| СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 4
1. Технологическая часть. 6
1.1. Обоснование реконструкции транспортного цеха. 6
1.2. Расчёт производственной программы по ТО и ремонту подвижного состава. 7
1.2.1. Исходный данные. 7
1.2.2. Расчёт производственной программы по ТО.. 8
1.2.3. Расчёт годового объёма работ. 12
1.2.4. Расчёт численности работающих. 16
1.2.5. Выбор метода организации технических обслуживаний и текущего ремонта автомобилей, режима работы зон технического обслуживания и текущего ремонта. 32
1.2.6. Расчёт постов и поточных линий зон технического обслуживания и текущего ремонта. 32
1.2.7. Определение потребности в технологическом оборудовании. 37
1.2.8. Расчёт площадей помещений. 40
1.2.9. Разработка схемы генерального плана и объёмно-планировочных решений. 45
2. Электрическая часть. разработка схемы энергоснабжения транспортного цеха. 53
3. Экономическая часть. 73
3.1. Расчёт стоимости производственных фондов Расчёт объёма здания 73
3.2. Численность рабочих. 73
3.3. Расчёт основного фонда зарплаты.. 74
3.4. Материальные затраты.. 76
3.5. Прочие расходы.. 78
3.6. Калькуляция себестоимости Калькуляция себестоимости для зон ЕО, ТО‑1, ТО‑2. 78
3.7. Финансовые показатели Определение доходов для зон ЕО, ТО‑1, ТО‑2 80
4. Конструкторская часть. модернизация стенда для обкатки коробок передач. 83
4.1. Обоснование необходимости модернизации стенда для обкатки коробок передач. 83
4.2. Описание прототипа. 83
4.3. Описание стенда для обкатки и контроля испытаний под нагрузкой коробок передач. 84
4.5. Обоснование кинематических и силовых параметров стенда. 86
4.6. Расчёт клиноременной передачи привода стенда. 88
4.7. Гидропривод стенда для обкатки коробок передач. 92
4.7.1. Исходные данные для гидравлического расчёта стенда. 92
4.7.2. Расчёт диаметра гидроцилиндра. 92
4.7.3. Определение диаметра штока цилиндра. 92
4.7.4. Расчёт расхода масла. 92
4.7.5. Выбор насоса. 92
4.7.6. Расчёт мощности потребляемой насосом. 93
4.7.7. Расчёт фактического толкающего усилия развиваемого гидроцилиндром 93
4.7.8. Расчёт максимальной скорости развиваемой поршнем гидроцилиндра 93
4.7.9. Расчёт внутренних диаметров гидролиний. 93
Реклама

4.7.10. Расчёт толщины стенок гильзы гидроцилиндра и трубы напорной гидролинии. 94
4.8. Технологическая карта на изготовление вала-шестерни. 94
5. Безопасность жизнедеятельности. 108
5.1. Охрана окружающей среды.. 108
5.2. Охрана труда. 109
5.2.1. Опасные и вредные производственные факторы, сопровождающиеся в работе обслуживающего персонала стенда для испытания коробок передач. 109
5.2.2. Разработка инженерных решений по ограничению воздействий опасных производственных факторов на оператора стенда для испытания коробок передач 110
5.2.3. Разработка инженерных решений по ограничению воздействий вредных производственных факторов на оператора стенда для испытания коробок передач 114
5.2.4. Эргономические требования. 116
5.2.5. Пожарная безопасность. 117
ЗАКЛЮЧЕНИЕ.. 118
СПИСОК ЛИТЕРАТУРЫ... 119
В условиях возрастающих объёмов грузопотоков между предприятиями повышается значение автомобильного транспорта. Автомобилисты смогут обеспечить выполнение поставленных задач при увеличении численности подвижного состава, улучшение условий его эксплуатации и технического обслуживания.
Создание высокомеханизированных и автоматизированных предприятий неразрывно связано с внедрением в практику достижений науки, новейшей техники и передовых технологий, применением наиболее рациональных и производительных систем машин, агрегатов и робототехнических систем.
Эффективность использования автомобильного транспорта на перевозках различного применения, прежде всего, зависит от того, какая техническая готовность автотранспортных средств.
Поддержание автомобилей в состоянии высокой эксплуатационной надёжности с минимальными трудовыми и материальными затратами и создание безопасности труда для условий дорожного движения и окружающей среды является главной целью деятельности всех служб автотранспортных предприятий.
Для создания таких условий эксплуатации и обеспечения бесперебойной работы подвижного состава, предприятия автомобильного транспорта располагают производственно-технической базой, состояние и развитие которой должны всегда соответствовать численности и потребности подвижного состава предприятия.
В связи с этим особое значение приобретают вопросы строительства предприятий автомобильного транспорта, призванная обеспечить соответствие требований подвижного состава в механическом обслуживании и ремонт, и расширение возможностей производственно-технической базы реконструируемого предприятия.
Реклама

Строительство новых автотранспортных предприятий возможно за счёт технического перевооружения, применения высокопроизводительного оборудования производственных зон и участков главного производственного корпуса и существенного улучшения организационно-технических средств в службе технической эксплуатации.
Значительное отставание производственно-технической базы автомобильного транспорта от роста парка, недостаточное оснащение её средствами механизации производственных процессов, сравнительно малые размеры автотранспортных предприятий, особенно ведомственных, отрицательно влияют на техническое состояние автомобилей, увеличивают потребность в ресурсах и замедляют рост производительности труда ремонтного персонала.
В основе разработки лежат проектные решения по технологии и организации производства, технического обслуживания и ремонта подвижного состава. Сокращение трудоёмкости работ, оснащение рабочих мест и постов высокопроизводительным оборудованием и на этой основе резкое повышение уровня механизации производственных процессов технического обслуживания и ремонта подвижного состава рассматривают как одно из главных направление технического процесса при строительстве новых предприятий.
Механизация работ при техническом обслуживании и текущем ремонте служат основой при повышении эффективности производства, улучшения условий труда, повышение его безопасности, и самое главное, способствует решению задачи повышения производительности труда, что особенно важно в условиях экономической нестабильности производства.
Все эти вопросы имеют важное значение для разрабатываемого дипломного проекта. Целью дипломного проекта является разработка планировочных решений и расчёт основных календарно-плановых показателей при строительстве главного производственного корпуса АТП на 350 автомобилей.
Существующий транспортный цех работает тридцать лет, он строился и развивался в соответствии с требованиями пятилеток. Пополнение подвижного состава и виды работ постоянно менялись. Производственные подразделения размещены по всей территории предприятия, что значительно затрудняет управление производством и исключает возможность применения современных методов организации производства и высокопроизводительного оборудования.
В изменившихся условиях хозяйствования крайне важно иметь возможность быстрого перехода предприятия на другие виды работ. При этом остро встаёт необходимость значительного сокращения простоев автомобилей при прохождении технического обслуживания и текущего ремонта.
Поэтому существующую спецавтобазу необходимо реконструировать с целью организации производства ТО и ремонта с применением прогрессивных методов и форм организации производства.
Для этого в данном проекте были выполнены расчёты: производственной программы по ТО и ремонту автомобилей, трудоёмкости работ, численности ремонтных работников, производственных площадей и подбор оборудования, разработана схема энергоснабжения транспортного цеха, и экономический расчёт. Была выполнена модернизация стенда для обкатки коробок передач (конструкторская часть) и рассмотрены его органомические требования.
Расчёт трудоёмкости работ, численности ремонтных работников. Подбор оборудования и расчёт производственных площадей транспортного цеха
Тип и количество подвижного состава:
- грузовые бортовые машины общего назначения:
1). ГАЗ 66‑02 – 40 шт. (5805´2322´2400);
2). ГАЗ 52‑04 – 40 шт. (5705´2200´2150);
3). ГАЗ 53А – 40 шт. (6395´2380´2190);
4). МАЗ 5335 – 40 шт. (7250´2500´2720);
5). МАЗ 500А – 40 шт. (7140´2500´2640);
- седельные тягачи + полуприцепы:
6). КамАЗ 5410 + МАЗ 5245 – 50 шт. (7180´2500´2830 + 8165´2500´2355);
7). КамАЗ 54112 + ОдАЗ 9385 – 50 шт. (6180´2500´2830 + 8165´2500´2355);
автомобили самосвалы:
8). КрАЗ 222 – 25 шт. (8190´2640´2830);
9). КрАЗ 256Б1 – 25 шт. (8100´2640´2830).
2. Среднесуточный пробег – 150 км.
3. Категория условий эксплуатации – III.
4. Климатический район – умеренно-тёплый.
5. Пробег автомобиля с начала эксплуатации в долях нормируемого пробега до капитального ремонта: свыше 0,75 до 1,00.
6. Списочное число автомобилей – 350 шт.
7. Коэффициент технической готовности – 0,91.
1.2.2.1. Выбор и корректирование нормативной периодичности ТО и пробега до КР
В общем случае нормативный пробег автомобиля до КР и периодичность ТО‑1 и ТО‑2 определяются по формуле:
 , [1] , [1]
где -нормативная периодичность ТО i‑го вида, км; -нормативная периодичность ТО i‑го вида, км;
 -коэффициент категории условий эксплуатации; -коэффициент категории условий эксплуатации;
 -коэффициент модификации подвижного состава и организации его работы; -коэффициент модификации подвижного состава и организации его работы;
 -коэффициент климатических условий. -коэффициент климатических условий.
Результаты расчётов сводим в форму 1.
Для удобства последующих расчётов пробег между отдельными видами ТО и ТР должен быть скорректирован со среднесуточным пробегом при помощи показателя кратности Форма 1.
| № п/п
|
Тип, модель подвижного состава
|
Вид пробега
|
Норматив-ный пробег, км
|
|
|

|
Скоррек-тирован-ный пробег, км
|
Расчёт-ный пробег, км
|
| 1
|
ГАЗ-66-02
|
LТО-1
|
3000
|
0,9
|
1
|
0,9
|
2700
|
2700
|
| - 52-04
|
LТО-2
|
12000
|
10800
|
10800
|
| - 53-А
|
LК
|
175000
|
141750
|
140400
|
| 2
|
МАЗ-5335
|
LТО-1
|
3000
|
0,9
|
1
|
0,9
|
2700
|
2700
|
| - 500А
|
LТО-1
|
12000
|
10800
|
10800
|
| LК
|
250000
|
202500
|
194400
|
| 3
|
КамАЗ+
|
LТО-1
|
3000
|
0,9
|
0,9
|
0,9
|
2430
|
2400
|
| полуприцеп
|
LТО-1
|
12000
|
9720
|
9600
|
| LК
|
300000
|
218700
|
211200
|
| 4
|
КрАЗ-222
|
LТО-1
|
3000
|
0,9
|
0,8
|
0,9
|
2160
|
2100
|
| - 256Б1
|
LТО-1
|
12000
|
8640
|
8400
|
| LК
|
250000
|
162000
|
159600
|
 , ,
где -скорректированная соответствующего вида воздействия, км; -скорректированная соответствующего вида воздействия, км;
 -среднесуточный пробег автомобиля, км. -среднесуточный пробег автомобиля, км.
Показатель кратности округляется до целого числа и определяется расчётная периодичность или расчётный пробег соответствующего вида воздействия по формуле  . .
Результаты расчётов сводим в форму 2.
Определение числа КР, ТО на один автомобиль за цикл Число КР, ТО‑1, ТО‑2 и ЕО за цикл на один автомобиль можно определить по формулам [1]:
 ; ;
 ; ;
 ; ;
 , ,
где , ,  , ,  , ,  -соответственно число КР, ТО1, ТО2, ЕО на один автомобиль за цикл. -соответственно число КР, ТО1, ТО2, ЕО на один автомобиль за цикл.
Расчёты по определению числа воздействий на один автомобиль за цикл сводим в форму 2.
Определение числа ТО на один автомобиль и весь парк за год Годовое число воздействий на один списочный автомобиль и весь парк автомобилей одной модели составит [1]:
Форма 2.
| № п/п
|
Тип, модель подвижного состава
|
Расчётные пробеги , км
|

|

|

|

|
| 1
|
ГАЗ
|

|
-
|
-
|
-
|
936
|
| 
|
-
|
-
|
39
|
-
|
| 
|
-
|
12
|
-
|
-
|
| 
|
1
|
-
|
-
|
-
|
| 2
|
МАЗ
|
|
-
|
-
|
-
|
1296
|
|
|
-
|
-
|
54
|
-
|
|
|
-
|
17
|
-
|
-
|
| 
|
1
|
-
|
-
|
-
|
| 3
|
КамАЗ
|
|
-
|
-
|
-
|
1408
|
| 
|
-
|
-
|
66
|
-
|
| 
|
-
|
21
|
-
|
-
|
| 
|
1
|
-
|
-
|
-
|
| 4
|
КрАЗ
|
|
-
|
-
|
-
|
1064
|
| 
|
-
|
-
|
57
|
-
|
| 
|
-
|
18
|
-
|
-
|
| 
|
1
|
-
|
-
|
-
|
на один списочный автомобиль  , ,
 , ,
 ; ;
на весь парк (группу) автомобилей  , ,
 , ,
 ; ;
где -списочное число автомобилей, шт.; -списочное число автомобилей, шт.;
 -коэффициент перехода от цикла к году -коэффициент перехода от цикла к году

 ; [2] ; [2]
где -годовой пробег автомобиля, км; -годовой пробег автомобиля, км;
 -расчётный пробег автомобиля до КР, км. -расчётный пробег автомобиля до КР, км.
Годовой пробег автомобиля [2]:
 км; км;
где -число дней работы предприятия в году; -число дней работы предприятия в году;
 -коэффициент технической готовности. -коэффициент технической готовности.
Результаты вычислений сводим в форму 3.
Определение числа диагностических воздействий на весь парк за год Число Д‑1 на весь парк за год определяется по формуле
 . .
Число Д‑2 на весь парк за год определяется по формуле
 . .
Определение суточной программы по ТО и диагностированию автомобилей По видам ТО (ЕО, ТО‑1, ТО‑2) и диагностированию (Д‑1, Д‑2) суточная производительная программа определяется по формуле
 , [2] , [2]
где -годовая программа по каждому виду ТО или диагностике в отдельности; -годовая программа по каждому виду ТО или диагностике в отдельности;
-годовое число дней работы зоны, предназначенной для выполнения того или иного вида ТО и диагностирования автомобилей.
Расчёты сводим в форму 3.
Выбор методов оптимизации технологического процесса технического обслуживания автомобилей Исходя из полученной суточной программы по техническому обслуживанию, принимаем следующие методы организации технологического процесса технического обслуживания:
Форма 3.
Расчёт показателей производственной программы по ТО списочного парка машин
| № п/п
|
Тип, модель подв. состава
|
Расчётные показатели по моделям
|
| aТ
|
ДРАБ.Г.
|
LГ
|
hГ
|
NЕО. С
|
N1С
|
N2С
|
NЕО. Г
|
N1Г
|
N2Г
|
SNЕОГ
|
SN1Г
|
SN2Г
|
| 1
|
ГАЗ66‑02
|
0,91
|
253
|
34535
|
0,25
|
37
|
2
|
1
|
234
|
10
|
3
|
9360
|
400
|
120
|
| 2
|
ГАЗ52‑04
|
0,91
|
253
|
34535
|
0,25
|
37
|
2
|
1
|
234
|
10
|
3
|
9360
|
400
|
120
|
| 3
|
ГАЗ‑53А
|
0,91
|
253
|
34535
|
0,25
|
37
|
2
|
1
|
234
|
10
|
3
|
9360
|
400
|
120
|
| 4
|
МАЗ‑5335
|
0,91
|
253
|
34535
|
0,17
|
35
|
2
|
1
|
220
|
9
|
3
|
8800
|
360
|
120
|
| 5
|
МАЗ500А
|
0,91
|
253
|
34535
|
0,17
|
35
|
2
|
1
|
220
|
9
|
3
|
8800
|
360
|
120
|
| 6
|
КамАЗ5410+МАЗ5245
|
0,91
|
253
|
34535
|
0,16
|
45
|
2
|
1
|
225
|
9
|
3
|
11250
|
450
|
150
|
| 7
|
КамАЗ5410+ОдАЗ9385
|
0,91
|
253
|
34535
|
0,16
|
45
|
2
|
1
|
225
|
9
|
3
|
11250
|
450
|
150
|
| 8
|
КрАЗ‑222
|
0,91
|
253
|
34535
|
0,21
|
23
|
2
|
12
|
235
|
13
|
4
|
5875
|
325
|
100
|
| 9
|
КрАЗ‑256Б1
|
0,91
|
253
|
34535
|
0,21
|
23
|
2
|
1
|
235
|
13
|
4
|
5875
|
325
|
100
|
- для ЕО – поточный метод обслуживания;
- для ТО1 и ТО2 – специализированные проездные посты;
- для ТР – универсальные проездные посты.
Выбор и корректирование нормативных трудоёмкостей Расчётная скорректированная трудоёмкость ежедневного обслуживания определяется из выражения:
 , [1] , [1]
 , ,
где -нормативная трудоёмкость ежедневного обслуживания, чел. -ч.; -нормативная трудоёмкость ежедневного обслуживания, чел. -ч.;
К2, К5, КМ-коэффициенты учитывающие соответственно модификацию подвижного состава, количество автомобилей в транспортном цехе, снижение трудоёмкости за счёт механизации работ ежедневного обслуживания;
М-доля работ ежедневного обслуживания выполняемых механизированным способом,%.
Расчётная скорректированная трудоёмкость ТО‑1 и ТО‑2 определяется из выражения:
 ; ;
где -нормативная трудоёмкость технических обслуживаний (ТО1 или ТО2), чел. -ч. -нормативная трудоёмкость технических обслуживаний (ТО1 или ТО2), чел. -ч.
Расчётная скорректированная трудоёмкость текущего ремонта определяется из выражения:
 ; ;
где -нормативная трудоёмкость текущего ремонта, -нормативная трудоёмкость текущего ремонта,
 ; ;
К1, К2, К3-коэффициенты, учитывающие соответственно категорию условий эксплуатации, климатический район, пробег подвижного состава с начала эксплуатации.
Результаты сводим в форму 4.
Форма 4.
Определение расчётной скорректированной трудоёмкости по видам воздействия
| № п/п
|
Тип подвижного состава
|

|

|

|
|

|

|

|

|

|

|

|

|

|
| 1
|
ГАЗ
|
0,4
|
2,1
|
9,0
|
3,6
|
0,9
|
1
|
0,9
|
1,2
|
0,9
|
0,18
|
1,89
|
8,1
|
3,13
|
Продолжение таблицы.
| 2
|
МАЗ
|
0,3
|
3,4
|
13,6
|
6,0
|
0,9
|
1
|
0,9
|
1,2
|
0,9
|
0,135
|
3,06
|
12,42
|
5,25
|
| 3
|
КамАЗ+п/прицеп
|
0,5
|
3,4
|
14,5
|
8,5
|
0,9
|
0,9
|
0,9
|
1,2
|
0,9
|
0,2
|
2,75
|
11,75
|
6,69
|
| 4
|
КрАЗ
|
0,5
|
3,5
|
14,7
|
6,2
|
0,9
|
0,8
|
0,9
|
1,2
|
0,9
|
0,18
|
2,52
|
10,58
|
4,34
|
Определение годового объёма работ по техническим обслуживаниям и текущего ремонта Объём работ по ЕО, ТО‑1, ТО‑2 за год определяется из выражения [2]:
 ; ;
 ; ;
 ; ;
где , ,  , ,  -соответственно годовое число ежедневного обслуживания, технического обслуживания №1 и технического обслуживания №2 на весь парк (группу) автомобилей одной модели; -соответственно годовое число ежедневного обслуживания, технического обслуживания №1 и технического обслуживания №2 на весь парк (группу) автомобилей одной модели;
 , ,  , ,  -расчётная скорректированная трудоёмкость ежедневного обслуживания, технических обслуживаний №1 и №2, чел. ‑ч. -расчётная скорректированная трудоёмкость ежедневного обслуживания, технических обслуживаний №1 и №2, чел. ‑ч.
Годовой объём работ текущего ремонта определяется из выражения:
 , [2] , [2]
гдеL2-годовой пробег автомобиля, км;
АU-списочное число автомобилей;
tТР-расчётная скорректированная трудоёмкость текущего ремонта,  . .
1.2.3.1. Определение годового объёма работ по самообслуживанию автобазы
Годовой объём работ по самообслуживанию определяется из выражения  , ,
Где Квсп-объём вспомогательных работ, Квсп=20¸30%;
Ксам-объём работ по самообслуживанию.
Расчёты по определению годового объёма работ сводим в форму 5.
Форма 5.
Определение годового объёма работ в транспортном цехе
| № п/п
|
Показатели
|
Единицы измерения
|
Марка подвижного состава
|
Виды воздействия
|
Всего
|
| ЕО
|
ТО‑1
|
ТО‑2
|
ТР
|
| 1
|
Годовое количество воздействий SNЕ.О. Г;
SN1Г;
SN2Г
|
ед.
|
ГАЗ66‑02
|
9360
|
400
|
120
|
9880
|
| ГАЗ52‑04
|
9360
|
400
|
120
|
9880
|
| ГАЗ53‑А
|
9360
|
400
|
120
|
9880
|
| МАЗ5335
|
8800
|
360
|
120
|
9280
|
| МАЗ500А
|
8800
|
360
|
120
|
9280
|
| КамАЗ5410+МАЗ
|
11250
|
450
|
150
|
11850
|
| КамАЗ54112+ОдАЗ
|
11250
|
450
|
150
|
11850
|
| КрАЗ222
|
5875
|
325
|
100
|
6300
|
| КрАЗ256Б1
|
5875
|
325
|
100
|
6300
|
| Итого
|
80230
|
3470
|
1100
|
84800
|
| 2
|
Суточное количество воздействий SNЕ.О. С;
SN1С;
SN2С
|
ед.
|
ГАЗ66‑02
|
37
|
2
|
1
|
40
|
| ГАЗ52‑04
|
37
|
2
|
1
|
40
|
| ГАЗ53‑А
|
37
|
2
|
1
|
40
|
| МАЗ5335
|
35
|
2
|
1
|
38
|
| МАЗ500А
|
35
|
2
|
1
|
38
|
| КамАЗ5410+МАЗ
|
45
|
2
|
1
|
48
|
| КамАЗ54112+ОдАЗ
|
45
|
2
|
1
|
48
|
| КрАЗ222
|
23
|
2
|
1
|
26
|
| КрАЗ256Б1
|
23
|
2
|
1
|
26
|
| Итого
|
317
|
18
|
9
|
344
|
| 3
|
Годовой объём работ по ТО и ремонту ТЕ.О. Г;
Т1Г;
Т2Г;
ТТР. Г
|
чел. -ч.
|
ГАЗ66‑02
|
1670
|
756
|
927
|
4324
|
7722
|
| ГАЗ52‑04
|
1670
|
756
|
927
|
4324
|
7722
|
| ГАЗ53‑А
|
1670
|
756
|
927
|
4324
|
7722
|
| МАЗ5335
|
1231
|
1101
|
1677
|
7252,5
|
11261,5
|
| МАЗ500А
|
1231
|
1101
|
1677
|
7252,5
|
11261,5
|
| КамАЗ5410+МАЗ
|
42240
|
1237,5
|
1762,5
|
11552
|
16792
|
| КамАЗ54112+ОдАЗ
|
2240
|
1237,5
|
1762,5
|
11552
|
16792
|
| КрАЗ222
|
1057,5
|
819
|
1058
|
3747
|
6681,5
|
| КрАЗ256Б1
|
1057,5
|
819
|
1058
|
3747
|
6681,5
|
| Итого
|
14068
|
8584
|
11910
|
58074
|
92636
|
 чел. -ч. чел. -ч.
Распределение объёма технических обслуживаний и текущего ремонта по производственным зонам Объём технических обслуживаний и текущего ремонта распределяется по месту его выполнения по технологическим и организационным признакам текущего ремонта и технических обслуживаний выполняются на постах и производственных участках (отделениях). К постовым относятся работы по техническим обслуживаниям и текущему ремонту, выполняемые непосредственно на автомобиле. Работы по проверке и ремонту узлов, механизмов и агрегатов, снятых с автомобилей выполняют на участках.
Распределение объёма по самообслуживанию автомобилей Все работы по самообслуживанию выполняются в отделе главного механика.
На эксплуатационном предприятии состав работающих делится на следующие категории:
- производственные рабочие;
- эксплуатационный персонал (водители);
- младший обслуживающий персонал;
- вспомогательные рабочие;
- инженерно-технические работники;
- счётно-конторский персонал.
Явочное число производственных рабочих определяется из выражения:
 . .
Списочное число производственных рабочих определяется из выражения:
 . .
гдеТр-годовой объём работ в зоне технического обслуживания, текущего ремонта, чел. -ч.;
Фнр-номинальный годовой фонд времени рабочего;
Фдр-годовой действительный фонд времени рабочего;
Квн-коэффициент перевыполнения нормы выработки, Кнв=1,1¸1,2.
Номинальный годовой фонд времени рабочего:
 , ,
гдеВ-количество выходных дней в году;
П-количество праздничных дней в году;
К-количество календарных дней в году;
Пр-количество часов в году, на которое сокращается рабочий день в предпраздничные дни, ч.;
tсм-продолжительность рабочей смены, ч. Действительный годовой фонд времени рабочего:
 , гдеt0-продолжительность отпуска, дней; , гдеt0-продолжительность отпуска, дней;
b-коэффициент, учитывающий потери времени по уважительным причинам.
Расчёты по определению фондов времени по профессиям рабочих сводим в форму 6.
Форма 6.
Годовые фонды времени рабочих
| № п/п
|
Профессия рабочего
|
Продол-житель-ность рабочей смены, tсм, ч
|
Длитель-ность отпуска, t0, дней
|
Коэф. потери рабочего времени, b
|
Годовой фонд рабочего, ч
|
| номи-нальный, Фнр
|
действи-тельный, Фдр
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 1
|
Слесари по ремонту приборов системы питания
|
7,2
|
24
|
0,92
|
1801
|
1498
|
| 2
|
Аккумуляторщики
|
7,2
|
24
|
0,92
|
1801
|
1498
|
| 3
|
Кузнецы
|
7,2
|
24
|
0,92
|
1801
|
1498
|
| 4
|
Медники
|
7,2
|
24
|
0,92
|
1801
|
1498
|
| 5
|
Сварщики
|
7,2
|
24
|
0,92
|
1801
|
1498
|
| 6
|
Вулканизаторщики
|
7,2
|
24
|
0,92
|
1801
|
1498
|
| 7
|
Маляры нитрокрасок, работающие в закрытом помещении
|
6
|
24
|
0,96
|
1500
|
1302
|
| 8
|
Слесари по техническому обслуживанию и ремонту
|
8,2
|
18
|
0,97
|
2052
|
1839
|
| 9
|
Слесари по ремонту агрегатов и узлов
|
8,2
|
18
|
0,97
|
2052
|
1839
|
| 10
|
Мотористы
|
8,2
|
18
|
0,97
|
2052
|
1839
|
| 11
|
Электрики
|
8,2
|
18
|
0,97
|
2052
|
1839
|
| 12
|
Шиномотажники
|
8,2
|
18
|
0,97
|
2052
|
1839
|
| 13
|
Слесари-станочники
|
8,2
|
18
|
0,97
|
2052
|
1839
|
| 14
|
Столяры
|
8,2
|
18
|
0,97
|
2052
|
1839
|
| 15
|
Обойщики
|
8,2
|
18
|
0,97
|
2052
|
1839
|
| 16
|
Арматурщики
|
8,2
|
18
|
0,97
|
2052
|
1839
|
Продолжение таблицы.
| 17
|
Жестянщики
|
8,2
|
18
|
0,97
|
2052
|
1839
|
| 18
|
Слесари по ремонту оборудования
|
8,2
|
18
|
0,97
|
2052
|
1839
|
| 19
|
Прочие рабочие
|
8,2
|
15
|
0,97
|
2052
|
1871
|
Годовой объём работ по видам работ, распределённый по маркам сводим в форму 7.
Форма 7.
Годовой объём работ по видам работ, распределённый по маркам автомобилей
| № п/п
|
Зоны ТО и ТР участки и виды работ
|
Годовой объём работ, чел. -ч.
|
Всего
|
| ГАЗ 6602
|
Газ 5204
|
ГАЗ 53А
|
МАЗ 5335
|
МАЗ 500А
|
КамАЗ +МАз
|
КамАЗ +ОдАЗ
|
КрАЗ 222
|
КрАЗ 256Б1
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
| 1
|
ЕО
|
1670
|
1670
|
1670
|
1231
|
1231
|
2240
|
2240
|
1057,5
|
1057,5
|
14068
|
| 2
|
ТО-1
|
756
|
756
|
756
|
1101
|
1101
|
1237,5
|
1237,5
|
819
|
819
|
8584
|
| 3
|
ТО-2
|
972
|
972
|
972
|
1677
|
1677
|
1762,5
|
1762,5
|
1058
|
1058
|
11910
|
| Элект-ротехни-ческие
|
3
29,16
|
3
29,16
|
3
29,16
|
3
49,88
|
3
49,88
|
3,1
54,65
|
3,1
54,65
|
1,6
16,92
|
1,6
16,92
|
330,37
|
| Аккуму-ляторные
|
1
9,72
|
1
9,72
|
1
9,72
|
1
16,77
|
1
16,77
|
1
17,625
|
1
17,625
|
1,4
14,81
|
1,4
14,81
|
127,56
|
| Топлив-ные
|
1,5
14,58
|
1,5
14,58
|
1,5
14,58
|
1,5
24,94
|
1,5
24,94
|
1,5
26,45
|
1,5
26,45
|
7,5
76,35
|
7,5
79,35
|
305,21
|
| Шинные
|
10,5
102,06
|
10,5
102,06
|
10,5
102,06
|
10,5
176,05
|
10,5
176,05
|
10,5
185,05
|
10,5
185,05
|
7
74,05
|
7
74,05
|
1028,4
|
| По месту выполне-ния
|
| На постах
|
84
816,46
|
84
816,46
|
84
816,46
|
84
1408,26
|
84
1408,26
|
83,9
1478,75
|
83,9
1478,75
|
82,5
872,85
|
82,5
872,85
|
9969,1
|
| В отде-лениях
|
16
155,54
|
16
155,54
|
16
155,54
|
16
155,54
|
16
155,54
|
16,1
238,75
|
16,1
238,75
|
17,5
185,15
|
17,5
185,15
|
1940,9
|
| 4
|
ТР
|
4324
|
4324
|
4324
|
7252,5
|
7252,5
|
11552
|
11552
|
3747
|
3747
|
58074
|
| Конт-рольные
|
1
43,24
|
1
43,24
|
1
43,24
|
1
72,525
|
1
72,525
|
1,7
196,4
|
1,7
196,4
|
1
37,47
|
1
37,47
|
742,52
|
| Разбо-рочно-сбороч-ные
|
20
864,73
|
20
864,73
|
20
864,73
|
20
1450,5
|
20
1450,5
|
23
2656,96
|
23
2656,96
|
18
656,46
|
18
656,46
|
12122
|
| Регули-ровоч-ные
|
2
86,473
|
2
86,473
|
2
86,473
|
2
145,05
|
2
145,05
|
2
231,04
|
2
231,04
|
2,5
91,175
|
2,5
91,175
|
1194
|
| Электро-техни-ческие
|
11,5
506,93
|
11,5
506,93
|
11,5
506,93
|
11,5
883,93
|
11,5
883,93
|
13,1
1568
|
13,1
1568
|
9,6
367,1
|
9,6
367,1
|
7158,8
|
Продолжение формы 7.
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
| Аккуму-ляторные
|
1,5
79,43
|
1,5
79,43
|
1,5
79,43
|
1,5
125,55
|
1,5
125,55
|
2
248,67
|
2
248,67
|
1,9
86
|
1,9
86
|
1158,7
|
| Топлив-ные
|
4,5
209,13
|
4,5
209,13
|
4,5
209,13
|
4,5
351,45
|
4,5
351,45
|
5
604,05
|
5
604,05
|
11
480,52
|
11
480,52
|
3499,4
|
| Агрегат-ные
|
18
778,7
|
18
778,7
|
18
778,7
|
18
1305,5
|
18
1305,5
|
19
2194,9
|
19
2194,9
|
21
765,87
|
21
765,87
|
10867
|
| Шинные
|
11,5
497,23
|
11,5
497,23
|
11,5
497,23
|
11,5
834,05
|
11,5
834,05
|
12,5
1629,05
|
12,5
1629,05
|
9
411,28
|
9
411,28
|
7240,46
|
| Вулка-низа-ционные
|
1
43,236
|
1
43,236
|
1
43,236
|
1
72,525
|
1
72,525
|
2
231,04
|
2
231,04
|
1,5
54,705
|
1,5
54,705
|
846,25
|
| Медниц-кие
|
2,5
108,1
|
2,5
108,1
|
2,5
108,1
|
2,5
108,3
|
2,5
108,3
|
3
346,56
|
3
346,56
|
3
109,41
|
3
109,41
|
1598,8
|
| Жестян-ницкие
|
1,5
64,853
|
1,5
64,853
|
1,5
64,853
|
1,5
108,53
|
1,5
108,53
|
2
231,04
|
2
231,04
|
1,5
54,705
|
1,5
54,705
|
983,65
|
| Свароч-ные
|
2
86,473
|
2
86,473
|
2
86,473
|
2
145,05
|
2
145,05
|
1
115,52
|
1
115,52
|
2
72,94
|
2
72,94
|
926,44
|
| Кузнеч-но-рес-сорные
|
4
172,95
|
4
172,95
|
4
172,95
|
4
290,1
|
4
290,1
|
5
577,6
|
5
577,6
|
5
182,35
|
5
182,35
|
2619
|
| Слесар-но-меха-нические
|
14
605,32
|
14
605,32
|
14
605,32
|
14
1015,35
|
14
1015,35
|
9
1039,68
|
9
1039,68
|
7
255,3
|
7
255,3
|
6436,6
|
| Столяр-ные
|
4
172,95
|
4
172,95
|
4
172,95
|
4
290,1
|
4
290,1
|
1
115,52
|
1
115,52
|
0,5
18,235
|
0,5
18,235
|
1366,6
|
| Арма-турно-кузовные
|
1
43,236
|
1
43,236
|
1
43,236
|
1
72,525
|
1
72,525
|
0,5
57,76
|
0,5
57,76
|
0,5
18,235
|
0,5
18,235
|
426,75
|
| Обойные
|
1
43,236
|
1
43,236
|
1
43,236
|
1
72,525
|
1
72,525
|
1
115,52
|
1
115,52
|
1
36,47
|
1
36,47
|
580,74
|
| Маляр-ные
|
4
172,95
|
4
172,95
|
4
172,95
|
4
290,1
|
4
290,1
|
3
346,56
|
3
346,56
|
2,5
91,175
|
2,5
91,175
|
1974,5
|
| По месту выполне-ния
|
| На постах
|
23
994,43
|
23
994,43
|
23
994,43
|
23
1668,1
|
23
1668,1
|
26,7
3074,4
|
26,7
3074,4
|
21,5
784,1
|
21,5
784,1
|
14057
|
| В отде-лениях
|
77
3329,2
|
77
3329,2
|
77
3329,2
|
77
5584,43
|
77
5584,43
|
73,3
8467,6
|
73,3
8467,6
|
78,5
2862,9
|
78,5
2862,9
|
43818
|
Расчёт по определению количества производственных рабочих по зонам обслуживания и производственным участкам сводим в форму 8.
Форма 8.
Количество производственных рабочих
| № п/п
|
Зона ТО и ТР, участки и виды работ
|
Годовой объём работ ТГ, чел. ‑ч.
|
Годовые фонды времени рабочего
|
Число рабочих
|
| явочное
|
списочное
|
| номи-наль-ный Фнр
|
дейст-витель-ный Фдр
|
рас-чёт-ное
|
при-ня-тое
|
рас-чёт-ное
|
при-ня-тое
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| 1
|
ЕО
|
14068
|
2052
|
1839
|
6,23
|
6
|
6,9
|
7
|
| 2
|
ТО-1
|
8584
|
2052
|
1839
|
3,8
|
4
|
4,2
|
4
|
| Электротехнические
|
330,37
|
2052
|
1839
|
0,15
|
1
|
0,16
|
1
|
| Аккумуляторные
|
127,56
|
1801
|
1498
|
0,06
|
1
|
0,08
|
1
|
| Топливные
|
305,21
|
1801
|
1498
|
0,15
|
1
|
0,16
|
1
|
| Шинные
|
1028,38
|
2052
|
1839
|
0,46
|
1
|
0,51
|
1
|
| По месту выполнения
|
| В отделениях
|
1940,88
|
| На постах
|
9969,12
|
| 4
|
Текущий ремонт
|
58074
|
| Контрольные
|
742,52
|
2052
|
1839
|
0,33
|
1
|
0,38
|
1
|
| Регулировочные
|
1193,95
|
2052
|
1839
|
0,53
|
1
|
0,59
|
1
|
| Разборочно-сборочные
|
12122,04
|
2052
|
1839
|
5,4
|
5
|
5,99
|
6
|
| Электротехнические
|
7158,75
|
2052
|
1839
|
3,17
|
3
|
3,54
|
4
|
| Аккумуляторные
|
1158,73
|
1801
|
1498
|
0,58
|
1
|
0,7
|
1
|
| Топливные
|
3499,44
|
1801
|
1498
|
1,76
|
2
|
2,1
|
2
|
| Агрегатные
|
10867,2
|
2052
|
1839
|
1,8
|
5
|
5,4
|
5
|
| Шинные
|
7240,46
|
2052
|
1839
|
3,2
|
3
|
3,6
|
4
|
| Вулканизационные
|
846,25
|
1801
|
1498
|
0,41
|
1
|
0,51
|
1
|
| Медницкие
|
1598,84
|
1801
|
1498
|
0,8
|
1
|
0,97
|
1
|
| Жестяницкие
|
983,65
|
2052
|
1839
|
0,44
|
1
|
0,49
|
1
|
| Сварочные
|
926,44
|
1801
|
1498
|
0,47
|
1
|
0,56
|
1
|
| Кузнечно-рессорные
|
2618,94
|
1801
|
1498
|
1,3
|
1
|
1,6
|
2
|
| Слесарно-механические
|
6436,6
|
2052
|
1839
|
2,8
|
3
|
3,2
|
3
|
| Столярные
|
1366,55
|
2052
|
1839
|
0,6
|
1
|
0,67
|
1
|
| Арматурно-кузовные
|
426,75
|
2052
|
1839
|
0, 19
|
1
|
0,21
|
1
|
| Обойные
|
580,74
|
2052
|
1839
|
0,26
|
1
|
0,29
|
1
|
| Малярные
|
1974,51
|
1500
|
1302
|
1, 19
|
1
|
1,4
|
1
|
| По месту выполнения
|
| На постах
|
14056,46
|
| В отделениях
|
43817,54
|
| ОГМ
|
10190
|
1801
|
1498
|
5,1
|
5
|
6,2
|
6
|
| Итого
|
52
|
58
|
Число эксплуатационного персонала по каждой марке автомобиля определяется из выражения:
 , ,
где Таг-годовая продолжительность работы автомобилей, ч.;
Фдв-годовой действительный фонд работы водителя.
 , ,
где Ат-эксплуатационное количество подвижного состава соответствующей марки;
tрд-продолжительность работы автомобиля в сутки, ч.;
Дэт-продолжительность работы подвижного состава в году, дни.
 . .
Результаты расчётов сводим в форму 9.
Форма 9.
Численность эксплуатационного состава
| № п/п
|
Тип, модель подвижного состава
|
АU
|
aт
|
Tрд
|
Фдв
|
Таг
|
Ат
|
mэ
|
| 1
|
ГАЗ 66-02
|
40
|
0,91
|
16,4
|
1839
|
151031
|
36,4
|
82
|
| 2
|
ГАЗ 52‑04
|
40
|
0,91
|
16,4
|
1839
|
151031
|
36,4
|
82
|
| 3
|
ГАЗ 53А
|
40
|
0,91
|
16,4
|
1839
|
151031
|
36,4
|
82
|
| 4
|
МАЗ-5335
|
40
|
0,91
|
16,4
|
1839
|
151031
|
36,4
|
82
|
| 5
|
МАЗ-500А
|
40
|
0,91
|
16,4
|
1839
|
151031
|
36,4
|
82
|
| 6
|
КамАЗ + МАЗ
|
50
|
0,91
|
16,4
|
1839
|
188789
|
45,5
|
103
|
| 7
|
КамАЗ + ОдАЗ
|
50
|
0,91
|
16,4
|
1839
|
188789
|
45,5
|
103
|
| 8
|
КрАЗ-222
|
25
|
0,91
|
16,4
|
1839
|
94394
|
22,75
|
51
|
| 9
|
КрАЗ-256Б1
|
25
|
0,91
|
16,4
|
1839
|
94394
|
22,75
|
51
|
| Итого
|
718
|
Штат производственных и вспомогательных рабочих распределяется по сменам и разрядам.
Правильность распределения производственных рабочих по разрядам характеризуется средним разрядом [2]:
Форма 10.
Штатная ведомость сотрудников
| № п/п
|
Наименование службы, должность
|
Количество
|
| 1
|
2
|
3
|
| 1
|
Общее руководство
|
3
|
| Директор
|
1
|
| Главный инженер
|
1
|
| Зам. директора по эксплуатации
|
1
|
| 2
|
Производственно-технический отдел
|
| Начальник отдела
|
1
|
| Инженер
I категории
|
1
|
| Инженер-программист
|
1
|
| 3
|
Отдел экономики и организации труда
|
| Ведущий экономист
|
1
|
| 4
|
Бухгалтерия
|
| Главный бухгалтер
|
1
|
Продолжение таблицы.
| Зам. главного бухгалтера
|
1
|
| Бухгалтер
I категории
|
1
|
| Бухгалтер по начислению заработной платы
|
1
|
| Кассир
|
1
|
| 5
|
ОМТС
|
| Начальник отдела
|
1
|
| Инженер
|
1
|
| Заведующий центральным складом
|
1
|
| 6
|
Отдел кадров
|
| Начальник отдела кадров
|
1
|
| 7
|
Отдел главного механика
|
| Главный механик
|
1
|
| 8
|
Отдел организации перевозок и коммерческой работы
|
| Начальник отдела
|
1
|
| Ведущий инженер по БДД
|
1
|
| Старший диспетчер
|
1
|
| Диспетчер
|
3
|
| Начальник автоколонны
|
4
|
| Старший механик
|
 , ,
гдеm1, m2, mn -количество рабочих соответствующего разряда;
R1, R2, Rn -первый, второй и следующий разряд, принятый в соответствующем подразделении;
Rср -средний разряд производственных рабочих транспортного цеха, Rср=3.
Форма 11.
Штатная ведомость производственных и вспомогательных рабочих
| № п/п
|
Вид работ, зоны ТО и ТР, производствен-ные участки
|
Профессия рабочего
|
Всего рабо-чих
|
По сменам
|
По разрядам
|
| 1
|
2
|
3
|
1
|
2
|
3
|
4
|
5
|
6
|
Rср
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
| А. Производственные рабочие
|
| 1
|
Зона ЕО
|
7
|
4
|
3
|
2
|
3
|
2
|
3
|
| 2
|
Зона ТО-1
|
Слесарь по ТО
|
4
|
2
|
2
|
1
|
2
|
1
|
3
|
| 3
|
Зона ТО-2
|
Слесарь по ТО
|
4
|
2
|
2
|
1
|
2
|
1
|
3
|
| 4
|
Зона ТР:
|
| 1. Контрольные регулировоч-ные, разбороч-но-сборочные
|
Слесарь
|
8
|
4
|
4
|
2
|
4
|
2
|
3
|
| 2. Электротех-нический
|
Электрик
|
4
|
2
|
2
|
1
|
2
|
1
|
3
|
| 3. Аккумуля-торный
|
Аккумуляторщик
|
1
|
1
|
1
|
3
|
| 4. Топливный
|
Слесарь по ремонту системы питания
|
2
|
2
|
2
|
3
|
| 5. Агрегатный
|
Слесарь по ремонту агрегатов и узлов
|
5
|
3
|
2
|
1
|
3
|
1
|
3
|
| 6. Шинный
|
Шиномонтажник
|
4
|
2
|
2
|
1
|
2
|
1
|
3
|
| 7. Вулканиза-ционный
|
Вулканизатор-щик
|
1
|
1
|
1
|
3
|
| 8. Медницкий
|
Медник
|
1
|
1
|
1
|
3
|
| 9. Жестяницкий
|
Жестянщик
|
1
|
1
|
1
|
3
|
| 10. Сварочный
|
Сварщик
|
1
|
1
|
1
|
3
|
| 11. Кузнечно-рессорный
|
Кузнец
|
2
|
2
|
2
|
3
|
| 12. Слесарно-механический
|
Слесарь-станочник
|
3
|
2
|
1
|
1
|
1
|
1
|
3
|
| 13. Столярный
|
Столяр
|
1
|
1
|
1
|
3
|
| 14. Арматурно-кузовный
|
Арматурщик
|
1
|
1
|
1
|
3
|
| 15. Обойный
|
Обойщик
|
1
|
1
|
1
|
3
|
| 16. Малярный
|
Маляр
|
1
|
1
|
1
|
3
|
| Итого
|
58
|
35
|
21
|
2
|
3
|
| Б. Вспомогательные рабочие (29%)
|
| 1
|
Кладовщик
|
3
|
2
|
1
|
| 2
|
Слесарь по ремонту
|
3
|
2
|
1
|
| 3
|
Транспортные рабочие
|
3
|
2
|
1
|
| 4
|
Водители
|
2
|
1
|
1
|
| 5
|
Уборщики помещений
|
3
|
2
|
1
|
| 6
|
Разнорабочие
|
3
|
2
|
1
|
| Итого
|
17
|
11
|
6
|
| Общее количество производственных и вспомогательных рабочих
|
75
|
От принятых методов зависит трудоёмкость технического обслуживания. Для снижения трудоёмкости работ следует принять прогрессивные методы. В настоящее время широко распространены методы универсальных и специализированных постов.
Исходя из полученной суточной программы с учётом рекомендации принимаем следующие методы организации технического обслуживания и текущего ремонта:
- ТО‑1 и ТО‑2 на проездных специализированных постах;
- ЕО – выполняется на поточной линии;
- ТР – на проездных универсальных постах.
Для универсального и операционно-постового метода ТО число постов определяется:
 , ,
гдеtn, i -такт поста данного вида ТО, мин.;
Ri-ритм производства данного вида ТО, мин.
Такт поста tn, i представляет собой среднее время занятости поста. Оно складывается из времени простоя автомобиля под обслуживанием на данном посту и времени связанного с установкой автомобиля на пост, вывешиванием его на подъёмнике и т.п.
 , ,
гдеti -трудоёмкость работ данного вида обслуживания выполняемого на посту, чел. -ч.;
mn-число рабочих, одновременно работающих на посту;
tn-время, затрачиваемое на передвижение автомобиля при установке его на пост и съезд с поста, tn=1¸3 мин.
Ритм производства Ri – это время приходящееся в среднем на выпуск одного автомобиля из данного вида ТО:
 , ,
гдеtсм -продолжительность смены, ч.;
у-число смен;
Ni. c-суточная производственная программа раздельно по каждому виду ТО и диагностики.
Число постов ТО‑2 из-за большой её трудоёмкости, а также возможного увеличения времени простоя автомобиля на посту определяется с учётом коэффициента использования рабочего времени поста h2 равного 0,85¸0,9.
 . .
Число специализированных постов диагностирования Д-1 или Д-2 по формуле  , ,
гдеhД=0,6¸0,75-коэффициент использования рабочего времени диагностического поста.
При известном годовом объёме диагностических работ число диагностических постов:
 , ,
где ТДi-годовой объём диагностических работ, чел. -ч.;
Фn-годовой фонд времени поста диагностирования, ч.
Результаты расчётов сводим в форму 12.
Форма 12.
Число постов по видам обслуживания
| № п/п
|
Показатели
|
Марки подвижного состава по технологически совместимым группам
|
ЕО
|
ТО-1
|
ТО-2
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| 1
|
Продолжительность работы зоны обслуживания в сутки 60´tсм´у, мин
|
ГАЗ
|
984
|
984
|
984
|
| МАЗ и КрАЗ
|
984
|
984
|
984
|
| КамАЗ
|
984
|
984
|
984
|
| 2
|
Средняя трудоёмкость обслуживания единицы подвижного состава  , чел. -ч. , чел. -ч.
|
ГАЗ
|
0,18
|
1,89
|
8,1
|
| МАЗ и КрАЗ
|
0,16
|
2,79
|
11,64
|
| КамАЗ
|
0,2
|
2,75
|
11,75
|
| 3
|
Суточная программа Nic, ед.
|
ГАЗ
|
110
|
5
|
2
|
| МАЗ и КрАЗ
|
118
|
6
|
2
|
| КамАЗ
|
89
|
4
|
1
|
Продолжение формы 12.
| 1
|
2
|
3
|
4
|
5
|
6
|
| 4
|
Ритм производства Ri, мин
|
ГАЗ
|
8,94
|
196,8
|
4,92
|
| МАЗ и КрАЗ
|
8,34
|
164
|
492
|
| КамАЗ
|
11,06
|
246
|
484
|
| 5
|
Такт производства Тni, мин
|
ГАЗ
|
12,8
|
58,7
|
164
|
| МАЗ и КрАЗ
|
11,6
|
85,7
|
734,8
|
| КамАЗ
|
14
|
84,5
|
237
|
| 6
|
Число постов (расчётное), ед.
|
ГАЗ
|
1,43
|
0,3
|
0,39
|
| МАЗ и КрАЗ
|
1,39
|
0,52
|
0,56
|
| КамАЗ
|
1,26
|
0,34
|
0,28
|
| 7
|
Число постов (принятое), ед.
|
ГАЗ
|
2
|
1
|
1
|
| МАЗ и КрАЗ
|
2
|
1
|
1
|
| КамАЗ
|
2
|
1
|
1
|
Поточные линии непрерывного действия применяются для выполнения уборочно-моечных работ ЕО с использованием механизированных установок для мойки и сушки (обдува) автомобилей.
Число поточных линий:
 , ,
гдеtЕО. п-такт линии непрерывного действия, мин.;
RЕО-ритм производства ЕО.
 , принимаем , принимаем
 ; ;
 , принимаем , принимаем
 ; ;
 , принимаем , принимаем
 . .
При полной механизации работ по мойке и сушке автомобилей и отсутствием уборочных работ, выполняемых вручную, число постов линии соответствует числу механизированных установок. В этом случае такт линии и необходимая скорость конвейера определяется из выражения:
 ; ;
 ; ;
 м/мин; м/мин;
 м/мин; м/мин;
 м/мин, м/мин,
гдеny-производительность механизированной моечной установки автомобилей на линии;
la-габаритная длина автомобиля (автопоезда);
а-расстояние между автомобилями, стоящими на двух последующих постах, м.
Для расчёта числа постов ТР используют годовой объём постовых работ ТР.
Необходимое число постов для проведения ТР определяют по формуле
 , ,
где -годовой объём работ, выполняемых на постах ТР, чел. -ч.; -годовой объём работ, выполняемых на постах ТР, чел. -ч.;
Фп- годовой фонд времени поста, ч.;
j-коэффициент неравномерности поступления автомобилей на посты, j=1,2¸1,5;
mn-число рабочих на посту.
Определение числа постов подпора.
Это посты на которых автомобили, нуждающиеся в том или ином виде ТО или ТР ожидают своей очереди для перехода на соответствующий пост или поточную линию. Они обеспечивают бесперебойную работу зон ТО и ТР. Посты ожидания могут предусматриваться раздельно для каждого вида обслуживания или вместе, размещаются как в производственных помещениях, так и на открытых площадках.
Число постов ожидания определяется:
1). перед постами ЕО исходя из 15¸25% часовой способности постов (линии) ЕО: iЕО. п=4;
2). перед постами ТО‑1 исходя из 10¸15% сменной программы: iТО‑1. п=1;
3). перед постами ТО‑2 исходя из 30¸40% сменной программы: iТО‑2. п=1;
4). перед постами ТР исходя из 20¸30% количества постов ТР: iТР. п=1.
Число постов контрольно-пропускного пункта определяется по форму
ле  , ,
гдеХВ-число въездных постов на КПП;
Хвыездчисло выездных постов на КПП, Хвыезд=1¸2.
 , ,
гдеКВ-коэффициент неравномерности возвращения автомобилей, КВ=1,05¸1,1;
tвозв-продолжительность возврата автомобилей на территорию предприятия, ч., tвозв=1¸3 ч.
К технологическому оборудованию относятся стационарные и переносные станции стенды, приборы, приспособления и производственный инвентарь. Технологическое оборудование по производственному назначению подразделяется на основное, комплектное, подъёмно-осмотровое, подъёмно-транспортное, общего пользования и складское.
Количество основного оборудования для каждого производственного участка определяют по годовой трудоёмкости работ и годовому фонду времени оборудования или по степени использования оборудования и его производительности.
Различают номинальный и действительный годовые фонды времени оборудования. Номинальный определяется по формуле
 ч, ч,
гдеh0-коэффициент использования оборудования по времени.
 ч. ч.
Число единиц основного оборудования по трудоёмкости работ:
 , ,
гдеТо. г-годовой объём работ по данной группе или виду работ, чел. -ч.;
m-число рабочих работающих на данном оборудовании.
По степени использования и производительности оборудования может быть определено число механизированных моечных установок
 , ,
гдеNЕО. с-число машин подлежащих мойке за сутки;
Пу-производительность работы установки, авт/ч.;
Тсут-продолжительность работы установки в сутки, ч.;
уЕО-коэффициент неравномерности поступления автомобилей на мойку, уЕО=1,2¸1,3;
hу-коэффициент использования рабочего времени установки, hу=0,7¸0,8.
Число единиц подъёмно-осмотрового подъёмно-транспортного оборудования определяется числом постов ТО и ТР и линий ТО, их специализацией по видам работ.
Количество производственного инвентаря (верстаков, стеллажей и т.п.) который используется практически в течении всей рабочей смены определяют по числу работающих наиболее загруженной смены. Расчёты сводим в форму 13.
Форма 13.
Количество оборудования для зон ТО и ТР, производственных участков
| № п/п
|
Зоны ТО и ТР, производственные участки
|
Кол-во оборудования, ед.
|
Годовой объём работ, чел. -ч.
|
| 1
|
ЕО
|
14068
|
| 2
|
ТО-1
|
8584
|
| 3
|
ТО-2
|
11910
|
| 4
|
ТР
|
| 1. пост ТР
|
4
|
12877,42
|
| 2. электротехнический
|
4
|
7158,75
|
| 3. аккумуляторный
|
1
|
1158,73
|
| 4. топливной аппаратуры
|
2
|
3499,44
|
| 5. агрегатный
|
6
|
10867,2
|
| 6. шиномонтажный
|
4
|
7240,46
|
| 7. вулканизационный
|
1
|
846,25
|
| 8. медницкий
|
1
|
1598,84
|
| 9. жестяницкий
|
1
|
983,65
|
| 10. сварочный
|
1
|
926,44
|
| 11. кузнечно-рессорный
|
2
|
2618,94
|
| 12. деревообрабатывающий
|
1
|
1366,55
|
| 13. арматурный
|
1
|
426,75
|
| 14. обойный
|
1
|
580,74
|
| 15. малярный
|
1
|
1974,51
|
| 16. слесарно-механический слесарные фрезерные шлифовальные замочные токарные сверлильные строгальные
|
4
|
6436,6
|
Площади АТП по своему функциональному назначению подразделяются на три основные группы: производственно-складские, хранения подвижного состава и вспомогательные.
Для проектируемого АТП в зависимости от типа и количества подвижного состава, технического состояния автомобилей и их среднесуточного пробега, режимов работы подвижного состава и технического обслуживания и текущего ремонта определяем состав помещений.
Расчёт площадей зон технического обслуживания и текущего ремонта Площадь зоны ТО или ТР рассчитывается по формуле
 , ,
гдеfa-площадь, занимаемая автомобилем в плане, м2;
Х3i-число постов, соответствующей зоны;
Кn-коэффициент плотности расстановки постов.
При одностороннем расположении постов и поточном методе обслуживания Кn=4¸5. Относительно площади зон уточняются в процессе планировки. Отключения могут быть при площади до 50 м2 – до 15%, свыше 50 м2 – до 10%.
Результаты расчётов сводим в форму 14.
Форма 14.
Расчёт площадей зон технического обслуживания и текущего ремонта по технологически совместимым группам автомобилей
| № п/п
|
Показатели
|
Марка подвижного состава
|
Виды воздействия
|
| ЕО
|
ТО-1
|
ТО-2
|
ТР
|
| Кn
|
4
|
6
|
6
|
4
|
| Х3i, ед
|
ГАЗ
|
2
|
1
|
1
|
3
|
| МАЗ и КрАЗ
|
2
|
1
|
1
|
| КамАЗ
|
2
|
1
|
1
|
| fa, м2
|
ГАЗ
|
15,22
|
15,22
|
15,22
|
15,22
|
| МАЗ и КрАЗ
|
21,38
|
21,38
|
21,38
|
21,38
|
| КамАЗ
|
28,85
|
28,85
|
28,85
|
28,85
|
| F3i, м2
|
ГАЗ
|
122
|
91
|
91
|
346
|
| МАЗ и КрАЗ
|
171
|
128
|
128
|
| КамАЗ
|
231
|
173
|
173
|
| Всего
|
524
|
392
|
392
|
Расчёт площадей производственных участков Для приближенных расчётов или при отсутствии суммарной площади оборудования соответствующего участка площади участков могут быть определены по числу работающих на участке в наиболее загруженную смену. Согласно нормативам площадь помещения производственного участка на одного работающего должна быть не менее 4,5 м2.
 , ,
гдеfоб-площадь, занимаемая оборудованием, м2;
Кn-коэффициент плотности расстановки оборудования.
Форма 15.
Площадь производственных участков
| № п/п
|
Производственный участок
|
Количество работающих в смене, чел.
|
Площадь, м2
|
Площадь занимаемая оборудованием, м2
|
| 1
|
Электротехнический
|
2
|
30
|
7,5
|
| 2
|
Аккумуляторный
|
1
|
24
|
6
|
| 3
|
Приборов системы питания
|
2
|
72
|
18
|
| 4
|
Агрегатный
|
3
|
136
|
39
|
| 5
|
Шиномонтажный
|
2
|
108
|
24
|
| 6
|
Вулканизационный
|
1
|
26
|
6
|
| 7
|
Медницкий
|
1
|
24
|
6
|
| 8
|
Жестяницкий
|
1
|
95
|
24
|
| 9
|
Сварочный
|
1
|
55
|
14
|
| 10
|
Кузнечно-рессорный
|
2
|
82
|
18
|
| 11
|
Слесарно-механический
|
2
|
108
|
31
|
| 12
|
Деревообрабатывающий
|
1
|
57
|
13
|
| 13
|
Арматурный
|
1
|
-
|
-
|
| 14
|
Обойный
|
1
|
54
|
15
|
Расчёт площадей складских помещений Площадь складов по хранимому запасу определяется по формуле:
 , ,
гдеfскл-суммарная площадь горизонтальных проекций складов, м2;
Кnс-коэффициент плотности расстановки оборудования, Кnс=2,5¸3,5.
Площадь складов по удельной площади, приходящейся на один списочный автомобиль, определяем по формуле:
 , ,
гдеfп-удельная площадь соответствующего складского помещения на один автомобиль.
Результаты расчётов сводим в форму 16.
Форма 16.
Площади складских помещений
| № п/п
|
Складские помещения
|
Площадь на один автомобиль, м2
|
Площадь помещения, м2
|
| 1
|
Склад запасных частей, агрегатов и материалов
|
0,3¸0,4
|
140
|
| 2
|
Склад автомобильных шин
|
0,1¸0,15
|
52,5
|
| 3
|
Склад смазочных материалов
|
0,15¸0,25
|
87,5
|
| 4
|
ИРК
|
0,05¸0,06
|
21
|
| 5
|
Склад строительных материалов
|
0,3¸0,5
|
175
|
| 6
|
Склад инструмента
|
0,08¸0,14
|
35
|
| 7
|
Такелажная
|
0,2
|
70
|
| 8
|
Склад утиля
|
0,1
|
35
|
| Общая площадь складских помещений
|
1,28¸1,75
|
516
|
Расчёт площадей зоны хранения (стоянки) автомобилей Площадь зоны хранения определяем по формуле:
 , ,
гдеf0-площадь, занимаемая автомобилем в плане, м2;
Аст-число автомобиле-мест хранения;
Кnх-коэффициент плотности расстановки автомобиле-мест хранения, Кnх=2,5¸3.
 м. м.
Расчёт площадей вспомогательных помещений Состав вспомогательных помещений АТП определяем штатным расписанием и нормативными для проектирования (СНиП‑11‑92‑76), [2, 3].
Конторские помещения (кабинеты руководителей, помещения служб и отделов управления транспортного цеха).
Площади административно-конторских помещений, кабинеты 12¸15 м2 на одного сотрудника, комнаты для дежурных водителей по 3 м2 на одного дежурного водителя.
Площадь кабинета по безопасности движения; при количестве водителей от 100 до 1000 – 25 м2, от 1000 до 3000 – 50 м2.
Площадь бытовых помещений рассчитываем по штатному количеству рабочих и служащих или по количеству работающих в наибольшей смене.
Площадь гардеробных рассчитывают не менее чем на 90% рабочих двух смежных смен. площадь пола на один шкаф – 0,25 м2, для открытых вешалок – 0,1 м2 на одно место. Количество посадочных мест в столовых и буфетах определяют по количеству работающих в наибольшей смене без учёта водителей с коэффициентом 1,1.
Для медпункта принимается следующая площадь: 15-20 м2 – при числе работающих до 300 чел., 50 м2 от 300 до 800 чел., 70 м2 – от 800 до 1200 чел. Умывальники и душевые проектируем на 100% рабочих в большей смене из расчёта один кран на 25 чел., один душ на 10 чел. Площадь пола на один умывальник при одностороннем его расположении – 1,2 м2, при двухстороннем – 0,9 м2. Площадь пола на один душ с раздевалкой 20 м2.
Туалетные проектируются на 40% рабочих в большей смене и 30% водителей из расчёта 1 унитаз на 20 человек, площадь пола с проходами 2¸3 м2 на одну кабину.
Площадь курильной комнаты устанавливается 0,02 м2 на одного работающего в наибольшей смене, но не менее 8 м2.
Компоновка производственно-складских помещений Планировка (компоновка) производственно-складских помещений предприятия производится с учётом требований, обуславливающих рациональное взаиморасположение производственных зон, участков и складов, противопожарных и санитарных требований, основных положений по унификации объёмно-планировочных решений зданий.
Разработка планировки производственного корпуса АТП выполняется в следующей последовательности:
- уточняется состав производственных зон, участков, складов, размещаемых в данном здании;
- на основании расчётов определяется расчётная общая площадь здания;
- выбирается сетка колонн, строительная схема и габаритные размеры здания с учётом требований по унификации объёмно-планировочных решений;
- по принятой строительной схеме прорабатываются варианты компоновочных решений производственного корпуса.
При этом используются укрупнённые проработки планировочных решений отдельных зон и участков. При размещении предприятия в нескольких зданиях желательно принять одну сетку колонн и одинаковую конструктивную схему для всех проектируемых зданий.
При планировке принятые площади помещений отдельных участков, складов и других помещений могут несколько отличаться от расчётных: для помещений площадью до 100 м2 отклонение до +15%, а для помещений более 100 м2 до +10%.
Взаимное расположение производственных помещений в плане здания зависит от их назначения, производственных связей, технологической характеристики выполняемых в них работ.
В общем планировочном решении основными являются помещения для постов технического обслуживания и текущего ремонта, которые специализируются по видам воздействия и назначению постов. Расположение зон технического обслуживания и текущего ремонта определяется схемой и графиками производственного процесса. Зоны следует располагать так, что бы пути движения подвижного состава были кратчайшими и исключали затруднения его маневрирования. Расположение зон должно обеспечивать как последовательное прохождение автомобилями различных видов технического обслуживания, диагностирования и текущего ремонта, так и независимые. При блокировании помещений в одном здании указанные связи осуществляются через помещения хранения или посты ожидания (подпора).
Зона постов текущего ремонта по характеру производственного процесса должна быть непосредственно связана со всеми производственными участками, которые обычно располагаются смежно с зоной текущего ремонта по периметру здания. Расположение производственных участков и складов определяется их технологическим тяготением к основным зонам технического обслуживания и текущего ремонта. Однородный характер отдельных видов работ, выполняемых на производственных участках позволяет выделить их в определённые группы. При планировке необходимо исходить из целесообразной блокировки помещений в пределах этих групп.
Кузнечно-рессорный, медницкий и сварочный участки располагают обычно смежно, изолируя их от остальных. При выполнении объёмно-планировочного решения главного производственного корпуса для зон технического обслуживания и текущего ремонта предусматривает сетку колонн:
- 24´12 – для улучшения маневрирования автомобилей;
- 12´12 – для производственных участков и складов.
Применение сетки колонн с шагом 12 позволяет лучше использовать производственные площади и на 4¸4% снизить стоимость строительства с аналогичными зданиями с шагом колонн – 6 м.
Уточняем состав производственных зон, участков и складов, размещаемых в главном производственном корпусе (форма 17).
Форма 17.
Наименование главного производственного корпуса
| № п/п
|
Наименование
|
Расчётная площадь, м2
|
Принятая площадь, м2
|
| 1
|
2
|
3
|
4
|
| 1
|
Зона ТО-1
|
392
|
400
|
| 2
|
Зона ТО-2
|
392
|
500
|
| 3
|
Зона ТР
|
340
|
400
|
| 4
|
Электротехнический участок
|
30
|
35
|
| 5
|
Аккумуляторный участок
|
24
|
25
|
| 6
|
Участок приборов системы питания
|
72
|
72
|
| 7
|
Агрегатный участок
|
136
|
144
|
| 8
|
Шиномонтажный участок
|
108
|
108
|
| 9
|
Вулканизационный участок
|
26
|
28
|
| 10
|
Медницкий участок
|
24
|
30
|
| 11
|
Жестяницкий участок
|
95
|
96
|
| 12
|
Сварочный участок
|
55
|
60
|
| 13
|
Кузнечно-рессорный участок
|
82
|
89
|
| 14
|
Слесарно-механический участок
|
108
|
108
|
| 15
|
Деревообрабатывающий участок
|
57
|
57
|
| 16
|
Арматурный участок
|
-
|
-
|
| 17
|
Обойный участок
|
54
|
57
|
| 18
|
Склад запасных частей, агрегатов и материалов
|
140
|
140
|
| 19
|
Склад автомобильных шин
|
52,5
|
54
|
| 20
|
Склад смазочных материалов
|
76
|
78
|
| 21
|
ИРК
|
21
|
26
|
| 22
|
Склад строительных материалов
|
175
|
180
|
| 23
|
Склад инструмента
|
28
|
28
|
| 24
|
Склад утиля
|
35
|
40
|
Продолжение формы 17.
| 1
|
2
|
3
|
4
|
| 25
|
Малярный участок
|
-
|
-
|
| 26
|
Компрессорная
|
20
|
20
|
| 27
|
Насосная
|
20
|
30
|
| 28
|
Вентиляционная
|
30
|
35
|
| 29
|
Трансформаторная
|
20
|
20
|
| 30
|
ОГМ
|
28
|
28
|
| Итого
|
2640,5
|
2893
|
Полученная расчётная площадь главного производственного корпуса F=2640,5 м2 корректируется на стадии объёмно-планировочного решения, когда учитывается расположение производственных зон и участков, проходы и подъезды к ним. После проработки вариантов компоновочных решений производственного корпуса по принятой строительной схеме получим следующую принятую площадь главного производственного корпуса F=3456 м2 помещений. Малярный деревообрабатывающий, обойный, жестяницкий участки по условиям технологического процесса также размещают смежно. Механический и агрегатный участки целесообразно группировать вместе, рядом со складом запасных частей, агрегатов, материалов и инструментально-раздаточной кладовкой. Шиномонтажный участок располагают смежно со складами шин и постами для перестановки колёс.
Разработка генерального плана предприятия и схемы внутрипарковой технологии Генеральный план предприятия разрабатывается в соответствии с требованиями СНиП и ОНТП‑АТП‑СТО‑80. Построение генерального плана во многом определяется объёмно-планировочным решением зданий, потому генеральный план и объёмно-планировочное решение производственного корпуса взаимосвязаны и прорабатываются одновременно.
Перед разработкой генерального плана уточняют перечень основных зданий и сооружений, размещаемых на территории предприятия, площади их застройки и габаритные размеры в плане.
Площади застройки одноэтажных зданий устанавливаются по их расчётным значениям. Окончательные значения площади застройки принимают на основе разработанных объёмно-планировочных решений зданий, площадок для хранения подвижного состава и других сооружений.
Расчётная полученная площадь участка предприятия (в гектарах):
 га, га,
гдеFз. пс-площадь застройки производственно-складских зданий, м2;
Fз. вс-площадь застройки вспомогательных зданий, м2;
F оп-площадь открытых площадок для хранения подвижного состава, м2;
Кз-плотность застройки территории, %.
Существенное значение имеет взаимное расположение производственных и вспомогательных зданий (административно-бытовых). Последние, как правило, должны располагаться вблизи от главного входа на территорию АТП. Около вспомогательного здания следует предусматривать площадку для стоянки транспортных средств исходя из следующих нормативов:
- 10 автомобиле-мест на 100 работающих в двух смежных сменах;
- удельная площадь на один автомобиль – 25 м2, на мотоцикл – 5 м2, на велосипед – 0,8 м2.
Вспомогательные помещения, как правило, располагают в пристройках к производственным зданиям. Их можно размещать и в отдельно стоящих зданиях для уменьшения вредного воздействия производства. Однако при этом они должны соединяться с производственным корпусом отапливаемым переходом.
Здания и сооружения следует располагать относительно сторон света и преобладающих направлений ветров с учётом обеспечения наиболее благоприятных условий естественного освещения, проветривания площадки и предотвращения снежных заносов.
Движение автомобиля по территории предприятия рекомендуется принимать одностороннее, кольцевое, обеспечивающее отсутствие встречных потоков и пересечений. Ширина проезжей части проездов должна быть не менее 3 м при одностороннем и 6 м при двухстороннем движении. Предприятие, где предусматривается 10 постов и более, обслуживания или хранения более 50 автомобилей должно иметь не менее двух въездов (выездов) на территорию.
При разработке генерального плана необходимо предусматривать благоустройство территории, сооружение спортивных площадок, озеленение. Площадь озеленения должна быть не менее 15% площади участка предприятия при плотности застройки менее 50% и не менее 10% при плотности более 50%. Основными показателями генерального плана являются:
- площадь участка;
- площадь застройки;
- плотность застройки;
- коэффициент использования территории;
- коэффициент озеленения.
Площадь застройки определяется как сумма площадей занятых зданиями и сооружениями всех видов, включая навесы, открытые стоянки автомобилей и складов, резервные участки под застройку. В площадь застройки не включаются площади занятые отмостками, тротуарами, автомобильными дорогами, открытыми спортивными площадками, площадками для отдыха, зелёными насаждениями, открытыми стоянками автомобилей индивидуального пользования.
Фактическая плотность застройки:
 , ,
где Fз-площадь застройки, м2.
Коэффициент использования территории
 , ,
гдеFи- используемая площадь предприятия, м2.
Это площади занятые зданиями, сооружениями, открытыми площадками, автомобильными дорогами, тротуарами и озеленением.
Коэффициент озеленения:
 , ,
гдеFзн- площадь зелёных насаждений, м2.
Важным элементом при разработке генерального плана предприятия является схема организации движения автомобилей (схема внутрипарковой технологии). Генеральный план предприятия обычно выполняется в масштабе 1: 500 или 1: 200, к нему составляются экспликации, условные обозначения, схема внутрипарковой технологии, роза ветров, основные показатели генерального плана.
В соответствии с заданием проект выполняется в следующем объёме:
1. Расчёт электрических нагрузок.
2. Определение необходимости и расчёт мощности устройства для искусственного улучшения коэффициента мощности.
3. Анализ электрических нагрузок, определение категорий электроприёмников по бесперебойности электроснабжения. Выбор напряжения источников питания и схемы электроснабжения.
4. Выбор трансформаторов.
5. Выбор подстанции.
6. Выбор и расчёт схемы распределения электроэнергии на низком напряжении.
7. Расчёт выбор защиты.
8. Электрические измерения и учёт электроэнергии.
9. Техника безопасности.
10. Расчёт электроосвещения.
Расчёт электрических нагрузок Расчёт электрических нагрузок осуществляется методом коэффициента спроса по исходным данным электроприёмников проектируемого объекта, по их установленной мощности, номинальной продолжительности включения (ПВ) и коэффициенту спроса (Кс).
Определение активной и реактивной мощности силовой нагрузки производится в форме 2.1.
Форма 2.1.
Расчёт электрических нагрузок потребителей 3х фазного тока 380/220 вольт
| № п/п
|
Наименование групп электроприёмников одинакового режима работы
|
Групповая номинальная (паспортная) активная мощность электро-приёмников
|
Номинальная продолжитель-ность включения в долях единицы
|
Установ-ленная мощность групп электро-приёмни-ков про-веденная к ПВ 100%
|
Коэффи-циент спроса Кс
|

|
Макси-мальная получа-совая нагрузка
|
| Рм
|
Qм
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| 1
|
Насосы, вентиля-торы, компрессоры: механизмы №№ 4, 6, 8, 22, 24, 7, 25, 26, 46, 60, 97, 157, 176, 178, 245
|
40,4
|
1
|
40,4
|
0,7
|

|
28,28
|
20,6
|
| 2
|
Электротермические установки: механизмы №№ 190
|
0,8
|
1
|
0,8
|
0,16
|

|
0,13
|
0,16
|
| 3
|
Сварочные агрегаты: механизмы №№ 228, 235
|
30,026
|
1
|
30,026
|
0,3
|

|
9,01
|
20,5
|
| 4
|
Крановые меха-низмы №№ 9, 10, 37, 56, 127, 215, 251, 27, 28
|
108,5
|
0,24
|
53,2
|
0,2
|

|
10,64
|
18,3
|
| 5
|
Металлообраба-тывающие стан-ки; автоматичес-кие станки, бето-ноукладчики и др. механизмы №№ 1, 3, 19 21, 40, 47, 48, 49, 63, 79, 86, 88, 98, 99, 102, 103, 104, 109, 110, 111, 112, 113, 114, 115, 119, 124, 125, 137, 138, 139, 140, 141, 142, 143, 161, 163, 168, 166, 171, 173, 174, 175, 177, 187, 188, 189, 203, 217, 218, 221, 241, 250, 266, 275
|
160,15
|
0,7
|
134
|
0,16
|
|
21,44
|
25,7
|
| 6
|
Осветительная нагрузка №№ 71, 74
|
21,4
|
1
|
21,4
|
0,8
|

|
17,12
|
0
|
Определение установленной мощности осветительной нагрузки Мощность осветительной нагрузки проектируемого объекта определяется методом удельной мощности по формуле
 кВт, кВт,
где -удельная мощность [Вт/м2] принимается в зависимости от характера работ освещаемого помещения; -удельная мощность [Вт/м2] принимается в зависимости от характера работ освещаемого помещения;
S-площадь помещения, м2;
Кз-коэффициент запаса от характера работ освещаемого помещения (Кз=1,3).
Данные расчётов сводим в форму 2.2.
Форма 2.2.
Установленная мощность осветительной нагрузки
| № п/п
|
Производственный участок
|
Площадь, м2
|
Удельная мощность, rосв
|
Мощность осветительной нагрузки
|
| 1
|
Зона ТО-1
|
400
|
12
|
6,24
|
| 2
|
Зона ТО-2
|
500
|
12
|
7,8
|
| 3
|
Зона ТР
|
400
|
12
|
6,24
|
| 4
|
Электротехнический
|
35
|
11
|
0,5
|
| 5
|
Аккумуляторный
|
25
|
11
|
0,36
|
| 6
|
Приборов системы питания
|
72
|
14
|
1,31
|
| 7
|
Агрегатный
|
144
|
12
|
2,25
|
| 8
|
Шиномонтажный
|
108
|
11
|
1,54
|
| 9
|
Вулканизационный
|
28
|
11
|
0,4
|
| 10
|
Медницкий
|
30
|
13
|
0,51
|
| 11
|
Жестяницкий
|
96
|
13
|
1,62
|
| 12
|
Сварочный
|
60
|
8
|
0,62
|
| 13
|
Кузнечно-рессорный
|
84
|
12
|
1,31
|
| 14
|
Слесарно-механический
|
108
|
12
|
1,69
|
| 15
|
Деревообрабатывающий
|
57
|
14
|
1,04
|
| 16
|
Обойный
|
57
|
14
|
1,04
|
Определение необходимости и расчёт мощности устройства для искусственного улучшения коэффициента мощности Среди известных способов компенсации коэффициента мощности, наиболее распространенным для строительных предприятий (по характеру и величине электропотребителей) является установка конденсаторов на напряжение 0,38 6-10 кВт.
Необходимую предприятию мощность конденсирующего устройства вычисляется по формуле:
 кВар, кВар,
где  , ,
где -годовое потребление энергии (кВт×час); -годовое потребление энергии (кВт×час);
Т-число часов работы за год, для двухсменных предприятий Т=4000 ч.
Годовое потребление энергии определяется по формуле:
 кВт×час, кВт×час,
Рс=168,9 кВт,
где -годовое число использования максимума активной мощности, -годовое число использования максимума активной мощности,
 ч; ч;
 -тангенс угла сдвига фаз: -тангенс угла сдвига фаз:
 , ,
где -годовое потребление реактивной мощности -годовое потребление реактивной мощности
 кВар×час, кВар×час,
 ; ; 
 (при питании потребителей от районных сетей). (при питании потребителей от районных сетей).
 кВар. кВар.
Анализ электрических нагрузок, определение категории электроприёмников по бесперебойности электроснабжения Автотранспортное предприятие по специфике своей работы использует электроприёмники, допускающие перерыв питания на время ремонта или замены повреждённого элемента системы электроснабжения, но не более одних суток. В зависимости от категорийности электронагрузок определяется схема электроснабжения проектируемого предприятия: при электронагрузках только III‑й категории – один ввод от энергосистемы и один понизительный трансформатор.
Выбор трансформаторов При одном трансформаторе его установленная мощность определяется по формуле:
 кВА. кВА.
Принимаем Sтр=100 кВА.
Тип подстанции принимаем КТП‑160.
Выбор и расчёт схемы распределения электроэнергии на низком напряжении Выбранная схема должна обеспечивать надёжность питания электроприёмников в соответствии со степенью их категории, должна быть наглядной и удобной в эксплуатации и должна соответствовать конкретным условиям проектируемого объекта (защищена от воздействия окружающей среды и от механических повреждений).
Расчёт выбранной схемы включает в себя определение получасового максимального тока (Iм) в каждой линии схемы, выбор сечения и типа алюминиевого провода или кабеля с учётом способа прокладки и выбор параметров, защищающих эти линии защитных аппаратов (предохранителей или автоматических выключателей).
Данные расчёта сводим в форму 2.3.
Номинальные токи расцепителей и их установки на мгновение срабатывания для А3 100.
Результаты расчётов сводим в форму 2.4.
Форма 2.3.
Распределение и расчёт нагрузок по распределительным пунктам
| №№ электроприёмников
|
Наименование электроприёмников по группам распределительных пунктов
|
Номинальная (паспортная) мощность электроприёмников
|
Номинальная продолжительность включения в долях еденицы
|
Установленная мощность электроприёмников приведенная к ПВ100%
|
Коэффициент спроса Кс
|

|
Максимальная получасовая нагрузка
|
Iм
|
Тип прямого распределительного шкафа
|
| Рм
|
Qм
|
Sм
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
| РП-1
|
ПР-9332
|
| 1
|
Станок точиль-но-шли-фоваль-ный
|
3,2
|
0,7
|
2,24
|
0,16
|

|
0,36
|
0,44
|
0,56
|
0,66
|
| 3
|
Гайковёрт
|
1,65
|
0,7
|
1,155
|
0,16
|

|
0,18
|
0,22
|
0,28
|
0,33
|
| 4
|
Установка
|
3,0
|
1
|
3,0
|
0,7
|

|
2,1
|
1,53
|
2,6
|
3,8
|
| 6
|
Колонка воздухо-раздаточ-ная
|
0,17
|
1
|
0,17
|
0,7
|
|
0,07
|
0,05
|
0,08
|
0,12
|
| 7
|
Нагнета-тель смаз-ки
|
1,1
|
1
|
1,1
|
0,7
|

|
0,8
|
0,6
|
1,0
|
1,52
|
| 8
|
Компрес-сор
|
5,5
|
1
|
5,5
|
0,7
|
|
3,85
|
2,8
|
4,8
|
7,3
|
| 9
|
Подъём-ник
|
39
|
0,24
|
9,36
|
0,2
|

|
1,87
|
3,2
|
3,7
|
5,7
|
| 10
|
Кран мостовой
|
2,24
|
0,24
|
0,5
|
0,2
|

|
0,1
|
0,2
|
0,22
|
0,34
|
| 9,05
|
8,696
|
12,8
|
19,29
|
| РП-2
|
ПР-93-32
|
| 19
|
Станок точильно-шлифо-вальный ЗБ634
|
3,2
|
0,7
|
2,24
|
0,16
|
|
0,36
|
0,46
|
0,56
|
0,85
|
| 21
|
Гайковёрт
|
1,65
|
0,7
|
1,155
|
0,16
|

|
0,18
|
0,22
|
0,28
|
0,33
|
| 22
|
Установка
|
3,0
|
1
|
3,0
|
0,7
|
|
2,1
|
1,53
|
2,6
|
3,8
|
| 24
|
Колонка
|
0,17
|
1
|
0,17
|
0,7
|
|
0,07
|
0,05
|
0,08
|
0,12
|
| 25
|
Нагнетатель
|
1,1
|
1
|
1,1
|
0,7
|

|
0,8
|
0,6
|
1,0
|
1,52
|
| 26
|
Компрес-сор
|
5,5
|
1
|
5,5
|
0,7
|

|
3,85
|
2,8
|
4,8
|
7,3
|
| 27
|
Подъём-ник
|
39
|
0,24
|
9,36
|
0,2
|
|
1,87
|
3,2
|
3,7
|
5,7
|
| 28
|
Кран мостовой
|
4,48
|
0,24
|
1,0
|
0,2
|

|
0,2
|
0,4
|
0,44
|
0,64
|
| 9,15
|
8,896
|
13,02
|
19,63
|
| РП-3
|
ПР-93-32
|
| 37
|
Подъём-ник
|
39
|
0,24
|
9,36
|
0,2
|
|
1,87
|
3,2
|
3,7
|
5,6
|
| 38
|
Гайковёрт
|
1,2
|
0,7
|
0,84
|
0,16
|
|
0,13
|
0,16
|
0,2
|
0,3
|
| 40
|
Гайковёрт
|
0,6
|
0,7
|
0,42
|
0,16
|
|
0,07
|
0,08
|
0,1
|
0,15
|
| 46
|
Станция насосная
|
13
|
1
|
13
|
0,7
|
|
9,1
|
6,6
|
11,2
|
17
|
| 47
|
Пресс
|
1,7
|
0,7
|
1, 19
|
0,16
|
|
0, 19
|
0,23
|
0,3
|
0,46
|
| 48
|
Станок ЗБ634
|
3,2
|
0,7
|
2,24
|
0,16
|
|
0,36
|
0,43
|
0,56
|
0,85
|
| 49
|
Свер-лильный станок 2Н125
|
2,2
|
0,7
|
1,54
|
0,16
|
|
0,25
|
0,3
|
0,4
|
0,6
|
| 56
|
Кран мостовой
|
4,48
|
0,24
|
1,1
|
0,2
|
|
0,2
|
0,37
|
0,4
|
0,64
|
| 12,2
|
11,4
|
16,9
|
25,6
|
| РП-4
|
ПР-93-32
|
| 60
|
Сушильный шкаф
|
6,0
|
1
|
6,0
|
0,7
|

|
4,2
|
3,1
|
5,2
|
7,9
|
| 63
|
Свер-лильный станок 2М112
|
0,6
|
0,7
|
0,42
|
0,16
|

|
0,07
|
0,09
|
0,1
|
0,15
|
| 66
|
Стенд
|
2,2
|
0,7
|
1,54
|
0,16
|
|
0,25
|
0,3
|
0,4
|
0,59
|
| 79
|
Стенд
|
1,1
|
0,7
|
0,77
|
0,16
|
|
0,12
|
0,14
|
0,18
|
0,27
|
| 86
|
Свер-лильный станок 2М112
|
0,6
|
0,7
|
0,42
|
0,16
|
|
0,07
|
0,09
|
0,1
|
0,15
|
| 88
|
Моечная установка
|
4,8
|
0,7
|
3,36
|
0,16
|
|
0,54
|
0,65
|
0,8
|
1,2
|
| 97
|
Сушильный шкаф
|
3,1
|
1
|
3,1
|
0,7
|
|
2,2
|
1,6
|
2,7
|
4,1
|
Продолжение формы 2.3.
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
| 98
|
Моечная машина
|
4,34
|
0,7
|
3,0
|
0,16
|
|
0,48
|
0,58
|
0,75
|
1,14
|
| 99
|
Стенд
|
9,8
|
0,7
|
6,68
|
0,16
|

|
1,1
|
1,32
|
1,7
|
2,6
|
| 102
|
Токарный станок 1А62
|
7,8
|
0,7
|
5,46
|
0,16
|
|
0,87
|
1,032
|
1,34
|
2,04
|
| 103
|
Свер-лильный станок 2К112
|
0,63
|
0,7
|
0,42
|
0,16
|
|
0,07
|
0,084
|
0,1
|
0,15
|
| 104
|
Станок точильно-шлифо-вальный ЗБ634
|
3,2
|
0,7
|
2,24
|
0,16
|
|
0,36
|
0,46
|
0,56
|
0,85
|
| 10,33
|
9,916
|
13,96
|
21,14
|
| РП-5
|
ПР-9322
|
| 71
|
Выпрями-тель
|
18,4
|
1
|
18,4
|
0,3
|

|
5,52
|
12,5
|
13,7
|
20,8
|
| 74
|
Дистиля-ционный аппарат
|
3,0
|
1
|
3,0
|
0,8
|
|
2,4
|
0
|
8,4
|
3,6
|
| 137
|
Станок фрезерный 6Р82Г
|
7
|
0,7
|
4,9
|
0,16
|
|
0,74
|
0,94
|
1,22
|
1,86
|
| 138
|
Станок токарный 1А62
|
7,8
|
0,7
|
5,46
|
0,16
|
|
0,87
|
1,03
|
1,34
|
2,04
|
| 139
|
Станок вер. св.2Г125
|
2,2
|
0,7
|
1,54
|
0,16
|
|
0,25
|
0,3
|
0,4
|
0,6
|
| 140
|
Станок точильно-шлифо-вальный ЗБ634
|
3
|
0,7
|
2,1
|
0,16
|

|
0,34
|
0,4
|
0,5
|
0,76
|
| 141
|
Станок шлифов.3Ц131
|
4,81
|
0,7
|
6,87
|
0,16
|
|
1,1
|
1,34
|
1,74
|
2,65
|
| 142
|
Станок фрезерный 612Н
|
9,8
|
0,7
|
6,86
|
0,16
|
|
1,09
|
1,33
|
1,72
|
2,6
|
| 143
|
Наковоч-ный автомат
|
2,2
|
0,7
|
1,54
|
0,16
|
|
0,25
|
0,3
|
0,4
|
0,6
|
| 157
|
Агрегат
|
1,5
|
1
|
1,5
|
0,7
|
|
1,05
|
0,77
|
1,3
|
1,9
|
| 13,66
|
18,91
|
24,3
|
37,41
|
| РП-6
|
ПР-9322
|
| 109
|
Стенд
|
2,2
|
0,7
|
1,54
|
0,16
|
|
0,25
|
0,3
|
0,4
|
0,6
|
| 110
|
Сверлильный станок 2М112
|
0,6
|
0,7
|
0,42
|
0,16
|
|
0,07
|
0,09
|
0,1
|
0,15
|
| 111
|
Станок точильно-шлифо-вальный ЗБ634
|
3,2
|
0,7
|
224
|
0,16
|
|
0,36
|
0,43
|
0,56
|
0,85
|
| 112
|
Моечная установка
|
15,25
|
0,7
|
10,67
|
0,16
|

|
1,7
|
2,05
|
2,66
|
3,82
|
| 113
|
Моечная установка
|
6,0
|
0,7
|
4,2
|
0,16
|
|
0,68
|
0,8
|
1
|
1,52
|
| 114
|
Моечная установка
|
1,5
|
0,7
|
1,05
|
0,16
|
|
0,17
|
0,2
|
0,25
|
0,38
|
| 115
|
Пресс
|
3
|
0,7
|
2,1
|
0,16
|
|
0,34
|
0,4
|
0,5
|
0,76
|
| 124
|
Стенд
|
4,7
|
0,7
|
3,29
|
0,16
|
|
0,53
|
0,63
|
0,82
|
1, 19
|
| 125
|
Стенд
|
4
|
0,7
|
2,8
|
0,16
|
|
0,45
|
0,54
|
0,7
|
1,01
|
| 119
|
Стенд
|
0,37
|
0,7
|
0,26
|
0,16
|
|
0,04
|
0,05
|
0,064
|
0,09
|
| 127
|
Кран мостовой
|
2,24
|
0,24
|
0,5
|
0,2
|
|
0,1
|
0,2
|
0,22
|
0,34
|
| 295
|
Кран мостовой
|
2,24
|
0,24
|
0,5
|
0,2
|
|
0,1
|
0,2
|
0,22
|
0,34
|
| 4,51
|
5,556
|
7,054
|
9,38
|
| РП-7
|
ПР-9322
|
| 203
|
Стенд
|
0,75
|
0,7
|
0,58
|
0,16
|
|
0,08
|
0,1
|
0,13
|
0, 19
|
| 215
|
Таль
|
0,6
|
0,24
|
0,14
|
0,2
|

|
0,03
|
0,05
|
0,06
|
0,09
|
| 217
|
Ножницы
|
1,1
|
0,7
|
0,77
|
0,16
|
|
0,12
|
0,15
|
0,2
|
0,3
|
| 218
|
Стенд
|
4
|
0,7
|
2,8
|
0,16
|
|
0,45
|
0,54
|
0,7
|
1,07
|
| 221
|
Стенд
|
1,8
|
0,7
|
1,26
|
0,16
|
|
0,2
|
0,24
|
0,3
|
0,48
|
| 223
|
ЗиГ-машина
|
2
|
0,7
|
1,4
|
0,16
|
|
0,2
|
0,3
|
0,4
|
0,5
|
Продолжение формы 2.3.
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
| 227
|
Машина
|
0,026
|
1
|
0,026
|
0,3
|

|
0,0078
|
0,018
|
0,02
|
0,03
|
| 234
|
Свароч-ный преобра-зователь
|
15
|
1
|
15
|
0,3
|
|
4,5
|
10,2
|
11,15
|
16,95
|
| 240
|
Молот
|
7,5
|
0,7
|
5,25
|
0,16
|
|
0,84
|
1,01
|
1,3
|
2
|
| 244
|
Вентиля-тор
|
1,1
|
1
|
1,1
|
0,7
|
|
0,77
|
0,56
|
0,95
|
1,4
|
| 249
|
Пресс-ножницы
|
6,8
|
0,7
|
4,8
|
0,16
|
|
0,76
|
0,9
|
1,18
|
1,79
|
| 251
|
Кран мостовой
|
5,7
|
0,24
|
1,37
|
0,2
|
|
0,27
|
0,47
|
0,54
|
0,8
|
| 8,8902
|
14,558
|
16,93
|
25,6
|
| РП-8
|
ПР-9332
|
| 173
|
Стенд
|
1,95
|
0,7
|
1,4
|
0,16
|
|
0,22
|
0,26
|
0,34
|
0,5
|
| 174
|
Установка
|
1,18
|
0,7
|
0,83
|
0,16
|
|
0,13
|
0,16
|
0,21
|
0,33
|
| 175
|
Моечная установка
|
4,5
|
0,7
|
3,2
|
0,16
|
|
0,5
|
0,6
|
0,78
|
1, 19
|
| 176
|
Воздухо-раздаточ-ная ко-лонка
|
0,2
|
1
|
0,2
|
0,7
|
|
0,14
|
0,1
|
0,17
|
0,26
|
| 177
|
Гайковёрт
|
1,1
|
0,7
|
0,77
|
0,16
|
|
0,12
|
0,15
|
0,2
|
0,3
|
| 178
|
Предохра-нительное устройст-во
|
0,2
|
1
|
0,2
|
0,7
|
|
0,14
|
0,1
|
0,17
|
0,26
|
| 187
|
Стенд
|
1,1
|
0,7
|
0,77
|
0,16
|
|
0,12
|
0,15
|
0,2
|
0,3
|
| 188
|
Станок
|
2,8
|
0,7
|
1,96
|
0,16
|
|
0,3
|
0,4
|
0,5
|
0,76
|
| 189
|
Заточной станок
|
1,1
|
0,7
|
0,77
|
0,16
|
|
0,12
|
0,15
|
0,2
|
0,3
|
| 190
|
Вулкани-затор
|
0,8
|
1
|
0,8
|
0,76
|
|
0,13
|
0,15
|
0,2
|
0,3
|
| 305
|
Кран мос-товой
|
5,7
|
0,24
|
1,37
|
0,2
|
|
0,27
|
0,47
|
0,54
|
0,8
|
| 309
|
Кран мос-товой
|
5,7
|
0,24
|
1,37
|
0,2
|

|
0,27
|
0,47
|
0,54
|
0,8
|
| 2,46
|
3,16
|
4,05
|
6,1
|
Продолжение формы 2.3.
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
| РП-9
|
ПР-9332
|
| 161
|
Станок деревооб-рабаты-вающий К40М
|
4,8
|
0,7
|
3,36
|
0,16
|
|
0,54
|
0,65
|
0,8
|
1,2
|
| 163
|
Станок обрезной Т-400-2
|
15
|
0,7
|
1,05
|
0,16
|
|
0,17
|
0,3
|
0,02
|
0,03
|
| 166
|
Долбёжник
|
1,06
|
0,7
|
0,74
|
0,16
|
|
0,12
|
0,14
|
0,18
|
0,29
|
| 168
|
Станок сверлиль-ный 2М112
|
0,8
|
0,7
|
0,56
|
0,16
|
|
0,09
|
0,1
|
0,13
|
0,18
|
| 171
|
Машина
|
0,4
|
0,7
|
0,28
|
0,16
|
|
0,04
|
0,05
|
0,06
|
0,1
|
| 263
|
Машина швейная
|
0,27
|
0,7
|
0, 19
|
0,16
|
|
0,03
|
0,04
|
0,05
|
0,08
|
| 274
|
Сверлильная машина
|
0,2
|
0,7
|
0,14
|
0,16
|
|
0,02
|
0,03
|
0,04
|
0,05
|
| 1,01
|
1,31
|
1,28
|
2
|
Форма 2.4.
Номинальные токи расцепителей
| № п/п
|
Производственный участок
|
Мощность осветительной нагрузки
|
Вид расцепителя максимального тока
|
Тип выключа-теля
|
| 1
|
Зона ТО-1
|
6,24
|
Комбинированный
|
АЗ110
|
| 2
|
Зона ТО-2
|
7,8
|
| 3
|
Зона ТР
|
6,24
|
| 4
|
Электротехнический
|
0,5
|
| 5
|
Аккумуляторный
|
0,36
|
| 6
|
Приборов системы питания
|
1,31
|
| 7
|
Агрегатный
|
2,25
|
| 8
|
Шиномонтажный
|
1,54
|
| 9
|
Вулканизационный
|
0,4
|
| 10
|
Медницкий
|
0,51
|
| 11
|
Жестяницкий
|
0,62
|
| 12
|
Сварочный
|
0,62
|
| 13
|
Кузнечно-рессорный
|
1,31
|
| 14
|
Слесарно-механический
|
1,69
|
| 15
|
Деревообрабатывающий
|
1,04
|
| 16
|
Обойный
|
1,04
|
Целесообразность строительства АТП необходимо подтвердить экономическими расчётами.
 м3. м3.
Стоимость зданий и сооружений
 грн. грн.
Где Цзд-стоимость 1 м3 производственного здания;
Цсп-стоимость сооружений сантехники и промпроводки на 1 м3 здания (27 грн).
Стоимость оборудования  грн., грн.,
Где Коб-коэффициент, учитывающий удельный вес оборудования в общей структуре основных фондов, принимаем Коб=0,3.
Общая стоимость основных производственных фондов
 грн., грн.,
гдеКпо-коэффициент, учитывающий прочие основные фонды, принимаем Кпо=1,2.
Определение суммы амортизационных отчислений
 грн., грн.,
гдеНа-нормы амортизационных отчислений, принимаем равным На=0,13.
Фонд рабочего времени принимаем равным второму разделу Фрв=20524.
Численность ремонтных рабочих  чел., чел.,
Где Т-трудоёмкость работы, чел. ×час.;
Кв-коэффициент, учитывающий повышение производительности труда (принимается от 1,05 до 1,1).
Численность вспомогательных рабочих
 чел., чел.,
где Квсп-коэффициент, учитывающий вспомогательные работы (принимается равным от 0,2 до 0,3).
Численность руководящих работников и специалистов Рспец=25 чел. (по I разделу).
Средняя часовая тарифная ставка  грн., грн.,
Где Сч-часовая тарифная ставка данного разряда;
Кву=1-коэффициент, учитывающий вредные и тяжёлые условия труда.
Расценка за выполненную работу  грн., грн.,
Где Lсут-среднесуточный пробег; L общ-общий годовой пробег;
Т-трудоёмкость выполняемых работ.
Расчёты сводим в таблицу 3.1.
Таблица 3.1.
| №№
|
Тип, модель
|
t1
|
t2
|
tЕО
|
tТР
|
Lсут
|
Lобщ
|
Ч1
|
Ч2
|
ЧЕО
|
ЧТР
|
| 1
|
ГАЗ
|
1,89
|
8,1
|
0,18
|
3,13
|
150
|
34535
|
0,72
|
2,9
|
0,072
|
1,032
|
| 2
|
МАЗ
|
3,06
|
12,42
|
0,135
|
5,25
|
150
|
34535
|
0,72
|
2,9
|
0,03
|
1,2
|
| 3
|
КрАЗ
|
2,75
|
11,75
|
0,2
|
6,69
|
150
|
34535
|
0,77
|
2,9
|
0,072
|
1,92
|
| 4
|
КамАЗ
|
2,52
|
10,58
|
0,18
|
434
|
150
|
34535
|
0,48
|
1,7
|
0,024
|
0,72
|
Определение автомобиле-дней в эксплуатации
 автомобиле-дней, автомобиле-дней,
где Асс-списочный состав автомобилей.
Сдельная заработная плата
 грн. грн.
Заработная плата за период
 грн. грн.
Доплата за период отпуска

 грн., грн.,
где0,011-коэффициент, учитывающий оплату за выполнение государственных и общественных обязанностей, льготных часов подростков и др.
Основной фонд заработной платы ремонтных рабочих
 грн. грн.
Основной фонд заработной платы руководящих работников и специалистов  грн., грн.,
Где Зм-месячный должностной оклад специалистов, грн.
Основной фонд заработной платы вспомогательных рабочих
 грн., грн.,
где Счас-часовая тарифная ставка вспомогательных рабочих, 0,3 грн.
Основной фонд заработной платы
 грн. грн.
Дополнительный фонд заработной платы
 грн., грн.,
где Кп-коэффициент, учитывающий премии и прочие выплаты из фонда потребителя.
Фонд оплаты труд  грн. грн.
Начисления на зарплату где % Нзп-процент, учитывающий начисления на зарплату, принимаем % Нзп=39%.
Среднемесячная заработная плата ремонтного рабочего
 грн. грн.
Затраты на ремонтные материалы для зоны ЕО, ТО‑1, ТО‑2
 , ,
гдеN-количество обслуживаний,
Нрм-норма затрат на ремонтные материалы для каждого вида обслуживания, грн.
 , ,
гдеКкуэ=1,33;
 ; ;
Кпр=1,2-коэффициент, учитывающий работу автомобиля с прицепом (для седельного тягача).
Данные расчётов сводим в таблицу 3.2.
Таблица 3.2.
| Тип, модель
|
NЕО
|
N1
|
N2
|

|

|

|
Ккуэ
|
Кк
|
Кпр
|
Ккор
|

|

|

|
| ГАЗ
|
28080
|
1200
|
360
|
0,39
|
2,82
|
2,8
|
1,33
|
1
|
-
|
1,33
|
14565
|
4500
|
3735
|
| МАЗ
|
17600
|
720
|
240
|
0,62
|
3,36
|
7,56
|
1,33
|
1
|
-
|
1,33
|
14513
|
3218
|
2413
|
| КамАЗ
|
22500
|
900
|
300
|
0,62
|
3,36
|
7,56
|
1,33
|
1,05
|
1,2
|
1,7
|
23715
|
5140
|
3271
|
| КрАЗ
|
11750
|
650
|
200
|
0,62
|
3,36
|
7,56
|
1,33
|
1,2
|
-
|
1,6
|
11656
|
3494
|
2499
|
| Итого
|
64449
|
16352
|
11838
|
Затраты на ремонтные материалы для зоны ТР
 , ,
гдеНрм-нормы затрат на ремонтные материалы;
dn-количество автомобилей.
Данные расчётов сводим в таблицу 3.3.
Таблица 3.3.
Затраты на ремонтные материалы и запасные части для зоны ТР
| №№
|
Тип, модель
|
dn
|
Ккор
|
Lобщ
|

|

|

|

|
| 1
|
ГАЗ
|
120
|
1,33
|
34535
|
44400
|
8,05
|
6,41
|
35400
|
| 2
|
МАЗ
|
80
|
1,33
|
34535
|
29900
|
8,13
|
11,06
|
40600
|
| 3
|
КамАЗ
|
100
|
1,7
|
34535
|
47700
|
8,13
|
11,06
|
64900
|
| 4
|
КрАЗ
|
50
|
1,6
|
34535
|
22500
|
8,13
|
11,06
|
30600
|
| Итого
|
350
|
144500
|
171500
|
Общая сумма затрат на ремонтные материалы
 . .
Общая величина материальных затрат
 грн., грн.,
где Кпроч-коэффициент, учитывающий затраты на прочие материальные ресурсы.
Экономия материальных за
трат грн., грн.,
где % Эмр-процент экономии материальных затрат, принимаем равный 10%.
Общая величина материальных затрат с учётом экономии
 грн. грн.
3.5. Прочие расходы
Ремонтный фонд  грн. грн.
 грн., грн.,
где Кпр. р-коэффициент, учитывающий прочие расходы, принимаем равным Кпр. р=1,8.
Определение общей суммы затрат  . .
Определение себестоимости зоны ЕО, ТО‑1, ТО‑2
 . .
Определение удельного веса фонда оплаты труда ы общей структуре себестоимости ТО
 . .
Данные расчётов сводим в таблицу 3.4.
Таблица 3.4.
Калькуляция себестоимости зон ЕО, ТО‑1, ТО‑2
| Статьи затрат
|
Сумма затрат, грн
|
Количество ТО
|
Себестоимость единицы обслуживания
|
Удельный вес,%
|
| Фонд оплаты труда (ФОТ)
|
ЕО: 16787,7
|
ЕО
79930
|
4,88 грн.
|
40,5
|
| ТО-1: 10339,5
|
| ТО-2: 143418
|
| Начисления на зарплату (Нзп)
|
ЕО: 7974
|
| ТО-1: 4911
|
| ТО-2: 6812
|
ТО-1
3470
|
68,5 грн.
|
24,6
|
| Материальные затраты (Змз)
|
ЕО: 61704
|
| ТО-1: 38003
|
| ТО-2: 52714
|
| Автоматизация основных фондов (Ав)
|
ЕО: 142102
|
| ТО-1: 87519
|
ТО-2
1100
|
299,89 грн.
|
34,6
|
| ТО-2: 121399
|
| Прочие расходы (Зпр)
|
ЕО: 157405
|
| ТО-1: 96945
|
| ТО-2: 134472
|
| Общие затраты (Зобщ)
|
ЕО: 385973
|
100
|
| ТО-1: 237718,9
|
| ТО-2: 329887,3
|
| Итого: 953432
|
Калькуляция себестоимости для зоны ТР
Определение общей суммы затрат

 грн. грн.
Определение себестоимости работ
 грн. /км. грн. /км.
Определение удельного веса фонда оплаты труда в общей структуре
себестоимости работ
 %. %.
Планово-расчётная цена единицы ТО
 , ,
гдеКр-коэффициент, учитывающий плановую рентабельность предприятия, принимается от 1,25 до 1,40.
 грн. грн.
 грн. грн.
 грн. грн.
Определение общей суммы доходов для зон ЕО, ТО‑1, ТО‑2
 , ,
 грн. грн.
 грн. грн.
 грн. грн.
Определение доходов для зоны ТР
Определение планово-расчётной цены
 грн. грн.
Доходы зоны ТР
 грн. грн.
Прибыль балансовая

грн.
Плата в бюджет  грн., грн.,
Где % Пбюд-процент платежей в бюджет.
Прибыль, остающаяся в распоряжении предприятия
 грн. грн.
3.8. Экономическая эффективность и технико-экономические показатели проекта Определение капитальных вложений на осуществление проектируемого решения Стоимость строительных работ при решении производственных площадей
 грн., грн.,
гдеDVзд-дополнительный объём здания после реконструкции.
Стоимость введённого оборудования
 грн., грн.,
где -стоимость вновь вводимого оборудования. -стоимость вновь вводимого оборудования.
Общая стоимость капитальных вложений Экономия затрат Коэффициент, учитывающий доплаты к заработной плате с начислениями

Расход экономии фонда оплаты труда ремонтных рабочих
 грн. грн.
Общая сумма экономии
 грн. грн.
Годовой экономический эффект от технического перевооружения
 грн. грн.
Срок окупаемости капитальных вложений
 года. года.
Фактический коэффициент экономической эффективности
 . .
Фондоотдача  . .
Фондоёмкость  . .
Вывод: Проанализировав технико-экономические показатели строительства АТП, мы увидели, что они свидетельствуют о целесообразности строительства, так как срок окупаемости капитальных вложений на строительство – 1,6 года, фактический коэффициент экономической эффективности Еф=0,25, рентабельность производства составляет 38%.
На эксплуатационных предприятиях большое количество оборудования выпуска 60х и ранее годов. В те времена мощности двигателей и передающих систем были значительно меньше, чем сегодня.
В связи с острой необходимостью повышения качества ремонта и обслуживания автомобилей необходимо расширить возможности имеющегося оборудования.
В дипломном проекте предлагается существующий на предприятии стенд для обкатки коробок передач приспособить для испытания коробок передач современных автомобилей (ЯМЗ, КамАЗ). Для этого требуется увеличить мощность двигателя и соответственно выполнить расчёт привода стенда, клиноременной передачи привода стенда и разработать дополнительный гидроцилиндр в механизме закрутки валов, что даст возможность реверсирования работы стенда – это позволяет существенно уменьшить время обкатки коробок передач.
С внешней стороны левого редуктора установлен гидравлический рабочий цилиндр с поршнем и поршневыми кольцами. Шток поршня с механизмом закрутки связан через пустотелый вал редуктора. Утолщённый конец пустотелого вала редуктора имеет цилиндрическую выточку в стенках которой прорезаны спиральные щели. Вилка торсионного вала, смонтированная внутри цилиндрической выточки пустотелого вала левого редуктора, имеет прямые щели. Шток поршня при помощи шкворня связан с вилкой торсионнго вала второй конец которого через шлицевую втулку соединён с валом правого редуктора. При движении поршня шток через упорные кольца подшипника перемещает шкворень, концы которого скользят в щелях цилиндрической выточки и вилки торсионного вала. Перемещение шкворня по щелям создаёт смещение поршневого вала, т.е. закручивает его в замкнутом контуре, тем самым создавая нагрузку, величина крутящего момента торсионного вала, зависящая от угла закрутки торсионного вала устанавливается тарировкой.
Здесь управление нагрузкой осуществляется при помощи трёхходового крана. При повороте рукоятки крана вправо масло из бака насосом подаётся в рабочий цилиндр создавая нагрузку. В данном стенде испытание производится в одном направлении вращения, потому, что при реверсировании нет возможности создать нагрузку противоположного знака.
Стенд состоит из электродвигателя, клиноременной передачи, вертикального редуктора, правого и левого боковых редукторов, механизма переключения, механизма закрутки валов, двух индукционных датчиков, станций гидропривода и смазочной станции.
Стенд представляет собой установку с замкнутым силовым контуром в котором коробка передач нагружается за счёт использования внутренних сил системы при закручивании торсионного вала. Электродвигатель через клиноременную передачу передаёт вращение на вал I, на котором жестко насажена коническая шестерня (z=15, m=12), находящаяся в зацеплении с конической шестернёй (z=31, m=12) вертикального редуктора приводящей во вращение вал II. Вал II через три цилиндрические шестерни (z=23, m=12) передаёт вращение на вал II, который через зубчатую муфту связан с первичным валом испытываемой коробки передач. От вала I через шестерни КП вращение передаётся на карданные валы VII и VIII, затем через цилиндрические шестерни (z=28, m=8, z=20, m=8, z=20, m=8) боковых редукторов на промежуточный вал V на котором на подшипник насажена цилиндрическая шестерня (z=42, m=8) механизма переключения. На шлицах передвигается каретка (z=21, m=8) чем достигается включение 1й и 2й передач вращения вала IV. Таким образом, получается замкнутый силовой контур.
Нагрузочный крутящий момент создаётся при помощи механизма закрутки валов (вала IV и части вала I до конической шестерни (z=15, m=12) в противоположной стороне).
Упругие силы, возникающие внутри замкнутого контура создаёт момент под воздействием которого находятся шестерни коробок передач.
Закрутку валов IV и I осуществляют косозубыми шестернями (угол наклона зубьев b=45°), находящихся в зацеплении с блок-шестерней (z=17, m=10, b=45°). Блок-шестерня установлена на подшипниках на штоке, связанном противоположными концами с поршнями гидроцилиндров одностороннего действия. При перемещении одного поршня гидроцилиндра производится закрутка торсионных валов IV и I.
Для создания крутящего момента противоположного направления включают другой гидроцилиндр.
4.4. Расчёт стенда для испытания коробки передач Расчёт номинальных параметров коробок передач Частота вращения первичного вала КП от двухскоростного трёхфазного асинхронного двигателя АО 92‑8/4: N=40/55 кВт, n=730¸1470 мин-1, питание 380 В.
Через коническо-цилиндрический редуктор
 мин-1. мин-1.
Вращающие моменты на первичном валу с учётом потерь в редукторе
 Н×м, Н×м,
гдеhр=0,94-КПД редуктора.
Коробка передач – двухступенчатая.
Передаточное число на первой передаче:
 . .
Передаточное число на второй передаче:
 . .
Частота вращения вторичного вала
 мин-1. мин-1.
Вращающие моменты на вторичном валу
 Н×м, Н×м,
гдеhКП=0,95-КПД коробки передач.
Каждый из вращающих моментов М2 поровну передаётся на передний и задний мост ходовой части автомобилей.
Выбор электродвигателя Целью испытания коробок передач является проверка их работоспособности, долговечности, качества изготовления и ремонта, обкатки и приработки зубчатых зацеплений и других сопряженных деталей.
Зубчатые передачи в транспортных и грузоподъёмных машинах работают при переменных режимах, нагружениях, зависящих от множества случайных факторов и, следовательно, имеют вероятностный характер.
В связи с этим стенд снабжён устройством для программного нагружения. Практически все способы нагружения стендов с замкнутым контуром могут быть использованы в многоредукторном стенде данной конструкции. Где применена предварительная закрутка торсионного вала с помощью пары косозубых колёс.
Механизм закрутки валов представляет собой пару косозубых колёс, свободно вращающихся на совмещённом штоке двух гидроцилиндров. Осевое перемещение зубчатых колёс с помощью гидроцилиндров, управляемых по давлению масла с помощью клапанно-золотникового устройства по нужной программе, позволяет создать циркулирующую нагрузку в замкнутом контуре стенда, в который включена испытуемая КП.
Для имитации реверса производится перемена направления силового потока за счёт перемещения зубчатых колёс в обратную сторону. Холостой ход при обкатке коробки передач обеспечивается при нейтральном положении золотника (совмещённый шток гидроцилиндров с помощью пружинного устройства занимает при этом нейтральное положение) или при отключённой зубчатой муфте на валу III привода первичного вала коробки.
В стенде для кинематического согласования силовой цепи число однотипных редукторов в контуре должно быть четным. Поэтому механизм переключения и коническая передача вертикального редуктора представляет собой зеркальное отображение испытуемой коробки передач.
Коническая передача вертикального редуктора – m=12 мм, z1=15, z2=31 на валах I и II.
Механизм переключения между валами IV и V
I‑я передача: z1=20, z2=42, m=8 мм;
II‑я передача: z1=41, z2=21, m=8 мм.
Боковые левые и правые редукторы стенда кинематически одинаковые z1=28, z2=20, z3=28, m=8 мм замыкают вторичный вал испытуемой КП. Паразитное зубчатое колесо (z2=20, m=8 мм) служит конструктивно для увеличения межосевого расстояния с целью расположения валов V и VI стенда за габаритами испытуемой коробки передач.
Косозубые передачи механизма закрутки валов соединяют валы I и IV, создавая циркулирующую нагрузку путём их осевого перемещения без изменения частоты z1=23, z2=17, m=10 мм, b=45°.
Вертикальный редуктор состоит из цилиндрических колёс (z1=23, z2=23) с передаточным числом равным 1. Паразитное колесо этого редуктора согласует направление вращения первичного вала испытуемой коробки с вторичным, т.е. осуществляет общее кинематическое согласование стенда по направлению вращения.
Номинальную мощность электродвигателя стенда определяем исходя из величины нагрузочного момента коробки передач и потерь на трение в механизмах стенда.
 , ,
гдеh1=h2=0,95-КПД боковых редукторов (левого и правого);
h3=0,94-КПД вертикального редуктора;
h4=0,96-КПД зубчатого механизма закрутки валов;
h5=0,98-КПД зубчатого механизма переключения.
При восьми полюсах
 кВт. кВт.
При четырёх полюсах
 кВт. кВт.
Принимаем для привода стенда двухскоростной двухфазный асинхронный электродвигатель напряжением 380 В 4А132М8/4 с N=5,5/11 кВт; n=720/1460 мин-1;
 ; ;  . .
На первичный вал коробки передач через вертикальный редуктор должна быть подведена частота вращений n1=71/143 мин-1. (частота вращения вала III стенда).
Передаточное число конической передачи вертикального редуктора и всего редуктора
так как цилиндрические передачи вертикального редуктора не изменяют частоты (z1=z2=23)
 . .
Расчёт ведём для второй скорости и мощности двигателя по методике изложенной [7] стр.270.
Выбираем сечение клинового ремня по табл.5.6 предварительно определяем угловую скорость и номинальный вращающий момент М1 на ведущем валу.
Исходные данные: N1=11 кВт, n1=1460 мин-1, u=5. Работа двухсменная, нагрузка реверсивная, динамическая.
Крутящий момент на быстроходном валу:
 Н×м. Н×м.
При данном моменте принимаем сечение ремня "А" с размерами: bр=11 мм; h=8 мм, b0=13 мм, y0=2,8 мм, F1=0,81 см2.
Диаметр меньшего шкива в соответствии с рекомендациями dp min=90 мм, но так как в рассматриваемом случае нет жёстких ограничений к габаритам передачи, то для повышения долговечности ремня принимаем dр1=100 мм.
Диаметр большего шкива
 мм. мм.
Стандартный диаметр по ГОСТ 17383‑73 dр2=500 мм.
Фактическое передаточное число:
 . .
Скорость ремня:
 м/с. м/с.
Частота вращения ведомого вала:
 мин-1. мин-1.
Межосевое расстояние:
 мм. мм.
Расчётная длина ремня:

 мм. мм.
Стандартная длина ремня L=2000 мм.
По стандартной длине L уточняем действительное межосевое расстояние:


 мм. мм.
Минимальное межосевое расстояние для удобства монтажа и снятия ремней  мм. мм.
Максимальное межосевое расстояние для создания натяжения и подтягивания ремня при вытяжке:
 мм. мм.
Угол обхвата на меньшем шкиве:
 . .
 . .
Исходная длина ремня (табл.2,15 [7]) L0=1700 мм. Относительная длина  . .
Коэффициент длины (табл.2. 19 [7]) СL=1,04.
Исходная мощность при dp1=100 мм и v=7,6 м/с передаваемая одним ремнём N0=1,275 кВт.
Коэффициент угла обхвата (табл.2,18 [7]) Са»0,86.
Поправка к крутящему моменту на передаточное число (табл.2. 20 [7]) DТн=1,2 Н×м.
Поправка к мощности  кВт. кВт.
Коэффициент режима работы при указанной нагрузке (табл.2.8. [7]) Ср=0,73.
Допускаемая мощность на один ремень:
 кВт. кВт.
Расчётное число ремней по формуле:
 . .
Коэффициент, учитывающий неравномерность нагрузки Сz=0,85.
Действительное число ремней в передаче  . .
Принимаем число ремней  . .
Сила начального натяжения одного клинового ремня:
 Н, Н,
гдеq=0,1 кг/м (табл.2.12 [7]).
Усилие, действующее на валы передачи
 Н. Н.
Размеры обода шкивов (табл.2.21 [7]) lр=11 мм; h=8,7 мм; b=3,3 мм; l=15±0,3 мм;  мм; v=1,0 мм; h1min=6 мм; a1=34°; а2=38°. мм; v=1,0 мм; h1min=6 мм; a1=34°; а2=38°.
Нагруженные диаметры шкивов  мм, мм,
 мм. мм.
Шина обода шкивов  мм. мм.
Усилие, развиваемое цилиндром для создания нагрузки F=26 кН.
Рабочее давление в системе гидропривода Р=6,3 МПа.
Гидроцилиндр с односторонним штоком и одностороннего действия.
Рабочая плоскость безштоковая.
Диметр гидроцилиндра определяем по формуле  мм. мм.
Принимаем Д=100 мм (Приложение 1 [8]).
 мм. мм.
Принимаем d=50 мм (Приложение 3 [8]).
Определяем расход масла при заданной скорости движения поршня, учитывая, что при манжетном уплотнении поршня и штока в гидроцилиндре объёмный КПД hоб=1.
 м3/мин м3/мин л/мин, л/мин,
гдем=5 м/мин-скорость движения поршня.
Принимаем Qном=20 л (приложение 5 [8]).
По расходу Q=19,2 л/мин принимаем для системы гидропривода пластинчатый насос типа 12‑33 АМ.
Техническая характеристика насоса 12‑33 АМ:
- рабочий объём насосаv0=32 см3;
- давление развиваемое насосомр=6,3 МПа;
- подача насоса при частоте вращения приводного двигателяn=960 мин-1;
- объёмный КПД насосаhоб=0,85;
- общий КПД насосаhн=0,75.
Определяем мощность потребляемую насосом по формуле
 кВт. кВт.
Определяем фактическое толкающее усилие развиваемое гидроцилиндром по формуле:
 кН. кН.
Определяем максимальную скорость развиваемую поршнем гидроцилиндра по следующей формуле:
Определяем внутренние диаметры dвс, dн, dсл труб соответственно всасывающей, напорной и сливной гидролиний по следующим формулам
 дм; дм;
 дм; дм;
 дм. дм.
По подсчитанным значениям внутренних диаметров труб различных гидролиний принимаем по приложению 1 [8] условные проходы:
- для всасывающей гидролинии Дув=16 мм;
- для трубы напорной гидролинии Дун=10 мм;
- для трубы сливной гидролинии Дусл=16 мм.
Определяем минимальные толщины стенок гильзы гидроцилиндра и трубы напорной гидролинии по формуле
 мм, мм,
гдеРу=1,25Р-расчётное условное давление;
 МПа-для стальной трубы. МПа-для стальной трубы.
 мм, мм,
Первая операция. Токарная обработка I – Устанавливаем технологическую последовательность обработки детали.
Установка А (Установить, закрепить, снять).
1. Подрезать торец.
2. Подрезать уступ на Æ75 мм.
2А. Зацентровать.
3. Обточить начерно до Æ28 мм.
4. Обточить начерно до Æ50 мм.
5. Обточить начерно до Æ71,2 мм.
6. Обточить начерно до Æ41,5 мм.
Установка Б (Установить, закрепить, снять).
7. Подрезать торец.
7А. Подрезать уступ на Æ75 мм.
8. Зацентровать.
9. Обточить начерно до Æ50 мм.
10. Обточить начерно до Æ41,5 мм.
11. Обточить начерно до Æ40,2 мм.
12. Обточить начисто до Æ70 мм.
13. Снять фаску 4´45° на Æ70 мм.
14. Снять фаску 2´45° на Æ40,2 мм.
15. Проточить канавку на Æ40,2 мм.
Установка В (Установить, закрепить, снять).
16. Обточить начисто до Æ27 мм.
17. Обточить начисто до Æ40,2 мм.
18. Снять фаску 2´45° на Æ27 мм.
19. Снять фаску 4´45° на Æ70 мм.
20. Снять фаску 2´45° на Æ40,2 мм.
21. Проточить канавку на Æ40,2 мм.
II – Выбор оборудования: Токарно-винторезный станок 1А62 с N=7,8 кВт.
III – Выбор инструмента: подрезной резец Т5К10, центровочное сверло Р9, черновой проходной резец Т5К10, чистовой проходной резец Р9, канавочный резец Р9. Измерительный инструмент: линейка и штангенциркуль.
IV – Выбор приспособлений: для черновой обработки – трёхкулачковый самоцентрирующийся патрон, центр задней бабки; для чистовой – поводковый патрон, хомутик, центра.
V – Выбор режима резания, расчёт основного и вспомогательного времени.
Переход первый.
Назначаем глубину резания t=2 мм, т.е. снимаем весь припуск за один проход (i=1) t=h.
Из табл. 20 [5] по характеру обработки Ñ1-Ñ3 и диаметра до 60 мм выбираем подачу S=0,25 мм/об. Скорость резания выбираем из табл.21 [5] при S=0,25 мм и t=2 мм табличная скорость резания v=70 м/мин. Выбранная скорость резания дана из условия обработки углеродистой конструкционной стали с временным сопротивлением sв=65 Н/мм2, из табл. "Механические свойства материалов" [5] находим, что для стали марки 45 соответствует предел прочности (временное сопротивление) sв=60 Н/мм2. Поправочный коэффициент выбираем из табл.12 [5] , для sв=60 Н/мм2. Км – составляет 1,31.
 м/мин. м/мин.
Определяем частоту вращения Принимаем по табл.37 [5] n=960 мин-1.
Расчёт основного и вспомогательного времени
 , ,
где у-величина врезания и перебега по табл.38 [5].
По табл.43 [5] время на установку и снятие детали при точении в самоцентрирующемся патроне с выверкой по мелку при массе до 5 кг Тву=0,55 мин.
По табл.44 время для подрезки торцов на станке с высотой центров 200 мм Твп=0,2 мин.
 мин. мин.
Переход второй.
Глубина резания t=h=2 мм (i=1).
Подача по табл. 20 [5] S=0,4 мм/об.
Табличная скорость резания (табл.21 [5]) v=53 м/мин.
 м/мин. м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=305 мин-1.
Основное время  , ,
 мин. мин.
Вспомогательное время  мин. мин.
Переход второй А.
Основное время центровки детали по табл.42 при диаметре детали до 40 мм (35) составляет Т0=0,08 мин. Вспомогательное время связанное с проходом (по табл.44 [5]) Тв=0,6 мин.
Переход третий.
Припуск на обработку  мм. мм.
Глубина резания t=h, т.е. i=1.
Подача для t=3,4 мм и диаметра обработки 35 мм из табл.8 [5] S=0,3 мм/об., скорость резания vт из табл.10 [5] для данных t и S составляет 52 м/мин.
 м/мин. м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=480 мин-1.
Основное время  мм, мм,
 мин. мин.
Вспомогательное время согласно табл.44 [5] при работе на станке с высотой центров 200 мм, и при обработке по IV-V классам точности Тв=0,5 мин.
Переход четвёртый.
Припуск  мм; t=2,5 м; мм; t=2,5 м;
 . .
Из табл.10 [5] для глубины резания t=2,5 мм и диаметра обработки до 56 мм (55 мм) выбираем подачу S=0,5 мм/об.
Скорость резания  м/мин. м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=305 мин-1.
Основное время  мин. мин.
 мм, мм,
Вспомогательное время согласно табл.44 [5] Тв=0,5 мин.
Переход пятый.
 мм; t=1,9; i=1. мм; t=1,9; i=1.
По табл.10 [5] принимаем подачу S=0,6 мм/об.
Скорость резания при данных S и t по табл.21
 м/мин. м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=185 мин-1.
Основное время  мин. мин.
Вспомогательное время по табл.44 [5] Тв=0,5 мин.
Переход шестой.
 мм; t=4,25 мм; мм; t=4,25 мм;  . .
По табл.10 [5] для данных t и диаметра принимаем подачу S=0,4 мм/об.
По табл.21 [5] для данных t и S выбираем табличную скорость резания  м/мин. м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=380 мин-1.
Основное время  мин. мин.
Вспомогательное время по табл.44 [5] Тв=0,5 мин.
Переход седьмой.
Весь припуск снимаем за 1 проход, т.е. h=t=2 м и i=1.
Из табл. 20 при характере обработки Ñ1-Ñ3 и данном диаметре выбираем подачу S=0,25 мм/об.
Скорость резания при даннях S и t
 м/мин. м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=480 мин-1.
Основное время  мин. мин.
Вспомогательное время  мин. мин.
Переход седьмой А по расчётам полностью аналогичен второму переходу.
t=h=2 мм; i=1; S=0,4 мм/об; v=69,4 м/мин; n=305 мин-1; Т0=0,1 мин; Тв=1,15 мин.
Переход восьмой.
Основное время центровки детали по табл.42 [5] при диаметре детали до 80 мм (55) составляет Т0=0,08 мин. Вспомогательное время связанное с проходом (по табл.44 [5]) Тв=0,6 мин.
Переход девятый.
 мм; t=2,5 мм; мм; t=2,5 мм;  . .
По табл.10 для данных диаметра и t выбираем подачу S=0,5 мм/об.
По табл.21 [5] скорость резания при данных t и S
м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=305 мин-1.
Основное время  мин. мин.
Вспомогательное время согласно табл.44 [5] Тв=0,5 мин.
Переход десятый.
Так как расчёт этого перехода полностью аналогичен расчёту шестого перехода, то мы приводим данные шестого перехода: h=t=4,25 мм; i=1; S=0,4 мм/об.; v=61,6 м/мин., n=392 мин-1; Т0=0,26 мин; Тв=0,5 мин.
Переход одиннадцатый.
 мм; t=0,65 мм; i=1. мм; t=0,65 мм; i=1.
По табл.10 [5] для данных t и диаметра подача составляет S=0,2 мм/об.
По табл.21 [5] скорость резания при данных t и S
 м/мин. м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=960 мин-1.
Основное время  мин. мин.
Вспомогательное время согласно табл.44 [5] составляет Тв=0,5 мин.
Переход двенадцатый.
 мм; t=0,6 мм; i=1. мм; t=0,6 мм; i=1.
Согласно табл.10 [5] подача составляет S=0,2 мм/об.
По табл.21 [5] при данных t и S скорость резания  м/мин. м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=480 мин-1.
Основное время  мин. мин.
Вспомогательное время согласно табл.44 [5] составляет Тв=0,5 мин.
Переход тринадцатый.
При проточке фасок работа производится с ручной переменной подачей и без изменения числа проходов предыдущей обработки.
Основное время по табл.40 при диаметре детали до 80 мм (70 мм) и ширине фаски 4 мм составляет: Т0=0,3 мин.
Вспомогательное время по табл.44 связанное с проходом при работе на станке с высотой центров 200 мм Тв=0,07 мин.
Переход четырнадцатый.
При проточке фасок работа производится с ручной переменной подачей и без изменения числа проходов предыдущей обработки.
Основное время по табл.40 [5] Т0=0,3 мин.
Вспомогательное время по табл.40 [5] Тв=0,07 мин.
Переход пятнадцатый.
Глубину резания принимаем равную ширине резца: h=t=2 мм.
По диаметру детали и материалу детали по табл.24 [5] принимаем подачу S=0,12 мм/об.
Скорость резания (табл.24 [5])
 м/мин. м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=380 мин-1.
Основное время  мин. мин.
Вспомогательное время согласно табл.44 [5] составляет Тв=0,2 мин.
Переход шестнадцатый.
 мм; t=0,6 мм; мм; t=0,6 мм;  . .
При t до 1 мм и диаметру до 40 мм выбираем подачу S=0,15 мм/об.
Скорость резания при S=0,15 мм/об. и t=0,6 мм
 м/мин. м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=1200 мин-1.
Основное время. Величина врезания и перебега по табл.38 [5] для t=0,6 мм составляет 2 мм  мм, мм,
 мин. мин.
Вспомогательное время согласно табл.44 [5] составляет Тв=0,5 мин.
Переход семнадцатый.
Так как расчёт этого перехода полностью аналогичен расчёту одиннадцатого перехода, то мы приводим данные одиннадцатого перехода: h=0,65 мм; t=0,65 мм; i=1; S=0,2 мм/об.; v=133,6 м/мин., n=960 мин-1; Т0=0,24 мин; Тв=0,5 мин.
Переход восемнадцатый.
Так как расчёт этого перехода полностью аналогичен расчёту четырнадцатого перехода, то мы приводим данные четырнадцатого перехода. При проточке фасок работа производится с ручной переменной подачей и без изменения числа проходов предыдущей обработки; Т0=0,3 мин; Тв=0,07 мин.
Переход девятнадцатый.
При проточке фасок работа производится с ручной переменной подачей и без изменения числа проходов предыдущей обработки.
Основное время по табл.40 [5] Т0=0,3 мин.
Вспомогательное время по табл.44 [5] Тв=0,07 мин.
Переход двадцатый.
При проточке фасок работа производится с ручной переменной подачей и без изменения числа проходов предыдущей обработки.
Основное время по табл.40 [5] Т0=0,3 мин.
Вспомогательное время по табл.44 [5] Тв=0,07 мин.
Переход двадцать первый.
Глубину резания принимаем равную ширине резца: h=t=2 мм.
По диаметру детали по табл.24 [5] принимаем подачу S=0,12 мм/об.
Скорость резания согласно табл.24 [5]
 м/мин. м/мин.
Частота вращения мин-1.
Принимаем n=380 мин-1.
Основное время  мм, мм,
 мин. мин.
Вспомогательное время согласно табл.44 [5] составляет Тв=0,2 мин.
Определяем полное основное время:


 мин. мин.
Определяем полное вспомогательное время:


 мин. мин.
Оперативное время:
 мин. мин.
Дополнительное время.
Не рассчитываем, т. к. данную деталь изготавливаем в единичном экземпляре, т.е. применяем штучное производство.
Подготовительно-заключительное время: для станка с высотой центров 200 мм и простой подготовке к работе: Тпз=9 мин.
Общая норма времени.
 мин. мин.
Вторая операция. Фрезерная обработка I – Устанавливаем технологическую последовательность обработки детали.
Установка А (Установить, закрепить, снять).
1. Фрезеровать паз на Æ27 мм.
II – Выбор оборудования: Вертикальный фрезерный станок 6Н12, N=7,0 кВт.
III – Выбор инструмента: концевая фреза Р9 Æ8 мм. Измерительный инструмент: шаблон.
IV – Выбор приспособлений: призмы, прижимные планки.
V – Выбор режимов резания, расчёт основного и вспомогательного времени.
Переход первый.
Глубина резания равна глубине паза: t=4 мм.
Припуск на сторону равна половине диаметра сверла h=4 мм.
Из табл.73 для глубины паза 4 мм принимаем подачу S=0,04 мм/об.
Из табл.75 принимаем скорость резания v= м/мин и частоту вращения 1500 мин-1.
Основное время  мин. мин.
 мм, мм,
гдеу1 и у2-величины перебега и врезания, согласно табл.80 [5] составляет 3 мм.
Вспомогательное время  мин. мин.
Третья операция. Фрезерная обработка I – Устанавливаем технологическую последовательность обработки детали.
Установка А (Установить, закрепить, снять).
1. Фрезеровать зубья начерно на Æ70 мм.
2. Фрезеровать зубья начисто на Æ70 мм.
II – Выбор оборудования: Горизонтальный фрезерный станок 6Р82Г, N=9,7 кВт.
III – Выбор инструмента: червячная модульная фреза (Æ100, m=4). Измерительный инструмент: шаблон.
IV – Выбор приспособлений: универсальная делительная головка.
V – Выбор режимов резания, расчёт основного и вспомогательного времени.
Переход первый.
Принимаем глубину резания t=4,6 мм и снимаем весь припуск за один проход, т.е. t=h.
i=15 (количеству проходов равно числу зубьев).
Для глубины резания t=4,6 мм при черновой обработке принимаем подачу S=2,8 мм/об и скорость резания v=52,08 м/мин.
Частота вращения  мин-1. мин-1.
Принимаем n=102 мин-1.
Основное время  мм, мм,
 мин. мин.
Вспомогательное время на проход  мин. мин.
Переход второй.
Принимаем глубину резания t=4,4 мм и снимаем весь припуск за один проход, т.е. t=h.
i=15.
Для глубины резания при чистовой обработке принимаем подачу S=2 мм/об, скорость резания v=24,5 м/мин и частоту вращения n=18 мин-1.
Принимаем n=102 мин-1.
Основное время мм,
 мин. мин.
Вспомогательное время  мин. мин.
Определяем полную норму времени на вторую и третью операцию.
Основное время  мин. мин.
Вспомогательное время  мин. мин.
Оперативное время Дополнительное время (не учитываем, т. к. изготовление данной детали штучное).
Подготовительно-заключительное время для данных приспособлений  мин. мин.
Норма времени  мин. мин.
Четвёртая операция. Шлифовальная обработка I – Устанавливаем технологическую последовательность обработки детали.
Установка А (Установить, закрепить, снять).
1. Шлифовать начерно на Æ40,07 мм.
2. Шлифовать начисто на Æ40 мм.
3. Шлифовать начерно на Æ40,07 мм.
4. Шлифовать начисто на Æ40 мм.
II – Выбор оборудования: Круглошлифовальный станок станок 3Ц131, N=9,8 кВт.
III – Выбор инструмента: круг абразивный ПП350´32´127 Э5К; измерительный инструмент: микрометр.
IV – Выбор приспособлений: поводковый патрон, хомутик, центра.
V – Выбор режимов резания, расчёт основного и вспомогательного времени.
Переход первый.
h=0,03 мм.
Из табл.84 [5] выбираем подачу для черновой обработки S=0,08 мм/об.
Скорость резания v=30 м/сек.
Частота вращения  мин-1. мин-1.
Принимаем n=1300 мин-1.
 мин. мин.
 . .
 мин. мин.
Переход второй.
h=0,05 мм.
S=0,035 мм/об (табл.86 [5]) для чистовой.
v=30 м/сек.
 мин-1. мин-1.
Принимаем n=1300 мин-1.
 мин. мин.
мин.
Постоянный рост количества автомобилей оказывает определённое отрицательное влияние на окружающую среду. Миллионы автомобилей загрязняют и отравляют атмосферу отработавшими газами, особенно в крупных городах, где движение транспорта очень интенсивно.
При работе атмосферного двигателя в атмосферу выбрасываются газы, содержащие более шестидесяти компонентов вредных веществ. в том числе токсичные: окись углерода, окислы азота, углеводороды, альдегиды, сажа и др., а при использовании этилированных бензинов – соединения свинца.
Уменьшить токсичность отработавших газов можно применив ряд конструктивных мер:
- выборка режимов работы двигателя и регулировки топливной аппаратуры;
- поддержание исправного состояния автомобиля в целом;
- работы автомобиля на обеднённых смесях и т.п.;
- а также специализированными мероприятиями (фильтрацией и нейтрализацией отработавших газов).
С целью уменьшения загрязнения атмосферы совершенствуются существующие двигатели, разрабатываются новые типы и конструкции ранее используемых двигателей, исследуются возможности замены двигателей внутреннего сгорания на другие виды энергетических установок.
На Украине установлены допустимые нормы содержания вредных компонентов в отработавших газах для двигателей автомобилей, выпускаемых промышленностью и находящихся в эксплуатации.
Автомобильный транспорт является также одним из основных потребителей нефтепродуктов. Нефтепродукты, различные кислоты и щёлочи, применяемые в эксплуатации и ремонте автомобильного транспорта, попадая в сточные воды, отравляют водоёмы. Загрязнение воды делает её не только непригодной для использования и наносит непоправимый ущерб всей природной среде, с которой она соприкасается. В нашей стране вопросу охраны природы и в частности охране водных ресурсов придаётся особое значение, осуществляются необходимые меры по предотвращению вредных сбросов загрязнённых сточных вод, применяется различная очистка водоёмов, совершенствуются технологические процессы для экономного расхода воды.
Охрана труда – система законодательных социально-экономических, технических, санитарно-гигиенических и организационных мероприятий, обеспечивающих безопасность, сохранение здоровья, работоспособность человека в процессе труда.
Опасный производственный фактор – это производственный фактор, воздействие которого на работающего в определённых условиях приводит к травме или другому внезапному резкому ухудшению здоровья.
Вредный производственный фактор – это производственный фактор, воздействие которого на работающего в определённых условиях приводит к заболеванию или снижению работоспособности, согласно с ССБТ ГОСТ 12.0002‑74.
При эксплуатации стенда для испытания коробок передач необходимо рассмотреть все опасные и вредные факторы при работе стенда.
Все опасные и вредные факторы оказывающие влияние на работу стенда представлены в таблице 5.1.
Таблица 5.1.
Опасные и вредные производственные факторы
| Опасные и вредные производственные факторы
|
Рабочее оборудование
|
ССБТ, СНиП
|
| 1
|
Недостаточная освещённость рабочего места
|
ГОСТ 12.1.046‑85 СНиП II‑4‑79 "Естественное и искусственное освещение"
|
| 2
|
Повышенный уровень вибрации
|
Электродвигатель
|
ГОСТ 12.1.012‑90 "Вибрационная безопасность"
|
| 3
|
Повышенный уровень шума на рабочем месте
|
Электродвигатель
|
ГОСТ 12.1.030‑81* СНиП III‑4‑80*
|
| 4
|
Электрический ток
|
Электродвигатель
|
ГОСТ 12.1.030‑81* СНиП III‑4‑80*
|
Шумозащита при эксплуатации стенда для испытания коробок передач дополнительная не требуется, так как работа электродигателя при данных нагрузках и остального привода не сопровождается шумом с уровнем звукового давления выше 40 дБ. Этот уровень соизмерим с уровнем звукового давления обычного разговора.
При прохождении электрического тока через организм человека или воздействия электрической дуги возникают электротравмы, которые по признаку поражения делятся на электрические удары и травмы.
В первом случае происходит поражение всего организма, особенно, его внутренней части.
Во втором – местное поражение кожи, мышц и других частей тела.
Международные комиссии предполагают ограничить время действия токовой защиты до 0,03 сек. Для токов до 300 мА и принять следующие численные значения:
1 сек. –65 мА;
0,7 сек. –75 мА;
0,5 сек. –100 мА;
0,2 сек. –250 мА.
На основе исследования практического опыта можно принять допустимый интервал времени прохождения электрической цепи через тело человека от 0,01 до 2 сек.
Для обеспечения безопасности при прикосновении к частям электроустановок, не находящихся под напряжением устанавливают защитное заземление.
Рассмотрим расчёт простого заземляющего устройства для установки с напряжением до 1000 В.
Вычисления проводим по методу допустимого сопротивления растеканию тока заземлителей.
Сопротивление растеканию тока заземляющего устройства находим из уравнения  Ом; Ом;
где А-расчётный ток замыкания на землю. А-расчётный ток замыкания на землю.
 Ом. Ом.
Величина сопротивления заземления должна составлять 4 Ом. Следовательно, принимаем дополнительные заземления.
В качестве искусственного заглублённого заземления используем стальные стержни длиной l=2,5 м и диаметром d=0,05 м.
Стержни закладываются вертикально в землю и размещаются в ряд. Между ними должно быть расстояние а:
 м. м.
Стержни находящиеся на глубине h=0,75 м, соединены металлической полосой шириной b=0,05 м.
Определяем удельное сопротивление группы по формуле:
 , ,
где -удельное сопротивление грунта, полученное измерением; -удельное сопротивление грунта, полученное измерением;
 -коэффициент сезонности. -коэффициент сезонности.
 Ом×м. Ом×м.
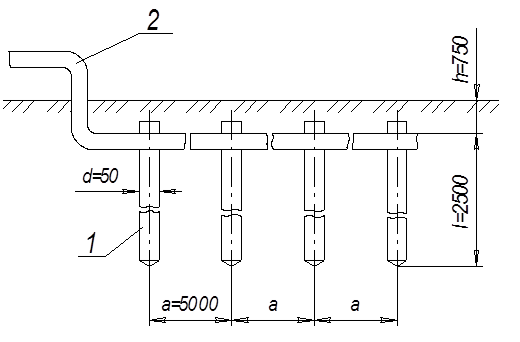
Рис.5.1. Заземляющее устройство установки:
1 – вертикальные трубы (заземлители);
2 – заземляющий проводник из полосы.
Определяем глубину забивки заземлителей до поверхности земли
 , ,
гдеh-глубина заземления стержня от поверхности земли, м.
 м. м.
Находим сопротивление одиночного вертикального стержневого заземления  , ,
гдеl-длина стержня, м;
a-наружный диаметр стержня, м;
 -глубина закладки стержня (расстояние от поверхности земли до середины стержня), м; -глубина закладки стержня (расстояние от поверхности земли до середины стержня), м;
rрасч. -удельное расчётное сопротивление грунта, Ом×м.
 Ом. Ом.
Находим количество заземлений  , ,
где -допустимое сопротивление замыкающего устройства, Ом. -допустимое сопротивление замыкающего устройства, Ом.
 шт. шт.
Сопротивление вертикальных заземлителей находим по формуле
 , ,
где h-коэффициент использования электродов.
 Ом. Ом.
Определяем длину соединяющей полосы
 м. м.
Определяем сопротивление соединяющей полосы
 , ,
где h-глубина залегания полосы, м;
b-ширина полосы, м;
Ln-длина полосы, м.
 Ом. Ом.
Определяем результирующее сопротивление растеканию тока заземляющего устройства гдеq-коэффициент экранирования между полосой и электродами определяем по справочнику.
 , ,
Расчётное результирующее сопротивление заземляющего устройства удовлетворяет требованиям ССБТ ГОСТ 12.1ю030‑81*, СНиП‑4‑80? И ПУЭ и является безопасным при эксплуатации стенда.
5.2.3.1. Расчёт освещённости по методу коэффициента использования
Метод коэффициента использования предназначен для расчёта общего равномерного освещения горизонтальных поверхностей при отсутствии крупных заземляющих предметов.
При расчёте по методу коэффициента использования потребный световой поток ламп в каждом светильнике Ф находим по формуле:
 лм, лм,
где Ен=50 лк-заданная минимальная освещённость;
А=15 м2-освещаемая площадь;
z=1,1-коэффициент минимальной освещённости для люминесцентных ламп;
к=1,5-коэффициент запаса для ламп;
N=3 шт. -общее количество светильников;
h=0,35-коэффициент использования светового потока.
 лм. лм.
По СНиП II‑4‑79 выбираем тип и мощность ламп.
Принимаем люминесцентные лампы ЛП мощностью 40 Вт, сроком службы 1,2×104 ч и удовлетворительного светоизлучения.
5.2.3.2. Защита от вибрации.
Расчёт числа резиновых виброизоляторов для стенда, массой Q=127 кг, которой создаётся усилие в среднем 1100 Н
Виброизоляторы изготовлены в форме кубиков с поперечным размером А (диаметр или стороны квадрата Н0=0,1 м, площадь основания F=0,01 м2) из резины сорта 4049; динамический модуль упругости Ед=10787,315 кПа. Замеренная частота возмущающей силы f0=50 Гц. Величину возмущающей силы РКЭ необходимо уменьшить до 150 Н.
Учитывая что, виброизоляторы удовлетворяют требованию
 . .
Определяем жёсткость в вертикальном направлении. Кz одного резинового виброизолятора  кПа, кПа,
где -полная высота резинового изолятора. -полная высота резинового изолятора.
 кПа, кПа,
Оценим минимальное отклонение частоты возмущающей силы к частоте собственных колебаний виброизолированного объекта
 , ,
где Н-нагрузка машины; Н-нагрузка машины;
 Н-величина возмущающей силы. Н-величина возмущающей силы.
 . .
Определяем частоту собственных колебаний виброизолятора  Гц. Гц.
Общая максимальная вертикальная жёсткость
 кН/м кН/м  кН/м. кН/м.
С учётом жёсткости находим необходимое количество резиновых виброизоляторов.
 . .
Принимаем nр=3.
Горизонтальная жёсткость резинового изолятора с учётом модуля упругости  кПа. кПа.
 кПа. кПа.
Выбираем 3 резиновых виброизолятора в форме кубы с  м. м.
При выполнении научно-исследовательских работ должны быть соблюдены общие эргономические правила к рабочим местам (ГОСТ 12.2.032‑78, ГОСТ 12.2.033‑78) к оборудованию (ГОСТ 12.2.049‑80), расположению элементов рабочего места (ГОСТ 22269‑76 и ГОСТ 21958‑76), работе с экраном монитора компьютера (ГОСТ 12.1.045‑84, ГОСТ 12.1.006‑84, ГОСТ 12.3.002‑75).
Исследуя параметры работы коробок передач на стенде операторы работают в зонах досягаемости моторного поля человека (см. лист графической части) элементы рабочего места не препятствуют выполнению управляющими действиями и мероприятиями. Средства информации (компьютер) расположены в соответствии с эргономическими требованиями.
Для защиты человека от вредного воздействия компьютера используется защитный экран.
Защитный экран предохраняет организм человека от вредного воздействия следующих факторов:
- электростатические и низкочастотные электромагнитные поля на 100%;
- радиочастотное излучение монитора на 30%;
- бликов на экране монитора на 60-80%;
- рентгеновское излучение монитора.
Кроме экрана используется ионизатор воздуха, который нейтрализует излучение лучевой трубки в помещении в целом.
В агрегатном участке пожар чаще всего может произойти из-за несоблюдения правил пожарной безопасности: курения в запрещённых местах, короткого замыкания в электропроводках и т.п.
За противопожарную безопасность САБ несёт ответственность его руководитель (директор). Из состава инженерно-технических работников руководитель назначает ответственного за состояние противопожарной работы на предприятии.
За противопожарную безопасность отдельных служб, отделов, участков, складов и других производственных и служебных помещений отвечают лица, назначенные приказом руководителя. В их обязанность входит наблюдение за исправностью противопожарного оборудования, выполнения противопожарных мероприятий.
Для пожаротушения предусмотрены следующие противопожарные средства: пожарное водоснабжение, пенные и углекислотные огнетушители, песок.
В дипломном проекте на основании выполненных расчётов производственной программы по ТО и ремонту подвижного состава автотранспортного предприятия подобрано высокопроизводительное оборудование, определены необходимые производственные площади и выполнена технологическая планировка главного производственного корпуса с учётом применения прогрессивных форм организации труда.
Выполнен расчёт электроснабжения. Используется трансформаторная подстанция с мощностью 160 кВА. Трансформатор подпитан от внешней сети 10 кВ.
Проведен экономический анализ целесообразности строительства автотранспортного предприятия. Срок окупаемости капитальных вложений – 1,6 года, рентабельность предприятия 38%.
В конструкторской части разработана модернизация стенда для обкатки коробок передач. В результате которой значительно увеличена производительность стенда, повышено качество обкатки, а следовательно, надёжность и долговечность коробок передач. Улучшены условия обсуживающего персонала.
В разделе безопасности жизнедеятельности разработаны эргономические требования для модернизируемого стенда.
1. Напольский Г.М. "Технологическое проектирование АТП и СТО" - М., Транспорт, 1985.
2. Учебное пособие по техническому проектированию предприятий автомобильного транспорта для студентов специальности 7.090.125 / Составители Волчок Л.М., Заренбин В.Г. – Д., ДИСИ, 1995.
3. Говорущенко Н.Я. "Техническая эксплуатация автомобилей" К., Вища школа, 1984.
4. Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта, М., Транспорт, 1988.
5. Матвеев В.Г., Пустоваров С.Д. "Техническое нормирование ремонтных работ в сельском хозяйстве" - К., Колос, 1979.
6. Методические указания к разработке технологической карты механической обработки деталей машин / составители Бабченко С.Л., Назарец В.С. – Д., ДИСИ, 1974.
7. Перекрёстов А.В. "Задачи по объёмному гидроприводу" - Д., ДИСИ, 1993.
8. Клейнер Б.С., Тарасов В.В. "Техническое обслуживание и ремонт автомобилей. Организация и управление" - М., Транспорт, 1986.
9. Инструкция по организации и управлению производством технического обслуживания и ремонта подвижного состава в автотранспортных предприятиях. – Министерство автомобильного транспорта УССР, К., 1977.
10. Краткий автомобильный справочник НИИАТ, Министерство автомобильного транспорта РСФСР, - М., Транспорт, 1985.
11. Методические указания по расчёту электроснабжения промышленных предприятий, под редакцией Зорина В.К., - Д., ДИСИ, 1995.
12. Методические указания для выполнения курсовых работ и экономической части дипломных проектов студентами специальности 7.090.215 "Автомобили и автомобильное хозяйство" / Составители Иванов К.А., Клишевский В.Ю. – Д. ПГАСА, 1996.
13. Чернавский В.И. Курсовое проектирование деталей машин, - М., Машиностроение, 1987.
14. Богданов В.Н. и др. Справочное руководство по черчению, - М., Машиностроение, 1989.
15. Крикунов Г.Н., Беликов А.С. Безопасность жизнедеятельности, Д., ДИСИ, 1992.
16. Архангельский Ю.А., Коган Э.И. Охрана труда и противопожарная защита на автомобильном транспорте, М. Транспорт, 1975.
|
