Введение
Химический завод им. Л.Я. Карпова основан в 1868 г. и по праву считается старейшим предприятием химической индустрии России. Благодаря ему Россия смогла отказаться от ввоза дорогостоящих реактивов из-за границы. Сегодня предприятие выпускает около 40 видов химической продукции: технической, реактивной, фармакопейной квалификации. В том числе сульфит натрия тиосульфат натрия, магний сернокислый, хлорид кальция, пиросульфит натрия, сульфат натрия, сульфат бария, силикагель. Потребителями продукции акционерного общества являются предприятия нефтяной, нефтехимической, медицинской, химико-фармацевтической, пищевой, металлургической, электротехнической, керамической промышленности, строительной индустрии, машиностроения, сельского хозяйства. Продукция используется в текстильном, кожевенном, стрекольном и целлюлозно-бумажном производствах. Так же отгружаем речным транспортом щебень известняковый.
Открытое Акционерное Общество «Химический завод им. Л.Я. Карпова» производит неорганическую и органическую химическую продукцию самого разного назначения, которая используется во многих отраслях промышленности и народном хозяйстве. В настоящее время завод изготавливает химикалии для лабораторий, фармацевтики, медицины и ветеринарии, микроэлектроники, кожевенного, стекольного, текстильного и кино-фото-производства; для производства кислотных аккумуляторов и высококачественной бумаги, а также для использования в виде микроудобрений в огородничестве.
В 1980–1990-е гг. введено в эксплуатацию новое производство технического и индикаторного силикагелей; проведена реконструкция и переоборудование производства магния сернокислого, гипосульфита и сульфита натрия, хлористого бария. Организованы и введены в эксплуатацию цех по производству товаров народного потребления, по производству полипропиленовых мешков, производство пиросульфита натрия.
В 2006 году на ОАО «Химзавод им. Л.Я. Карпова» освоен выпуск экструдированных пенополистирольных плит ТИМПЛЭКС марки 45 – высококачественный теплоизоляционный материал нового поколения, соответствующий всем требованиям дорожных строителей.
За последние три года стабильно растет объем реализации продукции. В 1999 г. при плане 199 млн. руб. выполнение составило 214 млн. руб., что составляет 107,5%. Объем товарной продукции при плане 192 млн. руб. составил 199 млн. руб., или 104%. За 4 месяца 2000 г. объем реализации при плане 96,5 млн. руб. составил 83,3 млн. руб. Объем выпуска товарной продукции при плане 95,3 млн. руб. составил 95,6 млн. руб., или 100,3%. К уровню 1999 г. это 147,5%.
Реклама

1
.
Основное проектное решение
1.1
Выбор и обоснование метода производства
В 1928 году организуется производство сернокислого натрия реактивного, было использовано помещение, где раньше была котельная для этих производств.
С этой даты начинается история цеха – цеха производства реактивных солей.
Цех реактивных солей вырабатывает магний сульфат фармакопейный. В 1932 году в цехе Реактивных солей осваивается производство гранулированного хлористого кальция, которое в дальнейшем, в связи с ростом производства, переведено во вновь отстроенный корпус в цехе хлористого кальция. В этом же году осваивается и производство хлористого бария реактивного. Оно просуществовало здесь до 1956 года. За долгие годы эксплуатации в цехе неоднократно проводилась реконструкция с увеличением мощности и улучшением качества продукции. Одну из основных номенклатур производимой на заводе продукции составляют сульфат магния фармакопейного.
Сульфат магния фармокопейного находят широкое применение в металлургии; при производстве огнеупоров; в лабораторной практике; в текстильной промышленности – в качестве утяжелителя хлопка, шелка, протравы при крашении тканей; в бумажной промышленности – как наполнитель при изготовлении бумаги; в медицине – как успокаивающее, спазмалитическое, слабительное, желчегонное средство; в фармакологической промышленности – при производстве антибиотиков; в кожевенной промышленности – для повышения прочности и износостойкости выделанной кожи; в сельском хозяйстве – как микроудобрение; в биохимии – при производстве хлебопекарных дрожжей; в химической промышленности – при производстве пербората натрия, перкарбоната натрия, пяти окиси ванадия, органических пероксидов и другой продукции. При производстве мыла и синтетических моющих средств. Магния сульфат упаковывают в пленочные мешки–вкладыши или полиэтиленовые мешки, изготовленные из полиэтиленовой пленки, допущенной к применению Министерством здравоохранения, вложенные в полипропиленовые мешки.
Реклама

Масса продукта не более 35 кг. Допустимое отклонение по массе ±0,088 кг.
Пленочные мешки – вкладыши или полиэтиленовые мешки заваривают или завязывают двойным узлом: для чего верхнюю часть наполненного мешка собирают в пучок, перегибают и плотно завязывают шпагатом.
Полипропиленовый мешок прошивают машинным способом.
Фасовка магния сульфата в мелкую тару производят массой по 0,5±0,002 кг в полиэтиленовую пленку, допущенную к применению Министерством здравоохранения, толщиной 0,06–0,08 мм. Пакеты с продуктом помещают в полипропиленовые или бумажные мешки или формируют в пачки из плотной бумаги марок В-70, В-78; П-20. В каждый мешок, пачку укладывают по 20 или 24 пакета.
Мешок или пачку обвязывают шпагатом или другим шпагатом, обеспечивающим сохранность упаковки при транспортировании.
Допускаются другие виды фасовки магния сульфата массой 10 г. до 10 кг в полиэтиленовую пленку, ламинированную бумагу или другие виды упаковочных материалов, допущенных к применению Министерством здравоохранения.
Метод производства сульфата магния фармокопейного основан на взаимодействии магнезита каустического с серной кислотой технической. Основным методом получения сульфата магния фармакопейного является нейтрозный метод производства. Производство состоит из одной технологической линии и из одиннадцати последовательных стадий.
Производительность сульфата магния фармакопейного в год составляет 550 тонн в год.
2.
Технологическая часть
2.1
Теоретические основы процессов
В данном разделе изложено влияние основных параметров на выход и качество конечного продукта, которая представлена в виде условной графической схемы химических превращений при положении сульфата магния семиводного на рис. 2.1.


Рис. 2.1 – Химическая схема производства сульфата магния фармакопейного
2.2
Характеристика сырья и готовой продукции
В разделе рассмотрим физико-химические свойства сырья и готовой продукции, требования межгосударственных (ГОСТ) стандартов на изготовляемое вещество, которое представлено в таблице 2.2
Таблица 2.2 Характеристика сырья вспомогательных материалов и готовойпродукции
| Наименование |
Обозначение НД |
Сорт и артикул |
Показатели, обязательные для проверки |
Примечание |
| 1. Кислота серная реактивная |
ГОСТ 4204–77 |
Квалификация «ч» |
Внешний вид – маслянистая, слегка желтоватая, вязкая жидкость. |
Массовая доля серной кислоты  , % не менее -93,6–95,6 , % не менее -93,6–95,6 |
| Массовая доля остатка после прокаливания, % не более – 0,005 |
Массовая доля хлоридов  , %, не более – 0,00010 , %, не более – 0,00010 |
Массовая доля нитратов  , %, не более -0,00050 , %, не более -0,00050 |
Массовая доля аммонийных солей  , %, не более – 0,0005 , %, не более – 0,0005 |
Массовая доля тяжелых металлов , %, не более – 0,0005 , %, не более – 0,0005 |
Массовая доля железа  , %, не более – 0,00030 , %, не более – 0,00030 |
Массовая доля мышьяка  , %, не более – 0,000010 , %, не более – 0,000010 |
Массовая доля селена
(Se), %, не более 0,0005
|
Массовая доля моногидрата (H2
SO4
), %
не менее 92,5
|
Раствор магния
сульфата
|
| 3. Кислота серная техническая |
ГОСТ 2184–77 |
Сорт 1,2 |
Массовая доля моногидрата
(H2
SO4
), %
|
1-й сорт
не менее 92,5
|
2-ой сорт
не менее 92,5
|
– «»-
|
Массовая доля железа
(Fe), %, не более
|
0,02 |
0,1 |
| Массовая доля остатка после прокаливания |
0,05 |
не
нормируются
|
| 4. Порошок магнезитовый каустический |
ГОСТ 1216–87
|
ПМК-75
ПМК-83
ПМК-87
|
Массовая доля на абсолютно |
ПМК-87
87
1.8
1.8
|
ПМК-83
83
2.5
2.5
|
ПМК-75
75
4.5
3.5
|
– «»-
|
2.3
Операционное описание технологического процесса
Технологический процесс производства магния сульфата состоит из следующих стадий:
– подготовка воды очищенной;
– санитарная подготовка производства;
– получение раствора магния сульфата;
– фильтрация раствора магния сульфата;
– очистка раствора магния сульфата от примесей железа и марнанца;
– упарка раствора магния сульфата;
– охлаждение раствора магния сульфата;
– кристаллизация магния сульфата;
– центрифугирование;
– сушка магния сульфата;
– фасовка и упаковка готово продукции;
Сущность процесса получения магния сульфата заключается во взаимодействии каустического магнезита с серной кислотой:
 (2.3.1) (2.3.1)
Наряду с основными реакциями протекают следующие побочные реакции:
 (2.3.2) (2.3.2)
 (2.3.3) (2.3.3)
 (2.3.4) (2.3.4)
Содержания каждой стадии технологического процесса, представлена в виде блок схемы на рис. 2.3.
3.
Расчетная часть
3.1
Материальные расчеты
Порошок магнезитовый каустический
I. Теоретический расход МgО 100% на 1 т 99,5% МgSО4
. 7Н2
О
МgО + Н2
SО4
+ 6Н2
О = МgSО4
.
7Н2
О (3.1.1)
40,31 98 246,46
40,31.
99,5. 1000
=
162,74 кг,
246,46.
100
где: 40,31 – молекулярная масса МgО;
246,46 – молекулярная масса МgSО4
. 7Н2
О;
99,5 – массовая доля МgSО4
. 7Н2
О в готовом продукте, %.
II. Потери:
1. Со шламом после чистки осадителей:
а) в виде МgSО4
.
7Н2
О в пересчете на МgО:
40,31.
60. 5
=
0,49 кг,
246,46.
100
где: 60 – количество шлама на 1 т продукта, кг;
5 – массовая доля МgSО4
. 7Н2
О в шламе, %;
б) в виде МgО:
60. 12
=
7,2 кг
100
где: 12 – массовая доля МgО в шламе, %.
Всего: 0,49 + 7,2 = 7,69 кг
2. Со шламом с фильтра ЛГ-40 после холодильников в виде МgSО4
. 7Н2
О в пересчете на МgО:
40,31.
40. 20
=
1,31 кг,
246,46.
100
где: 40 – количество шлама на 1 т продукта, кг;
20 – массовая доля МgSО4
. 7Н2
О в шламе, %;
3. Со шламом при чистке уварителей в виде МgSО4
. 7Н2
О в пересчете на МgО:
40,31.
60. 15
=
1,47 кг,
246,46.
100
где: 60 – количество шлама на 1 т продукта, кг;
15 – массовая доля МgSО4
. 7Н2
О в шламе, %.
4. Со шламом с фильтра КМП-25
а) в виде МgSО4
. 7Н2
О в пересчете на МgО:
40,31.
100. 10
=
1,64 кг,
246,46.
100
где: 100 – количество шлама на 1 т продукта, кг;
10 – массовая доля МgSО4
. 7Н2
О в шламе, %.
б) в виде МgО:
100. 6
=
6 кг,
100
где: 6 – массовая доля МgО в шламе, %;
Всего: 1,64 + 6 = 7,64 кг
5. Со слабым маточным раствором в пересчете на МgО, откачиваемым в трехкаскадный отстойник:
20.
1,65. 40,31
=
5,40 кг,
246,46
где: 20 – массовая концентрация МgSО4
; 7Н2
О, г/дм3
;
1,65 – объем маточного раствора, м3
.
6. При транспортировке и растворении порошка магнезитового – 1,5%
162,74 х 0,015 = 2,48 кг
7. При транспортировке и упаковке готового продукта – 2%, что в пересчете на МgО составит:
1000. 0,02. 40,31
=
3,27 кг
246,46
Показатели по порошку магнезитовому каустическому магния на 1 т сульфата магния фармакопейногоприведена в таблице 3.1.1
Таблица 3.1.1 Материальный баланс порошка магнезитового каустического магния
| Приход |
Расход |
| Состав |
кг |
% |
Состав |
кг |
% |
| Порошок маг-незитовый каусти-ческий МgО 100% |
192 |
100 |
I. Теоретический расход МgО 100% |
162,74 |
84,7625 |
| II. Потери: |
| 1. Со шламом из оса-дителей. |
7,69 |
4,01 |
| 2. Со шламом с ЛГ-40 после холодиль-ников. |
1,31 |
0,68 |
| 3. Со шламом из уварителей. |
1,47 |
0,77 |
4. Со шламом с
фильтра КМП-25
|
7,64 |
3,98 |
| 5.С маточным раст-вором. |
5,40 |
2,81 |
| 6. При транспорти-ровке и растворении |
2,48 |
1,29 |
| 7. При транспорти-ровке и упаковке готового продукта. |
3,27 |
1,70 |
| ВСЕГО: |
192 |
100 |
192 |
100 |
Кислота серная техническая
I. Теоретический расход Н2
SО4
100% на 1 т 99,5 МgSО4
.
7Н2
О
98.
99,5. 1000
=
395,64 кг,
246,46.
100
где: 98 – молекулярная масса Н2
SО4;
246,46 – молекулярная масса МgSО4
. 7Н2
О;
99,5 – массовая доля МgSО4
. 7Н2
О в готовом продукте, %.
II. Потери:
1. На побочные реакции:
Fе2
О3
+ 3Н2
SО4
= Fе2
(SО4
)3
+ 3Н2
О (3.1.2)
159,68 3. 98
СаО + Н2
SО4
= СаSО4
+ Н2
О (3.1.3)
56,079 98
Массовая доля Fе2
О3
в порошке магнезитовом каустическом 3%, массовая доля СаО 2,74%.
Количество Fе2
О3
в 162,74 кг порошка магнезитового составит:
162,74.
3
=
4,88 кг
100
Расход серной кислоты:
4,88.
294
=
8,98 кг,
159,68
26.
Количество СаО в 162,74 кг порошка магнезитового составит:
162,74.
2,74
=
4,46 кг
100
Расход серной кислоты:
4,46.
98
=
2,73 кг
159,68
Всего на побочные реакции 11,71 кг Н2
SО4
100%.
2. Со шламом после чистки осадителей:
98.
60. 5
=
1,19 кг,
246,46.
100
где: 60 – количество шлама на 1 т продукта, кг;
5 – массовая доля МgSО4
. 7Н2
О в шламе, %;
3. Со шламом с фильтра ЛГ-40 после холодильников:
98.
40. 20
=
3,18 кг,
246,46.
100
где: 40 – количество шлама на 1 т продукта, кг;
20 – массовая доля МgSО4
. 7Н2
О в шламе, %.
4. Со шламом при чистке уварителей аппаратов:
98.
60. 15
=
3,58 кг,
246,46.
100
где: 60 – количество шлама на 1 т продукта, кг;
15 – массовая доля МgSО4
. 7Н2
О в шламе, %.
5. Со шламом с фильтра КМП-25:
98.
100. 10
=
3,98 кг,
246,46.
100
где: 100 – количество шлама на 1 т продукта, кг;
10 – массовая доля МgSО4
. 7Н2
О в шламе, %.
6. Со слабым маточным раствором, откачиваемым в трехкаскадный отстойник:
20.
1,65. 98
=
13,12 кг,
246,46
где: 20 – массовая концентрация МgSО4
. 7Н2
О, г/дм3
;
1,65 – объем маточного раствора, м.
7. При транспортировке и упаковке готового продукта – 2%, что в пересчете на Н2
SО4
составят:
1000. 0,02. 98
=
7,96 кг
246,46
8. При транспортировке, перекачке и хранении кислоты составляют 3,7%:
395,64. 3,7
=
14,64 кг
100
Показатели материального баланса по серной кислоте технической 1 т сульфата магния фармакопейного приведены в таблице 3.1.2
Таблица 3.1.2 Материальный баланс серной кислоты технической
| Приход |
Расход |
| Состав |
кг |
% |
Состав |
кг |
% |
| Серная кислота техническая 100% |
455 |
кг |
I. Теоретический расход |
395,64 |
86,95 |
| II. Потери: |
| 1. На побочные реак-ции. |
11,71 |
2,57 |
| 2. Со шламом из осадителей. |
1,19 |
0,26 |
| 3. Со шламом с ЛГ-40 после холодиль-ников. |
3,18 |
0,70 |
4. Со шламом из
уварителей
|
3,58 |
0,79 |
| 5. Со шламом с фильтра КМП-25 |
3,98 |
0,87 |
| 6.С маточным раст-вором |
13,12 |
2,89 |
| 7. При транспорти-ровке и упаковке готового продукта. |
7,96 |
1,75 |
| 8. При транспорти-ровке, перекачке и хранении |
14,64 |
3,22 |
| ВСЕГО: |
455 |
100 |
455 |
100 |
3.2
Тепловые расчеты
Исходные данные
С MgO
=1,031  / 9 / / 9 /
СH
2
SO
4
= 1,34
С H
2
O
= 4,2
С MgSO
4
=1,78
С CaSO
4
= 0,62
СFeSO4
= 0,46
 MgO
= 601,7
MgO
= 601,7  / 9 / / 9 /
H2SO4
= 813,99
H2O
= 285,3
MgSO4
= 88,11
CaSO4
= 1434,5
FeSO4
= 1117,13
Са
O
= 635.09
FeO
= 264.84
Приход теплоты:
Теплота поступает, кДж
Общий приход тепла состоит из нескольких составляющих:
1. Тепло, вносимое с исходным раствором
MgO+H2
SO4
+6H2
O = MgSO4
· 7 H2
O (3.2.1)
 , (3.2.2) , (3.2.2)
где  - это вес исходного раствора в кгс; - это вес исходного раствора в кгс;
С1
– это средняя теплоемкость исходного раствора в  ; / 9 / ; / 9 /
t1
– это температура исходного раствора в град
 =10067,3 кДж(3.2.3) =10067,3 кДж(3.2.3)
 =31809,5Дж(3.2.4) =31809,5Дж(3.2.4)
 =18320,4кДж(3.2.5) =18320,4кДж(3.2.5)
2. Тепловой эффект реакции определяется:
 (3.2.6) (3.2.6)
 (3.2.7) (3.2.7)
MgO + H2
SO4
+ 6H2
O = MgSO4
· 7 H2
O (3.2.8)
 (3.2.9) (3.2.9)
CaO+H2
SO4
=CaSO4
+ H2
O (3.2.10)
 (3.2.11) FeO + H2
SO4
= FeSO4
+ H2
O(3.2.12) (3.2.11) FeO + H2
SO4
= FeSO4
+ H2
O(3.2.12)
 (3.2.13) (3.2.13)
 (3.2.14) (3.2.14)
где ∆Н – это энтальпия в кДж/моль
п – число молей / 9 /
Расход тепла состоит из следующих составляющих:
1. Тепло, уходящее с маточным раствором
 (3.2.15) (3.2.15)
где  - это вес маточного раствора; - это вес маточного раствора;
t2к
и t2м
– это начальная и конечная температура
С2
– это средняя теплоемкость маточного раствора; / 9 /
t0
=(60–25)=350
 кДж (3.2.16) кДж (3.2.16)
 кДж (3.2.17) кДж (3.2.17)
 кДж(3.2.18) кДж(3.2.18)
2. Тепло потери окружающей среде
 (3.2.19) (3.2.19) кДж/моль(3.2.20) кДж/моль(3.2.20)
∆Нпр.р.
– это теплота продуктов реакции;
Qисх.в.
– это теплота исходных веществ; / 9 /
Показатели теплового баланса получения сульфата магния фармакопейного приведены в таблице 3.2.
Таблица 3.2 Тепловой баланс производства сульфата магния фармакопейного
| Приход |
Расход |
| Состав |
кДж |
Состав |
кДж |
| 1. Тепло вносимое оксидом магния |
10067,3 |
1. Тепло расходуемое сульфатом магния |
62300 |
| 2. Тепло вносимое серной кислотой |
31809,5 |
2. Тепло расходуемое сульфатом кальция |
96,8 |
| 3. Тепло вносимое водой |
18320,4 |
3. Тепло расходуемое сульфатом железа |
78,6 |
| 4. Тепло вносимое реакцией |
2296,9 |
4. Тепло потери окружающей среды |
19,04 |
| ИТОГО |
62494,4 |
62494,4 |
3.3 Выбор основного оборудования
Рассмотрен основной аппарат-низкотемпературный кристаллизатор, который необходим на стадии кристаллизации магния сульфата, представленный на рис. 3.3.
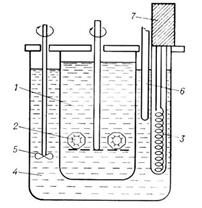
Рис. 3.3 – Схема низкотемпературного кристаллизатора: 1 – раствор; 2 – кристалл; 3 – печь; 4 – термостат; 5 – мешалка; 6 – контактный термометр; 7 – терморегулятор.
Низкотемпературный кристаллизатор представляет собой сосуд с раствором 1, в котором создаётся пересыщение, необходимое для роста кристаллов 2 путём медленного снижения температуры, реже испарением растворителя.
После заполнения кристаллизатора в раствор при включенном мешальном устройстве задается мерной кружкой серная кислота реактив в количестве массовой концентрации H2
SO4
0,3–0,5 г/л.
Отбор пробы раствора из анализ проводится пробоотборником через смотровой люк. Массовая концентрация H2
SO4
в растворе определяется аналитическим путем.
Кристаллизатор – вертикальный аппарат, изготовленный из нержавеющей стали. Снабжен рубашкой и якорной мешалкой, объемом 10 м3
.
Кристаллизация магния сульфата происходит за счет понижения температуры раствора вследствие передачи тепла охлаждающей среде. В качестве охлаждающей среды в кристаллизаторах используется техническая вода. Раствор в кристаллизаторе охлаждается в течение 15–20 часов до температуры не более 25 0
С.
Температура раствора кристаллизаторе фиксируется прибором.
Подача воды в рубашку регулируется вентилем, установленным на трубопроводе поступления воды в кристаллизатор.
Применение мешалки с водяным охлаждением значительно уменьшает и даже полностью устраняет образование инкрустаций на стенках аппарата. Перемешивание раствора и водяное охлаждение позволяют увеличить скорость кристаллизации в этих аппаратах в 8–15 раз по сравнению со стационарными кристаллизаторами. Вообще следует отметить, что для кристаллизаторов периодического действия образование инкрустаций не представляет особенного больших эксплутационных неудобств, поскольку эти пристенные осадки при заполнение горячим, несколько ненасыщенным раствором полностью растворяются.
3.4
Расчет основного аппарата
Расчет кристаллизатора состоит из следующих условий:
1. Расход охлаждающей воды  , начальная температура на входе в аппарат , начальная температура на входе в аппарат  и общий коэффициент теплопередачи К в ходе процесса остаются постоянными; и общий коэффициент теплопередачи К в ходе процесса остаются постоянными;
2. начальная температура раствора  и и  и конечная температура охлаждающей воды и конечная температура охлаждающей воды  , отводимой из аппарат, предварительно заданы. , отводимой из аппарат, предварительно заданы.
В кристаллизаторе с водяной рубашкой охлаждается V=2 м3
раствора МgSО4
; 7Н2
О от температуры =600
С до температуры =250
С. Начальная температура охлаждающей воды =150
С, коэффициент теплопередачи К=250 вт/(м2
град). Концентрация раствора при 600
С  =0,575 и при 250
С =0,575 и при 250
С  =0,480. Так как теплоемкость кристаллов Скр.
=1,105 кдж/(кг град) или 0,264 ккал/(кг град), то по правилу аддитивности определяем теплоемкость исходного раствора =0,480. Так как теплоемкость кристаллов Скр.
=1,105 кдж/(кг град) или 0,264 ккал/(кг град), то по правилу аддитивности определяем теплоемкость исходного раствора
 кдж/(кг град) (3.4.1) кдж/(кг град) (3.4.1)
где св
– теплоемкость воды, равная 4.19 кдж/(кг град)
Теплота кристаллизации q=254,1 кдж/кг (60 кккал/кг), плотность исходного раствора 1380 кг/м3
.
Из уравнения теплового баланса определим количество тепла, которое необходимо отнять из растовра при его кристаллизации
 (3.4.2) (3.4.2)
Количество выпадающих кристаллов Gкр.
Можно определить из уравнения материального баланса по сухому веществу:
 (3.4.3) (3.4.3)
Таким образом
Q= 2*1380*2,413 (60–25)*504*254,1=428307 кдж (3.4.4)
3. Определим поверхность теплопередачи. Так как объем кристаллизуемого раствора задан, а тип и размеры аппарата известны, тогда полезный объем аппарата
 (3.4.5) (3.4.5)
а его теплопередающая поверхность
 (3.4.6) (3.4.6)
4. Приняв температуру воды, выходящей из рубашки в последней момент охлаждения t2н
, определим
 и lnA=0.305 (3.4.7) и lnA=0.305 (3.4.7)
Отсюда средняя разность температур
 = = (3.4.8) (3.4.8)
По найденным значениям F, A и  из уравнения из уравнения
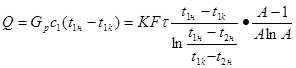 (3.4.9) (3.4.9)
определяем время кристаллизации
 (3.4.10) (3.4.10)
Из уравнения   (3.4.11) (3.4.11)
определяем расход воды
 (3.4.12) (3.4.12)
где теплоемкость воды с2
=4190 Дж/(кг град)
Общий расход воды за время кристаллизации
Gоб.п.
=Gв
τ=0,591*13800=8155 кг(3.4.13)
3.5
Расчет и подбор вспомогательного оборудования
Основным вспомогательным оборудованием является:
1. Рамный фильтр-пресс. Характеристика: сталь нержавеющая 12Х18Н10Т ФМП 2214–630/25 площадь фильтрации 25 м2
, электродвигатель N- 4 кВт, п – 1500 об/мин. Фильтр-пресс состоит из 29 пар чередующихся прямоугольных плит и полых рам размером 600 х 600 мм. Плиты и рамы за счет боковых рукояток опираются на опорные балки, закрепленные в упорной плите и стойке зажимного устройства. Под действием зажимного устройства плиты и рамы находятся в сжатом состоянии между упорной и нажимной плитами. На каждую плиту надевается фильтровальная ткань-бельтинг. Каждые две плиты, с заключенной между ними рамой образуют самостоятельно работающую фильтровальную камеру. Плиты фильтр-пресса снабжены дренажными канавками для отвода фильтрата в сборные каналы. Совпадающие по оси отверстия в верхней части плит и рам образуют один общий канал для выхода фильтрата, в нижней – для подачи суспензии и промывной воды. Раствор сульфата магния нагнетается насосом в центральный канал, распределяется по фильтрующим камерам, проходит через фильтровальную ткань, стекает в сборный канал и с плотностью 1,27–1,28 г./см3
направляется в сборник фильтрованного раствора.
2. Теплообменник кожухотрубный. Характеристика: сталь 3, диаметр – 1000 мм, высота – 2000 мм, поверхность теплообмена – 40 м2
3. Холодильник. Характеристика: Сталь 3, вертикальный цилиндрический реактор: диаметр – 1800 мм, высота – 2250 мм, V – 6,3 м3
, с водяной рубашкой и мешальным устройством, электродвигатель N – 5,5 кВт, п – 1500 об/мин.
4. Фильтр ЛГ. Характеристика: Сталь нержавеющаяХ18Н10Т, аппарат прямоугольной формы размером 1400х800 мм, высота – 1200 мм, с днищем в форме трапеции и открывающейся крышкой. Он представляет собой горизонтальный аппарат с днищем овальной формы и откидывающейся крышкой, выполненный из нержавеющей стали, объемом 1,2 м3
. Внутрь фильтра вставляются фильтрующие элементы, изготовленные в форме рам размером 720х720 мм, на которые надевается фильтровальная ткань-фильтродиагональ. Общая поверхность фильтрации 40 м2
.
При наполнении фильтра раствором жидкая фаза проходит через фильтровальную ткань и через трубки отвода фильтрата выводится в желоб-коллектор, откуда самотеком стекает в сборник фильтрованного раствора
5. Центрифуга ТВ –1200. Характеристика: Сталь нержавеющая 12Х18Н10Т ТВ-1200 центрифуга с верхней выгрузкой, Q– 250 кг/операцию, электродвигатель N – 11 кВт, п – 1500 об/мин. Маточный раствор в центрифуге под действием центробежных сил через фильтровальную сетку и отверстия в стенках ротора удаляется в сборник маточного, представляющий собой прямоугольную емкость из нержавеющей стали, вместимостью 2 м3
, откуда центробежным насосом возвращается в осадитель.
6. Сушильный барабан. Характеристика: Сталь нержавеющаяХ18Н10Т, полый горизонтальный цилиндр: диаметр – 800 мм, длина – 5000 мм, поверхность сушки – 12,5 м2
., электродвигатель N – 5,5 кВт, п – 1500 об/мин. Он представляет собой вращающийся цилиндрический аппарат из нержавеющей стали, установленный бандажами на приводных роликовых опорах с наклоном 1–40
. Привод осуществляется от электродвигателя через редуктор на валы роликовых опор. Внутри барабана по всей его длине приварены пластины, способствующие перемешиванию и перемещению кристалла из зоны загрузки к выходу. Сушка продукта происходит за счет тепла воздуха, подаваемого в зону выгрузки, противотоком по отношению к движению кристалла.
7. Центробежный насос. Характеристика: Чугун СЧ 15–32, Q-35 м3
/ч, Н-25 м однодисковый, электродвигатель N – 7,5 кВт, п – 1500 об/мин.
8. Ресивер. Характеристика: Сталь нержавеющаяХ18Н10Т. Цилиндрическая вертикальная емкость с коническим днищем: диаметр – 1800 мм, высота – 2000 мм, V – 5 м3
9. Осадитель. Характеристика: Сталь нержавеющаяХ18Н10Т. Цилиндрическая вертикальная емкость с плоским днищем: диаметр – 2000 мм, высота – 2500 мм, V – 8 м3
с мешальным устройством. Электродвигатель N – 5,5 кВт, п – 1500 об/мин.
4.
Производственный контроль
В данном разделе рассмотрены основные контролирующие параметры и методы контроля, которые представлены в таблице 4.1.
Таблица 4.1 Перечень важнейших контрольных параметров производства сульфата магния фармакопейного
| Наименование стадии, процесса, места измерения о отбора проб |
Контролируемый параметр |
Частота и способ контроля |
Нормы и технические показатели |
Методы испытания и средства контроля |
Кто контролирует |
1. Получение раствора магния сульфата
А) Масса порошка магнезитового каустического
|
Аппаратчик, технологическая карта |
| Масса, кг |
Каждая операция. |
450–500 |
Весовой метод |
| Б) Серная кислота техническая |
Объем, л |
Каждая операция. |
510–535 |
Мерный сборник |
| В) Вода техническая |
Объем, м3
|
Каждая операция. |
2–2,6 |
Визуально до определенного уровня |
| Массовая концентрация Mg(OH)2
, г/л |
Каждая операция. |
1,5–2 |
Метод нейтрализации. Сборник
аналитического контроля №275
|
Лаборант, журнал
аналитического контроля
|
| Плотность, г/см3
|
Каждая операция. |
1,29–1,33 |
Ареометр лабораторный АОН-2 ГОСТ 18481–81
шк. 1,24–1,32 или шк. 1,32–1,40
|
Аппаратчик, технологическая карта |
2. Фильтрация раствора магния
|
Плотность, г/см3
|
Каждая операция. |
1,27–1,29 |
Ареометр лабораторный АОН-2 ГОСТ 18481 шк.
1,24–1,32
|
Аппаратчик, технологическая карта |
| Уровень от верха, мм |
Каждая операция. |
Нmaх – 200 |
Релейная схема световой с
датчиком контроля верхнего уровня с автоматическим отключением насоса
|
Аппаратчик |
| 3. Очистка раствора магния сульфата от примесей железа и марганца |
Масса порошка магнезитоогот каустического, кг |
Каждая операция. |
9 |
Весы товарные РП-150 ЦВТ |
Аппаратчик, технологическая карта |
| Массовая концентрация Mg(OH)2
, г/л |
Каждая операция. |
2–2,5 |
Метод нейтрализации. Сборник аналитического контроля №275 |
Лаборант, журнал аналитического контроля |
| Масса угля активного осветляющего, кг |
Каждая операция. |
6–9 |
Весы технологические РП-150 ЦВТ |
Аппаратчик, технологическая карта |
| Температура, °С |
Каждая операция. |
90–95 |
Термообразователь ТСМ-5071 гр. 23. Автоматический
самопишущий мост КСМЗ-П шк. 0–180 °С, кл. т. 0,5
|
– «»- |
| 4. Упарка раствора магния сульфата |
Давление, МПа (кгс/см2
) |
Каждая операция. |
0,3–0,4 (3–4) |
Манометр МТП-100 ГОСТ 2405–72
шк. 0–6МПа
кл. т. 2,5
|
Аппаратчик, лаборант, технологическая карта |
| Плотность, г/см3
|
Каждая операция. |
1,36–1,38 |
Ареометр лабораторный АОН/2 ГОСТ 18481–81
Каждая операция упаривания шк. 1,32–1,40
|
Аппаратчик, лаборант, технологическая карта |
| 5. Охлаждение раствора магния сульфата |
Температура °С |
Каждая операция. |
57–60 |
Термопреобразователь ТСМ-5071, гр. 23. Автоматический самопишущий мост КСМЗ-П шк. 0–180 °С
кл. т. 0,5
|
Аппаратчик,
технологическая карта
|
| Прозрачность раствора |
Каждая операция. |
Отсутствие мути |
Визуально |
Аппаратчик, технологическая карта |
5.
Автоматизация и автоматизированные системы управления
В данном разделе рассмотрим выбранные средства контроля и автоматизации, которые приведены в таблице 5.1.
Таблица 5.1Спецификация технических средств автоматизации
Форма 1. Ведомость технического проекта
| Обозначение |
Наименование |
Прим. |
| 1. |
Документация общая |
| 2. |
| 3. |
А4 |
КП В.01.00.00.10 ПЗ |
Пояснительная записка |
83 |
| 4. |
А1 |
КП В.01.00.00.10 Сб |
Схема комбинированная |
| 5. |
общая |
1 |
| 6. |
А1 |
КП В.01.00.00.10 МЧ |
Монтажный чертеж |
1 |
| 7. |
| 8. |
Документация по |
| 9. |
сборочным единицам |
| 10. |
А1 |
КП В.01.00.00.10 ВО |
Кристаллизатор |
| 11. |
Чертеж общего вида |
1 |
Форма 2. Спецификация
| Обозначение |
Наименование |
Кол |
Прим. |
| Укрупненные |
| Сборочные единицы |
| КП В.01.01.00.00 |
Сборник серной кислоты |
2 |
| КП В.01.02.00.00 |
Погружной насос |
1 |
| КП В.01.04.00.00 |
Расходный сборник |
1 |
| КП В.01.05.00.00 |
Кран-балка |
1 |
| КП В.01.06.00.00 |
Реактор |
1 |
| КП В.01.07.00.00 |
Вакуум-насос |
2 |
| КП В.01.08.00.00 |
Ресивер |
1 |
| КП В.01.09.00.00 |
Центробежный насос |
5 |
| КП В.01.10.00.00 |
Сборник-отстойник |
1 |
| КП В.01.11.00.00 |
Сборник шлама |
5 |
| КП В.01.13.00.00 |
Фильтр-пресс |
1 |
| КП В.01.15.00.00 |
Сборник фильтрованного раствора |
2 |
| КП В.01.17.00.00 |
Осадитель |
1 |
| КП В.01.18.00.00 |
Фильтр-листовой |
2 |
| КП В.01.22.00.00 |
Выпарной аппарат |
1 |
| КП В.01.23.00.00 |
Реактор-холодильник |
1 |
| КП В.01.27.00.00 |
Кристаллизатор |
1 |
| КП В.01.28.00.00 |
Центрифуга |
1 |
| КП В.01.29.00.00 |
Теплообменник |
1 |
| КП В.01.31.00.00 |
Сборник маточного раствора |
1 |
| КП В.01.33.00.00 |
Бункер для кристалла |
1 |
| КП В.01.34.00.00 |
Барабанная сушилка |
1 |
| КП В.01.35.00.00 |
Бункер готового продукта |
1 |
Форма 2а. Спецификация к чертежу основного аппарат
| Обозначение |
Наименование |
Кол |
Прим. |
| Сборочные единицы |
| КП В.01.03.01.00 |
Котел |
1 |
| КП В.01.03.02.00 |
Мешалка |
1 |
| КП В.01.03.03.00 |
Змеевик |
1 |
| КП В.01.03.04.00 |
Привод |
1 |
Форма 3. Перечень элементов схемы комбинированной общей
| Поз. обозначение |
Наименование |
Кол |
Прим. |
| 1,3 |
Сборник серной кислоты |
2 |
| 2 |
Погружной насос |
1 |
| 4 |
Расходный сборник |
1 |
| 5 |
Кран-балка |
1 |
| 6 |
Реактор |
1 |
| 7,32 |
Вакуум-насос |
2 |
| 8 |
Ресивер |
1 |
| 9,12,16,21,24 |
Центробежный насос |
5 |
| 10 |
Сборник-отстойник |
1 |
| 11,14,19,26,30 |
Сборник шлама |
5 |
| 13 |
Фильтр-пресс |
1 |
| 15,20 |
Сборник фильтрованного раствора |
2 |
| 17 |
Осадитель |
1 |
| 18,25 |
Фильтр-листовой |
2 |
| 22 |
Выпарной аппарат |
1 |
| 23 |
Реактор-холодильник |
1 |
| 27 |
Кристаллизатор |
1 |
| 28 |
Центрифуга |
1 |
| 29 |
Теплообменник |
1 |
| 31 |
Сборник маточного раствора |
1 |
| 33 |
Бункер для кристалла |
1 |
| 34 |
Барабанная сушилка |
1 |
| 35 |
Бункер готового продукта |
1 |
6.
Строительно-монтажная часть
Предлагаемое место расположения Менделеевского завода им. Л.Я. Карпова было выбрано и по ряду причин:
1. Оно находится поблизости от городского центра, но на достаточном удалении, что позволяет свести к минимуму отрицательное воздействие.
Имеются потенциальные выгоды, связанные по максимальному расширению возможностей трудоустройства для местного населения и предприятий в рамках работ по проекту: доступ к местным вспомогательным службам; возможности трудоустройства местного населения, что не потребует от них перемены места жительства.
2. Место расположения находится в защищенной зоне, что сводит к минимуму риски аварий.
3. Место расположения лежит в естественной низине. Предлагаемое место расположения лежит в естественной низине, так что завод не будет доминирующей деталью ландшафта даже для большинства дач поблизости от объекта. Место расположения лежит в сравнительно благоприятных климатическими условиях с точки зрения ветра.
Площади участка в целом относятся к естественным сельскохозяйственным угодьям с низкой урожайностью. воздействия на использование дачных участков.
Организация на Бондюжской земле в конце девятнадцатого века русскими предпринимателями Ушковыми современного для своего времени химического производства – одна из ярких страниц в истории развития промышленности России. Касается это и железной дороги, которая при отдаленном расположении завода была очень важна. Перед заводом стояла острая проблема доставки сырья и топлива, отправки готовой продукции. Проблема удаленности завода от центральных магистралей и использования водного транспорта только сезонно – в навигационный период, привела в конце 30-х годов к принятию решения о строительстве железной дороги Бондюга – Сюгинск (Можга) протяженностью 78 км.
В 1986 году железнодорожный участок преобразован в железнодорожный цех, как самостоятельное структурное подразделение завода. Задача по своевременной доставке сырья и отгрузки готовой продукции на протяжение всего времени существования ЖДЦ всегда остается главной, совмещаемая с не менее важной – недопущением простоя железнодорожных вагонов, контейнеров, цистерн.
7.
Охрана труда и экологическая оценка проекта
Необходимо получить сульфат магния фармокопейного с применением данного технологического процесса:
– подготовка воды очищенной;
– получение раствора магния сульфата;
– фильтрация раствора магния сульфата;
– очистка раствора магния сульфата от примесей железа и марганца;
– упарка раствора магния сульфата;
– охлаждение раствора магния сульфата;
– кристаллизация магния сульфата;
– центрифугирование;
– сушка магния сульфата;
– фасовка и упаковка готово продукции;
В процессе получения сульфата магния фармакопейного учитываются следующие параметры: плотность, температура, давление.
Основным оборудованием, которое применяется в процессе получения сульфата магния фармакопейного является: реактор, перемешивание которого происходит при температуре 60–650
С и плотность раствора в котором достигается 1,29–1,33 г./см3
, объем его составляет 5 м3
; выпарной аппарат, в котором поддерживается давление пара 0,4–0,5 МПа, объем которого составляет 9 м3
; кристаллизатор, в котьром происходит кристаллизация вещества при температуре 25 0
С, объемом 6 м3
.
Характеристика веществ, применяемых на объекте
Характеристика веществ, применяемых на объекте, приведены в таблице 7.1.
Таблица 7.1 Характеристика веществ
| Наименование веществ |
Агрегатное состояние |
ПДК |
Класс |
Характер воздействия на организм человека |
| 1. серная кислота реактивная |
жидкость |
1 |
2 |
Туман серной кислоты вызывает раздражение дых. путей, затруднение дыхания, спазмы. При более высоких концентрациях (1 мг/м3
), возможна кровавая мокрота, рвота, тяжелые заболевания бронхов и легких. |
| При попадании на кожу – вызывает сильное жжение, проникает вглубь тканей, образуется струп. При попадании в глаза – тяжелые поражения глаз. |
| 2. сульфат магния |
Жидкость |
2 |
3 |
При приеме внутрь, действует как осматическое слабительное. Раздражает слизистые оболочки носа, глаз. |
| 3. сульфат магния 7-водный |
жидкость |
2 |
3 |
Раздражает слизистые оболочки носа, глаз. Может вызывать кожные заболевания |
Вещества, используемые в работе являются взрывропожаробезопасными.
Взрывопожарная и пожарная опасность помещения
Отделение кристаллизации сульфата магния по СП 12.13.130–09 относится к категории «Б».
Характеристика опасностей, имеющихся в производстве
а) механические травмы – при прикосновении к неогражденным движущимся и вращающимся частям оборудования, при несоблюдении Правил охраны труда при выполнении погрузочно-разгрузочных работ;
б) электротравмы – поражение электрическим током при прикосновении к металлическим токоведущим частям машин, механизмов, оборудования, электродвигателей, оказавшихся под напряжением из-за повреждения электрооборудования, отсутствия и неисправности заземления оборудования, несоблюдения правил электробезопасности;
в) опасности, связанные с выполнением работ на высоте, в колодцах, закрытых сосудах;
г) термические ожоги, возникающие в результате попадания на тело человека высокотемпературных веществ (горячей воды, пара, горячих растворов магния сульфата, при соприкосновении с открытыми поверхностями горячих трубопроводов и оборудования);
д) химические ожоги – при попадании ядовитых и едких веществ на тело и в глаза человека при отсутствии или пользовании неисправными средствами индивидуальной защиты;
е) острые отравления при загазованности рабочей зоны токсическими веществами выше установленных ПДК, вследствие:
– нарушения технологического процесса;
– неэффективной работы вентиляционных установок;
– пролива и россыпи токсических химических веществ;
– отсутствия средств индивидуальной защиты.
Разработка защитных мероприятий.
Необходимо использовать для защиты: костюм хлопчатобумажный, куртка на утепленной прокладке, сапоги резиновые, фартук прорезиненный, перчатки резиновые, очки защитные, берет хлопчатобумажный.
Вентиляция
Расчет кратности воздухообмена
 (7.1) (7.1)
где G – количество вредных;
L-количество подаваемого воздуха, м3
/ч;
СПДК
– ПДК вредных веществ в приточном воздухе, мг/м3
.
L1
= (0,26·103
)/0,05·0,01=6600 м3
/ч H2
SO4
;
L2
= (0,0004·103
)/0,05·0,0003=1333 м3
/ч MgSO4
;
L3
= (0,22·103
)/0,05·0,01=2200 м3
/ч MgSO4
·7H2
O;
Lоб
=6600+1333+2200=11466 м3
/ч
Кратность воздухообмена
 , м3
/ч, (7.2) , м3
/ч, (7.2)
где V – объем помещения, м3
V= 80· 36·18=51840
K= 11466/51840=0.221 м3
/ч
Защита от химических ожогов
Необходимо использовать защитную спецодежду. Она должна быть изготовлена из хлопчатобумажной ткани с кислозащитной пропиткой. Также для защиты от химических ожогов необходимо использовать костюм хлопчатобумажный, сапоги резиновые, перчатки резиновые, очки защитные.
Рассмотрим расчет защитного заземления. Вид вертикального заземлителя круглый.
Грунт – глина.
Длина вертикального заземлителя L=3 м
Диаметр заземлителя d=0,025 м
Удельное объемное сопротивление грунта 115 ом·м
Заглубление t=0,5 м
Коэффициент сезонности ψ =1,3
Повышающий коэффициент к=0,23
Рассчитываем сопротивление по растеканию тока одиночного
вертикального заземлителя по формуле:
при расчёте значения ρ учитываем коэффициент сезонности ψ=1.3
Определяем количество вертикальных заземлителей в заземляющем устройстве по формуле:
Первоначально принимаем ηв
=0.63
Принимаем количество заземлителей равным 8
Уточняем коэффициент ηв
Определяем сопротивление растекания тока горизонтальных заземляющих соединительных проводников по формуле:
Находим сопротивление группового заземлите (Rгр)
в Ом, по формуле:
Сравниваем сопротивление защитних заземляющих устройств:
Rгр
=6.064 < Rдоп
=10
Rгр
< Rдоп
Таким образом, защитное заземление обеспечивает защиту от электричества.
Защита от шума и вибрации
Допустимый уровень шума при среднегеометрических частотах октановых полос 63Гц не превышающих 70–94дБ, что соответствует допустимым санитарным нормам по шумам в производственных помещениях
Для уменьшения шума системы вся механическая часть закрыта кожухом.
Освещенность объекта
Для освещения рабочего места предпочтительно использовать естественное освещение, но в зимнее время, а также при пасмурной погоде, предусмотрено искусственное освещение, которое обеспечивает нормальные условия труда.
Для поддержания в помещении, где расположена установка, требуемой температуры используют устройства контроля климата.
Свет обеспечивает связь организма с внешней средой, обладает высоким биологическим и тонизирующим действием. Около 90% всей информации в внешнем мире человек получает через органы зрения.
Рациональное производственное освещение улучшает условия зрительной работы, снижает утомление, способствует повышению производительности труда, уменьшению брака, снижает производственный травматизм, уменьшая потенциальную опасность многих производственных факторов, оказывает положительное психологическое воздействие на работающих.
Плохая освещенность приводит к перенапряжению и быстрому утомлению органов зрения, плохо различаются производственные опасности, повышается производственный травматизм, действует угнетающе на организм и психическое состояние человека.
При освещении производственных помещений используют:
- естественное освещение, создаваемое светом небосвода;
- искусственное освещение, осуществляемое электрическими источниками света;
- совмещенное освещение, при котором в светлое время суток недостаточное по нормам естественное освещение дополняется искусственным.
Естественное освещение по своему спектральному составу является наиболее благоприятным для органов зрения, оказывает оздоравливающее биологическое и тонизирующее воздействие на человека.
По конструктивным особенностям естественное освещение подразделяется на боковое, осуществляемое через окна в наружных стенах; верхнее, осуществляемое через аэрационное и зенитные фонари, проемы в покрытиях, а также через световые проемы в местах перепадов высот смежных пролетов зданий; комбинированное, когда к верхнему освещению добавляется боковое.
Расчет освещенности объекта
Искусственное освещение применяют в ночное время в любых условиях, а в производственных помещениях без фонарей и сплошных проемов оно является основным.
Расчет искусственного освещения является расчетом по световому потоку для определения требуемой мощности (в Вт) лампы Fл
светотехнической установки, обеспечивающей заданную освещенность:
 , (7.9) , (7.9)
где Е – нормируемая освещенность (выбирается по СНИП) для данного типа искусственного освещения (от ламп накаливания или от люминесцентных ламп) s – площадь производственного помещения в м2
, k – коэффициент запаса, учитывающий старение ламп и загрязнение светильников; n – количество ламп в данной светотехнической установке одинаковой мощности; z – коэффициент неравномерности распределения фактической освещенности в данном производственном помещении. Расчет по методу светового потока производят при условии равномерной освещенности горизонтальной плоскости светильниками рассеянного и отраженного света в помещениях с высокими коэффициентами отражения стен и потолка, хорошей оптической прозрачностью воздушной среды и площадью помещения более 10 м2
.
Площадь помещения составляет 2880м2
. Характеристика точности работ – точные (размер объектов (0,3–10 мм), разряд работы ІV, подразряд б (контакт объекта различения с фоном средний, фон светлый. Выбираем экономичные люминесцентные лампы ЛБ 80. Нормируемая освещенность составляет 200 лк. Коэффициент использования светового потока принимаем равным η=14, коэффициент запаса 1,15. Коэффициент неравномерности освещенности 0,08.
Естественное освещение
 , (7.10) , (7.10)
где S0
– площадь окон, м2
;
Sт
– площадь пола, Sт
=2880 м2
;
Еп
=1,5-КЕО;
Кз
– коэффициент запаса, Кз
=1,15;
η – коэффициент использования светового потока, η=14;
Кзд
– коэффициент неравномерности освещенности, Кзд
=0,08;
τ0
– общий коэффициент светопропускания

τ1
=0,8 – коэффициент светопропускания материала;
τ2
=0,6 – коэффициент, учитывающий потери света в переплете светопроема
τ3
=0,7 – коэффициент, учитывающий потери света в слое загрязнения остекленной поверхности;
τ4
=1 – коэффициент, учитывающий потери света в несущих конструкциях.
τ0
=0,34
r1
=1,5 – коэффициент, учитывающий отражение света от потолка, стен и отношение длины помещения к его глубине.

Воспользовавшись этими данными определяем необходимое количество ламп по формуле:
 , (7.11) , (7.11)
где Е =200 – нормированное освещение, лк;
к=1,15 – коэффициент запаса
Sп
= 2880 – площадь помещения, м2
;
Z=1,3 – поправочный коэффициент светильника
n=2 – число ламп в светильнике;
F=4320 – световой поток люминесцентной лампы, лм;
К=0,58-коэффициент использования светового потока;
 171 171
Для освещения цеха площадью 2880 м2
в вечернее время достаточно 171 люминесцентных ламп типа ЛБ -80.
При производстве фармакопейного сульфата магния не происходит загрязнение окружающей среды, так как соблюдаются требования экологической безопасности.
При производстве магния сульфата фармакопейного все виды загрязнений проходят очистку и не наносят вред окружающей среде. Образовавшие отходы утилизируются или вывозятся централизовано.
Газообразные выбросы проходят очистку на образовании по очистке и не являются опасными для атмосферы.
8.
Экономическое обоснование проекта
Необходимо получить сульфат магния фармакопейного. Данный с технологический процесс производства магния сульфата состоит из следующих стадий:
– подготовка воды очищенной;
– получение раствора магния сульфата;
– фильтрация раствора магния сульфата;
– очистка раствора магния сульфата от примесей железа и марганца;
– упарка раствора магния сульфата;
– охлаждение раствора магния сульфата;
– кристаллизация магния сульфата;
– центрифугирование;
– сушка магния сульфата;
– фасовка и упаковка готово продукции;
Сущность процесса получения магния сульфата заключается во взаимодействии каустического магнезита с серной кислотой:
 (8.1) (8.1)
Процесс осуществляется в цехе реактивных солей «Химического завода им. Л.Я. Карпова» в городе Менднлеевск.
Проектируемая мощность производства составляет 550 тонн в год сульфата магния фармакопейного. За единицу продукции принята 1 тонна. Произведем расчет себестоимости единицы продукции.
Расчет капитальных вложений
Объем капитальных вложений в основные фонды состоит из капитальных затрат на здания и сооружения, электросиловое и технологическое оборудование, КИПиА, трубопроводы и неучтенное оборудование. Расчет капитальных вложений изложено в таблице 8.1.
Таблица 8.1 Расчет капитальных затрат и амортизационных отчислений на здания и сооружения
| Наименование |
Сметная стоимость |
Норма амортизации, % |
Сумма амортизации, руб. |
| Здания |
4 120 789 |
2,5 |
103019,72 |
| Сооружения |
8 650 486 |
3 |
259514,58 |
| Итого |
12 771 275 |
3625343 |
Расчет нормы амортизации по оборудованию рассчитывается по формуле:
  , (8.2) , (8.2)
где А м(год) – сумма амортизации, годовая, руб.;
К – суммарная сметная стоимость оборудования, руб.
Расчет капитальных затрат изложено в таблице 8.2.
Таблица 8.2 Расчет капитальных затрат на оборудование
| Наименование оборудование |
Кол-во единиц |
Сметная стоимость, руб.
|
Амортизационные отчисления |
| единицы |
полная |
Норма амортизации, % |
Сумма амортизации, руб. |
| 1. Технолог. Оборудование: |
| 1. Сборник 1 |
1 |
220360 |
220360 |
6,7 |
14764,12 |
| 2. Сборник 2 |
1 |
233645 |
233645 |
6,7 |
15654,215 |
| 3. Сборник 3 |
1 |
280450 |
280450 |
6,7 |
18790,15 |
| 4. Сборник 4 |
1 |
196650 |
196650 |
6,7 |
13175,6 |
5. Насос центробежный
КНЗ-3
|
3 |
270098 |
810294 |
15,0 |
121544,1 |
| 6. Насос погружной ХП 20/31 |
1 |
160342 |
160342 |
15,0 |
24051,3 |
| 7. Насос вакуумный ВВН-6 |
2 |
170850 |
341700 |
15,0 |
51255 |
| 8. Реактор R-201 |
1 |
10563654 |
10563654 |
5,5 |
581000,97 |
| 9. Ресивер D-30 |
1 |
40850 |
40850 |
6,7 |
2736,95 |
| 10. Фильтр-пресс ФМП 2214–630/25 |
1 |
980800 |
980800 |
6,5 |
63752 |
| 11. Фильтр листовой ЛГ |
2 |
420360 |
840720 |
6,5 |
54646,8 |
| 12. Выпарной аппарат |
1 |
2365100 |
2365100 |
6,5 |
153731,5 |
| 13. Реактор-холодильник СЭрн
-6,3–2–12–02 |
1 |
10569880 |
10569880 |
5,5 |
581343,4 |
| 14. Кристаллизатор |
1 |
2360550 |
2360550 |
5,5 |
129830,25 |
| 15. Центрифуга ФМ1253К-02 |
1 |
230650 |
230650 |
6,7 |
15453,55 |
| 16. Бункер |
1 |
42330 |
42330 |
6,7 |
2836,11 |
| 17. Сушилка барабанная ТИП БН 1–5 НК |
1 |
400560 |
400650 |
6,7 |
26843,55 |
| 18. Вентилятор вытяжной ЦН №6 |
2 |
1560450 |
3120900 |
15,0 |
468135 |
| 19. Калорифер КС-4–8–025Б |
1 |
1665420 |
1665420 |
15,0 |
249813 |
| 20. Теплообменник ТИП ТНВ – 0,6–1,6-Н10/25–2–1 |
1 |
1260360 |
1260360 |
6,7 |
84444,12 |
| ИТОГО |
36685305 |
2673804,3 |
| ΙΙ Неучт.обор-е (10%) |
3668530,5 |
10,0 |
366853,05 |
| ΙΙΙ Электросиловое оборудование (5%) |
1834265,25 |
9,0 |
165083,87 |
| ΙV Трубопроводы (15%) |
5502795,75 |
8,0 |
440223,66 |
| V. КИПиА (20%) |
7337061 |
15,0 |
1100559,15 |
| ИТОГО |
18342652,5 |
2072719,73 |
| ВСЕГО |
55027957,5 |
2439572,78 |
Расчет численности работающих
Исходные данные:
1) производство является непрерывным; режим работы – круглосуточный, без останова в выходные и праздничные дни;
2) длительность рабочего дня 7 часов; длительность рабочей смены 8 часов;
3) количество выходных дней исходя из 4-х бригадного графика сменности составляет 91 день
4) невыходы на работу:
5) продолжительность отпуска 30 дней; выполнение гос. обязанностей 2 дня; прочие невыходы 8 дней.
Численность основных рабочих в смену определяем по формуле:
Рсм=n/Hобс, (8.3)
Где n – число обслуживаемых аппаратов;
Нобс – норма обслуживания;
Рсм=1/1=1
Численность явочного числа рабочих производим по формуле:
Ряв=Рсм*С, (8.4)
где Ряв – явочный состав рабочих;
Ряв=1*3=3
Численность списочную определяем по формуле:
 , (8.5) , (8.5)
где Тк – календарный фонд времени;
Тном – эффективный фонд времени;
 чел. чел.
Расчет численности основных рабочих представлено в таблице 8.3.
Таблица 8.3 Расчет численности основных рабочих
| Наименование должности |
Разряд |
РКО |
Численность |
| сменная |
явочная |
списочная |
| Аппаратчик фильтрации |
6 |
2,19 |
1 |
3 |
5 |
| Аппаратчик осаждения |
5 |
1,87 |
1 |
3 |
5 |
| Аппаратчик кристаллизации |
6 |
2,19 |
1 |
3 |
5 |
| Аппаратчик центрифугирования |
5 |
1,87 |
1 |
3 |
5 |
| Аппаратчик осаждения |
5 |
1,87 |
1 |
3 |
5 |
| Аппаратчик подготов. сырья |
4 |
1,56 |
1 |
3 |
5 |
| ИТОГО |
20 |
Расчет численности вспомогательных рабочих представлено в таблице 7.4.
Таблица 8.4 Расчет численности вспомогательных рабочих
| Наименование должности |
Разряд |
РКО |
Численность |
| сменная |
явочная |
списочная |
| Слесарь ремонтник |
5 |
1,87 |
1 |
1 |
2 |
| ИТОГО |
2 |
Расчет фонда заработной платы работающих
Исходные данные:
1) условия труда – вредные;
2) премия для основных и вспомогательных рабочих 40% от тарифного фонда зарплаты 10% от основного фонда зарплаты рабочих;
3) дополнительный фонд зарплаты 10% от основного фонда зарплаты рабочих;
4) доплаты за вечерние часы – 20% от тарифного фонда зарплаты;
5) доплата за ночные часы – 40% от тарифного фонда зарплаты.
Расчет тарифного фонда зарплаты основных рабочих определяется по формуле:
Зтар=Рiсп*Тэф*Тсм*Кср*Зч.1, (8.6)
Где рсп – списочная численность рабочих i-го разряда;
Тэф – эффективный фонд времени, дня;
Тсм – длительность смены, ч;
Кi – тарифный коэффициент i-го разряда
Зч.1 – часовая тарифная стака 1-го разряда, руб.
Зтар.осн.=20*234*8*1,7*20,25=1288872
Зтар.всп.=2*234*8*1,87*12,50=87516
Расчет среднего тарифного коэффициента рассчитывается:
 , (8.7) , (8.7)
где Кi – тарифный коэффициент i-го разряда;
Рспi – списочная численность рабочих i-го разрядов
Рсп – списочная численность рабочих всех разрядов.

Расчет доплаты за работу в вечернюю смену для работающих по восемь часов в смену
 , (8.8) , (8.8)
где З тар – тарифный фонд зарплаты;
0,2 – коэффициент доплат к тарифной ставке за час работы в вечерней смене


Расчет доплаты за работу в ночную смену для работающих по восемь часов в смену:
 , (8.9) , (8.9)
где 0,4 – коэффициент доплат к тарифной ставке за каждый час ночной смены.


Расчет доплаты за работу в праздничные дни:
 , (8.10) , (8.10)
где 24 – число часов в сутках;
10 – число праздничных дней в году


Расчет фонда основной зарплаты определяется по формуле:
Зосн=Зтар+Д+П, (8.11)
где Д – доплата П – премия
Зосн=1288872+333235,6+515548,8=2031574,8
Звсп.= 87516+20196+35006,4=142718,4
Дополнительная зарплата принята в размере 10% от основного фонда зарплаты, которая составляет 203157,48 и вспомогательного фонда зарплаты составляет 14271,84
Расчет годового фонда зарплаты основных рабочих определяется по формуле:
Згод=(Зосн+Здоп)*Ктер, (8.12)
Где Ктер – величина поясного коэффициента, принимается исходя из конкретного территориального районирования составляет 1,0165
Згод.осн.=(2031574,8+203157,48)*1,0165=2271605,362
Згод.всп.=(142718,4+14271,84)*1,0165=159580,6
Расчет средней зарплаты основных рабочих:
Зср=Згод / Рсп, (8.13)
где Рсп – списочная численность основных рабочих.
Расчет среднегодовой зарплаты одного списочного рабочего определяется по формуле:
Зср=Згод / Рсп (8.14)
Расчет среднегодовой производительности труда:
ПТ=Вгод / Рсп (8.15)
Где Вгод-годовая выроботка продукции по проекту
Зуд=Згод/В, (8.16)
Где В-годовой объем производства по проекту в натуральном выражении.
Расчет ЕСН цехового персонала представлено в таблице 8.6.
Таблица 8.6 Расчет ЕСН цехового персонала
Наименование
должности
|
Категория |
Количество,
чел.
|
ГКО |
| Начальник цеха |
ИТР |
1 |
5,08 |
| Зам. нач. цеха |
ИТР |
1 |
4,54 |
| Механик цеха |
ИТР |
1 |
4,06 |
| Нач. смены |
ИТР |
7 |
2,90 |
| ИТОГО ИТР |
8 |
| Кладовщик |
МОП |
1 |
1,20 |
| ИТОГО МОП |
1 |
| ВСЕГО |
11 |
Расчет среднегодового фонда зарплаты цехового персонала представлено в таблице 8.7.
Таблица 8.7 Расчет среднегодового фонда зарплаты цехового персонала
Наименование
должности
|
Кол-
во
штат,
ед.
|
Должност.
оклад в
месяц, руб.
ед. штат
|
Премия ед-
цы
|
Доплата
за
вредность
10%
|
Итого
осн.
зарплата,
руб.
|
Годовой
ОМ,
руб.
|
| % |
сумма,
руб.
|
| Начальник цеха |
1 |
8000 |
60 |
4800 |
12800 |
153600 |
| Зам. На-ч. цеха |
1 |
7000 |
60 |
4200 |
11200 |
134400 |
| Механик цеха |
1 |
6000 |
60 |
3600 |
9600 |
115200 |
| Нач. смены |
5 |
5500 |
60 |
3300 |
1050 |
9350 |
112200 |
| Кладовщик |
1 |
3000 |
40 |
1200 |
300 |
4500 |
54000 |
| ИТОГО |
9 |
1239000 |
Расчет калькуляции себестоимости продукции
Расчет потребности сырья и материалов представлено в таблице 8.8.
Таблица 8.8 Расчет потребности сырья и материалов
Наименование сырья и
материалов
|
Единица
мм.
|
Цена за
ед. изм.,
руб.
|
Затpаты на 1
т продукции
|
Норма
расхода
|
Сумма, руб.
|
| Магнезит |
кг |
1552,2 |
0,195 |
302,6 |
| Серная кислота реактивная |
кг |
139,40 |
0,004 |
0,55 |
| Серная кислота техническая |
кг |
1501,5 |
0,455 |
683,2 |
| Уголь активный |
кг |
413,0 |
0,005 |
2,065 |
| Перекись водорода |
кг |
35,60 |
0,002 |
0,0712 |
| ИТОГО |
988,5 |
Расчет энергетических затрат на технологические цели представлено в таблице 8.9.
Таблица 8.9 Расчет энергетических затрат на технологические цели
Наименование
энергоресурсов
|
Единица
измерения
|
Цена за ед. шт.,
руб.
|
Затраты на 1 т
продукта
|
Норма
расхода
|
Сумма,
руб.
|
| Электроэнергия |
кBт/ч |
2,04 |
83,64 |
170,62 |
| Пар |
Гкал |
514,48 |
1,9 |
977,5 |
| Вода оборотная |
тмз |
4,10 |
16 |
65,6 |
| ИТОГО |
1213,72 |
Отчисление в фонд социального страхования принимаем в размере 26%.
Расчет отчисления по ЕСН вспомогательных рабочих 26% от годового фонда зарплаты составляет 41490,96
Другие расходы вычисляются 159580,6+41490,96+2269746,295=2470817,2
Все виды ремонта вычисляются от полной сметной стоимости (см. табл. 8.2.):
(55027957,5/100%)*5%=2751397,87
Прочие расходы вычисляются: (10596755,86/100%)*10%=1059678,6
Смета расхода на содержание и эксплуатацию оборудования представлено в таблице 8.10.
Таблица 8.10 Смета расхода на содержание и эксплуатацию оборудования
| Наименование pасхoдов |
Сумма, руб. |
Методика расчета |
| 1. Амортизация оборудования |
2439572,78 |
Итог табл. 8.2 |
| 2. Эксплуатация оборудования |
2690386,76 |
| в том числе |
| a) з/пл. вспомогательных рабочих |
159580,6 |
См: табл. 8.5 |
| 6) отчисления по ЕСН |
41490,96 |
26% от год. ФЗП
от всп. Рабочих
|
в) затpаты на эл./энергию
Двигателей
|
2269746,295 |
Расчет см. ниже после табл.
Таблицы
|
| г) другие расходы |
244580,6 |
10% от a)+6)+в) |
| 3. Все виды ремонтов |
2751397,87 |
5% от полн. смет. ст-ти обор. |
| ИТОГО |
10596755,86 |
- |
| 4. Прочие расходы |
1059678,6 |
10% от суммы статей 1–4 |
| ВСЕГО |
11656431,1 |
- |
Расчет электроэнергии для двигателей предмставлено в таблице 8.11.
Таблица 8.11 Расчет электроэнергии для двигательных целей
Наименование эл/си-мы
оборудования единицы
|
Кол-вo |
Единичная мощность, кВт |
Суммарная мощность кВт |
Эф. фонд вр. об-я, час |
Потребность эл/эн. (теор), кВт |
| Эл/двигатель к СА-601 |
1 |
5,5 |
5,5 |
8 000 |
44 000 |
| Эл/двигатель к ОА-602 |
1 |
1,9 |
1,9 |
8000 |
15200 |
| Эл/двигатель к СА-603 |
1 |
3,7 |
3,7 |
8 000 |
29 600 |
| Эл/двигатель к СА-604 |
1 |
3,7 |
3,7 |
8 000 |
29 600 |
| Эл/двигатель к СА-605 |
1 |
20 |
20 |
8000 |
160 000 |
| Эл/двигатель к СС-601 |
1 |
250 |
250 |
8 000 |
2 000 000 |
| ИТОГО |
2 278 400 |
Расчет затрат электроэнергии для двигательных целей:
 (8.17) (8.17)
Цена Эл/эн. дв=Эдв*2,04=4539492,59 (руб.) (8.18)
Расчет расхода на содержание определяется по формуле:
Рас.по сод. (уд)=∑рас. сод. об. (уд)/В, (8.19)
где ∑рас. сод. об. (уд) – сумма(годовая) расходов по содержанию и эксплуатации оборудования.
Рас.по сод. (уд)=11656431,1/550 т.=21193,52 (8.20)
Расчет отчислений по ЕСН цехового персонала определяется по формуле:
Зесн.с.с.
=(Рас.со. цех пер/100%)*26%=(1239000/100%)*26%=322140 (8.21)
Зесн.уд. с.с.=1239000/550т=2252,7 (8.22)
Расчет содержания здания и сооружения вычисляется по формуле:
Рсод.зд.соор
=.
(К/100%)*4%=510851, где к (см. табл. 8.1.) (8.23)
Расчет текущего ремонта зданий и сооружений вычисляется по формуле:
Ртек.рем.
=(К/100%)*2%=255425,5, где к (см. табл. 8.1.) (8.24)
Расчет охраны труда по формуле:
Рохр.труд.
= (Рсод.зд.соор
/100%)*4%=20434,04 (8.25)
Расчет прочих расходов определяется по формуле:
Рпр.рас.
=(5973193,6/100%)*10%=597319,36 (8.26)
Рцех.рас. уд.= 6570512,9/550 т=11946,4 (8.27)
Смета цеховых расходов представлено в таблице 8.12.
Таблица 8.12 Смета цеховых расходов
| Статьи расходов |
Сумма, руб.
|
Методика расчета
3
|
| 1. Содержание цех. персонала |
1239000 |
см. табл. 8.7 |
| 2. Отчисления по ЕСН |
322140 |
26% от статьи 1 |
| З. Амортизация зданий и сооружений |
3625343 |
см. табл. 8.1 |
| 4. Содержание зданий и сооружении |
510851 |
4% от табл. 8.1. |
| 5. Текущий ремонт |
255425,5 |
2% от сменной стоимости
зданий и сооружений
|
| зданий и сооружений |
| 6. Охрана труда |
20434,04 |
4% от статьи 4 |
| ИТОГО |
5973193,6 |
| 7. Прочие расходы |
597319,36 |
10% от суммы статей 1–6 |
| ВСЕГО |
6570512,9 |
Проектируемая мощность производства составляет 550 тонн в год
Расчет материальных затрат на проект определяется по формуле:
Р мат. з.пр.= Р мат. з*В=988,5*550т=543675 (8.28)
где В-годовой объем производства, т.
Расчет энергозатрат определяется по формуле:
Рэн.з.пр.=Рэн.з.*В=1213,72*550 т=667546 (8.29)
Расчет зарплаты определяется по формуле:
Зуд.
=Згод/В=2431185,96/550 т=4420,4 (8.30)
Расчет на отчисления по ЕСН определяется по формуле:
 (8.31) (8.31)
Расчет на содержание и эксплуатацию оборудования вычисляется по формуле:
Рсод.эксп. об. пр.=Рсод.эксп. об.
/В=11656431,1/550 т=14471,8 (8.32)
Расчет цеховых затрат определяется по формуле:
Зц.з.пр.=Зц.з./В=6570512,9/550 т=11946,4 (8.33)
Калькуляция себестоимости продукции представлено в таблице 8.13.
Таблица 8.13 Калькуляция себестоимости продукции
| Статьи затрат |
Сумма затрат, руб.
|
Методика расчета |
На 1 т
продукции
|
На проект.
мощность
|
| 1. Материaльные затpаты |
988,5 |
543675 |
Итог таблицы 8.8 |
| 2. энергозатраты |
1213,72 |
667546 |
Итог таблицы 8.9 |
| 3. Зарплата основ. рабочих |
4420,4 |
2431185,962
|
Итог таблицы 8.5 |
в том числе:
отчисление на соц. страх.
|
1149,3 |
632108,34 |
26% от Згод
|
| Итого |
5569,7 |
3063294,3 |
По статье 3 |
4. Расходы на содержание
и эксплуатацию обор-я
|
14471,8 |
11656431,1 |
Итог таблицы 8.10 |
| 5. Цехoвые расходы |
11946,4 |
6570512,9 |
Итог таблицы 8.12 |
| Итого цеховая с/с |
34331,75 |
22501459,3 |
Сумма статей 1, 2, 3, 4, 5 |
Сравнительно технико-экономические показатели представлено в таблице 8.14.
Таблица 8.14 Сравнительные технико-экономические показатели производства
| № п/п |
Показатели |
Единицы измерения |
По проекту |
| 1 |
Годовой выпуск продукции в натуральном выражении |
тн
|
550
|
| 2 |
Капитальные затраты основные производственные фонды |
руб.
|
17170678 |
| 3 |
Численность работающих
всего
рабочих
|
чел.
|
33 |
| 4 |
Производительность труда:
одного работающего;
|
тн./чел.
|
27,5 |
| 5 |
Среднегодовая зарплата
одного работающего
|
Руб. |
113580,24 |
| 6 |
Себестоимость единицы продукции |
руб. |
34331,75 |
Рассматривая спроектированное производство установки получения сульфата магния фармокопейного мощностью 550 тонн в год делаем следующие выводы:
Цеховые затраты на производство 1 тонны сульфата магния фармокопейного составляют 34331,75 руб.
Заключение
В данном курсовом проекте были рассмотрены основные характеристики производства: номенклатура, физико-химические показатели исходного сырья. Я изучила технологические параметры всех стадий производств, нормы технологического режима, устройства и характеристику основного оборудования, с помощью которого получается фармакопейный сульфат магния.
Также мною были рассмотрены перечень важнейших контрольных точек производства, характеристика и количество побочных продуктов и отходов производства, условия труда, техники безопасности существующего производства, основные технико-экономические показатели работы цеха.
В данном отчете были изложены расчетная часть материального и теплового баланса стадии кристаллизации производства.
Библиография
1. Регламент ОАО Химзавод им. Л.Я. Карпова. – Менделеевск.: 2004 г. – 79 с.
2. Н.В. Лазарев. Вредные вещества в промышленности. Том ΙΙΙ. – М.: Химия, 1978. – 456 с.
3. А.Н. Баратов, А.Я. Корольченко. Справочник Пожаровзрывоопасность веществ и материалов и средства их тушения. Книга 2. – М.: Химия, 1990. – 338 с.
4. Позин М.Е. Технология минеральных солей. Т. 1. – М.: Химия, 1974.-155 с.
5. Ахметов Т.Г., Бусыгина В.М., Гайсин Л.Г., Парфирьева Р.Т. Химическая технология неорганических веществ. – М.: Химия, 1998. – 436 с.
6. Хуснутдинов В.А. и др. Оборудование производств неорганических веществ. – М.: Химия 1987. – 274 с.
7. Машины и аппарты химических проиводств. Примеры и задачи. Учебн.пособие.-М.: Высш.шк., 1980. – 233 с.
8. К.М. Малина. Справочник сернокислотчика. – М.: Химия, 1971. – 356 с.
9. Л.Н. Матусевич. Кристаллизация из растворов в химической промышленности.-М.: Химия, 1968. – 302 с.
10. А.Г. Касаткин. Основные процессы и аппараты химической технологии. - М.: Химия, 1961. – 816 с.
|