| Министерство образования Нижегородской области
ГОУ СПО "Саровский политехнический техникум"
КУРСОВАЯ РАБОТА
по дисциплине: "ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА"
Тема работы: "Проектирование станочного приспособления для токарной операции технологического процесса изготовления детали "Планшайба"
Разработал студент:
Курс 3, группа ТТ3-16
Специальность: 151001 Технология машиностроения
Консультант работы: Суняйкина Надежда Николаевна
преподаватель спец. дисциплин высшей категории
Оценка за защиту работы
Саров 2008г
Содержание курсовой работы
Введение
1. Технологическая часть
1.1 Назначение и описание детали
1.2 Технологический процесс изготовления детали (маршрутный)
1.3 Описание технологической операции
1.4 Применяемое оборудование
2. Расчетная часть
2.1 Расчет режимов резания на токарную операцию.
2.2 Расчет режимов резания на токарную операцию.
2.3 Расчет усилия зажима
3. Конструкторская часть
3.1 Описание конструкции приспособления
3.2 Описание работы приспособления
3.3 Разработка технических требований на приспособление
Заключение
Список литературы
Нормативные ссылки
Технологическая основа является важнейшим фактором успешного осуществления технического прогресса в машиностроении. На современном этапе развития машиностроения необходимо обеспечить быстрый рост выпуска новых видов продукции, ускорение её обновленности, сокращение продолжительности нахождения в производстве. Задача повышения производительности труда в машиностроении не может быть решена только за счет ввода в действие даже самого совершенного оборудования. Применение технологической оснастки способствует повышению производительности труда в машиностроении и ориентирует производство на интенсивные методы его ведения.
Основную группу технологической оснастки составляют приспособления механосборочного производства. Приспособлениями в машиностроении называют вспомогательные устройства к технологическому оборудованию, используемые при выполнении операций обработки, сборки и контроля.
Применение приспособлений позволяет: устранить разметку заготовок перед обработкой, повысить её точность, увеличить производительность труда на операции, снизить себестоимость продукции, облегчить условия работы и обеспечить её безопасность, расширить технологические возможности оборудования, организовать многостаночное обслуживание, применить технически обоснованные нормы времени, сократить число рабочих, необходимых для выпуска продукции.
Реклама

Эффективными методами, ускоряющими и удешевляющими проектирование и изготовление приспособлений является унификация, нормализация и стандартизация. Нормализация и стандартизация дают экономический эффект на всех этапах создания и использования приспособлений.
Планшайба - это часть машины, механизма, прибора, служащая для предотвращения попадания грязи и пыли во внутреннюю полость механизма.
Материал детали “Планшайба” - сталь 40Х ГОСТ 4543-71 химический
Состав и механические свойства которой представлены в таблице 1 и таблице 2 соответственно.
Таблица 1 - Химический состав стали 40Х ГОСТ 4543-71
| Массовая доля элементов,%
|
| C
|
Si
|
Mn
|
S
|
P
|
Cr
|
Ni
|
Cu
|
N
|
| 0,36-0,44
|
0,17-0,37
|
0,5-0,8
|
0,035
|
0,035
|
0,8-1,1
|
0,3
|
0,3
|
0,008
|
Таблица 2 - Механические состава стали 40Х ГОСТ 4543-71
| 

|

|
д,
%
|
 , ,
%
|
КСИ,

|
HRC
|
HB
|
| 490
|
600
|
16
|
45
|
59
|
-
|
212-248
|
Деталь обрабатывается на операциях:
010 Токарная операция
020 Токарная операция
030 Токарная операция
040 Фрезерная операция
050 Сверлильная операция
020 Токарная операция
1. Точить по контуру поверхности 1,2,3 начерно
2. Точить по контуру поверхности 1,2,3 начисто
3. Расточить по контуру поверхность 4,5 начерно
4. Расточить по контуру поверхность 4,5, начисто
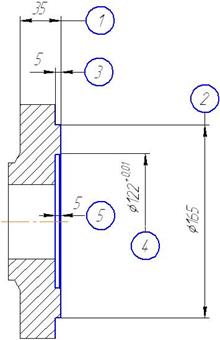
Рисунок 1 - эскиз операции 020
Так как на черновой обработке больше усилия резания чем при чистовой, расчет режимов обработки и расчет усилия зажима выполняется на первый переход.
Параметры станка 16К20Ф3
1. Наибольший диаметр обрабатываемой заготовки
над станиной………… 400
над суппортом………. .220
2. Наибольший диаметр прутка, проходящего через отверстие шпинделя….53
3. Наибольшая длина обрабатываемой заготовки…….1000
4. Шаг нарезаемой резьбы:
метрической …………………………. До 20
дюймовой, число ниток на дюйм……... -
модульной, модуль……………………... -
5. Шаг нарезаемой резьбы:
пинчевой, пинч……… -
6. Частота вращения шпинделя, об/мин……. .12,5 - 2000
7. Число скоростей шпинделя……. .22
8. Наибольшее перемещение суппорта:
Продольное……. .900
Поперечное……. .250
9. Подача суппорта, мм/об (мм/мин):
Продольная…… (3 - 1200)
Поперечная……. (1,5 - 600)
10. Число ступней подач……. Б/с
11. Скорость быстрого перемещения суппорта, мм/мин:
Продольного……4800
Поперечного…….2400
12. Мощность электродвигателя главного привода, кВт……10
13. Габаритные размеры (без ЧПУ):
Реклама

Длина……. .3360
Ширина…...1710
Высота…….1750
14. Масса, кг ……4000
1.5 Схема базирования заготовки на операции
Выбор технологических баз во много определяет точность изготовления детали и экономичность ее изготовления.
Деталь ”Планшайба” базируется по типовой схеме базирования диска (рисунок 1)
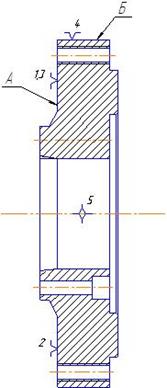
Рисунок 2 - схема базирования детали
установочная база, лишает заготовку трех степеней свободы (опорные точки 1,2,3) торец фланца поверхность А;
двойная опорная, лишает заготовку двух степеней свободы (опорные точки 4,5) наружная целевая поверхность Б;
1. К элементам режимов резания относятся:
2. Глубина резания t, мм - это слой материала снимаемого
 , ,
где  - диаметр поверхности, получаемый на предыдущем переходе, мм. - диаметр поверхности, получаемый на предыдущем переходе, мм.  - диаметр поверхности на данными переходами - диаметр поверхности на данными переходами
3. 
где  - максимальный припуск на обработку - максимальный припуск на обработку
4. t при отрезании и прорезании канавок равна ширине резца t=n
5. Подача S, мм/об.
6. Скорость V, м/мин. 
7. Число оборотов шпинделя n, об/мин.

Определить режимы обработки для токарной чистовой операции наружного течения поверхности диаметром 165, определить силу резания  , основное время на обработку Т.О. и возможность выполнения данной операции на заданном станке. , основное время на обработку Т.О. и возможность выполнения данной операции на заданном станке.
Исходные данные:
Станок 16К20Ф3
Получаемые параметры:  ; ;
 ; шероховатость ; шероховатость  ; ;  ; ;
Инструмент: Резец проходной упорный
 ; ;  ; ;  мм; L=170, мм; L=170,  , T15K6 , T15K6
Стойкость Т=60 (для резцов среднее значение стойкость: Т=30-60)
1. К элементам режимов резания относятся:
2. Глубина резания t, мм - это слой материала снимаемого
 , ,
где - диаметр поверхности, получаемый на предыдущем переходе, мм. - диаметр поверхности на данными переходами
3. 
где - максимальный припуск на обработку
4. t при отрезании и прорезании канавок равна ширине резца t=n
5. Подача S, мм/об.
6. Скорость V, м/мин.

7. Число оборотов шпинделя n, об/мин.
Определить режимы обработки для токарной чистовой операции наружного течения поверхности диаметром 165, определить силу резания , основное время на обработку Т.О. и возможность выполнения данной операции на заданном станке.
Исходные данные:
Станок 16К20Ф3
Получаемые параметры: ;
; шероховатость ; ;
Инструмент: Резец проходной упорный
 ; ;  ; ;  мм; L=170, мм; L=170,  , T15K6 , T15K6
Стойкость Т=60 (для резцов среднее значение стойкость: Т=30-60)
Материал сталь 45ГОСТ 1050-88 ( ) )
Ход работы:
Определяется глубина резания
1.  , ,
где  - max припуск на обработку, мм. - max припуск на обработку, мм.
  мм. мм.
Подача выбирается по таблицам справочники 
 , с учётом поправочного коэффициента , с учётом поправочного коэффициента 
(так как  ) )
 ; ;
 мм/об мм/об
3. Скорость резания определяется по формуле  ; ;
 , ,
где  - коэффициент: m, x, y - показатели степени - коэффициент: m, x, y - показатели степени  , ,  = 420; x= 0,15; y= 0, 20; m= 0, 20; Т - стойкость инструмента, Т= 60 мин., t - глубина резания, t= 0,6мм., S - подача, S= 0,3 мм/об = 420; x= 0,15; y= 0, 20; m= 0, 20; Т - стойкость инструмента, Т= 60 мин., t - глубина резания, t= 0,6мм., S - подача, S= 0,3 мм/об
где  - поправочный коэффициент учитывающий конкретные условия обработки - поправочный коэффициент учитывающий конкретные условия обработки
 , ,
где  - коэффициент учитывающий влияние физико-механических свойств обрабатывания момента - коэффициент учитывающий влияние физико-механических свойств обрабатывания момента 
для стали  , ,
 ; ;  ; ; 
 - коэффициент учитывающий влияние состояния поверхности заготовки - коэффициент учитывающий влияние состояния поверхности заготовки  , ,  так как обработка не чистовая с коркой, так как обработка не чистовая с коркой,  - коэффициент влияния инструментального материала - коэффициент влияния инструментального материала  , , 
 , ,  м/мин м/мин
4. Чистота вращения шпинделя определяется по формуле

 об/мин. об/мин.
Для повышения стойкости инструмента принимает n=500мин.
Определяется фактическая скорость резания.
5. 
 м/мин. м/мин.
сила резания  по формуле по формуле 

где  - постоянная, - постоянная,
 - показатели степеней - показатели степеней 
 , ,  , ,  , , 

 - поправочный коэффициент - поправочный коэффициент

где  - коэффициент учитывающих влияния качества обрабатываемого материала на силовые зависимости - коэффициент учитывающих влияния качества обрабатываемого материала на силовые зависимости 
 , n= 0,75, , n= 0,75, 
 - поправочные коэффициенты учитывающих влияние геометрических параметров режущей части инструмента на составляющие силы резания. - поправочные коэффициенты учитывающих влияние геометрических параметров режущей части инструмента на составляющие силы резания. 
 ; ;  ; ;  ; ;  ; ;
 , ,  Н Н
Проверяются режимы резания по мощности на шпинделе станка,
Для этого определяется мощность резания по формуле:
где  - сила резания, Н; - сила резания, Н;
V - факторы скорости резания, м/мин.
60 1020 - переводной коэффициент 1020 - переводной коэффициент
 КВт КВт
Определяется мощность на шпинделе станка с учётом коэффициента полезного действия КПД ( ) )

где  - мощность на шпинделе, КВт, - мощность на шпинделе, КВт,  - мощность двигателя станка, КВт, (16К20Ф3) =10т, - для металлорежущих станков равна 0,7 - 0,8 - мощность двигателя станка, КВт, (16К20Ф3) =10т, - для металлорежущих станков равна 0,7 - 0,8
= 0,7 - 0,8
 КВт КВт
Вывод: Так как условие  соблюдается (0,4<7,7), таким образом соблюдается (0,4<7,7), таким образом
выбранные режимов обработки осуществимы на станке 16К20Ф3
9. Определяем основное время по формуле
 , ,
где L - расчётная длина обработки; мм - расчётная длина обработки; мм
Которую рассчитывают по формуле

где  - длина обрабатываемого поверхности ( - длина обрабатываемого поверхности ( =5мм), =5мм),  - величина врезания и перебега инструмента ( - величина врезания и перебега инструмента ( =5мм), =5мм),  - дополнительная длина на взятие пробной стружки. - дополнительная длина на взятие пробной стружки.
Так как обработка автоматическая на ЧПУ таким образом ( =0) =0)
 - количество проходов - количество проходов
Все полученные выше результаты сведём в таблицу
Таблица 1 - Параметры обработки на токарной операции.
| D,
мм
|
L,
мм
|
t,
мм
|
S,
мм/об
|
n,
об/мин.
|
i
|
Pz,
Н
|
Nраз
кВт
|
То,
мин.
|
| 165
|
5
|
0,6
|
0,3
|
500
|
1,0
|
216
|
0,9
|
0,03
|
Приложенные к заготовке силы должны предотвратить возможный отрыв заготовки, сдвиг или поворот ее под действием сил резания и обеспечить надежное закрепление заготовки в течение всего времени обработки.
Сила зажима заготовки при данном способе закрепление определяется по следующей формуле:
 (1) (1)
где Dз - диаметр заготовки, Dз=200мм,
f - коэффициент трения на рабочей поверхности зажима f=0,18
Рz - сила резания Рz =216 Н
L - зажимное расстояние детали, L=35мм;
K - коэффициент запаса, который определяют по формуле:
 , (2) , (2)
где K0 - гарантированный коэффициент запаса K0=1,5;
K1 - поправочный коэффициент, учитывающий
вид поверхности детали K1=1,0
K2 - поправочный коэффициент, учитывающий увеличение силы резания при затуплении режущего инструмента K2 =0,95
K3 - поправочный коэффициент, учитывающий увеличение силы резания при обработке прерывистых поверхностей детали K3=1,2
K4 - поправочный коэффициент, учитывающий непостоянность силы зажима различаемой силовым приводом приспособления K4=1,0
K5 - поправочный коэффициент учитывающий степень удобства расположения рукоятки в ручных зажимных устройствах K5 =1,0

Так как значение коэффициент K меньше 2,5, то принимается значение 2,5
 Н Н
Расчет силового привода
Так как зажим заготовки осуществляется без промежуточного звена, то усилие на штоке будет равно силе зажима заготовки, то есть
 Н. Н.
Диаметр пневмоцилиндра двух стороннего действия при подаче воздуха бесштока, определяется по следующей формуле:
 (3) (3)
где p - давление сжатого воздуха, p=0,40МПа;
- КПД, =0,9
d - диаметр штока.
В формуле  для упрощения расчета опускается КПД, но для надежности зажима найденную силу Q на штоке увеличивают в 1,5 раза. для упрощения расчета опускается КПД, но для надежности зажима найденную силу Q на штоке увеличивают в 1,5 раза.
Тогда формула для Q принимает вид
 , (4) , (4)
Откуда
 , (5) , (5)
Принимая р=0,4 МПа ( ), находится диаметр пневмоцилиндра: ), находится диаметр пневмоцилиндра:
 , (6) , (6)
  мм мм
Диаметр пневмоцилиндра принимается равным 75 мм.
Диаметр штока будет равен  мм., мм.,  мм. мм.
Действительное усилие на штоке:
 (7) (7)
 Н. Н.
Для обработки заготовок на токарных станках применяют пневматические трехкулачковые патроны с регулируемыми кулачками. Применение регулируемых кулачков обусловлено необходимостью обработки заготовок различных размеров. Частые перестановки кулачков (или наладок) вызывают необходимость их протачивать или шлифовать, что, естественно, затрудняет переналадку, особенно в течение рабочего дня. Показанная конструкция позволяет не только регулировать кулачки в зависимости от формы заготовки или ее размеров, но и быстро переналаживать патрон для работы в центрах.
В корпусе 2 патрона находится муфта 1, соединенная резьбой с тягой пневматического привода. В проточку муфты входят длинные концы трех рычагов 3, а их короткие концы - в пазы ползушек 4, соединенных винтами 5 с кулачками 6. На торцевую поверхность патрона нанесена кольцевая риска 7, а на кулачках имеются деления, позволяющие предварительно устанавливать кулачками. При переналадке патрона для работ в центрах в центральное отверстие вставляют переходную втулку с нормальным центром, а одним из кулачков используют в качестве поводка.
При подаче сжатого воздуха в безштоковую часть пневмоцилиндра муфта 1 перемещается в левую часть, передвигая длинные концы трех рычагов 3. При этом их короткие концы освобождаются от пазов ползушек 4. Таким образом при помощи соединенных винтами 5 кулачки 6 зажимаются.
При подаче сжатого воздуха в штоковую часть пневмоцилиндра муфта 1 возвращается в правую часть, передвигая длинные концы трех рычагов 3. При этом их короткие концы возвращаются в пазы ползушек 4, и таким же образом при помощи соединенных винтами 5 кулачки 6 разжимаются.
Усилия зажима Q = 698 Н
Давление воздуха в пневмосистеме (р=0,4 МПа)
Приспособление - это технологическая оснастка, предназначенная для установки или направления предмета труда или инструмента при выполнении технологической операции.
Использование приспособлений способствует повышению точности и производительности обработки, контроля деталей и сборки изделий, обеспечивает механизацию и автоматизацию технологических процессов, снижение квалификации работ, расширение технологических возможностей оборудования и повышение безопасности работ. Применение приспособлений может существенно снизить время установки и тем самым повысить производительность процесса там, где время установки объекта соизмеримо с основным технологическим временем.
Снижение времени на обработку детали, увеличение производительности труда обеспечило - разработка специального станочного приспособления - трехкулачкового патрона с пневмозажимом.
Сила зажима Q =1517 Н.
Сила резания Рz =216 Н.
Диаметр пневмоцилиндра D =75
1.
Филонов И.П. Проектирование технологических процессов в машиностроении: Учебное пособие для вузов / И.П. Филонов, Г.Я. Беляев, Л.М. Кожуро и др.; Под общ. ред. И.П. Филонова. - +СФ. - Мн.: "Технопринт", 2003. - 910 с.
2.
Справочник технолога-машиностроителя. Т.2 /Под ред. Дальского А.М., Суслова А.Г., Косимовой А.Г., Мещерякова Р.К. - 5-е изд., перераб. и доп. - М.: Машиностроение-1, 2001. - 944с. ил.
3.
Павлов В.В. Основные задачи технологического проектирования: Учебное пособие / В.В. Павлов, М.В. Пожидаев, Э.П. Орловский и др. - М.: Станкин, 2000. - 115 с.
4.
Справочник технолога-машиностроителя. Т.1/Под ред.А.М. Дальского, Косиловой А.Г., Мещерякова Р.К., Суслова А.Г., - 5-е изд., перераб. и доп. - М.: Машиностроение - 1, 2001. - 912с., ил.
5.
Суслов А.Г. Технология машиностроения: Учебник для студентов машиностроительных специальностей вузов. - М.: Машиностроение, 2004. - 400 с.
6.
Жуков Э.Л. Технология машиностроения: Учебное пособие для вузов / Э.Л. Жуков, И.И. Козарь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина. - М.: Высшая школа, 2003.
Кн.1: Основы технологии машиностроения. - 278 с.
Кн.2. Производство деталей машин. - 248 с.
7.
Схиртладзе А.Г. Технологическое оборудование машиностроительных производств / А.Г. Схиртладзе, В.Ю. Новиков; Под ред. Ю.М. Соломенцева. - 2-е изд., перераб. и доп. - М.: Высшая школа, 2001. - 407 с.
8.
Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управление. ч.2. Нормативы режимов резания. - М.: Экономика, 1990.
9.
Схиртладзе А.Г. Станочник широкого профиля: Учебник для проф. учеб, заведений / А.Г. Схиртладзе, Новиков В.Ю. - 3-е изд., стер. - М.: Высшая школа, 2001. - 464 с.
10.
Прис Н.М. Базирование и базы в машиностроении: Методические указания к выполнению практических занятий по курсу "Основы технологии машиностроения" для студентов дневного и вечернего отделений спец.120100 "Технология машиностроения" / Н.М. Прис. - Н. Новгород.: НГТУ, 1998. - 39 с.
1.
ГОСТ ЕСКД 2.104-68 Основные надписи.
2.
ГОСТ ЕСКД 2.105-95 Общие требования к текстовым документам.
3.
ГОСТ ЕСКД 2.109-73 Основные требования к чертежам.
4.
ГОСТ ЕСКД 2.308-79 Указание на чертежах допусков формы и расположения поверхностей.
5.
ГОСТ ЕСКД 2.309-73 Обозначение шероховатости поверхностей.
6.
ГОСТ ЕСКД 3.1103-82 Основные надписи.
7.
ГОСТ ЕСТД 3.1105-84 Форма и правила оформления документов общего назначения.
8.
ГОСТ ЕСТД 3.1107-81 Опоры, зажимы и установочные устройства. Графические изображения.
9.
ГОСТ ЕСТД 3.1109-82 Термины и определения основных понятий.
10.
ГОСТ ЕСТД 3.1118-82 Формы и правила оформления маршрутных карт.
11.
ГОСТ ЕСТД 3.1127-93 Общие правила выполнения текстовых технологических документов.
12.
ГОСТ ЕСТД 3.1128-93 Общие правила выполнения графических технологических документов.
13.
ГОСТ ЕСТД 3.1129-93 Общие правила записи технологической информации в технологических документах на технологические процессы и операции.
14.
ГОСТ ЕСТД 3.1130-93 Общие требования к формам и бланкам документов.
Приложение
| Формат
|
Зона
|
Поз.
|
Обозначение
|
Наименование
|
Кол.
|
Примечание
|
| |
|
|
|
|
|
|
| |
|
|
|
Документация
|
|
|
| |
|
|
|
|
|
|
| А1
|
|
|
КП 04.00.00 СБ
|
Сборочный чертеж
|
1
|
|
| |
|
|
|
|
|
|
| |
|
|
|
Детали
|
|
|
| |
|
|
|
|
|
|
| |
|
1
|
КП 04.00.01
|
Корпус
|
1
|
Ст. 20ГОСТ 1050-88
|
| |
|
2
|
КП 04.00.02
|
Призма
|
1
|
Ст.40ХГОСТ4543-71
|
| |
|
3
|
КП 04.00.03
|
Наконечник
|
1
|
Ст.40ХГОСТ4543-71
|
| А3
|
|
4
|
КП 04.00.04
|
Поршень
|
1
|
Ст.45ГОСТ 1050-88
|
| А3
|
|
5
|
КП 04.00.05
|
Крышка
|
1
|
Ст.40ХГОСТ4543-71
|
| |
|
6
|
КП 04.00.06
|
Шайба
|
4
|
Ст.40ХГОСТ4543-71
|
| А3
|
|
7
|
КП 04.00.07
|
Шток
|
1
|
Ст. У10ГОСТ 1435-99
|
| |
|
|
|
|
|
|
| |
|
|
|
Стандартные изделия
|
|
|
| |
|
|
|
|
|
|
| |
|
8
|
КП 04.00.08
|
Винт М5-6g×12 ГОСТ 1478-84
|
4
|
|
| |
|
9
|
КП 04.00.09
|
Манжета 1-16-1 ГОСТ 6678-72
|
1
|
|
| |
|
10
|
КП 04.00.10
|
Кольцо 095-100-30-0 ГОСТ 18829-73
|
1
|
|
| |
|
11
|
КП 04.00.11
|
Винт М5-6g×12 ГОСТ 17475-80
|
4
|
|
| |
|
12
|
КП 04.00.12
|
Гайка М16 ГОСТ 5929-70
|
2
|
|
| |
|
13
|
КП 04.00.13
|
Шайба 24 ГОСТ 11371-78
|
1
|
|
| |
|
14
|
КП 04.00.14
|
Винт М10-55g×14 ГОСТ1491-80
|
2
|
|
| |
|
15
|
КП 04.00.15
|
Штифт 2.10х30 ГОСТ 3128-70
|
2
|
|
Спецификация приспособления для точения
|
