Министерство сельского хозяйства Российской Федерации
Федеральное государственное образовательное учреждение высшего профессионального образования
Ижевская государственная сельскохозяйственная академия
Факультет непрерывного профессионального образования
Контрольная работа по технологии конструкционных материалов
Проверил: старший преподаватель
Т.Е. Племякова
Выполнил: студент 2 курса
Д.С. Тереханов (специальность
"Электрификация и автоматизация
сельского хозяйства", гр. 41,
шифр 0704075)
Ижевск 2009
Содержание
1. Опишите режим ступенчатой и изотермической закалки. Какие превращения происходят при этих видах термической обработки?Область применения
2. Что собой представляет собственная и примесная электропроводимость полупроводников? Какова структура и основные свойства германия?
3. Из каких основных элементов состоит литейная форма? Опишите способ производства и установка стержней в форме. Нарисуйте в разрезе собранную литейную форму, включая стержень и литниковую систему
4. Опишите кратко пути увеличения производительности работ при токарной обработке (точении)
Список литературы
1. Опишите режим ступенчатой и изотермической закалки. Какие превращения происходят при этих видах термической обработки? Область применения
В зависимости от скорости охлаждения различают закалку ступенчатую и изотермическую.
Ступенчатая закалка. При ступенчатой закалке деталь, нагретую до температуры закалки, переносят в жидкую среду, имеющую температуру на 50- 100 ºС выше мартенситной точки Мн закаливаемой стали, и выдерживают небольшое время, необходимое для выравнивания температуры по сечению, а затем окончательно охлаждают на спокойном воздухе (см. рис.1).
Получение мартенсита при таком способе охлаждения возможно только в легированных сталях с достаточно высокой устойчивостью переохлажденного аустенита в интервале температур перлитного превращения.
К ступенчатой закалке прибегают обычно при термической обработке инструментов небольшого сечения из низко- и среднелегированных сталей. Достоинство указанного способа охлаждения состоит также в возможности правки инструментов в специальных приспособлениях при охлаждении после изотермической выдержки.
Реклама

Изотермическая закалка. В некоторых случаях после закалки на мартенсит и последующего отпуска не удается получить достаточно прочности и вязкости, тогда применяют изотермическую закалку на нижний бейнит, обладающий высокой вязкостью и прочностью.
При изотермической закалке нагретую деталь переносят в ванну с расплавленными солями, имеющую температуру на 50- 100 °С выше мартенситной точки Мн и выдерживают при этой температуре до завершения превращения аустенита в бейнит и затем охлаждают на воздухе (см. рис.1).
Изотермическая закалка, так же как и ступенчатая, применима только к сталям с достаточной устойчивостью переохлажденного аустенита.
Для предотвращения коробления изделий, таких, как ножовки, пилы, бритвы, их охлаждают заневоленными, например, в массивных медных или стальных плитах; скорость охлаждения в этих условиях оказывается меньшей, чем в маслах.
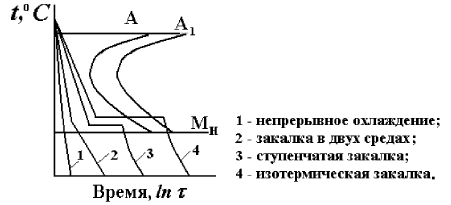
Рис.1
2. Что собой представляет собственная и примесная электропроводимость полупроводников? Какова структура и основные свойства германия?
Полупроводник — материал, который по своей удельной проводимости занимают промежуточное место между проводником и диэлектриком и отличаются от проводника сильной зависимостью удельной проводимости от концентрации примесей, температуры и различных видов излучения. Полупроводниками являются вещества, ширина запрещённой зоны которых составляет порядка нескольких эВ (электрон-вольта), то есть, соизмерима с kT. Например, алмаз можно отнести к широкозонным полупроводникам, а InAs — к узкозонным.
В зависимости от того, отдаёт ли атом примеси электрон или захватывает его, примесные атомы называют донорными или акцепторными. Характер примеси может меняться в зависимости от того, какой атом кристаллической решётки она замещает, в какую кристаллографическую плоскость встраивается.
Проводимость полупроводников сильно зависит от температуры. Вблизи абсолютного нуля температуры полупроводники имеют свойства изоляторов.
По характеру полупроводники делят на собственную и примесную проводимость.
Собственная проводимость.
Полупроводники, в которых свободные электроны и "дырки" появляются в процессе ионизации атомов, из которых построен весь кристалл, называют полупроводниками с собственной проводимостью. В полупроводниках с собственной проводимостью концентрация свободных электронов равняется концентрации "дырок". Во время разрыва связи между электроном и ядром появляется свободное место в электронной оболочке атома. Это обуславливает переход электрона с другого атома на атом со свободным местом. На атом, откуда перешел электрон, входит другой электрон из другого атома и т. д. Это обуславливается ковалентными связями атомов. Таким образом, происходит перемещение позитивно заряженного атома без перемещения самого атома. Этот процесс назвали "дыркой".
Реклама

Примесная проводимость.
Электрическая проводимость, обусловленная присутствием примесей в полупроводнике, называется прмесной.
Примесной проводимостью полупроводников называется проводимость, обусловленная электронами, которые перешли в зону проводимости с донорных уровней Ed, расположенных вблизи Ec, и дырками, которые образовались в валентной зоне при переходе электронов на акцепторные уровни Ea, расположенные вблизи Ev (рис. 1а, 1б).
Примесный полупроводник n-типа.
Т<Ed/K
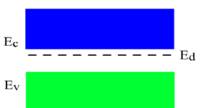
Рис. 1а
Примесный полупроводник p-типа.
Т<Ea/K

Рис. 1б
Обычно донорные и акцепторные уровни в запрещенной зоне полупроводника образуются при легировании, т.е. введением определенной примеси в собственный полупроводник. Таким образом можно сказать, что примесная проводимость обусловлена ионизацией атомов примеси в полупроводнике.
В полупроводниках IV группы таблицы Менделеева (Ge, Si) донорные уровни вблизи Ec образуют элементы V группы (Sb, As), а акцепторные уровни вблизи Ev - элементы III группы (In, Ga).Величина примесной проводимости:
sпр = e(mnn + mpp),
где n - концентрация электронов с доноров в зоне проводимости;
p - концентрация дырок с акцепторов в валентной зоне;
mn; mp - подвижности электронов и дырок, соответственно.
Если примесная проводимость обусловлена в основном электронами с донорных уровней (mnn >> mpp), т.е. электроны являются основными носителями заряда, то говорят об электронной проводимости полупроводников, или полупроводниках n-типа; если же преобладает проводимость, обусловленная дырками, образовавшимися вследствие ухода электронов на акцепторные уровни (mpp >> mnn), то говорят о дырочной проводимости, или полупроводниках p-типа, где основными носителями заряда являются дырки. Если в полупроводниках n-типа (p-типа) глубина примесного уровня Ed (или Ea) в данной области температура Т меньше, чем kT (k - постоянная Больцмана), то практически все доноры полностью ионизированы (или акцепторы заполнены электронами) (см. рис. 2а, 2б).
Примесный полупроводник n-типа.
Т>Ed/K
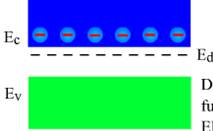
рис. 2а
Примесный полупроводник p-типа.

рис. 2б
Если в этой области температура и собственная проводимость мала, т.е. Nd или Na >> ni = pi (Nd - концентрация доноров, Na - концентрация акцепторов ni, pi - концентрации собственных носителей), то концентрация основных носителей заряда равна примерно концентрации донорной (или акцепторной) примесей:
n@Nd (в полупроводнике n-типа);
n@Na (в полупроводнике p-типа);
В общем случае, т.е. при неполной ионизации примесей и наличии собственной проводимости, концентрации носителей заряда определяются формулами:
n = 2(2pmn*kT / h2)3/2exp(Ef /kT);
p = 2(2pmp*kT / h2)3/2exp(-Ef DE /kT),
где mn*, mр* - эффективные массы электронов и дырок в полупроводнике;
Ef - глубина уровня Ферми, зависящая от параметров примесных уровней.
Германий.
Германий — химический элемент с атомным номером 32 в периодической системе, обозначается символом Ge (нем. Germanium).

Рис.3 Кристалл германия - светло-серый
полупроводник с металлическим блеском.
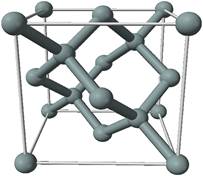
Рис.4 Кристаллическая структура германия.
Физические свойства.
Кристаллическая решетка германия кубическая гранецентрированная типа алмаза, параметр, а = 5,660 Å .
Механические свойства.
Модуль упругости E, ГПа — 82
Скорость звука (t=20÷25°C) в различных направлениях ·1000 м/с.
L100 : 4,92
S100 : 3,55
L110 : 5,41
S110 : 2,75
L111 : 5,56
S111 : 3,04
Электронные свойства.
Германий является типичным непрямозонным полупроводником.
Статическая диэлектрическая проницаемость ε = 16,0
Ширина запрещённой зоны (300 К) Eg = 0,67 эВ
Собственная концентрация ni=2,33×1013 см−3 [3]
Эффективная масса:
электронов, продольная: mII=1,58m0, mII=1,64m0 [5]
электронов, поперечная: m┴=0,0815m0 , m┴=0,082m0[5]
дырок, тяжелых: mhh=0,379m0
дырок, легких: mhl=0,042m0
Электронное сродство: χ = 4,0 эВ [5]
Легированный галлием германий в тонкой плёнке можно привести в сверхпроводящее состояние.
Изотопы.
В природе встречается пять изотопов: 70Ge (20,55 % масс.), 72Ge (27,37 %), 73Ge (7,67), 74Ge (36,74 %), 76Ge (7,67 %). Первые четыре стабильны, пятый (76Ge) испытывает двойной бета-распад с периодом полураспада 1,58×1021 лет. Кроме этого существует два "долгоживущих" искусственных: 68Ge (время полураспада 270,8 дня) и 71Ge (время полураспада 11,26 дня).
Химические свойства.
В химических соединениях германий обычно проявляет валентности 4 или 2. Соединения с валентностью 4 стабильнее. При нормальных условиях устойчив к действию воздуха и воды, щелочей и кислот, растворим в царской водке и в щелочном растворе перекиси водорода. Применение находят сплавы германия и стёкла на основе диоксида германия.
Соединения германия:
Неорганические.
· Гидриды
Герман GeH4
Дигерман Ge2H6
Тригерман Ge3H8
· Оксиды
Оксид германия (II) GeO
Оксид германия (IV) GeO2
· Галогениды
Бромид германия (IV) GeBr4
Иодид германия (II) GeI2
Иодид германия (IV) GeI4
Фторид германия (IV) GeF4
Хлорид германия (IV) GeCl4
Нитрид германия (IV) Ge3N4
Сульфид германия (II) GeS
Сульфид германия (IV) GeS2
Органические.
Тетраметилгерман (Ge(CH3)4)
Тетраэтилгерман (Ge(C2H5)4)
Изобутилгерман ((CH3)2CHCH2GeH3).
3. Из каких основных элементов состоит литейная форма? Опишите способ производства и установка стержней в форме. Нарисуйте в разрезе собранную литейную форму, включая стержень и литниковую систему
Литейная форма представляет собой систему элементов, образующих рабочую полость с внешними контурами получаемой отливки. После заливки в такую полость жидкого металла он охлаждается в ней и затвердевает, образуя отливку.Литейная форма состоит из нескольких, обычно из двух, частей (полуформ), собранных в одно целое. Полуформа, т. е. верхняя или нижняя половина литейной формы, представляет собой опоку, в которой находится в уплотненном состоянии смесь неорганических (кварцевый песок, глина и др.) и органических (опилки, уголь и др.) материалов.
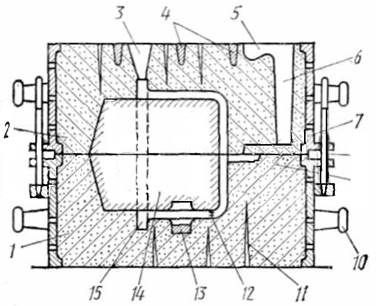
Рис.5 Собранная литейная форма в разрезе.
1, 2 —полуформы, 3 — выпор, 4 — крестовины опок, 5 — литниковая чаша, 6 — стояк, 7 — шлакоуловитель, 8 — штырь, 9 — питатель, 10 — цапфа опоки, 11 — вентиляционные каналы, 12 — жеребенка, 13 — холодильник, 14 — стержень, 15 — полость формы.
Литейный стержень — элемент литейной формы, предназначенный для образования отверстий, полостей или других сложных контуров в отливке. Стержни в форме фиксируют на знаках — выступах, входящих в соответствующие впадины рабочей полости. Дополнительными опорами стержней являются металлические подставки (жеребейки) различной конструкции и конфигурации, которые сплавляются с заливаемым в форму жидким металлом.
Стержень состоит из части, образующей внутреннюю поверхность отливки, и опорной знаковой части, с помощью которой он крепится в стенках формы. Кроме того, знаки служат для отвода газов, образующихся в стержне при заливке формы. Стержень, являясь частью литейной формы, должен удовлетворять всем требованиям, которые предъявляют к самой форме. Однако, находясь в форме при заливке в более трудных условиях, стержень должен отвечать более жестким требованиям. Чтобы убедиться в этом, рассмотрим, в каких условиях находится стержень в форме во время заливки ее расплавленным металлом.
1. Стержень, образующий полость в отливке, чаще всего расположен в центре полости литейной формы, поэтому он со всех сторон подвергается давлению и воздействию высокой температуры заливаемого в форму металла.
Следовательно, чтобы противостоять давлению металла, которое может вызвать деформацию стержня или его разрушение, стержень должен быть более прочным, чем форма.
2. В стержне, как и в форме, образуются газы. Газы, образовавшиеся в форме, могут выходить из нее через вентиляционные каналы и стенки формы. Кроме того, форма при заливке, соприкасаясь с металлом одной стороной, прогревается постепенно. Поэтому в форме создаются более благоприятные условия выхода образующихся в ней газов.
В стержне условия газообразования н выхода газов иные. При заливке формы стержень, омываясь металлом со всех сторон, прогревается быстрее, чем форма. Следовательно, быстрее образуются в нем и газы.
Если в форме газ выходит во всех направлениях, то выход газа из стержня возможен только через его знаки, составляющие незначительную часть поверхности. Для обеспечения нормальной заливки полости формы металлом газ, образовавшийся в стержне, должен быть своевременно удален; при этом газ не должен выходить на рабочую поверхность стержня, так как он может проникнуть в металл и остаться в нем, образуя газовые раковины в отливке. Поэтому для получения отливки хорошего качества стержень должен быть более газопроницаемым, чем форма.
3. Известно, что стержень при заливке формы подвергается в ней большему температурному воздействию металла. Следовательно, создается большая опасность образования пригара на поверхности отливки со стороны стержня. При этом следует помнить, что пригар, образующийся на внутренних стенках отливки, удалять труднее, чем пригар, образующийся на внешней поверхности отливки. В отливках художественных изделий пригар с внутренних стенок часто совершенно невозможно удалить из-за малых размеров полости или отверстий в ней. Поэтому стержень должен быть более огнеупорным, чем форма.
4. При усадке отливка обычно отходит от стенок формы оказывает давление на стержень. Стержень не должен мешать усадке отливки в форме, иначе в ней могут образоваться трещины. Следовательно, стержень должен быть более податливым, чем форма.
5 Стержни должны хорошо выбиваться из отливки. В художественных отливках выбиваемость стержней имеет особое значение, так как их часто приходится удалять через отверстия небольшого сечения, оставшиеся в стенке отливки от каркаса стержня.
Таким образом, стержни должны быть прочными в сыром и сухом состояниях, иметь достаточную газопроницаемость, огнеупорность и податливость. Кроме того, стержни должны хорошо выбиваться из отливки и не отсыревать в форме.
Пять классов стержней.
К первому классу относятся стержни сложной формы с тонкими частями и малым сечением стержневых знаков, образующие в отливках узкие труднодоступные для очистки внутренние полости. Стержни должны обладать высокой прочностью, огнеупорностью, податливостью, газопроницаемостью.
Ко второму классу относятся стержни более массивные, чем стержни первого класса; они имеют более развитые знаки и отдельные тонкие части и ребра; эти стержни должны иметь значительную прочность и хорошую податливость.
Третий класс — стержни несложных очертаний, образующие ответственные необрабатываемые полости в отливке; они имеют развитые знаки, позволяющие газам легко удаляться. Стержни должны обладать средней прочностью и достаточной податливостью.
К стержням четвертого класса относятся массивные стержни несложной конфигурации с развитыми знаками, образующие полости, подвергающиеся механической обработке. Стержни должны обладать небольшой прочностью.
Пятый класс составляют массивные стержни простых очертаний, образующие большие внутренние полости в крупных отливках.
В зависимости от применяемых материалов стержни можно подразделить на песчано-масляные, песчано-глинистые, песчано-смоляные, этилсиликатные, содержащие быстротвердеющие связующие, песчано-цементные и металлические, по конструктивным особенностям — на объемные и оболочковые; по способу упрочнения — на сырые (не упрочняемые), сухие, холоднотвердеющие, горячетвердеющие.
В производстве художественных и архитектурных изделий наибольшее применение получили сухие и сырые песчано-масляные и песчано-глинистые стержни. При литье по выплавляемым моделям применяют массивные и оболочковые этиленликатные стержни.
Способы изготовления стержней
В современных условиях производства технологический процесс получения отливок разделен в литейном цехе на операции, каждая из которых выполняется отдельной группой рабочих (формовщиком, стерженщиком, сборщиком и т.д.). Например, формовщик для изготовления литейных форм получает готовую формовочную смесь, приготовленную в смесеприготовительном отделении, пользуется стержнями, изготовленными стерженщиками в стержневом отделении цеха.
Такое разделение труда в производстве художественных отливок не всегда возможно. Например, невозможно отделить процесс изготовления стержня и формы, если стержень изготовляется в полости формы или в полости пустотелой модели, находящейся у формовщика в работе. В этих случаях изготовление стержня входит в обязанность самого формовщика. Поэтому формовщик художественных отливок должен знать приемы и способы изготовления стержней не хуже, чем способы и приемы изготовления самой формы.
В производстве художественных и архитектурных отливок применяют стержни различной сложности и размеров, поэтому формовщику в процессе работы часто приходится иметь дело с различными способами изготовления стержней.
К наиболее часто применяемым способам относятся: изготовление стержней в стержневых ящиках и пустотелых моделях; изготовление стержней в полости литейной формы; изготовление стержней для неразъемных керамических форм в пресс-формах; изготовление стержней для форм крупных архитектурных отливок с помощью шаблонов.
Инструменты и приспособления, применяемые для изготовления стержней, в основном те же, что и для изготовления литейных форм. Дополнением к ним являются скобы и струбцины для скрепления частей стержневых ящиков, различные по геометрической форме, набойки для уплотнения смеси в тонких частях стержней, шаблоны для проверки готового стержня. Сюда же следует отнести шаблоны с приспособлениями для изготовления стержней, каркасы для стержней и специальные фасонные металлические плиты для сушки фасонных стержней небольшой прочности. Для скрепления деревянного стержневого ящика перед уплотнением стержневой смеси в его полости применяют металлические скобы. Части металлических ящиков скрепляют струбцинами, болтами или крючками, установленными на боковых стенках ящиков. При массовом производстве стержней для скрепления частей ящика применяют специальные пневмозажимы.
Смесь в ящике уплотняют набойками, размеры и форма которых зависят от размера и формы полости стержневого ящика. Крупные стержни набивают ручными и пневматическими трамбовками, применяемыми для уплотнения смеси в форме.
Для выполнения в стержнях вентиляционных каналов используют иглы, ничем не отличающиеся от применяемых при формовке. Формовочными гладилками и ланцетами заглаживают швы и подрезают заусенцы на поверхности стержня. Подрезку тела стержня при его набивке в полости формы производят специальными (тельными) ланцетами.
Изготовление стержней в ящиках.
В стержневом ящике можно изготовить стержень почти любой сложности и формы. Поэтому этот способ при изготовлении мелких и средних стержней самый распространенный.
Процесс изготовления стержня в ящике заключается в следующем:
1. Подготовка стержневого ящика. Половинки разъемного стержневого ящика простого цилиндрического стержня очищают от пыли и остатков стержневой смеси. Для лучшего отделения стержня от стенок ящика рабочую поверхность ящика смазывают разделительной жидкостью (керосином). Подготовленные половинки ящика скрепляют скобами или струбцинами и устанавливают вертикально на плиту.
2. Уплотнение стержневой смеси. Полость стержневого ящика заполняют стержневой смесью и уплотняют ее набойкой или трамбовкой в зависимости от размера полости. Вместе с рамкой и плитой переворачивают на 180 °, с рамки снимают стержневой ящик. Сняв с сушильной плиты рамку, стержень на плите с песчаной постелью (подсыпкой) отправляют для сушки в печь.При изготовлении песчано-глинистых стержней, имеющих достаточную прочность в сыром состоянии, извлекать стержень из ящика можно, раздвигая половинки стержневого ящика на плите.Фасонные стержни из малопрочных в сыром состоянии смесей в массовом производстве извлекают из ящиков, используя фасонные сушильные плиты.Рассмотрим несколько примеров изготовления стержней различной сложности в стержневых ящиках.В неразъемных ящиках изготовляют простые стержни, имеющие уклоны стенок, достаточные для легкого извлечения их из ящиков. Для изготовления стержня в полость ящика набивают стержневую смесь, делают в стержне вентиляционные каналы и накрывают ящик сушильной плитой. Ящик вместе с плитой переворачивают и, легко ударяя по его стенкам деревянным молотком, снимают со стержня. Стержень, оставшийся на плите, сушат или устанавливают в форму в сыром состоянии.Стержень для отливки, например, карандашницы имеет более сложную форму и знак на одном конце. Такой стержень изготовляют в металлическом разъемном ящике в следующей последовательности:
1. Хорошо очищенные, смоченные разделительной жидкостью (керосин) половинки стержневого ящика соединяют, скрепляют струбциной и устанавливают на рабочем месте знаковой частью вверх.
2. Полость ящика до половины его высоты наполняют стержневой смесью и уплотняют ее набойкой, как и в предыдущем случае.
3. В центре полости ящика для прочности стержня устанавливают каркас в виде железной трубки диаметром 8—10 мм с отверстиями на поверхности. Применение такого каркаса увеличивает не только прочность стержня, но и его газопроницаемость. Каркасную трубку делают такой длины, чтобы она не выступала за знак и не доходила до нижнего края ящика на 10—15 мм. При близком расположении каркаса от поверхности стержня в трубку при заливке формы может прорваться металл, который преградит путь выходящим газам.
4. После установки каркаса полость ящика заполняют смесью и уплотняют ее доверху.
5. Срезав излишек стержневой смеси вровень с краями ящика, его переворачивают и устанавливают на столе знаковой частью вниз.
6. Установив, таким образом, ящик, продолжают уплотнение смеси в носке. Излишек смеси срезают вровень со стенками ящика. Срезанную поверхность стержня хорошо заглаживают.
7. С ящика снимают крепление, легко ударяя по половинкам ящика с торца, раздвигают их в стороны. Оставшийся на плите стержень помещают в сушило.
Установка стержней в форме.
Расплавленный металл при заливке не должен попадать в зазоры между стержнем и формой, а также в газоотводные каналы. Поэтому при формовке по-сырому на знаковой части формы выполняют выступы — обжимные пояски. Для этой же цели в зазоры знаковых частей укладывают глину, паклю, асбест или же засыпают песок. В крупных формах эти зазоры служат для выведения газов из стержней. Заделку вентиляционных каналов проводят как на подсушенных и сухих, так и на сырых формах. Вертикальные каналы знаков верхней и нижней полуформы, сухих форм и форм химического твердения заделывают крупным песком, отсекают прокладочной глиной . Вентиляционные каналы форм, расположенные на линии разъема, заделывают крупным сырым песком, уплотняют и срезают избыток песка; отсекают асбестовым шнуром или прокладочной глиной. В сырых формах вертикальные каналы знаков верхней и нижней полуформ не заделывают. Каналы в плоскости разъема засыпают крупным песком, уплотняют, срезают избыток песка и отсекают подрезкой слоя смеси. Вентиляционные каналы стержней должны совпадать с соответствующими каналами форм.
В процессе сборки необходимо тщательно контролировать размеры форм. При изготовлении единичных отливок контроль размеров ведут метром, линейкой, угольником, кронциркулем и нутромером. Толщину стенок отливки, некоторые криволинейные поверхности, которые нельзя проверить измерением, контролируют прокладкой глиняных конусов (маяков) или валиков, имеющих высоту на 3—5 мм больше тела отливки. Конус или валик сдавливается верхней полуформой или стержнем при контрольной сборке.Верхнюю полуформу (или стержень) снимают, измеряют толщину конуса или валика, убирают маяки и устанавливают жеребейки, равные по высоте глиняным маякам. Такой способ, требующий двукратной установки стержней или форм, трудоемок. Поэтому при серийном производстве отливок для контроля размеров в полости формы и правильности установки стержней применяют шаблоны и кондукторы.
После окончательной установки стержней в форму необходимо заделать подъемы стержней формовочной смесью. Это выполняют только в тех местах стержня, которые образуют рабочую поверхность. Участок стержня должен быть тщательно прошпилен, закрашен и просушен.
Для предупреждения утечки металла по линии разъема в сырых формах размером свыше 500Х 400 мм применяют подрезку слоя смеси гладилкой. Подрезку производят по периметру полости формы и литниковой системы на расстоянии 40—100 мм от полости. В сухие формы, подсушенные и химического твердения, прокладывают графито-асбестовый шнур на расстоянии 40—60 мм от края полости формы. Для подсушенных форм допускается подрезка. Крупные формы устанавливают на постель из формовочной смеси толщиной 20—30 мм, в которой прокладывают вентиляционные борозды (продольные и поперечные) с шагом 150— 250 мм. После сборки форм устанавливают литниковые чаши. Применяют чаши, изготовленные из стержневой смеси, или керамические.
4. Опишите кратко пути увеличения производительности работ при токарной обработке (точении)
Под производительностью труда понимается количество продукции, произведенную в единицу времени.
Производительность труда зависит от конструкции станка и его технического состояния, квалификации станочника, оснащенность станка режущим и вспомогательным инструментом, применение прогрессивной технологии. Использованием многоинструментной обработки; применением инструмента повышенной стойкости из твердых сплавов и минералокерамики; совершенствованием конструкции инструмента; наиболее полным использованием технологических возможности станка.
Список литературы
1. Емельянов А.П. Технология литейной формы.– М.: Машиностроение, 1986.
2. Золоторевский В.С. Механические свойства металлов. – М.: Металлургия, 1983.
3. Арзамасов Б.Н., Сидорин И.И. Материаловедение. – М.: Машиностроение, 1986.
4. Бернштейн М.Л., Займовский В.А. Механические свойства металлов. – М.: Металлургия, 1980.
5. Лившин Б.Г., Крапошин В.С., Линецкий Я.Л. Физические свойства металлов и сплавов. – М.: Металлургия, 1980.
6. Могилев В.К., Лев О.Н. Справочник литейщика. – М.: Машиностроение, 1988.
7. Фещенко В.Н., Махмутов Р.Х. Токарная обработка. – М.: Высшая школа, 1984.
|
