|
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту по технологии машиностроения
на тему: Расчет технологической детали ”Втулка”
Содержание
Задание
Введение
1. Служебное назначение и конструкция детали
2. Анализ технологичности конструкции детали
3. Определение типа производства
4. Выбор метода получения исходной заготовки
5. Экономическое обоснование выбора метода получения исходной заготовки
6. Расчет припусков на заготовку
7. Выбор и обоснование варианта маршрутного технологического процесса
8. Выбор металлорежущего оборудования и его технические характеристики
9. Аналитический анализ режимов резания
10. Описание операций и расчёт режимов резания
11. Нормирование технологического процесса
12. Определение фактического типа и организационной формы производства
13. Расчёт количества металлорежущих станков на программу
14. Расчёт производственных и вспомогательных рабочих
15. Описание и принцип работы контрольного приспособления
16. Технико-экономические показатели
17. Список используемой литературы
Приложение:
Комплект технологической документации
Введение
Развитию и формированию учебной дисциплины «технология машиностроения» как прикладной науки предшествовал непрерывный прогресс машиностроения на протяжении последних двух столетий. Степень прогресса определяла интенсивность изучения производственных процессов, а, следовательно, и научное их обобщение с установлением закономерностей в технологии механической обработки и сборки.
Машиностроительная промышленность является ведущей отраслью, так как это главный потребитель сырья и рабочей силы. От нее зависит материально техническая база и обороноспособность страны. Именно в машиностроении материализуются научно-технические идеи, создаются новые системы машин, определяющие прогресс в других отраслях.
Современный уровень технического прогресса, создание совершенных высокопроизводительных, автоматизированных и высокоточных машин, основанных на использовании новейших достижений науки, требует подготовки высокообразованных инженеров, обладающих глубокими знаниями и хорошо владеющих новой техникой и технологией производства.
Эффективность производства, его технический прогресс, качество выпускаемой продукции во многом зависят от опережающего развития нового оборудования, машин, станков и аппаратов, от внедрения методов технико-экономического анализа, обеспечивающего решение технических вопросов, экономическую эффективность технологических и конструкторских разработок.
Реклама

Целью данного курсового проектирования является:
- Расширение, систематизация и закрепление теоретических и практических знаний, полученных студентами во время лекционных, лабораторных, практических занятий, а также в период прохождения инженерной производственной подготовки на базовых предприятиях;
- Практическое применение этих знаний для решения конкретных технических, организационных и экономических задач;
- Развитие и закрепление навыков ведения самостоятельной работы;
- Проведение поиска научно – технической информации и работа со справочной и методической литературой, стандартами и нормами;
- Обучение студента краткому изложению сущности проделанной работы, аргументировано объяснять принятые решения при ответах на вопросы.
Курсовой проект является одним из основных этапов подготовки студентов к дипломному проектированию. Основной задачей курсового проекта является разработка технологического процесса механической обработки заготовки на стадии технического проекта для различных видов и типов производства с выполнением ряда технических расчетных работ и технико-экономическим обоснованием принятых решений.
1. Служебное назначение и конструкция детали
Деталь втулка представляет собой полое тело вращения типа «втулка с буртом». Служит как промежуточный элемент для базирования в корпусных деталях подшипниковых опор. Втулка входит в корпусную деталь и дополнительно крепится 4-мя болтами или штифтами через отверстия Ø14мм. Применение втулок в подшипниках скольжения сокращает расход дорогостоящего и обычно дефицитного антифрикционного материала (оловянистые бронзы и баббиты), а также упрощает ремонт, сводя его к замене изношенной втулки новой.
Масса детали составляет 4,65 кг. Габаритные размеры детали 140×128 мм. Из конструктивных особенностей можно отметить наличие: сквозного центрального отверстия Ø40мм по которому перемещается шток; 4-х сквозных отверстий Ø14мм параллельных оси детали; резьбового отверстия М16×2-7Н под  , в которое устанавливается манометр для измерения давления; выточки Ø50мм в которую вставляется уплотнительное кольцо; 3-х лысок на фланце; канавки для выхода шлифовального круга. , в которое устанавливается манометр для измерения давления; выточки Ø50мм в которую вставляется уплотнительное кольцо; 3-х лысок на фланце; канавки для выхода шлифовального круга.
Реклама

Допуск на радиальное биение наружной цилиндрической поверхности Ø70d10 относительно базовой поверхности A составляет 0,1 мм. Так как больше специальных требований на чертеже нет, то точность геометрической формы поверхностей и точность взаимного расположения поверхностей детали в пределах допусков на размеры. Наиболее точными поверхностями детали являются: внутреннее цилиндрические поверхности Ø40H8(+0,039)
с шероховатостью Ra=0,4 мкм, Ø50H11(+0,16)
с шероховатостью Ra=3,2 мкм, наружные цилиндрические поверхности Æ70d10 с шероховатостью Ra=3,2 мкм, Æ128h12 с шероховатостью Ra=3,2 мкм, Æ128h12 с шероховатостью Ra=6,3 мкм. Остальные поверхности выполнены по 14-му квалитету с шероховатостью Ra=6,3 мкм. с шероховатостью Ra=6,3 мкм. Остальные поверхности выполнены по 14-му квалитету с шероховатостью Ra=6,3 мкм.
Соответственно служебному назначению исполнительными поверхностями втулки являются основное отверстие Ø40H8 и соосная ему наружная цилиндрическая поверхность Æ70d10. Основной конструкторской базой втулки является ось основного отверстия. Основной технологической базой при обработке является основное отверстие, относительно которого обрабатывается точность расположения остальных поверхностей.
В качестве материала для изготовления детали втулка используется конструкционная легированная сталь 40Х ГОСТ 4543-88. Хромистая сталь имеет очень широкое применение. Хром оказывает положительное влияние и является недорогой примесью. Сталь 40Х применяют для изготовления осей, валов, вал-шестерен, плунжеров, штоков, коленчатых и кулачковых валов, колец, шпинделей, оправок, реек, зубчатых венцов, болтов, полуосей, втулок и других улучшаемых деталей повышенной прочности.
Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78. Калиброванный пруток ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка ГОСТ 14955-77. Лист толстый ГОСТ 1577-81, ГОСТ 19903-74. Полоса ГОСТ 82-70, ГОСТ 103-76, ГОСТ 1577-81. Поковки и кованые заготовки ГОСТ 8479-70. Трубы ГОСТ 8731-87, ГОСТ 8733-87, ГОСТ 13663-68.
Заменитель: стали 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР.
Таблица №1 Химический состав стали 40Х
| Химический элемент
|
%
|
| Кремний (Si)
|
0.17-0.37
|
| Медь (Cu), не более
|
0.30
|
| Марганец (Mn)
|
0.50-0.80
|
| Никель (Ni), не более
|
0.30
|
| Фосфор (P), не более
|
0.035
|
| Хром (Cr)
|
0.80-1.10
|
| Сера (S), не более
|
0.035
|
Таблица №2 Механические свойства стали 40Х
| Термообработка, состояние поставки
|
Сечение, мм
|
0,2
, МПа
|
B
, МПа
|
5
, %
|
, %
|
KCU, Дж/м2
|
HB
|
| Пруток. Закалка 860 °С, масло. Отпуск 500 °С, вода или масло
|
25
|
780
|
980
|
10
|
45
|
59
|
-
|
| Поковки. Нормализация. КП 245
|
500-800
|
245
|
470
|
15
|
30
|
34
|
143-179
|
| Поковки. Нормализация. КП 275
|
300-500
|
275
|
530
|
15
|
32
|
29
|
156-197
|
| Поковки. Закалка, отпуск. КП 275
|
500-800
|
275
|
530
|
13
|
30
|
29
|
156-197
|
| Поковки. Нормализация. КП 315
|
<100
|
315
|
570
|
17
|
38
|
39
|
167-207
|
| Поковки. Нормализация. КП 315
|
100-300
|
315
|
570
|
14
|
35
|
34
|
167-207
|
| Поковки. Закалка, отпуск. КП 315
|
300-500
|
315
|
570
|
12
|
30
|
29
|
167-207
|
| Поковки. Закалка, отпуск. КП 315
|
500-800
|
315
|
570
|
11
|
30
|
29
|
167-207
|
| Поковки. Нормализация. КП 345
|
<100
|
345
|
590
|
18
|
45
|
59
|
174-217
|
| Поковки. Нормализация. КП 345
|
100-300
|
345
|
590
|
17
|
40
|
54
|
174-217
|
| Поковки. Закалка, отпуск. КП 345
|
300-500
|
345
|
590
|
14
|
38
|
49
|
174-217
|
| Поковки. Закалка, отпуск. КП 395
|
<100
|
395
|
615
|
17
|
45
|
59
|
187-229
|
| Поковки. Закалка, отпуск. КП 395
|
100-300
|
395
|
615
|
15
|
40
|
54
|
187-229
|
| Поковки. Закалка, отпуск. КП 395
|
300-500
|
395
|
615
|
13
|
35
|
49
|
187-229
|
| Поковки. Закалка, отпуск. КП 440
|
<100
|
440
|
635
|
16
|
45
|
59
|
197-235
|
| Поковки. Закалка, отпуск. КП 440
|
100-300
|
440
|
635
|
14
|
40
|
54
|
197-235
|
| Поковки. Закалка, отпуск. КП 490
|
<100
|
490
|
655
|
16
|
45
|
59
|
212-248
|
| Поковки. Закалка, отпуск. КП 490
|
100-300
|
490
|
655
|
13
|
40
|
54
|
212-248
|
Таблица №3
Механические свойства стали 40Х при повышенных температурах
| t испытания, °C
|
0,2
, МПа
|
B
, МПа
|
5
, %
|
, %
|
KCU, Дж/м2
|
| Закалка 830 °С, масло. Отпуск 550 °С
|
| 200
|
700
|
880
|
15
|
42
|
118
|
| 300
|
680
|
870
|
17
|
58
|
|
| 400
|
610
|
690
|
18
|
68
|
98
|
| 500
|
430
|
490
|
21
|
80
|
78
|
| Образец диаметром 10 мм, длиной 50 мм кованый и отожженный. Скорость деформирования 5 мм/мин, скорость деформации 0,002 1/с.
|
| 700
|
140
|
175
|
33
|
78
|
|
| 800
|
54
|
98
|
59
|
98
|
|
| 900
|
41
|
69
|
65
|
100
|
|
| 1000
|
24
|
43
|
68
|
100
|
|
| 1100
|
11
|
26
|
68
|
100
|
|
| 1200
|
11
|
24
|
70
|
100
|
|
Таблица №4
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С
|
0,2
, МПа
|
B
, МПа
|
5
, %
|
, %
|
KCU, Дж/м2
|
HB
|
| Закалка 850 °С, вода
|
| 200
|
1560
|
1760
|
8
|
35
|
29
|
552
|
| 300
|
1390
|
1610
|
8
|
35
|
20
|
498
|
| 400
|
1180
|
1320
|
9
|
40
|
49
|
417
|
| 500
|
910
|
1150
|
11
|
49
|
69
|
326
|
| 600
|
720
|
860
|
14
|
60
|
147
|
265
|
Таблица №5 Механические свойства в зависимости от сечения
| Сечение, мм
|
0,2
, МПа
|
B
, МПа
|
5
, %
|
, %
|
KCU, Дж/м2
|
HB
|
| Закалка 840-860 °С, вода, масло. Отпуск 580-650 °С, вода, воздух.
|
| 101-200
|
490
|
655
|
15
|
45
|
59
|
212-248
|
| 201-300
|
440
|
635
|
14
|
40
|
54
|
197-235
|
| 301-500
|
345
|
590
|
14
|
38
|
49
|
174-217
|
Таблица №6 Температура критических точек
| Критическая точка
|
°С
|
| Ac1
|
743
|
| Ac3
|
815
|
| Ar3
|
730
|
| Ar1
|
693
|
| Mn
|
325
|
Таблица №7 Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка
|
+20
|
-25
|
-40
|
-70
|
| Закалка 850 С, масло. Отпуск 650 С.
|
160
|
148
|
107
|
85
|
| Закалка 850 С, масло. Отпуск 580 С.
|
91
|
82
|
-
|
54
|
Таблица №8 Предел выносливости
| -1
, МПа
|
-1
, МПа
|
n
|
B
, МПа
|
0,2
, МПа
|
Термообработка, состояние стали
|
| 363
|
-
|
1Е+6
|
690
|
-
|
-
|
| 470
|
-
|
1Е+6
|
940
|
-
|
-
|
| 509
|
-
|
|
960
|
870
|
-
|
| 333
|
240
|
5Е+6
|
690
|
-
|
-
|
| 372
|
-
|
-
|
-
|
-
|
Закалка 860 С, масло, отпуск 550 С.
|
Таблица №9 Физические свойства
| Температура испытания, °С
|
20
|
100
|
200
|
300
|
400
|
500
|
600
|
700
|
800
|
900
|
| Модуль нормальной упругости, Е, ГПа
|
214
|
211
|
206
|
203
|
185
|
176
|
164
|
143
|
132
|
-
|
| Модуль упругости при сдвиге кручением G, ГПа
|
85
|
83
|
81
|
78
|
71
|
68
|
63
|
55
|
50
|
-
|
| Плотность, pn, кг/см3
|
7850
|
|
7800
|
-
|
-
|
7650
|
-
|
-
|
-
|
-
|
| Коэффициент теплопроводности
Вт/(м ·°С)
|
41
|
40
|
38
|
36
|
34
|
33
|
31
|
30
|
27
|
-
|
| Уд. Электросопротив-ление (p, НОм · м)
|
278
|
324
|
405
|
555
|
717
|
880
|
1100
|
1330
|
-
|
-
|
| Температура испытания, °С
|
20- 100
|
20- 200
|
20- 300
|
20- 400
|
20- 500
|
20- 600
|
20- 700
|
20- 800
|
20- 900
|
20- 1000
|
| Коэффициент линейного расширения
(a, 10-6 1/°С)
|
11.8
|
12.2
|
13.2
|
13.7
|
14.1
|
14.6
|
14.8
|
12.0
|
-
|
-
|
| Удельная теплоемкость (С, Дж/(кг · °С))
|
466
|
508
|
529
|
563
|
592
|
622
|
634
|
664
|
-
|
-
|
Технологические свойства:
— Температура ковки: начала 1250 °С, конца 800 °С. Сечения до 350 мм охлаждаются на воздухе.
— Свариваемость: трудносвариваемая. Способы сварки: РДС, ЭШС. Необходимы подогрев и последующая термообработка. КТС - необходима последующая термообработка.
— Обрабатываемость резанием: в горячекатаном состоянии при НВ 163-168, B
= 610 МПа K тв.спл.
= 0.20, K б.ст.
= 0.95.
— Склонна к отпускной способности.
— Флокеночувствительна.
2. Анализ технологичности конструкции детали
Под технологичностью конструкции изделия понимается совокупность свойств конструкции изделия, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями однотипных конструкций изделий того же назначения при обеспечении установленных значений показателей качества и принятых условий изготовления, эксплуатации и ремонта.
Обработка конструкции на технологичность представляет собой комплекс мероприятий по обеспечению необходимого уровня технологичности конструкции по установленным показателям, направлена на повышение производительности труда, снижение затрат и сокращение времени на изготовление изделия при обеспечении необходимого его качества. Виды и показатели технологичности приведены в ГОСТ 18831-73, а правила отработки конструкции изделия и перечень обязательных показателей технологичности в ГОСТ 14.201-73. Оценка технологичности конструкции может быть двух видов: качественной и количественной. Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя и допускается на всех стадиях проектирования как предварительная. Количественная оценка технологичности конструкции изделия выражается числовым показателем и рациональна в том случае, если эти показатели существенно влияют на технологичность рассматриваемой конструкции.
Качественная оценка технологичности конструкции детали:
— технологический контроль чертежа детали «втулка» дает полное представление о ее конструкции. На чертеже проставлены размеры с допусками и шероховатостью необходимыми для изготовления детали;
— заготовкой для втулки служит штамповка, получаемая на горизонтально-ковачной машине из стали 40Х. Штамповка проста по конфигурации и не требует применения специальной оснастки;
— деталь имеет удобные и надежные технологические базы в процессе обработки;
— предусмотрена возможность непосредственного измерения большинства заданных на чертеже размеров;
— деталь по форме средней сложности (канавки, сквозные отверстия, резьбовое отверстие, ступени, лыски);
— жесткость детали:
 следовательно, деталь жесткая; следовательно, деталь жесткая;
— все поверхности можно обработать универсальными инструментами, включая канавку для выхода шлифовального круга;
— наружную цилиндрическую поверхность Ø128h12 можно обрабатывать проходным резцом.
— деталь имеет один относительно большой перепад диаметров ступеней, поэтому обработка на многорезцовом станке становится невозможной;
— большинство поверхностей детали можно считать технологичными, за исключением внутренних цилиндрических поверхностей Ø40H8 с шероховатостью Ra=0,4 мкм, Ø50H11 с шероховатостью Ra=0,4 мкм, Ø50H11 с шероховатостью Ra=3,2 мкм, наружных поверхностей Ø70d10 с шероховатостью Ra=3,2 мкм, наружных поверхностей Ø70d10 с шероховатостью Ra=3,2 мкм и для которой необходимо выдержать допуск на радиальное биение 0,1мм относительно базовой поверхности А, Ø128h12 с шероховатостью Ra=3,2 мкм и для которой необходимо выдержать допуск на радиальное биение 0,1мм относительно базовой поверхности А, Ø128h12 с шероховатостью Ra=6,3 мкм, вследствие необходимости введения дополнительных операций для их изготовления. К остальным размерам не предъявляется высоких требований точности и качества поверхности. с шероховатостью Ra=6,3 мкм, вследствие необходимости введения дополнительных операций для их изготовления. К остальным размерам не предъявляется высоких требований точности и качества поверхности.
— для обработки трех лысок потребуется проектировать специальные приспособления;
— присутствуют размеры, требующие пересчёта размерной цепи, что также снижает технологичность детали.
Количественная оценка технологичности
1) Коэффициент точности 
 , ,
где:  - средняя точность детали, - средняя точность детали,  - квалитет различных поверхностей, - квалитет различных поверхностей,  - количество поверхностей с квалитетом ; - количество поверхностей с квалитетом ;  - количество поверхностей всего. - количество поверхностей всего.
2) Коэффициент шероховатости  : :
 , ,
где:  - средняя шероховатость детали, - средняя шероховатость детали,
 - сумма произведений шероховатостей на их количество. - сумма произведений шероховатостей на их количество.
3) Коэффициент использования материала 
где:  - масса детали (кг), - масса детали (кг),  - масса заготовки (кг). - масса заготовки (кг).
4) Максимальное значение шероховатости — Ra 0,4 мкм
5) Максимальный квалитет точности — 8
6) Коэффициент применяемости стандартизованных обрабатываемых поверхностей 
где:  , ,  — соответственно число поверхностей детали, обрабатываемых стандартным инструментом, и всех, подвергаемых механической обработки поверхностей. — соответственно число поверхностей детали, обрабатываемых стандартным инструментом, и всех, подвергаемых механической обработки поверхностей.
7) Коэффициент унификации 
где:  , ,  - соответственно число унифицированных конструктивных элементов детали и общее число поверхностей. - соответственно число унифицированных конструктивных элементов детали и общее число поверхностей.
Исходя из вышесказанного, данную деталь можно считать технологичной.
3. Определение типа производства
Тип производства на данном этапе проектирования определяется ориентировочно в зависимости от массы детали и годовой программы выпуска, используя таблицу 10.
Таблица №10
| Тип производства
|
Годовая программа выпуска, шт
|
| Легкие
(до 20 кг)
|
Средние
(20-300 кг)
|
Тяжелые
(свыше 300 кг)
|
| Единичное
Мелкосерийное
Серийное
Крупносерийное
Массовое
|
11-100
101-500
501-5000
5001-50000
Св. 50000
|
6-10
11-200
201-1000
1001-5000
Св. 5000
|
1-5
6-100
101-300
301-1000
Св. 1000
|
При массе детали 4,65 килограмм и годовой программе выпуска 16000 шт/год, тип производства является крупносерийным.
4. Выбор метода получения исходной заготовки
Метод выполнения заготовок деталей машин определяется назначением конструкции детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления. Выбрать заготовку - значит установить способ ее получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на неточность изготовления. От правильного выбора заготовки зависит трудоемкость и себестоимость обработки.
Для данной детали можно использовать следующие методы получения заготовок: горячая объемная штамповка на молотах и прессах, горячая объемная штамповка на горизонтально-ковочных машинах, а также получение заготовки из проката.
Наиболее рациональными методами получения заготовки из вышеперечисленных для данной детали, с учетом материала, массы, конфигурации, габаритов детали и годовой программы выпуска, являются горячая объемная штамповка на горизонтально-ковочных машинах (ГКМ) - используется в серийном и массовом производствах для заготовок имеющих форму тел вращения и массой не более 100 кг и метод получения заготовок из проката, так как он не требует изготовления штампов, пресс-форм и т.п.
Поковки, изготовляемые на ГКМ, имеют форму тел вращения с прямой осью. Масса поковок может быть несколько десятков килограммов, но не превышать 100 кг. На ГКМ можно: производить высадку конусов длинных (до 3,5 м) прутков и труб; получать изделия типа стержня или трубы с головкой значительного объема; штамповать осадкой в торец изделия сложной формы; получать от прутка поковки с прошитыми отверстиями без отходов металла при просечке.
В качестве исходной заготовки используют пруток круглого или квадратного сечения, трубный прокат. Штампуют поковки: стержни с утолщениями и глухими отверстиями, кольца, трубчатые детали со сквозными и глухими отверстиями. Так как штамп состоит из трех частей, то напуски на поковки и штамповочные уклоны малы или отсутствуют. К недостаткам горизонтально-ковочных машин следует отнести их малую универсальность и высокую стоимость.
Горизонтально-ковочная машина представляет собой механический кривошипный штамповочный пресс, имеющий разъемную матрицу, одна часть которой является подвижной – зажимной. Кроме главного деформирующего ползуна, имеется ползун, движение которого перпендикулярно движению главного. Горизонтально-ковочные машины выбираются по номинальному усилию, которое составляет 1…31,5 МН.
Штамп состоит из трех частей: неподвижной матрицы, подвижной матрицы и пуансона, размыкающихся в двух взаимно перпендикулярных плоскостях. Пруток с нагретым участком на его конце закладывают в неподвижную матрицу. Положение конца прутка определяется упором. При включении машины подвижная матрица прижимает пруток к неподвижной матрице, упор автоматически отходит в сторону, и только после этого пуансон соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость, расположенную впереди зажимной части. Формующая полость может находиться только в матрице, только в пуансоне, а также в матрице и пуансоне. После окончания деформирования пуансон движется в обратном направлении, выходя из полости матрицы. Матрицы разжимаются, деформированную заготовку вынимают или она выпадает из них.
Штамповка выполняется за несколько переходов в отдельных ручьях, оси которых расположены одна над другой. Каждый переход осуществляется за один рабочий ход ползуна. Осуществляются операции: высадка, прошивка, пробивка. За один переход можно высадить выступающий из зажимной части матрицы конец прутка только в том случае, если его длина не превышает трех диаметров. При большей длине возможен изгиб заготовки, поэтому предварительно необходимо произвести набор металла. Набор металла осуществляется в полости пуансона, которой придают коническую форму.
После штамповки в открытых штампах производят обрезание облоя и пробивку пленок в специальных штампах, устанавливаемых на кривошипных прессах. Правку штампованных поковок выполняют для устранения искривления осей и искажения поперечных сечений, возникающих при затрудненном извлечении поковок из штампа, после обрезания облоя, после термической обработки. Крупные поковки и поковки из высокоуглеродистых и высоколегированных сталей правят в горячем состоянии либо в чистовом ручье штампа сразу после обрезания облоя, либо на обрезном прессе (обрезной штамп совмещается с правочным штампом), либо на отдельной машине. Мелкие поковки правят на винтовых прессах в холодном состоянии после термической обработки. Термическую обработку применяют для получения требуемых механических свойств поковок и облегчения их обработки резанием. Отжиг снимает в поковках из высокоуглеродистых и легированных сталей остаточные напряжения, измельчает зерно, снижает твердость, повышает пластичность и вязкость. Нормализацию применяют для устранения крупнозернистой структуры в поковках из сталей с содержанием углерода до 0,4%. Очистку поковок от окалины производят для облегчения контроля поверхности поковок, уменьшения износа металлорежущего инструмента и правильной установки заготовки на металлорежущих станках. На дробеструйных установках окалину с поковок, перемещающихся по ленте конвейера, сбивают потоком быстро летящей дроби диаметром 1…2 мм. В галтовочных барабанах окалина удаляется благодаря ударам поковок друг о друга и о металлические звездочки, закладываемые во вращающийся барабан. Калибровка поковок повышает точность размеров всей поковки или отдельных ее участков. В результате этого последующая механическая обработка устраняется полностью или
ограничивается только шлифованием. Различают плоскостную и объемную калибровку. Плоскостная калибровка служит для получения точных вертикальных размеров на одном или нескольких участках поковки. Объемной калибровкой повышают точность размеров поковки в разных направлениях и улучшают качество ее поверхности. Калибруют в штампах с ручьями, соответствующими конфигурации поковки.
Припуски и допускаемые отклонения размеров поковок, штампуемых на ГКМ, определяют по ГОСТ 7505-89.
5. Экономическое обоснование выбора метода получения исходной заготовки
Как было указанно в пункте 4 наиболее рациональным методом получения заготовки для детали втулка является горячая объемная штамповка на горизонтально-ковочных машинах и метод получения заготовок из проката. Рассмотрим два этих варианта, которые показаны на рисунке 1.
Категория материала — М1
. Степень сложности С
поковок определяется в зависимости от объема Vп
(массы Gп
) поковки к объему Vф
(массы Gф
) фигуры в виде цилиндра, описанного вокруг поковки
Отсюда следует, что  и степень сложности С2. и степень сложности С2.
Класс точности – Т4.
Исходный индекс – 12.
Конфигурация поверхности разъема штампа – П (плоская).
Масса заготовки полученной штамповкой mз
=7,54 кг; масса заготовки из проката mз
=16,34 кг.
Для определения более рационального варианта заготовки произведем технико-экономический расчет таких показателей, как коэффициент использования материала  . .
 где где
mд
– масса детали, кг
mЗ
– масса заготовки, кг
Прокат Штамповка на ГКМ
Себестоимость изготовления заготовок Sзаг
определяем по формулам 6 и 7 стр. 31-48 [ 2 ].
Для заготовки из проката:

Q – масса заготовки, кг; Q =16,34 кг;
S – цена 1 кг материала заготовки, руб.; S = 0,134 руб.;
q – масса готовой детали, кг; q = 4,65 кг;
Sотх
– цена 1 тонны отходов, руб.; Sотх
= 29,8 руб.;

Для штамповки на ГКМ:

где:Ci
– базовая стоимость 1 тонны заготовок, руб; Ci
= 315 руб.
КТ
, КС
, КВ
, КМ
, КП
– коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок.
КТ
= 0,9; КС
= 1,15; КВ
= 0,89; КМ
= 1,18; КП
= 1,0;
Q = 7,54 кг; q = 4,65 кг; Sотх
= 29,8 кг

Рассчитаем затраты на дополнительную механическую обработку проката по отношению к отливке в кокиль.
Число ходов определим по формуле:
 . .

Определим основное время:
Черновое точение:








Сверление отверстия:

Рассверливание отверстия:

Отрезание:

Будем считать, что точение выполняется на токарно-револьверном станке (1341), тогда j = 1,98.
Определим штучно-калькуляционное время:

Определяем технологическую себестоимость операций:
где: Спз
– приведенные затраты на рабочем месте, коп/час;

где:  – основная и дополнительная заработная плата, а также начисления на соцстрах оператору и наладчику за физический час работы обслуживаемых машин, коп/час; – основная и дополнительная заработная плата, а также начисления на соцстрах оператору и наладчику за физический час работы обслуживаемых машин, коп/час;
 – коэффициент многостаночности, принимаемый по фактическому состоянию на рассматриваемом участке; – коэффициент многостаночности, принимаемый по фактическому состоянию на рассматриваемом участке;
 – часовые затраты по эксплуатации рабочего места, коп/час; – часовые затраты по эксплуатации рабочего места, коп/час;
 – нормативный коэффициент экономической эффективности капитальных вложений: для машиностроения – нормативный коэффициент экономической эффективности капитальных вложений: для машиностроения  ; ;
 – удельные часовые капитальные вложения в станок, коп/час; – удельные часовые капитальные вложения в станок, коп/час;
 – удельные часовые капитальные вложения в здание, коп/час. – удельные часовые капитальные вложения в здание, коп/час.

где:  – принятое число станков на операции. – принятое число станков на операции.



где:  – производственная площадь, занимаемая станком, с учетом проходов, м2
; – производственная площадь, занимаемая станком, с учетом проходов, м2
;
 – производственная площадь, занимаемая станком, м2
; – производственная площадь, занимаемая станком, м2
;
 – коэффициент, учитывающий дополнительную производственную площадь (на проходы, проезды и др.). – коэффициент, учитывающий дополнительную производственную площадь (на проходы, проезды и др.).



Определение полной себестоимости заготовки из проката:

Экономический эффект изготовления заготовки:

Таблица 11 Сравнительная таблица для выбора заготовки
| Вид заготовки
|
Масса заготовки
Q, кг
|
КИМ
|
Себестоимость изготовления, руб
|
Экономический эффект (по отношению к прокату), руб
|
| Прокат
|
16,34
|
0,29
|
2,86
|
‑
|
| Штамповка на ГКМ
|
7,54
|
0,62
|
2,5
|
5760
|
Вывод: проанализировав два варианта метода получения заготовки, принимаем штамповку на ГКМ, так как этот метод более эффективен с экономической точки зрения.
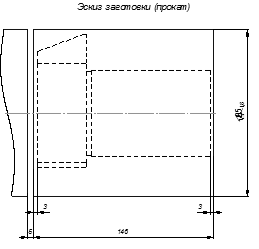
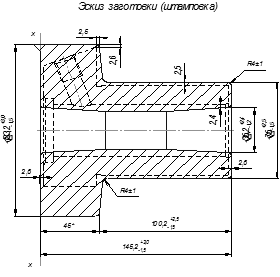
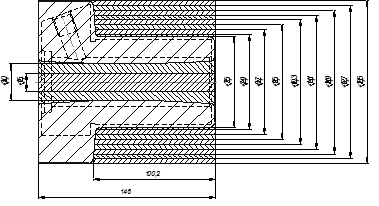
Рис. 1
6. Расчет припусков на заготовку
Исходная заготовка – штамповка на ГКМ. Масса исходной заготовки 7,54кг. Расчёт припусков на механическую обработку будем вести для поверхности диаметром Ø70d10 . Технологический маршрут обработки поверхности Ø70d10 состоит из однократного точения и однократного шлифования. . Технологический маршрут обработки поверхности Ø70d10 состоит из однократного точения и однократного шлифования.
Таблица 12
| Технологический переход
|
Элементы припуска, мкм
|
Расчетный припуск
2Zmin
мкм
|
Расчетный мини-
мальный размер
dmin
, мм
|
Допуск на изготовление
Тd
, мкм
|
Принятые размеры по переходам, мм
|
Полученные предельные припуски, мм
|
| Rz
|
h
|
ΔΣ
|
e
|
dmax
|
dmin
|
2Zmax
|
2Zmin
|
| Исходная заготовка
|
150
|
250
|
1203
|
—
|
—
|
73,52
|
4000
|
77,52
|
73,52
|
—
|
—
|
Точение
|
30
|
30
|
72,2
|
600
|
2·1744
|
70,04
|
300
|
70,34
|
70,04
|
7,18
|
3,48
|
| Шлифование
|
—
|
—
|
—
|
—
|
2·132
|
69,78
|
120
|
69,90
|
69,78
|
0,44
|
0,26
|
| |
|
|
|
|
|
|
|
|

|
7,62
|
3,74
|
Суммарное значение пространственных отклонений, возникающих при штамповке, будут равны:

где:  - величина коробления заготовки - величина коробления заготовки
Δк
=0,6 мкм/мм – удельная кривизна заготовок (коробление),
Погрешность заготовки по смещению . .
Суммарные отклонения расположения (пространственные отклонения) после обработки являются следствием копирования исходных отклонений, они определяются для каждого перехода.
Определение промежуточных значений припусков на механическую обработку:
 . .
 – коэффициент уточнения формы. – коэффициент уточнения формы.
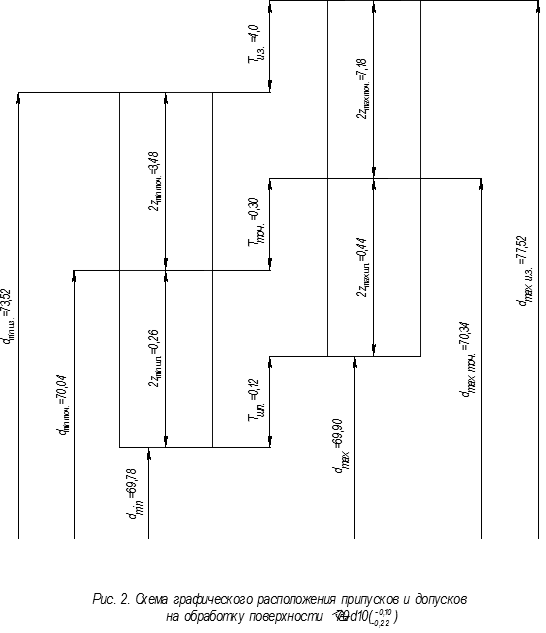
На основании записанных в таблице данных проводим расчёт минимальных значений межоперационных припусков, по формуле:
 . .
Минимальный припуск :
под точение  ; ;
под шлифование  . .
Определяем расчетные минимальные размеры шейки золотника после каждого перехода, начиная с конечного (чертежного) размера, который получают:
при шлифовании 
при точении 
для заготовки 
Значение допусков каждого перехода принимаются по таблицам в соответствии с классом точности обработки.
Шлифование IT 10 ( ) )
Точение IT 12 ( ) )
Определяем наибольшие предельные размеры прибавлением допуска к наименьшим предельным размерам:


 . .
Предельные размеры припусков определяются как разность соответствующих наибольших или наименьших размеров:


Общий припуск определяем, суммируя промежуточные припуски:

Проверка правильности выполненных расчётов:



7. Выбор и обоснование варианта маршрутного, технологического процесса
Технологический маршрут обработки заготовки служит для установления последовательности выполнения технологических операций с соблюдением принципа единства и постоянства технологических баз.
Для крупносерийного производства технологический процесс должен быть дифференцирован по операциям.
Все операции выполняются методом получения заданной точности на настроенных станках с применением специальных приспособлений, сокращающих время на установку и снятие заготовок, а также специального и стандартного режущего инструмента.
Технологический маршрут обработки втулки состоит из следующих основных операций:
005 Токарно-револьверная;
010 Токарно-револьверная;
015 Радиально-сверлильная;
020 Фрезерная;
025 Фрезерная;
030 Фрезерная;
035 Слесарная;
040 Вертикально-сверлильная;
045 Круглошлифовальная.
Обоснование варианта маршрутного технологического процесса
Различие двух вариантов обработки детали заключается в 045 операции. В первом случае окончательная обработка наружной цилиндрической поверхности Ø70d10 выполняется шлифованием с осевым движением подачи на круглошлифовальном станке 3Б12. Во втором случае обработка ведется точением на токарно-винторезном станке 1А616. выполняется шлифованием с осевым движением подачи на круглошлифовальном станке 3Б12. Во втором случае обработка ведется точением на токарно-винторезном станке 1А616.
Произведем сравнение двух вариантов рассчитав штучно-калькуляционное время на рассматриваемую операцию.
В первом случае (см. п. 11):
 . .
 мин.
мин.
Во втором случае:
Инструмент: Токарный проходной упорный отогнутый резец Т14К8 ГОСТ 18879-73.
Глубина резания t=0,34 мм.
Подача на оборот: S=0,2 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,18 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 360 об/мин.
Vф
=  м/мин. м/мин.
 мин.
мин.
Вспомогательное время на операцию:
 . .
Оперативное время на операцию:
 . .
Время на обслуживание рабочего места, отдых и личные надобности:
 . .
Штучное время на операцию:
 =1,5+0,58+0,2=2,28 мин.
=1,5+0,58+0,2=2,28 мин.
Подготовительно-заключительное время на партию:
 . .
Штучно-калькуляционное время:
 мин.
мин.
С учетом годовой программы экономия составит:

Вывод:
выбираем первый вариант обработки наружной цилиндрической поверхности Ø70d10. Обработка данным методом (шлифованием) будет экономичнее, поскольку время на обработку сократится ( ), по сравнению с точением в один проход. ), по сравнению с точением в один проход.
8. Выбор металлорежущего оборудования и его технические характеристики
Выбор металлорежущего станка для операции определяется методом обработки, габаритными размерами заготовок с учетом их конфигурации, мощностью, необходимой на резание, техническими требованиями, определяющими точность и шероховатость обработанных поверхностей; производительностью и себестоимостью в соответствии с типом производства. При выборе конкретной модели станка необходимо обязательно учитывать его технические характеристики, основные из которых размерные, скоростные и силовые.
Режущий инструмент необходимо выбирать в зависимости от методов обработки, свойств обрабатываемого материала, предусматриваемой точности обработки и качества поверхности. Следует отдавать предпочтение быстродействующим, автоматизированным многоместным приспособлениям, допускающим совмещение переходов, перекрытие основного и вспомогательного времени.
Основные характеристики металлорежущих станков:
Токарно-револьверный станок 1П365:
Наибольший диаметр обрабатываемого прутка, мм 80
Наибольший диаметр заготовки над станиной, мм 500
Наибольший диаметр заготовки над суппортом, мм 320
Наименьшее и наибольшее расстояние от торца
шпинделя до грани револьверной головки, мм 275–1000
Пределы чисел оборотов в минуту 34–1500
Количество ступеней чисел оборотов 12
Наибольший продольный ход револьверной
головки и поперечного суппорта, мм 725
Число продольных и поперечных подач 11
Пределы продольных подач револьверной головки и
поперечного суппорта, мм/об 0,045 – 1,35
Пределы поперечных подач поперечного суппорта, мм/об 0,09 – 2,7
Мощность главного электродвигателя, кВт 14
Габариты станка, мм 3320×1565×1755
Вес станка, кг 3400
Категория ремонтной сложности 32
Радиально-сверлильный станок 2Е52:
Наибольший диаметр сверления по стали, мм 25
Наибольшее усилие подачи, кг 400
Расстояние от оси шпинделя до колонны, мм 313-813
Расстояние от торца шпинделя до плиты, мм 900
Конус Морзе шпинделя №3
Наибольшее вертикальное перемещение шпинделя, мм 130
Число ступеней скоростей 8
Пределы чисел оборотов в минуту 56-1400
Число ступеней подачи 3
Пределы подач шпинделя, мм/об 0,1; 0,15; 0,2
Мощность электродвигателя, кВт 2,2
Габариты станка, мм 1770×815
Категория ремонтной сложности 9
Вертикально-фрезерный станок 6М13П:
Расстояние от оси или торца шпинделя до стола, мм 30-520
Расстояние от вертикальных направляющих до
середины стола, мм 260-580
Расстояние от оси шпинделя до станины (вылет шпинделя), мм 450
Размеры рабочей поверхности стола, мм 800×200
Наибольшее перемещение, мм
продольное 900
поперечное 300
вертикальное 300
Число ступеней подач 18
Подача стола, мм/мин:
продольная 25-1250
поперечная 25-1250
вертикальная 8,3-416,6
Диаметр отверстия шпинделя, мм 29
Конус Морзе шпинделя №3
Размер оправок для инструмента, мм 32; 50
Количество скоростей шпинделя 18
Пределы чисел оборотов шпинделя в минуту 31,5-1600
Мощность электродвигателя, кВт
главного движения 10
подачи стола 3
Габариты станка, мм 1720×1750
Категория ремонтной сложности 23
Вертикально-сверлильный станок 2Н118:
Наибольший диаметр сверления, мм 18
Конус Морзе шпинделя №2
Наибольшее осевое перемещение шпинделя, мм 150
Вылет шпинделя, мм 200
Расстояние от конца шпинделя до стола, мм
наибольшее 650
наименьшее 0
Перемещение шпинделя на 1 оборот маховичка рукоятки, мм 110
Цена деления лимба, мм 1
Перемещение шпиндельной головки на один оборот маховичка, мм 4,4
Наибольшее перемещение шпиндельной головки, мм 300
Наибольшее вертикальное перемещение стола, мм 350
Перемещение стола на 1 оборот рукоятки, мм 2,4
Ширина рабочей поверхности стола, мм 320
Длина рабочей поверхности стола, мм 320
Число скоростей шпинделя 9
Величины чисел оборотов шпинделя 180, 250, 355, 500, 710, 1000, 1420, 2000, 2800
Число подач 6
Величины подач, об/мин 0,1; 0,14; 0,20;
0,28; 0,40; 0,56
Наибольшее усилие подачи на шпинделе, кг 560
Наибольший крутящий момент на шпинделе, кг.см 880
Мощность, кВт 1,5
Габариты станка, мм 910×550
Категория ремонтной сложности 11
Кругло-шлифовальный станок 3Б12:
Наибольший диаметр заготовки над станиной, мм 200
Наибольшая длина обрабатываемой заготовки, мм 500
Конус Морзе передней бабки №3
Диаметр шлифовального круга, мм 300
Число оборотов шпинделя шлифовальной бабки в минуту 2500
Скорость перемещения стола, мм/мин 0,1-6
Угол поворота стола, град ±6
Наибольшее поперечное перемещение шлифовальной бабки, мм 215
Поперечная подача шлифовальной бабки на один ход стола, мм
0,002-0,038
Пределы чисел оборотов поводкового патрона в минуту 78-780
Мощность электродвигателя станка, кВт 3
Габариты станка, мм 2600×1750
Категория ремонтной сложности 30
9. Аналитический анализ режимов резания
Назначение режимов резания ведем по [ 11 ]
Операция 005 Токарно-револьверная
Обработка детали ведется на токарно-револьверном станке 1П365.
Заготовка устанавливается в 3-х кулачковый патрон ГОСТ 2675-80, и базируется по наружной цилиндрической и торцовой поверхностям.
Операция осуществляется за 8 переходов.
СОТС: 5%-ная эмульсия из эмульсола НГЛ-205 ТУ 38-1-242-69.
Переход 1
: Подрезать торец 5 (142,6-1
).
Инструмент: Токарный подрезной прямой резец Т15К6 ГОСТ 18893-73.
Измерительный инструмент: Штангенциркуль ШЦ-׀-150-0,1 ГОСТ 166-89.
Глубина резания t=2,6 мм.
Подача на оборот: S=0,6 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,5 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 380 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Переход 2
: Точить поверхность 2 (Ø128-0,4
).
Инструмент: Токарный проходной прямой резец Т15К6 ГОСТ 18878-73.
Измерительный инструмент: Штангенциркуль ШЦ-׀-150-0,1 ГОСТ 166-89.
Глубина резания t=2,6 мм.
Подача на оборот: S=0,33 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,36 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 380 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Расчет режимов резания на переходы 3, 4, 8 (растачивание отверстия 1) приведены в пункте 10.
Переход 5
: Расточить выточку 3 предварительно (Ø48+0,62
)
Инструмент: Токарный расточной резец Т15К6 ГОСТ 18883-73
Глубина резания t=2,0175мм.
 – число ходов. – число ходов.
Подача на оборот: S=0,1 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,09 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 380 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Переход 6
: Расточить выточку 3 окончательно (Ø50+0,16
)
Инструмент: Токарный расточной резец Т15К6 ГОСТ 18883-73
Измерительный инструмент: Штангенциркуль ШЦ-׀-125-0,02 ГОСТ 166-89.
Глубина резания t=1,0 мм.
Подача на оборот: S=0,08 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,09 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 380 об/мин.
Vф
= м/мин.
Сила резания:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Переход 7
: Зенковать фаску 4 (2×45º)
Инструмент: Зенковка коническая 2353-0148 Р6М5 ГОСТ 14953-80.
Измерительный инструмент: шаблон СТП.
Глубина резания t=2,0 мм.
Подача на оборот: S=0,3 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,25 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 68 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Крутящий момент:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка кВт, следовательно, условие выполняется.
Операция 010 Токарно-револьверная
Обработка детали ведется на токарно-револьверном станке 1П365.
Заготовка устанавливается в 3-х кулачковый патрон ГОСТ 2675-80, и базируется по наружной цилиндрической и торцовой поверхностям.
Операция осуществляется за 4 перехода.
СОТС: 5%-ная эмульсия из эмульсола НГЛ-205 ТУ 38-1-242-69.
Переход 1
: Подрезать торец 5 (140-1
)
Инструмент: Токарный подрезной прямой резец Т15К6 ГОСТ 18893-73.
Измерительный инструмент: Штангенциркуль ШЦ-׀-150-0,1 ГОСТ 166-89. Глубина резания t=2,6 мм.
Подача на оборот: S=0,6 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,5 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 270 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Переход 2
: Зенковать фаску 4 (2×45º)
Инструмент: Зенковка коническая Р6М5 ГОСТ 14953-80
Измерительный инструмент: Шаблон СТП.
Глубина резания t=2,0 мм.
Подача на оборот: S=0,25 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,25 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 68 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Крутящий момент:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Переход 3
: Подрезать торец 1 и точить канавку 2 (Ø68-0,5
)
Инструмент: Токарный отрезной резец Р6М5 ГОСТ 18874-73
Измерительный инструмент: Штангенциркуль ШЦ-׀-150-0,1 ГОСТ 166-89 и шаблон СТП.
Глубина резания t=2,5 мм.
Подача на оборот: S=0,2 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,18 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 68 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка кВт, следовательно, условие выполняется.
Переход 4
: Точить поверхность 3 (Ø70,34-0,3
)
Инструмент: Токарный проходной упорный отогнутый резец Т15К6 ГОСТ 18879-73.
Измерительный инструмент: Штангенциркуль ШЦ-׀-150-0,1 ГОСТ 166-89.
Глубина резания t=3,59 мм.
Подача на оборот: S=0,5 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,5 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 272 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Операция 015 Радиально-сверлильная
Обработка детали ведется на радиально-сверлильном станке 2Е52.
Заготовка устанавливается в приспособление, и базируется по торцу и отверстию.
Операция осуществляется за 1 переходов.
СОТС: 5%-ная эмульсия из эмульсола СДМУ-2 МРТУ 38.1.258.-67.
Переход 1
: Сверлить 4 отверстия 1 последовательно по кондуктору (Ø14+0,43
)
Инструмент: Сверло спиральное Ø14 Р6М5 ГОСТ 4010-77.
Измерительный инструмент: Калибр-пробка Ø14Н14 ГОСТ 14811-69, шаблон СТП.
Глубина резания t=7,0 мм.
Подача на оборот: S=0,32 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,2 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 565 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Крутящий момент:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Операция 020 Фрезерная
Обработка детали ведется на вертикально-фрезерном станке 6М13П.
Заготовка устанавливается в специальное приспособление на оправку, и базируется по внутренней цилиндрической поверхности, с упором в торец.
Операция осуществляется за 1 переход.
СОТС: 5-10%-ная эмульсия из эмульсола НГЛ-205 ТУ 38-1-242-69.
Переход 1
: Фрезеровать поверхность 1
Инструмент: Фреза торцовая насадная Ø80 Р6М5 ГОСТ 9304-69
Измерительный инструмент: Шаблон СТП.
Глубина резания t=20,0 мм.
D=80мм – диаметр фрезы.
z=16 – число зубьев.
Подача на зуб Sz
=0,04 мм/зуб.
Стойкость фрезы:  мин. мин.
Скорость резания:
 м/мин. м/мин.
n
=  об/мин. об/мин.
Принимаем по паспорту станка n = 160 об/мин.
Vф
=  м/мин. м/мин.
Минутная подача:
 мм/мин. мм/мин.
Мощность резания:
 кВт, кВт,
где:  – величина, определяемая по таблице [ 11 ]. – величина, определяемая по таблице [ 11 ].
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Операция 025 Фрезерная
Обработка детали ведется на вертикально-фрезерном станке 6М13П.
Заготовка устанавливается в специальное приспособление на оправку, и базируется по внутренней цилиндрической поверхности, с упором в торец.
Операция осуществляется за 1 переход.
СОТС: 5-10%-ная эмульсия из эмульсола НГЛ-205 ТУ 38-1-242-69.
Переход 1
: Фрезеровать поверхность 1
Инструмент: Фреза торцовая насадная Ø80 Р6М5 ГОСТ 9304-69.
Измерительный инструмент: Шаблон СТП.
Глубина резания t=14,0 мм.
D=80мм – диаметр фрезы.
z=16 – число зубьев.
Подача на зуб Sz
=0,04 мм/зуб.
Стойкость фрезы:  мин. мин.
Скорость резания:
 м/мин. м/мин.
n
= об/мин.
Принимаем по паспорту станка n = 160 об/мин.
Vф
= м/мин.
Минутная подача:
 мм/мин. мм/мин.
Мощность резания:
 кВт, кВт,
где: – величина, определяемая по таблице [ 11 ].
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Операция 035 Слесарная
Операция 040 Вертикально-сверлильная
Обработка детали ведется на вертикально-сверлильном станке 2Н118.
Заготовка устанавливается в специальное приспособление на оправку, и базируется по внутренней цилиндрической поверхности, с упором в торец.
Операция осуществляется за перехода.
СОТС: 5%-ная эмульсия из эмульсола СДМУ-2 МРТУ 38.1.258.-67
Переход 1
: Центровать отверстие 1
Инструмент: Сверло центровочное Ø2,5 Р6М5 ГОСТ 14952-75
Глубина резания t=1,25 мм.
Подача на оборот: S=0,09 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,1 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 2000 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Крутящий момент:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка  кВт, следовательно, условие выполняется. кВт, следовательно, условие выполняется.
Переход 2
: Сверлить отверстие 1 (Ø14+0,43
)
Инструмент: Сверло спиральное Ø14 Р6М5 ГОСТ 4010-77.
Измерительный инструмент: Штангенциркуль ШЦ-׀-125-0,1 ГОСТ 166-89.
Глубина резания t=7,0 мм.
Подача на оборот: S=0,3 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,28 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 355 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Крутящий момент:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка кВт, следовательно, условие выполняется.
Переход 3
: Зенковать фаску 3 (2×45º)
Инструмент: Зенковка коническая Р6М5 ГОСТ 14953-80
Глубина резания t=2,0 мм.
Подача на оборот: S=0,2 мм/об.
Корректируем подачу по паспортным данным станка Sд
=0,2 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 250 об/мин.
Vф
=  м/мин. м/мин.
Сила резания:
 . .
Крутящий момент:
 . .
Мощность резания:
 кВт. кВт.
Мощность станка кВт, следовательно, условие выполняется.
Переход 4
: Нарезать резьбу 2 (М16×2-7Н)
Инструмент: Метчик М16 Р6М5 ГОСТ 3266-81.
Измерительный инструмент: Калибр-пробка резьбовая М16×2-7Н СТП.
Глубина резания t=1,0 мм.
Подача на оборот: S=2,0 мм/об.
Скорость резания:
 м/мин. м/мин.
n =  об/мин. об/мин.
Принимаем по паспорту станка n = 180 об/мин.
Vф
=  м/мин. м/мин.
Операция 045 Круглошлифовальная
Назначение режимов резания ведем по [ 7 ]
Обработка детали ведется на круглошлифовальном станке 3Б12.
Заготовка устанавливается на специальную оправку с гофрированными втулками, и базируется по внутренней цилиндрической поверхности, с упором в торец.
Операция осуществляется за 1 переход.
СОТС: Аквол-15 ТУ 38.101931-83.
Переход 1
: Шлифовать поверхность 1.
Инструмент: Шлифовальный круг 1 300×40×127 14А 40 СТ1 6 К 35м/с 1кл А ГОСТ 2424-83.
Измерительный инструмент: Калибр-скоба Ø70d10 ГОСТ 16775-93, образцы шероховатости эталонные, контрольно-измерительное приспособление.
Окружная скорость 35 м/с.
Частота вращения заготовки:
 . .
Величина радиальной подачи Sp
выбирается из диапазона 0,003...0,010мм/ход
Принимаем S
p
′ = 0,006 мм/ход.
Скорость осевого движения подачи:
Vs
ос
= 32 · (T
/ d
з
)0,5
· (2П
)0,4
· KS
4
· KS
7
/ S
p
´, мм/мин,
где: 2П=0,26мм
– снимаемый припуск; Т=40мм
– высота круга;
KS
4
=1,0 – коэффициент в зависимости от жесткости заготовки и формы обрабатываемой поверхности; Коэффициент KS
7
зависит от требуемой шероховатости обработанной поверхности.
Принимаем KS
7
= 1,3; dз
– диаметр обрабатываемой поверхности.
 . .
Принятое ранее значение радиальной подачи Sp´ корректируется по формуле:
S
p
= S
p
′ · KS
1
· KS
2
·KS
3
· KS
4
· KS
5
· KS
6
, мм/ход, где
KS1=1,56 – коэффициент зависящий от группы обрабатываемого материала, требуемой точности и шероховатости обрабатываемой поверхности;
KS2=0,67 – коэффициент зависящий от диаметра шлифовального круга и скорости шлифования;
KS3=0,8 – коэффициент зависящий от способа осуществления радиального движения подачи и способа измерения диаметра обрабатываемой поверхности;
KS4=0,9 – коэффициент зависящий от жесткости заготовки и формы обрабатываемой поверхности;
KS5=0,7 – коэффициент зависящий от точности и жесткости используемого оборудования, что определяется моделью и сроком эксплуатации станка;
KS6=1,1 – коэффициент зависящий от твердости выбранного шлифовального круга;
 . .
Мощность резания:
N
= 0,008 · (d
з
· S
p
·Vs
ос
)0,68
· T
0,25
· KN
1
· KN
2
, кВт,
где: KN1
=1,4 – поправочный коэффициент зависящий от твердости круга и скорости шлифования; KN
2
=1,0 – поправочный коэффициент зависящий от группы обрабатываемого материала.

Мощность привода главного движения станка N
ст
=3,0 кВт
, следовательно, условие выполняется.
Проверка на отсутствие прижогов
Предельное значение мощности, затрачиваемое на шлифование, при котором прижоги отсутствуют, вычисляют по формуле
[
N
*пр
] = 0,039 = 0,0039 (
d
з
·
n
з
)0,4
· К1
, кВт/мм, = 0,0039 (
d
з
·
n
з
)0,4
· К1
, кВт/мм,
где К
1
=0,82– поправочный коэффициент в зависимости от степени твёрдости шлифовального круга.
[
N
*пр
] =0,0039 (70 · 107)0,4
· 0,82=0,12 кВт/мм.
Сравниваем предельное значение мощности резания для бесприжоговой обработки с мощностью резания, приходящейся на 1 мм ширины шлифования.
Отсутствие прижога соответствует выполнению условия
[N
*пр
]  N
/ B
,
где B
=Т=40мм N
/ B
,
где B
=Т=40мм
N
/ B
= 2,5/40 = 0,06. Условие выполняется.
Правка шлифовального круга
В практике машиностроительного производства используют многие способы правки шлифовальных кругов. Наиболее распространенным из них является правка точением. Простота и надежность правки точением предопределяет ее широкое распространение. В первую очередь это касается шлифования для обеспечения точности 6…7-ого квалитетов и выше, шероховатости обрабатываемой поверхности Rа ≤ 0,32 мкм.
Правка выполняется на рабочей скорости шлифовального круга алмазно-металлическими карандашами; алмазными зернами (с естественными гранями), закрепленными в оправах; алмазными инструментами, режущая часть которых подвергнута огранке (шлифованию) для образования определенной геометрической формы (резцы, иглы, гребенки).
Преимущества алмазных карандашей: простота конструкции; жесткость; возможность изменения размеров, количества и расположения алмазов; достаточно равномерное распределение рабочей нагрузки между отдельными алмазными зернами; небольшое время установки и снятия; высокая производительность правки; низкая стоимость.
При правке кругов точением возникают сравнительно малые силы резания не превышающие 50Н, что способствует меньшему разрушению абразивных зерен и связки круга и соответственно меньшему износу рабочей поверхности инструмента при шлифовании.
Для правки круга на операции 055 (круглошлифовальная) принимаем алмазный карандаш типа 02 (С) по ГОСТ 607-80 с расположением алмазов по слоям. Алмазные карандаши типа 02 устанавливаются под углом 2°...5° к радиусу круга в точке взаимодействия инструмента в сторону вращения круга.
Режимы правки точением алмазным карандашом:
скорость осевой подачи Vs
пр=0,40 м/мин; при черновых ходах: радиальная подача SP
пр=0,03 мм/дв. ход , число рабочих ходов – 2;
при чистовых ходах: радиальная подача SP
пр=0,01мм/дв. ход, число рабочих ходов – 1; число выхаживающих ходов – 1.
10. Описание операций и расчет режимов резания
Расчет режимов резания ведем по [ 5 ]
Операция 005 Токарно-револьверная
Обработка детали ведется на токарно-револьверном станке 1П365.
Заготовка устанавливается в 3-х кулачковый патрон ГОСТ 2675-80, и базируется по наружной цилиндрической и торцовой поверхностям.
СОТС: 5%-ная эмульсия из эмульсола НГЛ-205 ТУ 38-1-242-69.
Переход 3
: Расточить отверстие 1 предварительно (Ø39,7+0,16
)
Инструмент: Токарный расточной резец Т15К6 ГОСТ 18883-73
Глубина резания t=2,25 мм.
Подача на оборот: S=0,18 мм/об (при размерах державки 20×20мм).
Определяем скорость главного движения резания, допускаемую режущими инструментами:
 где где
 – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания, – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
 , где , где
 – коэффициент, характеризующий группу стали по обрабатываемости; – коэффициент, характеризующий группу стали по обрабатываемости;
 – показатель степени. – показатель степени.
 ; ;  . .
 .
.
Сv
=420; x=0,15; y=0,20; m=0,20;
Т = 60 мин – период стойкости инструмента.
 . .
0,9 – поправочный коэффициент при внутренней обработке.
Определим частоту вращения соответствующую найденной скорости резания:
 . .
Корректируем частоту вращения по паспортным данным станка:
nд
=380 об/мин, тогда действительная скорость:
 . .
Сила резания.
 . .
Для  Ср
=300; х=1,0; y=0,75; n= –0,15. Ср
=300; х=1,0; y=0,75; n= –0,15.
Кр
– коэффициент, учитывающий фактические условия резания.
Кр
=Кмр
∙Кj
р
∙Кy
р
∙Кl
р
∙Кr
р
=0,86∙0,89∙1,25∙1,0∙0,93=0,89 .
 ; ;
Для  Ср
=243; х=0,9; y=0,6; n= –0,3; Ср
=243; х=0,9; y=0,6; n= –0,3;
Кр
=Кмр
∙Кj
р
∙Кy
р
∙Кl
р
∙Кr
р
=0,86∙0,50∙2,0∙1,0∙0,82=0,71.
Для  Ср
=339; х=1,0; y=0,5; n= –0,4; Ср
=339; х=1,0; y=0,5; n= –0,4;
Кр
=Кмр
∙Кj
р
∙Кy
р
∙Кl
р
∙Кr
р
=0,86∙1,17∙2,0∙1,0∙1,0=2,01.
 ; ;
 ; ;
 . .
Определяем мощность затраченную на резание.
 . .
Мощность станка Nст
= 14 кВт, следовательно, условие выполняется.
Переход 4
: Расточить отверстие 1 начисто (Ø39,93+0,1
)
Инструмент: Токарный расточной резец Т15К6 ГОСТ 18883-73
Глубина резания t=0,115 мм.
Подача на оборот: S=0,09 мм/об.
Определяем скорость главного движения резания, допускаемую режущими инструментами:
 где где
 – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания, – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
 , где , где
 – коэффициент, характеризующий группу стали по обрабатываемости; – коэффициент, характеризующий группу стали по обрабатываемости;
 – показатель степени. – показатель степени.
 ; ;  . .
 .
.
Сv
=420; x=0,15; y=0,20; m=0,20;
Т = 60 мин – период стойкости инструмента.
 . .
0,9 – поправочный коэффициент при внутренней обработке.
Определим частоту вращения соответствующую найденной скорости резания:
 . .
Корректируем частоту вращения по паспортным данным станка:
nд
=765 об/мин, тогда действительная скорость:
 . .
Сила резания:
 . .
Для  Ср
=300; х=1,0; y=0,75; n= –0,15. Ср
=300; х=1,0; y=0,75; n= –0,15.
Кр
– коэффициент, учитывающий фактические условия резания.
Кр
=Кмр
∙Кj
р
∙Кy
р
∙Кl
р
∙Кr
р
=0,86∙0,89∙1,25∙1,0∙0,93=0,89 .
;
Для  Ср
=243; х=0,9; y=0,6; n= –0,3; Ср
=243; х=0,9; y=0,6; n= –0,3;
Кр
=Кмр
∙Кj
р
∙Кy
р
∙Кl
р
∙Кr
р
=0,86∙0,50∙2,0∙1,0∙0,82=0,71.
Для  Ср
=339; х=1,0; y=0,5; n= –0,4; Ср
=339; х=1,0; y=0,5; n= –0,4;
Кр
=Кмр
∙Кj
р
∙Кy
р
∙Кl
р
∙Кr
р
=0,86∙1,17∙2,0∙1,0∙1,0=2,01.
 ; ;
 ; ;
 . .
Определяем мощность затраченную на резание.
 . .
Мощность станка Nст
= 14 кВт, следовательно, условие выполняется.
Переход 8
: Тонко расточить отверстие 1 (Ø40+0,039
)
Инструмент: Токарный расточной резец Т30К4 ГОСТ 18883-73.
Измерительный инструмент: Калибр-пробка Ø40Н8 ГОСТ 14811-69, образцы шероховатости эталонные.
Глубина резания t=0,035 мм.
Подача на оборот: S=0,045 мм/об.
Определяем скорость главного движения резания, допускаемую режущими инструментами:
 где где
 – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания, – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
, где
 – коэффициент, характеризующий группу стали по обрабатываемости; – коэффициент, характеризующий группу стали по обрабатываемости;
 – показатель степени. – показатель степени.
 ; ;  . .
 .
.
Сv
=420; x=0,15; y=0,20; m=0,20;
Т = 60 мин – период стойкости инструмента.
 . .
0,9 – поправочный коэффициент при внутренней обработке.
Определим частоту вращения соответствующую найденной скорости резания:
 . .
Корректируем частоту вращения по паспортным данным станка:
nд
=1500 об/мин, тогда действительная скорость:
 . .
Сила резания:
 . .
Для  Ср
=300; х=1,0; y=0,75; n= –0,15. Ср
=300; х=1,0; y=0,75; n= –0,15.
Кр
– коэффициент, учитывающий фактические условия резания.
Кр
=Кмр
∙Кj
р
∙Кy
р
∙Кl
р
∙Кr
р
=0,86∙0,89∙1,25∙1,0∙0,93=0,89 .
;
Для  Ср
=243; х=0,9; y=0,6; n= –0,3; Ср
=243; х=0,9; y=0,6; n= –0,3;
Кр
=Кмр
∙Кj
р
∙Кy
р
∙Кl
р
∙Кr
р
=0,86∙0,50∙2,0∙1,0∙0,82=0,71.
Для  Ср
=339; х=1,0; y=0,5; n= –0,4; Ср
=339; х=1,0; y=0,5; n= –0,4;
Кр
=Кмр
∙Кj
р
∙Кy
р
∙Кl
р
∙Кr
р
=0,86∙1,17∙2,0∙1,0∙1,0=2,01.
 ; ;
 ; ;
 . .
Определяем мощность затраченную на резание.
 . .
Мощность станка Nст
= 14 кВт, следовательно, условие выполняется.
Операция 030 Фрезерная
Обработка детали ведется на вертикально-фрезерном станке 6М13П.
Заготовка устанавливается в специальное приспособление на оправку, и базируется по внутренней цилиндрической поверхности, с упором в торец.
Операция осуществляется за 1 переход.
СОТС: 5-10%-ная эмульсия из эмульсола НГЛ-205 ТУ 38-1-242-69.
Переход 1
: Фрезеровать поверхность 1
Инструмент: Фреза торцовая насадная Ø100 Р6М5 ГОСТ 9304-69
Измерительный инструмент: Шаблон СТП.
Глубина резания t=14,0 мм.
D=100мм – диаметр фрезы.
z=18 – число зубьев.
Принимаем Sz
=0,03 мм/зуб.
Скорость резания – окружная скорость фрезы, м/мин,
 , ,
где Сv
=64,7; q=0,25; x=0,1; y=0,2; u=0,15; p=0; m=0,2;
T-период стойкости инструмента, Т=180 мин;
 – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания, – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
 – коэффициент учитывающий качество обрабатываемого материала; – коэффициент учитывающий качество обрабатываемого материала;
 – коэффициент учитывающий состояние поверхности заготовки; – коэффициент учитывающий состояние поверхности заготовки;
– коэффициент учитывающий материал инструмента;
 , где , где
 – коэффициент, характеризующий группу стали по обрабатываемости; – коэффициент, характеризующий группу стали по обрабатываемости;
 – показатель степени при обработке фрезами из твердого сплава. – показатель степени при обработке фрезами из твердого сплава.
 ; ;  . .
 .
.
 м/мин м/мин
Число оборотов шпинделя, об/мин
 об/мин. об/мин.
Принимаем по паспорту станка n=160 об/мин.
Уточнение режима:
 м/мин; м/мин;
 мм/мин. мм/мин.
 мм/об. мм/об.
Сила резания:
 , где , где
Cp
=82,5; x=0,95; y=0,8; u=1,1; q=1,1; w=0;
 . .
 Н Н
 Н Н
 Н Н
Крутящий момент на шпинделе,
 Нм.
Нм.
Мощность резания:
 кВт. кВт.
Мощность станка Nст
= 10 кВт, следовательно, условие выполняется.
11. Нормирование
технологического процесса
В серийном производстве определяется норма штучно-калькуляционного времени:
 , где , где
 – подготовительно-заключительное время на партию, мин. – подготовительно-заключительное время на партию, мин.
n
– количество деталей в партии,  . .
N
– годовая программа, N
=16000 шт
.
n
з
=12
– число запусков в год,
 . .
 – штучное время на выполнение операции, – штучное время на выполнение операции,
 , где , где
 – основное время; – основное время;
– вспомогательное время;
 – время на организационное обслуживание рабочего места; – время на организационное обслуживание рабочего места;
 – время на техническое обслуживание рабочего места; – время на техническое обслуживание рабочего места;
 – время на отдых и личные надобности рабочего; – время на отдых и личные надобности рабочего;
– подготовительно-заключительное время.
Для большинства видов механической обработки величина определяется по формуле:
 , ,
Где  – длина перемещения инструмента; – длина перемещения инструмента;
 – число ходов; – число ходов;
 – минутная подача. – минутная подача.
Длина перемещения инструмента складывается из следующих составляющих:
 , где , где
 – длина обработки; – длина обработки;
 – длина врезания; – длина врезания;
 – длина перебега. – длина перебега.
Вспомогательное время  складывается из следующих элементов: складывается из следующих элементов:
 , где , где
 – время на установку и снятие заготовки; – время на установку и снятие заготовки;
 – время, связанное с выполнением перехода; – время, связанное с выполнением перехода;
 – время на контрольные измерения. – время на контрольные измерения.
Время на организационное обслуживание  , техническое обслуживание , техническое обслуживание  и на отдых и на отдых  принимают в процентах от оперативного времени, которое равно: принимают в процентах от оперативного времени, которое равно:
 . .
Нормирование ведем по [ 3 ]
Операция 005 Токарно-револьверная
Переход 1:
Подрезать торец 5 (142,6-1
).
 мин.
мин.
Переход 2:
Точить поверхность 2 (Ø128-0,4
).
 мин.
мин.
Переход 3
: Расточить отверстие 1 предварительно (Ø39,7+0,16
).
 мин.
мин.
Переход 4
: Расточить отверстие 1 начисто (Ø39,93+0,1
).
 мин.
мин.
Переход 5
: Расточить выточку 3 предварительно (Ø48+0,62
).
 мин.
мин.
Переход 6
: Расточить выточку 3 окончательно (Ø50+0,16
).
мин.
Переход 7
: Зенковать фаску 4 (2×45º).
 мин.
мин.
Переход 8
: Тонко расточить отверстие 1 (Ø40+0,039
).
 мин.
мин.
Основное время на операцию:
 . .
Вспомогательное время на операцию:
 . .
Оперативное время на операцию:
 . .
Время на обслуживание рабочего места, отдых и личные надобности:
 . .
Штучное время на операцию:
 =7,54+1,58+0,73=9,85 мин.
=7,54+1,58+0,73=9,85 мин.
Подготовительно-заключительное время на партию:
 . .
Штучно-калькуляционное время:
 мин.
мин.
Операция 010 Токарно-револьверная
Переход 1
: Подрезать торец 5 (140-1
).
 мин.
мин.
Переход 2
: Зенковать фаску 4 (2×45º).
мин.
Переход 3
: Подрезать торец 1 и точить канавку 2 (Ø68-0,5
).
 мин.
мин.
Переход 4
: Точить поверхность 3 (Ø70,34-0,3
).
 мин.
мин.
Основное время на операцию:
 . .
Вспомогательное время на операцию:
 . .
Оперативное время на операцию:
 . .
Время на обслуживание рабочего места, отдых и личные надобности:
 . .
Штучное время на операцию:
 =3,45+0,96+0,35=4,76 мин.
=3,45+0,96+0,35=4,76 мин.
Подготовительно-заключительное время на партию:
 . .
Штучно-калькуляционное время:
 мин.
мин.
Операция 015 Радиально-сверлильная
Переход 1
: Сверлить 4 отверстия 1 последовательно по кондуктору (Ø14+0,43
).
 мин.
мин.
Основное время на операцию:
 . .
Вспомогательное время на операцию:
 . .
Оперативное время на операцию:
 . .
Время на обслуживание рабочего места, отдых и личные надобности:
 . .
Штучное время на операцию:
=1,64+0,65+0,20=2,49 мин.
Подготовительно-заключительное время на партию:
 . .
Штучно-калькуляционное время:
 мин.
мин.
Операция 020 Фрезерная
Переход 1
: Фрезеровать поверхность 1 .
 мин.
мин.
Вспомогательное время на операцию:
 . .
Оперативное время на операцию:
 . .
Время на обслуживание рабочего места, отдых и личные надобности:
 . .
Штучное время на операцию:
 =1,06+0,52+0,13=1,71 мин.
=1,06+0,52+0,13=1,71 мин.
Подготовительно-заключительное время на партию:  . .
Штучно-калькуляционное время:
 мин.
мин.
Операция 025 Фрезерная
Переход 1
: Фрезеровать поверхность 1 .
 мин.
мин.
Вспомогательное время на операцию:
 . .
Оперативное время на операцию:
 . .
Время на обслуживание рабочего места, отдых и личные надобности:
 . .
Штучное время на операцию:
 =0,94+0,52+0,12=1,58 мин.
=0,94+0,52+0,12=1,58 мин.
Подготовительно-заключительное время на партию:  . .
Штучно-калькуляционное время:
 мин.
мин.
Операция 030 Фрезерная
Переход 1
: Фрезеровать поверхность 1 .
 мин.
мин.
Вспомогательное время на операцию:
.
Оперативное время на операцию:
 . .
Время на обслуживание рабочего места, отдых и личные надобности:
 . .
Штучное время на операцию:
=1,01+0,52+0,12=1,65 мин.
Подготовительно-заключительное время на партию:
 . .
Штучно-калькуляционное время:
 мин.
мин.
Операция 040 Вертикально-сверлильная
Переход 1
: Центровать отверстие 1.
 мин.
мин.
Переход 2
: Сверлить отверстие 1 (Ø14+0,43
).
 мин.
мин.
Переход 3
: Зенковать фаску 3 (2×45º).
 мин.
мин.
Переход 4
: Нарезать резьбу 2 (М16×2-7Н).
 мин.
мин.
Основное время на операцию:
 . .
Вспомогательное время на операцию:
 . .
Оперативное время на операцию:
 . .
Время на обслуживание рабочего места, отдых и личные надобности:
 . .
Штучное время на операцию:
 =0,67+1,22+0,18=2,07 мин.
=0,67+1,22+0,18=2,07 мин.
Подготовительно-заключительное время на партию:
 . .
Штучно-калькуляционное время:
 мин.
мин.
Операция 045 Круглошлифовальная
Переход 1
: Шлифовать поверхность 1.
То
= 2П ·
L
∙ Кв
/ (2
Sp
·
Vs
ос
), мин,
Г
де L
–длина рабочего хода стола с заготовкой в осевом направлении;
К
в
=1,2 – коэффициент выхаживания.
L
= l
– (1 – 2K
) · Т
, мм,
где К
– перебег шлифовального круга за пределы длины шлифуемой поверхности заготовки (К = 0,3
);
l
=96,0 мм
– длина обрабатываемой поверхности.
 . .
Основное время на операцию:
 . .
Вспомогательное время на операцию:
 . .
Оперативное время на операцию:
 . .
Время на обслуживание рабочего места, отдых и личные надобности:
 . .
Штучное время на операцию:
 =1,2+0,65+0,17=2,02 мин.
=1,2+0,65+0,17=2,02 мин.
Подготовительно-заключительное время на партию:
 . .
Штучно-калькуляционное время:
 мин.
мин.
Таблица № 13 Нормы времени по операциям
| Номер и наименование операции
|
 ,
,
мин
|
 , ,
мин
|
 , ,
мин
|
Тоб
=Торг
+Ттех
,
%
|
 , ,
%
|
 , ,
мин
|
 , ,
мин
|
 , ,
мин
|
| 005 Токарно-револьверная
|
7,54
|
1,58
|
9,12
|
2
|
6
|
15,5
|
9,85
|
9,86
|
| 010 Токарно-револьверная
|
3,45
|
0,96
|
4,41
|
2
|
6
|
15,5
|
4,76
|
4,77
|
| 015 Радиально-сверлильная
|
1,64
|
0,65
|
2,29
|
2,5
|
6
|
11,0
|
2,49
|
2,50
|
| 020 Фрезерная
|
1,06
|
0,52
|
1,58
|
2
|
6
|
14,0
|
1,71
|
1,72
|
| 025 Фрезерная
|
0,94
|
0,52
|
1,46
|
2
|
6
|
14,0
|
1,58
|
1,59
|
| 030 Фрезерная
|
1,01
|
0,52
|
1,53
|
2
|
6
|
14,0
|
1,65
|
1,66
|
| 040 Вертикально-сверлильная
|
0,67
|
1,22
|
1,89
|
2,5
|
7
|
11,0
|
2,07
|
2,08
|
| 045 Круглошлифовальная
|
1,2
|
0,65
|
1,85
|
5
|
4
|
21
|
2,02
|
2,04
|
| Итого
|
|
|
|
|
|
|
26,13
|
26,22
|
12. Определение фактического типа и организационной фор
мы производства
На основании нормирования технологического процесса определяем среднее штучно-калькуляционное время:
 , где , где
р
=8 – количество операций.
 мин. мин.
Определяем такт выпуска деталей:
 , где , где
 час. – действительный годовой фонд работы оборудования при односменной работе в часах. час. – действительный годовой фонд работы оборудования при односменной работе в часах.
 шт. – годовая программа. шт. – годовая программа.
 мин. мин.
Определяем коэффициент серийности:
 , ,
что соответствует крупносерийному производству.
Формы организации производства зависят от:
1. Порядка выполнения операций техпроцесса;
2. Расположение оборудования;
3. Количества изделий и направления их движения в процессе изготовления
Целесообразность применения поточной формы организации производства устанавливается на основе сопоставления среднего штучного времени с расчетным тактом выпуска, т.е. по числу работающих мест Rм
, приходящихся на одну операцию.
 . .
При  принимается групповая форма организации производства. принимается групповая форма организации производства.
13. Расчет количества металлорежущих станков на программу
Правильный выбор оборудования определяет его рациональное использование во времени. При выборе станков этот фактор должен учитываться таким образом, чтобы исключить их простои, т.е. нужно выбирать станки по производительности.
Определение расчетного числа станков на операции:
 , где , где
 – штучно-калькуляционное время на операцию; – штучно-калькуляционное время на операцию;
 – такт выпуска деталей. – такт выпуска деталей.
Коэффициент загрузки оборудования:
 , % , %
где  – принятое число станков на операцию. – принятое число станков на операцию.
Таблица № 14
| № операции
|
Модель станка
|
|

|
|

|
| мин
|
–
|
–
|
%
|
| 005
|
1П365
|
9,86
|
1,34
|
2
|
99
|
| 010
|
1П365
|
4,77
|
0,65
|
| 015
|
2Е52
|
2,50
|
0,34
|
1
|
34
|
| 020
|
6М13П
|
1,72
|
0,23
|
1
|
68
|
| 025
|
6М13П
|
1,59
|
0,22
|
| 030
|
6М13П
|
1,66
|
0,23
|
| 040
|
2Н118
|
2,08
|
0,28
|
1
|
28
|
| 045
|
3Б12
|
2,04
|
0,28
|
1
|
28
|
| Итого
|
6
|
257
|
Средний коэффициент загрузки станков:  . .
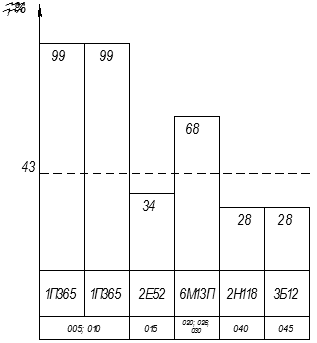
Рис. 4. График загрузки оборудования
14. Расчет производственных и вспомогательных рабочих
Определение числа рабочих станочников:
 , где , где
 – число станков на участке; – число станков на участке;
 час. – действительный годовой фонд времени работы оборудования при односменной работе; час. – действительный годовой фонд времени работы оборудования при односменной работе;
 – коэффициент ремонта оборудования; – коэффициент ремонта оборудования;
 час. – действительный годовой фонд времени работы рабочего; час. – действительный годовой фонд времени работы рабочего;
 – количество смен. – количество смен.
 чел. чел.
Принимаем  человек. человек.
Определение числа вспомогательных рабочих:
Число вспомогательных рабочих принимается в пределах 15-20% от числа производственных рабочих.

Принимаем 2 человека.
Определение числа младшего обслуживающего персонала (МОП):
Число МОП составляет 2-3% от общего числа рабочих.

Принимаем 1 человека.
Определение числа инженерно-технических работников (ИТР):
Число ИТР составляет 10-12% от общего числа рабочих и МОП.

Принимаем 2 человека.
Общее число работающих на участке:
 человек. человек.
15. Описание и принцип работы контрольного приспособления
Контроль, которому подвергается каждый узел и каждая изготовленная деталь, имеет целью проверить соответствие точности формы относительного положения и перемещения их исполнительных поверхностей установленным нормам. Чтобы получить при контроле наиболее полное представление о значении контролируемого параметра, необходимо исключить, насколько это возможно влияние погрешности параметров связанных с ними.
Радиальное биение - разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси (оси базовой поверхности или общей оси) в сечении плоскостью, перпендикулярной базовой оси.
Расчёт погрешности контрольно-измерительного приспособления.
Условие годности КИП по точности:

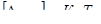
где:  – допустимая погрешность измерения КИП; – допустимая погрешность измерения КИП;
Тп
– допуск контролируемого параметра;
к – нормирующий коэффициент (0,2 – 0,35), принимаем к=0,35;
= 0,35∙0,1 =0,035мм=35 мкм
Погрешность измерения для данного случая контроля будет иметь вид:
 = ∆б
+ ∆пр
+∆гол
+ ∆мет = ∆б
+ ∆пр
+∆гол
+ ∆мет
где: ∆б.
=0 мкм – погрешность базирования;
∆пр
= 4 мкм – погрешность оправки;
∆гол.
=3 мкм – погрешность индикаторной головки;
В качестве индикатора принимаем – головку пружинную (микрокатор), 5 ИГП (ГОСТ 6933-72), с ценной деления 0,005 мм.
∆мет.
= 2 мкм – погрешность метода измерения;
= 0+4+3+2 =9 мкм <  = 35 мкм – условие выполняется. = 35 мкм – условие выполняется.
Описание контрольно-измерительного приспособления
Приспособление состоит из плиты 1, на которой размещены оправка 2 и индикаторная стойка 3. Индикатор 6 крепится на стойке при помощи кронштейна 4 , напротив участка измерения.
Предварительно индикатор отводят в противоположное от места измерения положение. Контролируемую деталь устанавливают на оправку 2. Подводится индикатор. Деталь вращают рукой относительно своей оси минимум на один оборот, производят измерения предельных отклонений стрелки индикатора. По разности показаний определяют радиальное биение.
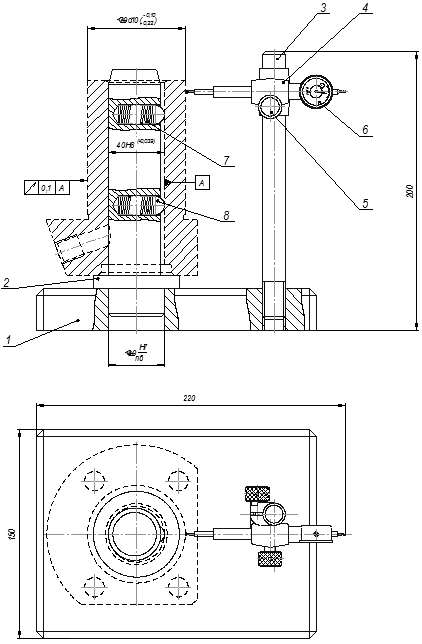
Рис. 5 Схема контрольно-измерительного приспособления
16. Технико-экономические показатели
Таблица № 15
| №
|
Наименование показателей
|
Ед. изм.
|
Количество
|
| 1
|
Наименование детали
|
–
|
Втулка
|
| 2
|
Годовая программа выпуска
|
шт.
|
16000
|
| 3
|
Число смен работы
|
–
|
1
|
| 4
|
Действительный годовой фонд времени работы оборудования
|
час
|
1960
|
| 5
|
Действительный годовой фонд времени рабочего
|
час
|
1650
|
| 6
|
Масса готовой детали
|
кг
|
4,65
|
| 7
|
Масса заготовки
|
кг
|
7,54
|
| 8
|
Коэффициент использования материала заготовки
|
–
|
0,62
|
| 9
|
Сумма основного времени по операциям
|
мин.
|
17,51
|
| 10
|
Сумма штучного времени по операциям
|
мин.
|
26,13
|
| 11
|
Средний коэффициент загрузки оборудования
|
–
|
0,43
|
| 12
|
Количество станков
|
шт.
|
6
|
| 13
|
Количество станочников
|
чел.
|
7
|
| 14
|
Общее количество работающих на участке
|
чел.
|
12
|
17. Список используемой литературы
1. Курсовое проектирование: Метод. Указания для спец-тей 1201 –Спб: ПИМаш 2005.
2. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: учебное пособие для машиностроит. Спец-тей вузов. – Минск. 1983.
3. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые на металлорежущих станках. – М.: Изд-во НИИ труда, 1984.
4. Справочник технолога-машиностроителя. В 2-х т. Т. 1/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. И доп. – М.: Машиностроение, 1985.
5. Справочник технолога-машиностроителя. В 2-х т. Т. 2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. И доп. – М.: Машиностроение, 1985.
6. Экономическая эффективность новой техники и технологии в машиностроении/ К.М. Великанов, В.А. Березин, Э.Г. Васильева и др.: Под ред. К.М. Великанова. – Л.: Машиностроение, 1981.
7. Методические указания. Выбор шлифовальных кругов, режимов шлифования и нормирование. / В.Г. Юрьев - Спб: ПИМаш, 2006.
8. Расчет точности станочных приспособлений. / В.Г. Юрьев, Ю.М. Зубарев, А.Г. Схиртладзе, А.В. Приемышев, В.В. Звоновских, Л.А. Куцанов - Спб: ПИМаш, 2002.
9. Обработка металлов резанием: Справочник технолога / А.А. Панов, В.В Вникин, Н.Г. Бойм и др.: Под общ. ред. А.А. Панов. – М.: Машиностроение, 1988.
10. Маталин А.А. Технология машиностроения: Учебник для машиностроительных вузов. – Л.: Машиностроение, 1985.
11. Режимы резания металлов. / Под ред. Ю.В. Барановского – М.: машиностроение, 1972.
|
