| Министерство образования Российской Федерации
ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Институт геологии и нефтегазового дела
Специальность “Бурение нефтяных и газовых скважин”
Кафедра бурения нефтяных и газовых скважин
ПРИМЕНЕНИЕ КОЛТЮБИНГОВОЙ ТЕХНОЛОГИИ В БУРЕНИИ.
Выпускная квалификационная работа
Студент _______________
(подпись)
_______________
(дата)
Руководитель _______________
(подпись)
_______________
(дата)
Допустить к защите,
заведующий кафедрой
профессор, д. т. н. _________________
“____” __________ г.
Томск
СОДЕРЖАНИЕ
Реферат
Введение
1.Агрегаты с использованием колонн гибких труб
1.1.История создания агрегатов
1.2.Основные преимущества оборудования с использованием колонн гибких труб и область его применения
1.3.Основные принципы конструирования агрегатов
1.4.Требования к конструкции агрегата
1.5.Унификация узлов агрегатов
2.Устройство агрегатов для работы с колонной гибких труб
2.1.Основные типы компоновок агрегатов
2.2.Узлы, обеспечивающие транспортирование колонны гибких труб
2.3.Узлы для хранения колонны гибких труб
2.4.Система управления агрегатом
3.Основные узлы агрегатов, их расчет и конструирование
3.1.Транспортер колонны гибких труб (инжектор)
3.2.Барабан (лебедка)
3.3.Трубоукладчик
3.4.Привод
4.Колонна гибких труб
4.1.Мировой опыт применения колонн гибких труб
4.2.Материалы, применяемые для изготовления колонны
4.3.Технология изготовления колонны
4.4.Механизм разрушения гибких труб и основные результаты их эксплуатации
4.5.Пути повышения надежности колонны гибких труб
4.6.Характеристика гибких труб
5.Буровые работы с использованием колонны гибких труб
5.1.Особенности проведения буровых работ
5.2.Оборудование, применяемое для бурения
5.3.Буровые установки
5.4.Особенности расчета параметров колонны гибких труб при бурении
5.5.Особенности работы колонны гибких труб
Список литературы
РЕФЕРАТ
Выпускная квалификационная работа 54 с., 22 рис., 1 табл., 4 источника.
Цель работы:.
Данная работа предусматривает обзор применения колонны гибких труб (КГТ) при бурении скважин. В результате работы были анализированы несколько источников, из которых сделаны следующие выводы, отраженные в данной работе.
Выпускная квалификационная работа выполнена с учетом современных достижений в области техники и технологии бурения скважин с применением КГТ.
Реклама

ВВЕДЕНИЕ
Проблемы, которым посвящена эта работа, в равной степени относятся и к бурению, и к подземному ремонту, и к исследованию скважин. Общим для всех этих различных по назначению, применяемой технике и технологии операций является использование колонны гибких непрерывных металлических труб.
История возникновения данной техники и технологий традиционна для нашей страны. Первым опытом применения непрерывной гибкой металлической трубы для подземного ремонта и добычи пластовой жидкости можно считать использование установки погружного электроцентробежного насоса, разработанной под руководством Н.В. Богданова. Ее отличительной особенностью был спуск и эксплуатация погружного агрегата на колонне гибких стальных труб. Кабель питания погружного двигателя при этом располагался внутри колонны. Это предложение и было основным в идее автора проекта, поскольку исключало контакт кабеля со стенками эксплуатационной скважины при спускоподъемных операциях и эксплуатации. В результате надежность кабеля многократно увеличивалась по сравнению с традиционными схемами. Помимо этого, выполнение подземного ремонта сводилось к наматыванию трубы на барабан без свинчивания и развинчивания резьбовых соединений колонны. Данное техническое решение имеет много положительных сторон, но в контексте рассматриваемого вопроса важно одно – колонна непрерывных металлических труб использовалась для операций подземного ремонта скважин (ПРС). К сожалению, это направление создания нефтепромыслового оборудования не получило дальнейшего развития прежде всего из-за отсутствия на тот момент надежных и дешевых гибких труб.
Приоритет в области конструирования, изготовления и промышленной эксплуатации установок с колонной гибких труб (КГТ) принадлежит фирмам США и Канады.
В настоящее время в мире эксплуатируется более 600 установок, причем их число все время возрастает. В нашей стране их количество не превышает 30.
Основной особенностью описываемого оборудования является работа гибкой трубы при наличии пластических деформаций, что требует создания труб с принципиально иными свойствами, чем изготавливаются в настоящее время. Достаточно интенсивные работы в этом направлении, специалисты ведут под эгидой ООО "ЛУКОЙЛ–Западная Сибирь" НК "ЛУКОЙЛ".
Бурное развитие техники и технологии с использованием колонны гибких труб обусловлено следующими их преимуществами:
Реклама

а) при исследовании скважин
:
– обеспечение возможности доставки приборов в любую точку горизонтальной скважины;
– высокая надежность линии связи со спускаемыми приборами;
б) при выполнении подземных ремонтов
:
– отсутствует необходимость в глушении скважины и, как одно из следствий, не ухудшаются коллекторские свойства призабойной зоны продуктивного пласта;
– сокращается время проведения спускоподъемных операций за счет исключения свинчивания (развинчивания) резьбовых соединений колонны труб;
– уменьшается период подготовительных и заключительных операций при развертывании и свертывании агрегата;
– исключается загрязнение окружающей среды технологической и пластовой жидкостями;
в)
при проведении буровых работ
:
– исключается возникновение ситуаций, связанных с внезапными выбросами, открытым фонтанированием;
– обеспечивается возможность бурения с использованием в качестве бурового раствора нефти или продуктов ее переработки. Это позволяет осуществлять вскрытие продуктивного пласта оптимальным образом и совмещать процесс бурения с отбором пластовой жидкости;
– становится возможным выполнять разрушение породы в условиях депресии;
– обеспечивается эффективное бурение горизонтальных участков скважин;
– становится возможным применять устройства, информирующие бурильщика о режимах бурения и оперативного управления процессом проводки скважины. При работе с подобным оборудованием реализуется "эффект присутствия" оператора установки на забое скважины.
Весьма важным при проведении любых работ в скважине является решение социальной задачи – исключается значительный объем операций, выполняемых под открытым небом в любое время года при любой погоде. Хотя наиболее трудоемкие операции по свинчиванию и развинчиванию труб в настоящее время механизированы, объем ручного труда остается значительным.
В ряде случаев, это касается прежде всего работ в горизонтальных скважинах, применение КГТ является необходимым условием проведения операций. К таким случаям относится выполнение любых работ в горизонтальных участках большой длины.
При разбуривании и эксплуатации морских месторождений использование КГТ особенно эффективно.
Следует отметить и недостатки, присущие рассматриваемой технике. К ним, в частности, относятся:
а) самопроизвольное и неконтролируемое скручивание КГТ;
б) невозможность принудительного проворота КГТ;
в) ограниченная длина труб, намотанных на барабан;
г) сложность ремонта КГТ в промысловых условиях.
В то же время новые технологии не являются панацеей от всех бед и полностью не заменяют существующих традиционных технологий, а в ряде областей не могут быть ими заменены. Наличие оборудования для работы с колонной гибких труб не исключает применения агрегатов ПРС, подъемников и другого существующего нефтепромыслового оборудования. Оно дополняет его и в ряде случаев приумножает до сих пор не реализованные возможности.
В то же время область применения описываемых технологий постоянно расширяется. Сейчас у специалистов, работающих над созданием и совершенствованием оборудования, существует мнение, что нет таких операций или процессов при бурении и ПРС, где нельзя было бы применить КГТ. Предполагают, что в ближайшее время с помощью таких установок будут выполнять более половины всех подземных ремонтов скважин.
В нашей стране до сих пор не сформировалась и не устоялась терминология этой новой области нефтепромысловой техники и технологии. Основным применяемым термином у нас для обозначения этого направления является русифицированная транскрипция "coiled tubing" – колтюбинг, что означает трубу, наматываемую на катушку.
1.
АГРЕГАТЫ С ИСПОЛЬЗОВАНИЕМ КОЛОНН ГИБКИХ ТРУБ
ИСТОРИЯ СОЗДАНИЯ АГРЕГАТОВ
Идея использования колонны гибких труб (КГТ) представляет собой принципиально новый подход к решению данной проблемы. При этом не само предложение о применении одной сплошной непрерывной колонны вместо собираемой из отдельных труб является новаторским, а реализация схем работоспособного оборудования в подземных условиях.
Работа с непрерывной колонной стальных труб осложнена тем, что, как известно, действующие напряжения не должны превышать предела упругости. Если же это условие не соблюдается, то ни о какой прочности при статическом или циклических нагружениях говорить не приходится.
Реализация схем работоспособного оборудования стала возможной только после решения двух технических задач: это создание колонны гибких труб, обладающих достаточно высокой циклической прочностью даже за пределами упругости, и промыслового оборудования, обеспечивающего спуск и подъем такой колонны в скважину, а также выполнение всех необходимых технологических операций. В результате решения этих задач появилась новая технология проведения буровых работ и подземного ремонта скважин на основе использования колонны непрерывных гибких труб. Причем имеется в виду новая технология выполнения не спускоподъемных операций, а всего комплекса работ. К ним относятся подготовка оборудования, выполнение операций ремонта или бурения скважины и свертывание комплекса оборудования.
В 50-х годах Н.В. Богдановым было предложено использовать колонны гибких труб для спуска в скважину электропогружного центробежного насоса. При этом кабель, питающий погружной электродвигатель, располагался внутри колонны гибких труб. Подобное решение позволяло не только ускорить процесс выполнения спускоподъемных операций при смене насоса, но и обеспечивал сохранность кабеля при эксплуатации искривленных скважин. Однако практическая реализация этого предложения в сколько-нибудь широких промышленных масштабах в то время была нереальна.
Тогда же были разработаны и доведены до практического внедрения конструкции буровых установок с применением непрерывных колонн гибких труб – шлангокабелей. По существу, они представляли собой резинометаллические рукава большого диаметра. Работы по их созданию проводили, в частности, специалисты Франции и нашей страны. Совместные испытания осуществляли на опытной буровой установке, однако в силу ряда причин их промышленное внедрение не состоялось.
Тем не менее, и у нас в стране, и за рубежом продолжали разрабатывать оборудование подобного класса. Уже первые пробные его варианты показали, что, несмотря на очевидную простоту самого принципа новой технологии проведения подземного ремонта, его реализация требует создания машин нового типа, ранее не существовавших и не имевших аналогов ни в одной отрасли машиностроения. Еще большую проблему представляла разработка технологии изготовления гибких труб, прочность и долговечность которых соответствовали бы условиям их эксплуатации.
Как и любое новое направление техники, оборудование с применением колонн гибких труб и технология их производства создавались не на пустом месте. К этому моменту уже существовали машины для спуска в скважину под давлением кабеля и труб. Были разработаны технологии производства электросварных труб.
В общих чертах проследить историю создания этого вида оборудования можно на основе патентов (полученных прежде всего в США и России).
Состояние, в котором находятся разработка, изготовление и эксплуатация оборудования с использованием колонны гибких труб в нашей стране традиционно как и для любого нового направления развития техники и технологии. С одной стороны, у нас разработано достаточно много оригинальных технических решений, а с другой стороны, их внедрение в производство отстает в отличие от аналогичных ситуаций в зарубежных фирмах. Накопленный последними большой опыт в области производства и эксплуатации оборудования подобного типа, а также отечественные наработки позволяют сделать вывод о том, что принципиально все основные технические вопросы можно считать решенными.
В настоящее время апробированы в эксплуатации различные конструктивные схемы, имеется достаточно большая элементная база для создания агрегатов. Кроме того, разработаны и испытаны разные варианты технологий выполнения работ с использованием агрегатов нового типа. Естественно, что процесс совершенствования и конструкций агрегатов, и реализуемых технологий будет продолжаться.
ОСНОВНЫЕ ПРИЕМУЩЕСТВА ОБОРУДОВАНИЯ С ИСПОЛЬЗОВАНИЕМ КОЛОНН ГИБКИХ ТРУБ И ОБЛАСТЬ ЕГО ПРИМЕНЕНИЯ
Мировой опыт применения колонн гибких труб насчитывает более 35 лет. И, конечно, за это время были выявлены и неоднократно подтверждались на практике преимущества использования этой технологии проведения работ по сравнению с традиционной. К ним относятся:
а) обеспечение герметичности устья скважины на всех этапах выполнения внутрискважинных операций, начиная с подготовки комплекса ремонтного оборудования, и вплоть до его свертывания;
б) возможность осуществления работ в нефтяных и газовых скважинах без их предварительного глушения;
в) отсутствие необходимости освоения и вызова притока скважин, в которых выполнялись работы с использованием колонны гибких труб;
г) безопасность проведения спускоподъемных операций, так как в данном случае не нужно осуществлять свинчивание –развинчивание резьбовых соединений и перемещать насосно-компрессорные трубы (НКТ) на мостки;
д) значительное улучшение условий труда работников бригад подземного ремонта при выполнении всего комплекса операций;
е) сокращение времени при спуске и подъеме внутрискважинного оборудования на проектную глубину;
ж) обеспечение возможности бурения, спуска забойных инструментов и приборов, а также выполнения операций подземного ремонта в горизонтальных и сильно искривленных скважинах;
з) соблюдение более высоких требований в области экологии при проведении всех операций по ремонту и бурению скважин, в частности, за счет меньших размеров комплексов оборудования для этих целей по сравнению с традиционными;
и) существенный экономический эффект в результате применения колонн гибких труб как при ремонте, так и при проведении буровых работ.
Все эти преимущества новой технологии реализуются при выполнении видов работ, указанных в табл. 1, в которой представлены также ориентировочные объемы проведения каждой операции по отношению к общему объему всех работ, выполняемых за рубежом и в нашей стране.
В настоящее время специалисты различных фирм ежегодно выполняют порядка тысячи операций на скважинах с использованием колонн гибких труб.
Применять КГТ начали для осуществления наиболее простых операций при проведении ПРС – очистки колонны труб и забоев от песчаных пробок. При внедрении данной технологии использовали КГТ с наружным диаметром 19 мм. В настоящее время созданы буровые установки, работающие с колоннами диаметром 114,3 мм. При помощи КГТ с промежуточными значениями диаметров в этом диапазоне (19 – 114,3 мм) можно осуществлять практически весь набор операций подземного ремонта скважин и бурения.
Параллельно с совершенствованием и созданием новых технологий выполнения нефтепромысловых работ шло развитие и технологии изготовления гибких труб, а также нефтепромыслового оборудования и инструмента, обеспечивающего их применение.
| Таблица 1.
| Виды работ
|
Доля каждого вида работ в общем балансе, %
|
| США и Канада
|
Россия
|
| Подземный ремонт скважин
|
95
|
100
|
| В том числе:
|
| удаление пробок
|
| в колонне НКТ электроцентробежного насоса
|
10
|
82,9
|
| в затрубье установки штангового насоса
|
–
|
3,5
|
| очистка забоя, продувка скважин азотом
|
50
|
6,7
|
| кислотная обработка
|
10
|
1
|
| ловильные работы
|
13
|
1,74
|
| цементирование скважин
|
5
|
–
|
| каротаж и перфорация
|
7
|
–
|
| перфорация НКТ
|
–
|
2,4
|
| Бурение горизонтальных участков ствола скважины и забуривание второго ствола
|
2
|
–
–
|
| Прочие операции
|
3
|
| Примечание
. Прочерки в графах означают, что эти виды работ с применением КГТ не освоены.
|
|
Характерной особенностью процесса совершенствования данной технологии ведения работ и оборудования для ее реализации является то, что освоение этой группы оборудования идет более высокими темпами, чем в целом всей группы машин для обслуживания скважин. Сейчас можно сказать, что нефтепромысловое оборудование, реализующее традиционные технологии, подошло очень близко к пределу своего совершенства. И оборудование для реализации технологий с использованием КГТ является "прорывом", обеспечивающим резкое повышение эффективности процессов ремонта и бурения скважин, особенно при проведении работ на месторождениях со сложными географическими и климатическими условиями, например, в Мексиканском заливе, Канаде, Северном море, Западной Сибири, на Аляске и побережье Ледовитого океана.
Поскольку в комплекс КГТ не входят мачты или вышки, являющиеся необходимой составляющей традиционного нефтепромыслового оборудования, его удобно применять на морских платформах и различных эстакадах с ограниченными размерами рабочих площадок.
Естественно, что с помощью рассматриваемого комплекса еще в определенной части не достигнуты параметры и режимы работ, которые обеспечивает традиционное оборудование. Однако преимущества КГТ и новые технические решения, способствующие их совершенствованию, позволяют постоянно расширять область применения данного оборудования и повышать эффективность ведения работ. Например, использование колонны гибких труб внесло радикальные положительные изменения в практику бурения нефтяных и газовых скважин, особенно при их заканчивании, а также в технологию выполнения каротажных исследований, работ по вскрытию пласта в сильно искривленных и горизонтальных скважинах.
Перспективы дальнейшего применения КГТ обусловлены, в частности, следующими факторами:
а) к настоящему времени создано оборудование, позволяющее работать с колоннами гибких труб практически всех необходимых диаметров и длин при высоких скоростях спуска и подъема;
б) обеспечена долговечность КГТ в условиях нейтральных и коррозионно-активных жидкостей.
Высокая эффективность работ, выполняемых с использованием КГТ, безусловно повлияет на стратегию и тактику разработки месторождений в будущем. Прежде всего это касается эксплуатации месторождений, расположенных в отдаленных и труднодоступных районах, а также тех, пластовая жидкость которых имеет аномальные свойства. Кроме того, при дальнейшем совершенствовании оборудования, обеспечивающего работу КГТ, можно достичь высокой эффективности проведения всего комплекса работ, связанных с бурением, освоением, эксплуатацией и ремонтом горизонтальных скважин.
Можно выделить основные ключевые направления развития данных технологий в России:
а) расширение класса типоразмеров установок;
б) повышение технического уровня оборудования, эксплуатационных характеристик агрегатов;
в) разработка систем автоматизированного контроля за функционированием узлов агрегатов и технологическими процессами;
г) создание установок с длинномерными безмуфтовыми трубами большого диаметра для забуривания вторых стволов и проходки горизонтальных участков скважин;
д) обеспечение комплектности поставок;
е) возможность сервисного обслуживания;
ж) доступная стоимость.
ОСНОВНЫЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ АГРЕГАТА
Разработка агрегата состоит из нескольких этапов.
Вначале определяют набор операций, выполняемых агрегатом. Для решения этой задачи необходимо проанализировать объемы работ, проводимых при подземных ремонтах скважин, как с точки зрения их количества, так и номенклатуры. В результате должны быть выделены группы близких по составу операций. Затем в соответствии с их содержанием устанавливают требования к узлам агрегатов, при выполнении которых реализуется проведение операций. При этом основными факторами, определяющими эти требования, являются характеристики фонда скважин, для обслуживания которых предназначен данный агрегат. Этот этап работ может быть выполнен на уровне объединения, региона и в целом нефтедобывающей отрасли, что обусловливается масштабом решаемых задач.
Полученные данные служат основой для выполнения следующего этапа работ – выбора соответствующих конструктивных схем и проработки основных узлов агрегата, что в итоге позволяет определять их габариты, весовые характеристики и мощность, необходимую для приведения их в действие.
Дальнейшие этапы включают предварительную компоновку необходимых узлов агрегата и выбор соответствующей транспортной базы. Одновременно устанавливают тип приводного двигателя (ходовой или палубный) и его характеристики.
Наиболее ответственными являются начальные этапы, поскольку именно на этих стадиях определяют облик создаваемого агрегата и его параметры, а также концепцию проектируемой машины – создание многопрофильной либо узкоспециализированной установки. Желательно, чтобы эти проблемы решались не для одного типоразмера, а для параметрического ряда в целом, что позволяет оптимальным образом определить тираж изготовления машин с заданными техническими характеристиками. При этом упрощается унификация отдельных узлов и выбор комплектующих изделий.
Особенностью разработанной нами методики построения параметрического ряда оборудования является отказ от создания машин с геометрически подобными кинематическими схемами. При этом каждый тип схемы установки имеет вполне определенную область оптимального применения, выход за пределы которой в сторону увеличения приводит к ухудшению ее технико-экономических показателей (прогрессирующему увеличению массы и стоимости), а уменьшения – к снижению эксплуатационных характеристик (усложнению обслуживания и ремонта). Поэтому в качестве основного принципа создания ряда агрегатов с заданными параметрами принято проектирование отдельных установок с различными принципиальными схемами, но при обеспечении максимальной унификации деталей, изнашивающихся в процессе эксплуатации.
1.4. Требования к конструкции агрегата
Установки с использованием колонны гибких труб следует создавать компактными и монтировать на автомобильном шасси с проходимостью, обеспечивающей передвижение в условиях намывных кустов и дорог без твердого покрытия. Оборудование агрегата должно работать при температуре окружающей среды от –45 до +45 °С и быть стойким к агрессивным средам. Необходимо, чтобы монтаж-демонтаж установки на устье скважины проводился без привлечения дополнительной грузоподъемной техники.
Агрегат должен обеспечивать выполнение следующих технологических операций:
а) очистку эксплуатационных колонн от гидратопарафиновых пробок путем промывки горячим солевым раствором с плотностью до 1200 кг/м3
и температурой до 150 °С;
б) удаление песчаных пробок;
в) извлечение бурового раствора из скважины;
г) ловильные работы при капитальном ремонте скважин (КРС);
д) цементирование скважин под давлением;
е) кислотные обработки под давлением;
ж) разбуривание цемента;
з) изоляцию пластов.
Основное оборудование
должно состоять из набора блоков.
Первый блок
включает
:
– катушку с колонной гибких труб;
– монтажное устройство;
– инжектор – устройство, транспортирующее КГТ;
– кабину управления агрегатом;
– насосную (компрессорную) станцию для очистки гибкой трубы от технологической жидкости.
Второй блок включает
:
– емкость для технологической жидкости (8 – 10 м3
), снабженную теплоизоляцией;
– нагревательное устройство для технологической жидкости. В конструкции следует предусматривать устройства, обеспечивающие ликвидацию отложений на стенках теплообменника нагревателя;
– насос объемного действия для перекачивания технологической жидкости с максимальной подачей 30 л/с и давлением до 70 МПа. Привод насоса осуществляется от ходового двигателя агрегата.
В состав вспомогательного оборудования
, которым должна укомплектовываться установка, входят:
– уплотнительный элемент устьевой гибкой трубы;
– четырехсекционный противовыбросовый превентор;
– комплект быстроразборного манифольда для технологической жидкости;
– прибор, регистрирующий нагрузку от веса колонны труб;
– комплект внутрискважинного инструмента (локаторы конца трубы, шарнирные отклонители, разъединитель с извлекающим устройством, центраторы колонны, обратные клапаны, струйные насадки, ясы и акселераторы и т.п.).
В комплект оборудования входит инструмент
:
– полный комплект инструмента, необходимого для выполнения технологических операций и технического обслуживания агрегата;
– запасные части, которыми установка должна быть обеспечена на три года ее эксплуатации.
Необходимо, чтобы конструкция агрегата соответствовала требованиям техники безопасности, действующим в нефтяной и газовой промышленности:
а) система освещения установки должна быть защищена от взрывов и обеспечивать освещенность на устье скважины, равную 26 лк;
б) уровень звукового давления на рабочих местах не должен быть выше 85 дБ;
в) площадки, расположенные на высоте более 1 м, должны иметь перильные ограждения высотой не менее 1 м;
г) для подъема на платформу агрегата нужны маршевые лестницы с перильными ограждениями шириной не менее 0,75 м;
д) выхлопную систему двигателей агрегатов следует снабжать искрогасителями;
е) пост управления агрегатом нужно размещать с учетом хорошей видимости рабочих мест как у скважины, так и на других участках;
ж) расположение центра тяжести агрегата должно обеспечивать его устойчивое положение при перемещении по дорогам с уклоном до 25° в осевом направлении и до 15° в боковом;
з) агрегат необходимо снабжать электрической панелью с выходом 220/50 В для освещения, зарядным устройством и трансформатором-выпрямителем на 24 В постоянного тока для подзарядки аккумуляторов и аварийным освещением.
Габаритные размеры агрегата в транспортном положении не должны превышать по высоте 4,5 м, а по ширине – 3,2 м.
1.5. Унификация узлов агрегатов
Принимаемая идеология унификации узлов и деталей машин обусловливается серийностью их производства и числом типоразмеров.
Тираж агрегатов, работающих с колонной гибких труб, по сравнению с количеством машин массового производства относительно мал. При этом разброс параметров отдельных типоразмеров установок весьма велик. Следовательно, нецелесообразно унифицировать их металлоконструкции, элементы шасси и другие части, ремонт которых не запланирован, а срок службы соответствует сроку службы всего агрегата.
В данной ситуации важнее унифицировать узлы, сложные в кинематическом отношении, составляющие, обеспечивающие быструю перенастройку при необходимости перехода во время работы с одного диаметра труб на другой, а также узлы, непосредственно не связанные с величиной параметров агрегатов, например, пульты управления, элементы оборудования кабин операторов и другие, а также сложные комплектующие изделия, прежде всего элементы гидропривода.
При выборе комплектующих следует ориентироваться на изделия, применяемые для агрегатов, работающих в аналогичных условиях, к которым прежде всего относятся дорожные и строительные машины, а также транспортная техника. В настоящее время для них освоена широкая гамма комплектующих изделий гидропривода – насосы, моторы, управляющая и регулирующая аппаратура, элементы гидросистем. Эти изделия обладают наибольшей надежностью по сравнению с имеющимися аналогами в других отраслях. Для них создана ремонтная база, система приобретения этих изделий достаточно хорошо отработана.
Что касается унификации уникальных узлов специализированного назначения, то ее следует проводить прежде всего для тех составляющих, параметры которых либо вообще несущественно зависят от их характеристик, либо это прослеживается лишь на определенном интервале. Эта задача должна решаться при проектировании конкретных узлов типа транспортеров гибкой трубы, ее укладчиков, элементов барабанов и уплотнений устья.
2. Устройство агрегатов для работы с колонной
гибких труб
2.1. Основные типы компоновок агрегатов
К настоящему времени сформировалось несколько определенных и отличающихся друг от друга направлений в проектировании и изготовлении комплексов оборудования для работы с использованием колонны гибких труб.
Операции с применением КГТ:
а) транспортные операции по доставке оборудования на место проведения работ;
б) спуск и подъем колонны гибких труб;
в) подготовка технологической жидкости, применяемой при ремонте скважины, – доставка жидкости, ее подогрев и т.д.;
г) собственно подземный ремонт – промывка пробок, сбивка клапана и т.д. К этой же группе операций относится и закачка жидкости в скважину;
д) операции по восстановлению свойств технологической жидкости, использованной в процессе подземного ремонта, – дегазация, очистка и подогрев. При определенной организации работ эта группа операций может не выполняться.
Все элементы, входящие в комплекс рассматриваемого оборудования, выполняются мобильными. Отличаются они лишь количеством единиц, входящих в комплекс, типами транспортных средств, используемых для их перемещения, и компоновками основных узлов на последних. Столь пристальное внимание к средствам транспортирования обусловлено тем, что именно они в значительной степени определяют общую компоновку машин и их основные показатели.
Рассмотрим наиболее характерные и достаточно хорошо отработанные в настоящее время конструктивные решения.
Комплекс оборудования, размещенный на двух специализированных
транспортных средствах и более
Наиболее типичным из описываемых комплексов является оборудование фирмы "Dreco". Оно представляет собой два агрегата, один из которых осуществляет операции с трубой, второй обеспечивает подачу технологической жидкости.
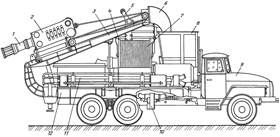
Агрегат, обеспечивающий работу с КГТ (рис.1), смонтирован на специализированном шасси с формулой "10 ´ 10". Оно включает два передних и три задних моста, которые все
являются ведущими. В конструкции используют серийно изготавливаемые мосты, установленные на раму, специально спроектированную для данного агрегата. Для перемещения последнего и привода его механизмов во время работы служит дизельный двигатель, расположенный за кабиной водителя. Крутящий момент от двигателя передается карданным валом к раздаточной коробке, находящейся в средней части рамы, а от нее – к группе передних и задних мостов. Над двигателем смонтирована кабина управления агрегатом, которая может перемещаться вертикально по специальным направляющим на высоту около 1 м.
В средней части рамы агрегата находится барабан с колонной гибких труб, на нем смонтирован укладчик трубы. В кормовой части агрегата установлен гидроприводной манипулятор, предусмотрено место для перевозки транспортера, превентора и инструментов. Рядом с ними располагается катушка с гибкими трубопроводами, служащими для соединения транспортера с агрегатом.
| 
|
| Рис.1. Агрегат для работы с колонной гибких труб фирмы "Dreco":
1 – кабина водителя; 2 – силовой агрегат; 3 – кабина оператора; 4 – барабан с КГТ; 5 – катушки с гибкими шлангами; 6 – направляющая дуга; 7 – транспортер; 8 – монтажное устройство; 9 – задняя тележка шасси; 10 – раздаточная коробка шасси; 11 – передняя тележка шасси
|
Последний в рабочем положении на скважине опирается на четыре гидравлических домкрата. Для обслуживания оборудования агрегат имеет удобные лестницы и трапы, позволяющие безопасно перемещаться и работать на нем.
Агрегат, обеспечивающий нагрев и закачивание технологической жидкости, показан на рис.2. Его оборудование смонтировано на специализированном автошасси с формулой "6 ´ 4", конструкция кабины управления которого аналогична применяемой в агрегате для работы с колонной гибких труб. И так же за кабиной водителя расположен двигатель. Кабина для обслуживающего персонала здесь отсутствует, а управление узлами агрегата осуществляется со специального пульта, расположенного в средней части установки. На агрегате имеется печь для нагрева технологической жидкости, насос для закачивания ее в колонну гибких труб, емкость для хранения, топливные баки и контрольно-измерительная аппаратура.
Нагретая жидкость подается от насоса к агрегату с КГТ по металлическому трубопроводу, снабженному быстроразборными соединениями.
Необходимо отметить, что кабины управления транспортными базами не только описанного оборудования, но и всех других импортных агрегатов хорошо спроектированы. Они удобны при управлении машинами в дорожных условиях и обеспечивают достаточный обзор в рабочем положении при установке их на скважинах.
Основным недостатком рассматриваемого комплекса является ограниченная проходимость, обусловленная прежде всего малым диаметром колес шасси.
Для полноты обзора конструкций агрегатов следует отметить, что существуют различные варианты размещения комплекса оборудования на транспортном средстве и его прицепе, один из которых представлен на рис.3. Они интересны тем, что кабина оператора располагается в кормовой части за барабаном. При этом оператор имеет хороший обзор устьевого оборудования, однако наблюдение за процессом намотки трубы на барабан затруднено.
| 
|
| Рис.2. Агрегат для подготовки и закачки технологической жидкости фирмы "Dreco":
1 – кабина водителя; 2 – силовой агрегат; 3 – нагреватель; 4 – плунжерный насос для нагнетания технологической жидкости; 5 – емкость для технологической жидкости
|
| 
|
| Рис.3. Размещение комплекса оборудования на автомобильном шасси и прицепе:
1 – кабина водителя; 2 – барабан с колонной гибких труб; 3 – укладчик КГТ; 4 – кабина оператора; 5 – рама агрегата; 6 – направляющая дуга; 7 – транспортер; 8 – механизм установки транспортера в рабочее положение; 9 – насос для нагнетания технологической жидкости
|
Агрегаты, смонтированные на серийных
автомобильных и тракторных шасси
Использование оригинальных либо изготавливаемых малыми сериями шасси приводит к существенному удорожанию агрегата и оправдано лишь в тех случаях, когда стандартное серийное шасси не обеспечивает заданных требований по грузоподъемности или габаритам. В то же время применение серийных образцов, хотя и приводит к удешевлению транспортной базы в 5 – 7 раз по сравнению с оригинальными конструкциями, создает ряд трудностей при проектировании агрегата. В первую очередь к ним относится обеспечение необходимых транспортных габаритов установки и распределения нагрузки на колеса. Кроме того, приходится планировать мощности, потребляемые отдельными узлами, и режимы их работы в соответствии с мощностью, которую можно отбирать от ходового двигателя.
Как правило, для описываемых агрегатов используют автомобильные шасси "КамАЗ" и "УралАЗ", обладающие грузоподъемностью не менее 12 т и имеющие достаточно длинную раму. Достаточно широко для монтажа нефтепромыслового оборудования применяются автошасси "КрАЗ". Однако к их отдельным недостаткам в настоящее время прибавилась и сложность поставки машин и запасных частей к ним, поскольку завод-изготовитель находится в ближнем зарубежье.
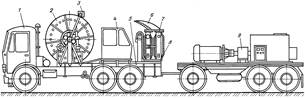
Наиболее характерными конструкциями с использованием различных решений являются следующие агрегаты: КПРС, изготавливаемый заводом "Рудгормаш" (рис. 4), и "Скорпион", выпускаемый заводом "Брянский Арсенал" (рис. 5).
Агрегат КПРС имеет традиционную компоновку. Кабина оператора расположена за кабиной водителя, барабан с колонной гибких труб – в средней части шасси, а в кормовой его части – транспортер и устройство для монтажа-демонтажа. В этой конструкции манипулятор для проведения монтажных работ выполнен в виде рычажного механизма, несущего транспортер.
Кабина управления агрегатом жестко закреплена на раме шасси. Ниже нее располагаются коробка отбора мощности от ходового двигателя и гидропривод.
В рабочем положении агрегата на скважине рессоры задней тележки автошасси разгружаются посредством двух гидравлических домкратов.
Компоновка агрегата "Скорпион" отличается от традиционной. В этой конструкции ось барабана для колонны гибких труб расположена вдоль оси автомобильного шасси, кабина оператора в транспортном положении размещена за кабиной водителя, но в рабочем положении она поворачивается на кронштейне относительно вертикальной оси. При этом справа от оператора находится устье скважины, а перед лобовым стеклом кабины – барабан с колонной гибких труб. Для монтажа транспортера на устье скважины используют мачту, в верхней части которой расположена направляющая для гибкой трубы. Транспортер с герметизатором устья в транспортном положении располагается на мачте.
В кормовой части агрегата имеется емкость для хранения технологической жидкости с теплообменником для подачи пара, а вдоль левого борта (по ходу автомобиля) размещены два винтовых насоса для нагнетания жидкости. Два последних узла позволяют говорить о данном агрегате как о комплексе, обеспечивающем не только перемещение колонны гибких труб, но и закачивание технологической жидкости.
В обоих рассмотренных агрегатах ходовой двигатель используют в качестве приводного при работе на скважине.
| 
|
| Рис. 4. Агрегат КПРС, изготавливаемый заводом "Рудгормаш", в транспортном положении:
1 – кабина оператора; 2 – укладчик гибкой трубы; 3 – барабан с КГТ; 4 – механизм установки транспортера в рабочее положение; 5 – направляющая дуга; 6 – транспортер; 7 – автомобильное шасси; 8 – рама агрегата.
|
| 
|
| Рис. 5. Агрегат "Скорпион" в транспортном положении:
1 – герметизатор устья; 2 – транспортер; 3 – монтажное устройство; 4 – барабан; 5 – укладчик КГТ; 6 – направляющая дуга; 7 – колонна гибких труб; 8 – кабина оператора в транспортном положении; 9 – автомобильное шасси; 10 – раздаточный редуктор насосов гидропривода; 11 – винтовые насосы для подачи технологической жидкости; 12 – рама агрегата.
|
Агрегаты, смонтированные на прицепах
(полуприцепах)
Монтаж оборудования агрегата на прицепе (типа трейлера) позволяет значительно сократить долю стоимости транспортной базы в общем балансе стоимости агрегата, значительно упростить компоновку последнего, обеспечить реализацию необходимых параметров при меньших весовых и габаритных ограничениях. Такие фирмы, как "Dowell" (рис. 6.), "Newsco Well Service Ltd.", применяют подобные решения. В этом случае привод агрегата осуществляют от палубного двигателя.
| 
|
| Рис. 6. Компоновка агрегата на полуприцепе в рабочем положении на скважине:
1 – автомобиль-буксировщик; 2 – кабина оператора; 3 – барабан с КГТ; 4 – укладчик КГТ; 5 – колонна гибких труб; 6 – направляющая дуга; 7 – транспортер; 8 – герметизатор устья; 9 – превентор; 10 – опора транспортера; 11 – оборудование устья скважины; 12 – устье скважины; 13 – насосная установка; 14 – рама агрегата
|
2.2. Узлы, обеспечивающие
транспортирование колонны гибких труб
Одним из наиболее ответственных узлов агрегата является транспортер. Он должен обеспечивать перемещение колонны гибких труб в заданном диапазоне без проскальзывания рабочих элементов и повреждений наружной поверхности трубы и ее геометрии. Необходимо, чтобы транспортер при перемещении КГТ и вверх, и вниз работал одинаково надежно.
К настоящему времени сложились два направления в конструировании транспортеров – с одной и двумя тяговыми цепями, снабженными плашками, взаимодействующими с колонной гибких труб. Плашки прижимаются к гибкой трубе с помощью гидравлических цилиндров.
Принципиальная схема транспортера с двумя цепями приведена на рис.7, а. На корпусе 1 слева и справа от гибкой трубы 3 расположены две двухрядные цепи 5, состоящие из пластин 14 и втулок 13. Звенья цепей соединены пальцами 15 и снабжены плашками 16. Плашки расположены между звеньями цепей (рис.7, б). Каждая плашка установлена на двух пальцах, которые друг с другом соединены "в замок", в результате чего их тыльные поверхности 18 образуют непрерывную плоскость. Каждая плашка выполнена с возможностью небольшого (порядка 3 – 5°) углового перемещения относительно одного из пальцев (верхнего) цепи. Это позволяет плашкам проводить самоустановку рабочей поверхности 17 относительно гибкой трубы.

Рис. 7. Принципиальная схема транспортера с двумя цепями (а) и поперечное сечение его узла плашек (б):
a, b, c, f – точки подвода жидкости от вторичных регуляторов к цилиндрам прижима
Тыльные поверхности плашек взаимодействуют с роликами 12, которые не более чем по три штуки закреплены в каретках 11. Последние прижимаются к цепи посредством гидравлических цилиндров 10. Жидкость в полости последних поступает от регуляторов давления 6, к которым попарно присоединены цилиндры, находящиеся слева и справа от гибкой трубы. К регуляторам давления рабочая жидкость гидропривода поступает от насосной станции 7. Для обеспечения постоянного соотношения усилий прижима плашек диаметры d1
– d4
гидроцилиндров 10 могут быть различными.
Цепи с плашками перекинуты через звездочки ведущие 2, 4 и направляющие 8, 9. Для обеспечения синхронности перемещения цепей валы ведущих звездочек кинематически связаны синхронизирующими шестернями (на схеме не показаны). Каждая верхняя звездочка через редуктор соединена с гидравлическим мотором (на схеме не показаны), приводящим ее в действие. Питание гидромоторов осуществляется от насосной станции агрегата подземного ремонта, в состав которого входит описываемое устройство. Конструкция осей, на которых установлены нижние звездочки 8 и 9, предусматривает возможность их вертикального перемещения и с помощью натяжных гидроцилиндров (на схеме не показаны).
Характерные размеры каретки, плашки и цепи следующие: расстояния между осями роликов на каретке и между осями роликов соседних кареток равно шагу цепи, а длина рабочей поверхности плашки меньше или равна шагу цепи.
Работа транспортера для перемещения колонны гибких непрерывных труб агрегата подземного ремонта скважин происходит следующим образом.
При движении трубы 3 гидроцилиндры 10 прижимают каретки 11 с роликами 12 к тыльной поверхности 18 плашек 16, а они, в свою очередь, рабочей поверхностью 17 соприкасаются с поверхностью гибкой трубы 3. Крутящий момент от гидромоторов передается редукторами к ведущим звездочкам 2 и 4, которые обеспечивают перемещение цепей 5 и соединенных с ними плашек в нужном направлении. При движении плашек 16 ролики 12 катятся по их тыльной поверхности 18.
Геометрические соотношения размеров плашек и кареток обеспечивают гарантированное приложение нагрузки, создаваемой гидроцилиндром, к какой-либо плашке в любом ее положении. Заданный размер рабочей части плашки исключает деформирование поверхности трубы в периоды вхождения в контакт с плашкой и выхода из него.
При наличии каких-либо дефектов гибкой трубы (например, местное смятие, вспучивание, нарушение правильной геометрии) отклоняется от своего нормального положения и плашка, контактирующая с поверхностью трубы в этой зоне.
Необходимый закон изменения тягового усилия по длине контакта плашек с трубой устанавливается регуляторами давления 6 и изменениями диаметров цилиндров 10.
Принципиальная схема транспортера с одной цепью приведена на рис. 8. В данном случае перемещение трубы осуществляется посредством одной цепи, несущей на себе шарнирно соединенные плашки (по существу используются две параллельно установленные однорядные цепи, между которыми располагаются плашки). Устройство состоит из корпуса, в верхней части которого размещен вал ведущей звездочки, а в нижней – ведомой. Вращение ведущего вала обеспечивается с помощью цепного редуктора, приводимого в действие от гидромотора. Как и в ранее рассмотренной схеме, в конструкции нижнего вала предусмотрена возможность перемещения его в вертикальном направлении, что позволяет регулировать натяжение цепи. Гидравлические цилиндры находятся на внешней стороне корпуса.
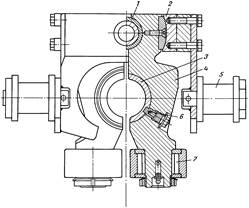
Плашки, захватывающие трубу (рис. 9), выполнены таким образом, что ось пальцев цепей пересекается с осью гибкой трубы и перпендикулярна ей. Это обеспечивает передачу на цепи только вертикально направленных сил без эксцентриситета относительно оси каждой из них. В результате цепь передает только растягивающую нагрузку, изгибающие моменты в любых плоскостях отсутствуют. Внутри корпуса каждой плашки расположены два шарнирно закрепленных захвата, в средней части они снабжены сменными плашками, взаимодействующими с трубой, а на конце, противоположном шарниру, имеют ролики. Именно они взаимодействуют с прижимным устройством в той зоне, где должен быть обеспечен контакт плашек и трубы. На рис. 9 плашки, находящиеся в верхних положениях в зоне звездочек, показаны раскрытыми. При подходе к рабочему участку плашки закрываются и плотно охватывают гибкую трубу.

Рис. 8. Принципиальная схема транспортера с одной цепью
1 – узел раскрывающихся плашек; 2 – ведущий вал со звездочками; 3 – цепная понижающая передача; 4 – гидравлические цилиндры натяжения цепей; 5 – ведомый вал со звездочками; 6 – опора транспортера; 7 – герметизатор устья; 8 – гидромотор; 9 – корпус
| 
|
| Рис. 9. Поперечное сечение узла плашек, захватывающих трубу:
1 – ось вращения плашек; 2 – каретка; 3, 4 – соответственно вкладыш и корпус плашки; 5 – цепь привода; 6 – стопор; 7 – ролик.
|
2.3. УЗЛЫ ДЛЯ ХРАНЕНИЯ КОЛОННЫ
гибких труб
Колонна гибких труб или ее часть, не находящаяся в скважине, располагается на барабане, конструкция которого имеет вид цилиндрической бочки, как правило, подкрепленной изнутри ребрами и снабженной по бокам ребордами или радиально расположенными стержнями. Если используют последние, то между ними чаще всего натягивают металлическую сетку, исключающую попадание между витками посторонних предметов. Барабан вращается на валу, установленном на подшипниках качения. Для фиксации "мертвого" конца гибкой трубы, намотанной на барабан, его бочка имеет зажимы.
Диаметр последней в зависимости от диаметра гибкой трубы изменяется от 1,6 до 2 м, а ширина составляет в среднем 1,8 – 2,5 м. "Мертвый" конец гибкой трубы соединяется через задвижку, а в ряде случаев и через обратный клапан с каналом, просверленным в валу барабана. У выхода из отверстия на торце вала размещают вертлюг, обеспечивающий подачу технологической жидкости от насосов в полость вала и далее в колонну гибких труб.
Необходимость установки задвижки обусловлена требованиями безопасности – в случае потери герметичности вертлюга или трубопроводов манифольда она обеспечивает герметичность внутренней полости колонны гибких труб, находящихся в скважине, и исключает неконтролируемое истечение жидкости в окружающее пространство. Наиболее предпочтительной является конструкция узла с задвижкой, а не с обратным клапаном, поскольку с ее помощью при возникновении аварийной ситуации можно оперативно управлять процессом и уменьшать гидравлические потери при течении технологической жидкости.
Узел крепления "мертвого" конца трубы, соединительные элементы и задвижку располагают во внутренней полости бочки барабана. В некоторых конструкциях там же размещают и привод барабана – гидромотор и редуктор.
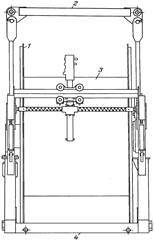
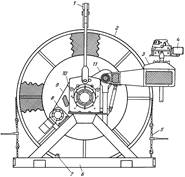
Конструкция барабана, которую в том или ином виде применяют для большинства агрегатов, приведена на рис. 10.
В комплект барабана для гибкой трубы входит и ее укладчик – устройство для обеспечения ровной укладки витков трубы при ее разматывании и наматывании (рис. 11.) В настоящее время общепринято монтировать укладчик в виде двухзаходного винта, перемещающего каретку по направляющим. Через нее пропускается гибкая труба, наматываемая на барабан. Винт приводится в действие от вала барабана посредством цепной передачи. Ролики каретки, направляющие гибкую трубу, соединяются гибким тросом со счетчиком, регистрирующим глубину ее спуска. Специалисты некоторых фирм считают необходимым дублирование счетчиков, устанавливая один непосредственно на каретке, а второй – в кабине оператора.
| 
|
| Рис. 10. Конструкция барабана для хранения колонны гибких труб:
1 – траверса; 2 – катушка для намотки КГТ; 3 – механизм укладчика; 4 – подвижная каретка укладчика; 5 – стопор катушки; 6 – рама; 7 – фиксатор; 8 – привод катушки; 9 – трансмиссия; 10 – крышка опоры подшипника; 11 – привод механизма укладчика
|
Узел, в который входит барабан, может быть неподвижно закреплен на раме агрегата или иметь вертикальную ось, позволяющую ему поворачиваться с небольшими отклонениями (15 – 20°), что приводит к снижению нагрузки на элементы агрегата при разматывании или наматывании витков трубы, находящихся на краях барабана. Однако в этом случае усложняются конструкции и рамы, и узла барабана.
Для обеспечения смазки поверхности трубы, направляемой в скважину, и защиты ее от коррозии после извлечения на поверхность проводят орошение (смачивание) трубы, намотанной на барабан. Для этого вдоль нижней части барабана устанавливают распылители, а под ним самим – сборник.
Рис. 11. Укладчик гибкой трубы:1 – реборда; 2 – траверса; 3 – бочка барабана; 4 – рама
Жидкость, приготовленную на углеводородной основе, на поверхность трубы подает насос при вращении барабана, ее излишки стекают с витков, намотанных на последний, в сборник и опять поступают на прием насоса.
Известны конструкции, где для упрощения процесса смачивания поверхности труб барабан располагают в картере, размер которого подбирают таким образом, чтобы витки трубы, лежащие на барабане, были погружены в смазывающую жидкость. В нижней части картера имеется дренажный трубопровод, служащий для слива скапливающейся там воды.
2.4. Система управления агрегатом
К системе управления агрегатом относятся кабина оператора, пульты управления основным и вспомогательным оборудованием.
Учитывая сложные климатические условия, в которых происходит эксплуатация агрегатов, а также особенности организации выполнения работ (использование вахтового метода), к кабине оператора предъявляют достаточно высокие требования:
а) удобство рабочего места оператора;
б) комфортные условия труда с точки зрения обогрева (охлаждения);
в) хороший обзор рабочей зоны;
г) удобный пульт управления.
Удовлетворение указанных требований должно сочетаться с обеспечением допустимых габаритов агрегата и ограничений нагрузки на колеса транспортной базы. Поэтому при конструировании кабин управления следует учитывать их размещение в транспортном и рабочем положениях. В большинстве зарубежных агрегатов кабина оператора, находящаяся за кабиной водителя транспортного средства, снабжена гидроприводом, обеспечивающим ее вертикальное перемещение в пределах 1 – 1,5 м. Известны технические решения, в которых перевод кабины в рабочее положение осуществляется путем ее поворота. И в том, и в другом случаях появляется более удобный обзор барабана с наматываемой на него гибкой трубой, укладчика трубы и устьевого оборудования, прежде всего транспортера.
На пульте управления агрегата располагают весь комплекс контрольно-измерительных приборов и органов управления. К первым относятся приборы, контролирующие режимы работ приводного двигателя и всех систем гидропривода, длину трубы, спущенной в скважину, и давление технологической жидкости, а ко вторым – органы управления транспортером, уплотнителем, барабаном, укладчиком трубы и приводным двигателем.
В зависимости от конструктивных особенностей агрегата применяют гидравлические или электрогидравлические системы управления.
3.ОСНОВНЫЕ УЗЛЫ АГРЕГАТОВ, ИХ РАСЧЕТ И КОНСТРУИРОВАНИЕ
3.1. ТРАНСПОРТЕР КОЛОННЫ ГИБКИХ ТРУБ (ИНЖЕКТОР)
Кинематический расчет
Цель расчетов, приведенных в данном разделе, заключается в определении взаимосвязи скорости перемещения колонны гибких труб и подачи рабочей жидкости гидропривода к гидромоторам транспортера.
Два гидромотора, приводящие в действие цепи транспортера, получают рабочую жидкость от насоса того же типа, что и каждый гидромотор.
Подача насоса
Q
ф
= q
к
n
ф
K
0
/1000,
где q
к
– объем рабочей камеры насоса (q
к
= 112 см3
); n
ф
– фактическая частота вращения вала гидромотора; коэффициента подачи насоса K
0
= 0,95.
При n
ф
= 1500 об/мин Q
ф
= 112×1500×0,95/1000 = 159,6 л/мин.
Угловая скорость вращения вала гидромотора
wг
= [(Q
ф
/2)pK
ом
1000]/30q
к
,
где K
ом
– объемный КПД гидромотора (K
ом
= 0,95).
Соответственно угловая скорость вращения звездочки инжекторного механизма
wг
= [(Q
ф
/2)pK
ом
1000]/30iq
к
,
где i
– передаточное отношение редуктора транспортера.
Скорость подъема непрерывной трубы
v
= wг
R
,
где R
– радиус звездочки, которая приводит в действие цепь инжекторного механизма (R
= 114 мм).
В результате
v
= [R
(Q
ф
/2)pK
ом
1000]/30iq
к
.
Скорость перемещения трубы при номинальной частоте вращения вала приводного двигателя
v
= [0,114(159,6/2)×3,14×0,95×1000]/30×24×112 = 0,336 м/с.
При работе приводного двигателя с максимальной частотой вращения n
ф
= 1800 об/мин, подача насосов Q
ф
= 191 л/мин и соответственно скорость перемещения трубы v
= 0,4 м/с.
Определение допускаемого усилия на плашки
Усилие, с которым плашки воздействуют на трубу, однозначно связано с величинами напряжений, возникающих в последней. Для определения максимально допустимого значения усилий проследим взаимосвязь внутренних силовых факторов и внешней нагрузки.
Для оценки напряжений, возникающих в продольных сечениях гибкой трубы, сжатой плашками, рассмотрим возможные варианты их взаимодействия, которые определяют картину приложения внешних сил к трубе.
В дальнейшем примем следующие допущения, которые, как показывает практика, достаточно обоснованы: плашка представляет собой абсолютно жесткий монолит, а труба – упругое тело.При взаимодействии плашек с трубой возможны три варианта приложения сил:
а) при R
тр.н
< R
п
возникает ситуация, изображенная на рис. 12, а
;
б) при R
тр.н
> R
п
имеет место вариант, представленный на рис. 12, в
;
в) при R
тр.н
= R
п
характерной является картина, изображенная на рис. 12, б
.
Здесь R
тр.н
– наружный радиус гибкой трубы, R
п
– радиус кривизны контактной поверхности плашек.
Картины взаимодействия плашки и трубы, представленные на рис. 12, а
, в
, могут наблюдаться не только при несоответствии размеров трубы и плашки, но и при деформации поперечного сечения трубы. Помимо этого встречаются и другие варианты приложения нагрузки, например, несимметричный. В этом случае каждая из плашек по-своему взаимодействует с трубой.
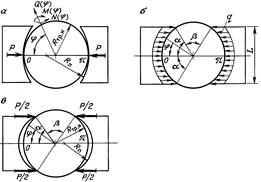
Рис. 12. Схема взаимодействия плашек транспортера с гибкой трубой:
при сжатии трубы: а – двумя сосредоточенными силами, б – равномерно распределенной нагрузкой, в – двумя парами сосредоточенных сил
Для определения наиболее опасного с точки зрения прочности трубы случая взаимодействия плашки с ее поверхностью рассмотрим внутренние силовые факторы (см. рис. 12), возникающие при различных вариантах приложения сил .
Приложение двух сосредоточенных сил
. Этот случай соответствует соотношению R
тр.н
< R
п
(см. рис. 12, а
). При этом в поперечных сечениях трубы с угловой координатой j действуют следующие силы:
нормальная
N
(j) = 0,5Р
sinj;
поперечная
Q
(j) = 0,5Р
сosj;
изгибающий момент
M
(j) = РR
тр.н
(0,3183 – 0,5sinj).
Приложение двух пар сосредоточенных сил
. Этот случай соответствует соотношению R
тр.н
> R
п
. Здесь также в качестве координаты рассматриваемого сечения принят угол j.
Нормальная сила
:
интервал
0 £ j £ a
N
(j) = –(P
/2)[0,3183сosj(sin2
b – sin2
a)];
интервал
a £ j £ b
N
(j) = –(P
/2)[0,3183сosj(sin2
b –sin2
a) + sinj];
нтервал
b £ j £ p
N
(j) = –(P
/2)[0,3183сosj(sin2
b – sin2
a)].
Поперечная сила
:
интервал
0 £ j £ a
Q
(j) = (–P
/2)[0,3183sinj(sin2
a – sin2
b)];
интервал
a £ j £ b
Q
(j) = (–P
/2)[0,3183sinj(sin2
a – sin2
b) + сosj];
интервал
b £ j £ p
Q
(j) = (–P
/2)[0,3183sinj(sin2
a – sin2
b)].
Изгибающий момент
:
интервал
0 £ j £ a
M
(j) = (PR
тр.н
/2)[0,3183(bsinb + сosb – asina – сosa –
– sin2
aсosj + sin2
bсosj) – sinb + sina];
интервал
a £ j £ b
M
(j) = (PR
тр
.
н
/2)[0,3183(bsinb + сosb – asina – сosa –
– sin2
aсosj + sin2
bсosj) – sinb + sinj];
интервал
b £ j £ p
M
(j) = (PR
тр
.
н
/2)[0,3183(bsinb + сosb – asina – сosa –
– sin2
aсosj + sin2
bсosj)].
В рассматриваемом случае нагружения трубы предполагают, что каждая из действующих сил равна половине усилия, приложенного к плашке.
Приложение распределенной нагрузки
. Этот случай соответствует соотношению R
тр.н
= R
п
(см. рис. 12, б
). Значение j характеризует текущую угловую координату продольного сечения, в которой определяется изгибающий момент, а a – половину угла охвата трубы плашкой. Силовые факторы в поперечных сечениях определяются следующим образом.
Нормальная сила
:
интервал
0 £ j £ a
N
(j) = –qR
тр.н
sin2
j;
интервал
a £ j £ p – a
N
(j) = –qR
тр.н
sinasinj.
Поперечная сила
:
интервал
0 £ j £ a
Q
(j) = qR
тр.н
sinjсosj;
интервал
a £ j £ p – a
Q
(j) = qR
тр.н
sinaсosj.
Изгибающий момент
:
интервал
0 £ j £ a
M
(j) = qR
2
тр.н
{(1/p)[(0,5a + asin2
a + 1,5sinaсosa)] –
– 0,5 sin2
a – 0,5sin2
j};
интервал
a £ j £ p – a
M
(j) = qR
2
тр.н
{(1/p)[(0,5a + asin2
a) + 1,5sinaсosa] –
– 0,5sin2
a – sinasinj + 0,5sin2
a}.
Для определения экстремальных значений изгибающих моментов в безразмерной форме были построены эпюры, характеризующие зависимости M
(j) для различных условий приложения нагрузки. Для обеспечения возможности сопоставления получаемых величин по формулам при распределенной нагрузке коэффициент выражен через величину силы P
, приложенной к плашке, и ее ширину L
ï
= 2R
sina. Тогда
qR
2
тр.н
= R
2
тр.н
P
/L
= R
2
тр.н
P
/2R
тр.н
sina = PR
тр.н
/2sina.
Отсюда величины безразмерных изгибающих моментов M
1
(j) могут быть представлены следующим образом:
при приложении двух сосредоточенных сил
M
1
(j) = M
(j)/PR
тр.н
= –0,3183 + 0,5sinj;
при приложении двух пар сосредоточенных сил
интервал
0 £ j £ a
M
1
(j) = M
(j)/2PR
тр.н
= (1/2)[0,3183(bsinb + сosb – asina –
– сosa – sin2
aсosj + sin2
bсosj) – sinb + sina];
интервал
a £ j £ b
M
1
(j) = M
(j)/2PR
тр
.
н
= (1/2)[0,3183(bsinb + сosb – asina –
– cosa – sin2
aсosj + sin2
bсosj) – sinb + sinj;
интервал
b £ j £ p
M
1
(j) = M
(j)/2PR
тр
.
н
= (1/2)[0,3183(bsinb + cosb – asina –
– сosa – sin2
aсosj) + sin2
bсosj)];
при приложении распределенной нагрузки
интервал
0 £ j £ a
M
1
(j) = M
(j)/(PR
тр.н
) = [1/(2sina)]{(1/p)[(0,5a +
+ asin2
a + 1,5sinaсosa] – 0,5sin2
a – 0,5sin2
j};
интервал
a £ j £ p – a
M
1
(j) = M
(j)/(PR
тр
.
н
/2sina) = [1/(2sina)]{(1/p)[(0,5a +
+ asin2
a + 1,5sinaсosa] – 0,5sin2
a – sinasinj + 0,5sin2
a}.
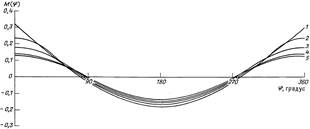
Графики, иллюстрирующие изменение изгибающего момента, приведены на рис. 13, 14. Из них следует, что оптимальным с точки зрения минимизации напряжений, возникающих при сжатии плашкой трубы и действии распределенной нагрузки, является значение угла охвата a, близкое к 90°. Достигнуть такой величины по конструктивным соображениям невозможно, поэтому в качестве максимального значения следует принимать a = 80 ¸ 85°.
Это же положение относится и к случаю действия двух пар сосредоточенных сил. Однако этот вариант нагружения является промежуточным при переходе к распределенной нагрузке.
При условии равенства геометрических размеров поперечных сечений гибких труб для трех рассмотренных вариантов взаимодействия их с плашками наиболее опасным будет случай, при котором возникает максимальный по модулю изгибающий момент. При проведении прочностных расчетов следует, в первую очередь, учитывать растягивающие напряжения, которые суммируются с растягивающими напряжениями, возникающими при действии давления технологической жидкости.
Максимальные значения изгибающих моментов для трех рассмотренных случаев представлены ниже:
| Способ приложения
нагрузки .........................................
|
Две сосредоточенные
силы
|
Две пары
сосредото- ченных сил
|
Распределенная нагрузка
|
| Максимальный изгибающий
момент ............................................
|
0,318PR
тр.н
|
0,24PR
тр.н
|
0,125PR
тр.н
|
| Координата сечения трубы j, в которой действует максимальный момент, градус ....
|
0
|
0
|
0 и 90
|
| Рис. 13. Эпюра изгибающих моментов М(j) в поперечном сечении гибкой трубы, взаимодействующей с плашками при Rтр.н
< Rп
:
1 – сосредоточенная сила; угол охвата трубы плашкой a, градус: 2 – 20, 3 – 40, 4 – 60, 5 – 80; j – текущая координата
|
| 
|
| Рис. 14. Эпюра изгибающих моментов М(j) в поперечном сечении гибкой трубы, взаимодействующей с плашками при Rтр.н > Rп:
1 – сосредоточенная сила; угловая координата точек приложения сил a, градус: 2 – 20, 3 – 30, 4 – 40, 5 – 60, 6 – 80; j – текущая координата
|
Из приведенных данных следует, что наиболее предпочтительным случаем при взаимодействии трубы и плашек является приложение распределенной нагрузки. Вместе с тем, при действии двух сосредоточенных сил деформация поперечного сечения трубы приводит к увеличению площади контакта и в итоге к передаче усилия по всей площади плашки. Картина деформации поперечного сечения при приложении двух пар сосредоточенных сил является более сложной. При угле a 40 ¸ 50° они могут вызвать сплющивание трубы. Но поскольку подобные значения углов в плашках не предусмотрены, данный вопрос как представляющий сугубо теоретический интерес рассмотрен не будет.
Исходя из полученных зависимостей ,может быть вычислен изгибающий момент и определены максимальные напряжения, возникающие при обжатии трубы плашками.
Рассмотрим пример расчета напряжений в предположении, что отсутствует давление технологической жидкости во внутренней полости трубы и на нее нет осевой нагрузки.
Под действием изгибающего момента в продольном сечении гибкой трубы возникают нормальные напряжения, максимальное значение которых определяется следующим образом:
sx
= Mx
1
/Wx
1
,
где Mx
1
= K
нагр
P
1
R
– максимальное значение изгибающего момента, действующего в поперечном сечении, в расчете на единицу длины трубы (значения максимальных моментов и соответствующих коэффициентов нагружения K
нагр
приведены выше); Wx
1
= b
тр
d2
тр
/6 – момент сопротивления изгибу поперечного сечения трубы, имеющей длину, равную единице (где dтр
– толщина стенки трубы; b
тр
– ширина ее поперечного сечения, в рассматриваемом случае b
= 1).
Моменты сопротивления изгибу для труб различной толщины имеют следующие значения:
| Толщина стенки трубы, dтр
, мм .......................
|
2
|
2,5
|
3
|
3,5
|
4
|
5
|
| Момент сопротивления изгибу, мм3
............
|
0,667
|
1,667
|
1,500
|
2,040
|
2,667
|
4,167
|
Максимальное усилие, приложенное к единице длины трубы, ограничено и определяется максимально допустимыми нормальными напряжениями, возникающими при изгибе за пределом упругости при образовании пластического шарнира. При расчете деталей транспортера и режимов его работы максимальное сжимающее усилие может быть установлено из условия равенства этих напряжений пределу текучести:
sx
= sт
= Mx
1
/Wx
1
= K
нагр
P
1
R
/Wx
1
.
Отсюда величина сжимающей силы P
1
, особенности приложения которой к трубе характеризует коэффициент K
нагр
, может быть найдена из выражения
P
1
= Wx
1
sт
/K
нагр
R
.
Значения максимальной нагрузки для наиболее распространенных размеров труб приведены ниже:
| Параметры трубы, мм:
|
| наружный диаметр d
тр.н
|
25
|
25
|
33
|
33
|
44
|
44
|
| толщина стенки dтр
..........
|
2
|
2
|
3
|
3
|
3,5
|
3,5
|
| Предел текучести sт
, МПа
|
480
|
700
|
480
|
700
|
480
|
700
|
| Максимальная сжимающая сила Р
1
, Н/мм:
|
| сосредоточенная ...............
|
87,5
|
127,5
|
151
|
220,2
|
153,9
|
224,4
|
| распределенная .................
|
222,7
|
324
|
383,4
|
559,2
|
390
|
570
|
| Примечание
. Предел текучести 480 МПа соответствует малоуглеродистым сталям, а 700 МПа – низколегированным.
|
Приведенные значения максимальной сжимающей силы P
1
служат исходными данными при определении максимального тягового усилия инжектора.
Определение тягового усилия инжектора
Максимальное тяговое усилие Q
max
, обеспечиваемое транспортером без проскальзывания плашек относительно гибкой трубы, определяется силой трения, действующей между ними, т.е. Q
max
= F
тр
.
При плоских поверхностях величину силы трения вычисляют по известной формуле
F
тр
= kP
,
где k
– коэффициент трения между плашкой и гибкой трубой; P
– усилие прижима плашки к трубе.
Однако использовать приведенную зависимость нельзя, так как контактная поверхность имеет цилиндрическую форму.
Определим силу трения, возникающую между трубой и плашкой на цилиндрической поверхности контакта (рис.15).
Элементарная сила q
, приложенная к площадке dl
длиной, равной единице, может быть разложена на две составляющие: нормальную к поверхности трубы qn
(j) и распирающую плашку qr
(j). Сила qn
(j) обеспечивает создание силы трения dF
тр
, действующей в плоскости, перпендикулярной рассматриваемому сечению. Сила qr
(j) должна быть учтена при прочностном расчете плашки.
Для площадки с координатой j можно записать
q
(j) = q
/сosj.
Сила трения, создаваемая на этой площадке,
dF
тр
= (q
/сosj)kdl
.
Сила трения, возникающая на поверхности трубы единичной длины, соответствующая углу a охвата ее плашкой,
Так как dl
= R
тр.н
d
j, то при подстановке получаем
Для одной плашки высотой h
это выражение будет иметь следующий вид:
F
тр1
=q
/сosj)kR
тр.н
hd
j.
В результате преобразований получим
F
тр1
= qkR
тр.н
h
1/сosj)d
j = qkR
тр.н
h
[(1/сosj) + tgj].
После подстановки значений угла получим выражение для силы трения, создаваемой плашкой на контактной поверхности при изменении угла j от нуля до максимума,
F
тр1
= qkR
тр.н
h
ln[(1/сosjm
ax
) + tgjm
ax
],
где jm
ax
– половина угла охвата трубы плашкой.
Так как угол охвата трубы плашкой составляет 2jm
ax
, то выражение будет иметь вид
F
тр1
= 2qkR
тр.н
h
ln[(1/сosjm
ax
) + tgjm
ax
].
В практических расчетах удобнее вычислять силу трения, обеспечиваемую парой плашек, прижатых к трубе с двух противоположных сторон. В результате значение силы трения должно быть удвоено:
F
тр1
= 4qkR
тр.н
h
ln[(1/сosjm
ax
) + tgjm
ax
].
Величина распределенной нагрузки q
может быть определена как
q
= P
/hb
= P
/R
тр
.
н
h
2sinjmax
.
После подстановки в получим
F
тр1
= 2Pk
ln[(1/сosjm
ax
) + tgjm
ax
]/sinjm
ax
.
Таким образом, криволинейный профиль плашки в формуле для определения силы трения может быть учтен с помощью коэффициента
hф
= ln[(1/сosjmax
) + tgjmax
]/sinjmax
,
а окончательная формула примет традиционный вид:
F
тр1
= 2Pk
hф
.
Для упрощения расчетов можно пользоваться величиной коэффициента hф,
зависящей только от угла охвата трубы плашкой jm
ax
:
| Угол захвата трубы плашкой jmax
, градус .............................................................
|
20
|
30
|
40
|
50
|
| Коэффициент hф
.......................................
|
1,042
|
1,099
|
1,187
|
1,320
|
| Угол захвата трубы плашкой jmax
, градус .............................................................
|
60
|
70
|
80
|
85
|
| Коэффициент hф
.......................................
|
1,521
|
1,847
|
2,474
|
3,143
|
Максимальное тяговое усилие Q
max
, создаваемое транспортером при перемещении трубы, определяется суммой сил трения, создаваемых плашками, находящимися в контакте с поверхностью трубы, т.е.
Q
max
= SF
тр
n
,
где n
– число пар плашек.
Если усилие прижима плашек к трубе одинаковое, то максимальное тяговое усилие может быть рассчитано по формуле
Q
max
= 2P
max
k
hф
n
.
Величина максимального усилия, прилагаемого к плашке, P
max
может быть определена исходя из условия прочности трубы, сжатой плашками.
При проектировании устройств для перемещения трубы приходится решать обратную задачу – определять необходимое число пар плашек, которые могут обеспечить заданное тяговое усилие.
Алгоритм решения этой задачи следующий:
а) исходя из геометрических размеров поперечного сечения трубы и прочностных свойств материала, из которого она изготовлена, определяют максимально допустимое усилие [P
max
], которое может быть приложено к плашкам;
б) по заданной величине тягового усилия транспортера Q
max
с учетом коэффициента трения k
и предполагаемого угла охвата плашками трубы устанавливают необходимое число пар плашек, которые должны быть прижаты к трубе одновременно.
Решение задачи усложнено тем, что транспортер будут использовать с колоннами гибких труб, изготовленных из материалов с различными прочностными характеристиками, поэтому его конструкция должна обеспечивать создание номинального тягового усилия для различных колонн.
Для удовлетворения этого условия число плашек следует определять, исходя из условий работы с трубой, имеющей минимальные прочностные характеристики, а размеры гидравлических цилиндров и давления в них, – исходя из максимальных значений этих характеристик:
n
= Q
max
/2P
max
s
min
k
hф
.
Расчет режима работы
гидропривода транспортера
Две бесконечные цепи транспортера приводятся в действие гидромоторами типа 3102.112 через планетарные редукторы. Технические характеристики гидромотора следующие:
| Объем рабочей камеры, см3
.................................................................................
|
112
|
| Номинальная частота вращения вала, об/мин ............................................
|
1500
|
| Номинальный расход жидкости, л/мин ........................................................
|
175
|
| Номинальный перепад давления для гидромотора, МПа .......................
|
20
|
| Максимальное давление на входе в гидромотор, МПа ............................
|
35
|
| Крутящий момент гидромотора, Н:
номинальный ........................................................................................................
страгивания ...........................................................................................................
|
342
258
|
| Номинальная мощность насоса, кВт ...............................................................
|
58,4
|
| Коэффициент подачи для насоса в номинальном режиме, %, не менее ..................................................................................................................................
|
95
|
| Гидромеханический КПД для гидромотора в номинальном режиме, %, не менее .................................................................................................................
|
96
|
| КПД в номинальном режиме, %, не менее:
насоса ......................................................................................................................
гидромотора ..........................................................................................................
|
91
92
|
| Масса без рабочей жидкости, кг, не более ....................................................
|
31
|
Усилие, развиваемое транспортером, при работе двух гидромоторов при их номинальном давлении
P
= 2М
кр.ном
/R
,
где М
кр.ном
– крутящий момент на валу каждой из ведущих звездочек транспортера; R
– радиус звездочки (R
= 114 мм).
Момент
М
кр.ном
= М
г.м.ном
i
,
где М
г.м.ном
– крутящий момент, развиваемый гидромотором, при номинальном давлении, i
– передаточное число редуктора, установленного между гидромотором и звездочкой (i
= 24).
При работе гидромотора с перепадом давления, отличающимся от номинального значения, крутящий момент, развиваемый гидромотором,
М
г.м
= М
г.м.ном
Р
г
/Р
ном
,
где Р
ном
– давление, соответствующее номинальному крутящему моменту на валу гидромотора; Р
г
– рабочее давление в гидроприводе.
Аналогичные зависимости имеют место и для страгивающего момента. Окончательно усилие, развиваемое транспортером при постоянном движении (при номинальном режиме работы гидромотора),
P
= 2М
г.м.ном
i
/R
= 2×342×24/0,114 = 144 кН.
Усилие, действующее на гибкую трубу при страгивании,
P
= 2М
г.м.стр
i
/R
= 2×258×24/0,114 = 108,63 кН.
3.2. Барабан (лебедка)
Определение емкости барабана
Емкость барабана определяется его габаритами и диаметром гибкой трубы, наматываемой на него (рис. 16, а
). Габариты барабана – внутренний D
б.в
и наружный D
б.н
диаметры, длина рабочей части L
б
.
При проектировании внутренний диаметр барабана устанавливают, исходя из опыта эксплуатации аналогичных установок, обычно D
б.в
= 1600 мм для труб диаметром 25 мм, наружный диаметр принят из конструктивных соображений – возможности установки барабана на конкретное автомобильное шасси – D
б.н
= 1900 ¸ 2400 мм, длина рабочей части барабана L
б
= 1200 мм.
Число рядов труб, наматываемых на барабан, определяют по формуле
Z
= (D
б.н
– D
б.в
)/2d
тр
,
откуда
Z
= (1900 – 1600)/2×25 = 6.
Число витков трубы, намотанной на барабан в одном ряду,
i
= [L
б
/(d
тр
+ as
)] – 1,
где as
– сумма допуска на овальность трубы и зазора между трубами (as
= 1 мм),
отсюда
i
= [1200/(25 + 1)] – 1 = 45.
Емкость барабана рассчитывают по формуле
L
= piZ
(D
б.в
+ d
тр
Z
) = 3,14×45×6×(1600 + 25×6) = 1483 м.
Масса трубы, намотанной на барабан,
M
тр
= Lq
тр,
где q
тр
– масса 1 м трубы.
Для 1 м трубы при ее диаметре 25 мм и толщине стенки 2 мм q
тр
= 1,435 кг, а соответственно при 33 мм и 3 мм q
тр
= = 2,808 кг.
Для труб диаметрами 25 и 33 мм их массы соответственно будут
M
тр
= 1483×1,435 = 2128 кг;
M
тр
=1483×2,808 = 4164 кг.
| 
|
| Рис. 16. Кинематическая схема барабана для наматывания колонны гибких труб и их укладчика при использовании планетарного редуктора (а) и цепной передачи (б):
1 – цепная передача привода механизма укладки КГТ (Z1
, Z2
– число зубьев звездочек); 2 – каретка; 3 – ходовой винт; 4 – катушка; 5 – планетарный редуктор; 6 – гидравлический мотор.
|
3.3.Трубоукладчик
Механизм укладчика трубы на барабан обеспечивает ее плотную регулярную намотку без образования пережимов и петель. При работе в штатном режиме перемещение каретки укладчика должно быть синхронизировано с вращением барабана. Подобная система принята во всех агрегатах, производимых в США и Канаде (см. рис. 16).
На ряде установок работой укладчика трубы на барабан оператор управляет вручную. В таких условиях он должен концентрировать свое внимание на приборах пульта управления, поэтому подобную конструкцию следует считать не соответствующей современному уровню развития оборудования данного типа.
В то же время механизм укладчика должен обеспечивать возможность ручной корректировки укладки трубы, что обусловлено, например, неизбежным смещением наружных витков при транспортировании агрегата со скважины на скважину, отклонением наружного диаметра от номинального из-за смятия трубы, погрешности ее изготовления и т.д.
Кинематическая схема укладчика включает (см. рис. 16) каретку, установленную на ходовом винте с шагом t
, цепную передачу (или передачи) с передаточным отношением i
, обеспечивающую синхронизацию движения каретки и барабана. Ведомая звездочка цепной передачи соединена с ходовым винтом посредством кулачковой муфты. Ходовой винт также имеет привод от гидромотора, вал которого соединен с ходовым винтом через редуктор.
Условие согласования перемещения каретки и вращения барабана следующее: один оборот барабана должен соответствовать перемещению каретки на величину, равную диаметру гибкой трубы.
Частота вращения ходового винта
n
х.в
= n
б
(Z
1
/Z
2
),
где n
б
– частота вращения барабана; Z
1
, Z
2
– число зубьев соответственно ведущей и ведомой звездочек (Z
1
/Z
2
= i
).
Перемещение каретки по ходовому винту
s
= tn
х.в
= tn
б
Z
1
/Z
2
.
За один оборот барабана каретка должна переместиться на величину диаметра укладываемой трубы, т.е. s
= d
тр
.
Тогда
d
тр
= t
(Z
1
/Z
2
) = ti
.
Таким образом, кинематические характеристики укладчика трубы не зависят от емкости барабана и числа рядов труб на нем, а определяются только шагом винта укладчика и передаточным отношением синхронизирующей цепной передачи.
3.4. Привод
Привод включает в себя двигатель, обеспечивающий энергией все системы агрегата, и трансмиссию.
В зависимости от параметров агрегата принято использовать следующие схемы приводов:
а) для легких установок – двигатель транспортной базы, т.е. ходовой двигатель серийного автомобильного шасси;
б) для средних и тяжелых установок используют один из двух вариантов:
– палубный двигатель при выполнении агрегата на прицепе, транспортируемом обычным автомобилем-тягачом. При этом число блоков, когда каждый смонтирован на отдельном прицепе, а в целом составляющих единый комплекс, может быть равно двум или трем;
– двигатель, мощность которого определяется согласно условию обеспечения энергией агрегата при монтаже его на специально спроектированном автомобильном шасси. При этом для передвижения используют двигатель агрегата. По существу данный двигатель является палубным, который применяют в качестве ходового. Как и в предыдущем случае, агрегат представляет комплекс, состоящий из двух-трех автономно передвигающихся устройств.
Наиболее простой и рациональной является кинематическая схема легкого агрегата при условии его полной гидрофикации. Последнее позволяет компоновать оборудование агрегата исходя из оптимальных условий взаимного расположения его компонентов как для обеспечения функционирования агрегата на скважине, так и для выполнения требований, предъявляемых к нему как к транспортному средству.
При использовании стандартного автомобильного шасси кинематическая схема установки включает (рис. 17) ходовой двигатель 1, коробку перемены передач 3, коробку отбора мощности 4 (все перечисленные узлы являются неотъемлемой частью шасси), вал отбора 5 мощности, раздаточный редуктор 4, на котором закреплены насосы гидросистемы 6 (число последних определяется особенностями гидравлической схемы агрегата), передний мост 9 и заднюю тележку 8.
В зависимости от типа шасси и конструкции агрегата кинематическая схема раздаточного редуктора может быть последовательной, параллельной или комбинированной.
Последовательная схема
предполагает передачу энергии от ведомого вала последовательно через все ступени зубчатой передачи. В этом случае первая ступень передает полную мощность, а каждая последующая – часть ее, за исключением отобранной на предыдущем валу. Параллельная схема
предполагает поступление энергии от одного ведущего вала к нескольким ведомым. При этом каждая пара шестерен передает только ту энергию, которая необходима для вращения ведомым валом соединенных с ним насосов. Комбинированная схема
основана на совместном использовании двух предыдущих вариантов.
Применение той или иной схемы устанавливается прежде всего по наличию свободного места на шасси транспортной базы и возможной конфигурации раздаточного редуктора. С точки зрения достижения необходимых весовых параметров и показателей надежности наилучшей является схема с параллельными потоками энергии, поскольку она позволяет обеспечивать наиболее благоприятный режим нагружения основных деталей редуктора.
Мощность, передаваемая к гидроприводу установки, зависит от осуществляемых им функций при выполнении конкретных операций.
Рис. 17. Кинематическая схема агрегата ПРС легкого типа:1 – ходовой двигатель автомобильного шасси; 2 – насос масляный, входящий в состав силового агрегата шасси; 3 – коробка перемены передач шасси; 4 – коробка отбора мощности; 5 – карданный вал отбора мощности; 6 – насос гидросистемы агрегата; 7 – раздаточный редуктор; 8 – задняя тележка шасси; 9 – передний мост шасси.
Вспомогательные операции заключаются в приведении в действие гидравлических домкратов агрегата и привода грузоподъемных устройств, работающих при развертывании и свертывании установки.
К основным операциям относятся следующие.
Перемещение колонны гибких труб
. Можно выделить несколько основных режимов при перемещении труб, например, их движение с максимальной и минимальной скоростью, которые отличаются в 10 – 15 раз и соответственно определяют величины необходимых мощностей. По затрачиваемой мощности следует выделить движение колонны вниз и вверх. В первом случае необходимое давление рабочей жидкости, определяемое настройкой тормозного клапана, минимально. Кроме того, в процессе спуска труб транспортер должен обеспечить усилие, требуемое для разматывания трубы с барабана и перемещения ее через укладчик и канал транспортирования. При этом необходимая мощность минимальна и ее в общем балансе можно принимать равной нулю. Максимальное усилие при перемещении труб будет иметь место при ходе вверх и определяться весом колонны труб и силами трения.
Отметим, что термин "максимальное усилие" не означает максимального усилия, на которое рассчитан транспортер и которое он должен обеспечивать при возникновении аварийной ситуации. К последней следует отнести случай прихвата колонн гибких труб. При возникновении подобной ситуации перемещение последней осуществляется на минимальной скорости.
Наматывание (разматывание) трубы на барабан
. При наматывании трубы на барабан привод должен обеспечивать его вращение с крутящим моментом, необходимым для деформирования трубы в процессе ее проводки по всей длине канала. Величина этого момента зависит от диаметра, толщины стенки и прочностных свойств гибкой трубы, но на нее не влияет скорость подъема КГТ.
Частота вращения барабана определяется скоростью перемещения трубы транспортером. При проведении расчетов следует учитывать ее максимальную величину.
При спуске трубы в скважину и сматывании ее с барабана привод не затрачивает энергию на эти процессы. Барабан раскручивается за счет натяжения трубы, создаваемого транспортером.
Нагнетание технологической жидкости в колонну гибких труб
. При спуске и подъеме колонны, а также выполнении технологических операций по удалению пробок или бурении в колонну подается технологическая жидкость. Независимо от длины колонны, спущенной в скважину, гидродинамические потери в колонне постоянны и определяются ее длиной. Влиянием кривизны труб, намотанных на барабан, при проведении большинства расчетов можно пренебречь. При проведении технологических операций насос, подающий жидкость, должен преодолевать еще и перепад давления на забойном двигателе либо на гидромониторной насадке.
Подъем и спуск колонны можно выполнять не при максимальной подаче технологической жидкости, а при некотором минимально возможном ее значении, обеспечивающем безопасное выполнение работ. Поэтому при расчетах принимают и минимальную, и максимальную величины подачи.
Для определения необходимой мощности приводного двигателя дан сравнительный анализ мощностей, потребляемых основными узлами агрегата, при выполнении различных технологических операций, качественные оценки которых приведены ниже:
| Комплектующие узлы агрегата ..............................
|
Транспортер
|
Барабан
|
Насосы технологической жидкости
|
| Параметры узлов ...........
|
P
|
v
|
M
б
|
v
б
|
p
н
|
Q
н
|
| Режим работы агрегата:
|
| В том числе:
|
| спуск колонны до рабочей зоны .............
|
min
|
max
|
min
|
max
|
min
|
min
|
| технологические операции:
|
| удаление пробок
песчаной ...........
|
min
|
min
|
min
|
min
|
max
|
max
|
| гидратной .........
|
min
|
min
|
min
|
min
|
max
|
max
|
| разбуривание пробки ....................
|
min
|
min
|
min
|
min
|
max
|
max
|
| бурение скважин
|
max
|
min
|
min
|
min
|
max
|
max
|
| расхаживание колонны при прихвате ........................
|
max
|
max
|
max
|
min
|
max
|
max
|
| извлечение колонны труб на поверхность
|
max
|
max
|
max
|
max
|
max
|
max
|
Мощность приводного двигателя необходимо определять в зависимости от конкретных значений параметров агрегата и номенклатуры технологических операций, выполняемых им. Как показано выше, параметрический ряд агрегатов подземного ремонта скважин, работающих с колонной гибких труб, должен состоять из трех-четырех типоразмеров. Сделанные расчеты позволили определить мощности, необходимые для выполнения операций при различных параметрах агрегатов. Их результаты представлены на специальной гистограмме, из которой следует, что в случае использования стандартной транспортной базы – автомобильного шасси грузоподъемностью 12 – 16 т, серийно выпускаемого промышленностью, с мощностью двигателя 130 – 180 кВт максимальный диаметр колонны труб составляет 33 мм, а длина – 2000 м.
С помощью транспортной базы такого агрегата можно обеспечить выполнение всех необходимых технологических операций.
Для создания мощных агрегатов необходимы технические решения, базирующиеся на применении либо специальных транспортных средств, либо прицепов, оборудованных палубными двигателями.
4. Колонна гибких труб
4.1. Мировой опыт применения колонн гибких труб
Впервые массовое использование гибких труб большой длины было осуществлено при проведении операции по форсированию Ла-Манша при высадке союзных войск во Франции во время второй мировой войны. Для обеспечения снабжения войск горючим было развернуто 23 нитки трубопроводов по дну пролива: 6 трубопроводов были стальными с внутренним диаметром 76,2 мм, а остальные имели композиционную конструкцию – внутри слой из свинца, снаружи стальная оплетка. Укладку стальных трубопроводов проводили с плавучих катушек диаметром порядка 12 м. На них были намотаны секции трубопроводов длиной 1220 м. Каждая секция, в свою очередь, состояла из сваренных встык труб длиной 6,1 м.
Подобная технология была положена в основу изготовления колонн гибких непрерывных труб в начальный период проведения работ на промыслах. Впервые это осуществила компания "Creat Lakes Steel Co." (США) в 1962 г. Трубы диаметром 33,4 мм с толщиной стенки 4,4 мм сваривали в атмосфере инертного газа встык из 15 кусков. Изготовленную трубу наматывали на катушку с диаметром сердечника 2,7 м.
Технологию создания гибких труб все время совершенствовали и отрабатывали, но только к концу 70-х годов их качество стало соответствовать требованиям, необходимым для проведения работ на нефтепромыслах.
Параллельно специалисты Канады создавали гибкие трубы для бурения скважин. К 1976 г. фирмой "Flex Tube Service Ltd." была изготовлена и использована при проведении буровых работ гибкая колонна из стали диаметром 60,3 мм, которая наматывалась на катушку с диаметром сердечника около 4 м и состояла из сваренных встык 12-метровых труб.
Вскоре специалисты этой же фирмы изготовили колонну бурильных труб диаметром 60,3 из алюминия. Работы по созданию труб подобной конструкции были прекращены из-за их низкой прочности, при которой спуск на глубину колонны возможен лишь до 900 м.
Основное внимание изготовителей труб было сосредоточено на отработке технологии, которая могла бы обеспечить как можно большую длину отдельных плетей и таким образом сократить число поперечных стыков, а также на совершенствовании конструкции самого стыка.
К 1983 г. благодаря использованию заготовок ленты из Японии специалистам фирмы "Quality Tubing Inc." (США) удалось увеличить длину плетей до 900 м. Стыки отдельных плетей выполняли еще до поступления ленты в трубогибочную машину, что позволило существенно повысить качество труб. При этом наружный диаметр последних был увеличен до 89 мм.
К 1991 г. глубина спуска КГТ увеличилась до 5200 м, а в 1995 г. был начат выпуск труб с наружным диаметром 114,3 мм .
4.2. Материалы, применяемые для изготовления колонны
В настоящее время большинство гибких труб изготавливают из стали обычной малоуглеродистой, низколегированной и нержавеющей. Небольшое количество труб производят и из других металлов, например, сплавов титана.
К малоуглеродистым относится сталь А-66 типа 4 со следующим химическим составом:
| Химический элемент ....
|
C
|
Mn
|
P
|
S
|
| Содержание элемента, %
|
0,1–0,15
|
0,6 – 0,9
|
Не более 0,03
|
Не более 0,005
|
| Химический элемент .....
|
Si
|
Cr
|
Cu
|
Ni
|
| Содержание элемента, %
|
0,3–0,5
|
0,55–0,7
|
0,2–0,4
|
Не более 0,25
|
Эта сталь характеризуется следующими прочностными и деформационными показателями:
| Предел текучести (минимальный), МПа.
|
480
|
| Предел прочности при растяжении (минимальный), МПа
|
550
|
| Удлинение при разрушении , %
|
30
|
| Твердость, HRc
|
22
|
Улучшение прочностных показателей трубы может быть достигнуто за счет использования высокопрочных низколегированных сталей, подвергаемых термообработке, включающей закалку и отпуск. Химический состав сталей отличается повышенным содержанием хрома и молибдена, обеспечивающих способность стали принимать закалку.
Прочность труб из низколегированных сталей выше малоуглеродистых на 40 % (предел текучести 690 – 760 МПа) при сохранении пластических свойств.
К преимуществам труб, изготавливаемых из низколегированных сталей, следует отнести их высокую прочность при статических и циклических нагрузках.
Однако их недостатком является сложность ремонта в промысловых условиях, так как выполнение сварочных работ приводит к местному отпуску и снижению предела текучести до 550 МПа. В качестве примера использования нержавеющей стали для изготовления труб можно привести сталь 08Х18Н10Т (ГОСТ 5632–72).
В начале 90-х годов для производства труб стали использовать титан и его сплавы, что позволило, с одной стороны, улучшить их прочностные характеристики, а с другой, повысить надежность, поскольку титановые, как и алюминиевые трубы, изготавливают методом экструзии, что позволяет исключить продольный шов.
Сплавы титана имеют следующие механические свойства:
| Сплав
|
"2"
|
"12"
|
"Бета-С"
|
| Предел текучести (минимальный), МПа .
|
280
|
480
|
970
|
| Предел прочности при растяжении (минимальный), МПа
|
345
|
550
|
1030
|
| Удлинение при разрушении, %
|
20
|
18
|
12
|
4.3. Технология изготовления гибкой трубы
В настоящее время наиболее крупными изготовителями гибких труб за рубежом являются следующие компании: "Precision Tube Technology", "Quality Tubing Inc.", "Southwestern Pipe Inc.".
В 1989 г. в производство были внедрены цельнопрокатные трубы с минимальным количеством поперечных швов. В результате дефекты, связанные с образованием свищей, сократились до минимума.
Например, компания "Quality Tubing Inc." контролирует качество каждого сварного шва, присваивает ему соответствующий идентификационный номер и в случае потери герметичности выплачивает страховую сумму для устранения дефекта.
Технология изготовления труб из малоуглеродистых и низколегированных сталей состоит из следующих этапов:
а) вначале из рулонов тонколистовой стали необходимой толщины вырезают непрерывные ленты, ширина которых соответствует длине окружности образующей готовой трубы. Длина полос определяется возможностями прокатных станов производителей листа. Для США она соответствует 570 м, для Японии – 900 – 1000 м;
б) отдельные ленты сваривают встык, причем листы соединяют либо наискосок, либо "ласточкиным хвостом". Швы зачищают, поверхность обрабатывают механически и термически. После этого качество сварочных швов проверяют с помощью дефектоскопии;
в) полученную стальную ленту направляют в трубопрокатный стан, где она проходит между валками, формирующими из нее трубу. Для соединения кромок последней применяют кузнечную сварку в атмосфере инертного газа – кромки трубы нагревают с помощью индуктора, а затем прижимают друг к другу валками;
г) с наружной поверхности трубы механическим способом удаляют сварочный грат и зачищают стык;
д) зону сварочного шва подвергают отпуску и последующему охлаждению;
е) проверяют качество шва;
ж) трубу пропускают через калибровочный стан и подвергают окончательной термообработке – среднему отпуску с последующим охлаждением на воздухе и в ванне.
В результате выполнения указанных операций происходит образование перлитовой и ферритовой структуры металла.
Готовую трубу наматывают на транспортную катушку или барабан установки, в которой ее предполагают использовать.
Особенности технологии изготовления трубы из низколегированной стали заключаются в том, что после калибровки колонну подвергают закалке и последующему отпуску. В результате материал приобретает мартенситную структуру.
4.4. Механизм разрушения гибких труб
и основные результаты их эксплуатации
В настоящее время несмотря на большой объем накопленной информации о работе КГТ отсутствует общая теория, объясняющая механизм их разрушения в процессе эксплуатации. Наличие подобной теории необходимо для правильной оценки ресурса труб и возможностей прогнозирования их долговечности в промысловых условиях.
При нормальной работе КГТ, отсутствии заводского брака и нештатных ситуаций при эксплуатации их долговечность определяется количеством циклов спуска-подъема до потери герметичности. К параметрам режима их работы следует отнести минимальный диаметр барабана D
б
или направляющих, на которых происходит изгиб труб, давление технологической жидкости p
ж
в трубе, ее диаметр d
тр
и толщину стенки dтр
, а также максимальную глубину спуска КГТ. Кроме того, на долговечность трубы оказывают влияние условия работы и ее состояние. К ним относятся наличие механических повреждений и коррозия. Однако они носят случайный характер и в данной работе не рассматриваются.
Анализ перечисленных параметров сразу приводит к выводу о сложности их описания, регистрации и анализа. Это объясняется и уникальностью режимов ведения работ на каждой скважине, и многообразием вариантов нагружения КГТ даже при проведении одного подземного ремонта скважины. Кроме того, в чисто техническом плане сложность представляет регистрация условий работы трубы в процессе проведения всего комплекса операций – спуск колонны, выполнение технологических операций и ее подъема. Например, даже такая простая в технологическом отношении операция, как промывка скважины, сопровождается периодической остановкой КГТ, подъемом ее на небольшую величину, повторным спуском и т.д. При этом изменяются давление технологической жидкости, прокачиваемой через трубы, температуры окружающей среды и жидкости и т.д. Существенное влияние на интересующие показатели оказывают также срок и условия хранения трубы до ввода ее в эксплуатацию.
Тем не менее, необходимо прогнозировать срок службы трубы в конкретных условиях и иметь методики расчетов ее долговечности.
Сложность создания подобной теории определяется прежде всего тем, что в настоящее время отсутствуют методики расчета деталей в условиях малоциклического нагружения, материал которых работает за пределом упругости, так как в подобных условиях нагружения не работает ни одна из деталей, применяемых в отраслях гражданского и военного машиностроения.
В зависимости от конкретных условий работы гибкой трубы и режима эксплуатации агрегата опасными сечениями являются места перегибов трубы в зонах пластического деформирования при взаимодействии с барабаном, направляющим устройством и выходе из транспортера на вертикальном участке. Возможен изгиб трубы с образованием пластических деформаций и в транспортере, однако подобные случаи встречаются лишь при работе неопытного оператора.
При деформации трубы в точках, наиболее удаленных от нейтральной линии изгиба, возникают максимальные напряжения. При определенном соотношении наружного диаметра трубы и радиуса ее изгиба напряжения могут превысить предел упругости.
Радиус изгиба, соответствующий переходу материала трубы из упругого состояния в пластическое, определяется по формуле
R
= Ed
тр
/2sт
,
где Е
– модуль упругости материала трубы.
При пределе упругости (для простоты расчетов его принимают равным пределу текучести) 480 МПа минимальные радиусы изгибов будут следующими:
| Наружный диаметр КГТ, мм .........
|
19,1
|
25,4
|
31,8
|
38,1
|
44,5
|
| Радиус изгиба (минимальный), м
|
3,97
|
5,49
|
6,71
|
8,24
|
9,46
|
| Наружный диаметр КГТ, мм .........
|
50,8
|
60,3
|
89
|
114
|
| Радиус изгиба (минимальный), м
|
10,98
|
12,81
|
19,2
|
24,6
|
Из описания конструкций агрегатов и их основных узлов, очевидно, следует, что при существующих габаритах установок и реальных размерах деталей и узлов тракта, по которому проходит гибкая труба, радиусы ее изгиба намного меньше приведенных выше, и поэтому, возникновение пластических деформаций неизбежно. С учетом этого и будем рассматривать вопросы прочности гибкой трубы согласно теории пластичности, поскольку напряжения, действующие в опасном сечении, превышают предел пропорциональности.
Процесс работы материала КГТ в течение всего срока службы изделия можно охарактеризовать с помощью графиков, приведенных на рис. 18.
Рис. 18. Диаграммы деформирования материала КГТ в процессе их эксплуатации:
а – видоизменение диаграммы растяжения материала в процессе эксплуатации трубы; 1 – исходная диаграмма; 2 – 4 – диаграммы, соответствующие различным стадиям накопления усталости материалом трубы; 5 – диаграмма, отражающая момент разрушения трубы; sв1
– sв4
– пределы прочности материала трубы, соответствующие различным стадиям; sв
max
– предел прочности материала трубы, отражающий момент ее разрушения; Ds – разность между пределами прочности и текучести; sп
– предел пропорциональности материала трубы; eф
– максимальная величина деформаций, имеющая место при разрушении трубы; б – напряженное состояние материала трубы в зонах пластического деформирования при ее разматывании и наматывании на барабан; в – то же, в опасном сечении в точке подвеса трубы; нормальные напряжения: st
– тангенциальные, обусловленные давлением технологической жидкости в трубах, sz
– осевые, обусловленные осевой нагрузкой на трубу и внутренним давлением; t – касательные напряжения, возникающие в результате реактивного крутящего момента при работе забойного двигателя
В начале эксплуатации трубы прочностные и деформационные свойства материала соответствуют кривой 1
, представляющей по существу диаграмму идеально пластичного материала. При этом напряжения, возникающие при пластическом деформировании трубы в период ее взаимодействия с барабаном, определяются чисто геометрическими параметрами
sи
= Ed
тр
/D
б
.
Этой деформации соответствуют напряжения sа
в точке а
, которые можно считать равными пределу текучести материала новой трубы sт0
. При действии внутреннего давления технологической жидкости и продольного усилия натяжения трубы в продольных и поперечных сечениях возникают следующие нормальные напряжения:
меридиональные sm
= p
ж
D
б
/4dтр
;
тангенциальные st
= p
ж
D
б
/2dтр
;
продольные sп
= P
пр
/F
тр
;
радиальные sr
= –p
ж
,
где F
тр
– площадь поперечного сечения трубы; Р
пр
– усилие, растягивающее трубу.
Величиной последних можно пренебречь, так как они на порядок меньше других напряжений. Таким образом, напряженное состояние труб будем считать плоским.
Указанные напряжения действуют на главных площадках, совпадающих с продольным и поперечным сечениями трубы, так как касательные напряжения здесь отсутствуют.
Для расчетов на прочность при сложном напряженном состоянии трубы, изготовленной из пластичного материала, наилучшим образом подходит энергетическая теория Хубера–Мизеса. Сущность этой теории заключается в том, что в качестве критерия прочности материала, находящегося в сложном напряженном состоянии, может быть принята величина накопленной удельной энергии деформации изменения формы. В технической литературе эта теория иногда называется четвертой. Эквивалентные напряжения sэкв
в данном случае определяются, исходя из величин главных напряжений s1,
s2
, s3
, следующим образом:
sэкв
= {0,5[(s1
– s2
)2
+ (s2
– s3
)2
+ (s3
– s1
)2
]}1/2
.
Эту теорию для прочностных расчетов в основном используют специалисты американских и канадских фирм, производящих гибкие трубы.
С учетом положений теории пластичности определим величину эквивалентных напряжений, используя эту теорию как наиболее удобную для описания процессов образования пластических деформаций,
sэкв
= 2–1/2
[(s1
– s2
)2
+ (s2
– s3
)2
+ (s3
– s1
)2
]1/2
.
Здесь
s1
= sи
+ st
+ sп
= Ed
тр
/D
б
+ p
ж
D
б
/2dтр
+ P
пр
/F
тр
;
s2
= sm
= p
ж
D
б
/4dтр
;
s3
= 0.
При этом абсолютный запас прочности, выраженный в напряжениях, а не в коэффициенте запаса прочности по ее пределу, может быть определен как
Ds1
= sв1
– sэкв
.
Процесс образования трещин в материалах трубы начинается в том случае, если Ds приближается к нулю.
Для гибкой трубы в начальный период эксплуатации значение Ds1
достаточно велико, и действие внутреннего давления технологической жидкости не приводит к образованию трещин.
По мере эксплуатации гибкой трубы она подвергается циклическим нагружениям и происходит наклеп на межкристаллическом уровне. При этом увеличиваются твердость и соответственно прочностные показатели. В процессе накопления наклепа пластические свойства материала ухудшаются, протяженность площадки текучести сокращается, а значение вторичного модуля упругости увеличивается. Этот процесс хорошо отражается на графике функции, положение которого изменяется от горизонтального к наклонному. На рис. 18 приведено семейство линий (1 – 5), соответствующих разным стадиям нагружения гибкой трубы и соответственно разным степеням эффекта наклепа.
Процесс упрочнения материала сопровождается перемещением точки а
по вертикали, абсцисса которой eф
соответствует величине деформаций при изгибе трубы во время наматывания ее на барабан. При этом величина Dsi
= sвi
– sэкв
все время уменьшается. Это обусловлено тем, что в процессе охрупчивания sвi
растет медленнее, чем sт
. В конце концов наступает момент, когда нормальные напряжения, возникающие при пластическом деформировании трубы с образованием деформаций eф
, становятся равными или близкими к пределу прочности sвi
. При этом наличие даже незначительного давления в трубах приводит к образованию микротрещин, которые постепенно распространяются в глубь стенки трубы. Эти трещины, по нашему мнению, должны располагаться в ее поперечной плоскости, совпадающей с площадками, на которых действуют максимальные главные напряжения.
Из сказанного следует, что недопустимо использовать плашки транспортеров с насечкой, поскольку последняя провоцирует образование микротрещин на поверхности гибкой трубы.
Для количественной оценки числа циклов, выдерживаемых гибкой трубой при ее пластическом деформировании и действии внутреннего давления, необходимо знать закономерности изменения прочностных характеристик материала в зависимости от числа циклов нагружения. Подобных данных в обобщенном виде в настоящее время не существует.
Если такие зависимости будут получены, то их можно использовать в практических расчетах для оценки максимального давления жидкости, которое должно быть обеспечено для новой трубы, прочностные показатели которой известны.
Описанный механизм разрушения гибкой трубы в процессе ее эксплуатации достаточно хорошо согласуется с данными американских и канадских фирм .
Считают, что основными факторами, определяющими долговечность трубы, являются радиус ее изгиба и давление технологической жидкости. Причем последнее в определенном диапазоне значений играет решающую роль.
Например, в результате экспериментальных исследований, выполненных специалистами фирмы "Southwestern Pipe Inc.", при испытаниях трубы с наружным диаметром 31,8 мм и толщиной стенки 2,2 мм, изготовленной из стали с пределом текучести 480 МПа, и циклическом изгибе по радиусу 1,83 м получены следующие данные. При давлении жидкости в трубе 17,2 МПа разрушение произошло через 500 двойных циклов нагружения (согнуть-разогнуть) при увеличении наружного диаметра до 33 мм, а при давлении 34,5 МПа – через 150 двойных циклов при увеличении диаметра до 35 мм.
При реальной работе агрегата на скважине число спусков-подъемов трубы в таких условиях в 3 раза меньше.
| 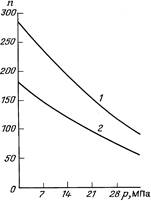
|
Рис. 19. Влияние внутреннего давления технологической жидкости на долговечность гибкой трубы:
1 – число циклов изгиба труб; 2 – число выполненных спусков-подъемов колонны
|
Результаты испытаний, проведенных специалистами фирмы "Bowen Tools, Inc.", следующие (рис. 19): при отсутствии давления трубы, изготовленные из материала с пределом упругости 70 МПа, выдерживают 200 циклов нагружения, а при внутреннем давлении 35 МПа в тех же условиях – 40 циклов. Кроме того, существенное влияние на долговечность оказывает толщина стенки трубы, что подтверждается материалами фирмы "Bowen Tools, Inc.", специалисты которой ввели единицу нагружения колонны труб – один цикл давления [Pressure Cecle Unit (PCU)], являющуюся величиной, эквивалентной одному полному циклу спуска и подъема колонны при внутреннем давлении 14 МПа.
В процессе работы трубы происходит накопление усталости, причем в пределах одной колонны эта величина распределена неравномерно.
Специалисты различных фирм приводят различные описания картины разрушения гибкой трубы. Так, на фирме "Bowen Tools, Inc." считают, что местом, где начинается разрушение, является внутренняя (или нижняя) сторона трубы. В этой зоне напряжения, вызванные пластической деформацией, имеют отрицательное значение.
Специалисты всех организаций, эксплуатирующих установки, сходятся во мнении, что характер разрушения трубы при ее правильной эксплуатации – усталостный. Механизм разрушения трубы состоит из следующих этапов:
а) образования микротрещин;
б) дальнейшего роста одной из них до макроразмеров;
в) "внезапного" обрыва трубы.
Образование микротрещин провоцируется местными неоднородностями материала, из которого изготовлена труба, или сварного шва.
Существуют и иные версии механизма разрушения трубы, которые, впрочем, не объясняют появления исходной микротрещины. Так, специалисты фирмы "Bowen Tools, Inc." считают, что основным является гидроклиновый эффект, который заключается в том, что при открывании трещина заполняется технологической жидкостью. При взаимодействии с криволинейной направляющей и барабаном жидкость, попавшая в трещину, запирается в объеме металла и при сжатии действует подобно клину, раскалывая трубу. Эту же теорию подтверждают и другие исследователи . При этом, однако, не ясно, как возникает исходная микротрещина.
Графики, характеризующие наработку гибкой трубы с наружным диаметром 25 мм и толщиной стенки 2,2 мм в зависимости от величины внутреннего давления, приведены на рис.19.
По данным Э. Дж. Уолкер , развитие трещин начинается на поверхности трубы, их направление перпендикулярно образующим трубы. Большинство трещин возникает в результате поверхностных дефектов трубы. В продольном направлении по сварному шву их наличия не обнаружено. По результатам испытаний при давлениях порядка 7 МПа колонна диаметром 45,3 мм выдерживает 157 циклов спуска-подъема, а при давлении 17,2 МПа – только 17.
Сложность аналитического расчета гибких труб на прочность усугубляется еще и плохо предсказуемым их поведением в скважине. Так, в результате малой жесткости труб и наличия сжимающих нагрузок, обусловленных силами трения и реактивными силами, возникающими при работе инструмента, возникает продольный изгиб колонны. Из-за того, что потеря устойчивости происходит в стесненном объеме скважины (при первой критической нагрузке по Эйлеру), на первом этапе геометрическая форма оси трубы изменяется от прямолинейной либо изогнутой с большим радиусом кривизны, до синусоидальной. Если продольная сжимающая сила становится больше значения первой критической нагрузки, ось трубы принимает винтовую форму.
В последнем случае резко возрастают усилия трения гибкой трубы о стенки канала, в котором она располагается. При достижении определенного предела продольной нагрузки перемещение колонны гибких труб становится невозможным. Этот процесс сопровождается ростом сжимающих напряжений.
При дальнейшем увеличении силы происходит разрушение колонны. Радикальным способом для исключения подобного явления, особенно в горизонтальных скважинах, служит использование инструмента, в котором рабочие усилия создаются с помощью гидравлических методов, а также гидравлического способа проталкивания трубы в скважину.
4.5. Пути повышения надежности
колонны гибких труб
Повышение долговечности колонны гибких труб обеспечивается двумя путями – улучшением качества их производства и грамотной эксплуатацией при проведении работ.
Под грамотной эксплуатацией КГТ подразумевается ведение учета режимов эксплуатации отдельных участков колонны, в частности фиксирование в документах числа циклов "разматывание-наматывание" для каждого интервала колонны. В наилучшем случае предполагается также регистрировать значения внутреннего давления, при котором была осуществлена наработка этого числа циклов. Когда последний показатель не удается отследить с достаточной точностью, считают, что давление жидкости было максимальным.
Весь комплекс этих мероприятий наиболее целесообразно осуществлять с использованием ЭВМ.
Периодически необходимо обрабатывать полученные данные, определяя наиболее опасные участки. Их следует удалять, если нужно вставлять новый кусок трубы.
Поскольку основными факторами, влияющими на долговечность колонны труб, являются величина давления жидкости и число спусков-подъемов, то при проведении операций, во время которых необходимо периодически перемещать колонну в пределах обрабатываемого интервала, целесообразно перед спуском или подъемом труб снизить давление в них до минимально возможного. Уменьшение давления до 7 МПа, как уже отмечалось, приводит к существенному увеличению долговечности колонны.
Особое внимание следует уделять сохранению качества поверхности трубы. Как показывают опыты, поверхностные дефекты в виде рисок или раковин коррозии являются центрами образования усталостных трещин. Отсюда следует, что плашки транспортера нужно использовать с гладкой рабочей поверхностью, не имеющей насечки.
Для сохранения внутренней поверхности труб необходимо после проведения кислотных обработок выполнять нейтрализацию раствора с последующей промывкой водой, тщательно удалять с помощью продувки воздухом или вытеснения нейтральной жидкостью остатки технологической жидкости, имеющиеся в колонне труб после ее наматывания на барабан.
4.6. Характеристики гибких труб
В настоящее время фирмами США и Канады освоен выпуск колонн гибких труб со следующими характеристиками:
| Наружный диаметр, мм
|
22,2
|
25,4
|
31,8
|
38,1
|
| Толщина стенки, мм
|
2,2
|
1,7–2,8
|
1,9–4
|
2,4–4
|
| Масса 1 м, кг
|
1,09
|
1,02–1,54
|
1,4–2,73
|
2,12–33,3
|
| Допустимое растягивающее усилие, кН
|
65,5
|
58,8–92,8
|
83,4–162,5
|
127,7–199,3
|
| Испытательное давление, МПа
|
73,2
|
48,6–74,9
|
43,9–91,4
|
46,8–76,2
|
| Наружный диаметр, мм
|
44,5
|
50,8
|
60,3
|
| Толщина стенки, мм
|
2,8–4
|
2,8–4
|
3,2–4
|
| Масса 1 м, кг
|
2,84–3,95
|
3,2–4,6
|
4,5–5,5
|
| Допустимое растягивающее усилие, кН
|
170,5–236,2
|
19,6–27,3
|
26,5–32,8
|
| Испытательное давление, МПа
|
45,9–65,3
|
40,2–57,1
|
38,4–48,1
|
Специалисты отечественной фирмы АО "Филит" (Москва) отработали технологию производства гибких труб из стали 08Х18Н10Т (ГОСТ 5632-72):
| Геометрические параметры:
|
| наружный диаметр, мм
|
33 +0,5
|
| толщина стенки, мм
|
2,5 +0,25
|
| длина в бухте, м
|
1800
|
| Прочностные и деформационные характеристики:
|
| предел прочности, МПа, не менее
|
656
|
| предел текучести, МПа, не менее
|
500
|
| удлинение, %, не менее
|
33,9
|
| разрушающая нагрузка образца с кольцевым швом без внутреннего давления, кН, не менее
|
155
|
| рабочее внутреннее давление, МПа
|
31,5
|
АО "Уральский научно-исследовательский институт трубной промышленности" ("УралНИТИ") совместно с ООО "ЛУКОЙЛ" разработали и освоили технологию изготовления сварных длинномерных труб в бунтах (ТУ 14-3-1470-86) со следующими характеристиками:
| Марка стали
|
10
|
20
|
Ст. 2
|
08Г20Ф
|
08Г20Ф6
|
10ГМФ
|
| Предел текучести,
МПа
|
210
|
250
|
220
|
400
|
420
|
400
|
| Предел прочности,
МПа
|
340
|
420
|
330
|
550
|
570
|
550
|
| Относительное удлинение, %
|
31
|
21
|
24
|
22
|
22
|
22
|
Трубы, изготавливаемые из стали 20 и 10ГМФ, имеют следующие параметры:
| Диаметр трубы, мм:
|
| условный
|
20
|
25
|
26
|
33
|
| наружный
|
20
|
25
|
26,8
|
33,5
|
| Толщина стенки, мм
|
2; 2,5; 2,8
|
2,5; 3
|
2,8; 3,2
|
2,8; 3,2
|
| Испытательное давление, МПа, для минимальной толщины стенки при марках стали:
|
| 20
|
56
|
56
|
60
|
45
|
| 10ГМФ
|
90
|
90
|
95
|
83
|
| Диаметр трубы, мм:
|
| условный
|
42
|
48
|
60
|
73
|
| наружный
|
42,3
|
48
|
60
|
73
|
| Толщина стенки, мм
|
3,2
|
3; 3,5
|
3,5; 4
|
3,5; 4
|
| Испытательное давление, МПа, для минимальной толщины стенки при марках стали:
|
| 20
|
40
|
32
|
30
|
24
|
| 10ГМФ
|
64
|
53
|
48
|
38
|
Одной из основных задач, стоящих перед отечественными производителями труб, является увеличение их долговечности при малоциклическом нагружении с образованием пластических деформаций.
5. Буровые работы с использованием колонны
гибких труб
5.1. Особенности проведения
буровых работ
Колонны гибких труб при бурении применяют для:
а) бурения новых неглубоких скважин до 1800 м с диаметром ствола до 216 мм;
б) забуривания второго или нескольких стволов, которые могут быть вертикальными. Однако наибольший эффект достигается при бурении наклонно-направленных и горизонтальных отводов от основного ствола. Колонна гибких труб обеспечивает набор кривизны до 10°/10 м. Проходимость с помощью КГТ горизонтальных участков в 1993 – 1995 гг. превышала 300 м при диаметре колонны 50,8 мм, а к настоящему времени она увеличена до 500 – 600 м при диаметрах 60,3 и 73 мм и в перспективе будет доведена до 1000 м;
в) повторного вскрытия пластов при углублении скважины;
г) бурения части ствола скважины с обеспечением режима депрессии на забое.
Все указанные операции можно выполнять без глушения скважины, через ствол которой ведутся работы, даже в режиме депрессии на забое. Достигается это при минимальном ухудшении коллекторских свойств продуктивного пласта. Причем вскрытие последнего и бурение в нем скважины совместимы с процессом добычи. Это позволяет исключать проведение каких-либо работ по вызову притока и освоение скважины. Отсутствие необходимости в выполнении этих операций повышает эффективность работ не только в инженерном, но и в экономическом плане.
В процессе бурения пластов с высокой проницаемостью и низким пластовым давлением уменьшается количество случаев поглощения промывочной жидкости, потерь циркуляции и проявления других особенностей, поскольку процесс бурения с использованием КГТ ведется при минимально возможном давлении.
Промышленное применение гибких труб в бурении началось в 90-е годы. Если в 1991 г. в США было пробурено всего 3 скважины, то к 1994 – уже 150, а к настоящему времени их общее число приблизилось к 200. В Канаде за этот же период было пробурено 39 скважин.
Буровое оборудование, использующее КГТ, достаточно компактно, буровая вышка в большинстве случаев отсутствует. По существу, агрегаты, входящие в комплекс оборудования для бурения, представляют собой масштабно увеличенные агрегаты, применяемые для подземного ремонта. Кроме того, в комплекс входят передвижные установки, обеспечивающие подготовку и очистку бурового раствора. В качестве промывочной можно использовать жидкость на углеводородной основе, в простейшем случае отфильтрованную и отсепарированную нефть. В связи с этим снижаются расходы на приготовление и очистку бурового раствора. Кроме того, отпадают проблемы, связанные с утилизацией отработанного раствора. Для размещения комплекса достаточно иметь площадь в 800 м2
, вместо 1500 м2
для малогабаритных буровых установок традиционной конструкции.
Помимо этого, при применении КГТ экономится время за счет ускорения процесса спуска и подъема колонны для смены долота.
Аварийные ситуации при наращивании труб во время проходки скважины не возникают, поскольку эти операции отсутствуют. Снижению опасности проведения всех буровых работ способствует непрерывный контроль за процессом бурения как на поверхности, так и непосредственно на забое с помощью специального оборудования.
Так же как и при проведении подземного ремонта скважин, применение КГТ сокращает случаи травматизма и обеспечивает выполнение жестких требований по охране окружающей среды.
Для специализированных буровых работ используют гибкие трубы с наружным диаметром не менее 60,3 мм. Хотя достаточно широко применяют и трубы с наружным диаметром 38,1, 44,5, 50,8 мм. Оптимальными диаметрами труб являются 89 и 114 мм.
Вращение породоразрушающего инструмента обеспечивается забойным двигателем, который установлен на гибкой трубе и имеет свои особенности, обусловленные малой жесткостью КГТ при работе на кручение, изгиб и сжатие. Кроме того, при использовании колонны гибких труб отсутствует возможность применения утяжеленных бурильных труб. Это накладывает ограничения и на выбор оборудования, и на режимы бурения из-за:
а) малой нагрузки на породоразрушающий инструмент;
б) незначительного крутящего момента, который должен развивать двигатель;
в) высоких оборотов двигателя, так как в противном случае мощность, подводимая к породоразрушающему инструменту, будет низкой.
Сказанное выше указывает на недостатки при использовании КГТ в бурении. К ним относятся более низкая скорость проводки, необходимость уменьшения диаметров скважин, незначительные сроки службы и долот, и забойных двигателей малого диаметра. Однако эти отрицательные моменты при проведении дополнительных работ можно либо полностью, либо в достаточной степени устранить.
Важно иметь в виду, что экономический эффект от использования КГТ в бурении весьма высок. Например, стоимость бурения одной горизонтальной скважины на Аляске при бурении обычными установками составляет 2200 тыс. дол., а при использовании в аналогичных условиях установки с КГТ – 500 тыс. дол.
Перечисленные ограничения обусловливают и выбор режимов работы, например, использование забойного двигателя большой мощности может привести к скручиванию колонны гибких труб, при этом ее угловые деформации могут достигать 6 – 7 полных оборотов нижнего сечения относительно верхнего на каждые 1000 м длины. При уменьшении нагрузки на долото, например, при подъеме труб, бывают случаи самопроизвольного раскручивания колонны в противоположную сторону, что вызывает самоотворот резьбового соединения забойного двигателя.
В зависимости от применяемого диаметра КГТ и класса буровой установки забойное оборудование может быть достаточно простым и содержать соединительную муфту, стабилизатор, забойный двигатель и породоразрушающий инструмент. Подобный комплект инструментов используют при трубах диаметром 33 – 55 мм. При применении труб с диаметром 60,3 мм и выше в компоновку входят соединительная муфта, обеспечивающая переход от КГТ к забойной установке, направляющий инструмент (в виде одной трубы с увеличенной толщиной стенки), предохранительный разъединитель, немагнитный переводник, измерительный прибор с источником гамма-излучения, немагнитная утяжеленная бурильная труба (УБТ), буровой забойный двигатель объемного типа с регулируемым отклонителем и долото.
При работе с КГТ обязательным элементом внутрискважинной компоновки является стабилизатор. Он воспринимает часть радиальных усилий, возникающих в процессе работы, позволяет уменьшать амплитуду колебаний и в итоге снижает величины циклических напряжений, действующих на участке гибкой трубы, расположенной непосредственно над двигателем.
Для исключения аварийного усталостного разрушения трубы периодически следует отрезать ее участок в нижней части, так как здесь материал устает в наибольшей степени.
5.2. Оборудование, применяемое для бурения
Породоразрушающий инструмент
Выбор долота при бурении с использованием гибких труб обусловлен режимом работы забойного двигателя – малая осевая нагрузка и большая частота вращения. В этом случае шарошечные долота малоэффективны и поэтому не применяются, тем более что срок их службы в подобном режиме работы чрезвычайно низок.
Для разбуривания цемента и породы лучше всего подходят долота истирающего типа, армированные алмазами или вставками из карбида вольфрама. К основным характеристикам долота относятся его марка, диаметр, перепад давления на нем.
Забойный двигатель
При выполнении буровых работ и удалении пробок применяют забойные двигатели двух типов – объемного и динамического действия. К первым относятся винтовые и аксиально-поршневые двигатели, ко вторым – турбобуры. Наиболее целесообразно использовать забойные двигатели объемного действия, а из них предпочтительнее винтовые, поскольку последние обладают более приемлемой характеристикой для условий работы с КГТ. Кроме того, для их привода необходим меньший расход технологической жидкости, что важно, как будет показано ниже, для обеспечения прочности колонны.
Характеристики наиболее типичных забойных двигателей приведены ниже:
| Марка двигателя
|
Д-42
|
Д-48
|
Д1-54
|
ДГ-60
|
Д-85
|
| Диаметр наружный, мм
|
42
|
48
|
54
|
60
|
85
|
| Диаметр долот, мм
|
59
|
59–76
|
59–76
|
76–98,4
|
98,4–120,6
|
| Расход рабочей жидкости, л/с
|
0,3–0,5
|
1,2–2,6
|
1–2,5
|
1–2
|
4,8
|
| Перепад давления на двигателе, МПа
|
2–4
|
4–5
|
4,5–5,5
|
4,5–5,5
|
5,5
|
5.3. Буровые установки
В настоящее время применяют два типа буровых установок – снабженные вышкой и без нее.
Буровая установка фирмы "Canadian Francmaster Ltd." состоит из четырех блоков – пульта управления, расположенного на отдельной транспортной базе, блока с барабаном гибкой трубы, смонтированного на трейлере, блока, включающего основание, транспортер и П-образную мачту, блока мостков, размещенных на отдельном трейлере.
По существу буровая установка с использованием КГТ аналогична агрегату, предназначенному для работы с КГТ малых диаметров. Однако в данном случае увеличение массы комплектующего оборудования, габаритов, усилий, действующих в процессе функционирования установки, приводит к ее разрастанию. В результате весь комплект перевозят на четырех транспортных единицах. Сюда не входят блок для приготовления бурового раствора, насосные агрегаты для последнего и закачки азота, а также емкость для его хранения.
Рассматриваемое оборудование имеет следующие конструктивные особенности.
Колонна гибких труб снабжена каротажным кабелем и двумя трубопроводами малого диаметра для подачи жидкости гидропривода к забойному оборудованию.
Последнее включает управляемый с поверхности отклонитель долота, обеспечивающий оперативный выбор направления бурения. Кроме того, в забойном оборудовании размещается блок ориентации, позволяющий определять фактическое направление бурения скважины и передавать соответствующую информацию на пульт управления. Оно содержит также комплект датчиков, регистрирующих и передающих в виде электрических сигналов на пульт управления информацию о величине забойного давления, результатах гамма-каротажа, расходе жидкости, текущей по внутренней полости КГТ и кольцевому пространству. С помощью кабельной телеметрии осуществляется передача всех сведений в режиме реального времени на пульт управления.
Пульт управления оборудован комплексом обычных приборов, регистрирующих режим бурения, закачки жидкости и протекания всех других процессов, а также бортовой ЭВМ, в которую закладывают программу бурения. При выполнении работ ведут непрерывный контроль за положением долота, направлением проводки скважины, физическими свойствами разбуриваемой породы, изменением расходов бурового раствора и жидкости, поступающей из пласта. Все эти данные отражаются на экране дисплея оператора. Режим работы бурового агрегата, в частности, направление бурения ствола скважины могут задаваться оперативно, например, с помощью "мыши" ЭВМ.
Все это создает эффект присутствия оператора в скважине и представления им места в разбуриваемом пространстве пласта. Постоянно поступающая информация о состоянии окружающей среды позволяет принимать достаточно быстро обоснованные решения по управлению процессом бурения. Создание подобного оборудования по важности решаемых проблем и уровню их решения превосходит некоторые космические программы, реализованные к настоящему времени.
Буровой агрегат подобной конструкции позволяет работать с КГТ диаметром 60,3 или 73 мм. Грузоподъемность мачты с талевой системой – 680 кН.
Использование подобной буровой предполагается после проводки вертикального участка скважины с использованием традиционных технологий. Его бурят на глубину, практически достигающую кровли пласта, без вскрытия последнего. Затем выполняют весь комплекс работ по обсаживанию, цементированию, оборудованию устья скважины колонной головкой. Диаметр эксплуатационной колонны составляет 144 – 168 мм.
Для вскрытия пласта наклонными ответвлениями или горизонтально расположенными стволами на устье пробуренной скважины монтируют описываемый буровой агрегат. На трубной головке закрепляют блок превенторов, содержащий (снизу вверх) секцию с глухими срезающими плашками, секцию с фланцами для подвода жидкости глушения, секцию с трубными плашками, секцию с удерживающими плашками, универсальный превентор с эластичным уплотняющим элементом, лубрикатор и уплотнитель КГТ. Эта сборка имеет высоту порядка 6 м.
На блоке превенторов монтируют транспортер, конструкция которого содержит два ряда цепей с плашками, захватывающими трубу. Над ней располагают отклонитель.
Помимо описанной буровой установки существуют более компактные, предназначенные для работы с меньшими диаметрами труб. Их характерной особенностью является отсутствие мачты. Все оборудование таких установок размещается на одной транспортной единице (кроме блока подготовки и обработки бурового раствора). Основным отличием этих установок от агрегатов, предназначенных для проведения подземного ремонта, является более высокая установка транспортера, обусловленная необходимостью наличия шлюза достаточно большой длины, обеспечивающего спуск в скважину инструментов, входящих в состав буровой головки. Это, в свою очередь, требует грузоподъемного устройства, удерживающего транспортер во время работы с большей высотой подъема.
5.4. Особенности расчета параметров
колонны гибких труб при бурении
Основными параметрами насосной установки агрегата являются развиваемое давление перекачиваемой технологической жидкости р
max
и ее подача Q
max
.
Алгоритм расчета этих параметров следующий.
1. определяют необходимую подачу технологической жидкости. Эту величину принимают в соответствии с маркой используемого забойного двигателя;
2. выбирают технологическую жидкость, с использованием которой будут осуществлять работы. При разрушении пробки в стволе скважины в качестве технологической жидкости можно использовать воду с необходимыми добавками. При бурении горизонтального участка скважины, и особенно в зоне продуктивного пласта, желательно применять технологическую жидкость на углеводородной основе, обычно для этого служит очищенная нефть;
3. определяют схему внутрискважинного оборудования, в соответствии с которой выполняют расчет гидродинамических потерь при прокачивании технологической жидкости по каналам в скважине. Эти потери складываются из следующих составляющих:
Dр
г.т
– гидродинамических потерь при прокачивании технологической жидкости по колонне гибких труб. Так как колонны независимо от глубины бурения характеризуются постоянной длиной, то для каждого режима эта величина имеет определенное значение;
Dр
вр
– гидродинамических потерь восходящего потока технологической жидкости в вертикальном участке скважины – кольцевом пространстве между колонной гибких труб и эксплуатационной колонной;
Dр
нк
– гидродинамические потери восходящего потока технологической жидкости в наклонном участке скважины – кольцевом пространстве между стенками пробуренного участка скважины и эксплуатационной колонной;
Dр
дв
– перепада давления на забойном двигателе при проводке скважины;
Dр
дл
– перепада давления на породоразрушающем инструменте (гидромониторные насадки долота и т.д.);
Dр
мф
– гидродинамических потерь в манифольде насосного агрегата (линии приема отработанной технологической жидкости, всасывающие и нагнетательные трубопроводы насосов). Обычно эти потери составляют весьма малую долю в общем балансе и в практических расчетах ими можно пренебречь.
4. Определяют давление, необходимое для ведения данного технологического процесса. Его величина
где Dрi
– гидродинамические потери и перепады давления, имеющие место в данном конкретном технологическом процессе. Например, при проведении буровых работ потери будут складываться из всех составляющих, перечисленных выше. При разрушении пробки в эксплуатационной колонне величина Dр
нк
будет равна нулю.
Расчет гидродинамических потерь на каждом участке однотипен.
Величины перепадов давлений на забойном двигателе выбираются согласно характеристикам долот и двигателей.
5. Выполняют проверочный прочностной расчет колонны гибких труб для верхнего опасного сечения. При этом должны быть учтены напряжения от собственного веса труб, спущенных в скважину, напряжения, вызванные действием расчетного давления технологической жидкости, и касательные напряжения, обусловленные реактивным моментом, возникающим при работе забойного двигателя.
Нормальные напряжения от собственного веса труб (без учета действия Архимедовой силы, что идет в запас прочности колонны)
sв
= gтр
L
тр
,
где gтр
– удельный вес материала колонны гибких труб; L
тр
– длина гибкой трубы, спущенной в скважину.
Напряжения, обусловленные давлением технологической жидкости,
тангенциальные
st
= р
ж
R
/dтр
,
меридиональные
sm
= р
ж
R
/2dтр
,
где р
ж
– давление технологической жидкости; R
= (d
тр.н
+d
тр.в
)/2 – радиус срединной поверхности трубы; dтр
= (d
тр.н
– d
тр.в
)/2 – толщина стенки трубы.
Касательные напряжения, обусловленные реактивным моментом,
t = M
кр
/W
r
,
где M
кр
– крутящий момент; W
r
= 2pdтр
R
– полярный момент сопротивления поперечного сечения трубы.
Главные напряжения определяются по следующим формулам:
s1
= 0,5[sa
+ sb
+ ((sa
+ sb
)2
+ 4t2
)1/2
];
s2
= 0,5[sa
+ sb
– ((sa
+ sb
)2
+ 4t2
)1/2
];
s3
= –р
ж
.
В этих выражениях
sa
= sm
+ sв
;
sb
= st
.
6. Проверяют КГТ на соответствие условию прочности по третьей или четвертой теориям прочности. При этом определяют эквивалентное напряжение в опасном сечении
sэкв3
= s1
– s3
;
sэкв4
= (0,5)1/2
[(s1
– s2
)2
+ (s2
– s3
)2
+ (s3
– s1
)2
]1/2
.
Если при расчетах по четвертой теории прочности пренебречь величиной р
ж
и считать напряженное состояние плоским, то последняя формула приобретает более простой вид
sэкв4
= (s1
2
+ s2
2
– s1
s2
)1/2
.
Эквивалентные напряжения, получаемые с использованием третьей теории прочности, обычно имеют большее значение. Для получения достаточно надежных результатов лучше всего вычисления проводить по обеим теориям.
Условие прочности будет соблюдено в том случае, если выполняется неравенство
sэкв
£ sт
/n
,
где n
– коэффициент запаса прочности.
Наибольшую сложность при проведении расчетов на прочность для гибкой трубы представляет определение реального значения предела текучести и коэффициента ее запаса. Учитывая то, что в процессе наматывания и разматывания трубы на барабане напряжения достигают предела текучести, коэффициент запаса прочности можно принимать близким к единице – 1,05 – 1,1.
Более сложным представляется определение предела текучести, величина которого в процессе эксплуатации трубы изменяется вследствие старения материала и его охрупчивания. Для работы с новой трубой могут быть приняты паспортные значения, взятые из сертификата на материал трубы.
В том случае, если материал трубы не удовлетворяет условию прочности, следует уменьшить рабочее давление до приемлемого уровня. Практически при проведении бурения можно варьировать только этой величиной. Снижение давления может быть обеспечено либо за счет уменьшения подачи технологической жидкости, либо замены забойного двигателя на модель, требующую меньшего расхода последней и, следовательно, предопределяющей меньшие гидродинамические потери, либо использования колонны гибких труб большего диаметра. Последний вариант чреват возникновением организационных проблем, поскольку требует переналадки агрегата – установки барабана с большим диаметром гибких труб и смены рабочего диаметра труб инжектора.
Для вновь принятого варианта диаметров труб, давлений и подач технологической жидкости должны быть повторно проведены все расчеты.
5.5. Особенности работы колонны
гибких труб
В процессе бурения часть колонны гибких труб находится под действием осевой сжимающей нагрузки. Последняя определяется силами трения, действующими в направлении, противоположном перемещению колонны, т.е. снизу вверх, а также реактивным усилием, вызванным взаимодействием долота с материалом разрушаемой пробки или породы. В результате, как и при бурении скважины с использованием традиционной технологии, нижняя часть колонны находится в сжатом состоянии. Отличие заключается в том, что сечение с нулевой осевой нагрузкой при использовании гибких труб располагается выше по сравнению с традиционной технологией, поскольку в рассматриваемом случае не используют утяжеленные бурильные трубы.
Отсутствие последних сказывается и на том, что достаточно большая часть колонны гибких труб теряет устойчивость под действием сжимающей нагрузки и принимает спиралевидную форму. При этом увеличиваются силы трения трубы о стенки скважины или внутреннюю поверхность эксплуатационной колонны и соответственно возрастают усилия, необходимые для перемещения трубы по направлению к забою, т.е. процесс идет лавинообразно.
Для уменьшения эффекта потери устойчивости КГТ разрабатывают новые устройства и на их базе новые технологии ведения работ. Например, для перемещения колонны в горизонтальном участке скважины используют эффект ее "закачки". В ряде случаев в начале горизонтального участка устанавливают втулку с заплечиками, на которые опираются специальные внутрискважинные движители.
СПИСОК ЛИТЕРАТУРЫ
1.Молчанов А.Г., Вайншток С.М., Некрасов В.И., Чернобровкин В.И. Подземный ремонт и бурение скважин с применением гибких труб-224с.
2. Молчанов А.Г. К вопросу определения потребности в нефтегазопромысловом оборудовании // Нефть и капитал. – 1998. – № 12. – С. 62–67.
3. Орлов П.И. Основы конструирования. – М.: Машиностроение, 1977. – 623 с. – Т. 1
4. Нефтепромысловое оборудование: Справочник / Под ред. Е.И. Бухаленко. – 2-е изд. – М.: Недра, 1990. – 559 с.
|