленного металла с меньшим количеством шлаковых и газовых включений и хорошими механическими свойствами. Кроме того, вследствие длительного контакта флюса с жидким металлом происходит легирование наплавленного слоя. При автоматизации процесса не только получается более качественный шов, но и значительно повышается производительность труда, экономнее расходуется электродная проволока и электроэнергия. Кроме того, работу могут выполнять сварщики более низкой квалификации.
Вместе с тем у автоматизированного процесса имеются и недостатки: значительная глубина зоны термического влияния; затруднения при наплавке деталей диаметром менее 100 мм, так как расплавленный флюс и шлак не успевают затвердеть и стекают с поверхности детали, и, кроме того, такие детали сильно деформируются; высокая стоимость флюсов, необходимых для получения слоя большой твердости; большие потери времени на вспомогательные работы.
Автоматической наплавкой под слоем флюса целесообразно восстанавливать детали классов «вал» и «отверстие» больших размеров, имеющих значительный износ, путем последовательного наложения сварных швов по винтовой линии при вращении детали.
5.2 Автоматическая вибродуговая наплавка
Снижение трудоемкости и повышение качества наплавочных работ может быть достигнуто в результате их автоматизации. Одним из эффективных процессов автоматической дуговой наплавки является вибродуговой способ. Этот способ отличается простотой и поэтому нашел широкое применение на ряде предприятий.Вибродуговая наплавка представляет собой разновидность автоматической электрической дуговой наплавки металлическим электродом. Деталь при этом вращается в центрах токарного станка, а проволока, используемая для наплавки, подается специальной автоматической головкой. Подача проволоки происходит при ее непрерывной вибрации. В результате этого процесс наплавки сопровождается чередующимися моментами горения дуги и короткого замыкания. Благодаря вибрации электрода наплавляемый металл переносится на деталь мелкими порциями. Это облегчает формирование тонких наплавленных слоев.
Поэтому способ вибродуговой наплавки широко применяют для восстановления деталей классов «вал» и «отверстие» сравнительно малого диаметра и с незначительным износом, а так же для восстановления изношенных поверхностей стальных и чугунных деталей довольно широкой номенклатуры.
Для вибродуговой наплавки чаще всего используют старые токарно-винторезные станки, обеспечивающие вращение детали и продольное перемещение вибродуговой головки, наплавочная головка и источник сварочного тока.
Вибрация электрода достигается электромагнитным или механическим вибратором, или за счет эксцентриситета мундштука головки.
В качестве наплавочных головок используют те же механизмы, что и при автоматической наплавке под слоем флюса. В них изменена только конструкция мундштука и отсутствует устройство для подачи флюса.
Этот способ, кроме снижения трудоемкости наплавочных работ, имеет следующие основные преимущества:
1. Незначительное коробление (деформация) деталей.
2. Небольшая зона термического влияния по сравнению с обычной дуговой или газовой наплавкой.
3. Наплавляемая деталь не требует предварительной особой подготовки поверхности.
4. Получение наплавленного слоя достаточной твердости без применения дополнительной термической обработки.
К недостаткам этого способа следует отнести часто возникающие дефекты в наплавленном металле в виде мелких газовых пор, трещин, а также неравномерную его твердость.
6. Предварительная механическая обработка
Механическая обработка является наиболее распространенным технологическим процессом изготовления различный по форме деталей с заданной точностью и качеством поверхностей.
Механическая обработка – обработка заготовки из различных материалов при помощи механического воздействия различной природы с целью создания по заданным формам и размерам изделия или заготовки для последующих технологических операций.
Фрезерование является одним из наиболее распространённых и высокопроизводительных способов механической обработки резанием. Обработка производится многолезвийным инструментом – фрезой.Горизонтальные плоскости обрабатываются цилиндрическими на горизонтально-фрезерных станках и торцовыми на вертикально – фрезерных станках фрезами. Поскольку у торцовой фрезы одновременно участвует в резании большее количество зубьев, обработка ими более предпочтительна.Торцовое фрезерование – наиболее распространенный и производительный способ обработки плоских поверхностей деталей в условиях серийного и массового производства.В данной работе механическая обработка выполняется торцевой фрезой на вертикально-фрезерном станке с ЧПУ 6520Ф3–36, который предназначен для фрезерования по программе деталей сложной формы торцовыми, концевыми, угловыми, и фасонными фрезами.Величина износа δиз
= 1 мм.
Припуск на предварительную механическую обработку подбираем исходя из геометрических размеров детали и величины износа обрабатываемой поверхности: δпр
= 0,2 мм.
Губину резания принимаем равной припуску на предварительную механическую обработку изношенной поверхности: t = 0,2 мм.
Исходной величиной подачи при черновом фрезеровании является подача на один зуб Sz
= 0,12 мм.
Скорость резания – окружная скорость фрезы, м/мин [8],
 (6.1) (6.1)
где Сv
– константа, зависящая от вида обработки, свойств инструментального и обрабатываемого материалов, Сv
= 41 мм;
D– диаметр фрезы, D = 90 мм;
T – период стойкости, Т = 180 мм;
Sz
– подача на один зуб, Sz
= 0,12 мм;
В-ширина фрезерования, В = D/(1,25 – 1,5) = 90/1,25 = 72 мм;
Z – число зубьев фрезы, Z = 16;
Kv
– общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания;
показатели степени:
q = 0,25;
m = 0,2;
х = 0,1;
у = 0,4;
u = 0,15;
p = 0.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания Kv
определяется по формуле [8]:
 (6.2) (6.2)
где Км
v
– коэффициент, учитывающий качество обрабатываемого материала, Км
v
= 1;
Кп
v
– коэффициент, учитывающий состояние поверхности заготовки Кп
v
= 1;
Ки
v
– коэффициент, учитывающий материал инструмента, Ки
v
= 1;

Частота резания, об/мин:
 (6.3) (6.3)
7. Расчёт режимов наплавки
В данной работе проводились расчёты двух автоматических видов наплавки, выбранных исходя из экономических и конструкционных соображений: под плавленым флюсом и вибродуговой.
Автоматическая наплавка может выполняться любым сварочным автоматом, однако удобнее применять специализированное оборудование.
Автоматы для вибродуговой наплавки отличаются от обычных наплавочных автоматов наличием вибратора и жидкостного охлаждения.
В качестве оборудования в данной работе для вибродуговой наплавки выбран автомат А – 874.
Автомат А – 874Н является наиболее совершенным аппаратом для наплавки. Этот автомат самоходного типа, предназначенный для выполнения самых различных работ при наплавке тел вращения, плоских деталей и изделий сложной формы. Большие технологические возможности автомата обеспечиваются комплектом сменных узлов и приставок применительно к различным случаям наплавки и электрической схемой, позволяющей вести наплавку с постоянной скоростью скоростью подачи, а также с автоматическим регулированием этого напряжения. Для этой цели в схеме использован универсальный привод.
Для автоматической наплавки под флюсом в качестве оборудования выбрансварочный автомат АДФ-800.
АДФ-800 предназначен для сварки и наплавки электродной проволокой под флюсом изделий из малоуглеродистых сталей.
Представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение, и защита дуги происходит автоматически по определенной программе. В процессе работы трактор передвигается по изделию или по уложенной на нем направляющей линейке.
Оборудование для наплавочных работ было выбрано по напряжению и току. Автомат на наплавки под флюсом имеет цену 70000 руб., для вибродуговой сварки автомат А-874Н стоит 75000 руб.
7.1 Расчёт режима автоматической наплавки под флюсом
Автоматическая наплавка под флюсом по сравнению с ручной дуговой имеет ряд преимуществ:
– улучшение качества наплавленного слоя;
– увеличение производительности труда;
– уменьшение расхода наплавочных материалов и более экономное расхода легирующих элементов;
– уменьшение расхода электроэнергии;
– улучшение условий труда.
На форму и размеры наплавленных валиков значительное влияние оказывает большое количество факторов.
Одним из основных факторов, определяющих эксплуатационные свойства восстановленных поверхностей, является марка электродной проволоки. Для механизированной наплавки под флюсом можно использовать сварочные проволоки (ГОСТ 2246 – 70) и наплавочные (ГОСТ 10543 – 82).
Состав флюса и его грануляция оказывают существенное влияние не только на устойчивость горения дуги, но и на форму и размеры наплавленного слоя. Флюсы сварочные наплавленные выпускаются в соответствии с ГОСТ 9087 – 81.
Для механизированной наплавки углеродистых и низколегированных сталей углеродистыми и низколегированными наплавочными проволоками применяются флюсы АН – 348, АН – 348 – АМ, АН – 348 – В, АН – 348 – ВМ, ОСЦ – 45, ФЦ – 9, АН – 60.
Флюсы АН – 348 обеспечивают удовлетворительную стабильность горения дуги при любом роде тока и хорошее формирование валиков наплавленного металла. Флюс обладает пониженной склонностью к образованию пор и дает удовлетворительно отделяемую шлаковую корку.
Флюсы ОСЦ обладают пониженной склонностью к образованию пор в наплавленном металле. Хорошее формирование валиков наплавленного металла получается при повышенном напряжении дуги. Недостатком этих флюсов является значительное выделение вредных фтористых газов.
Флюс АН – 60 является заменителем флюсов АН – 348 – А и ОСЦ – 45. Он обеспечивает хорошую отделяемость шлаковой корки. В сочетании с углеродистыми и низколегированными проволоками позволяет получить более высокую твердость наплавленного металла в сравнении с АН – 348 – А.
Выбираем проволоку Нп – 40, флюс АН – 348.
Толщина наплавленного слоя:
 (7.1.1) (7.1.1)
где δпр
– величина припуска на предварительную механическую обработку, δн
= 0,2 мм;
δ0
– величина припуска на механическую обработку, δ0
= 0,6 мм;
δиз
– величина износа, δиз
= 1 мм;

Диаметр электрода dэл
=2 мм.
Ширина наплавленного слоя определяется по формуле:
 (7.1.2) (7.1.2)

Рассчитаем величину тока наплавки:
 (7.1.3) (7.1.3)
где j – плотность тока, j = 60 – 140 А/мм2
Напряжение дуги:
 (7.1.4) (7.1.4)
Скорость подачи электрода:
 (7.1.5) (7.1.5)
где αр
– коэффициент расплавления;
ρ – плотность металла проволоки, г/см3
 (7.1.6) (7.1.6)
Скорость подачи электрода для тока обратной полярности:
Vэл
= 
Шаг наплавки определяется из условия перекрытия валиков на 1/2 – 1/3 их ширины:
 (7.1.7) (7.1.7)

Скорость наплавки по формуле:
 , (7.1.8) , (7.1.8)
где αн
– коэффициент наплавки, г/А∙ ч;
ρ – плотность металла шва, ρ = 7,8 г/см3
.
Коэффициент наплавки:
 (7.1.9) (7.1.9)
где Ψ – коэффициент потерь металла сварочной проволоки на угар и разбрызгивание, Ψ = (1 – 3)%
Для постоянного тока обратной полярности:

Площадь поперечного сечения наплавленного валика:
 (7.1.10) (7.1.10)
где а – коэффициент, учитывающий отклонения площади наплавленного валика от площади прямоугольника, а = (0,6 – 0,7);

Vн
= 
Вылет электродной проволоки существенно влияет на сопротивление цепи питания дуги. С увеличением вылета возрастает сопротивление и, следовательно, значительно нагревается конец электродной проволоки. В результате этого возрастает коэффициент наплавки, снижается ток, уменьшается глубина проплавления основного металла.
Ориентировочная величина вылета:
 (7.1.11) (7.1.11)

Толщина флюса равна 25–35 мм и зависит от тока наплавки.
Для предупреждения стекания металла и лучшего формирования наплавленного металла электродную проволоку смещают «от зенита» детали в сторону, противоположную направлению её вращения. Величина смещения электрода «от зенита» зависит от диаметра детали и находится в пределах 15 – 40 мм.
Выбирая род тока, следует учитывать экономические и эксплуатационные преимущества переменного тока перед постоянным. Однако детали небольших размеров лучше наплавлять постоянным током обратной полярности.
7.2 Расчёт режима вибродуговой наплавки
Вибрация электрода обеспечивает устойчивое горение дуги при низком напряжении источника тока и позволяет получить тонкие наплавленные слои (0,5 – 3,0 мм) на деталях небольшого диаметра с высокой твёрдостью (до 62 HRC) без последующей термообработки.
Марка электродной проволоки выбирается в зависимости от требуемых свойств наплавленного слоя: твёрдости, износостойкости и условий работы детали. С увеличением содержания углерода в проволоке твёрдость наплавленного слоя возрастает, вместе с этим увеличивается вероятность образования трещин. Применение проволок, легированных марганцем, кремнием, никелем и др., повышает износостойкость наплавленного слоя.
Выбираем марку электродной проволоки Св-08 с пределами твёрдости 180 – 300 НВ.
Выбор диаметра электродной проволоки начинается с определения наплавленного слоя по формуле (7.1.1).
Припуск на механическую обработку детали целесообразно принимать в пределах 0,6 – 1,2 мм, на величину предварительной обработки – 0,2 – 0,4 мм. С увеличением твёрдости наплавленной поверхности и уменьшением величины износа припуск на механическую обработку необходимо снижать.
Примем δ0
= 0,6 мм., δпр
= 0,2 мм.
Толщина наплавленного слоя:

Диаметр электродной проволоки dэл
=1,8 мм.
Ширина наплавленного слоя определяется по формуле (7.1.2):

Ток наплавки рассчитывается по формуле (7.1.3).
Плотность тока выбирается в пределах 50 – 75 А/мм2
, причём меньшие значения следует выбирать для больших диаметров электродов. При диаметре проволоки до 2,0 мм плотность тока составляет 60 – 75 А/мм2
, свыше 2,0 – 50 – 60 А/мм2
.
Напряжение дуги обычно принимается 12 – 22 В. С повышением его увеличивается длительность горения дуги в каждом цикле вибрации и возрастает нагрев детали. При этом снижается твёрдость наплавленного металла, уменьшается неравномерность твёрдости по площади наплавленной поверхности и увеличивается производительность процесса.
Напряжение дуги определяется по формуле (7.1.4):
Скорость подачи определяется пол формуле (7.1.5), коэффициент расплавления электродной проволоки сплошного сечения выбирается в пределах 8 – 12 г./А ∙ ч, формула (7.1.6):

На качество восстанавливаемого слоя влияет шаг наплавки, который определяется шириной наплавленного валика и зависит от напряжения дуги:
 (7.2.1) (7.2.1)

Скорость наплавки:
 (7.2.2) (7.2.2)
где Кп
– коэффициент перехода электродного металла в наплавленный,
а – коэффициент, учитывающий отклонение площади наплавленного валика от площади прямоугольника, а = 0,7;
Коэффициент перехода электродного металла в наплавленный определяется по формуле:
 (7.2.3) (7.2.3)
где Ψ – коэффициент потерь электродного металла, Ψ = 10%;

При выборе скорости наплавки следует иметь ввиду, что между скоростью подачи электродной проволоки и скоростью наплавки должно быть выдержано соотношение Vэл
/ Vн
, равное 1,5 – 2,5. Данное требование выполняется: Vэл
/ Vн
= 86,23/58,02 = 1,5.
Амплитуда вибрации, мм, конца электродной проволоки:
 (7.2.4) (7.2.4)

Меньшим значениям напряжения на дуге соответствует и меньшая амплитуда вибрации электродной проволоки.
Вылет электрода устанавливается в пределах 10 – 12 мм.
Индуктивность сварочной цепи образуется за счёт собственной индуктивности источника питания и внешней индуктивности сварочной цепи. Так как собственная индуктивность применяемых выпрямителей и генераторов мала, то в цепь включают дополнительную индуктивность.
В качестве индуктивного сопротивления можно применять дроссели РСТЭ-24 L = 0,12 Гн.
Наплавка производится на постоянном токе обратной полярности источниками с жесткой внешней характеристикой.
Для защиты наплавленного металла применяют жидкость, углекислый газ и флюс. Жидкость, подаваемая в хвостовую часть сварочной ванны. Хорошо ионизирует зону горения дуги и обеспечивает быстрое охлаждение детали, в результате чего деформация детали и размеры зоны термического влияния минимальны, а твёрдость и износостойкость наплавленного металла наиболее высоки. Недостатком применения жидкости является низкая усталостная прочность восстановленной детали, что обусловлено появлением пор, трещин и структурной неоднородности наплавленного слоя.
В качестве охлаждающей жидкости рекомендуется различные водные растворы, хорошо ионизирующие зону наплавки:
– водные раствор, содержащий 5% кальцинированной соды, 1% хозяйственного мыла и 0,5% глицерина;
– водный раствор, содержащий 20 – 30% глицерина и др.
При наплавке деталей из средней – и высокоуглеродистых и легированных сталей расход жидкости составляет 0,3 – 0,5 л/мин, для низкоуглеродистых – 1 л/мин и более. При наплавке тонкостенных деталей малых диаметров расход жидкости может находиться в пределах 3 – 5 л/мин.
Выполнив расчёт режимов двух автоматических наплавок: под плавленым флюсом и вибродуговой, проанализировав полученные значения скорости наплавки Vн
, приходим к выводу, что экономичнее и эффективнее устранить износ поверхности детали с помощью наплавки имеющей большую скорость по величине, т.е. по средствам автоматической вибродуговой наплавки, при которой расчётное значение скорости Vн
равно 104,4 м/ч.
8. Механическая обработка под размер
При этом способе ремонта деталь в результате механической обработки получает новый размер, отличающийся от первоначального (номинального) размера по рабочему чертежу, правильную геометрическую форму и требуемую шероховатость поверхности. Этот новый размер детали носит название ремонтного, и он может быть больше или меньше номинального.
Припуск на механическую обработку под размер подбираем исходя из геометрических размеров детали и величины износа обрабатываемой поверхности: δ0
= 0,6 мм.
Губину резания принимаем равной припуску на механическую обработку под размер: t = 0,6 мм.
Исходной величиной подачи при черновом фрезеровании является подача на один зуб Sz
= 0,2 мм.
Скорость резания – окружная скорость фрезы, м/мин [8],
где Сv
– константа, зависящая от вида обработки, свойств инструментального и обрабатываемого материалов, Сv
= 332 мм;
D– диаметр фрезы, D = 90 мм;
T – период стойкости, Т = 180 мм;
Sz
– подача на один зуб, Sz
= 0,2 мм;
В-ширина фрезерования, В = D/(1,25 – 1,5) = 90/1,25 = 72 мм;
Z – число зубьев фрезы, Z = 16;
Kv
– общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания;
показатели степени:
q = 0,2;
m = 0,2;
х = 0,1;
у = 0,4;
u = 0,2;
p = 0.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания Kv
определяется по формуле [8]:

где Км
v
– коэффициент, учитывающий качество обрабатываемого материала, Км
v
= 1;
Кп
v
– коэффициент, учитывающий состояние поверхности заготовки Кп
v
= 1;
Ки
v
– коэффициент, учитывающий материал инструмента, Ки
v
= 1,5;

Частота резания определяется по формуле (6.3), об/мин:

Контроль размера поверхности после проведенной наплавки и механической обработки производится линейкой или штангенциркулем, полученное значение сопоставляется с номинальным. В случае несоответствия, деталь подвергается повторной наплавке с последующей механической обработкой под размер и вновь контролируется.
9. Расчёт технологической себестоимости при автоматической наплавке под флюсом
На этапе нормирования технологического процесса устанавливают исходные данные, необходимые для расчетов норм времени и расхода материалов; производят расчет и нормирование затрат труда, норм расхода материалов, необходимых для реализации технологического процесса; определяют разряд работ и профессий исполнителей для выполнения операций в зависимости от этих работ.
Для решения данных задач используют нормативы времени, расхода и цены материалов.
Имеется несколько методов определения себестоимости: бухгалтерский, поэлементный расчетный и поэлементный нормативный.
Наиболее точным является поэлементный метод расчета всех составляющих себестоимости. При этом затраты, которые остаются неизменными в сравниваемых вариантах (на зарплату общецехового персонала, амортизацию зданий, сооружений и т.д.), можно не учитывать. Такая неполная себестоимость называется технологической и имеет следующий состав:
 (9.1) (9.1)
где Смат
– затраты на основные и сварочные материалы, (сталь и другие сплавы, идущие на изготовление деталей, электроды, защитный газ и др.);
ФОТ – фонд оплаты труда, (основная и дополнительная заработная плата и отчисление на социальные нужды);
Сэ
– расходы на электроэнергию, затраченную на технологические нужды;
Сам
– отчисления на амортизацию оборудования;
Сэл
– стоимость электродных материалов (электроды, проволока), руб.;
Сф
– стоимость флюса, необходимого на автоматическую наплавку под флюсом;
Ст.р
– расходы на содержания и текущий ремонт оборудования.
Основное время определяется по формуле, ч.:
 (9.2) (9.2)
где l – количество проходов валика;
 (9.3) (9.3)
где D = 240 мм;
d = 110 мм;
b = 4 мм;
Масса наплавленного металла при автоматических способах наплавки деталей, гр.:
 (9.4) (9.4)
где t0
– основное время наплавки, мин;
dэл
– диаметр электрода, мм;
Vэл
– скорость подачи электрода, м/ч;
ρ – плотность металла шва, ρ = 7,8 г/см3
;

Масса электродной проволоки, расходуемой для автоматической наплавки, г.:
 (9.5) (9.5)
где Ψ – коэффициент потерь металла сварочной проволоки на угар и разбрызгивание, Ψ = 1 – 3%;

Стоимость электродных материалов:
 (9.6) (9.6)
где Цэл
– оптовая цена электродов, Цэл
= 30,12 руб./кг;
Gэл
– масса электродных материалов, г;

Установлено, что массу флюса можно определить, зная массу наплавленного металла, г.:
 (9.7) (9.7)

Стоимость флюса, необходимого на автоматическую наплавку под флюсом, руб.:
 (9.8) (9.8)
где Цф
– цена флюса, Цф
= 19,18 руб./кг.;
Gф
– масса флюса, г.;

Заработная плата производственных рабочих, руб.:
 (9.9) (9.9)
где Сч
– часовая тарифная ставка рабочего, Сч
= 42,89 руб./час.;
Тшт
– норма штучного времени.
Норму штучного времени определяют по формуле, ч.:
 (9.10) (9.10)
где tо
– основное время наплавки;
кп
– поправочный коэффициент, учитывающий использование сварочного стола, кп
= 0,5.
Норма штучного времени:
Заработная плата производственных рабочих:

Фонд оплаты труда, руб.:
 (9.11) (9.11)
где к под
– коэффициент, учитывающий дополнительную заработную плату и отчисления в социальные фонды, к доп
= 1,485;

Стоимость электроэнергии:
 (9.12) (9.12)
где Цэ
=1,59 р∕кВтч – цена электроэнергии;
А – расходы электроэнергии, кВт ∙ ч.
 (9.13) (9.13)
где η – КПД источника тока, η = 0,6;
ω – мощность, расходуемая при холостом ходе, ω =2 кВт;

Стоимость электроэнергии:

Ежегодные отчисления на амортизацию оборудования:
 (9.14) (9.14)
где qам
– норма амортизационных отчислений, qам
= 11%;
коб
– стоимость оборудования, для автоматической наплавки под флюсом выберем сварочный автомат АДФ-800, его ориентировочная стоимость коб
= 70000 руб.
Расходы на содержание и текущий ремонт оборудования, руб.:
 (9.15) (9.15)
Стоимость материалов при восстановлении изношенных деталей, руб.:
где Сэл
– стоимость электродных материалов, руб.;
Сзащ
– стоимость защитных материалов(флюс), Сзащ
= Сф
, руб.;

Технологическая себестоимость детали, руб.:

10. Расчёт технологической себестоимости при вибродуговой наплавке
Технологическая себестоимость при вибродуговой наплавке имеет следующий состав:
 (10.1) (10.1)
где Смат
– затраты на основные и сварочные материалы, (сталь и другие сплавы, идущие на изготовление деталей, электроды, защитный газ и др.);
ФОТ – фонд оплаты труда, (основная и дополнительная заработная плата и отчисление на социальные нужды);
Сэ
– расходы на электроэнергию, затраченную на технологические нужды;
Сам
– отчисления на амортизацию оборудования;
Сэл
– стоимость электродных материалов (электроды, проволока), руб.;
Ст.р
– расходы на содержания и текущий ремонт оборудования.
Основное время определяется по формуле (9.2), ч.
Количество проходов валика l определяется по формуле:
(10.2)
где D = 240 мм;
d = 110 мм;
b = 3,6 мм;
Масса наплавленного металла при автоматических способах наплавки деталей, гр.:
(10.3)
где t0
– основное время наплавки, мин;
dэл
– диаметр электрода, мм;
Vэл
– скорость подачи электрода, м/ч;
ρ – плотность металла шва, ρ = 7,8 г/см3
;

Масса электродной проволоки, расходуемой для автоматической наплавки рассчитывается по формуле (9.5), г.:
Стоимость электродных материалов рассчитывается по формуле (9.6), руб.:

Заработная плата производственных рабочих, руб.:
(10. 4)
где Сч
– часовая тарифная ставка рабочего, Сч
= 42,89 руб./час.;
Тшт
– норма штучного времени.
Норму штучного времени определяют по формуле, ч.:
(10.5)
где tо
– основное время наплавки;
кп
– поправочный коэффициент, учитывающий использование сварочного стола, кп
= 0,55.
Норма штучного времени:
Заработная плата производственных рабочих, руб.:

Фонд оплаты труда (9.11), руб.:

Расход электроэнергии рассчитывается по формуле (9.13), кВт:

Стоимость электроэнергии (9.12), руб.:

Ежегодные отчисления на амортизацию оборудования:
 (10.6) (10.6)
где qам
– норма амортизационных отчислений, qам
= 11%;
коб
– стоимость оборудования, для автоматической вибродуговой наплавки выберем сварочный автомат А-874Н, его ориентировочная стоимость коб
= 75000 руб.
Расходы на содержание и текущий ремонт оборудования (9.15), руб.:
Стоимость материалов при восстановлении изношенных деталей, руб.:

где Сэл
– стоимость электродных материалов, руб.;
Стоимостью защитной жидкости при вибродуговой наплавке можно пренебречь, так как одну заправку защитной жидкости в наплавочной установке можно использовать многократно.
Технологическая себестоимость детали, руб.:

11. Расчёт технико-экономической эффективности
Технико-экономическая эффективность применения автоматической наплавки изношенных деталей определяется с учетом имеющихся рекомендаций.
Снижение трудоемкости наплавки:
 (7.1) (7.1)

где Тб
, Тс
− штучное время наплавки по базовому (автоматическая под флюсом) и сопоставимому (автоматическая вибродуговая) вариантам, ч.
Повышение производительности труда
 (7.2) (7.2)

Снижение себестоимости наплавки:
 (7.3) (7.3)

или
 (7.4) (7.4)

где Сб
, Сс
− себестоимость наплавки детали под флюсом и вибродуговой, руб.
Годовая экономия наплавки на выполненный объем работы, получаемая при использовании сравниваемых технологических процессов, рассчитывается по формуле:
 (7.5) (7.5)

где П − годовая программа ремонта, П = 4000 шт.
Срок окупаемости дополнительных капитальных вложений:
 (7.6) (7.6)

где Кс
, Кб
− капитальные затраты, необходимые для проведения мероприятий соответственно по сопоставимому и базовому варианту, руб.;
Эс
− годовая экономия, руб.
Полученное при расчетах значение Тр
сравнивается с нормативным. Приемлемыми являются варианты, для которых значения Тр
окажутся лучше нормативных, а именно:
 (7.7) (7.7)
Для предприятий железнодорожного транспорта нормативное значение срока окупаемости Тн
= 6,7 года.
Годовой экономический эффект, получаемый в результате разработки и внедрения технологии автоматической наплавки, представляет собой разность годовых приведенных затрат по базовому и сопоставляемому вариантам:
 (7.8) (7.8)

где Ен
− нормативный коэффициент эффективности капитальных вложений,
Ен
= 0,1–0,15.
Основные показатели технико-экономической эффективности применения автоматической вибродуговой наплавки по сравнению с автоматической наплавкой под флюсом сводятся в таблицу 1.
Таблица 1 − Основные показатели технико-экономической эффективности
| Показатели |
Автоматическая наплавка |
| Снижение трудоёмкости наплавки Т, ч |
0,66 |
| Повышение производительности труда Птр
, % |
51,56 |
| Снижение себестоимости наплавки одного остова С, руб. |
265,63 |
| Скорость окупаемости внедрения технологии Тр
, год |
0,005 |
| Годовая экономическая эффективность Э, руб. |
234,37 |
Выполнив все необходимые расчёты, можно приступить к анализу полученных результатов.
Произведя расчет двух автоматических наплавок, сравним скорости наплавки Vн
. Для повышения производительности ремонта, наиболее выгоден тот вид наплавки, скорость которой больше, в нашем случае Vн
под флюсом равна 51,8 м/ч., а при вибродуговой – 104,4 м/ч.
Сравнив результаты полученные при расчетах технической себестоимости отремонтированной детали (корпуса буксы), пришли к выводу, что используя вибродуговую наплавку при ремонте посадочной поверхности под пружины при годовой программе 4000 корпусов букс, получаем экономию равную 1062520 рублей. Таким образом срок окупаемости ремонта данного дефекта корпуса буксы выбранным способом наплавки с учётом всех капитальных затрат составит меньше года.
Повышение производительности труда при ремонте посадочной поверхности под пружины вибродуговой наплавкой повысится на 51%, а себестоимость снизится на 62%.
12. Определение требований охраны труда и экологии окружающей среды
Участок, где постоянно производится дуговая и газовая сварка, должен иметь рабочую инструкцию, знание и выполнение которой обязательно для сварщиков, а так же должны быть вывешены плакаты, содержащие важнейшие указания по технике безопасности и пожарной безопасности.
При производстве электросварочных работ необходимо соблюдать требования действующих правил техники безопасности и производственной санитарии при электросварочных работах и требования стандарта ЕСБТ ГОСТ 12.3.003 – 86 «Работы электросварочные» «Общие требования».
Для защиты глаз и лица от излучения сварочной дуги сварщик должен пользоваться исправным шлемом – маской или щитком со светофильтрами различной прозрачности в зависимости от величины сварочного тока. Светофильтр Э – 1 применяется при сварочном токе 30 – 75 А, Э – 2 применяется при сварочном токе 75 – 200 А, Э – 3 применяется при сварочном токе 200 – 400 А, Э – 4 применяется при сварочном токе свыше 400 А. для предохранения тела то ожогов каплями расплавленного металла или воздействия лучей сварочной дуги руки сварщика должны быть защищены брезентовыми рукавицами, а сам сварщик должен быть одет в костюм с огнестойкой пропиткой.
Для предупреждения воздействия лучей дуги на других рабочих местах выполнение сварки должны быть ограждены переносными ширмами, щитками или специальными занавесками высотой не менее 1,8 м, которые окрашиваются в светлые тона (голубой, серый, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги.
Корпуса и кожухи сварочных машин, шкафы и аппаратные ящики сварочного оборудования должны быть заземлены, а электросварочные установки с источником переменного и постоянного тока оснащены устройством автоматического отключения напряжения холостого хода или ограничения его в соответствии с требованиями Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей.
Сварочные посты в сварочном цехе должны быть оборудованы приточно-вытяжной вентиляцией, обеспечивающей эффективное удаление сварочной пыли и газов, удобными столами и сидениями для сварщиков, а так же подъемными средствами для установки деталей, масса которых превышает 20 кг.
Сварочные провода должны иметь исправную изоляцию. Рукоятку электрододержателя изготовлять из изолирующего огнестойкого материала.
Во всех случаях повреждения сварочного оборудования необходимо немедленно выключить ток и заявить мастеру и электромонтеру о повреждении.
Очистку сварочного шва от шлака сварки рабочий должен производить в защитных очках.
Минимальное расстояние от свежеокрашенных вагонов при производстве сварочных работ должно быть не менее 5 м.
Освещенность рабочего стола сварщика должна иметь не менее 150 лк при искусственном освещении и не менее 100 лк при естественном.
При использовании природного газа, смеси природных и искусственных газов, а так же технического пропана при газопламенной обработке металла сварщик, резчик должен руководствоваться «Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и проведения газопламенной обработке металла», «Правилами безопасности в газовом хозяйстве» и «Правилами устройства и безопасности эксплуатации сосудов, работающих под давлением».
Заключение
В курсовом проекте был разработан процесс ремонта посадочной поверхности под пружины корпуса буксы пассажирского вагона методом наплавки, проведены расчеты двух методов наплавки изношенных поверхностей детали: автоматической под флюсом и вибродуговой наплавки. Рассчитаны параметры наплавок, их себестоимость, годовая экономия и срок окупаемости. Изучены требования техники безопасности при производстве сварочных работ.
По результатам расчетов проведённой работы пришли к выводу, что для депо экономичней устранять предложенный дефект вибродуговой наплавкой, нежели автоматической под флюсом.
|
