Учреждение образования «БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Контрольная работа
«Технология допечатных и печатных процессов»
Вопрос 1. Условия проведения стабильного процесса печатания. Дефекты, возникающие при печатании
Под стабильным процессом печатания подразумевается процесс, обеспечивающий при заданных режимных параметрах печати сохранение нормированных значений, показателей качества оттисков в течение всего тиража.
Режимные параметры устанавливаются в начале печати тиража (давление печати, объем печати, требования к подаче краски и увлажняющего раствора, требования к составу декельного материала, к климату в цехе и др.). на практике стабильный печатный процесс не осуществляется, так как под воздействием различных возникающих факторах режимные параметры изменяются. В результате изменяются и единичные показатели качества. Следовательно, контроль единичных параметров должен проводиться на протяжении всего тиража.
Контроль осуществляется либо в стационарных условиях, либо в динамическом режиме.
В случае несоблюдения режимных требований, на оттисках возникают дефекты, снижающие их качество. К ним относятся:
- Выщипывание волокон бумаги (полное или частичное). Причина состоит в использовании краски повышенной вязкости и липкости. Данные свойства краски корректируются.
- Дробление или двоение отдельных печатающих элементов (штрихов или растровых элементов). Причины: 1) погрешности при зацеплении зубчатых передач; 2) сверхнормативная толщина декеля и неправильно выбранный состав.
- Муарообразование. Оно связано с неправильным изготовлением печатных форм. Данный дефект неустраним и форму необходимо переделать.
- Растискивание (увеличение площади растровых элементов на оттиске). Причина состоит в том, что при контакте формы с накатным валиком часть краски попадает на боковые грани печатных элементов форм высокой печати, либо краска выдавливается за края печатных элементов форм офсетной печати. Данное явление полностью не устранимо.
- Смазывание штрихов, расположенных параллельно образующей формного цилиндра. Этот дефект возникает при скольжении в зоне контакта печатной пары. Чтобы предупредить этот дефект, следует уменьшить деформацию декеля в зоне контакта.
Реклама

- Длина изображения на оттиске в направлении подачи листов бумаги больше длины изображения на форме. Это происходит в результате удлинения изображения при изгибе формы во время установки и закрепления на формном цилиндре. Чтобы устранить этот дефект производят подкладку под форму.
Важное значение для предупреждения возникновения данных дефектов имеет периодический контроль состояния печатной машины. Качество печати можно повысить, если будет проведена акклиматизация бумаги, правильно подобраны печатные краски с учетом реологических свойств и их закрепление на оттиске с минимальным отмарыванием. Для его полного предупреждения определяется вид противоотмарывающего устройства. Также выбирается тип нейтрализатора для предупреждения возникновения статистического электричества.
Вопрос 2. Раскат краски. Особенности деформационного поведения и деления слоя краски в нежестком зазоре и при сложном движении раскатного цилиндра
На стадии раската краска попадает в более сложные условия, чем на стадии вывода из красочного ящика. Усилия, воздействующие здесь на краску, являются:
- периодическими;
- кратковременными;
- знакопеременными.
Усилие сдвига в раскатной системе воздействует на краску периодически только в момент, когда данный участок краски попадает в зону контакта между валиком и цилиндром.
Время действия усилий зависит от конструкции раскатной группы и скорости работы машины. Знакопеременный характер усилия проявляется в поочередном сжатии и растяжении слоя на входе в зону и выходе из нее.
И в высокой и офсетной печати краска накатывается только на печатающие элементы, в связи с чем, на накатных валиках оставшийся слой имеет изрезанный профиль.
Если этот слой не выравнивать, то условия наката краски на форму резко ухудшаются. Поэтому всем или некоторым раскатным цилиндрам наряду с вращением сообщается возвратно-поступательное осевое перемещение, вызывающее осевой раскат краски.
Осевой раскат выравнивает рельеф краски. Однако он имеет и отрицательные последствия:
- увеличение деформаций эластичных оболочек валиков;
- повышение их температуры и ускорение изнашивания вследствие трения;
- усложнение схемы привода валиков;
- усложнение настройки краскоподающей группы.
Вопрос 3. Типовая схема подготовки листовых ротационных машин офсетной печати к печатанию тиража
Современное офсетное производство характеризуется интенсивным использованием компьютерной техники на всех стадиях подготовки издания к печати и проведения печатного процесса, а также достаточно широким внедрением элементов стандартизации и оптимизации.
Реклама

Значительные изменения претерпело в последние десятилетия офсетное печатное оборудование — листовые и рулонные ротационные машины. Основная часть его — это многокрасочные машины, построенные по модульному принципу. К важнейшим достоинствам листовых машин относятся:
- возможность изменения формата и красочности печатания;
- широкая номенклатура запечатываемых материалов — от легких бумаг, имеющих толщину менее 0,05 мм и массу менее 40 г/м2
, до картона толщиной до 1,0 мм и массой до 1000 г/м2
;
- высокая рабочая скорость (до 10-18 тыс. оттисков в час).
Укреплению позиций листовой офсетной печати способствуют и такие факторы, как постепенный переход от крупнотиражного печатания к выпуску продукции небольшими тиражами (прежде всего это относится к книжной и рекламной продукции), интенсивное оснащение листовых машин микропроцессорными системами контроля и регулирования, способствующими увеличению производительности и рентабельности печатного процесса, расширение спроса на высококачественную многокрасочную продукцию разнообразных форматов и т.д.
Высокое качество двусторонней многокрасочной печати (красочностью 4/4) на листах полного формата (70×100), а также двойного формата (100×140 см) и более является этапным достижением офсетной технологии. Для получения качественной печати необходимо предотвратить отмарывание отпечатанного листа на его оборотную сторону, добиться хорошего совмещения лицевой и оборотной сторон листа, совмещения красок на больших запечатываемых поверхностях и т. п. Особое значение имеет технология для печатания многокрасочных двухсторонних обложек периодических журналов и др. продукции, что являлось ранее прерогативой применения многокрасочных рулонных машин.
Вместе с тем использование подобной технологии требует выполнения определенных условий:
- бумажный лист должен быть «верным» не только по «головке», но и по «хвосту», т. к. после переворота лист идет «хвостом» вперед;
- формат листа должен быть несколько больше номинального;
- должны применяться быстрозакрепляющиеся краски;
- при печати насыщенных полос следует применять такие методы цветоделения как вычитание красок из-под черной и пр.
Помимо технологии 4/4 стали использовать печать с красочностью 6/2 и 7/1 по технологии Hi-Fi-Color, обеспечивающую выпуск продукции наиболее высокого качества, с большей насыщенностью, интенсивностью.
Односторонняя печать в 8 красок используется на упаковках, этикетках, а так же для изготовления специальных видов печатной продукции.
Листовые офсетные машины форматов 70×100 и 100×140 секционного построения обеспечивают весь спектр заказов: для печатания однокрасочной и многокрасочной продукции с одной или двух сторон листа средними и большими тиражами.
Подготовка машины для выполнения заказа включает различные процессы очистки, предварительной наладки узлов и устройств для подачи бумаги и краски, а также зарядки форм. После этого выполняется точная установка механизмов проводки бумаги, как последний шаг при подготовке к печати.
Наладка печатной машины
В ходе наладки функциональных узлов машины необходимо руководствоваться точно инструкцией по обслуживанию, действительной для данного типа машины. Далее приводятся лишь дополнительные практические наставления с точки зрения технологии печатания.
Печатный узел
Поверхность формного цилиндра должна быть всегда чистой. Остатки консервирующего вещества удаляют водой, всю поверхность обмывают очистителем или керосином, уайтспиритом. Перед установкой печатной формы ставят прижимные планки в центральное положение, чтобы иметь впоследствии возможность проводить коррекцию в обоих направлениях.
Офсетную резину перед установкой в машину обрабатывают глицерином и, вытерев ее насухо, покрывают тальком, чтобы увеличить ее эластичность и способность передачи. Оборотную текстильную сторону обрабатывают машинным маслом. Необходимо точно соблюсти установленную толщину декеля, чтобы обеспечить надлежащее положение в машине. При использовании подкладки под резиной, используют подкладку на 1/2 см уже с каждой стороны, чтобы под резину не попадали используемые препараты. Декель следует натягивать равномерно с обеих сторон цилиндра. Новый декель необходимо через короткое время эксплуатации вновь подтянуть. Сжимаемые виды декелей (Вулкан, Комби-перлон и т. п. ) нельзя натягивать с применением силы. Для печатания на мелованной бумаге используют резину с матовой поверхностью (тонко шлифованную), чтобы уменьшить прилипаемость бумаги к ее поверхности. Поверхность декеля необходимо тщательно содержать, так как от него зависит качество печати. Время от времени ее обмывают раствором (керосин 5 ч. и спирт этиловый 1 ч.) и покрывают тальком. Что касается его проминания, то на поврежденном месте натиск слабее. Необходимо изредка убедиться в состоянии декеля. Печатная пластина (без рисунка) в сухом состоянии покрывается равномерно краской, и на декель проводят оттиск. Места, не покрытые краской, на оборотной текстильной стороне отмечают карандашом и подклеивают тонкой бумагой (шелковой или плюр). Таким способом можно выровнять углубления на довольно хорошем декеле.
Соответствующий натиск между офсетным и печатным цилиндрами необходимо отрегулировать по толщине печатной бумаги. Для этой цели предназначен соответствующий регулировочный элемент, который оснащен шкалой.
Полоской бумаги изредка проверяют состояние захватов печатного цилиндра.
Поверхность печатного цилиндра, включая буртики всех трех цилиндров печатной секции, необходимо содержать в чистоте, о чем очень часто забывают.
Красочный аппарат
Тщательная наладка красочного аппарата и состояние цилиндров играют существенную роль в успешном протекании процесса печатания и в достижении качества печати. Предварительная основная наладка красочного ящика облегчит впоследствии проводимую регулировку и установку равномерного подбора краски в ходе печатания.
Регулировочные винты расслабляют так, чтобы они не касались красочного ножа. Корпус красочного ящика устанавливают щупом так, чтобы между ножом и поверхностью дуктора образовалась по обеим сторонам одинаковая щель (0, 3-0, 8 мм), и фиксируют его. Регулировочные винты подтягивают до легкого соприкосновения с ножом. При этом наладку проводят от центра одновременно к обоим краям. Одинаковым способом процесс повторяется, при этом нож уже подтягивают к поверхности дуктора. В красочный ящик вставляют шиберы и ракелем подают необходимое количество краски. Поворачивая вручную дуктором при постоянно включенном передающем валике, на глаз определяют равномерность толщины слоя краски на поверхности обоих цилиндров. Только после достижения требуемой наладки (с учетом характера печатной формы) с помощью регулировочного рычага освобождают передающий валик для заполнения краской всей системы красочного аппарата. Необходимо иметь в виду, что, поворачивая вручную дуктором, на его поверхность наноситься слой краски больше, чем при движении в машине. Тонкая поправка отбора краски проводится, поэтому в ходе заполнения краской при медленном движении машины по следам, оставляемым на поверхности дуктора передающим валиком.
Время от времени необходимо провести общий контроль состояния всех валиков красочного аппарата и убедиться в их исправной наладке. Валики с поврежденной поверхностью, набухшими краями, растресканные или затвердевшие, не в состоянии гарантировать надлежащее действие красочного аппарата. Валики с биением в машину устанавливать вовсе не следует.
Взаимное соприкосновение всех раскатных валиков должно быть по всей длине равномерным и соразмерным. Недостатки в наладке могут стать причиной полошения в ходе печатания. Наладку проводят с помощью полоски из стальной ленты (или прочной бумаги) толщиной 0, 10 - 0, 15 мм. Сопротивление к вытягиванию ленты, сжатой двумя соседними валиками, должно быть по обоим концам одинаковым. Особо важно отрегулирование приемно-передаточного валика. Уровень наладки валиков можно легко установить надежным способом. В валики равномерно втирают редкую прозрачную краску (лучше пеструю, чем черную). Машину останавливают и на мгновение оставляют в покое. После этого машину рывком включают так, чтобы появились следы возникших контактных полос, особо четко вырисовывающихся на металлических валиках. Таким образом, поочередно можно проверить наладку всех валиков. Между тем, несколько раз проворачивая машину, нужно "стереть" предшествующие следы.
Наладку накатных валиков по отношению к печатной форме проводят соответственно инструкции по обслуживанию определением ширины контактных полосок на сухой, изношенной печатной форме. Ширина полосок между накатным и соответствующим металлическим раскатным валиками должна достигать приблизительно половины (рис. 1). Накатные валики не должны иметь осевой (боковой) зазор в держателях.
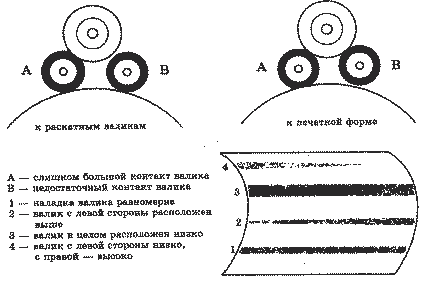
Рис 1. Наладка красочного аппарата
При мойке красочного аппарата необходимо уделять внимание красочному ящику. После каждой мойки нужно вычистить край ножа снизу, где накопляется краска. Засохшие остатки краски, в особенности в местах соприкосновения регулировочных винтов, значительно затрудняют тонкую наладку красочного ящика. Нанесенный слабый слой вазелина после очистки профилактически препятствует засыханию затекшей краски.
Система увлажнения
Наладка валиков системы увлажнения проводится подобно валикам красочного аппарата. Недостаточный контакт накатных валиков с печатной формой вызывает неравномерное увлажнение и, тем самым, тенение печатной формы. Слишком низко расположенные валики (большое отверстие в канале формного цилиндра) наталкиваются на ребро атаки печатной формы, что может вызвать загрязнение ребра или возникновение светлых полос на печатной поверхности. Валики с грязным декелем или стертым волосом не могут надлежащим образом выполнять своей функции. Поэтому их поверхность необходимо чаще "стирать" с помощью острой щетки с последующим высыханием в вертикальном положении.
Валики с новым декелем не годятся для печатания иллюстраций, так как "пускают волос", что оставляет следы на печати. Валики с новым декелем рекомендуют некоторое время "обкатать". После обкатки волоса следует проверить их наладку. Хорошо хранить один комплект валиков для печатания светлыми оттенками красок.

Рис. 2. Увлажняющий валик, низко расположенный
Для увлажнения используется чистая вода с небольшой добавкой фиксирующего раствора (1-2 дозы на 1 литр воды, равняющиеся содержанию закрывающей пластмассовой пробки на бутылке) или препарата для понижения поверхностного натяжения. Кислотность увлажняющего раствора должна достигать величины 4, 5, 6 рН. Для увеличения кислотности раствора (т. е. понижения величины рН) добавляют несколько капель 10 % opтофосфорной кислоты, для понижения кислотности — несколько капель 10% раствора гидроокисда натрия. Величину рН устанавливают с помощью реактивной бумаги.
Самонаклад
Стопа бумаги располагается в центр накладного стола. Надлежащая установка уровня стопы у самонаклада типа РОМАЙОР таково, при котором расстояние между присосами в их крайнем нижнем положении и верхним листом бумаги при отключенном воздухе составляет 1-5 мм. Данное расстояние лист преодолеет под воздействием раздувов.

Рис 3
У тонкой бумаги расстояние больше, у картона-меньше. Точную высоту уровня стопы регулируют маховичком щупа. У самонаклада со ступенчатой подачей листов машин АДАСТ ДОМИНАНТ уровень стопы контролирует сапожок, дающий импульс подающему механизму. По мере интенсивности соприкосновения сапожка с бумагой, которое уменьшается с уменьшением высоты стопы, постепенно также меняется уровень стопы. Удобным и используемым приспособлением является деревянный клин, вводимый в стопу около 20 см под сапожком. Его постепенным выдвижением можно в ходе печатания поддерживать одинаковый уровень без вмешательства в регулировочный элемент. Высота отделительных элементов (планшет, щеток) существенно окажет влияние на высоту раздуваемой раздувами слоя бумаги. Простым изменением данной установки можно тонко отрегулировать самонаклад при изменении вида бумаги, как правило, без дальнейшего вмешательства.
Прижимное усилие роликов на ленте конвейера должно быть соразмерным и у всех роликов одинаковым. У тонкой бумаги необходимо применять слабое прижимное усилие, в обратном случае происходит гофрирование листа. При соприкосновении листа с передними упорами между его задней кромкой и последним рядом прижимных роликов должен быть зазор 2-3 мм, чтобы лист стоял свободно для сталкивания боковым упором.
Точное выравнивание (приводка) листа бумаги теоретически обеспечено тремя точками, следовательно, двумя передними и одним боковым упорами. Передние упоры должны быть расположены в одной четвертой длины листа. Однако данное условие на практике нельзя соблюсти в результате разнородности форматов. Давление ролика бокового упора необходимо отрегулировать по толщине бумаги. Слишком большое давление может вызвать повреждение или вмятины на кромке, надвинутой к упору, у картонок - отталкивание листа. Поверхность упора должна стоять параллельно с кромкой листа. Точность приводки может также зависеть от слишком большой щели между направляющим листом и нижней планкой. Для того чтобы добиться надежного прилегания листов к упорам, используют ролики-щетки или металлические шарики, расположенные на тесьмах конвейера так, чтобы находиться по возможности на уровне бокового упора. При этом необходимо, чтобы лист свободно проходил под держателями шариков, чтобы шарики надежно прилегали к листу и свободно вращались в держателях. Чтобы предупредить задевание передней кромки и краев листа за детали конвейера, используют направляющие стержни или гибкие стальные ленты (планшеты).
Листовыводное устройство
Наладка листовыводного устройства заключается в регулировке сталкивателей по формату листа. При печатании иллюстраций, в особенности на мелованную бумагу, необходимо, чтобы некоторые части цепного выводного устройства (например, ролики) не марали печать. Полоской тонкой бумаги хорошо изредка проверить захватывание всех захватов цепного сбрасывателя.
Пульверизатор
Наладку проводят в ходе печатания. Используемый порошок не должен быть влажным
-
Задача
Формат издания 70×100/32. Объем издания — 232 страницы. Тираж — 29 000 экземпляров. Бумага для печати блока — 80 г/м2
, покровного материала — 120 г/м2
, форзаца — 120 г/м2
. Толщина тиражной бумаги для блока — 0,13 мм. Технические отходы на печать блока — 3,1 %, покровного материала — 3,6 %, форзаца — 1,7 %. технические отходы на приладку (на каждую печатную форму) для блока — 30 бум. л., покровного материала — 35 бум. л., форзаца — 20 бум. л. Красочность блока — 4+4, покровного материала — 4+0, форзаца — 1+0. Печать блока и покровного материала ведется на машине красочностью 4+0, форзаца — на машине красочностью 1+0. Нормы расхода краски на 1000 краскооттисков: Ж — 125 г, Г — 78 г, П 72 г, Ч — 60 г. Определить количество бумаги и краски на печать тиража блока, покровного материала и форзаца. Формат бумаги для покровного материала — 60×84 см, форзаца — 60×90 см.
Определим количество бумаги на печать тиража для покровного материала.
а) определим формат издания после обрезки.
700/4=125 мм,
1000/8=175 мм.
Следовательно, формат после обрезки 120×165 мм.
б) Определяем размеры заготовки для покровного материала
Шп.
= Тб.
+ 2 (Ш + Кк.
+ Кот.
+ Кп.
+ З), (1.1)
где Шп.
– ширина покровного материала, мм;
Ш – ширина издания после обрезки, мм;
Кк.
– толщина картона, (по 1мм);
Кот.
– толщина картона на отстав, (1-3) мм;
Кп.
– ширина передних кантов, 4 мм;
З – загибка, 15 мм;
Тб.
– толщина блока.
Тб.
рассчитывается по формуле:
Тб.
= (0,5 × d× Vпеч.л. × h) + Nд.
+ hд.
, (1.2)
где h– толщина тиражной бумаги, мм;
Nд.
– количество листов дополнительных элементов;
hд.
– толщина листа бумаги дополнительных элементов, мм.
Тб.
= (0,5 × 32 × 7,25 × 0,13) = 15,08 мм.
Шп.
= 15,08 + 2 (120 + 1 + 1 + 4 +15) = 297 мм.
Вп.
= В + 2 (Кк.
+ Квн.
+ З), (1.3)
где Вп.
– высота покровного материала, мм;
В — высота издания после обрезки, мм;
Квн.
– ширина верхних и нижних кантов, 3 мм.
Вп.
= 165 + 2 (1 + 3 + 15) = 203 мм.
Размер заготовки 203 × 297 мм.
в) Определяем количество заготовок на листе бумаги формата 600 × 840 мм.
600 / 297 » 2;
840 / 203 » 4.
На листе размещается 8 заготовок.
г) Определяем количество бумажных листов на тираж:
Nт
= 29000 / 8 = 3625 бум. л.
д) Определим количество печатных листов на технические нужды при печати:
Nп
= (Nт
× Nот1
× Кр
) / 100, (1,4)
где Nот1
— норма отхода на печать, %
Кр
— красочность.
Nп
= (3625 × 3,6 × 4) / 100 = 522 печ. л.
е) Определим количество бумажных листов на приладку:
Nприл
= Nот2
× Кф
, (1,5)
где Nот2
— норма отхода на приладку, бум. л.;
Кф
— количество печатных форм.
Nприл
= 35 × 4 = 140 бум. л.
ж) Определим суммарное количество бумажных листов:
NΣ
= 3625 + 522 + 140 = 4287 бум. л.
з) Определим Sбумажного листа формата 60×84 см:
S= 0,6 × 0,84 = 0,504 м2
и) Определим массу 1 бум. л.
М = 0,504 × 120 = 60,48 г.
к) Определим суммарную массу на тираж:
МΣ
= 4287 × 60,48 = 259 287 г » 259 кг.
Определим количество бумаги на печать тиража для форзацев.
а) определим формат издания до обрезки.
700/4=125 мм,
1000/8=175 мм.
Следовательно, формат до обрезки 125×175 мм.
б) Определяем размеры заготовки для форзаца:
Шф.
= 2 × Шд.о.
, (1.6)
где Шф.
– ширина форзаца, мм;
Шд.о.
— ширина до обрезки, мм;
Шф.
= 2 × 125 = 250 мм.
Вф.
= Вд.о.
, (1.7)
где Вф.
– высота форзаца, мм;
Вд.о.
— высота издания до обрезки, мм;
Вф.
= 175 мм.
Размер заготовки 175 × 250 мм.
в) Определяем количество заготовок на листе бумаги формата 600 × 900 мм.
600 / 175» 3;
900 / 250 » 3.
На листе размещается 9 заготовок.
г) Определяем количество бумажных листов на тираж:
Nт
= 29000 × 2 / 9 = 6444 бум. л.
д) Определим количество печатных листов на технические нужды при печати:
Nп
= (6444 × 1,7 × 1) / 100 = 109,5 печ. л.
е) Определим количество бумажных листов на приладку:
Nприл
= 20 × 1 = 20 бум. л.
ж) Определим суммарное количество бумажных листов:
NΣ
= 6444 + 20 + 109,5 = 6573,5 бум. л.
з) Определим Sбумажного листа формата 60×90 см:
S= 0,6 × 0,9 = 0,54 м2
и) Определим массу 1 бум. л.
М = 0,54 × 120 = 64,8 г.
к) Определим суммарную массу на тираж:
МΣ
= 6573,5 × 64,8 = 425 962 г » 426 кг.
Определяем количество бумаги на печать тиража для блока.
а) определим количество печатных листов в издании:
Nп.л.
= 232 /32 = 7,25 печ. л.
б) определим количество бум. листов:
Nб.л.
= 7,25 / 2 = 3,625 б.л.;
в) определим количество бум.л. на тираж:
Nб.л.т.
= 3,625 × 29 000 = 105 125 б.л.;
г) Определяем количество бумажных листов на технические нужды при печати:
Nпеч.н.
=105 125 × 3,1 × 4 / 100 = 13 035,5 б.л;
д) Определим количество бумажных листов на приладку:
Nприл
= 30 × 20 = 600 б.л.;
е) Определим суммарное количество бумажных листов:
NΣ
= 105 125 + 13 035,5 + 600 = 118 760,5 бум. л.
ж) Определим Sбумажного листа формата 70×100 см:
S= 0,7 × 1 = 0,7 м2
з) Определим массу 1 бум. л.
М = 0,7 × 80 = 56 г.
и) Определим суммарную массу на тираж:
МΣ
= 118 760,5 × 56 = 6 650 588 г » 6,65 т.
Определим количество краски на печать тиража для блока.
Расчет количества краски на тираж определяется по формуле:
Ккр
= N× Кпер
× Нрасх.
, (1.8)
где Ккр
— требуемое количество краски, г;
N— количество тыс. краскооттисков;
Кпер
— коэффициент перевода физических печатных листов в условные;
Нрасх.
— норма расхода краски на 1000 краскооттисков.
Ккр.б.ж.
= 210,25 × 1,3 × 125 = 34 166 г » 34,1 кг;
Ккр.б.г.
= 210,25 × 1,3 × 78 = 21 320 г » 21,3 кг;
Ккр.б.п.
= 210,25 × 1,3 × 72 = 19 679 г » 19,7 кг;
Ккр.б.ч.
= 210,25 × 1,3 × 60 = 16 399 г » 16,4 кг;
Определим количество краски на печать тиража для форзаца.
Ккр.ф.ж.
= 1,611 × 125 = 201,375 г;
Ккр.ф.г.
= 1,611 × 78 = 125 г;
Ккр.ф.п
= 1,611 × 72 = 116 г;
Ккр.ф.ч
= 1,611 × 60 = 96 г.
Определим количество краски на печать тиража для покровного материала.
Ккр.п.м.ж.
= 3,625 × 0,93 × 125 = 421,4 г;
Ккр.п.м.г.
= 3,625 × 0,93 × 78 = 263 г;
Ккр.п.м.п.
= 3,625 × 0,93 × 72 = 243 г;
Ккр.п.м.ч.
= 3,625 × 0,93 × 60 = 202 г;
Ответ: количество бумаги : для печати блока — 6,65 т;
для покровного материала — 259 кг;
для форзаца — 426 кг;
количество краски: для печати блока — Ккр.б.ж.
= 34,1 кг;
Ккр.б.г.
= 21,3 кг;
Ккр.б.п.
= 19,7 кг;
Ккр.б.ч.
= 16,4 кг;
для печати покровного материала — Ккр.п.м.ж.
= 421,4 г;
Ккр.п.м.г.
= 263 г;
Ккр.п.м.п.
= 243 г;
Ккр.п.м.ч.
= 202 г;
для печати форзаца — Ккр.ф.ж.
= 201 г;
Ккр.ф.г.
= 125 г;
Ккр.ф.п
= 116 г;
Ккр.ф.ч
= 96 г.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Вилсон, Д. Д. Основы офсетной печати [Текст] / Д. Д. Вилсон. — М.: принт-медиа центр, 2005. — 219 с.
2. Мюллер, П. Офсетная печать [Текст] / П. Мюллер; пер. Т. И. Сурановой. М.: Книга, 1988. — 208 с.
3. Стефанов, С. Полиграфия и технология печати [Текст] / С. Стефанов. — М.: Либроком, 2009. — 144 с.
4. Киппхан, Г. Энциклопедия по печатным средствам информации. Технология и способы производства [Текст] / Г. Киппхан; пер. с нем. — М.: МГУП, 2003. — 1280 с.
|
