Оглавление
1. Характеристика проектируемого предприятия и мощность
1.1 Номенклатура продукции предприятия и мощность.
1.2 Сырьевая база и транспорт
2 Проектирование генерального плана предприятия
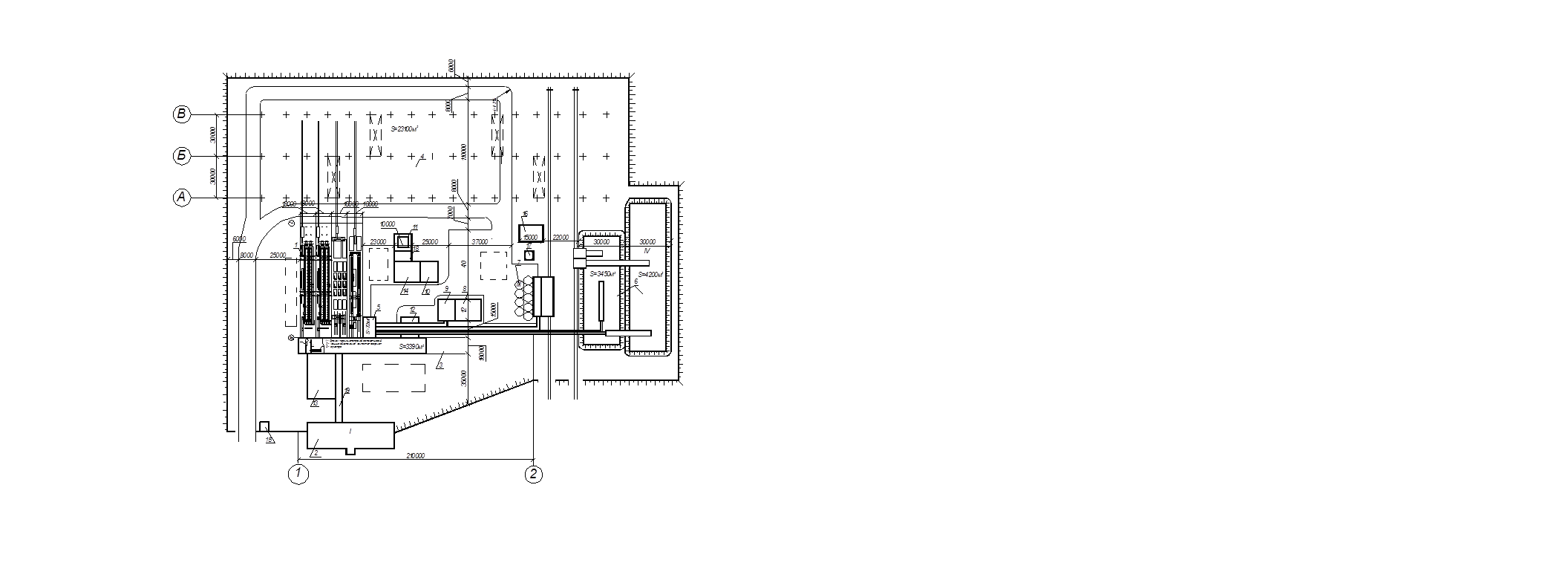
2.1 Разработка схемы генерального плана
2.2 Ориентация производственных зданий с учётом местных условий (инсоляции и аэрации) и по санитарно-техническим нормам.
3 Проектирование технологии производства железобетонных мостовых балок и формовочного цеха.
3.1 Обоснование проектных решений конструкции балки пролётного строения длиной 24 м
3.2 Выбор вида бетона и материалов
3.3 Проектирование технологической линии и циклограммы (графика) работы оборудования
3.4 Определение количества основного и вспомогательного оборудования
5 Проектирование формовочного цеха
6 Проектирование арматурного цеха
7 Проектирование складов цемента и заполнителей
8 Расчёт потребности в энергоресурсах
9 Технико-экономические показатели проекта
10 Мероприятия по охране труда, противопожарной безопасности и природоохранительные
Список литературы
1. Характеристика проектируемого предприятия и мощность
1.1 Номенклатура продукции предприятия и мощность
Таблица 1. Номенклатура продукции и мощность
| Наименование и марка изделия |
Габариты,
мм
|
Масса,
т
|
Класс
бетона
|
Расход на изделие |
Выпуск изделий
в год
|
| бетона, м3
|
стали, т |
шт. |
м3
|
| Балка пролётного строения Б24.174.120-ТВІ.A300 |
L=24000
B=1740
H=1200
|
36.4 |
 |
14.58 |
2737,9 |
4458 |
65000 |
| Свая мостовая СМ35-14-01(02-39) |
L=14000
B=350
H=350
|
5.65
|

|
2,26
|
101,57
|
17699
|
40000
|
| Плиты переходные П800.124.20-ТАІІІ |
L=8000
B=1240
H=30
|
4.9 |
|
1.96 |
255.4 |
20408 |
40000 |
| ИТОГО: |
45565 |
1450000 |
На завод железобетонных мостовых конструкций организованна поставка следующих сырьевых материалов.
Цемент
:
Для производства балок пролётных строений используется портландцемент М500 и выше. Цемент должен соответствовать нормам и требованиям в соответствии с ГОСТ 10178-85 «Портландцемент и шлакопортландцемент. Технические условия».
Цемент поставляется из г.Костюковичи.
Характеристики цемента: эффективность при пропаривании – вторая группа.
Доставка цемента на завод производится железнодорожным транспортом (в копрах, закрытых вагонах, цистернах), что обусловлено территориальным расположением предприятия
Для перевозки цемента по железной дороге широко применяют цементовозы бункерного типа грузоподъемностью 60 т., представляющие собой двухсекционный бункер объемом 45,3 м3.
Для выгрузки цемента из железнодорожных цементовозов-цистерн принимается пневматический способ выгрузки. Поступивший в приемное устройство цемент направляется шнеками к ковшовому элеватору, поднимающему его вверх, а затем с помощью аэрожелобов, расположенных в верхней галерее, цемент загружается в любой силос.
Реклама

Выдача цемента из силосов производится через донные или боковые пневматические разгружатели и нижние аэрожелоба. Со склада в бетоносмесительный цех цемент подается пневмовинтовыми насосами. Склад цемента оборудован дистанционным управлением с пультов.
Упаковка, маркировка транспортирование и хранение цемента нормируется по ГОСТ 22237-85, правила приемки по ГОСТ 22236-85.
Щебень
:
В качестве крупного заполнителя принимают гранитный щебень, качество которого должно соответствовать требованиям ГОСТ 8267-82 «Щебень из природного камня для строительных работ. Технические условия». Крупный заполнитель доставляют на завод железнодорожным транспортом. Щебень привозят из ПО «Гранит» г.п. Микашевичи в саморазгружающихся четырехосных вагонах-думпкарах, грузоподъемностью 60 т. Разгрузка крупного заполнителя производится в приемные бункера, из которых затем по ленточным конвейерам щебень поступает на склад.
Песок
:
В качестве мелкого заполнителя применяют кварцевый песок, который должен удовлетворять требованиям ГОСТ 8736-85 «Песок для строительных работ. Технические условия». Песок поставляется на завод из местных карьеров автомобильным транспортом. Разгрузка песка производится непосредственно в приемный бункер.
Арматурная сталь
:
Для армирования железобетонных изделий применяется стержневая и проволочная сталь. На завод арматура доставляется железнодорожным транспортом в прутках и бухтах. Прибывающий транспорт заезжает непосредственно на склад и разгружается на специальных разгрузочных площадках. Доставляют арматурные изделия со Жлобинского БМЗ или с предприятий РФ.
Вода
:
На заводе используется техническая вода. Вода должна удовлетворять всем нормам, указанным в СТБ 1114-98 «Вода для бетонов и растворов. Технические условия».
ГСМ:
Горючесмазочные материалы доставляются грузовым транспортом с городской нефтебазы.
Все основные материалы необходимые для производства продукции поставляются с заводов изготовителей Республики Беларусь, т.к. это является наиболее экономически выгодным для завода при его месторасположении. Наименование поставляемого материала, виды транспортировки и заводы поставщики указаны в таблице 2.
Таблица 2. Сырьевая база и транспорт;
| Наименование материала |
Поставщик |
Транспортировка |
| Арматура Ø3 – Ø40, классов А300, А400, А600, А800 |
РУП БМЗ г. Жлобин |
Железнодорожный транспорт |
Щебень гранитный
фр.5-10, фр. 5-20
Реклама

|
РУПП «Гранит», Брестская обл., г.п. Микашевичи |
Железнодорожный транспорт |
Песок строительный кварцевый  1,5-2,0 1,5-2,0 |
КУП УПТК Минского исполнительного комитета |
Железнодорожный транспорт |
| Портландцемент ПЦ-500 Д0, ПЦ-500 Д20 |
ПРУП «Белорусский цементный завод», ПРУП «Кричевский цементно-шиферный завод» |
Железнодорожный транспорт |
Режим работы предприятия
В соответствии с требованиями технологического проектирования предприятий сборного железобетона ОТНП 07-85 режим работы цеха принимаем:
– номинальное количество рабочих суток в год для всех видов работ, кроме работ связанных с обслуживанием железнодорожного транспорта 260;
– номинальное количество рабочих суток в год по выпуску сырья и обслуживанию железнодорожного 365;
– расчетное количество рабочих дней в году для формовочной линии 260 – 7 = 253;
– рабочая неделя, 5 дней;
– продолжительность рабочей смены, 8ч;
– количество рабочих смен в сутки для всех видов работ, включая ремонтно-механический и арматурный цеха - 3;
– количество рабочих смен в сутки для ТО - 3;
– количество рабочих смен в сутки по приему сырья и материалов при доставке железнодорожным транспортом - 3;
– количество рабочих смен в сутки по приему сырья и материалов при доставке автотранспортом - 2;
Для бетоносмесительного и вспомогательных цехов принимаются максимальные размеры работы формовочных линий, входящих в состав производства.
Состав предприятия
В состав завода входят:
склады – цемента, заполнителей, готовой продукции, арматуры;
основные цеха – бетоносмесительный, арматурный, формовочный;
вспомогательные узлы – компрессорная, мастерские, административно-бытовой корпус.
Технологическая схема производства
| Заделка концов обрезанных пучков цементным раствором, доводка готового изделия и маркировка |
|
2.1 разработка схемы генерального плана
| № по генплану |
Наименование |
| 1 |
Главный производственный корпус |
| 2 |
Административно-бытовой корпус |
| 3 |
Арматурный цех |
| 4 |
Склад готовой продукции |
| 5 |
Бетоносмесительный цех |
| 6 |
Склад заполнителей |
| 7 |
Склад цемента |
| 8 |
Отделение по приготовлению жидких химических добавок |
| 9 |
Склад эмульсола |
| 10 |
Компрессорная |
| 11 |
Градирня |
| 12 |
Трансформаторная подстанция |
| 13 |
Материальный склад |
| 14 |
Очистные сооружения производственной канализации |
| 15 |
Проходная |
| 16 |
Очистные сооружения дождевой канализации |
| 17 |
Бункер для осадка |
| 18 |
Теплопункт |
| 19 |
Переходная галерея |
2.2 Ориентация производственных зданий с учётом местных условий (инсоляции и аэрации) и по санитарно-техническим нормам
Для характеристики местных условий в городе Солигорске Минской области воспользуемся СНиП 2.01.01-82 “Строительная климатология и геофизика”.
· Абсолютная минимальная температура -39°С;
· Абсолютная максимальная температура +35°С;
· Средняя максимальная температура наиболее жаркого месяца +23,2°С;
· Период со среднесуточной температурой воздуха 8°С – 203 суток (средняя температура – 1,2°С);
· Период со среднесуточной температурой воздуха 10°С – 220 суток (средняя температура – 0,9°С).
Таблица 3.- Средняя температура наружного воздуха:
| месяц |
Температура, ºС |
месяц |
Температура, ºС |
| январь |
-6,9 |
июль |
17,8 |
| февраль |
-6,4 |
август |
16,2 |
| март |
-2,2 |
сентябрь |
11,6 |
| апрель |
5,3 |
октябрь |
5,6 |
| май |
12,6 |
ноябрь |
0 |
| июнь |
16 |
декабрь |
-4,5 |
| годовая |
5,3 |
Среднемесячная относительная влажность воздуха в %:
· наиболее холодного месяца – 85%;
· наиболее жаркого месяца – 56%;
· количество осадков – 801 мм в год;
· суточный максимум – 69 мм.
Повторяемость направления ветра:
Январь Июль Январь Июль
С 6/4 11/3,5 Ю 17/5,2 11/3,5
СВ 10/4,3 10/3,6 ЮЗ 18/5,6 13/3,7
В 7/4,7 6/3,4 З 15/5,4 21/4,4
ЮВ 14/5 7/3,5 СЗ 13/4,8 21/4,2
 Рисунок 1.- Роза ветров для г. Солигорска Рисунок 1.- Роза ветров для г. Солигорска
Согласно СНиП 11-89-80 продольную ось аэрационных фонарей формовочных цехов (или стены зданий с проемами аэрации) необходимо ориентировать перпендикулярно или под углом не менее 450
к направлению господствующих ветров летнего периода года. Это значит, что продольная ось пролетов формовочных цехов должна располагаться под углом от 0 до 900
для СВ ветра и под углом от 315 до 45 0
для западного ветра, т.е. в результате от 315 до 90 0
.
По условиям инсоляции продольную ось здания (светоаэрационных фонарей) располагают в пределах 45…110 0
относительно меридиана. На основании проведенного анализа было установлено, что продольная ось формовочных цехов должна быть расположена в пределах 45…90 0
относительно меридиана для г. Солигорска.
3 Проектирование технологии производства железобетонных мостовых балок и формовочного цеха
3.1 Обоснование проектных решений конструкции балки пролётного строения длиной 24 м
Железобетонные балки пролётных строений должны изготавливаться в соответствии со СНиП 2.05.03-84 по рабочим чертежам серии 3.503-81 выпуск 5-5-ТТ.
Для изготовления балок пролётных строений применяется тяжёлый бетон по ГОСТ 25192 ГОСТ 26633, класса по прочности на сжатие С28/35.
Допускается применение бетона класса С32/40
для ускорения набора передаточной прочности. Марка бетона по морозостойкости в зависимости от температурной зоны строительства:
- для температурных зон 1,2,3,6 и 7 – F200;
- для температурных зон 4,5 и 8 – F300.
Таблица 4. Характеристика температурных зон
| Средняя температура наиболее холодного месяца |
- 20°С и выше |
Ниже -20°С |
| Средняя температура наиболее холодной пятидневки с обеспечённостью 0,92 |
-30°С и выше |
Ниже -30°С до -40°С включительно |
Ниже -40°С |
Ниже -30°С до -40°С включительно |
Ниже -40°С |
| Номер температурной зоны при влажности воздуха |
≥40% |
1 |
2 |
3 |
4 |
5 |
| ≤40% |
6 |
7 |
- |
8 |
- |
Балки пролётных строений длиной 24м изготавливаю на линейных стендах.
Цемент, щебень, песок, вода
Цемент должен соответствовать ГОСТ 10178-85 «Портландцемент и шлакопортландцемент. Технические условия». Применение ЦЕМ 11/А-Ш с активными минеральными добавками по массе свыше 5% допускается при экономическом обосновании и положительных результатах заданных показателей качества при испытании контрольных кубов-образцов подборов составов бетонов по ГОСТ 9818.0-81 .
Щебень должен соответствовать ГОСТ 8267-93 «Щебень и гравий из плотных горных пород для строительных работ. Технические условия».
Щебень с зернами крупностью свыше 15 мм не допускается применять при приготовлении бетонной смеси.
Песок должен соответствовать ГОСТ 8736-93 «Песок для строительных работ. Технические условия». Модуль крупности песка Мк = 2,2..3,0.
Вода должна соответствовать СТБ 1114-98 «Вода для бетонов и растворов. Технические условия».
При применении технической воды испытания проводят один раз в год на содержание растворимых солей, сульфатов, хлоридов и взвешенных частиц, а также на соответствие другим техническим требованиям.
Армирование напрягаемой арматурой
Напрягаемая арматура – прямолинейные горизонтальные пучки из 24 проволок класса В-ІІ диаметром 5мм с двумя каркасно-стержневыми анкерами.
Часть пучков «обрывается» в пролёте. «Обрыв» пучков осуществляется изоляцией концевых участков пучков промасленной плотной бумагой по битумной мастике, паклей (мешковиной) пропитанной битумом или другими материалами при условии исключения сцепления пучков с бетоном.
При передаче усилия с напрягаемой арматуры на бетон необходимо контролировать проскальзывание изолированной части пучков. Величину ухода пучка через два дня после натяжения определять по формуле:

Δ
lизол
– длина изолированной части пучка;
Ep
- 
Контролируемое усилие, передаточная прочность бетона(прочность бетона в момент передачи усилия обжатия на бетон) и прочие характеристики балки даны в даны в таблице 3.
| Температурная зона (влажность воздуха) |
Натяжение напрягаемой арматуры |
Контролируемое напряжение в арматуре после её натяжения |
Передаточная прочность бетона |
Выгиб балки после передачи усилия обжатия на бето(в середине пролёта |
Начальное натяжение в арматуре

|
Усилие в пучке (пряди) |
Вытяжка при натяжении с двух сторон |
После заанкеривания

|
Через два дня

|
| МПа |
кН |
мм |
МПа |
МПа |
- |
мм |
| 1,2,3,4,5 (≥40%) |
941,5 |
443,5 |
64×2 |
913,4 |
887,3 |
75%
70%
|
28 |
| 6,7,8( ≤40%) |
970,9 |
457,3 |
66×2 |
942,8 |
913,7 |
78%
70%
|
30 |
При назначении начального напряжения в арматуре в проекте учтены следующие потери предварительного напряжения арматуры:
1. Релаксация напряжения арматуры – σ1 ( 50% на стадии натяжения, 50% на стадии эксплуатации );
2. Деформация анкеров, расположенных у натяжных устройств, - σ2;
3. Быстронатекающая ползучесть – σ3;
4. Усадка и ползучесть бетона – σу, σп.
При натяжении арматуры, в зависимости от конкретных условий производства учесть дополнительные следующие потери:
1. Потери от температурного перепада при натяжении на упоры:

Где Δ
l
– разность между температурой нагреваемой арматуры и неподвижных упоров, расположенных вне зоны нагрева, воспринимающих усилие натяжения, 
2. Потери от деформации стальной формы – σс:
Где n –
число групп арматурных элементов,
натягиваемых неодновременно;
Δ
l
– сближение упоров на линии действия усилия предварительного обжатия, определённое из расчёта деформации формы;
l
– расстояния между наружными гранями упоров;
Es –
модуль упругости стали формы, МПа.
Начальное напряжение в арматуре на заводе будет равно:
При этом должно соблюдаться условие 
При не выполнении этого условия необходимо обращаться в проектную организацию.
Для конструкции с естественным твердением бетона необходимо дополнительное согласование с проектной организацией, т.к. потери σs, σу, σ2 учтены в проекте с учётом тепловой обработки бетона.
При назначении рабочего давления в домкрате необходимо учитывать потери в напрягаемой арматуре, вызванные трением в самом домкрате.
В период освоения конструкции необходимо провести контрольные проверки натяжения в напрягаемой арматуре. Сразу после окончания натяжения и заанкеривания напряжение в проволоки должно быть σсов1, а через два дня после окончания натяжения, перебетонирования, - σсов2.
Электродуговая резка арматурной проволоки, производство сварочных работ вблизи от напрягаемой арматуры без защиты ее от воздействия повышенной температуры и искр, и использование её для заземления электроустановок запрещается.
Передача усилий предварительного обжатия на бетон должна осуществляться плавно, одновременно или поочерёдно.
Поочерёдный отпуск натяжения пучков должен, производится с помощью специальных разгружающих домкратов или гидродомкратов. При поочерёдно отпуске путём перерезания пучков автогеном необходимо участки пучков между торцом балки и упорами разогреть до «красна».
Поочерёдный отпуск натяжения следует производить симметрично относительно вертикальной оси балки, начиная с верхних и нижних пучков.
После окончания отпуска необходимо:
- измерить величину «ухода» пучка;
- измерить величину упругого подъёма балки;
- произвести тщательное обследование конструкции.
Результаты измерения и освидетельствования конструкции заносятся в технический паспорт балки.
Концы обрезанных пучков не должны выступать более чем на 10мм и должны быть заделаны цементным раствором с добавлением поливинилацетатной эмульсии, для чего предусмотрены ниши на торце балки.
Армирование ненапрягаемой арматурой
Балки полётных строений рекомендуется армировать сварными сетками и каркасами, предусмотрен вариант армирования вязанными сетками и каркасами.
Сетки и каркасы изготавливаются из стали класса А300 или класса А400, сварными или вязаными в зависимости от средней температуры воздуха наиболее холодной пятидневки.
Сетки рёбер СР120-ТАІ-6 изготавливаются только сварными. Для варианта армирования вязанными сетками и каркасами сетки СР120-ТАІ-6 заменить на сетки СР120-ТАІІ-6 или СР120-ТАІІІ-6.
В соответствии с ТП101-81 в балках пролётных строений, эксплуатируемых в районных с расчётной температурой воздуха наиболее холодной пятидневки -40°С и выше следует применять только сталь класса А400, применение класса А300 допускается в исключительных случаях, при полной невозможности получения стали класса А400. В районах с расчётной температурой воздуха ниже -40°С при изготовлении сварных сеток и каркасов применять сталь класса АС300.
При отсутствии необходимого сортамента арматурной стали, предусмотренного настоящим проектом, разрешается замена стержней по эквивалентной площади с шагом не более 200мм.
Для фиксации сеток предусмотрены фиксаторы. При необходимости, для удобства технологии, разрешается изменять конструкцию фиксации сеток без перерасхода стали и при соблюдении защитного слоя и жёсткости каркаса.
В балках предусмотрены закладные изделия для приварки верхних подушек опорных частей и для соединения с элементами мостового плотна. Количество и положения закладных изделий МН-ТАІІ (А400)-6 уточняется при привязки деформационного шва.
Для балок, эксплуатируемых в районах с сейсмичностью 7-9 баллов, для приварки подушек опорных частей вместо закладного изделия марки МН-2 установить закладное изделие МН-4.
Все закладные изделия должны иметь антикоррозийное покрытие в соответствии со СНиП 2.03.11-85.
Для обеспечения сцепления бетона омоноличивание с бетоном плиты балок необходимо смазать опалубку боковых граней плиты 50% раствором сульфатно-спиртовой барды и сразу же после распалубки бетон этих гране следует обрабатывать проволочными щётками.
По требованию заказчика необходимо выполнить необходимые мероприятия, предусмотренные СНиП 2.03.11-85, а также окраску в белый цвет полимерцементной краской открытых наружных поверхностей всех балок, предназначенных для эксплуатации в районах с расчётной температурой воздуха ниже -40°С, и только крайних балок для защиты от солнечной радиации, предназначенных для эксплуатации в климатическом подрайоне ІVА согласно СНиП 2.01.01-82.
Окраска должна производится после передачи усилия предварительного напряжения на бетон и освидетельствования балок инспекцией при положительной температуре воздуха и бетона конструкции. Краска наносится в два слоя. Для придания краски светлого цвета в её состав вводится мел или известь в количестве 20-30% от веса цемента.
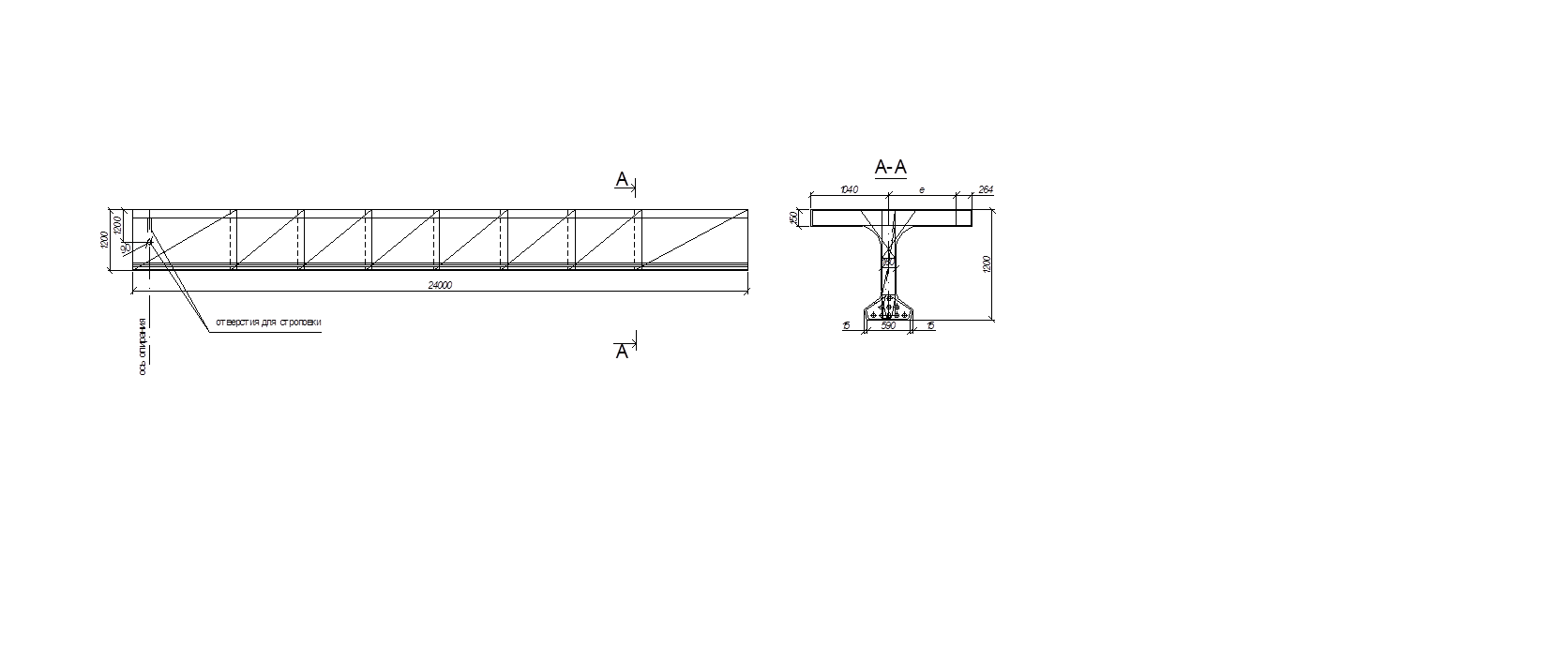
Рисунок 2. Арматурно-опалубочный чертёж изделия
Для изготовления пролётных балок длиной 24м применяется тяжёлый бетон класса С32/40.
Для изготовления бетона следует применять портландцементы, соответствующие требованиям ГОСТ 10178-85 «Портландцемент и шлакопортландцемент. Технические условия» и ГОСТ 22266-94 «Цементы сульфатостойкие. Технические условия».
В соответствии с классом бетона принимаем класс цемента М 52,5
Применение цемента пониженных классов увеличивает его расход.
При применении цемента высокой активности для бетонов низких классов следует вводить минеральные добавки тонкомолотых шлаков, золы ТЭЦ, активных минеральных добавок естественного происхождения.
Расход цемента не должен превышать типовую норму по СНиП 5.01.23-83.
Вид цемента для различных условий работы необходимо выбирать с учетом требований ГОСТ 23464-79 «Цементы. Классификация».
В качестве мелкого заполнителя для тяжелого бетона применяется речной песок, в качестве крупного заполнителя — щебень из плотных горных пород.
Вода для затворения бетонной смеси должна соответствовать требованиям ГОСТ 23732-79 «Вода для бетонов и растворов. Технические условия».
Рекомендуется применять питьевую воду. Можно использовать технические оборотные и природные минерализованные воды с допустимым содержанием примесей.
Водородный показатель рН воды должен быть не менее 4 и не более 12,5.
Допускается не более 10 мг/л органических поверхностно-активных веществ, сахаров, фенолов.
Для улучшения свойств бетонной смеси, затвердевшего бетона, ускорения твердения бетона, замедления или ускорения сроков схватывания вводятся химические добавки, применение которых регламентируется.
Проектирование состава бетона
Исходные данные для проектирования состава бетона: класс по прочности при сжатии С32/40
, ОК=2-4 см, влажность заполнителей:
портландцемент активностью Rц
=52,5МПа:
- истинная плотность rи.ц
=3100 кг/м3;
- насыпная плотность rн.ц
=1200 кг/м3;
песок:
- истинная плотность rи.п
=2500 кг/м3
;
- насыпная плотность rн.п
=1450 кг/м3
;
- модуль крупности Мк
=2,7;
щебень гранитный фракций 3-10 мм:
- средняя плотность зерен rс.щ
=2700 кг/м3
;
- насыпная плотность rн.щ
=1500 кг/м3
.
1. Определение водоцементного отношения:
 ; ;
где А1
– коэффициент учитывающий качество материалов, равный 0,6;
Rб
- предел прочности бетона на сжатие.
2. Определение расхода воды:
Расход воды назначаем в зависимости от подвижности бетонной смеси (ОК) и от наибольшей крупности щебня:
В=200 л/м3
.
3. Определение расхода цемента:
4.
4. Определяем расход щебня:
где  — пустотность щебня в рыхлонасыпанном состоянии; — пустотность щебня в рыхлонасыпанном состоянии;
 — насыпная плотность щебня, — насыпная плотность щебня,  ; ;
 — истинная плотность щебня, ; — истинная плотность щебня, ;
 — коэффициент раздвижки зерен щебня. — коэффициент раздвижки зерен щебня.
5. Определение расхода песка:

В результате проведенных расчетов получен следующий номинальный состав бетона:
Цемент = 400кг/м3
;
Вода = 200 кг/м3
;
Песок = 474кг/м3
;
Щебень = 1341 кг/м3
;
Плотность бетона = 2415 кг/м3
.
Корректирование состава бетона с учетом влажности заполнителей.
Определяем количество воды в заполнителях:


Количество воды в заполнителях:

Следовательно, необходимый расход воды:

Состав бетона с учётом влажности заполнителей:
Цемент = 400кг/м3
;
Вода = 154,63 кг/м3
;
Песок = 485,85кг/м3
;
Щебень = 1386,37 кг/м3
;
Плотность бетона = 2415 кг/м3
.
Так как рассматриваемое изделие будет эксплуатироваться на открытом воздухе в условиях периодического замораживания и оттаивания, от неё требуется как можно большая марка по морозостойкости. Поэтому используем химическую добавку воздухововлекающего действия СНВ (смола нейтрализованная воздухововлекающая) в количестве 0,02% от массы цемента.
Расход раствора добавки будет равен: 
Где Х – дозировка добавки от массы цемента,
Сρ – концентрация рабочего состава раствора.
Химическая добавка СНВ вводится в бетонную смесь в виде водного раствора 5% концентрации, поэтому скорректированный состав бетона будет выглядеть следующим образом:
Цемент = 400кг/м3
;
Вода = 198,4 кг/м3
;
Песок = 474кг/м3
;
Щебень = 1341 кг/м3
;
Химическая добавка СНВ = 1,6 кг (раствор 5% концентрации).
Изготовление балок пролётных строений осуществляется на двух линейных стендах диной 123 м и шириной 3,5 м каждый, с 11-ю упорами воспринимающими усилие натяжения арматуры.
На стендах можно выпускать изделия высотой до 2 м с проволочной, стержневой и прядевой арматурой. Изготовление конструкций ведётся в металлических формах с «паровой рубашкой», прикреплённых к стенду специальными пружинами.
Очищенные формы смазывают с помощью специальных пистолетов распылителей, подсоединённых к магистральному трубопроводу централизованной системы подачи смазки.
При изготовлении изделий с проволочной арматурой бунтодержатель с двенадцатью бунтами высокопрочной проволоки перемещается к нужным упорам. Набирается струнопакет из необходимого количества проволок, для чего конец проволоки из каждого бунта после прохода через направляющие ролики передвижного бунтодержателя пропускается через хвостовой зажим с направляющими диафрагмами и закрепляется в головном анкерном зажиме. Головной анкерный зажим с закреплённой в нём проволокой и направляющая диафрагма соединяются со специальной лыжей, связанной со стальными канатами тяговыми лебёдками, с помощью которых она перемещается вдоль стенда. Когда лыжа подходит к противоположному от бунтодержателя концу стенду, анкерный зажим отсоединяется от лыжи, прикрепляется к крюку мостового крана, заводится за упоры стенда и прикрепляется за них. После этого проволока заклинивается в хвостовом зажиме и обрезается, а процесс сборки и протягивания струнопакета повторяется. Если во время протягивания на одном из бунт кончилась проволока, на бунтодержатель мостовым краном устанавливаю новый моток проволоки и при помощи специального приспособления производят сращивание проволоки. По мере протягивания пакета на концах устанавливаю распределительные диафрагмы, которые обеспечивают проектное положение арматуры по сечению изделия. По окончании протягивания струнопакетов производится предварительное натяжение арматуры гидродомкратом.
Чтобы облегчить запасовку проволоки в гидродомкрат, перед окончательным натяжением втянутые концы проволоки обрезаю. После этого укладывают арматурные каркасы, закладные детали, производят сборку форм и тем же гидродомкратом натягивают арматуру.
Для заготовки плетей в производстве со стержневой арматурой в цехе размещают установку для сварки плетей и упрочнения стержней.
Бетонная смесь нужного класса подаётся в зону действия мостового крана самоходной бадьёй. Бадья мостовым краном снимается с тележки, транспортируется к бетонораздатчику типа СМЖ-71А и перегружается в его бункер.
Бетонораздатчик, пути которого расположены параллельно полосам стенда, консольным ленточным питателем выдаёт бетонную смесь в формы. Уплотнение бетонной смеси производится вибраторами, укреплёнными на бортах форм, и переносным ручным виброинструментом. По окончании уплотнения смеси производят пропаривание изделий в формах. Для предотвращения испарения влаги во время тепловлажностной обработки изделия сверху накрывают брезентом.
По достижении бетоном заданной прочности производится передача усилия натяжения на бетон с помощью песочных муфт или винтов, имеющихся на анкерных зажимах. После снятия натяжения арматура разрезается специальной машиной или керосинорезом. Изделия с помощью траверсы мостовым краном переносят на свободную площадку, где производя контроль качества и мелкий ремонт, а также заделку необрезанных концов арматуры цементно-песчаным раствором и доводку. Готовые изделия грузят на тележку и вывозят на слад готовой продукции.
Таблица 4.
Расчёт операций цикла формования балок пролётных строений.
| Операции |
Расчётные параметры |
Длительность операции, мин |
| Дина хода машины, м |
Скорость машины |
Чистое машинное время, мин |
Объём работ операции,  |
| Перемещение бунтодержателя к нужным упорам |
3,5 |
10 м/мин |
- |
- |
0,35 |
| Соединение головного анкерного зажима с закреплённой в нём проволокой и направляющей диафрагмы со специальной лыжей |
- |
- |
5 |
- |
5 |
Протягивание лыжей пучка проволок из одного конца стенда в другой
|
121 |
11 м/мин |
- |
- |
11 |
| Предварительное натяжение арматуры гидродомкратом |
- |
- |
3 |
- |
3 |
| Укладка арматурных каркасов, закладных деталей, сборка форм |
- |
- |
30 |
- |
30 |
| Окончательное натяжение арматуры |
- |
- |
3 |
- |
3 |
| Загрузка бетонной смеси в самоходную тележку |
- |
1,8 |
- |
1,8 |
1 |
| Перемещение бадьи в зону действия крана |
15 |
15 м/мин |
- |
- |
1 |
| Съём бадьи с самоходной тележки мостовым краном |
- |
- |
1 |
- |
1 |
| Доставка бадьи к бетонораздатчику |
7 |
60 м/мин |
- |
- |
0.12 |
| Выгрузка смеси из бадьи в бетонораздатчик |
- |
1,8 |
1 |
- |
1 |
| Укладка смеси бетонораздатчиком в форму |
12 |
4 м/мин |
- |
1,8 |
3 |
| Возврат бадьи на самоходную тележку |
7 |
60 м/мин |
- |
- |
0,12 |
| Перемещение тележки с бадьёй к месту загрузки смеси |
15 |
10 м/мин |
- |
- |
1,5 |
Определяем коэффициент оборачиваемости стенда в сутки:

То – время оборота стенда:

Тп – распалубка, отпуск натяжения, очистка и смазка;
Тн – армирование 50%;
Та – армирование 100%;
Тф – укладка и уплотнение бетонной смеси;
Ту – термообработка и выдержка;

Производительность определяется по формуле:
Р – производительность;
F – площадь стендовой полосы;
В – объём бетона на одно изделие;
n – число стендовых полос;
q – объём бетона на 1 м2
стендовой полосы;
ки – коэффициент использования стенда (ки=0,8÷0,88);
Однако нет надобности определять производительность рассматриваемого производства так как она задана изначально - 65000 м3
. Необходимо определить только количество стендовых полос и число форм.

Отсюда выносим следующее проектное решение: принимаем два цеха со стендовым способом производства для выпуска железобетонных мостовых балок. Каждый цех должен состоять из двух стендовых линий длиной 123 м, на каждом стенде располагается по пять форм.
Ведомость оборудования и оснастки
Кран мостовой
- грузоподъёмность – 40 т;
- высота подъёма – 7 м;
Бетонораздатчик СМЖ-71А
-
ширина колеи – 1000 мм;
- число бункеров – 1;
- вместимость бункеров – 1,8 м3
;
- ширина ленты питателя – 0,7 м;
- скорость – 4 м/мин;
- производительность – 8 м3
;
Гидродомкрат малогабаритный СМЖ-84
- максимальноетяговое усилие – 1000 (125 с перехватом) кН;
- габаритные размеры - 1200×755×1320;
- масса – 625 кг;
Бадья для бетона на самоходной тележке СМЖ-219
-
вместимость бункера – 1,8 м3
;
Бунтодержатель передвижной СМЖ- 323А
-
номинальный диаметр проволоки – 3-6 мм;
-
число одновременно размещаемых мотков проволоки – 12
- диаметр мотка:
внутренний – 400-950 мм;
внешний – до 1500;
- масса мотка – до 1500 кг;
- высота – 2010 мм;
- диаметр - 395 мм;
- масса – 1685 кг;
Машина для упрочнения стержней СЛЩ-31(286)
Установка для сварки стержневых плетей СМЖ-32(285)
Машина СЛЩ-31 (286) предназначена для упрочнения стержней путем вытяжки стержневых плетей с анкерными головками, поступаемых в машину из установки СМЖ-32(285) (монтируемой рядом). Машина состоит из станины в сборе, гидродомкрата, предохранительного щита и пневмоэлектрической разводки.
Станина представляет собой раму, состоящую из секций сварной- конструкции, соединенных между собой болтами. На одной стороне верхней части рамы расположены склизы. Вместе со склизами приемного рольганга установки СМЖ-32 для сварки стержневых плетен они образуют накопитель, вмещающий 10—12 плетей.
Самоходная тележка для вывоза готовой продукции ГП-50 т
4 Проектирование формовочного цеха
Сторительное решение формовочного цеха
Формовочный цех является зданием, где протекает основной процесс формования изделий, а также их тепловая обработка.
Он имеет следующие размеры:
- длина 168 м;
- ширина 72 м;
- высота до низа стропильной конструкции 10,8 м;
Производственный корпус имеет четыре пролета по 18 м шириной каждый на которых выпускают изделия разного вида изделия. С восточной части к корпусу непосредственно примыкает цех по выпуску арматурных и закладных изделий. В западной части находятся основные ворота, через которые происходит вывоз строительных изделий на склад готовой продукции. К зданию также примыкает бетоносмесительный цех. Есть возможность через галерею, проходящую к арматурному цеху попасть в административно бытовой корпус.
Согласно конструктивных особенностей основного производственного корпуса, в здании применены следующие основные элементы стоечно-балочной системы:
- фундаменты, которые являются железобетонными фундаментами сборно-составными стаканного типа под колонну. Под основное технологическое оборудование предусмотрены отдельные монолитные фундаменты, так как данное оборудование имеет большую массу и подвержено различного рода дополнительным воздействиям (вибрациям);
- колонны железобетонные одноветвевые с размерами 800×500 мм. Сетка колонн в здании принята 12000×18000 мм;
- в качестве стропильной конструкции применены железобетонные безраскосые фермы длиной 17940, с максимальной высотой сечения 3000 мм.
Для восприятия ветровой нагрузки, действующей на торец здания, в покрытии по нижнему поясу стропильных ферм устроены горизонтальные связи в виде горизонтальной связевой фермы. Их выполняют в виде блока решетки из стальных уголков между двумя крайними фермами покрытия. Кроме того, горизонтальные связи устроены по верхнему поясу ферм покрытия в виде горизонтальной фермы, образованной крестообразными связями и поясами двух крайних ферм , а также в виде распорок, устанавливаемых на середине пролета между всеми остальными фермами покрытия. В фонарях устроена система связей из вертикальных и горизонтальных стальных уголков. Вертикальные связи между несущими конструкциями покрытия устраивают в крайних пролетах температурного блока, ограниченного температурными швами или торцом здания. Эти связи предназначены для восприятия тормозных усилий кранов, а также ветровых воздействий на торец здания.
В качестве покрытия приняты преднапряженные железобетонные плиты размером 3000×12000 мм, обмазочная пароизоляция, полистирольные плиты, цементная стяжка.
В качестве ограждающей конструкции применена трехслойная стеновая панель, которая навешивается на колонну. Световые проёмы выполнены в виде лент. Заполнение оконных проёмов состоит из глухих металлических переплётов с двойным остеклением.
Полы выполнены из двух слоев бетона уплотненному щебнем грунту: верхний слой 30 мм бетон С20/25
, подстилающий – С10/12,5
.
В здании установлены мостовые краны грузоподъемностью: два по 30 т и четыре по 20 т. Для укладки подкранового рельса применена подкрановая балка длиной 12 м и высотой сечения 1400 мм.
Технологическое решение формовочного цеха
Технология, применяемая для изготовления железобетонных мостовых балок, была описана ранее в пункте 3.3.
5. Проектирование арматурного цеха
Место расположения арматурного цеха по отношению к формовочным цехам и его размеры проектируются в зависимость от объёмов продукции, выпускаемых предприятием, от видов этой продукции, широты ассортимента арматуры, арматурных и закладных изделий применяемых в производстве изделий.
Существует несколько вариантов расположения арматурных цехов по отношению к формовочным линиям:
- арматурный цех располагается на территории формовочного цеха;
- арматурный цех располагается в пространстве между формовочных линий вдоль их;
- ось арматурного цеха располагается перпендикулярно по отношению к формовочным цехам и имеется несколько транспортных проходов снабжённых тележками для транспортирования арматуры и арматурных изделий к формовочным постам.
Первый вариант расположения используется на производствах с небольшой мощностью номенклатурой продукции, и выпускаемая продукция не требует изготовления сложных и объёмных арматурных каркасов, и вообще большого числа арматурных элементов.
Второй вариант используется на предприятиях с более широким ассортиментом изделий и конструкций и применяемых в ней арматурных элементов, однако, также с достаточно небольшой мощностью.
Третий вариант используется на предприятиях, изготавливающих широкий круг железобетонных изделий и конструкций, требующих в своём производстве, большое число арматурных и закладных изделий, каркасов плоских и объёмных.
В нашем случае рассматривается завод по производству железобетонных мостовых конструкций с производительностью 145 тыс. м3
в год. На предприятие выпускаются элементы крупных размеров с довольно сложным и густым армированием. Объёмы выпускаемой продукции говорят о том, что необходимо довольно обширное пространство для удовлетворения в полной мере потребностей формовочных цехов в арматуре, арматурных и закладных изделий. Поэтому очевидно, что необходимо принять третий способ расположения арматурного цеха.
Для армирования железобетонных конструкций применяется горячекатаная круглая сталь гладкая и периодического профиля классов А240, А300, А400, соответствующая требованиям ГОСТ 5781-82. В качестве напрягаемой арматуры применяется стержневая горячекатаная сталь периодического профиля Ат800 по ГОСТ 10884-94, прямолинейные горизонтальные пучки из 24 проволок класса В-ІІ диаметром 5мм.
Стержни классов А240 А400 диаметром до 12 мм, класса S 800 диаметром до 10 мм включительно изготавливаются в мотках или стержнях, а больших диаметров – в стержнях.
Стержни изготавливаются длиной от 6 до 12 м (при согласовании с производителем возможно изготовление стержней большей длины). Для правки арматуры, поступающей в мотках, принимаем правильно-отрезные установки, которые одновременно производят очистку стали.
Принимаем правильно-отрезной станок СМЖ-357 , имеющий следующие характеристики:
- диаметр арматуры гладкой 4-10 мм, периодического профиля 6-8 мм;
- длина прутков 1000-9000 мм;
- точность +3; -2;
- скорость подачи и правки арматуры 31 м/мин;
- мощность электродвигателя 12,6кВт.
А также правильно-отрезной станок И-6118:
- диаметр гладкой арматуры 2,5 - 6,3 мм;
- точность ±2;
- скорость подачи и правки арматуры 25 м/мин;
- мощность электродвигателя 6,9 кВт.
Для резки арматурной стали, поставляемой в прутках, принимаем станок СМЖ-1725,имеющий следующие характеристики:
- наибольший диаметр арматуры класса А240 - 40 мм; А300 - 36 мм;
А400 - 25мм;
- число ходов ножа в мин 33;
- ход ножа 45 мм;
- мощность электродвигателя 3 кВт,
Для гибки стержневой арматуры принимаем станок СМЖ-173А;
- максимальный диаметр изгибаемого прутка из стали класса А300- 40мм, мощность электродвигателя 3 кВт;
- габаритные размеры 760x780x780 мм.
Для резки коротких стержней принимаем станок АРС-М
- диаметр отрезаемых стержней 3-55 мм;
- класс арматуры В-I, Вр-I:
- длина отрезаемых стержней, наименьшая – 50 мм, наибольшая – 1000 мм;
- число резов в мин - 42,
- мощность электродвигателя 4 кВт;
- габаритные размеры 1160x1040x665 мм.
Для сварки сеток и каркасов принимаем крестообразный тип сварных соединений, выполняемых контактной точечной сваркой. Этот способ позволяет механизировать и автоматизировать процесс изготовления плоских сварных изделий. Для сварки сеток принимаем одноточечную сварочную машину МТ-2102:
- наибольший диаметр свариваемой арматуры 18x18 мм;
- потребляемая мощность 10кВт.
Для изготовления закладных деталей тавровыми соединениями под
Флюсом принимаем сварочный аппарат АДФ-2001:
- диаметр свариваемых анкерных стержней 8-40 мм;
- производительность 200 сварок/час.
Производственная площадь арматурного цеха ориентировочно определяется по формуле:

где ma
– производство арматурных изделий в год, т;

Са
– съем арматурных изделий с 1 м2
площади цеха в год, равный 6 т.
С учетом 6% отходов:
6. Проектирование бетоносмесительного цеха
6.1 Схема и устройство БСЦ
Принимаем высотное расположение оборудования в БСЦ.
Структура БСЦ(5-ть отделений):
- надбункерное;
- бункерное;
- дозировочное;
- смесительное;
- отделение выдачи бетонной смеси.

Рисунок 4. Технологическая схема приготовления бетонной смеси: 1 – воронка выдачи готовой смеси; 2 – бетоносмеситель; 3 – сборная воронка; 4, 21, 22 – двухфракционные дозаторы цемента, заполнителей, жидкости соответственно; 5,– расходные бункера заполнителей; 6 – фильтры; 7 – указатель уровня; 8 – вентиляторы; 9 – свободообрушители песка; 10 – вибраторы; 11 – поворотная воронка; 12 – двухрукавная течка; 13 – ленточный конвейер;14 – передаточный ленточный конвейер; 15 – циклон; 16 – улавливатель цемента; 20 – аспирационная система.
6.2 Приготовление бетонной смеси
Принимаем смесительный цех циклического действия - одноступенчатый; по схеме расположения смесительных машин в плане - гнездовой; по способу управления - механизированный.
Общий объем одного замеса:

где  – производительность предприятия, – производительность предприятия,  ; ;
 – коэффициент, учитывающий потери бетонной смеси; – коэффициент, учитывающий потери бетонной смеси;
 – расчетное число рабочих суток в году; – расчетное число рабочих суток в году;
 – число рабочих смен в сутки; – число рабочих смен в сутки;
 – длительность рабочей смены, – длительность рабочей смены,  ; ;
 – нормативное число замесов в час; – нормативное число замесов в час;
 .
– коэффициент часовой неравномерности выдачи бетонной смеси. .
– коэффициент часовой неравномерности выдачи бетонной смеси.
Принимаем для тяжелого конструктивного бетона  и и  =0,8, =0,8,  [1, с.13], [1, с.13],  дней, дней,  , , [1, с.4] [1, с.4]
Принимаем 2 смесителя.
Объем смесителя по загрузке:
где  – общий объем одного замеса, ; – общий объем одного замеса, ;
 – число смесителей; – число смесителей;
 – коэффициент выхода бетонной смеси, – коэффициент выхода бетонной смеси,  [1, с.13] [1, с.13]
Принимаем 2 бетоносмесителя типа СБ-79 со следующими техническими характеристиками [3, с.167]
Вместимость по загрузке 0,75 ;
Объем готового замеса 0,5;
Мощность двигателя 30  . .
6.3 Дозировка материалов
Принимаем весовые дозаторы циклического действия. Погрешность дозирования заполнителей должна быть не более 2% по массе, дозирования цемента не более 1% по массе, дозирование воды и рабочих растворов жидких добавок не более 1%.
Принимаем для расчета дозаторов и складов заполнителя и цемента по расчету состава бетона:
расход цемента 400 кг/м3
;
расход песка максимальный для тяжелого бетона 486 кг/м3
;
расход щебня максимальный 1408,5 кг/м3
.
Определяем расход компонентов на 1 замес:
Коэффициент выхода бетона Кс
=0,8 м3
;
Емкость смесителя 375 л;
Объем одного замеса 0,375×0,8=0,3 м3
Ц=400×0,3=120 кг/замес;
В=200×0,3=60 кг/замес;
Щ=1386×0,3=416 кг/замес;
П=486×0,3=146 кг/замес.
Плотность песка 1450 кг/м3
и щебня 1500 кг/м3
.
Плотность цемента 1200 кг/м3
.
Принимаем следующие дозаторы (таблица 3)[3, с.172].
Таблица 5. Технические характеристики автоматических дозаторов циклического действия.
| Наименование показателей |
Для цемента |
Для щебня |
Для песка |
Для воды |
| АВДЦ-425 |
АВДЧ-1200 |
АВДЧ-1200 |
АВДЖ-425 |
Пределы взвешивания, кг
Вместимость бункера, м³
Цикл дозирования, с
Габариты, мм:
длина
ширина
высота
Масса, кг
|
30÷150
0,18
60
1810
960
2070
490
|
200÷1200
0,87
90
2060
1170
2660
560
|
200÷1200
0,87
90
2060
1170
2660
560
|
20÷200
0,21
45
1530
940
2100
350
|
| Примечание. Все дозаторы имеют пневматический привод, обслуживаемый пневмосистемой с величиной давления равной 0,5÷0,6 МПа. |
5.4 Транспортирование цемента и заполнителей в расходные бункера
После разгрузки с железнодорожных вагонов, цемент, а также заполнители крупный и мелкий подаются на соответствующие складские помещения. Затем каждый из компонентов бетонной смеси подаётся в бетоносмесительный цех.
Цемент поступает на склад следующим образом:

Рисунок 5. Схема разгрузки-погрузки транспортных средств на складе цемента.
1–маневровая лебедка; 2–вакуумный разгрузчик; 3–винтовой конвейер с очистной секцией; 4–пневматический подъемник; 5–пневматический винтовой насос; 6–аэрожелоб; 7–донный разгружатель; 8–силоса; 9–камера осаждения с фильтром.
Из вагонов цемент в силосы выгружается разгрузчиком всасывающе-нагнетательным ТА-26 с производительностью 20 т/ч. В бетоносмесительный цех цемент подается пневматическим камерным насосом ТА-23 производительностью 30 т/ч[3, с.184].
Заполнители подаются в расходные бункера БСЦ ленточным конвейером ТК-3 с шириной ленты 650 мм и производительностью горизонтального 90 т/ч, наклонного под углом 180 – 45 т/ч [3, с.336].
Число отсеков расходных бункеров принимаем равным по ОНТП-7-80 для: цемента – 2, для песка – 2, для щебня – 3 [1, с.14].
Объем отсеков расходных бункеров для заполнителей и цемента определяется по формуле:

где Vсм
– объем смесителя по загрузке, м3
;
bб
– коэффициент выхода бетонной смеси;
nз
– нормативное число замесов в час;
зч
– запас материалов в расходных бункерах, ч;
Qсм
– расход материала на 1 м3
бетона, м3
;
nотс
– число отсеков.
Для цемента запас – 3 ч, для заполнителей – 2 ч [1, с.14].
Для цемента:

Для песка:

Для щебня:

Транспортируется бетонная смесь из БСЦ в формовочный цех по бетоновозной эстакаде, оборудованной тремя самоходными тележками.
Объёмы приёмных бункеров принимаем 2,5 м3
.
Механизмами дозировочного управления отделения и бетоносмесительного отделения управляет оператор с центрального пульта, дозирование осуществляется автоматическими циферблатными дозаторами. Они работают в паре с вторичными приборами, установленными в помещении оператора. Управление выпускными затворами дозаторов и бетоносмесителей осуществляется пневмоприводами с электромагнитными клапанами. Всеми производственными процессами управляет оператор из центрального пульта, в котором кроме пульта управления размещен щит технологической световой сигнализации.
7 Проектирование складов цемента и заполнителей
Цемент
Складирование и хранение цемента производится в специализированном прирельсовом складе силосного типа.
Цемент поступает на склад в железнодорожных вагонах всех видов (крытых, бункерного типа, цементовозах с пневмовыгрузкой) и в саморазгружающихся автоцементовозах с пневмовыгрузкой.
Емкости для хранения цемента оснащаются аэрационными сводообрушающими устройствами.
Склад цемента должен быть герметичным и обеспечивать защиту цемента от атмосферной и грунтовой влаги.
Цемент хранят по видам и маркам раздельно в силосах. Во избежание слеживания цемент периодически перекачивают из силоса в силос.
При длительном хранении цемента (свыше двух месяцев) необходимо обязательно проверять его активность перед применением для приготовления бетонной смеси.
Заполнители – щебень и песок
Хранение щебня и песка осуществляется в крытом складе эстакадно-полубункерного типа.
Поступающие на завод заполнители разгружаются в специальный приемный бункер, откуда наклонным ленточным транспортером подаются к ленточному конвейеру, распределяющему щебень и песок в соответствующие отсеки склада.
На складе заполнители принимают по объему или массе в состоянии естественной влажности.
Объем заполнителей при необходимости определяют по замерам в транспортных средствах, а массу путем взвешивания.
Складирование и хранение щебня осуществляется отдельно по фракциям. Смешивание щебня различных фракций при складировании и хранении не допускается.
Вместимость складов заполнителей и цемента определяем по формуле:
 , ,
где nсм
– число смесителей;
Vсм
– объем смесителя;
bб
– коэффициент выхода бетонной смеси;
Qсм
– расход материала на 1 м3
бетона, м3
;
Зс
– запас заполнителей или цемента на заводских складах, расчетные рабочие сутки.
Для цемента
Qсм
= 400 кг/м3
= 0,35 м3
/м3
;
Зс
= 10 суток [1, с.10].
Для песка
Qсм
= 486 кг/м3
= 0,5м3
/м3
;
Зс
= 10 суток [1, с.9].
Для щебня
Qсм
= 1386 кг/м3
= 0,95 м3
/м3
;
Зс
=10 суток [1, с.9].
Vскл.цем
=2×0,375×0,67×30×0,35×8×3×10 = 1266,3  . .
С учетом коэффициента заполнения емкостей 0,9 [1, с.10]
Vскл.цем
= 1266,3/0,9 = 1407 м3
=1688 т;
Принимаем 5 силосных банок емкостью 400 т каждая.
Vскл.песка
=2×0,375×0,67×30×0,5×8×3×10=1809 м3
;
С учетом коэффициента заполнения емкостей 0,85: Vскл.песка
=2128,2 м3
.
Vскл.щебня
=2×0,375×0,67×30×0,95×8×3×10 = 3437,1 м3
;
С учетом коэффициента заполнения емкостей 0,9: Vскл.щебня
= 3819 м3
.
Таблица 6. Технические характеристики складов для хранения сырьевых материалов.
| Материал |
Тип склада |
Вместимость |
Число силосов (отсеков) |
Годовой грузооборот |
Площадь
l×b
, м
|
| Цемент |
Прирельсовый, силосный |
1800 т |
9 |
30000 т |
- |
| Песок |
Прирельсовый, закрытый штабельно-полубункерный |
3000 м3
|
------------ |
85000 м3
|
115×30 |
| Щебень |
4000 м3
|
------------- |
100000 м3
|
140×30 |
8 Расчёт потребности в энергорессурсах
Таблица 7. Расчёт потребности вэнергорессурсах
| Наименование оборудования |
Количество |
Пв, 100% |
Мощность электродвигателя |
Кэффициент использывания во времени |
Потребляемая мощность, кВт |
| Единицы |
общая |
| Механизм подъёма крана |
1 |
0,25 |
50 |
50 |
0,55 |
27,5 |
| Бетонораздатчик СМЖ-71А |
2 |
0,7 |
30 |
60 |
0,55 |
23,1 |
| Гидродомкрат малогабаритный СМЖ-84 |
2 |
0,25 |
7,5 |
15 |
0,30 |
4,5 |
| Оборудование для протаскивания арматуры |
2 |
0,30 |
5 |
10 |
0,35 |
3,5 |
| Бадья для бетона на самоходной тележке СМЖ-219 |
1 |
0,25 |
20 |
20 |
0,50 |
10 |
| Бунтодержательпередвижной СМЖ-323А |
1 |
0,25 |
20 |
20 |
0,35 |
7 |
| Машина для упрочнения стержней СЛЩ-31(286) |
1 |
0,25 |
15 |
15 |
0,35 |
5,25 |
| Самохлдная тележка для транспортирования готовых изделий |
1 |
0,1 |
25 |
25 |
0,35 |
8,75 |
| Установка для сварки стержневых плетей СМЖ-32(285) |
1 |
0,25 |
20 |
20 |
0,35 |
7 |
Специальное устроийство для протаскивания арматуры от одноого стенда к другому
|
2 |
0,40 |
5 |
10 |
0,35 |
3,5 |
| Механизм передвижения крана |
1 |
0,25 |
40 |
40 |
0,55 |
22 |
| Итого |
122,1 |
9 Технико-экономические показатели проекта
Таблица 8. Технико-экономичекие показатели
| № п/п |
Наименование показателей |
Ед. измерения |
| 1 |
Мощность предприятия |
14500 м3
/год |
| 2 |
По базовому изделию |
65000м3
/год |
| 3 |
Продолжительность строительства завода: |
24 месяца |
| 4 |
Подготовительный период |
4 месяца |
| 5 |
Передача оборудования в монтаж |
9-20 месяцев |
| 6 |
Режим работы предприятия:
Номинальное количество рабочих суток в году
|
3
262 суток
|
| 7 |
Расчётное количество рабочих суток в году |
253 суток |
| 8 |
Плотность застройки |
50% |
10 Мероприятия по охране труда, проивопожарной безопастности и природоохранительные
Одним из наиболее опасных факторов, воздействующих на человека в производственных условиях, являются ядовитые вещества, которые могут иметь различные агрегатные состояния: твердые, жидкие, паро- и газообразные.
В настоящее время известно более 5 млн. химических веществ, из которых 60 тыс. широко применяются в промышленности. Ежегодно в мировой практике синтезируется от 500 до 1000 новых химических веществ и их соединений, поэтому вероятность загрязнения рабочих мест ядовитыми веществами все более возрастает.
На предприятии должен осуществляться систематический контроль за содержанием вредных веществ в воздухе рабочей зоны. Этот контроль производят заводские санитарные лаборатории, а также городские и районные санитарно-эпидемиологические станции (СЭС). Они определяют места и порядок контроля воздушной среды.
Методы контроля загрязнения воздушной среды подразделяют на три группы: лабораторные, экспрессные и автоматические. Последние методы могут обеспечивать непрерывный контроль с записью результатов измерения.
В соответствии с требованиями ГОСТ 12.1.007-76* контроль за содержанием вредных веществ должен устанавливаться периодический для веществ 2, 3 и 4-го классов опасности и непрерывный – для веществ 1-го класса опасности. Чувствительность методов и приборов контроля не должна быть ниже 0,5 уровня ПДК; их погрешность не должна превышать ±25% от определяемой величины.
Пыль представляет собой гигиеническую вредность, так как она отрицательно влияет на организм человека. Наиболее опасными для человека считаются частицы размером от 0,2 до 7 мкм, которые, попадая в легкие при дыхании, задерживаются в них и, накапливаясь, могут стать причиной заболевания. Концентрация пыли в реальных производственных условиях может составлять от нескольких мг/м3 до сотен мг/м3. Гигиеническими нормами установлены предельно допустимые концентрации (ПДК) пыли в воздухе рабочей зоны. Для предупреждения загрязнения пылью воздушной среды в производственных помещениях и защиты работающих от ее вредного воздействия необходимо проведение следующего комплекса мероприятий.
Максимальная механизация и автоматизация производственных процессов. Это мероприятие позволяет исключить полностью или свести к минимуму количество рабочих, находящихся в зонах интенсивного пылевыделения.
Применение герметичного оборудования, герметичных устройств для транспорта пылящих материалов. Например, использование установок пневматического транспорта всасывающего типа позволяет решать не только транспортные, но и санитарно-гигиенические задачи, так как полностью исключает пылевыделения в воздушную среду помещений.
Использование увлажненных сыпучих материалов. Наиболее часто применяется гидроорошение с помощью форсунок тонкого распыла воды.
Применение эффективных аспирационных установок. На заводах по производству строительных конструкций такие установки позволяют удалять отходы и пыль, образующиеся при механической обработке газобетона, древесины, пластмасс и других хрупких материалов. Аспирационные установки успешно применяют при процессах размола, транспортирования, дозирования и смешения строительных материалов, при процессах сварки, пайки резки изделий и др.
Тщательная и систематическая пылеуборка помещений с помощью вакуумных установок (передвижных или стационарных). Наибольший гигиенический эффект позволяют получить стационарные установки, которые при высоком разрежении в сетях обеспечивают качественную пылеуборку значительных производственных площадей.
Очистка от пыли вентиляционного воздуха при его подаче и выбросе в атмосферу. При этом выбрасываемый вентиляционный воздух целесообразно отводить в верхние слои атмосферы, чтобы обеспечить его хорошее рассеяние и тем самым ослабить вредное воздействие на окружающую среду.
Применение в качестве индивидуальных средств защиты от пыли респираторов (лепестковых, шланговых и др.), очков и противопыльной спецодежды.
Изучение условий для создания наилучших условий работы зрения человека в процессе труда позволяет сформулировать следующие основные требования.
Освещенность на рабочих местах должна соответствовать характеру зрительной работы. Увеличение освещенности рабочих поверхностей улучшает условия видения объектов, повышает производительность труда. Однако существует предел, при котором дальнейшее увеличение освещенности почти не дает эффекта и является экономически нецелесообразным.
Достаточно равномерное распределение яркости на рабочей поверхности. При неравномерной яркости в процессе работы глаз вынужден переадаптироваться, что ведет к утомлению зрения.
Отсутствие резких теней на рабочих поверхностях. В поле зрения человека резкие тени искажают размеры и формы объектов различения, что повышает утомление зрения, а движущиеся тени могут привести к травмам.
Отсутствие блесткости. Блесткость вызывает нарушение зрительных функций, ослепленность, которая приводит к быстрому утомлению и снижению работоспособности. Постоянство освещенности во времени. Колебания освещенности вызывают переодаптацию глаза, приводят к зрительному утомлению. Правильная цветопередача. Спектральный состав света должен отвечать характеру работы.
Обеспечение электро-, взрыво- и пожаробезопасности, экономичность. Для выполнения указанных требований при проектировании установок производственного освещения и их эксплуатации проводят следующие мероприятия: выбор типа и вида освещения, источника света и осветительной установки, уровня освещенности, а также своевременное обслуживание осветительных установок.
В практике устройства освещения получило распространение смешанное освещение, при котором недостаточное по нормам естественного освещения дополняется искусственным и в светлое время суток.
Разработка мероприятий по защите от вибраций рабочих мест должна начинаться на стадии проектирования технологических процессов и машин, разработки плана производственного помещения, схемы организации работ. Если не удается уменьшить вибрацию в источнике или вибрация является необходимым технологическим компонентом, то ослабление вибрации достигается применением виброизоляции, виброгасящих оснований, вибропоглощения, динамических гасителей вибрации. Технологические мероприятия по борьбе с вредными вибрациями состоят в выборе таких технологических процессов, в которых используются машины, возбуждающие минимальные динамические нагрузки, например переход от машин, использующих вибрационный метод уплотнения бетонной смеси (виброплощадки, вибраторы и т.п.) к безвибрационной технологии изготовления железобетонных изделий, когда формирование осуществляется прессованием или нагнетанием под давлением бетонной смеси в форму.
Уменьшение шума в источнике возникновения является наиболее эффективным и экономичным. При работе различных механизмов снизить шум на 5…10 дБ можно путем: устранения зазоров в зубчатых передачах и соединениях деталей с подшипниками; применения глобоидных и шевронных соединений; широкого использования пластмассовых деталей. Шум в подшипниках качения и зубчатых передачах уменьшается также при снижении частоты вращения нагрузки. Часто повышенные уровни шума возникают при несвоевременном ремонте оборудования, когда ослабляется крепление деталей и образуется недопустимый износ деталей. Снижение шума вибрационных машин достигается посредством: уменьшения площади вибрирующих элементов; замены зубчатых и цепных передач на клиноременные или гидравлические; замены подшипников качения на подшипники скольжения, там, где это не вызывает повышения расхода энергии (снижение шума до 15 дБ);
повышения эффективности виброизоляции, так как снижение уровня вибрации деталей всегда приводит к уменьшению шума; снижения интенсивности процесса виброформирования за счет некоторого увеличения времени вибрирования.
Архитектурно-планировочные мероприятия предусматривают меры защиты от шума, начиная с разработки генерального плана предприятия строительной индустрии и плана цеха. Наиболее шумные и вредные производства рекомендуется в отдельные комплексы с обеспечением разрывов между ближайшими соседними объектами согласно нормам ТН РБ №9-106-98. При планировке помещений внутри производственных и вспомогательных зданий нужно предусматривать максимально возможное удаление малошумных помещений от помещений с «шумным» технологическим оборудованием.
Основными операциями, при которых происходит загрязнение окружающей среды, вредными выбросами являются:
- производство железобетонных изделий связанное с выделением пыли неорганической с содержанием SiO2 в пределах 70-20% и масла минерального;
- сварка и резка металлов;
- узел перегрузки инертных материалов, склад заполнителей;
- для получения сжатого воздуха на предприятии имеется компрессорная. Работа компрессорных установок с электрическим приводом сопровождается выделением в атмосферу масла минерального;
- в процессе приготовления и дозирования бетонной смеси в атмосферу выделяется пыль неорганическая с различным содержанием SiO2;
Из вышесказанного видно, что главным опасным веществом, выбрасываемым в окружающую среду, предприятиями сборного железобетона является производственная пыль. Такая пыль особенно опасна тем, что она высокодисперсна, а также медленно оседает на поверхность земли. Именно поэтому ещё на стадии разработки проекта предприятия, особое значение придаётся расположению предприятия относительно сторон света, с учётом господствующих направлений ветров самого жаркого и самого холодного месяцев (июль, январь), а также с учётом инсоляции и аэрации. Производственные корпуса располагаются на местности таким образом, чтобы потоки воздушных масс проходили параллельно формовочным цехам в направлении склада готовой продукции, а он в свою очередь обязан располагаться в противоположной стороне, от жилой застройки. Также необходимо запроектировать полосу зелёных насаждений вокруг завода, что позволит улавливать вредные вещества и не допустит их дальнейшего распространения.
Список литературы
1. ОНТП-7-80
2. Яшина Т.В. Технологические линии по производству сборных железобетонных изделий: Уч. Пособие.- Гомель: БелГУТ, 1999г.
3. Общесоюзные нормы технологического проектирования предприятий сборного железобетона. ОНТП-07-85.-М.,1984г.
4. Баженов Ю. М. Комар А. Г. Технология бетонных и железобетонных изделий: Учебник для вузов.- М.: Стройиздат, 1984г.
5. Сапожников М. Я. Дроздов Н. Е. Справочник по оборудованию заводов строительных материалов,- М., Госстройиздат, 1970г.
6. Технологическая карта изготовления ограждений балконов на заводе крупнопанельного домостроения. Минск 1978.
|


