Содержание
Нормативные ссылки. 2
Определения. 3
Обозначения и сокращения. 4
Введение. 5
1. Автоматизация дозирования из расходных бункеров цемента. 7
Автоматические весовые дозаторы цикличного действия. 10
Выключатели путевые серии ВПУ-011. 13
Автоматическое регулирование. 15
Дистанционное управление. 16
Сигнализация и сигнальные устройства. 19
2. Расчет силового привода. 23
Выбор электродвигателя. 24
Срок службы приводного устройства. 24
Заключение. 25
Список литературы.. 26
1. Цементы. Общие технологические условия. 30515-85.
2. Портландцементы и шлакопортландцементы. Технологические условия. 10178-85.
3. Цементы глиноземистые и высокоглиноземистые. Технологические
условия. 969-91.
4. Цемент глиноземистый расширяющийся. 11052-74.
5. Цементы сульфатостойкие. Технологические условия. 22266-94.
6. Цементы для строительных растворов. Технологические условия. 24640-91.
7. ГОСТ 21807-76: «Бункеры (бадьи) переносные вместимостью до 2 м³»;
8. ГОСТ 10223-97 «Дозаторы весовые дискретного действия»;
Определения
1. Автомат
- устройство, которое по заданной программе без участия человека выполняет операции производственного цикла по получению, передаче, преобразованию и использовании энергии материала, информацию и нуждается лишь в контроле и наладке человеком.
2. Муфта –
устройство, предназначенное для соединения друг с другом концов валов, а также валов и свободно сидящих на них деталей и передачи крутящего момента. Служат для соединения двух валов, расположенных на одной оси или под углом друг к другу.
3. Редуктор (механический) –
механизм, передающий и преобразующий вращающий момент, с одной или более механическими передачами. Основные характеристики редуктора – КПД, передаточное отношение, передаваемая мощность, максимальные угловые скорости валов, количество ведущих и ведомых валов, тип и количество передач и ступеней.
4. Реле
– электромагнитный аппарат (переключатель), предназначенный для коммутации электрических цепей (скачкообразного изменения выходных величин) при заданных изменениях электрических или не электрических входных величин. Широко используется в различных автоматических устройствах. Различают электрические, пневматические, температурные, механические виды реле, но наибольшее распространение получили электрические (электромагнитные) реле.
Реклама

5. Дозатор
— устройство для автоматического отмеривания (дозирования) заданной массы или объёма твёрдых сыпучих материалов, паст, жидкостей, газов.
6. Бу́нкер
— ёмкость для временного хранения жидких и сыпучих материалов.
7. Фотоэлемент
— электронный прибор, который преобразует энергию фотонов в электрическую энергию.
П – плавкий предохранитель;
Тр – тепловое реле;
Н – левый контакт;
В – правый контакт;
НР – нулевое реле;
F – тяговая сила шнека;
v – скорость перемещения смеси;
D – наружний диаметр шнека;
θ – угол наклона ременной передачи;
β – допускаемое отклонение скорости смеси;
Lr
– установленный срок службы;
η – КПД электродвигателя;
Р – требуемая мощность электродвигателя;
nр
– частота вращения привода вала;
Lh
– срок службы приводного устройства;
tc
– продолжительность смены в часах;
Lc
– число смен.
Автоматизация технологического процесса — совокупность методов и средств, предназначенная для реализации системы или систем, позволяющих осуществлять управление самим технологическим процессом без непосредственного участия человека, либо оставления за человеком права принятия наиболее ответственных решений.
Как правило, в результате автоматизации технологического процесса создаётся АСУ ТП.
Основа автоматизации технологических процессов — это перераспределение материальных, энергетических и информационных потоков в соответствии с принятым критерием управления (оптимальности).
Основными целями автоматизации технологического процесса являются:
· Повышение эффективности производственного процесса;
· Повышение безопасности;
· Повышение экологичности;
· Повышение экономичности.
Цели достигаются посредством решения следующих задач автоматизации технологического процесса:
· Улучшение качества регулирования
· Повышение коэффициента готовности оборудования
· Улучшение эргономики труда операторов процесса
· Обеспечение достоверности информации о материальных компонентах, применяемых в производстве (в т.ч. с помощью управления каталогом)
· Хранение информации о ходе технологического процесса и аварийных ситуациях
Решение задач автоматизации технологического процесса осуществляется при помощи:
· внедрения современных методов автоматизации;
· внедрения современных средств автоматизации.
Автоматизация технологических процессов в рамках одного производственного процесса позволяет организовать основу для внедрения систем управления производством и систем управления предприятием.
Реклама

В связи с различностью подходов различают автоматизацию следующих технологических процессов:
· Автоматизация непрерывных технологических процессов;
· Автоматизация дискретных технологических процессов;
· Автоматизация гибридных технологических процессов.
На рисунке 1 дана технологическая схема дозировочного отделения. Схема взята из типового проекта 4-09-18, разработанного институтом «Гипростройиндустрия».
В дозаторном отделении устанавливается комплект дозаторов серии АДУБ-1200Ф, состоящий из трех дозаторов для заполнителей типа АВДИ-200Ф,
одного дозатора для цемента типа АВДЦ-1200Ф и одного дозатора для жидкостей типа АВДЖ-1200Ф.
Все дозаторы представляют собой цилиндрические баки, подвешенные для помощи рычажных систем к расходным бункерам. Дозаторы инертных и жидкостей оборудованы двумя, а дозаторы цемента одним впускным затворами. Все дозаторы имеют по одному выпускному затвору.
Управление затворами производится пневмоцилиндрами с электровоздушными клапанами. Электровоздушный клапан впускного затвора дозатора цемента управляет также и подачей воздуха в аэропитатель.
Отсеки бункера цемента над дозаторами снабжены двумя затворами с электропневмоуправлением. Для фиксации положения всех затворов предусмотрена установка конечных выключателей. С рычажными системами дозаторов связаны циферблатные указательные приборы, устройство которых для всех дозаторов одинаково.
Внутри корпуса циферблатного указателя со стороны задней крышки установлены элементы автоматики, которые позволяют осуществлять установку требуемых доз и дистанционно управлять дозаторами. Элементы автоматикисостоят из фотосопротивления, установленного на конце указывающей стрелки, и кольца, прикрепленного к корпусу циферблатного указателя. На кольце при помощи специальных держателей укреплены осветители.

Рисунок 1 - Технологическая схема дозировочного отделения.
Когда фотосопротивление оказывается против включенного осветителя, фотоэлемент через усилитель действует на выходное реле, которое замыкает свои контакты.
Фиксацияопорожнения бункера производится концевыми микропереключателями.
Работа дозировочного отделения должна проходить в следующей последовательности:
1. Открываются затворы емкостей инертных материалов первых фракций, а также затворы цемента и воды и компоненты начинают поступать в дозаторы;
2. Отвешивание - указывающая стрелка с фотоэлементом дойдет до заданного значения веса, срабатывают соответствующие реле и затворы емкостей закрываются;
3. Открываются затворы инертных материалов, вторых фракций и начинается их отвешивание. Цемент и вода могут отвешиваться как в один, так и в два приема;
4. После окончания отвешивания вторых фракций компоненты выгружаются в бетономешалку. Предварительно должны быть получены данные о готовности мешалки принять материалы.
На рисунке 2 дана часть элементной схемы автоматически работающего завода.
Для удобства чтения схема разбита на участки. При упоминании в тексте о контактах или катушке какого-либо реле рядом с обозначением контактов и катушки ставится в скобках номер участка, по которому легко найти упомянутые элементы. В схеме рядом с изображением контакта ставится номер участка, в котором расположена катушка, приводящая в движение эти контакты, а рядом с изображением катушки ставятся номера участков, в которых расположены контакты, действующие от этой катушки.
В схеме автоматического управления работой дозировочного отделения предусмотрена возможность менять классы бетонов. Для этого весовые головки снабжены большим количеством осветителей.
Отвешивание заканчивается, когда указывающая стрелка, несущая фотоэлемент, совмещается с включенным осветителем. Включая различные осветители, можно менять отвешиваемые порции и, следовательно, класс бетона.
Работа дозировочного отделения начинается с включения реле классов, включающих соответствующие осветители на весовых головках.
При дистанционном управлении включение реле классов производится кнопками управления 1КМ÷5КМ (1÷4) и 1КМ1÷КМЗ (5÷6) (рис.2). В режиме автоматической работы реле классов включаются контактами их схемы заказа бетона.
После включения реле классов блокируются своими замыкающими контактами и остаются включенными до окончания взвешивания.
В зависимости от реле классов включаются осветители весовых головок.
Под дозаторным отделением размещается смесительное отделение с двумя бетономешалками. Отвешенные компоненты из дозаторов попадают в приемную воронку и затем в одну из бетономешалок. Бетономешалки работают поочередно и загрузка одной из них определяется положением перекидного клапана воронки. Взависимости от положения перекидного клапана приемной воронки над бетономешалками замыкается конечный включатель 1 КВК или 2 КВК и возбуждается реле 1РКВК или 2РКВК, замыкая свои контакты в схеме управления дозировочным отделением (см. рисунок 2).

Автоматические весовые дозаторы цикличного действия предназначены для установки на бетонных заводах, оборудованных бетоносмесителями цикличного действия. Весовые дозаторы выпускают для цемента, заполнителей и жидкости.
Рассмотрим устройство автоматического весового дозатора на примере дозатора АВДИ-425 (рисунок 3), к раме которого прикреплена рычажная система на призменных опорах, связанных с циферблатным указателем. К рычажной системе подвешен весовой бункер с выгрузочным затвором. Загрузка бункеров дозаторов заполнителей и дозаторов жидкости производится через установленные на раме впускные затворы. Дозаторы цемента загружаются аэропитателями или шнеками. Внутри циферблатного указателя установлены элементы автоматики, позволяющие дистанционно с пульта управления или вручную устанавливать требуемую дозу материала.
Таблица 1 - Технические характеристики весовых дозаторов непрерывного действия

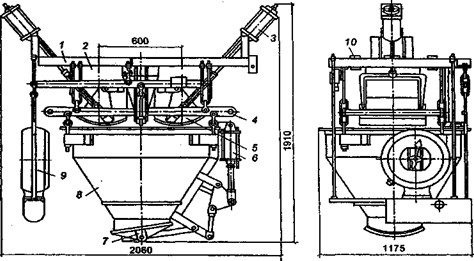
Рисунок 3 - Автоматический весовой дозатор цикличного действия для заполнителей АВДИ-425: 1 — рама; 2— впускные воронки; 3 — пневмоцилиндры впускных воронок; 4 — весовая рычажная система; 5-секторные затворы выпускных воронок; 6 — пневмоцилиндр выгрузочного затвора; 7 — выгрузочный затвор; 8-весовой бункер; 9 — циферблатный указатель; 10 — электровоздушные клапаны.
Без переналадки можно отвешивать пять различных доз. Две секции аэропитателя (или два шнека) на дозаторах цемента подсоединены к двум расходным бункерам, что позволяет работать на цементе двух сортов.
При помощи дозаторов жидкости последовательно взвешивают воду и жидкие добавки (например, сульфитно-спиртовую барду), поступающие через самостоятельные впускные затворы. Дозаторы заполнителей также имеют два впускных затвора, что позволяет последовательно взвешивать две фракции материалов.
Вначале на пульте управления один из переключателей дозатора цемента устанавливают в позицию, соответствующую определенной марке цемента, а для заполнителей и жидкости — в позицию, обеспечивающую взвешивание одного или последовательно двух компонентов.
С помощью переключателей устанавливается необходимая доза, при этом система автоматически подготавливается к включению соответствующего бесконтактного датчика БК в циферблатном указателе. После включения дозатора происходит подача воздуха через электровоздушный клапан в пневмоцилиндр привода впускного затвора. В дозаторе для взвешивания цемента воздух начинает поступать в соответствующую кассету аэропитателя. Одновременно с открытием впускных затворов ток подается к ранее выбранному бесконтактному датчику отсечки. При поступлении материалов в бункер дозатора стрелка циферблатного указателя начинает перемещаться от нулевого положения в сторону бесконтактного датчика отсечки подачи. Когда стрелка циферблатного указателя дойдет до включенного датчика, последний отдает команду закрыть выпускной затвор. В дозаторе цемента на этом процессе взвешивание заканчивается. В дозаторах заполнителей и жидкости одновременно с закрытием впускного затвора первого компонента (например, песка) открывается затвор второго компонента (например, гравия) и дозирование повторяется. После получения сигнала о готовности бетоносмесителя к приему компонентов дозированные материалы выгружаются через выпускной затвор.
Выключатели путевые серии ВПУ-011
Общие сведения
Выключатели конечные серии ВПУ-011 предназначены для применения в электрических цепях управления, сигнализации и контроля относительного положения подвижных частей механизма.
Технические характеристики:
Номинальный коммутируемый ток - 16А
Коммутируемое напряжения питания: ~ 660В 50Гц ; =400В.
Усилие прямого срабатывания выключателей не более 80Н, обратного - 2Н.
Рабочий ход привода - 14°
Механическая износостойкость - 16 млн. циклов
Коммутационная износостойкость не менее:
· А (серебряные контакты) - 2,5х106 циклов
· Б (биметаллические контакты) -1,0х106 циклов.
Рабочая температура среды от -55 до +55°С.
Повышенная влажность при температуре 35°С - 100%
Масса - не более 0,95кг.
Пример условного обозначения выключателя:
ВПУ-011 БГ-111161-670 2.1
В зависимости от вида ввода проводников, выключатели конечные ВПУ-011 могут быть изготовлены с резьбовым неуплотненным вводом, с резьбовым уплотненным вводом (сальником) или с кабельным разъемом.

Рисунок 4 - Выключатели серии ВПУ-011
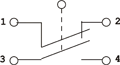
Принципиальная электрическая схема
Габаритно-установочные размеры
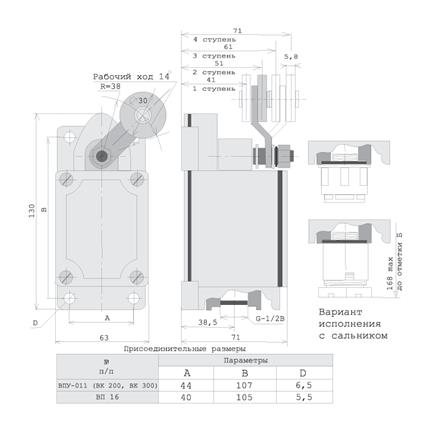
Рисунок 5 - Габаритно-установочные размеры
Задачей автоматического регулирования является поддержание постоянства определенных величин технологического процесса, например, заданных значений температур, разрежений, расходов и т. п., либо их изменение по определенному закону в зависимости от времени или от других величин. Эту роль выполняют автоматические регуляторы. Производственную установку или ее участок, в котором происходит процесс, подлежащий автоматическому регулированию, наливают объектом регулирования. Комплекс объекта с регулятором называется системой автоматического регулирования. Физическая величина, заданное значение которой необходимо поддерживать для нормального хода технологического процесса, называется регулируемой величиной.При отклонении регулируемой величины от заданного значения необходимо изменить приток количества вещества или энергии в объект или сток последних из объекта. Физическая величина, изменением которой осуществляется воздействие на регулируемую величину, называется регулирующей величиной и ее изменение регулирующим воздействием. Для изменения регулирующей величины объект должен быть оборудован регулирующим органом. Зоной нечувствительности называют предельное изменение регулируемой величины, при которой регулятор не действует. Элемент, осуществляющий перемещение регулирующего органа называют исполнительным механизмом регулятора. Устройство, позволяющее изменять задание регулятора, называется задатчиком. Задание устанавливается человеком, а регулятор только поддерживает значение регулируемой величины. Такие системы называются системами автоматической стабилизации. Существуют системы программного регулирования, в которых задание изменяется с течением времени по определенной программе. Системы, в которых заданное значение регулируемой величины должно изменяться в зависимости от изменения других величин (характер этого изменения заранее не известен), называются следящими системами. Для упрощения анализа свойств и работы систем автоматического регулирования их принято разделять на отдельные элементы — звенья, каждое из которых воздействует на последующее звено, в свою очередь, подвергаясь воздействию предшествующего звена. Место приложения воздействия предшествующего звена называется входом, а место подключения последующего звена .
Дистанционное управление
Для управления ходом технологического процесса в целом используется диспетчерское управление, позволяющее координировать работу отдельных цехов. Основными средствами диспетчерского управления являются в настоящее диспетчерская сигнализация и связь. С помощью сигнализации диспетчер осуществляет контроль за ходом производственного процесса.
Щиты сигнализации состоят в основном из сигнальной панели с мнемонической схемой, панели счетчиков, числа часов работы агрегатов и шкафа с аппаратурой.
Сигнальная панель (рис. 8) выполняется из зеркального стекла с нанесенной на нем мнемонической схемой завода. Символы основных агрегатов, работа которых контролируется (дробилки, болтушки, сырьевые, печи, сушильные барабаны), просвечиваются зеленым и красным светом, лампочками, расположенными с задней стороны панели.
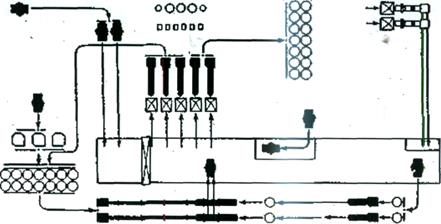
Рисунок 6 - Сигнальная панель щита диспетчера.
Свечение символов ровным зеленым светом сигнализирует о работе, а ровным красным — о нерабочем состоянии агрегата. При изменении состояния любого агрегата (остановку действующего или пуск стоявшего) соответствующий символ начинает светиться мигающим светом, аналогичным цвету его предыдущего состояния. Одновременно подается звуковой сигнал. При квитировании диспетчером сигнала путем нажатия кнопки «съем сигнала» звуковой сигнал прекращается, а символ агрегата переходит на свечение цветом, соответствующим его новому состоянию.
При квитировании сигнала диспетчер нажимает кнопку и включает шаговый искатель. Обегая последовательно все панели, рычаг искателя подпитывает обесточившееся ранее при изменении состояния одного из агрегатов реле. Последнее срабатывает, отключает через реле звонок и источник мигающего света и одновременно переключает лампочку символа на ровный свет того цвета, который соответствует новому состоянию агрегата.
Символы имеют, кроме зеленого и красного, еще и белый цвет («тихий ход»), который включается, как и остальные, соответствующим блок-контактом роторной станции печи через дополнительное реле. Если в кабинетах директора, и главного инженера завода имеются дублирующие сигнальные щиты, сигнальные лампы последних подключаются параллельно лампам основной, панели на щите диспетчера.
Счетчики числа часов работы агрегатов подключаются дополнительными контактами соответствующих реле к шинке датчика временных импульсов и отсчитывают, таким образом, время работы агрегатов. Счетчики эти устанавливаются в диспетчерской, обычно на отдельной панели. Для прямой связи диспетчера завода с цехами, в том числе с основными постами управления производственными участками, используется прямая телефонная и частично громкоговорящая связь.
Наибольшее распространение имеют диспетчерские установки, рассчитанные на включение 40 абонентских линий, двух соединительных линий с коммутатором административно-хозяйственной связи или с городской телефонной станцией и одной линии выхода на радиоузел. Коммутатор имеет два рабочих места — для диспетчера и оператора — и позволяет осуществлять:
а) индивидуальный разговор с усилением и без него;
б) проведение диспетчерских совещаний;
в) трансляцию телефонных передач через заводской радио узел.
В дополнение к диспетчерской установке для связи диспетчера с ограниченным числом важнейших участков иногда применяется односторонняя оперативная громкоговорящая связь. Ее оборудование состоит в основном из абонентских репродукторов и устанавливаемого на диспетчерском пункте усилителя, к которому подключается микрофон и панели коммутации. Приняв через репродуктор распоряжение диспетчера, абонент в случае необходимости отвечает диспетчеру через ближайший телефон установки.
Коммутатор и абонентские посты имеют самостоятельные источники питания (выпрямители), рассчитанные на присоединение к сети 220В неременного тока через штепсельную розетку, и отдельные усилители. Благодаря этому уровень напряжения звуковой частоты в соединительных линиях не превышает 0,5В, что позволяет использовать для диспетчерской связи, как и в диспетчерских установках комплексную слаботочную сеть завода. Отдельные элементы абонентских постов (переключающие, усилительные и вызывные устройства и релейные комплекты) выполнены в виде взаимозаменяемых выдвижных блоков. Громкоговорящая диспетчерская связь позволяет осуществлять индивидуальные переговоры с первичными и через них со вторичными абонентскими листами, а также циркулярные передачи (совещания). Наряду с этим возможна прямая громкоговорящая связь между первичными и вторичными абонентскими постами.
Предусматривается световая, контрольная и аварийная сигнализации и звуковая аварийная.
Световая контрольная и аварийная сигнализации выполняются индивидуальными сигнальными лампами (механизм-лампа), которые отключены при неработающих механизмах, загораются ровным светом при включении механизмов и мигающим — при аварийном отключении их.
Схемы световой сигнализации работают следующим образом. При автоматизированном режиме управления механизмами ПТС ключ устанавливается в положение А и подается питание через замыкающий контакт на шину. В результате по мере запуска механизмов и замыкания контактов выходных реле загораются ровным - светом соответствующие сигнальные лампы, например при замыкании контакта включается лампа.
Схемы включения ламп конвейера, грохотов и вентилятора аналогичны схеме включения лампы конвейера, а ламп шибера — лампам шибера. После окончания запуска линии контакт размыкается и отключает все сигнальные лампы, кроме ламп дробилки и положения шиберов. При необходимости все отключившиеся лампы диспетчер может включить, установив ручку в положение (включено). При аварийном отключении любого из механизмов замыкаются контакты и подключаются шина и прерыватель, который подает пульсирующее напряжение на шину. В результате лампы работающих механизмов горят ровным светом, а лампы отключившихся механизмов — мигающим. Одновременно с этим включится звонок аварийной сигнализации.
Работа схемы звуковой аварийной сигнализации происходит следующим образом. При подаче питания в схемы запуска и схемы сигнализации выключателем включается звонок, так как реле при этом обесточено и его контакт в цепи звонка замкнут. Одновременно с этим замыкается цепь разрядки конденсатора и последний разряжается на сопротивление. Диспетчер, убедившись, что аварийный звонок работает, нажатием кнопки снятия сигнала ставит под ток реле, подготавливая схему аварийной сигнализации к принятию любого аварийного сигнала.
Контроль работы ПТС осуществляется через реле, которое включается при запуске питателя и отключается при остановке питателя. Таким образом, когда заканчивается запуск всей цепочки механизмов, реле обесточивается и своими контактами размыкает цепь разрядки конденсатора и замыкает цепь зарядки. После этого, в случае аварийного отключения питателя, когда обесточивается реле, а контакт замыкается, конденсатор разряжается на сопротивление, подав при этом положительный потенциал на правый конец обмотки реле. В результате этого реле обесточивается и своим контактом включает аварийный звонок. Диспетчер кнопкой отключает звонок и приводит схему в рабочее состояние, а по световой сигнализации определяет причину аварийного отключения.
При всех остановках завода диспетчером становится под ток реле, размыкающее при этом свой контакт в цепи разрядки, и поэтому при отключении питателя и включении реле цепь разрядки не замыкается.
Для коммутации цепей управления, их переключения, включения катушек электромагнитных аппаратов и сигнальных устройств служат кнопки управления, пакетные переключатели, ключи управления и выключатели. Чтобы включать катушки аппаратов, на фасадах щитов управления устанавливают одно-, двух- и трехштифтовые кнопки управления КУ-121 или кнопки К-03, К-20 и К-23 меньших габаритов. Кнопки КУ-121, состоят из стандартных элементов, каждый из которых имеет по одному мостиковому контакту. Такую же комбинацию контактов имеет кнопка К-03.
При необходимости одновременного одинакового воздействия на две независимые цепи применяются кнопки К-23 (с двумя контактами) или К-20 (с двумя контактами). Конструкция их аналогична конструкции кнопки К-03 и отличается от последней расположением контактов. Кнопки управления, устанавливаемые на импортных щитах управления, набираются из элементов, сходных с элементами кнопки КУ-121. В случае необходимости одновременного воздействия на несколько цепей элементы устанавливаются один над другим таким образом, чтобы их штифты служили как бы продолжением друг друга.
Для переключения целей управления используются обычные пакетные переключатели серии ПК в открытом (для установки на щитах и внутри шкафов) и в защищенном исполнении. Если надо переключать более трех независимых цепей, то вместо пакетных переключателей ПК используют многоцепные универсальные переключатели серии УП. Последние имеют различные схемы соединений и изготовляются как с фиксацией положения рукоятки (и контактов), так и с самовозвратом последней.
Для сигнализации работы механизмов, положения переключающих органов технологического потока, наличия или отсутствия необходимых величин давления, температуры и т.п. на щитах управления устанавливают оптические сигнальные устройства. На щитах дистанционного управления отечественного производства для оптической сигнализации применяют, как правило, сигнальные лампы в арматурах или сигнальные табло. Для увеличения срока службы лампы и обеспечения ее включения на определенные напряжения, соответствующие напряжению цепей управления щита, в котором устанавливается лампа, в арматуру встраивается добавочное сопротивление, величина которого выбирается в зависимости от напряжения, подводимого к лампе. Лампы снабжаются стеклянными или пластмассовыми колпачками различного цвета.
Арматуры сигнальных ламп АСЭ-48 и ЛС-53, предназначенные дли цилиндрических ламп с нормальным цоколем, не имеют встроенных добавочных сопротивлений, и последние устанавливаются на внутренней стороне панели щита рядом с арматурой. Величина сопротивлений, как и для арматур АСС-ДС-38, зависит от напряжения сети, к которой подключается лампа.
В качестве устройств предупредительной оптической сигнализации устанавливаются светосигнальные арматуры СОМ-200 с красным стеклом. Для звуковой сигнализации (предпусковой, командной и аварийной) используются, как правило, звонки громкого боя в пылебрызгозащищенном исполнении, а также сирены. Звонки и сирены предназначены для включения в цепь постоянного тока и переменного.
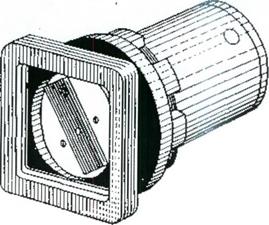
Рисунок 6 - Общий вид поворотного сигнализатора.
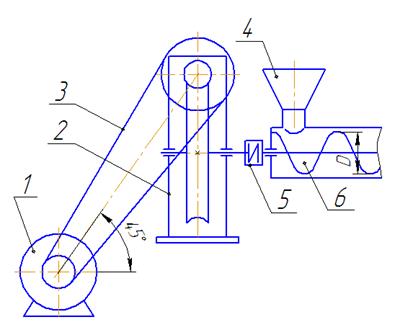
Рис. 3. Кинематическая схема привода шнекового смесителя: 1 – двигатель; 2 – червячный редуктор; 3 – плоскоременная передача; 4 – загрузочный бункер; 5 – упругая муфта с торообразной оболочкой; 6 – шнек.
Исходные данные:
1.Тяговая сила шнека, F, кН – 1,3;
2.Скорость перемещения смеси, v, м/с – 0,9;
3.Наружный диаметр шнека, D, мм – 400;
4.Угол наклона ременной передачи, θ, град – 30;
5.Допускаемое отклонение скорости смеси, β, % – 3;
6.Установленный срок службы, Lr
, лет – 5.
Общий КПД привода:
η=η1
η2
=0,98·0,85=0,83;
Требуемая мощность электродвигателя равна:
Р=F·v/ η=1,3·0,9/0,83=1,41кВт;
Частота вращения привода вала:
np
=60·v/(π·D)=60·0,9/(3,14·0,4)=43об/мин;
Исходя из полученных данных подбираем двигатель серии 4А «4AM90L2Y3» с номинальной мощностью 3,0 кВт и номинальной частотой вращения барабана 50 об/мин.
Срок службы приводного устройства
Срок службы приводного устройства рассчитывают по формуле:
Lh
=365·Lr
·Kr
·tc
·Lc
·Kс
где tc
– продолжительность смены в часах;
Lc
– число смен;
Kr
- коэффициент годового использования;
Kr
= = = =0,693; =0,693;
Kс
– коэффициент сменного пользования;
Kc
= =0,938. =0,938.
Подставим значения:
Lh
=365·5·0,693·8·3·0,938 = 28472 ч.
Время простоя машинного агрегата принимаем 10% ресурса. Следовательно, рабочий ресурс привода составит:
Lh
= ч. ч.
Внедрение на предприятиях сборного железобетона разработанного проекта позволяет повысить скорость приготовления бетонной смеси, исключить ручной труд, обеспечить комфортные условия труда рабочих, обеспечить высокую надежность эксплуатации оборудования. Однако рассмотренные средства и способы автоматизации не позволяют еще в полной мере решить задачу комплексной автоматизации, т. е. добиться такого положения, когда автоматизированы все взаимосвязанные основные участки производственного процесса. Чтобы решить эту задачу необходимо завершить ряд опытно-конструкторских и научно-исследовательских работ по созданию новых совершенных типов автоматизированного технологического оборудования, и новых средств и систем автоматизации.
1. В.А., “Теория систем автоматического регулирования”. - М.: Наука, 1975
2. Евдокимов В.А., “Механизация и автоматизация строительного производства”, 1985;
3. Бауман В.А., “Строительные машины” в 2-х томах, М., 1977;
4. Горинштейн Л.Л., “Основы автоматики и автоматизация производственных процессов”, М., 1985.
|
