|
Российской Федерации
Федеральное агентство по образованию
МОСКОВСКАЯ ГОСУДАРСТВЕННАЯ АКАДЕМИЯ
ТОНКОЙ ХИМИЧЕСКОЙ ТЕХНОЛОГИИ ИМ. М.В. ЛОМОНОСОВА
Кафедра Химии и технологии основного органического синтеза
Аттестационная работа по теме:
«Разработка энергосберегающих технологий процесса ректификации продуктов синтеза хлорбензола»
на соискание степени бакалавра по направлению 550800 «Химическая технология и биотехнология»
Зав. кафедрой, д.т.н., проф.:
В.С.Тимофеев
Научный руководитель д.т.н., проф.:
А.В.Тимошенко
Аспирант: А.Ф.Садиков
Соискатель:А.В..Шильдкравт
Москва 2005 г.
1. Введение. 3
1.1. Общие подходы к синтезу технологических схем разделения. 4
1.2.Поливариантность организации технологического процесса разделения 4
1.3. Критерии оптимизации. 5
2. Методы синтеза технологических схем разделения. 7
2.1. Методы синтеза, основанные на эвристических правилах. 8
2.2. Метод динамического программирования. 9
2.3. Метод ветвей и границ. 10
2.4. Интегрально-гипотетический метод. 10
2.5.Эволюционный метод. 11
2.6. Информационно- энтропийный метод. 12
3. Продукты разделения. 13
3.1. Хлорбензол. 13
3.2. Дихлорбензолы.. 18
4. Моделирование парожидкостного равновесия. 21
4.1. Модели локальных составов. 21
4.2. Модель Вильсона [33-35] 21
4.3. Модель NRTL [36-37] 22
4.4. Модель UNIQUAC [38-41] 23
4.5. Уравнения состояния [42-43] 24
4.6. Модель SRK.. 24
4.7. Модель Peng-Robinson. 25
4.8. Групповые модели. 26
4.8.1. Модель UNIFAC [44-48] 26
5. Постановка задачи. 29
6. Расчетная часть. 30
6.1. Методы и алгоритмы исследования. 30
6.2. Расчет ректификации. 30
6.3. Объект исследования. 32
6.4. Выбор адекватной модели.ПЖР. 34
6.5. Синтез схем ректификации для разделения смеси бензол-хлорбензол-м-дихлордензол. 36
6.6. Разделение смеси в схемах из простых и сложных колонн. 40
7. Выводы.. 43
8. Список литературы.. 44
Процессы ректификации являются одними из самых энергоемких процессов химической технологии, и их эффективность часто определяет экономику производства в целом. В ряде случаев на разделение методом ректификации смесей органических продуктов затрачивается до 70% всей энергии, необходимой для их производства. Такие особенности производственных процессов как непрерывность и многотоннажность приводят к тому, что даже относительно невысокие снижение энергозатрат, повышение качества товарных фракций обеспечивают значительный экономический эффект для технологии в целом.
Реклама

Поэтому синтез оптимальных технологических схем ректификационного разделения является одной из важных проблем в химической технологии. Сложность выбора оптимального технологического решения связана, с одной стороны, с высокой вариантностью схем разделения, а с другой, зависимостью структуры оптимальной схемы от исходного состава питания.
В данной работе для разделения смеси бензола-хлорбензола-дихлорбензола предлагается использовать схемы не только из простых двухсекционных колонн, но и комплексы с частично связанными тепловыми и материальными потоками. В ряде случаев применение сложных колонн позволяет снизить энергозатраты на синтез из-за приближения к термодинамической обратимости за счет структурных особенностей схем разделения.
Любую технологическую схему разделения можно представить как набор операторов разделения (ректификационных, экстракционных, абсорбционных и других колонн), определенным образом связанных друг с другом.
Задача синтеза оптимальной технологической схемы разделения в самом общем виде заключается в следующем: при известных составе и состоянии сырья, получаемого в результате химических реакций (т. е. в реакционной подсистеме), и заданных компонентах или фракциях, которые должны быть выделены, и их качестве необходимо выбрать: методы, которые могут быть применены на каждом этапе разделения, оптимальный набор разделительных операторов, оптимальную схему потоковых взаимосвязей между операторами и оптимальные параметры работы каждого оператора (оптимальные не по отдельным операторам, а для всей схемы разделения).
При разработке и проектировании можно поставить несколько задач: достигнуть минимальных энергетических затрат; достигнуть минимальных капитальных затрат; получить продукты необходимой степени чистоты; достигнуть максимального выхода целевых продуктов; выбрать наиболее устойчивые режимы работы аппаратов; достигнуть минимального сброса химических продуктов в окружающую среду. Решение всех этих задач одновременно, как правило, невыполнимо, так как наблюдаются конкурентные ситуации.
Задача создания оптимальных схем разделения продуктов основного органического и нефтехимического синтеза является наиболее сложной. Сложность этой задачи определяется, прежде всего, поливариантностью выбора структуры технологической схемы. Если рассматривать только ректификационное разделение на чистые компоненты гомогенных зеотропных смесей, то число вариантов технологических схем может быть выражено следующим соотношением, предложенным С. В. Львовым [1]:
Реклама

Z
=[2(
n
-1)]!/[
n
!(
n
-1)!]
(1.2.1.)
где n-число разделяемых компонентов.
Так, для разделения смеси, состоящей из 7 компонентов, возможно 132 различных варианта схемы ректификации, а для смеси из 10 компонентов - 4862. Сложность заключается в том, что ни один из вариантов не может быть отброшен без тщательного исследования, так как любой из них может оказаться оптимальным в данной области переменных (состав исходной смеси, набор относительных летучестей компонентов, давления). Если же учесть число возможных типовых процессов разделения (S), то число вариантов технологических схем разделения значительно увеличится и может быть определено по следующей формуле:
Z
=[2(
n
-1)]!/[
n
!(
n
-1)!]
Sn
-1
(1.2.2.)
Поливариантность организации технологического процесса ректификации приводит к необходимости выбора такой целевой функции, с помощью которой можно было бы из допустимого множества вариантов однозначно оценивать конкретный вариант технологической схемы. К целевой функции предъявляются следующие требования: она должна быть численной и однозначной, а также универсальной, учитывающей адекватно как все затраты (стоимость) производства, так и все доходы (прибыль) при функционировании производства. Если целевая функция выбрана правильно, то ее максимальное или минимальное значение будет критерием оптимизации предложенного варианта технологии. В общем случае критерий оптимизации является функцией входных, выходных параметров и управляющих воздействий:
Ф=Ф(
X
1
,
X
2
,….
Xn
,
Y
1
,
Y
2
,…
Yn
,
U
1
,
U
2
,…
Un
).
(1.3.1.)
В качестве критериев оптимизации могут быть использованы различные экономические (себестоимость продукции, приведенные затраты, средняя прибыль и т.п.) и технологические (качество продуктов, разделительный потенциал и т. п.) критерии. Тот или иной критерий выбирается в зависимости от конкретной постановки задачи. Как правило, в качестве критерия оптимизации выбираются минимальные суммарные приведенные затраты на разделение для всей схемы в целом. Точный расчет приведенных затрат весьма трудоемок и требует расчета всего оборудования, входящего в технологическую схему разделения. Поэтому для предварительных оценок часто используют другие критерии, пропорциональные такого рода экономическим зависимостям, например, энергозатраты на разделение, так как они составляют большую часть от общих затрат (от 50 до 80 %). Для процесса ректификации энергозатраты определяются количеством тепла, подведенного в куб колонны и могут быть вычислены по формуле, предложенной в [2]:
Q = λΣDi
(Rmin
+l) -для i-ой колонны (1.3.2.)
Q = λΣDj
(Rmin
+l) -для j-ой схемы (1.3.3.)
λΣ-мольная теплота испарения жидкости, кипящей в кубе;
Di
-поток отбираемого дистиллята;
Rmin
-минимальное флегмовое число для 1-ой колонны.
Общий алгоритм выбора оптимальных технологических схем разделения основан на определении всего множества возможных схем разделения и последующей дискриминации их на основе выбранного критерия оптимизации.
Для проведения синтеза оптимальных технологических схем необходимо знать:
1. Физико - химические и химические свойства как чистых компонентов, так и всех смесей, составляющих данную многокомпонентную смесь. Наиболее важно знать температуры кипения компонентов и смесей, параметры фазового равновесия. Важна также химическая активность компонентов и их термическая стойкость в процессе разделения. Эти свойства позволяют выявить все термодинамические, химические и технологические ограничения, которые необходимо учитывать при синтезе технологических схем разделения.
2. Возможности различных методов разделения, области их использования, преимущества и недостатки.
3. Конструктивные особенности и возможности применения различных разделительных аппаратов, располагать классификацией таких аппаратов с описанием их основных характеристик.
4. Структуру технологических комплексов различного функционального действия, состоящих из ряда аппаратов и применяемых для разделения смесей, обладающих определенными специфическими свойствами. Эти комплексы позволяют преодолеть различные технологические ограничения, связанные с азеотропией, и получить продукты нужного состава. Комплексы могут состоять как из однотипных, так и разнотипных разделительных аппаратов.
5. Методы синтеза технологических схем разделения. Для применения методов, основанных на применении вычислительной техники, необходимо располагать математическими моделями как отдельных элементов и комплексов, так и системы в целом.
6. Методы оптимизации технологических схем разделения. Важно помнить, что оптимизацию технологической схемы необходимо начинать с оптимизации структуры диаграммы фазового равновесия разделяемой смеси, которая определяет термодинамические ограничения, связанные с азеотропией, и, следовательно, последовательность выделения компонентов или фракций. Далее могут быть использованы методы, базирующиеся на применении ЭВМ с использованием как глобальных критериев оптимизации (например, минимальные суммарные затраты), так и частных
2.1. Методы синтеза, основанные на эвристических правилах
Эти методы заключаются в том, что в результате предварительного анализа действующих схем разделения формируется набор специальных правил, определяющих стратегию синтеза технологических схем [3,4]. Эти правила в целом отражают физико -химические закономерности протекающих процессов и могут быть формализованы для использования в процессе компьютерного моделирования.
Эвристические правила, преложенные различными авторами [5-10], сводятся к следующим:
Для зеотропных смесей при ректификационном методе разделения предпочтение отдается «прямой» последовательности разделения, то есть последовательности, в которой компоненты выделяется один за другим, начиная с компонента, обладающего наибольшей летучестью (имеющего наименьшую температуру кипения) в отдельных колоннах;
Компонент, содержание которого существенно превышает содержание всех остальных компонентов исходной смеси, должен отбираться первым в общей последовательности выделения компонентов или фракций компонентов;
Процесс разделения наиболее трудноразделимой пары компонентов или наиболее трудноразделимых фракций должен проводиться последним в общей последовательности разделения;
Наиболее «агрессивный» по воздействию на аппаратуру компонент должен выводиться из системы разделения в первую очередь;
Выбирается вариант схемы, в котором отношение количеств верхнего и нижнего продуктов в каждой колонне близко к единице;
Выбирается вариант схемы, в котором разделение осуществляется в порядке уменьшения различий в значениях относительных летучестей разделяемых ключевых компонентов;
Разделяющий агент необходимо выделять непосредственно после аппарата, в который он вводился.
Рассмотренные правила не охватывают все методы и случаи разделения. Они часто противоречат друг другу и отражают некоторые приближенные оценки, применимые, главным образом, к ректификации зеотропных смесей, состоящих из химически и термически стойких веществ.
Синтез технологических схем только на основе указанных эвристических правил не может быть осуществлен достаточно надежно. Некоторые из этих правил все же могут быть использованы в случае выделения отдельных фракций при разделении полиазеотропных смесей или на определенном этапе, когда разделяются уже зеотропные смеси. Такой этап возможен после выделения азеотропообразующих компонентов азеотропной подсистемы, после «удаления» азеотропов и выделения «агрессивных» компонентов, а также химически активных и термически нестойких веществ.
По мере накопления опыта разделения различных смесей список эвристических правил будет, безусловно, дополняться, а сами правила трансформироваться и в ряде случаев расширяться. Вместе с тем наиболее полно и точно можно осуществить синтез технологических схем разделения (TCP) на основе глубокого изучения физико - химических свойств разделяемых смесей и анализа термодинамических закономерностей.
Эвристики часто могут выступать в качестве ограничений на количество вариантов схем и позволяют свести задачу синтеза технологических схем к анализу значительно меньшего числа вариантов. При этом остаются трудности формализации отбора и генерирования эвристик.
В последнее время метод динамического программирования используется достаточно широко при синтезе технологических схем разделения. Идея метода впервые была предложена в работе [11] и в дальнейшем нашла свое развитие в работах [12 — 20]. Метод заключается в том, что оптимальные схемы синтезируют шаг за шагом, начиная с конца схемы. В данном случае технологическая схема рассматривается как многостадийный процесс разделения без обратных массовых и энергетических потоков. На начальном этапе рассматриваются колонны, в которых делятся бинарные смеси, а далее трех-, четырехкомпонентные и т.д., с учетом оптимального варианта на предыдущем этапе.
В каждом случае отыскивается оптимальная по отношению к принятому критерию технологическая схема разделения. Следовательно, принцип динамического программирования заключается в том, что любая часть оптимального пути является оптимальной. Это позволяет отыскать оптимальный путь поэтапно, используя на каждом этапе части этого пути, найденные на предыдущих этапах.
В конечном счете, можно вычислить значения критерия оптимальности для всех схем и выбрать оптимальный вариант. Достоинством данного метода синтеза оптимального варианта технологической схемы разделения многокомпонентных смесей является строгий математический подход и снижение размерности задачи, то есть сокращение расчетов всех возможных колонн при разделении многокомпонентной смеси. Однако учет рециркулируемых потоков существенно усложняет метод динамического программирования.
В связи с этим данный метод широко используется для синтеза технологических схем разделения идеальных и зеотропных смесей и весьма ограниченно для азеотропных.
Является другим методом синтеза оптимальных технологических схем разделения, заключающийся генерировании дерева разделения исходной смеси и выделении на этом дереве методом «поиска глобину» оптимальной схемы разделения [21]. При этом используются соответствующие верхние и нижние оценки критерия оптимальности синтезируемой схемы разделения. Согласно методу ветвей и границ, расчет каждого варианта схемы производится от начала схемы к ее концу. Некоторое сокращение числа рассматриваемых вариантов различных элементов достигается путем отбрасывания «ветвей дерева» разделения, если значения критерия оптимальности для части схемы превосходит значение верхней оценки критерия оптимальности. За значение верхней оценки критерия оптимальности принимается его значение для наилучшей из рассчитанных к данному моменту схем разделения. Недостатком этого метода является то, что одни и те же разделительные элементы, входящие в разные схемы рассчитываются многократно, то есть в каждой схеме. Вместе с тем методом ветвей и границ дает достаточно надежные результаты (так же как и предыдущий метод) в случае разделения зеотропных смесей. Что касается азеотропных смесей, то использование его в предлагаемом виде невозможно.
Идея интегрального метода, который был впервые сформулирован в работе [22], предполагает синтез от некоторой всеобъемлющей глобальной схемы к конкретной оптимальной схеме разделения. Глобальная схема должна включать все возможные варианты. Таким образом, интегрально-гипотетический метод включает в себя два основных этапа:
· синтез гипотетической обобщенной технологической схемы разделения;
· анализ и оптимизация гипотетической обобщенной технологической схемы.
В целом решение задачи синтеза оптимальной схемы разделения с использованием этого метода сводится к решению задачи определения значений коэффициентов структурного разделения потоков и параметров элементов, входящих в исходную гипотетическую схему, которые обеспечивают оптимальное функционирование системы. Таким образом, задача синтеза в данном случае сводится к непрерывной оптимизации. Синтез оптимальных схем с использованием этого метода связан с большим объемом вычислений. В этом случае постоянно приходится сталкиваться с локальным оптимумом, и трудно найти глобальный оптимум, соответствующий оптимальному варианту схемы.
Основы данного метода для разделения одного потока питания на два продуктовых потока изложены в работах [23 - 26]. Метод заключается в том, что для исходной (принятой за основу) схемы разделения генерируются «соседние» схемы разделения с помощью определенных правил. Затем из них выбирается схема, по которой достигается разделение с меньшими затратами. И вновь генерируются «соседние» с выбранной схемой. Процесс прекращают, если найдена схема, характеризующаяся минимальными затратами [27]. Таким образом, общая стратегия эволюционного метода включает следующие этапы:
· синтез какого-либо простейшего исходного варианта схемы;
· определение в соответствии с некоторым коэффициентом эффективности наименее эффективного элемента в исходном варианте;
· исключение этого элемента из схемы;
· модификация данного элемента;
· стыковка модифицированного элемента с оставшейся частью схемы и коррекция схемы;
· определение коэффициента эффективности для вновь полученного варианта схемы.
Указанные этапы итерационно повторяются до тех пор, пока не будет синтезирована оптимальная схема.
Недостатком этого метода является, как было указано ранее, значительная вероятность получения локальных оптимумов.
Информационно-энтропийный подход, разработанный Майковым с сотрудниками [28, 29], можно рассматривать как разновидность эвристического метода, хотя он имеет определенное теоретическое обоснование. Согласно этому методу оптимальная схема разделения сопоставляется с наиболее эффективным процессом получения информации [30]. Следовательно, оптимальной системе соответствует максимум суммы информационных критериев разделительной способности всех разделительных аппаратов. Применение информационно - энтропийного подхода приводит к тем же результатам, что и при использовании эвристического правила дихотомии. Сравнение получаемых этим методом оптимальных вариантов технологических схем с вариантами, являющимися оптимальными по приведенным затратам, показали значительное его расхождение.
Кроме рассмотренных применяется также рекурсивный метод и метод «случайных матриц». В ряде случаев можно использовать сочетание нескольких методов.
3. Продукты разделения
Хлорбензол молучают по следующим реакциям:
Таблица 3.1.1.
«Получение Хлорбензола»
| а) каталитическое хлорирование бензола;
|
С6
Н6
+ С12
—> С6
Н5
С1 + НС1
|
| б) окислительное хлорирование бензола;
|
С6
Н6
+ НС1 + 0,5О2
—> Се
Н5
С1 + Н2
О
|
| в) синтез из анилина через реакцию диазотирования
|
HNO2
N2
CS
H5
NH2
—> C6
H5
N = N+
Cl-
—> C6
H5
C1
HC1
|
| г) Электрохимический синтез.
Бензол хлорируют моноксидом хлора в присутствии кислот.
|
Т=40—60°С
С6
Н6
+ С12
—> С6
Н5
С1 + НС1
Кат: димитилформамид
|
Окислительное хлорирование проводят при 235—245°С в присутствии катализатора, состоящего из хлоридов меди и железа, осажденных на оксиде алюминия. Бензол, хлороводород и кислород в соотношении 10:2:3 направляют в реактора в котором бензол превращается за один проход на 10—15%. Продукт хлорирования состоит из хлорбензола (95—98%) и дихлорбензола 3—5%; соотношение п- и о-изомеров 7:3.Окислительное хлорирование бензола в хлорбензол проводят в кипящем слое катализатора (СuС12
/А12
Оз с удельной поверхностью 250—400 м2
/г) при 190—230 °С с использованием в качестве хлорирующего агента НС1, НС1+С12
.Возможно подвергать окислительному хлорированию контактный газ, выходящий из хлоратора прямого хлорирования бензола, что позволяет повысить единичную мощность одного агрегата. (На 1 т продукта хлорбензола, в качестве отхода, образуется 330 кг хлороводорода, из которого можно получить дополнительно до 0,9 т хлорбензола).
Синтез хлорбензола из анилина промышленного значения не имеет.
Принципиальная технологическая схема процесса хлорирования бензола.
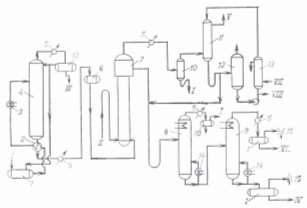
Рис. 3.1.1. Технологическая схема хлорирования бензола:
1 —
емкость; 2, 3
— подогреватели; 4 —
колонна азеотропной осушки;
5 —
конденсатор; 6 —
напорный бачок; 7 — хлоратор; 8, 9
— насадочные колонны;
10 —
сепаратор; 11
— конденсатор смешения; 12
— сборник; 13
— холодильник;
14
— кипятильник; 15
— вакуум.
/ — бензол; // — хлор; III
— вода; IV
—
полихлориды; V
—
НС1; VI
—
хлорбензол; VII
— рассол; VIII
—в аппарат 8
Бензол проходит колонну азеотропной осушки 4,
сверху которой выходит азеотроп (91,2% бензола и 8,8% воды), после конденсации и охлаждения (5) расслаивающийся на бензол и воду в сепараторе 10,
откуда водный бензол направляют на орошение колонны 4,
а другая его часть возвращается на осушку (1),
Снизу колонны 4
уходит осушенный бензол [0,001—0,003% (масс.) воды] и собирается в напорный бачок 6.
Предварительная очистка бензола от сернистых соединений (CS2
, тиофен) и тщательная осушка его обеспечивают повышенную активность катализатора. Осушка хлора до 0,04% влаги достигается пропусканием хлора через серную кислоту. Хлор в реактор подают через газовый затвор, исключающий попадание бензола в линию хлора при возможных прекращениях его подачи.
Таблица 3.1.2.
| Высота затвора ,м
|
11
(от верхнего уровня реакционной массы в реактор).
|
| Катализатор ( в процессе генерируется)
В реакционной массе не более 0,015%.
|
FeCI3
|
| Давление хлора, поступающего в реактор, МПа
|
0,1h*+0,02
(
h
*.
— высота реакционной массы в реакторе, м).
|
| Стальние и керамические кольца ,мм
|
25х25 или 50x50
|
| Температура в хлораторе ,о
С
|
76—83
|
| Унос паров бензола (т/1т НСl)
|
1,4-1,5
|
| Тепло реакции, (кДж/1моль Сl)
|
92,11
|
| Оптимальное время пребывания, с
|
9-10
|
| Соотношение бензол : хлор, (мол.).
|
3,5:1
|
| Производительность реактора ,кг/м3
|
250—300
|
Разработана математическая модель промышленного реактора хлорирования бензола, что позволило оптимизировать процесс.
Реакция развивается по схеме:
С6
Н6
—> С6
Н5
С1 —> С6
Н4
С12
и т. д. (3.1.1.)
Поскольку хлорбензол хлорируется в 8 раз медленнее, чем бензол (за счет дезактивации ароматического кольца под влиянием атома хлора), нет необходимости вводить в реакцию чрезмерный избыток бензола по отношению к хлору.
Для повышения селективности процесса ограничиваются невысокой степенью превращения бензола. Реакционная смесь, выходящая из расширенной части реактора, содержащая 64—65% бензола, 33,5— 34% хлорбензола, 1,5% полихлоридов, немного растворенных НС1 и FeCl3
, вместе с раствором, отбираемым из конденсатора 11,
направляется на разделение в секцию ректификации (8, 9).
Дистилляции предшествует промывка продуктов реакции от FeCl3
и НС1 обработкой в смесителях водным раствором NaOH (20—25 кг на 1 т хлорбензола) и сепарация от водной неорганической фазы (на схеме не показана). Колонны 8
и 9
—насадочные; в первой (8)
отделяют бензол и воду, после чего бензол возвращается на азеотропную осушку (99,5%—бензол, 0,5%—хлорбензол); во второй (9)
выделяют хлорбензол (температура верха 80±2°С при 27 кПа, низа 138—142 °С). Перегонка под вакуумом позволяет уменьшить расход водяного пара в кипятильнике колонны 9.
Товарный продукт содержит не более 0,25% бензола и 0,3—1,1% полихлоридов.
Выделение бензола из газов, покидающих реактор, осуществляют двухступенчатым охлаждением (12, 13).
Вначале газы охлаждают до 30 °С (конденсируется до 90% бензола), а затем при —2 °С (выделяется дополнительно 9% бензола).
Таблица 3.1.3.
| Расход на 1 т хлорбензола.
|
| Бензол
|
0,798 т
|
| Хлор
|
0,715 т
|
| Электроэнергия
|
58 кВт-ч
|
Таблица 3.1.4.
| США
|
ФРГ
|
Япония
|
| Производство хлорбензола, (тыс.тонн)
|
130
|
97
|
34
|
| Мощности, (тыс.тонн)
|
168
|
-
|
-
|
| Общая потребность, (тыс.тонн)
|
100
|
-
|
-
|
| Структура потребления, % :
|
| -растворитель
|
42
|
-
|
-
|
| -переработка в нитрохлорбензол
|
32
|
-
|
-
|
| - в дифенилоксид и фенилфенолы
|
15
|
-
|
--
|
| -другие продукты
|
11
|
-
|
-
|
Гидролизом хлорбензола при 400—420 ºС без давления в присутствии фосфатов кальция и меди получают фенол (по Рашигу):
С6
Н5
С1 + Н2
О —> С6
Н5
ОН + НС1 (3.1.2.)
Формально образующийся НС1 может быть использован повторно для получения хлорбензола окислительным хлорированием бензола.
Недостатки метода — большая энергоемкость процесса, а также необходимость применять специальное коррозионно-устойчивое оборудование. В прошлом метод Рашига преобладал среди промышленных методов получения фенола, например в США. В дальнейшем метод потерял конкурентоспособность в связи с появлением эффективного способа получения фенола из кумола через стадию образования гидропероксида кумола. Переработка хлорбензола в фенол в целом утратила свое значение, и тем более потерял практическую ценность некаталитический щелочной гидролиз хлорбензола (400 °С, давление более 30 МПа) или гидролиз его в присутствии меди, как катализатора:
C6
H5
Cl + 2NaOH —> C6
H5
ONa + NaCl +H2
O (3.1.3.)
При нитровании хлорбензола нагреванием с азотной кислотой образуется смесь о-
и n
-изомеров:
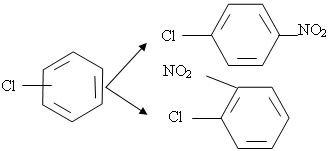
При обработке хлорбензола эквивалентным количеством HNO3
выход о-изомера снижается. Процесс ведут при 60—80 °С и отношении реактантов HNO3
: С6
Н5
С1= (0,2—0,8) : 1 (мол.), концентрация HNO3 95%.
95%.
Хлорнитробензолы восстанавливают в хлоранилины — важнейшие промежуточные соединения для синтеза эффективных пестицидов.
Селективность процесса 96%. Хлоранилины превращают вначале в арилизоцианаты действием фосгена,а образующиеся, арилизоцианаты конденсируют со спиртами и аминами.
В присутствии олеума хлорбензол конденсируется с хлоралем, образуя известный инсектицид дихлордифенилтрихлорме-тилметан (ДДТ). Длительное его использование привело к появлению резистентных штаммов насекомых. Обладая высокой персистентностью в растениях и организмах животных, он способен накапливаться в тканях, в связи с чем частично или полностью запрещен к применению. Его аналоги, не содержащие хлор в бензольном ядре, а также аналоги несимметричного строения не имеют указанных отрицательных свойств и используются в быту и в сельском хозяйстве.
При относительно невысокой температуре (200—250 °С) в присутствии меди (или ее солей) хлорбензол взаимодействует с фенолом, образуя дифенилоксид:
С6
Н5
С1 + С6
Н5
ОН —> (С6
Н5
)2
О + НСl (3.1.4.)
Дифениловый эфир является термостойким теплоносителем.
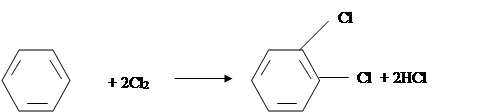 Единственным практически значимым методом получения о-дихлорбензола можно считать прямое хлорирование бензола или хлорбензола Единственным практически значимым методом получения о-дихлорбензола можно считать прямое хлорирование бензола или хлорбензола
(3.2.1.)
Принципиальная схема производства 1,2- и 1,4- дихлорбензолов.
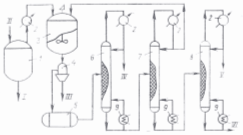
Рис. 3.2.1. Принципиальная схема производства 1,2- и 1,4-дихлорбензолов:
1 —
перегонный куб; 2
— холодильник; 3 —
кристаллизатор;
4 —
центрифуга; 5 —сборник; 6, 7, 8
— ректификационные колонны;
9
— кипятильник.
/ — на сжигание; // — гсолнхлориды; III— 1,4-дихлорбензол;
IV
— в
производство хлорбензола; V
—
1,2-дихлорбензол; VI
— на сжигание
Принципиальная технологическая схема получения 1,2- и 1,4-дихлорбензолов приведена на рис. 3.2.1. Сырьем служат отходы производства хлорбензола.
Состав исходного сырья:
Таблица 3.2.1.
| Состав
|
%
|
| Хлорбензол
|
3—5
|
| 1,4-дихлорбензол
|
55—60
|
| 1,2-дихлорбензол
|
35
|
| Примеси трихлорбензола и смолообразных продуктов
|
-
|
Сырье «осветляют», подвергая отгонке до 130 °С (20 кПа) из стального эмалированного перегонного куба 1.
После конденсации и охлаждения (2)
смесь поступает на кристаллизацию в аппарат 3,
снабженный рубашкой для охлаждения и мешалкой, при температуре 0°С. Цикл кристаллизации составляет 5—6 ч. Выпавшие кристаллы n-дихлорбензола отделяются на центрифуге 4.
Маточный раствор (5% хлорбензола, 35—50% 1,4-дихлорбензола, 52—57% 1,2-дихлорбензола и 3% трихлорбензола) сливается в сборник 5,
откуда подается в секцию ректификации (6
—8).
В колонне 6
выделяют хлорбензольную фракцию (70% хлорбензола, 30% дихлорбензола), которую возвращают в цех получения хлорбензола. В колонне 7 отгоняют под вакуумом основное количество о- и п -дихлорбензолов, направляемых повторно на кристаллизацию (3).
В колонне 8
выделяют под вакуумом о-дихлорбензол (до 95% основного компонента), а остаток (в основном трихлорбензол), объединив с отходами из куба 1, подают на сжигание. В качестве катализатора применяют МnСl2
. Одно из преимуществ процесса жидкофазного хлорирования бензола — невысокая чувствительность к влаге, что снимает необходимость тщательной осушки реагентов. Температура хлорирования 27—74 °С.
Для разделения изомеров дихлорбензолов применяют экстрактивную дистилляцию с участием диолов или замещенных анилинов.
Дихлорбензолы можно получать окислительным хлорированием бензола или хлорбензола при 285—295 °С в присутствии катализатора CuCl2
, LiCl, PbO в соотношении: 1:(0,5—0,7): (0,02 — 0,04) на алюмосиликатном носителе.
Основные показатели о- и п- производних дихлорбензола
Таблица 3.2.2.
| США
|
ФРГ
|
Япония
|
| Производство о –
и n-дихлорбензолов,
тыс. тон
|
56
|
34
|
25
|
| Мощность по о-дихлорбензолу,
тыс. тон
|
36,24
|
-
|
-
|
| Потребность
|
20,4
|
20,3
|
20,5
|
| Области потребления ортодихлорбензола, % :
|
| - органический синтез
|
90
|
-
|
-
|
| - другие цели
|
5
|
-
|
-
|
Таблица 3.2.3.
| Мощность по n-дихлорбензолу , тыс. тон
|
55.89
|
| Потребность п- дихлорбензола на ,тыс. т
|
| -1998
|
33.5
|
| -1999
|
34.9
|
| -2000
|
38.8
|
| . Структура потребления, %:
|
| -специальные дезодоранты
|
34
|
| -1,2,4-трихлорбензол
|
9
|
| -полифениленсульфидиые смолы
|
27
|
Выбор модели, адекватно описывающей фазовое равновесие системы, является важным и необходимым шагом при решении массообменного процесса. На сегодняшний день разработано достаточно большое число методов математического моделирования различных типов парожидкостного равновесия.
В настоящей работе на основании общих рекомендаций по применению были выбраны три группы математических моделей, имеющих различное представление о структуре раствора и межмолекулярных взаимодействиях:
· Модели локальных составов (Wilson, NRTL, UNIQUAC);
· Уравнения состояния (SRK, Peng Robinson);
· Групповая модель (UNIFAC).
Концепция локальных составов позволяет учитывать структуру раствора, свойства чистых веществ и межмолекулярные взаимодействия разных типов (слабые неспецифические и сильные специфические).
Согласно этой теории раствор рассматривается как упорядоченная структура.
Для бинарной смеси можно выделить молекулы двух сортов, при этом молекула одного вида находится в окружении молекул другого вида. Зависимость между концентрациями компонентов внутри такого образования с общей молярной концентрацией компонентов в растворе описывается соотношением, учитывающим вероятность возникновения связей между разноименными молекулами.
4.2. Модель Вильсона
[33-35]
Уравнение Вильсона было первым уравнением, в котором была применена концепция локального состава. Основная идея ее состоит в том, что из-за разницы в межмолекулярных взаимодействиях локальный состав вблизи конкретной молекулы в растворе будет отличаться от состава жидкости. Для бинарной пары два параметра связаны со степенью, в которой каждая молекула влияет на состав своего локального окружения. Выражение для коэффициента активности представлено ниже:
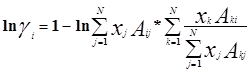 (4.2.1.) (4.2.1.)
где: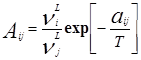 , (a
ij
, °K); (4.2.2.) , (a
ij
, °K); (4.2.2.)
 – мольный объем жидкости компонента i
. – мольный объем жидкости компонента i
.
Параметры aij
представляет энергию взаимодействия между молекулами i
и j
.
Уравнение Вильсона может быть использовано в довольно широком интервале температур, несмотря на то, что его параметры в явном виде не включают температурную зависимость. Эта модель также дает хорошие результаты для смесей, содержащих полярные компоненты.
К недостаткам модели можно отнести то, что уравнение Вильсона не может описывать локальные максимумы или минимумы коэффициента активности, а также не подходит для описания равновесия с частично смешивающимися жидкими фазами.
Уравнение NRTL (non-random two-liquid – неслучайное двужидкостное) было разработано Реноном и Праузницем с целью использовать концепцию локального состава в тех случаях, когда уравнение Вильсона неспособно к предсказанию разделения фаз жидкость – жидкость. Модель NRTL дает хорошие результаты для широкого круга систем, в частности для смесей в высокой степени неидеальных и для частично несмешивающихся систем.
Выражение для коэффициента активности имеет вид:
 (4.3.1.) (4.3.1.)
 , (когда единицей измерения является °K); (4.3.2.) , (когда единицей измерения является °K); (4.3.2.)
 (4.3.3.) (4.3.3.)
Для каждой бинарной пары требуется три параметра ( , ,  , ,  ), которые могут быть расширены включением в них температурной зависимости. ), которые могут быть расширены включением в них температурной зависимости.
4.4. Модель UNIQUAC [38-41]
Уравнение UNIQUAC (universal quasi-chemical – универсальное квазихимическое) было развито Абрамсом и Праусницем на основании статистически-механических положений и решеточной квазихимической модели Гуггенхайма. Каждую молекулу характеризует два параметра: объем  и площадь (поверхность) и площадь (поверхность)  . .
Избыточная энергия Гиббса (и соответственно логарифм коэффициента активности) делится на комбинаторную и остаточную части. Комбинаторная часть зависит только от размеров и форм отдельных молекул, она не содержит бинарных параметров. Остаточная часть, которая учитывает энергетические взаимодействия, имеет два регулируемых бинарных параметра. Выражение для коэффициента активности имеет следующий вид:
 (4.4.1.) (4.4.1.)
 (4.4.2.) (4.4.2.)
 (4.4.3.) (4.4.3.)
 (4.4.4.) (4.4.4.)  (4.4.5.) (4.4.5.)
 (4.4.6.) (4.4.6.)  (4.4.7.) (4.4.7.)
 (4.4.8.) (4.4.8.)  (4.4.9.) (4.4.9.)   (4.4.10.) (4.4.10.)
где  , ,  – объем и площадь Ван-дер-Ваальса молекулы i – объем и площадь Ван-дер-Ваальса молекулы i
С
и R
– комбинаторный и остаточный вклады в коэффициент активности жидкости.
Для каждой бинарной пары необходимы два параметра: Uij
и Uji
, которые используются в вычислениях остаточной части коэффициента активности. По желанию параметры могут быть расширены включением температурной зависимости.
Уравнение UNIQUAC адекватно описывает широкий ряд систем, оно применяется для неэлектролитических смесей, содержащих полярные или неполярные компоненты, также подходит для частично смешивающихся систем.
Уравнения состояния применимы для широкого диапазона температур и давлений. Они могут быть использованы для расчетов всех термодинамических свойств, таких как К-значения, энтальпия, энтропия и плотность. Стандартным состоянием, как для жидкости, так и для пара является идеальный газ, а отклонения от идеального поведения определяются расчетом коэффициентов фугитивности для обеих фаз.
В 1972 г. для улучшения предсказания парового давления чистых компонентов и парожидкостного равновесия многокомпонентных смесей Соав предложил следующую температурную зависимость:
 (4.6.1.) (4.6.1.)
 (4.6.2.) (4.6.2.)
где  – приведенная температура, Т/Тс – приведенная температура, Т/Тс
 – ацентрический фактор – ацентрический фактор
Константы в уравнении (4.6.2.) были получены из преобразования данных по паровому давлению для ограниченного числа обычных углеводородов. Эти пределы использования уравнения состояния СРК ограничены неполярными компонентами.
Уравнение состояния Соав-Редлих-Квонга – это модификация уравнения состояния Редлиха-Квонга (которое основано на уравнении Ван-дер-Ваальса). Соав заменил член  более общей температурной зависимостью а(Т).
Выражение получило следующий вид: более общей температурной зависимостью а(Т).
Выражение получило следующий вид:
 (4.6.3.) (4.6.3.)
где   (4.6.4.) (4.6.4.)
 , ,  – критические температура и давление для i-го компонента – критические температура и давление для i-го компонента
 (4.6.5.) (4.6.5.)
 (4.6.6.) (4.6.6.)  (4.6.7.) (4.6.7.)
 (4.6.8.) (4.6.8.)
 (4.6.9.) (4.6.9.)
 – ацентрический фактор для компонента i – ацентрический фактор для компонента i
 – константа бинарного взаимодействия для компонентов i и j – константа бинарного взаимодействия для компонентов i и j
Введение члена альфа позволило улучшить предсказание парового давления для чистых компонентов. Комбинированная формула для вычисления α(Т) с введенным членом означает улучшение предсказания свойств смеси.
Использование формулировки Соава для предсказания свойств смеси включает в себя два этапа. Во-первых, для каждого из компонентов подбирается ацентрический фактор компонента (wi) таким образом, чтобы точно предсказать давление паров компонента. Во-вторых, из экспериментальных данных для бинарных систем с компонентами i и j, для которых достигается фазовое равновесие, определяется параметр kij.
Уравнение состояния Пенга-Робинсона было опубликовано в 1976 году и является модификацией уравнения Редлиха-Квонга. Во многих отношениях оно похоже на уравнение SRK, но все же он разработано для улучшения предсказания плотности жидкости. Как и в случае уравнения Соава-Редлиха-Квонга, в уравнении Пенга-Робинсона присутствует температурная зависимость а(Т) и выражение имеет следующий вид:
 (4.7.1.) (4.7.1.)
где:  (4.7.2.) (4.7.2.)
 (4.7.3.) (4.7.3.)
 , ,  – критические температура и давление компонента i – критические температура и давление компонента i
 (4.7.4.) (4.7.4.)
 (4.7.5.) (4.7.5.)  (4.7.6.) (4.7.6.)
 (4.7.7.) (4.7.7.)
 (4.7.8.) (4.7.8.)
 – ацентрический фактор для компонента i – ацентрический фактор для компонента i
– константа бинарного взаимодействия для компонентов i и j
Введением члена α было достигнуто улучшение предсказания давления пара чистых компонентов, а добавлением члена   в комбинированную формулу для вычисления а(Т) означало улучшение предсказания свойств смесей. в комбинированную формулу для вычисления а(Т) означало улучшение предсказания свойств смесей.
Использование уравнения Пенга-Робинсона включает в себя два шага, аналогичные предыдущей модели.
Групповые модели основаны на предположении об аддитивности вкладов различных химических групп в термодинамические свойства компонентов и смесей. Наибольшее распространение получила модель UNIFAC. Именно её мы использовали для создания псевдоэкспериментальных данных парожидкостного равновесия. Рассмотрим модель более подробно.
4.8.1. Модель UNIFAC
[44-48]
Метод UNIFAC (universal functional activity coefficient – универсальный функциональный коэффициент активности) был разработан в 1975 году Фреденслундом, Джонсом и Праузницем. Данный метод рассчитывает величины коэффициентов активности на основе концепции группового вклада. Предполагается, что взаимодействия между двумя молекулами являются функцией взаимодействий между группами. Данные межгруппового взаимодействия получаются путем обработки экспериментальных данных для пар компонентов. Число функциональных групп ограничено.
Метод UNIFAC основан на модели UNIQUAC, которая представляет избыточную энергию Гиббса (и логарифм коэффициента активности) как комбинацию двух эффектов. Таким образом, используется уравнение:
 (4.8.1.) (4.8.1.)
Комбинационный член  рассчитывается непосредственно по уравнению UNIQUAC с использованием параметров площади и объема Ван дер Ваальса, рассчитанных по индивидуальным структурным группам : рассчитывается непосредственно по уравнению UNIQUAC с использованием параметров площади и объема Ван дер Ваальса, рассчитанных по индивидуальным структурным группам :
 (4.8.2.) (4.8.2.)
где:
 (4.8.3.) (4.8.3.)
NC
– число компонентов;
NG
– число различных групп в смеси;
z
– согласованное число для пространственной решетки, равное 10;
 – число функциональных групп типа k
в молекуле i
; – число функциональных групп типа k
в молекуле i
;
Rk
– параметр объема для функциональной группы k
;
Qk
– параметр площади для функциональной группы k
;
xi
– мольная доля компонента i
в жидкой фазе.
Параметры группового объема и площади определяются из атомной и молекулярной структуры:
 (4.8.4.) (4.8.4.)
где : Vk
, Ak
= объем и площадь Ван дер Ваальса для группы k
;
Остаточный член  определяется как: определяется как:
 (4.8.5.) (4.8.5.)
где: Гk
= остаточный коэффициент активности группы k
в смеси;
 = остаточный коэффициент активности группы k
в стандартном растворе, содержащем только молекулы, состоящие из групп типа i
. = остаточный коэффициент активности группы k
в стандартном растворе, содержащем только молекулы, состоящие из групп типа i
.
Остаточный коэффициент активности определяется выражением:
 (4.8.6.) (4.8.6.)
где : m
, n
= 1, 2, ..., NG
.
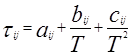
Параметр τmn
определяется как
 (4.8.7.) (4.8.7.)
где : amn
– параметр бинарного взаимодействия для групп m
и n
.
Принимается, что параметр бинарного взаимодействия amn
постоянен и не зависит от температуры.
5. Постановка задачи
Целью данной работы являлась структурная и параметрическая оптимизация технологической схемы разделения смеси бензол-хлорбензол-дихлорбензол для снижения энергозатрат на разделение.
Для достижения поставленной цели необходимо:
• выбрать математическую модель парожидкостного равновесия, адекватно описывающую экспериментальные данные;
• синтезировать схемы разделения;
• произвести расчет ректификации и выбрать решение, обеспечивающее минимальные энергозатраты.
В настоящей работе для математического моделирования схем ректификации использован лицензионный программный комплекс PRO/II with PROVISION компании SIMSCI corp., обеспечивающий моделирование и расчет технологических схем ректификации.
PRO/II - компьютерный комплекс для инженерных расчетов процессов органического синтеза и нефтехимии, технологии полимеров и др. Он объединяет базы данных химических компонентов и расширенных методов расчета термодинамических свойств с гибкими методами расчета аппаратов. Программа обладает вычислительными средствами для выполнения расчетов всех материальных и энергетических балансов необходимых для моделирования большинства статических процессов. Экспертные системы, расширенная обработка входных данных и проверка ошибок обеспечивают его высокую эффективность и надежность.
Все алгоритмы ректификации в программе PRO/П представляют собой строгие модели равновесных ступеней контакта. В каждой модели решаются тепловой и материальный балансы и уравнения равновесия жидкость - пар.
Программа PRO/II предлагает четыре различных алгоритма моделирования ректификационных колонн:
алгоритм Inside/Out (I/O),
алгоритм Sure,
алгоритм Chemdist и
алгоритм ELDIST.
Алгоритм I/O может быть использован для решения большинства задач нефтепереработки и обладает высоким быстродействием. В настоящей работе расчет колонн ректификации проводился по этому алгоритму.
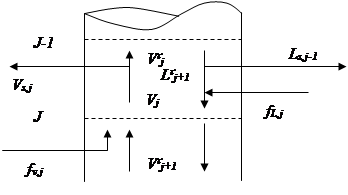
Алгоритм подразделяется на внешний и внутренний циклы. Во внутреннем цикле решаются тепловой и материальный балансы и обеспечиваются заданные требования. Во внутреннем цикле используются методы, основанные на расчете коэффициентов активности на основе концепции группового вклада.На рис. 6.2.1. показана схематическая диаграмма простой ступени контакта.
Рис. 6.2.1.. Схема простой ступени контакта алгоритма I/O.
  Тепловой баланс для ступени контакта j выглядит следующим образом: Тепловой баланс для ступени контакта j выглядит следующим образом:
(6.2.1)
где: V
—
расход пара, покидающего ступень контакта;
где: V
—
расход пара, покидающего ступень контакта;
L
-
расход жидкости, покидающей ступень контакта;
Ls
—
жидкостной боковой погон;
Vs
- паровой боковой погон;
Материальный баланс по компоненту для данной ступени контакта через расходы жидкости и паров при следующей зависимости для равновесных составов обеих фаз:
где К
представляет собой соотношение равновесной фугитивности пар - жидкость, может быть записан как:
(6.2.2.)
где: - расход жидкого компонента;
v
- расход парового компонента;
f
- расход компонента сырья.
В качестве побочных продуктов при синтезе хлорбензола получаются дихлорбензолы и трихлорбензолы. Общее содержание побочных продуктов в потоке приблизительно равно 1,5% масс. Так как в этой работе не ставилась задача получения всех побочных продуктов в качестве отдельных продуктовых потоков в рассматриваемой нами смеси все побочные продукты были заменены на самый легкокипящий из них – метадихлорбензол. Далее смесь продуктов синтеза хлорбензола будет рассматриваться как трёхкомпонентная зеотропная смесь: бензол - хлорбензол - метадихлорбензол. В качестве технических требований к готовым продуктам приняты требования по ГОСТ 646-73 для хлорбензола и по ОСТ 6-01-392-74 для дихлорбензола. Качество продуктов в мольных долях соответствующее стандартам приведено в таблице 6.3.1. Составы потоков в мольных долях.
Таблица 6.3.1.
| Компоненты
|
Поток питания
|
Бензол
|
Хлорбензол
|
Дихлорбензол
|
| Бензол
|
0,7258
|
0,9965
|
0,0015
|
0,0
|
| Хлорбензол
|
0,2652
|
0,0035
|
0,9985
|
0,026
|
| Метадихлорбензол
|
0,009
|
0,0
|
0,0
|
0,974
|
Индивидуальные свойства компонентов представлены в таблице 6.3.2.
Физико-химические свойства чистых компонентов
Таблица 6.3.2.
| |
Ткип, ◦
С
|
Плотность, кг/м3
|
Молекулярная масса, г/моль
|
| Бензол
|
80,09
|
883,92
|
78,11
|
| Хлорбензол
|
131,68
|
387,0
|
112.56
|
| М-Дихлорбензол
|
172,81
|
1288,1
|
147,004
|
Коэффициенты уравнения Антуана.
Таблица 6.3.3.
| |
А
|
В
|
С
|
| Бензол
|
15,9008
|
2788,51
|
-52,36
|
| Хлорбензол
|
16,0676
|
3295,12
|
-55,6
|
| М-Дихлорбензол
|
16,8173
|
4104,12
|
-43,15
|
Самый легколетучий компонент в исследуемой смеси - бензол, который является родоначальником углеводородов ароматического ряда. Химические свойства пределяются наличием в молекуле стабильной замкнутой системы  -электронов. Для бензола характерна устойчивость к действию высоких температур и окислителей. Лишь выше 650 0
С он частично превращается в дифенил, выше 750 0
С разлагается на углерод и водород -электронов. Для бензола характерна устойчивость к действию высоких температур и окислителей. Лишь выше 650 0
С он частично превращается в дифенил, выше 750 0
С разлагается на углерод и водород
Основное области применения бензола ( более 80 %) – производство этилбензола, кумола, циклогексана. Остальное количество бензола –для получения анилина, малеинового ангидрида, как компонент моторного топлива для повышения октанового числа , как растворители и экстрагент в производстве лаков, красок ,ПАВ и др.
Хлорбензол- бесцветная жидкость с характерным запахом. Хорошо растворим в органических растворителях, растворимость в воде 0,049% по массе (30 0
С), образует азеотропную смесь с водой.
Дихлорбензол растворим а этаноле и диэтиловом эфире. П-дихлорбензол так же растворим в бензоле, хлороформе и хлоре. При хлорировании в присутствии FeCl3
дихлорбензол превращается в 1,2,4-трихлорбензол (из орто-дихлорбензола образуется также небольшое количество 1,2,3-трихлорбензола).Дальнейшее хлорирование дает Петро-, пента и гексахлорбензолы
В промышленности о-дихлорбензол и п-дихлорбензол выделяют из смеси полихлоридов бензолов, образующихся как побочные продукты в производстве хлорбензола. После отгонки основного количества хлорбензола темную жидкость, содержащую 3-4 % хлорбензола 55-60 % п-дихлорбензола, 35-38 % о-дихлорбензола, примеси трихлорбензолов и смолообразных веществ; осветляют дистилляцией (130 0
С,20 кПа),подвергают кристаллизации(0-5 0
С) и центрифугированием отделяют п-дихлорбензол.
Систематическое исследование процессов ректификации требует выбора адекватной модели парожидкостного равновесия. В настоящей работе расчетный эксперимент поставлен на примере разделения многокомпонентной модельной смеси бензол - хлорбензол - метадихлорбензол.
Выбор модели описания парожидкостного взаимодействия для смесей бензол-хлорбензол производился на основании сопоставления экспериментальных и расчетных данных. Расчет парожидкостного равновесия проведен с использованием программного комплекса PRO/IL и её базы данных. На основании имеющегося опыта практического использования и общих рекомендаций по применению выбрано несколько моделей ПЖР, реализованных в программном комплексе:
I - NRTL, II - модель SRK, III – Wilson, IV – UNIQUAC, V – UNIFAC.
 В качестве критерия сравнения для статистической обработки результатов было выбрано среднее относительное отклонение описания паровой фазы, δ. В качестве критерия сравнения для статистической обработки результатов было выбрано среднее относительное отклонение описания паровой фазы, δ.
(6.4.1.)
где N- количество экспериментальных точек фазового равновесия.
Экспериментальные данные по парожидкостному равновесию пары бензол – хлорбензол.
Таблица 6.4.1
| X мол.дол.
|
Y мол.дол.
|
t, °С
|
P, мм.рт.ст.
|
| 5.3
|
17.4
|
126.4
|
760
|
| 10.4
|
31.1
|
121.8
|
| 19.2
|
48.0
|
115.1
|
| 29.5
|
62.8
|
108.2
|
| 29.6
|
62.9
|
108.2
|
| 39.9
|
73.1
|
102.7
|
| 51.4
|
81.6
|
97.1
|
| 59.1
|
86.0
|
93.9
|
| 68.4
|
90.4
|
90.3
|
| 70.3
|
91.2
|
89.5
|
| 78.6
|
94.2
|
86.7
|
| 80.4
|
95.0
|
86.1
|
| 88.4
|
97.1
|
83.5
|
Результаты моделирования парожидкостного равновесия
Таблица 6.4.2.
| Смесь
|
δ,%
|
| NRTL
|
UNIQUAC
|
Wilson
|
SRK
|
UNIFAC
|
| Бензол - хлорбензол
|
2,21
|
0,665
|
0,649
|
1,48
|
0,627
|
Судя по среднему относительному отклонению от экспериментальных данных по парожидкостному равновесию, как видно в таблице 6.4.2., наиболее адекватно равновесие бинарной пары бензол-хлорбензол описывает модель UNIFAC
.
Данные для пар содержащих метадихлобензол в базе данных PROII есть только для модели UNIFAC
, поэтому для дальнейших расчётов была принята модель UNIFAC
.
6.5. Синтез схем ректификации для разделения смеси бензол-хлорбензол-м-дихлордензол
Для разделения трехкомпонентной зеотропной смеси нами было предложено четыре технологические схемы (рис. 6.5.1. - 6.5.2.). Две из них являются последовательностью из простых двухсекционных колонн, две другие - являются комплексами из сложных колонн с боковыми секциями. В ряде случаев применение сложных колонн оправдано за счет приближения к термодинамической обратимости за счет структурных особенностей. Кроме того, такие схемы требуют меньшее число кипятильников и дефлегматоров, что может привести к значительному снижению энергозатрат на разделение. Но следует помнить, что такие технологические схемы целесообразно применять при невысокой четкости разделения и содержании среднекипящего компонента более 20%.
Рассмотрим предложенные схемы более подробно.
Схема 1 представляет собой последовательность простых двухсекционных колонн, работающих в режиме первого заданного разделения (рис. 6.5.1.а, в). Согласно этой схеме в качестве дистиллата колонны 1 выделяют практически чистый бензол, а кубовый продукт колонны 1 поступает на дальнейшее разделение. В колонне 2 происходит разделение хлорбензола и метадихлорбензола.
Технологическая схема 2 представлена на рис. 6.5.2. а, в. Первая колонна схемы 2 работает в режиме второго заданного разделения, что позволяет выделить в качестве кубового продукта тяжелокипящий метадихлорбензол. Дистиллат колонны 1 направляют на дальнейшее разделение на бензол и хлорбензол в колонну 2.
Используя широко развитые методы синтеза схем, основанные на теории графов [5, 6, 7, 8], нами синтезированы технологические схемы разделения трехкомпонентной смеси бензол - хлорбензол – метадихлорбензол, содержащие сложные колонны (рис.6.5.1. б, г, 6.5.2. б, г). Схемами-прообразами являются описанные схемы 1 и 2. Для трансформации схем 1 и 2 представим их в виде графов (рис. 6.5.1. в, г, 6.5.2. в, г). Структуры 3 и 4 получают путем стягивания по ориентированному ребру, эксплицирующему потоки между колоннами. Полученные схемы-образы являются структурами с частично (рис. 6.5.1.б,г, 6.5.2.б,г) связанными тепловыми и материальными потоками.
Синтезированная схема 3 (рис. 6.5.1. б) представляет собой сложную колонну с боковой укрепляющей секцией. Схема содержит два дефлегматора и один кипятильник. Схема 4 (рис. 6.5.2. б), напротив, отличается наличием двух кипятильников и одного дефлегматора, представляя тем самым сложную колонну со стриппинг-секцией.
Таким образом, нами предложено четыре схемы разделения, представленные на рис.6.5.3.(схема1, схема2) и рис. 6.5.4. ( схема3, схема4).
6.6. Разделение смеси по схемам из простых и сложных колонн
Итак, нами было предложено четыре схемы ректификации.
Сравнение энергопотребления схем проводили по критерию минимальных энергозатрат, которые вычисляли как сумму тепловых нагрузок на кипятильники колонн. Все аппараты технологической схемы работают при давлении 1 кг/см2
.
Все расчеты проводили на 200 КМоль/час исходной смеси с помощью программного комплекса PRO П.
В ходе расчетов для каждой технологической схемы нами были определены оптимальные положения тарелок питания, обеспечивающих минимальное энергопотребление в кубах колонн. Тарелка питания выбиралась с учётом того, чтобы состав потока питания был максимально близок к составу жидкости на тарелке. Для определения оптимальной тарелки питания в каждой колонне потребовалось проведение серии расчетов. В проектном варианте расчета в каждой колонне варьировали тарелку питания по высоте аппарата и сравнивали значения флегмового числа и тепловых нагрузок.
При увеличении числа тарелок в колонне энергозатраты в кубе колонны снижаются. Число тарелок N увеличивали до тех пор пока изменение энергозатрат ∆Q, рассчитанное по формуле (6.6.1.) не снижалось менее 1%
 (6.6.1.) (6.6.1.)
При снижении ∆Q менее 1% принималось окончательное число тарелок N.
Результаты расчётов по схемам 1-4 представлены в таблице 6.6.2.
Схемы №2 и №4 по характеристикам продуктового потока хлорбензола отличаются от схем №1и№3. Составы потока хлорбензола приведены в таблице 6.6.1. Согласно данным приведённым в таблице 6.6.1. схемы №2 и №4 несопоставимы со схемами №1 и №3 по двум причинам:
1. Согласно требованиям на товарный хлорбензол содержание дихлорбензола недопустимо. Хлорбензол полученный по схемам №2 и №4 содержит дихлорбензол что несоответствует требованиям стандартов.
2. Составы примесей в потоках хлорбензола для схем №1 и №3 не соответствуют составам примесей в потоках хлорбензола для схем №2 и №4, поэтому нельзя сопоставлять энергозатраты в схемах №1 и №3 с энергозатратами в схемах №2 и №4.
По приведённым выше причинам схемы №2 и №4 не рассматриваются как приемлемые для получения товарного хлорбензола.
Таблица 6.6.1.
| Состав потока хлорбензола (мольные доли)
|
Схема №1
|
Схема №2
|
Схема №3
|
Схема №4
|
| Бензол
|
0,0015
|
0,0015
|
0,0
|
0,0
|
| Хлорбензол
|
0,9985
|
0,9985
|
0,9985
|
0,9985
|
| Дихлорбензол
|
0,0
|
0,0015
|
0,0
|
0,0015
|
Сравнительные данные по энергозатратам в схемах 1-4.
Таблица 6.6.2.
| Схема 1
|
Схема 2
|
Схема 3
|
| Количество тарелок
|
Колонна 1
|
Колонна 2
|
Колонна 1
|
Колонна 2
|
Колонна
|
Боковая секция
|
| 20
|
23
|
23
|
18
|
28
|
15
|
| Энергозататы по колоннам ГДж/ч
|
6,7756
|
3,4531
|
8,6961
|
6,6957
|
9,9694
|
-
|
| Энергозатраты по схемам ГДЖ/ч
|
10,0379
|
15,3918
|
9,9624
|
В результате проделанной работы решена задача разделения промышленной смеси продуктов синтеза хлорбензола. В качестве модели наиболее адекватно описывающей парожидкостное равновесие смеси была выбрана модель UNIFAC. Были синтезированы две схемы, состоящие из двух простых двухсекционных колонн, работающих по первому заданному разделению и по второму заданному разделению. Эти схемы были оптимизированы по положению тарелки питания. На основе схем из простых двухсекционных колонн по методу графов получены две схемы из сложных колонн с боковыми секциями. Схемы из сложных колонн с боковыми секциями были оптимизированы по положению тарелки питания, положению и количеству бокового отбора. Согласно полученным результатам схема, из простых колонн работающая по второму заданному разделению, а также сложная колонна, полученная, на её основе не производят хлорбензол качества требуемого стандартами. Схема из простых колонн работающая по второму заданному разделению, а также сложная колонна полученная на её основе признаны неприемлемыми для получения товарного хлорбензола. Наиболее экономичной для разделения промышленной смеси продуктов синтеза хлорбензола является сложная колонна, с боковой секцией полученная на основе схемы из простых двухсекционных колонн, работающих по первому заданному разделению.
1. Львов СВ. Некоторые вопросы ректификации бинарных и многокомпонентных смесей. М.: Изд. АН СССР, 1960,163с.
2. Тимофеев B.C., Серафимов Л.А. Принципы технологии основного органического и нефтехимического синтеза. М: Изд. Химия, 1992,431с.
3. Петлюк Ф.Б., Серафимов Л.А. Многокомпонентная ректификация : теория и расчет. М.: Химия, 1983, 303с.
4. Петлюк Ф.Б., Исаев Б.А. Расчетное исследование различных схем установок газофракционирования. Нефтепереработка и нефтехимия, 1978, №1, с.22.
5. Береговых В.В., Корабельников В.В., Серафимов Л.А. Выбор оптимальной технологической схемы ректификации тройных зеотропных смесей. Хим.-фарм. журн.,1984, №3,с.350-355.
6. Береговых В.В., Корабельников В.В., Серафимов Л.А. Стратегия синтеза и анализа технологических схем ректификации. Хим.-фарм. журн., 1985, №3, с.202 - 207.
7. Underwood A. Fractional distillation of multicomponent mixtures // Chem. Eng. Progr.,1948, v.44, №8, p. 598 -613.
8. Исаев Б.А. « Разработка методов синтеза и исследование оптимальных технологических схем ректификации многокомпонентных смесей», дисс. На соискание степени к.т.н., МИТХТ, М.,1988.
9. Tedder D.W., Rudd D.F., Parametric Studies in Industrial Distillation, Part I. Design Comparisons, AIChE J., v.24, p. 303 (1978).
10. Friedler F., Tarjan K., Huang Y.W., Fan L.T. Graph - theoretic Approach to Process Synthesis :Axioms and Theoremes // Chem. Eng. Sci. 1992.,v.47, №8, p. 1973.
11. Беллман Р. Динамическое программирование. - M.: Изд-во иностр. лит., 1960. - 400с.
12. Кафаров В.В., Мешалкин В.П., Перов В.Л. Математические основы
автоматизированного проектирования химических производств. - М.: Химия, 1979. -320с.
13. Rathore R.N.S., VanWormer K.A., Powers G.I. Synthesis Distillation Systems with Energy Integration. // AIChE J.- 1974, v.20, №5, p.940-950.
14. Rathore R.N.S., VanWormer K.A., Powers G.I. Synthesis Strategies for Multicomponent Separation Systems with Energy Integration. // AIChE J. - 1974, v.20, №3, p.491-502
15. Косунов А.О. Синтез систем ректификации многокомпонентных смесей: Автореф. дисс.канд. техн. наук. // М.: МХТИ. - 1976,17с.
15. Кафаров В.В., Петлюк Ф.Б., Гройсман С.А., Телков Ю.К., Белов М.В. Синтез оптимальных схем ректификации многокомпонентных смесей методом динамического программирования. // ТОХТ. - 1975, т.9, №2, с.262-269.
16. Кафаров В.В., Бояринов А.И., Новиков А.И., Косунов А.О. Стратегия синтеза сложных схем ректификации многокомпонентных смесей. Автоматизация химических производств. // НИИТЭХИМ. - 1975, вып.6, с.36-41.
17. Кафаров В.В., Бояринов А.И., Ветохин В.Н., Новиков А.И., ЩипинЮ.К.,Гартман Т.Н. Системный анализ процессов разделения.// Доклады I Всесоюзной конференции по математическому моделированию сложных химико-технологических систем. - Ереван, 1975, с.99-105.
18. Косунов А.О., Кафаров В.В., Бояринов А.И., Новиков А.И. Синтез сложных схемразделения многокомпонентных смесей. // Труды МХТИ. -1975, вып.88, с.33-41.
19. Гройсман С.А. Анализ и синтез технологических схем разделения смесей углеводородов в промышленности основного органического синтеза: Автореф. дис. канд. техн. наук. // М: МИТХТ. - 1977,24с.
20. Westberg A.W., Stephanopoulos G., Studies in Process synthesis - I. Branch and BoundStrategy with list Techniques for the Synthesis of Separation Schemes, Chem. Eng. Sci., 30, 963,1975.
21. Umeda Т., Hirai A., Inchikawa A. - Chem. Eng. Sci., 1972, v.27, p. 795 - 804.
22. King C.J, Gantz D.W., Barner F.J. Systematic Evolutionary Process Synthesis. // Ind. and Eng. Process Des. and Develop. -1972, v.l 1, №2, p.271-283.
23. Stephanopoulus G., Westerberg A.W. Studies of Process Synthesis. // Chem. Engng. Sci. 1976, v.31,№3, p. 195-204.
24. Seader Y.D., Westerberg A.W. Combined Heuristic and Evolutionary Strategy for Synthesis of Simple Separation Sequences. // AIChE J. - 1977, v.23, №6, p.951-954.
25. Machalec V., Motard R, Bauman E. Evolutionary search for optimal process flowsheet. //Сотр. and Chem. Eng. ~ 1978, v.l, №2, p.149-160.
26. King C.J., Gantz D.W., Barner F.J., Ind. and Eng. Process Des and Develop, 1972, v.l 1, №2, p.271-283.
27. Майков В.П., Вилков Г.Г., Гальцов А.В. Термоэкономическое оптимальное проектирование многоколонных ректификационных установок. // Хим. и технол. топлив и масел. - 1971, №6, с.19-26.
28. Майков В.П. Системно-структурное исследование оптимальных тепло и массообменных аппаратов и установок: Автореф. дисс. доктора техн. наук. // М.: МИХМ. -1972, 32с.
29. Майков В.П. Докт. дисс, М., МИХМ, 1972.
30. Chem, Market. Rep. 1984. V:226, № 13. Р. 3, 26, 74.
31. Sacharjan S.//Chem. Techn. 1979. V. 31,№5. P. 229-231.
32. Holmes, M. H. and van Winkle, M., 1970, Wilson Equation Used to Predict Vapor Compositions, Ind. Eng. Chem., 62(1), 2231.
33. Orye R. V. and Prausnitz, J. M., 1965, Multicomponent Equilibria with the Wilson Equation, Ind. Eng.Chem., 57(5), 1826.
34. Wilson G. M., 1964, VaporLiquid Equilibrium XI. A New Expression for the Excess Free Energy of Mixing, J. Amer. Chem. Soc., 86, 127.
35. Renon H. and Prausnitz J. M., 1968, Local Composition in Thermodynamic Excess Functions for Liquid Mixtures, AIChE J., 14, 135144.
36. Harris R. E., 1972, Chem. Eng. Prog., 68(10), 57.
37. Abrams D. S. and Prausnitz J. M., 1975, Statistical Thermodynamics of Mixtures: A New Expression for the Excess Gibbs Free Energy of Partly or Completely Miscible Systems, AIChE J., 21, 116-128.
38. Anderson T. F. and Prausnitz J. M., 1978, Application of the UNIQUAC Equation to Calculation of Multicomponent Phase Equilibria. 1. VaporLiquid Equilibria, Ind. Eng. Chem. Proc. Des. Dev., 17, 552-561.
39. Anderson T. F. and Prausnitz J. M., 1978, Application of the UNIQUAC Equation to Calculation of Multicomponent Phase Equilibria. 2. LiquidLiquid Equilibria, Ind. Eng. Chem. Proc. Des. Dev., 17, 561-567.
40. Maurer G. and Prausnitz J. M., 1978, On the Derivation and Extension of the UNIQUAC Equation, Fluid Phase Equilibria, 2, 91-99
41. Abbott M. M., 1973, Cubic Equations of State, AIChE J., 19(3), 596-601.
42. Peng D. Y., and Robinson D. B., 1976, A New Two-constant Equation of State for Fluids and Fluid Mixtures, Ind. Eng. Chem. Fundam., 15, 58-64.
43. Derr E.L., and Deal, C.H., 1969, Inst. Chem. Eng. Symp. Ser., 32(3), 40.
44. Fredenslund Aa., Jones, R.L, and Prausnitz J.M., 1975, Group Contribution Estimation of Activity Coefficients in Nonideal Liquid Mixtures, AIChE J., 27, 1086-1099.
45. Skjold-Jørgensen S., Kolbe B., Groehling J., and Rasmussen, P., 1979, VaporLiquid Equilibria by UNIFAC Group Contribution. Revision and Extension, Ind. Eng. Chem. Proc. Des. Dev., 18(4), 714-722.
46. Gmehling J., Rasmussen P., and Fredenslund Aa., 1983, Vapor-Liquid Equilibria by UNIFAC Group Contribution. Revision and Extension, Ind. Eng. Chem. Proc. Des. Dev., 22(10), 676-678.
47. Hansen H.K, Rasmussen P, Fredenslund Aa., Schiller M., and Gmehling, J., 1991, VaporLiquid Equilibria by UNIFAC Group Contribution. 5. Revision and Extension, Ind. Eng. Chem. Res., 30(10), 2352-2355.
|