Курсова робота
на тему:
Розробка технологічного процесу виготовлення деталі «Кришка підшипника»
Зміст
Вступ
Розділ1. Вихідна інформація
1.1 Службове призначення й технологічна характеристика деталі
1.2 Визначення типу виробництва
Розділ 2. Аналіз вихідних даних
2.1 Аналіз робочого креслення деталі
Розділ 3. Розробка технологічного процесу обробки деталі
3.1 Вибір вихідної заготівлі
3.2 Вибір технологічних баз
3.3 Вибір методів обробки поверхонь
3.4 Складання технологічного маршруту обробки
3.5 Вибір засобів технологічного оснащення
Розділ 4. Технологічні розрахунки
4.1 Розрахунок припусків
4.2 Розрахунок режимів різання
4.3 Розрахунок технічних норм часу
Висновок
Список літератури
Вступ
Особливістю науки технології машинобудування в нашій країні є те, що ця наука опирається на роботи, які ведуться не тільки в науково-дослідних, проектно-технологічних і навчальних інститутах, але й у численних заводських технологічних лабораторіях і цехах. Поряд із ученими вносять свій внесок у розвиток науки й техніки робітники виробництв. При роботі металорізальних верстатах вони застосовують високі режими різання, створюють інструменти й пристосування власних конструкцій, беруть участь у розробці раціональних технологічних процесів, що сприяють підвищенню продуктивності праці.
Для досягнення високого рівня виробництва й продуктивності праці необхідно безупинно забезпечувати всіляке підвищення темпів технічного прогресу, прискорювати впровадження досягнень науки й техніки в усі галузі народного господарства.
Технічний прогрес усього народного господарства залежить від рівня розвитку машинобудівної промисловості.
У процесі вивчення механічної обробки деталей виникає безліч питань, пов'язаних з необхідністю виконання заданих технологічних вимог, з експлуатацією складного встаткування, що ріже й вимірювального інструмента, оснащення й ін.
Метою курсової роботи є розробка технологічного процесу виготовлення деталі "Кришка підшипника".
Для цього необхідно вирішити наступні завдання:
вивчення технології механічної обробки;
застосування набутих знань при проектуванні технологічного процесу.
Розділ 1.
Вихідна інформація
1.1
Службове призначення й технологічна характеристика деталі
Кришка підшипника - це деталь тіла обертання. Конструкція деталі являє собою взаємне перетинання циліндричних і конічних поверхонь, так само є отвір, розташований під кутом до осі обертання деталі. На цьому отворі робиться конічне трубне різьблення.
Є шість отворі діаметром 7 мм, які призначені для кріплення кришки до корпуса редуктора. Центрування деталі відбувається по циліндричній поверхні діаметром 100 мм і торцевий.
Звідси можна сказати, що кришка виконує роль опори при обертанні інших деталей у складальному вузлі.
Матеріал заготівлі - сірий чавун СЧ 20 ДЕРЖСТАНДАРТ 1412-85
Реклама

Чавун сірий - сплав заліза с графітом, який є присутнім у вигляді пластинчастого або волокнистого графіту.
Сірий чавун характеризується високими ливарними властивостями (низька температура кристалізації, плинність у рідкому стані, мала усадка) і служить основним матеріалом для лиття. Він широко застосовується в машинобудуванні для виливка станин верстатів і механізмів, поршнів, циліндрів. Крім вуглецю, сірий чавун завжди містить у собі інші елементи. Найважливіші з них це кремній і марганець. У більшості марок сірого чавуну зміст вуглецю лежить у межах 2,4-3,8%, кремнію 1-4% і марганцю до 1,4%. Ціна за тонну СЧ становить від 6000 до 15000 рублів залежно від регіону. Замінники: СЧ 25, СЧ 30, СЧ 35.
1.2
Визначення типу виробництва
Визначаємо тип виробництва, залежно від габаритів, маси (ваги) і розміру річної програми випуску виробів, із цих даних необхідно встановити тип виробництва:
Одиничне - визначається випуском деталей (продукції) у малій кількості.
Серійне - виробництво характеризується обмеженим випуском продукції, але більшими серіями. Серійне виробництво підрозділяється на крупносерійне й дрібносерійне.
Крупносерійне - відносно постійний випуск продукції більшими серіями, або виготовленням виробів, виробництво яких часто повторюється. По характері ближче інших до масового. При виборі технологічного встаткування спеціального й спеціалізованого, дорогого пристосування або допоміжного пристосування й інструмента необхідно робити розрахунок витрат і строків окупності, а також очікуваний економічний ефект від використання встаткування й технологічного оснащення.
Дрібносерійне - широка номенклатура, великий розмір серії, рідка періодичність випуску. По характері близько до одиничного.
Масове - характеризується випуском однієї й тієї ж продукції як правило тривалий час (роками).
Відповідно до маси деталі 0,4 кг, і річній програмі 5000 шт. у рік, тип виробництва – середньо серійне.
Таблиця 3
Визначення типу виробництва
Маса деталі,
кг.
|
Тип виробництва |
| Одиничне |
Дрібно
серійне
|
Середньо-Серійне |
Крупно
серійне
|
Масове |
| < 1,0 |
< 10 |
10 - 2000 |
1500 - 100000 |
75000 - 200000 |
200000 |
| 1,0 - 2,5 |
< 10 |
10 - 1000 |
1000 - 5000 |
50000 - 100000 |
100000 |
| 2,5 - 5,0 |
< 10 |
10 - 500 |
500 - 35000 |
35000 - 75000 |
75000 |
| 5,0 - 10 |
< 10 |
10 - 300 |
300 - 25000 |
25000 - 50000 |
50000 |
| > 10 |
< 10 |
10 - 200 |
200 - 10000 |
10000 - 25000 |
25000 |
Відповідно до таблиці 3 тип виробництва середньо серійний.
Серійне виробництво характеризується виготовленням обмеженої номенклатури деталей партіями, що повторюються через певні проміжки часу. Це дозволяє використовувати поряд з універсальним спеціальне устаткування. При проектуванні технологічних процесів передбачають порядок виконання й оснащення кожної операції.
Для організації серійного виробництва характерні наступні риси. Цехи, як правило, мають у своїй сполуці предметно-предметно-замкнуті ділянки, устаткування на які розставляється по ходу типового технологічного процесу. У результаті виникають порівняно прості зв'язки між робітниками місцями й створюються передумови для організації прямоточного переміщення деталей у процесі їхнього виготовлення.
Реклама

Предметна спеціалізація ділянок робить доцільної обробку партії деталей паралельно на декількох верстатах, що виконують наступні один за одним операції. Як тільки на попередній операції закінчується обробка декількох перших деталей, вони передаються на наступну операцію до закінчення обробки всієї партії. Таким чином, в умовах серійного виробництва стає можливої паралельно-послідовна організація виробничого процесу. Це його відмінна риса.
Застосування тієї або іншої форми організації в умовах серійного виробництва залежить від трудомісткості й об'єму випуску закріплених за ділянкою виробів. Так, великі, трудомісткі деталі, виготовлені у великій кількості й мають подібний технологічний процес, закріплюють за одною ділянкою з організацією на ньому перемінно-потокового виробництва. Деталі середніх розмірів, багатоопераційні й менш трудомісткі поєднують у партії. Якщо запуск їх у виробництво регулярно повторюється, організуються ділянки групової обробки. Дрібні деталі, наприклад нормалізовані шпильки, болти, закріплюють за одною спеціалізованою ділянкою. У цьому випадку можлива організація прямоточного виробництва.
Для підприємств серійного виробництва характерні значно менші, чим в одиничному, трудомісткість і собівартість виготовлення виробів. У серійному виробництві, у порівнянні з одиничним, вироби обробляються з меншими перервами, що знижує об'єми незавершеного виробництва.
З погляду організації основним резервом росту продуктивності праці в серійному виробництві є впровадження методів потокового виробництва.
Кількість деталей у партії (n, шт) для одночасного запуску визначається спрощеним способом по формулі:
n =  , ,
де N - річна програма випуску;
а - періодичність запуску в днях (рекомендується наступна періодичність запуску деталей: 3,6, 12,24 дні)
254 - кількість робочих днів у році.
Розрахунок:
n = 
Розмір партії може бути скоректований з урахуванням зручності планування й організації виробництва. Із цією метою розмір партії приймають не менш змінного вироблення.
Розділ 2. Аналіз вихідних даних
2.1
Аналіз робочого креслення деталі
"Кришка підшипника" є тілом обертання, при експлуатації дана деталь випробовує постійні навантаження, деталь також випробовує коливальні навантаження (вібрація).
Габаритні розміри деталі –145 мм, довжина 42 мм
Всі фаски підріжуться під кутом 450
.
Деталі після виливки піддають обжигу, для зняття внутрішнім напруженні й вирівняти структуру металу.
Основні технологічні завдання включають вимоги по забезпеченню:
точності розмірів (циліндрична поверхня O60Н7, O100h6);
паралельність торцевих поверхонь 0,01 мм;
якості поверхневого шару (шорсткість циліндричної поверхні Ra = 1,6 напівтемного, внутрішнього діаметра Rа = 1,6 напівтемних, отвору Ra=6,3; для інших Rа = 6,3...10 напівтемних).
Технологічний процес обробки даної деталі будується на основі типового технологічного процесу обробки деталі "Кришка"
Основні етапи обробки
чорнова обробка поверхонь;
чистова обробка поверхонь
оздоблювальні операції.
Деталь технологічна, має невеликі габаритні розміри. Співвідношення розмірів деталі оптимально для застосування найбільш раціональних і економічно вигідних методів обробки.
Розділ
3. Розробка технологічного процесу обробки деталі
3.1
Вибір вихідної заготівлі
Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні.
Промислове застосування цього методу забезпечує одержання з будь-яких ливарних сплавів складних за формою виливків масою від декількох грамів до десятків кілограмів зі стінками, товщина яких у ряді випадків менш 1 мм, із шорсткістю від Rz = 20 напівтемних до Ra = 1,25 напівтемних (ДЕРЖСТАНДАРТ 2789-73) і підвищеною точністю розмірів (до 10-го квалітетів по СТ СЕВ 144-75)".
Зазначені можливості методу дозволяють максимально наблизити виливка до готової деталі, а в ряді випадків одержати литу деталь, додаткова обробка якої перед складанням не потрібно. Внаслідок цього різко знижуються трудомісткість і вартість виготовлення виробів, зменшується витрата металу й інструмента
Виливка по виплавлюваних моделях виготовляють практично із всіх ливарних сплавів: легованих сталей, стійких, жаростійких і жароміцних сталей і сплавів, чавуну, кольорових сплавів, наприклад алюмінієвих, мідних, титанових і ін.
При проектуванні литих деталей ураховують умови їхньої роботи, у зв'язку із чим деякі властивості металу виливків здобувають першорядне значення. Показники їх регламентують, у той час як інші властивості вважають менш важливими.
Вибір заготівлі для подальшої механічної обробки є одним з найважливіших етапів проектування технологічного виготовлення деталі. Від правильного вибору заготівлі, установлення її форм, розмірів припусків на обробку, точності розмірів і твердості матеріалу в значній мірі залежать характер і число операцій або переходів, трудомісткість виготовлення деталі, величина витрати матеріалу інструмента, і в підсумку, вартість виготовлення деталі.
При виборі заготівлі перевага варто віддавати тій заготівлі, що забезпечує меншу технологічну собівартість деталі. Якщо ж порівнянні варіанти по технологічній собівартості рівноцінні, то кращим варто вважати варіант заготівлі з більше високим Кім.
Існують кілька методів одержання заготівель:
| № п/п |
Вид заготівлі |
| Заготівля, отримана литтям |
| 1 |
Лиття |
у піщану форму |
| 2 |
у форму з рідких сумішей, що самотвердіють |
| 3 |
у піщану форму, виготовлену під високим питомим тиском |
| 4 |
у металеву форму |
| 5 |
отримане відцентровим методом |
| 6 |
в оболонкову форму |
| 7 |
по виплавлюваних моделях |
| 8 |
штампуванням рідкого металу |
| 9 |
під тиском |
Для виготовлення заготівлі деталі "Кришка підшипника" використовуємо метод лиття по виплавлюваних моделях.
Область застосування цього методу серійне й масове виробництво.
3.2
Вибір технологічних баз
Для чорнового базування візьмемо циліндричну поверхню O92 і правий торець, тому як ці поверхні забезпечать гарну стійкість деталі при обробці.
При виборі баз керуються наступними рекомендаціями: - дотримання принципу єдності баз, тобто по можливості забезпечувати сполучення технологічної й конструкторської баз. Це значить задавати положення оброблюваної поверхні по можливості тими ж розмірами, які проставлені на кресленні деталі.

Відступ від цих правил приводить до жорсткості допусків на вихідні розміри, тому що замість конструкторських розмірів доводиться вводити технологічні розміри, на які призначаються менші допуски. По-друге, технологічна база, по можливості, повинна забезпечувати незмінність положення заготівлі в процесі її обробки, тобто повинна бути постійної.
Спосіб базування заготівлі (деталі) визначається, в основному, її формою. Використовуються типові способи базування заготівель, що включають у себе поверхні або сукупність поверхонь трьох видів: площина, циліндричний отвір і циліндрична зовнішня поверхня. У моєму технологічному процесі основною настановною базою даної деталі є внутрішня циліндрична поверхня O92. У якості допоміжних базових поверхонь приймаю торцеві поверхні. Прийняті схеми базування на операціях забезпечать виконання всіх розмірів відповідно до креслення.
3.3
Вибір методів обробки поверхонь
Вибір методів обробки поверхонь залежить від конфігурації деталі, її габаритів і якості оброблюваних поверхонь, виду прийнятої заготівлі.
Необхідніше якість поверхонь у машинобудуванні досягається переважно обробкою різанням.
Залежно від технічних вимог пропонованих до деталі й типу виробництва вибирають один або кілька можливих методів обробки й тип відповідного встаткування.
Таблиця 8
Методи обробки поверхонь деталі "Кришка підшипника"
| Номер поверхні |
Вид поверхні |
Квалітет точності |
Шорсткість |
Метод обробки поверхні |
| 1. |
Ø145, Ø71, Ø45 |
h14
h 12
|
Ra
20
Ra
12,5
|
Обточування:
чорнове
чистове
|
| 2. |
Ø100 |
h 14
h 11
h8
h6
|
Ra
20
Ra
10
Ra
3,2
Ra
1,25
|
Гостріння:
Чорнове
п/чистове
чистове
тонке
|
| 3. |
Ø60 |
Н14
Н12
Н10
Н7
|
Ra
20
Ra
10
Ra
3,2
Ra
1,25
|
Розточування:
Чорнове
п/чистове
чистове
тонке
|
3.4 Складання технологічного маршруту обробки
Таблиця 6
Технологічний маршрут обробки деталі "Кришка підшипника" варіант 1
| № операції |
Найменування й короткий зміст операції.
Технологічні бази
|
Найменування встаткування |
| 005 |
Заготівельна. |
Лиття |
| 010 |
Термічна. |
Пекти |
| 015 |
Токарно-револьверна
Зовнішня й внутрішня обробка циліндричних поверхонь.
Внутрішня циліндрична поверхня й торець.
|
Токарно-револьверний верстат 1Н325 |
| 020 |
Фрезерна.
Фрезерувати площина кінцевою фрезою
Базування по діаметру 100 мм і по торці.
|
Вертикально-фрезерний верстат
6Н12ПБ
|
| 025 |
Свердлильна
Свердлення отворів і нарізування різьблення
Базування по діаметру 100 мм і по торці.
|
Радіально-свердлильний верстат
2У56
|
| 030 |
Слюсарне
Притупити гострі крайки й зачищення від бруду
|
Стіл слюсарний і шліфувальна машинка ИП 124 |
| 035 |
Промивання |
УБР - 200, машина мийна |
| 040 |
Контрольна
Контроль деталей згідно креслення
|
| 045 |
Упаковування |
Таблиця 7
технологічний маршрут обробки деталі "Кришка підшипника" варіант 2
| № операції |
Найменування й короткий зміст операції. Технологічні бази |
Найменування встаткування |
| 005 |
Заготівельна. |
Лиття |
| 010 |
Термічна. |
Грубка |
| 015 |
Токарська зі ЧПУ
Зовнішня й внутрішня обробка циліндричних поверхонь.
Внутрішня циліндрична поверхня й торець.
|
Токарський верстат год ЧПУ 16ДО20Ф3 |
| 020 |
Фрезерна зі ЧПУ
Фрезерувати площина кінцевою фрезою
Свердлення отворів і нарізування різьблення
Базування по діаметру 100 мм і по торці.
|
Багатоцільовий свердлильно-фрезерно-розточувальний верстат 2254ВМФ4
|
| 025 |
Слюсарне
Притупити гострі крайки й зачищення від бруду
|
Стіл слюсарний і шліфувальна машинка ИП 124 |
| 030 |
Контрольна
Контроль деталей згідно креслення
|
| 035 |
Упаковування |
Вибираю варіант технологічного маршруту, наведений у таблиці 6 (варіант 1), тому що дані верстати дозволяють використовувати принцип диференціації операції, тобто прості переходи можна розподілити на кілька верстатів, тим самим домогтися підвищення продуктивності праці.
3.5
Вибір засобів технологічного оснащення
До засобів технологічного оснащення ставляться: технологічне встаткування; технологічне оснащення; засобу механізації й автоматизації технологічних процесів.
При виборі верстатного встаткування необхідно враховувати:
характер виробництва;
методи досягнення заданої точності при обробці;
відповідність верстата розмірам деталі;
потужність верстата;
зручність керування й обслуговування верстата;
можливість оснащення верстата високопродуктивними пристосуваннями й засобами механізації й автоматизації.
1. Токарно-револьверні верстати
Токарно-револьверні верстати застосовуються в серійному виробництві для обробки деталей із прутків або зі штучних заготівель. На цих верстатах можна виконати всі основні токарські операції.
Револьверні верстати відрізняються від токарно-гвинторізних тем, що не мають задньої бабки й ходового гвинта, а мають револьверну голівку, у гніздах якої може бути встановлений різноманітний інструмент. При наявності спеціальних комбінованих державок можна в одному гнізді голівки, закріпити кілька інструментів. Заготівлі зажинаються патронами або спеціальними цанговими затискними пристроями. Револьверна голівка може повертатися навколо своєї осі, і тоді інструмент послідовно підводить до деталі, обробляючи її за кілька переходів. Інструмент кріпиться також і в механізмі поперечного супорта. Застосування токарно-револьверних верстатів уважається раціональним у тому випадку, якщо по технологічному процесі обробки деталі потрібне застосування великої кількості різального інструменту.
До переваг токарно-револьверних верстатів, у порівнянні з токарськими, ставляться: можливість скорочення машинного часу за рахунок застосування державок і одночасної обробки деталі інструментом, установленим на револьверній голівці й поперечному супорті, а також порівняно малі витрати часу за рахунок попереднього настроювання верстата на обробку деталі багатьма інструментами.
Токарно-револьверні верстати залежно від виду оброблюваних заготівель бувають пруткові або патронні. Звичайно верстати малого розміру - пруткові, а середнього розміру можуть бути як пруткові, так і патронні. Великі револьверні верстати звичайно патронні. Всі ці верстати діляться на верстати з вертикальною й горизонтальною віссю обертання револьверної голівки (мал.16).
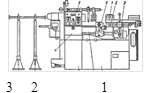
Рис. 16. Токарно-револьверний верстат 1Н325
В умови серійного виробництва як пристосування використовуються універсальні стандартні пристосування.
Вибір оснащення:
| № операції |
Установочно-затискне пристосування |
| 015 |
7100-0015 - трьох кулачковий патрон, що самоцентрує, ДЕРЖСТАНДАРТ 2675-80. |
| 020, 025 |
Спеціальне установочно-затискне пристосування |
Таблиця 6
Вибір різального інструменту
| № операції |
Засоби технологічного оснащення |
Коротка технічна характеристика |
Код, ДЕРЖСТАНДАРТ |
Джерело |
| 015 |
Розточувальної різець |
Н=20мм, В=20мм,
L=100мм
|
2142-0191
ДЕРЖСТАНДАРТ 9795-84
|
[4, с.239] |
| Різці відрізні |
Н=25мм, В=16мм,
L=80мм
|
2177-0503
ДЕРЖСТАНДАРТ 18890-73
|
[4, с.258] |
| Різець прохідний завзятий, Т5К10 |
Н=25мм, В=25мм,
L=150мм
|
2103-0712
ДЕРЖСТАНДАРТ 18890-73
|
[4, с.267] |
| Різець канавковий |
Н=20мм, В=12мм,
L=мм
|
2177-0001
ДЕРЖСТАНДАРТ 18894-73
|
[4, с.262] |
| Фреза кінцева |
d=32 мм, L=155мм,
l=53 мм
|
ДЕРЖСТАНДАРТ 17026-71 |
[4, с.224] |
| 020 |
Фреза кінцева |
d=32 мм, L=155мм,
l=53 мм
|
ДЕРЖСТАНДАРТ 17026-71 |
[4, с.224] |
| 025 |
Свердел з конічним хвостовиком |
d=10 мм, L=120мм,
l=55 мм
|
ДЕРЖСТАНДАРТ 11183-71 |
[4, с.234] |
| 025 |
Мітчик RC
1 1/2 |
ДЕРЖСТАНДАРТ 3266-81 |
[4, с.310] |
Розділ
4. Технологічні розрахунки
4.1
Розрахунок припусків
Визначення загального припуску на сторону.
Загальний припуск на сторону визначається з урахуванням наступних даних:
1) допуск розміру деталі від бази до оброблюваної поверхні;
2) вид остаточної обробки;
3) метод установки виливка при обробці;
4) загальний допуск елемента поверхні;
5) рівень точності обробки;
6) ряд припуску;
7) тип виробництва;
8) тип оброблюваної поверхні;
9) співвідношення між необхідною точністю обробленої поверхні деталі й вихідною точністю поверхні виливка.
Допуск розміру деталі - 0,022 мм. При обробці тіл обертання базою є вісь деталі. Отже, допуск розміру від бази до оброблюваної поверхні дорівнює 0,022/2=0,011 мм.
Вид остаточної обробки визначається залежно від співвідношення між допусками розміру деталі й виливків і від бази обробки до оброблюваної поверхні й допуску розміру виливка.
Співвідношення ITJIT3
=0,011/1,2 = 0,009 (допуск на розмір виливка 1,2 мм).
Перелічені таблиці дивитися [1, c.20-39]
По табл. 3.10 при допуску розміру виливка понад 1,0 мм і співвідношення допусків до 0,01 вид остаточної механічної обробки - тонке гостріння.
Заготівля на верстаті встановлюється без вивірки при однобічних відхиленнях форми й розташування оброблюваної поверхні щодо номінальної. У цьому випадку припуск призначають із урахуванням повного значення допуску форми й розташування оброблюваної поверхні щодо номінальної. При індивідуальній обробці виливків, коли установка здійснюється з вивіркою по оброблюваній поверхні, припуски призначають із урахуванням половинних значень допуску форми й розташування оброблюваної поверхні.
Загальний допуск елемента поверхні визначається на розмір від оброблюваної поверхні до бази обробки, при цьому допуски розмірів виливка, змінюваних обробкою, визначають по номінальних розмірах деталі. Тому що відхилення форми й розташування поверхонь не регламентуються, то загальний допуск дорівнює допуску на розмір деталі.
Рівень точності обробки. Обробка деталі ведеться на верстаті нормальної точності з ручним керуванням. Відповідно до табл. 3.12 рівень точності обробки - знижений.
При зниженому рівні точності обробки значення припуску варто приймати на 1 рядок нижче інтервалу дійсного допуску. Тип виробництва - серійне. Для виливків дрібносерійного й одиничного виробництва допускається призначати збільшені значення припусків, що відповідають інтервалам загальних допусків, розташованим у табл. 3.14 відповідно на 1 і 2 рядки нижче інтервалу дійсного допуску.
Тип оброблюваної поверхні - поверхня обертання. З урахуванням примітки, половинний допуск дорівнює 1,2/2 = 0,6 мм.
По табл. 3.14 для допуску 0,6 мм чистової обробки для 6-го ряду припуску загальний припуск дорівнює 2,2 мм. З урахуванням рівня точності обробки припуск повинен призначатися на 1 рядок нижче інтервалу дійсного допуску, тобто в діапазоні понад 1,5 до 2,2 мм, тобто загальний припуск на сторону складе 2,2 мм - це сумарний припуск на всі переходи обробки: чорновий, напівчистовий, чистовий і тонкої. Відповідно до табл. 3.14 тридцятилітніми для кожного виду обробки будуть:
чорнова - 0,5 мм;
напівчистова - 0,3 мм;
чистова - 0,2 мм
тонка - 0,1мм
Таблиця 9
Припуски й допуски на оброблювані поверхні
| Поверхня |
Розмір, мм |
Припуск, мм |
Допуск, мм |
Граничне відхилення, мм |
| Верхнє |
Нижнє |
| 1. |
Ø 145 |
4,0 |
0,9 |
0,6 |
0,3 |
| 2. |
Ø 71 |
3,0 |
0,5 |
0,25 |
0,25 |
| 3. |
Ø 45 |
2,0 |
0,3 |
0,1 |
0,2 |
| 4. |
Ø 60 |
3,0 |
0,5 |
0,25 |
0,25 |
| 5. |
Ø 100 |
2,2 |
0,6 |
0,3 |
0,3 |
| 6. |
42 |
2,5 |
0,5 |
0,2 |
0,3 |
| 7. |
16 |
2 |
0,3 |
0,2 |
0,1 |
4.2
Розрахунок режимів різання
Режими різання впливають на точність і якість обробленої поверхні, продуктивність і собівартість обробки.
Режими різання визначаються глибиною різання t, мм; подачею на оборот Sо
, мм/про й швидкість різання V, м/хв.
Операція 015: Токарно-револьверна.
Устаткування - Токарно-револьверний верстат 1Н325, пристосування - Трьох кулачковий патрон, що самоцентрує.
Вихідні дані: деталь - корпус підшипника, матеріал заготівлі - СЧ 20 ДЕРЖСТАНДАРТ 1412-85, одержувана шорсткість Ra
1,6 напівтемний.
Зміст операції: обточування зовнішньої поверхні O 145.
Різальний інструмент: різець прохідний завзятий матеріал ріжучої частини Т5К10.
Глибина різання t = 1,5 мм.
Sтабл.
= 0,65 мм/про. [3, с.365]
Нормативний період стійкості: Тн.= 60 хв.
Швидкість різання:
Vтабл.
= 170 м/хв,
Частота обертання:
 , ,
де D - діаметр оброблюваної поверхні, D = 145 мм.
Уточнення частоти обертання по паспорті верстата: n = 350 о/хв.
Перерахування швидкості різання з урахуванням уточненої частоти обертання:

Визначення хвилинної подачі:


Довжина робочого ходу:
Lр. х.
= Lрез.
+ в, де
Lрез.
= 5 мм.
y =  довжина врізання інструмента довжина врізання інструмента
y = 5+2 = 7 мм.
Lр. х
= 5 + 7 = 12 мм.
Розрахунок основного часу обробки:
 , ,
Кр
=1 - число робочих ходів
Зміст переходу: розточити внутрішню циліндричну поверхню Ø62Н7+0,03 мм.
Різальний інструмент: різець розточувальної прохідний, матеріал ріжучої частини Т5ДО10.
Глибина різання t = 2,0 мм.
Sтабл.
= 0,3 мм/про. [3, с.365]
Нормативний період стійкості: Тн.= 60 хв.
Швидкість різання: Vтабл.
= 142 м/хв,
Частота обертання:
,
де D - діаметр оброблюваної поверхні, D = 62 мм.
Уточнення частоти обертання по паспорті верстата: n = 730 про/хв.
Перерахування швидкості різання з урахуванням уточненої частоти обертання:

Визначення хвилинної подачі:

Довжина робочого ходу:
Lр. х.
= Lрез.
+ в, де
Lрез.
= 32 мм.
y = довжина врізання й переперегони інструмента
y = 3+2 = 5 мм.
Lр. х
= 32 + 5 = 37 мм.
Розрахунок основного часу обробки:
 , ,
Кр
=2 - число робочих ходів
Свердлильна.
Зміст переходу: свердлити отвір O12 мм.
Різальний інструмент: свердел з конічним хвостовиком, що ріже частина Р6М5.
Sтабл.
= 0,3 мм/про. [3, с.425]
Нормативний період стійкості: Тн.= 60 хв.
Швидкість різання:
Vтабл.
= 10 м/хв, [3, стор.120]
Частота обертання:
,
де D - діаметр оброблюваної поверхні, D = 12 мм.
Уточнення частоти обертання по паспорті верстата: n = 250 про/хв.
Перерахування швидкості різання з урахуванням уточненої частоти обертання:

Визначення хвилинної подачі:

Довжина робочого ходу:
Lр. х.
= Lрез.
+ в, де
Lрез.
= 20 мм.
y = довжина врізання інструмента
y = 3+2 = 5 мм.
Lр. х
= 20 + 5 = 25 мм.
Розрахунок основного часу обробки:
 , ,
Кр
=1 - число робочих ходів
4.3
Розрахунок технічних норм часу
Під технічно обґрунтованою нормою часу розуміється, час необхідне для виконання заданого об'єму роботи при певних організаційно - технічних умовах. У серійному виробництві визначається норма штучно-калькуляційного часу Тш-к
:
Тш-К = ( Тп-З/n) +Тшт
Визначаємо Т вс
Т вс = tуст
+tпер
+ tизм
Твс = 0,7+0,12+0,26+0,26+0,11+0,8 = 2,2 хв.
Визначаємо Т шт. до за найбільшим часом Те й найменших режимах різання:
Т опер. (токарська)
= Те+Твс = 10,5 + 1 = 11,5 хв
Т опер. (розточувальна)
= Те+Твс = 1,66 + 2 = 3,66 хв
Т опер. (свердлильна)
= Те+Твс = 8,6 + 1,4 = 10 хв
Т опер. (шліфувальна)
= Те+Твс = 5,5 + 2,5 = 8,0 хв
Т опер. (алмазно-розточувальна)
= Те+Твс = 4,8 + 1,7 = 6,5 хв
Т доп = Т опер х4% = 1,1 х 4% = 0,04 хв
Т шт = Т опер + Т доп. = 45+0,04 = 45,04 хв.
Тп. з = tнал
+ tпол. инст
+ tпод. нал
= 5+7,5+8 = 20 хв.
Тшт. до = Тп. з/n+ Тшт = 20/100 + 45,04 = 45,24 хв.
Висновок
Провідна роль у прискоренні науково-технічного прогресу, підняттю Росії на світовий рівень у сфері виробництва покликано зіграти машинобудування, що у найкоротший термін необхідно підняти на вищий технічний рівень. Ціль машинобудування - зміна структури виробництва, підвищення якісних характеристик машин і встаткування. Передбачається здійснити перехід до економіки вищої організації й ефективності із всебічно розвиненими силами, зрілими виробничими відносинами, налагодженим господарським механізмом. Така стратегічна лінія держави.
Предметом дослідження й розробки в технології машинобудування є види обробки, вибір заготівель, якість оброблюваних поверхонь, точність обробки й припуски на неї, базування заготівель; способи механічної обробки поверхонь - плоских, циліндричних і ін.; методи виготовлення типових деталей - корпусів, валів, зубчастих коліс і ін.; процеси складання (характер сполуки деталей і вузлів, принципи механізації й автоматизації складальних робіт); конструювання пристосувань.
Основними напрямками розвитку сучасної технології: перехід від переривчастих, дискретних технологічних процесів до безперервним автоматизованим, що забезпечує збільшення масштабів виробництва і якості продукції; впровадження безвідхідної технології для найбільш повного використання сировини, матеріалів, енергії, палива й підвищення продуктивності праці; створення гнучких виробничих систем, широке використання роботів і технологічних комплексів у машинобудуванні й приладобудуванні.
Список літератури
1.ДЕРЖСТАНДАРТ 26645-85. Виливка з металів і сплавів.
2.Довідник технолога - машинобудівника. В 2-хт. Т.1 / Під ред. А.М. Дальского, О.Г. Суслова – К., 2003
3.Довідник технолога - машинобудівника. В 2-х т. Т.2 / Під ред. А.М. Дальского, О.Г. Суслова, - К., 2003
4.Розрахунок припусків і розмірів у машинобудуванні: / Я.М. Радкевич і ін.; за редакцією В.А. Тімірязєва. – К., 2004
5.Ансеров М.А. Пристосування для металорізальних верстатів. – К., 1995
6.Анурьєв В.І. Довідник конструктора - машинобудівника. К., 1992 - Т1.
7.Вибір лиття й проектування креслення виливки: Метод. вказівки. / Сост.: В.О. Литвиненко, Ю.С. Косоротова – К., 1996
|
