|
Общая характеристика
Работа плазменных печей (установок плазменного нагрева) основана на использовании газоразрядной плазмы в качестве теплоносителя. Достаточная электрическая проводимость плазмы обеспечивает преобразование электрической энергии в тепловую за счет токов проводимости Iпр. подводимых через электроды (кондукционный способ) или возбуждаемых переменным электромагнитным полем (индукционный способ). Поскольку формирование плазмы связано с эндотермическими процессами диссоциации и ионизации газов, плазма характеризуется достаточно высоким энергосодержанием, позволяющим использовать её в энергоёмких пирометаллургических процессах, в том числе для плавки высоколегированных сталей и сплавов, прямого восстановления металлов из руд и получения ферросплавов.
Плазмотрон – устройство для преобразования электрической энергии источника питания в тепловую энергию струи (потока) плазмы, т.е. плазменный генератор. В зависимости от способа преобразования электрической энергии в тепловую различают плазмотроны: дуговые, индукционные (высокочастотные) и электронные (сверхвысокочастотные).
Наибольшее распространение получили дуговые плазматроны, в которых возможно достижение температуры плазмы порядка 10000 К путём сжатия столба дуги стенками канала (гидродинамическое сжатие), газовым потоком (аэродинамическое сжатие) или внешним магнитным полем (электромагнитное сжатие). Для получения дугового разряда можно применить как постоянный, так и переменный ток. Стремясь получить стабильную работу плазматрона, чаще всего используют постоянный ток во избежании обрыва дуги при переменном токе. Различают плазматроны с независимой дугой (косвенного действия) и с зависимой дугой (прямого действия). Выбор схемы работы плазмотрона зависит от назначения печи и необходимых требований по эффективности её работы
Принцип работы плазматрона косвенного действия
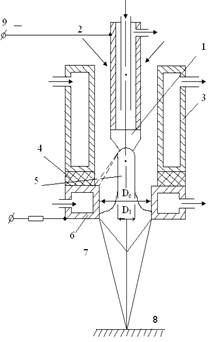
Принцип работы плазматрона косвенного действия используют в тех случаях, когда замкнуть электрическую цепь между электродом плазматрона и нагреваемым материалом нельзя. Схема такого плазматрона показана на рис.1. Вокруг водоохлаждаемого катода 1 находится водоохлаждаемый корпус 3. В щель между катодом и корпусом подают плазмообразующий газ 2. Корпус отделяют от водоохлаждаемого сопла- анода 6 изоляционные вставки 4. Катод и анод соединяют электрической сетью 9.Между катодом и анодом зажигается электрическая дуга 5. Дуга ионизирует плазмообразующий газ главным образом путём термической ионизации. Конструктивное оформление катодно-анодного участка выполнено так, что дуга сжимается относительно холодными слоями газа и собственным магнитным полем дуги. Это противодействие расширению площади дуги (как это наблюдается при свободно горящей дуге) и повышает плотность тока в дуге.
Реклама

Все элементы плазматрона охлаждаются водой, поэтому часть тепла, которая выделяется в горящей дуге, передаётся системе охлаждения, в следствии чего КПД плазмотрона сравнительно невысок. Его можно повысить расходом плазмообразующего газа Qv (рис.2), однако при этом падает средняя температура струи плазмы, выходящей из сопла плазматрона. Среднюю температуру плазмы можно повысить увеличением подводимой мощности P (рис.3). Нелинейность повышения температуры при этом, в первую очередь, объясняется повышением теплопроводности и излучения столба плазмы.
 Одним из недостатков плазматронов с независимой дугой является высокая тепловая нагрузка в месте анодного тепла, что может привести к разрушению материала анода. Поэтому иногда на анод устанавливают магнитную катушку, которая своим полем вращает анодное пятно по поверхности анодного сопла, что увеличивает время службы плазматронов. Одним из недостатков плазматронов с независимой дугой является высокая тепловая нагрузка в месте анодного тепла, что может привести к разрушению материала анода. Поэтому иногда на анод устанавливают магнитную катушку, которая своим полем вращает анодное пятно по поверхности анодного сопла, что увеличивает время службы плазматронов.
Рис. 1.Плазматрон с независимой дугой (косвенного действия):
1- катод; 2- плазмообразующий газ;3- водоохлаждаемый корпус; 4- электрическая дуга; 5-изоляционная вставка; 6- водоохлаждаемый анод; 7-плазменная струя; 8- нагреваемый материал; 9-электрическая сеть
 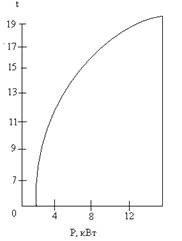
Рис. 2.Зависимость к.п.д. Рис. 3. Зависимость средней
плазматрона косвенного температуры плазменной
действия от расхода аргона струи от подводимой мощности
Таким образом, для правильного конструирования плазматронов необходимо знать их вольт- амперные характеристики, от которых зависят размеры рабочих частей плазматрона, вид и расход плазмообразующего газа, длину дуги и другие параметры.
Принцип работы плазматрона прямого действия
В настоящее время для металлургических целей, особенно для переплава металла, применяют мощные плазматроны, работающие с зависимой дугой (рис. 4). При помощи таких плазматронов можно достичь гораздо большей мощности, чем при использовании плазматронов косвенного действия. Надо однако учитывать, что при этом конструкция должна выдерживать более высокие тепловые нагрузки во всех основных частях плазматрона. Высокая концентрация тепловой энергии достигается дросселированием электрической дуги с помощью сопла. Сопло одновременно стабилизирует дугу. При использовании таких плазматронов 75% передаётся материалу электрической дугой и лишь 25% потоком плазмы. Дросселирование столба дуги повышает плотность тока, концентрацию энергии и напряжение дуги, что в свою очередь повышает температуру выходящего из плазматрона потока плазмы до 16000 К и выше, тогда когда у плазматрона косвенного действия эта температура не превышает 5500 К.
Реклама

Одной из важных характеристик мощных плазматронов прямого действия является восходящая вольт – амперная характеристика, что позволяет повышать ток дуги и напряжение между катодом и анодом. Это значительно увеличивает мощность плазматронов данного типа. Сейчас имеются плазматроны прямого действия, которые имеют мощности свыше 6 МВт, работающие на напряжении 700 В с током до 9 кА.
На рисунке 4 видно, что характер образования столба дуги значительно отличается от него же в плазматроне косвенного действия. Столб дуги здесь на много длиннее, что существенно влияет на распределение напряжения. Из рисунка 4 так же видно, столб дуги в сопле изолирован от хорошо проводящего материала сопла лишь тонким слоем газа. Хотя этот слой газа на много холоднее, чем ионизированная плазма, он, как и изоляция, весьма не надёжен. Из этого следует, что надо исключить возможность раздвоения дуги при пробое, когда образуются дуги между катодом и соплом, а так же между анодом и соплом. Пробои и последующие раздвоения дуги нарушают режим работы, являются опасным для стойкости элементов плазматрона и снижают мощность. Поэтому основным требованием при эксплуатации плазматронов прямого действия является исключение пробоев.
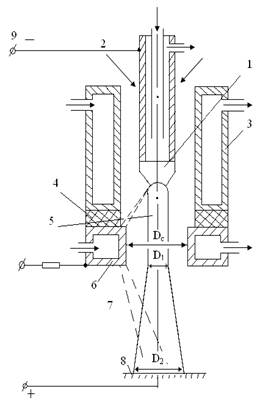
Рис.4. Плазматрон с зависимой
дугой (прямого действия),
обозначения см. рис. 1.
Плазмообразующие газы
В металлургической практике могут использоваться такие инертные плазмообразующие газы как аргон, азот, водород, гелий, характеристики которых представлены в таблице 1.
Из таблицы 1 следует, что состав плазмообразующей смеси сильно влияет на энергетические параметры электрического разряда и плазменной струи. Кроме того, необходимо учитывать химическое воздействие плазмообразующих газов на металл и на процесс эрозии катодного материала. Можно ожидать, что в будущем будут широко использоваться плазмообразующие смеси, которые с одной стороны энергетически более выгодны и с другой стороны менее дефицитны и более дешевы, чем атомарные газы (аргон, гелий). Из таблицы 1 видно, что двухатомные газы имеют преимущества перед атомарными газами.
Таблица 1. Характеристики плазмообразующих газов
| Параметры
|
Плазмообразующие газы
|
| аргон
|
азот
|
водород
|
гелий
|
| Молекулярная (атомная) масса………
Плотность кг*м-3, при:
нормальных условиях………………...
Т=104 К и р~0.1 МПа………………….
Удельная теплоёмкость при нормальных условиях, кДж/(кг*К-1)...
Коэффициент теплопроводности, Вт*(м*К)-1 при:
нормальных условиях ………………..
Т=104 К и р~0.1 МПа……………........
Электропроводность, см/м-1, при Т=104 К и р~0.1 МПа …………………
Энергия диссоциации, МДж*моль-1
Потенциал ионизации, В:
однократной…………………………...
двукратной…………………………….
Энергия ионизации, МДж*моль-1
однократной…………………………...
двукратной…………………………….
Энтальпия плазмы, кДж*моль-1, при:
Т=104 К и р~0.1 МПа…………………
Т=1,5*104 К и р~0.1 МПа…………….
|
39,940
1,78
0,048
0,52
0,0163
0,42
3650
15,76
27,7
1,50
2,65
6,15
34,6
|
28,016
1,25
0,018
1,04
0,0243
2,63*
2740
0,72
14,53
29,6
1,40
2,83
50,3
121,5
|
2,016
0,084
-
14,2
0,174
3,45**
1400
0,43
13,595
-
1,35
460,9
1383
|
4,002
0,178
-
5,26
0,151
2,29
6300
-
24,59
54,38
2,36
6,22
49,9
74,4
|
* -максимальное значение при Т=7*108 К
равно 6,08 Вт (м*к)
** -максимальное значение при Т=3,8*104
К равно13,4 Вт (м*к)
В настоящее время используют 2 типа плазменно-дуговых печей: с огнеупорной футеровкой и с водоохлаждаемым кристаллизатором. В обоих типах плазменно-дуговых печей переплав можно осуществить в вакууме или в регулируемой газовой атмосфере.
Плазменно-дуговые печи с огнеупорной футеровкой (рис.5) эксплуатируют как промышленно производственные агрегаты (табл. 2). Самые крупные 35-т плазменно-дуговые печи, разработанные совместно ГДР и СССР, сооружены с использованием четырёх плазматронов мощностью 6 МВт каждый. Плазматроны поставлены по бокам под наклоном. Расход аргона на все работающие плазматроны составляет 45 м3
/ч (22,5 г/с). Расход воды соответственно 167 м3
/ч. Скорость расплавления составляет 20000 кг/ч и расход электроэнергии на расплавление соответственно 500 кВт*ч/т. Огнеупоры выдерживают около 150 плавок и плазматроны практически возобновляются через 30 часов. Печи уже несколько лет работают стабильно. Их эксплуатация протекает практически бесшумно, что значительно облегчает работу у печей. Годовая производительность 35-т печей - составляет 80000 т высоколегированной стали. На основании опыта печей вместимостью 15 и 35 т в Германии проводились исследования с целью создания более крупных печей вместимостью 65и 110т.
Исследования тепловой работы крупных печей показали, что они работают эффективно только тогда, когда плазменная струя передаёт тепло в расплавленные каналы шихты, т.к. мощность дуги, передаваемая шихте излучением, конвекцией и теплопроводностью характеризуется следующим отношением Ризл.
:Ри
:Рт
=40:8:1. Для обеспечения надёжного зажигания плазматронов часто в крупных печах применяют дополнительную (вспомогательную) горелку.
Таблица 2.Характеристика плазменно-дуговых печей с керамическим тиглем
| Страна
|
Вместимость,
кг
|
Глубина
металла
мм
|
Диаметр
ванны,
мм
|
Высота
мм
|
Мощность
кВт
|
Сила тока, кА
|
Напряжение дуги, В
|
| СНГ
|
300
30000
|
130
-
|
640
-
|
390
-
|
300
До 24000
|
2
-
|
50-150
-
|
| Германия
|
250
15000
35000
|
160
550
-
|
510
2900
-
|
470
1400
-
|
3×100
3×4000
4×6000
|
-
6
9
|
-
до 700
до 700
|
| США
|
23
136
900
|
-
150
-
|
305
560
1525
|
205
-
1525
|
-
120
-
|
0,5-0,6
1,5
2,5
|
110
-
160-177
|
Плазменно-дуговые печи с кристаллизатором
Плазменно-дуговые печи с кристаллизатором имеют большие перспективы, так как плазменный нагрев успешно применяется как при переплаве высококачественных сталей и сплавов, так и тугоплавких металлов. В водоохлаждаемом кристаллизаторе непосредственно получается слиток. Процесс хорошо регулируется в широких пределах скорости переплава, печное устройство сравнительно простое. Эти печи используют при пониженном, нормальном и повышенном давлении. Слитки производят массой от 100 кг до 5 тонн (табл.3).Путём изменения скорости вытягивания слитка можно создать различные условия кристаллизации и перегрева жидкого металла. Регулированием атмосферы печи легко осуществить различные технологические операции (дегазацию, азотирование, и т.д.). Такие печи строят в двух вариантах: с боковой подачей шихты (рис.5а) и с центральной подачей шихты (рис.5b).Строят так же печи с горизонтальными кристаллизаторами. Из-за отсутствия огнеупорной футеровки обслуживание этих печей облегчается, но энергетические показатели их хуже, чем в печах с футеровкой. К подготовке шихты здесь так же предъявляются более высокие требования. Но из-за отсутствия огнеупорной футеровки можно плавить металлы, температура расплавления которых превышает температуру эксплуатации огнеупоров. Одним из преимуществ таких печей является возможность выплавления слитков весьма высокой чистоты.
Таблица 3.
Характеристика плазменно-дуговых печей с кристаллизатором конструкции института электросварки им. Патона
| Параметры
|
Тип печи
|
| У-365
|
У-487
|
У-400
|
У-500
|
У-555
|
| Мощность плазматронов, кВт……
Число плазматронов…..
Мощность вспомогательного оборудования, кВт…..
Напряжение питания, В…… Максимальная масса слитка, кг…
Максимальная длина слитка, кг…
Макс. диаметр слитка, мм…….
Макс. длина переплавляемой заготовки, мм….
Скорость вытягивания слитка, мм*мин-1
..
Высота установки, мм………
|
240
6
18,5
-
130
150
950
1500
1-40
3550
|
240
6
29
80
170
1200
150
2000
1,5-15
7600
|
240
6
32
-
380
1000
250
2000
1,5-15
10350
|
2000
6
35
-
3500
1500
630
3000
1,5-15
10000
|
2800
6
35
До 200
5000
2100
630
3500
1,5-15
11500
|
Особенности тепловой работы.
Теплообменные условия характеризуют теплопередачу от плазменной дуги в рабочее пространство ПДП: на боковую поверхность футеровки происходит, в основном излучение (до 85-95% всего теплового потока) от плазменной как линейного высокотемпературного (100000-25000 К) излучателя; на ванну в зоне анодного пятна поступает 35-50% тепла в результате конвективного переноса плазмы из столба дуги.
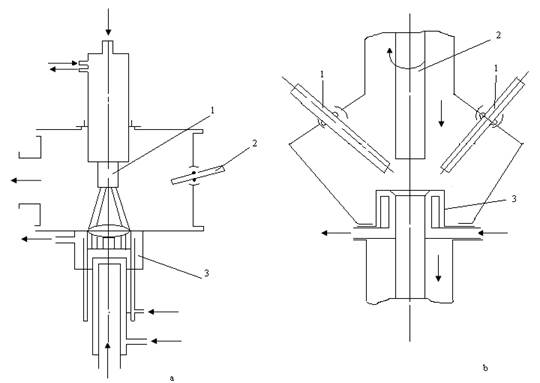
Рис.5. ПДП с водоохлаждаемым кристаллизатором:
а- боковая подача шихты;
b
-центральная подача шихты;
1- плазматрон; 2- шихта; 3-кристаллизатор
Тепловая мощность, передаваемая металлу в анодном пятне, Ра
зависит от силы тока и длины дуги, когда закончено формирование конического участка столба со стороны катодного пятна. По данным М.М. Крутянского:
Pa, max=0.4PД
, при lД
max
= (4÷5) Dст,
где Dст
– диаметр цилиндрической части столба дуги.
Особенность распределения теплового излучения от вертикальной плазменной дуги между поверхностями свободного пространства ПДП по сравнению с ДСП заключается в меньшей направленности излучения высокотемпературного столба на ванну (<30-40%), практическом отсутствии экранирования тепловых потоков на свод и в наличии опасной для тепловой работы футеровки стены зоны «горячего пояса» на высоте, равной половине длины дуги, т.е. hгор
=0,5lД
.
Неравномерность облучения свода зависит не только от длины дуги lД
, но и от высоты расположения свода. Поэтому при конструировании ПДП необходимо выбирать рациональное соотношение (hcn
/Do
)равн
, обеспечивающий равномерную облучённость поверхности свода при данной длине плазменной дуги.
С учётом вышеизложенного, рациональный тепловой режим ПДП зависит от параметров плазменной дуги. Вся мощность дуги РД
складывается из мощности, передаваемой ванне в анодном пятне Ра
, мощности, выделяемой в столбе дуги Рст
и мощности, выделяемой в катодной области Рн.
Как уже отмечалось мощность Ра
полностью поглощается металлом и не зависит от геометрических размеров рабочего пространства ПДМ. Мощность Рн
составляет 1-2% от величины РД
и её значением можно пренебречь. Поэтому мощность передаваемая плазменной дуге на ванну Рв
=Ра
+xРст
, где x- доля мощности, передаваемая ванне от столба дуги, которая в условиях лучистого теплообмена (с точностью до 5-45%) является угловым коэффициентом, зависящим от отношения lд
/Do
и определяемым, например, методом светового моделирования.
Результаты расчетов, выполненных Л.Н. Курляндским для ПДП вместимостью до 12 тонн, показывают:
1) для каждого значения силы тока дуги существует рациональное значение её длины lрац
д»2lдmax
, при котором мощность Рв
максимальная и составляет от всей мощности дуги 42-45%;
2) наибольшее отношение Рв
/Рд,
равное 56%, достигается при наиболее короткой дуге, равной lд
=lд
max
. Однако меньшее напряжение дуги в этом случае является причиной абсолютного снижения мощности Рn
;
3) чрезмерное удлинение дуги (lд
>2lд
max
) приводит к резкому снижению Pn
, несмотря на соответствующее увеличение Uд
(при неизменной температуре футеровки), так как мощность, передаваемая через анодное пятно, постепенно уменьшается до нуля, снижая эффективность плазменного нагрева.
Следует особо отметить, что рациональную длину плазменной дуги следует устанавливать, когда металл почти расплавлен. В начале периода расплавления можно работать и на более длинных дугах, чтобы ввести в печь максимально возможную мощность Рд
, которую можно получить от источника питания.
Геометрические размеры свободного пространства согласуют с выбранным lд
рац.
или заданным значением (по электрическим условиям) длины дуги, чтобы высота стены, определяющая расположение пят свода, соответствовала условию: hc
т
кр
<hст
<hст
равн
, где hc
т
кр
- наименьшая допустимая высота расположения свода, при которой происходит равнозначное облучение плазменными дугами футеровки свода и стены в «горячем поясе».
Условие hст
равн
<hст
при данной длине дуги lд
связано с увеличением заглубления плазматронов в свободное пространство и возрастанием тепловых потерь с охлаждающей средой, тогда как облучённость поверхности свода практически не изменяется.
Как уже отмечалось, параметры электрического режима ПДП, определяемые вольтамперной характеристикой плазменной дуги, зависят от целого ряда внешних факторов- состава и расхода плазмообразующего газа, температурной ситуации в рабочем пространстве, длины дуги.
В отличии от ДСП в рабочем режиме ПДП не требуется непрерывного передвижения плазматрона, так как существует определённая длина дуги lд
рац
, зависящая от силы тока, при которой происходит наиболее эффективна передача тепла от плазменной дуги к ванне т.е. Pв
максимальна. Передвижение плазматрона необходима для зажигания дуги. Последовательность операций такая: сначала проводят пробой промежутка между катодом и соплом высоковольтным искровым зарядом, возбуждаемым специальным разрядником – высокочастотным осциллятором и зажигают вспомогательную дугу с силой тока до 200 А; затем при помощи, например, гидравлического привода передвигают плазматрон в сторону шихты до тех пор, пока под действием напряжения холста хода источника питания не произойдёт пробой рабочего промежутка, ионизируемого потоком плазмы вспомогательной дуги, и зажигание плазменной дуги между анодом-шихтой. После зажигания основной дуги устанавливают плазматрон в рабочем положении, характеризуемом рациональной для заданной силы тока длиной дуги lд
рац
.
Электротехническим недостатком ПДП является снижение Uд
с увеличением температуры рабочего пространства и соответствующее уменьшение мощности нагрева по ходу плавки (при неизменных значениях силы тока и массового расхода плазмообразующего газа). В ряде случаев удаётся стабилизировать или даже повысить напряжения и мощность плазменной дуги путём введения второго компонента в плазмообразующий газ - водорода или азота, поскольку в этих газах дуговой разряд имеет более высокую вольт - амперную характеристику. Но водород, кроме того, что увеличивает взрывоопасность, оказывает вредное влияние на ход технологического процесса и качество некоторых марок сталей. В таких случаях возможно вдувание в рабочее пространство ПДП дополнительного объёма холодного газа с последующей его откачкой и охлаждением. Потери тепла с откачиваемым газом могут быть компенсированы снижением тепловых потерь во всех элементах печи в результате ускорения плавки при более высокой мощности плазменных дуг.
В печах с огнеупорной футеровкой максимальное значение мощности дуг Рд
ограничено допустимой температурой Тф
из-за особых условий теплопередачи от плазменных дуг. Поэтому эксплуатация ПДП возможна только с системой автоматического регулирования величины Рд
по непрерывно измеряемой температуре футеровки Тф
.
Технико-экономические показатели.
ПДП с огнеупорной футеровкой имеют худшие энергетические показатели по сравнению с ДСП из-за дополнительных тепловых потерь в плазматронах и подовом электроде. Общие потери энергии в водоохлаждаемых элементах достигают 35-40%, из которых 15-20%-в уплотнителе плазматрона; 8-10%- в самом плазматроне (корпус, сопло, катод); 1-2% в подовом электроде. Для малых печей (вместимостью до 5 тонн) тепловой КПД составляет по данным ВНИИЭТО 0,3-0,35.
Электрический КПД h0
учитывает электрические потери при формировании плазменной печи (h0
) в токоведущих элементах плазматрона (hпл
) во втором токоподводе (hк.в.
) и в источнике питания (hи.п.
), т.е. h0
=hк.в
hпл
hи.п
Обычно КПД дуговых плазматронов прямого действия h0
»1, для плазматронов косвенного действия не превышает 0,7-0,8 (в зависимости от состава и расхода плазмообразующего газа).
По данным ВНИИЭТО, удельный расход электроэнергии в плазменно-дуговых печах различной вместимости m0
и разной мощности Р составляет:
m0
, т ………………………5 10 30
Р, МВт………………….. 3,5 7-8,5 12-15
W2
y
, МВт*ч/т……………0,7 0,65 0,625
Wy
, МВт*ч/т………… 0,9-1,1 Нет св. Нет св.
В ПДП с кристаллизатором диаметром Dкр
величина Wу
составляет:
Dкр
, мм 150 250 320
Wy
, МВт*ч/т 2,4 1,2 0,96
По технологическим инструкциям рекомендуемая скорость вытягивания слитка и соответствующая массовая скорость Qm
плазменно-дугового переплава зависит от размера (диаметра Dкр
) кристаллизатора, сортамента переплавляемых сталей и сплавов, электрического режима, составляя, например, для печей типа У-400 (мощность 240 кВт) 2,5-9 мм/мин и 50-200 кг/ч. При этом годовая производительность достигает 100-260 тонн «черных» слитков диаметром 150 мм.
Для дуговых плазматронов различной мощности принимают Qv
»15÷60 м3
/ч. Поэтому удельный расход плазмообразующих газов при низкой производительности ПДП может быть чрезмерно большим (до 20-30 м3
/т), определяя при высоких ценах на аргон значительные затраты. Эти аппараты снижают за счёт: применения смесей более дешевых плазмообразующих газов (например, аргон с азотом); регенерации отработанных газов; удаления воздуха из рабочего пространства герметичной ПДП путём вакуумирования вместо обычной продувки плазмообразующим газом.
Сравнительный экономический анализ различных методов электроплавки показывает, что:
1) плазменная плавка в печах с футеровкой может быть самой экономичной, поскольку за счет снижения угара (при плавке) и увеличения выхода годного (при дальнейшем переделе) по сравнению с плавкой в ДСП возможно уменьшение сквозного расхода металла, снижение себестоимости (на 10-15%) при меньших удельных капитальных затратах (на 10-12%);
2) плазменный переплав в печах с кристаллизатором занимает промежуточное положение между вакуумно-дуговым переплавом и электронной плавкой. Однако при использовании ПДП с расходуемым плазматроном экономичность процесса возрастает.
|
