| Міністерство освіти і науки України
Дрогобицький державний педагогічний університет
імені Івана Франка
Індивідуальне завдання на тему:
Технологія різки монокристалічних злитків
Виконав
студент групи ФІ-54
Коваль Олег
Дрогобич 2010
У способі різання монокристалів кремнію пропонується подавати в зону різання МОР симетрично відносно точки дотику монокристала кромкою відрізного круга в напрямку під кутом, рівним 70 -80 °, до дотичної в точці дотику струменя МОР з кромкою кола з джерел МОР з діаметром вихідного отвору d = 1 , 5 - 3 мм, розташованих на відстані (2,5 - 4) d від точки дотику струменя з крайкою і на відстані (1,1 - 1,4) D від осі джерел МОР до точки дотику монокристалів кромкою кола на початку різання, де D - діаметр монокристала. Витрати МОР приймають рівною кількості рідини, що транспортується в одиницю часу в межзеренного просторі ріжучої кромки кола:
де Q - витрата МОР, м3/хв; b - ширина ріжучої кромки відрізного круга, м; xЗ - середньовірогідний розмір зерен кола, м; n - частота обертання відрізного круга, м; hкрЗ - критична глибина закладення зерен у зв'язку кола, м; NS - число зерен на поверхні кола, шт/м1; N1 - кількість зерен в одиниці об'єму алмазного шару відрізного кола, шт/м3.
Відомий спосіб різання напівпровідникових злитків на пластини (Черняєв В. М. Технологія виробництва інтегральних мікросхем і мікропроцесорів: Підручник для вузів. - М.: Радіо і зв'язок, 1987. - С. 59-64), в якому злиток перед розрізанням орієнтують, закріплюють на верстаті і розрізають на пластини обертовим відрізним кругом, подаючи в процесі різання мастильно-охолоджуючу рідину (МОР) до зони обробки. До причин, що перешкоджає досягненню зазначеного нижче технічного результату при використанні відомого способу, відноситься те, що у відомому способі не регламентується витрата МОР, що негативно позначається на якості відрізуваних пластин. Найбільш близьким способом того ж призначення до стосується винаходу за сукупністю ознак є спосіб різання монокристалів кремнію (Технологія напівпровідникових приладів і виробів мікроелектроніки. У 10 кн.: Учеб. Посібник для ПТУ. Кн. 4. Механічна та хімічна обробка / С. М. Никифорова - Денісова. - М.: Вищ. шк., 1989. - С. 12-22), в якому здійснюється приклейка монокристалу до оснащення, установка його на відрізні верстати і розрізування монокристала на пластини алмазним кругом з внутрішньої ріжучої крайкою при подачі СОЖ в зону обробки, прийнятий за прототип.
Реклама

До причин, що перешкоджають досягненню зазначеного нижче технічного результату при використанні відомого способу, прийнятого за прототип, відноситься те, що у відомому способі не регламентуються місце розташування джерела МОР по відношенню до розрізаючого зливка і ріжучої кромки відрізного кола, напрямок струменя СОЖ і діаметр вихідного отвору джерела, з якого вона витікає, а вибір витрати МОР відбувається без урахування характеристик відрізного кола (геометричних параметрів, зернистості і т.п.) і елементів режиму різання, що не дозволяє досягти високої якості відрізаних пластин. Сутність винаходу полягає в наступному. Спостерігається останнім часом тенденція до зменшення розмірів елементів топології, що формуються на кремнієвих пластинах, призводить до посилення вимог, що пред'являються до пластин, отриманих на операції розрізання. Одним із шляхів підвищення якості відрізаних пластин є посилення ефективності дії в процесі різання МОР, що може бути забезпечене за рахунок оптимізації витрат СОЖ, що подається на ріжучу кромку відрізного кола. Технічний результат - підвищення якості відрізаних пластин. Зазначений технічний результат при здійсненні винаходу досягається тим, що відомий спосіб різання монокристалів кремнію включає приклейку монокристалу до оснащення, установку його на відрізні верстати і розрізування монокристала на пластини алмазним кругом з внутрішньої ріжучої крайкою при подачі МОР.
Особливість полягає в тому, що подачу МОР здійснюють симетрично відносно точки дотику монокристала кромкою відрізного круга в напрямку під кутом, рівним 70-80°, до дотичної в точці дотику струменя МОР з кромкою кола з джерел МОР з діаметром вихідного отвору d = 1,5 - 3 мм, розташованих на відстані (2,5 - 4) d від точки дотику струменя з крайкою і на відстані (1,1 - 1,4) DOT осі джерел МОР до точки дотику монокристала кромкою кола на початку різання, де D - діаметр монокристала. Як показали експериментальні дослідження аерогідродинамічної обстановки в зоні різання кругом з внутрішньої ріжучої крайкою типорозміру 422 х 152 х 0,32 мм (ТУ 2-037-370-82), проведені на відрізні верстати "Алмаз-6М", оснащені трубкою Піто, датчиком тиску вдд і стробоскопом, МОР слід подавати симетрично відносно точки дотику монокристала кромкою відрізного кола. У цьому випадку рідина рівномірно розподіляється по всій ріжучої кромці і площини кола, що створює сприятливі умови для охолодження та очищення ріжучої кромки від продуктів обробки. При цьому, якщо МОР подається під кутом менше 70°, то струмінь рідини не може розтектися у вигляді рівномірної плівки по площині кола, а концентровано вдаряється в зону контакту круга із заготовкою і безцільно розприскується. Якщо ж кут подачі струменя перевищує 80o, то повітряні потоки, генеровані відрізним кругом, відхиляють частина струменя від площини кола і дроблять її на окремі фрагменти (краплі), в результаті чого погіршуються ефективне відведення тепла і очищення ріжучої кромки. Крім того, якщо в процесі різання діаметр вихідного отвору форсунки був менше 1,5 мм, то спостерігалося надмірне розбризкування МОР з-за високої швидкості і відображення струменя МОР від ріжучої кромки, що також негативно впливало на тепловідвід в зоні різання. При збільшенні діаметра джерела МОР більше 3 мм для забезпечення задовільного охолоджуючого та очищує дії рідини необхідно значно збільшувати тиск і витрата СОШ, що призводить до істотного росту витрат на обладнання для подачі СОЖ і є економічно недоцільним. При цьому, якщо торець джерела МОР був розташований від ріжучої кромки круга на відстані менше 2,5 d, де d - діаметр вихідного отвору форсунки, то струмінь МОР відбивалася від ріжучої кромки, а сама рідина не встигала рівномірно розподілитися по площині кола, що зменшувало ефективність тепловідведення ріжучої кромки. При видаленні торця форсунки від кромки кола на відстань більше 4d погіршуються умови для очищення ріжучої кромки від продуктів обробки через зменшення кінетичної енергії струменя МОР. Якщо розрізання монокристала кремнію діаметром D проводили при розташуванні джерел МОР на відстані менше 1,1 DOT точки дотику заготівлі кромкою кола на початку різання, то рідина не встигала рівномірно розподілитися по площині кола, розклинювати відрізану пластину, що призводило до збільшення дефектів її макро-і мікрогеометрії. При розташуванні форсунок на відстані понад 1,4 D від місця врізання відцентрові сили відкидали більшу частину СОШ до периферії барабана, в результаті чого знижувалася ефективність відведення тепла із зони різання.
Реклама

Інша особливість полягає в тому, що МОР подають з витратою, що дорівнює кількості рідини, що транспортується, в одиницю часу в міжзеренного просторі ріжучої кромки кола.
де Q - витрата МОР, м3/хв; b - ширина ріжучої кромки відрізного круга, м; x3 - середній розмір зерен круга, м; n - частота обертання відрізного круга, об / хв; dв-діаметр ріжучої кромки круга, м; hкрз - критична глибина закладення зерен у зв'язку кола, м; Ns - число зерен на поверхні кола, шт/м2; N1 - кількість зерен в одиниці об'єму алмазоносного шару відрізного кола, шт/м3. Так як алмазний відрізний круг з внутрішньої ріжучої крайкою здійснює розрізання монокристала не всієї своєї площиною, а тільки ріжучої крайкою, то для ефективної різання, а значить і отримання пластин високої якості, необхідно підтримувати ріжучу крайку в працездатному стані, тобто очищати її від продуктів обробки і охолоджувати. Для цього достатньо подавати на коло МОР з витратою, що дорівнює кількості рідини, що транспортується, в одиницю часу в міжзеренного просторі ріжучої кромки і розрахованим по залежності, наведеної у формулі винаходу. При подачі на коло МОР з витратою, великим раціонального, надлишок рідини буде чинити на відрізану пластину розклинюючу дію, викликаючи спотворення її геометричної форми, а значить і погіршення якості. Якщо ж на ріжучу кромку кола подавати МОР з витратою, меншим раціонального, то ефективність охолодження алмазних зерен зменшиться; утворюються при розрізанні відходи не будуть повністю евакуюватися із зони різання і ріжуча кромка засалені, що призведе до зниження її ріжучої здатності і, як наслідок, погіршення якості відрізуваних пластин. Для виведення залежності, наведеної у формулі винаходу, уявімо ріжучу крайку відрізного кола у вигляді двох кільцевих алмазоносних шарів, розташованих по обидві сторони корпусу кола.
Дисперсний аналіз залежності (15), проведений відповідно до книги Дрейпер H., Сміт Г. Прикладний регресійний аналіз: У 2-х кн. Кн. 1. Пер. з англ. - 2-е вид. , Перероб і доп. - М.: Фінанси і статистика, 1986. - С. 38-63, показав, що розрахункове значення критерію Фішера Fp = 1,13 менше табличного FT = 4,46 (за наявності паралельних дослідів), тобто неадекватність незначущі. Тому модель (15) адекватно описує процес транспортування МОР міжзеренного простором ріжучої кромки. Проведений заявником аналіз рівня техніки, що включає пошук по патентних і науково-технічним джерел інформації, і виявлення джерел, що містять відомості про аналоги заявленого винаходу, дозволив встановити, що заявник не виявив джерело, що характеризується ознаками, тотожними усіх істотних ознаками заявленого винаходу, визначення з переліку виявлених аналогів прототипу, як найбільш близького за сукупністю суттєвих ознак аналога, дозволив встановити сукупність істотних по відношенню до вбачаємо заявником технічного результату відмінних ознак в заявленому способі, викладених у формулі винаходу. Відомості, що підтверджують можливість здійснення винаходу з отриманням вищевказаного технічного результату, отримані в результаті проведення експериментальних досліджень з розрізання злитків монокристалічного кремнію марки ЕКЕС-0, 01 діаметром D = 76 мм на пластини товщиною 0,51 мм.
Розрізання здійснювали на верстати "Алмаз-6М", попередньо зорієнтувавши і приклеївши кремнієвий злиток до графітової підкладці і оправці спеціальним клеїть складом на основі епоксидної смоли, мікропорошку М40 і шелаку. Оправлення зі злитком закріплювали на тримачі відрізного верстата і розрізали монокристал на пластини алмазним відрізним кругом з внутрішньої ріжучої крайкою типорозміру 422 х 152 х 0,32 мм при окружної швидкості кола Vк = 24 м / с (n = 3000 об / хв) і врізний подачі Vs = 40 мм / хв. У зону обробки подавали МОР. В якості СОЖ використовували 0,5%-ний водний розчин продукту Аквол-11. МОР подавали з форсунок з діаметром вихідного отвору d = 2 мм, розташованих симетрично відносно точки дотику монокристала ріжучої крайкою відрізного кола під кутом 75o до дотичної в точці дотику струменя МОР з кромкою кола. При цьому форсунки знаходилися на відстані (2,5 - 4) d, тобто (5 - 8) мм, від ріжучої кромки і на (1,1 - 1,4) D, тобто (84 - 106) мм, від точки дотику злитку кромкою кола на початку різання. Витрата МОР змінювали від 0,15 до 3,5 дм3/хв.
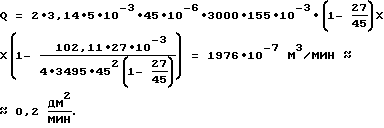
Оптимальна витрата МОР був визначений по залежності, наведеної у формулі винаходу, при наступних параметрах: n = 3000 об / хв; Хз = (50 + 40) / 2 = 45мкм; dв = 152 мм; b = 5 мм; hкрз = 27 мкм ; Ns = 102,11 шт/мм2; N1 = 3495 шт/мм3.
При розрізуванні злитка з витратою, меншим оптимального, спостерігалося засолювання кола. У відрізуваної пластині розвивалися тріщини, спрямовані по довжині дуги контакту круга із заготовкою. Це пов'язано з тим, що мала кількість МОР не встигало вимивати шлам із зони різання. Частинки кремнію забивали міжзеренний простір. Стовщена ріжуча кромка розклинювати нежорстку пластину, викликаючи в ній зростання тріщин по довжині дуги контакту і, як наслідок, розколювання пластини на окремі фрагменти.
При подачі в зону різання МОР з витратою, що перевищує оптимальний, надлишок рідини, не розмістився в міжзеренного просторі ріжучої кромки, розтікається в зазорі між кругом і нежорсткої пластиною, надаючи на останню розклинюючий вплив і сприяла б появі додаткових розтягуючих напружень, які викликають спотворення геометричної форми пластини. Отже, для отримання пластин з найменшими прогином і відхиленням від паралельності при збереженні можливості евакуації шламу із зони різання необхідно подавати МОР на відрізний круг з витратою.
Висновок
Спосіб різання монокристалів кремнію, що включає приклейку монокристалу до оснащення, установку його на відрізні верстати і розрізування монокристала на пластини алмазним кругом з внутрішньої ріжучої крайкою при подачі СОЖ, що відрізняється тим, що подачу МОР здійснюють симетрично відносно точки дотику монокристала кромкою відрізного круга в напрямку під кутом , рівним 70 - 80o, до дотичної в точці дотику струменя МОР з кромкою кола з джерел МОР з діаметром вихідного отвору d = 1,5 - 3 мм, розташованих на відстані (2,5 - 4) d від точки дотику струменя з кромкою і на відстані (1,1 - 1,4) D від осі джерел МОР до точки дотику монокристала кромкою кола на початку різання, де D - діаметр монокристалу, при цьому МОР подають з витратою, що дорівнює кількості рідини, що транспортується в одиницю часу в межзеренного просторі ріжучої кромки кола,
де Q - витрата МОР, м3/хв; b - ширина ріжучої кромки відрізного круга, м; xз - средневірогідний розмір зерен круга, м; n - частота обертання відрізного круга, об / хв; db - діаметр ріжучої кромки круга, м; hкрз - критична глибина закладення зерен у зв'язку кола, м; NS - число зерен на поверхні кола, шт/м2; N1 - кількість зерен в одиниці об'єму алмазоносного шару відрізного кола, шт/м3.
Використані джерела
1. "Работоспособность алмазных кругов"/ М.Ф.Семко, М.Д.Узунян, Ю.А.Сизый, М.С. Пивоваров. -Киев: Техника, 1983. - 95 с.
2. Щипанов В.В., Щипанов А.В. Теплофизическая схема шлифования с применением СОЖ //Смазочно-охлаждающие средства в процессах обработки. - Ульяновск: УлПИ, 1992. -С.11-15
3. Учеб. пособие для ПТУ. Кн. 4. Механическая и химическая обработка /С.Н.Никифорова- Денисова. - М. : Высш. шк., 1989. - С. 12-22
|
