Методический материал
для студентов 3-4 курса (конспекты лекций)
Строительство газопроводов из полиэтиленовых труб
Дисциплина: Монтаж оборудования и систем газоснабжения
Специальность: Монтаж и эксплуатация оборудования и систем газоснабжения.
Методические материалы подготовлены в связи с отсутствием учебников и учебных пособий по данному курсу для колледжей и средних специальных учебных заведений, в помощь студентам очного и заочного отделения в подготовке к экзаменам и к защите дипломного проекта.
Курс лекций разработан в соответствии с примерной программой по дисциплине.
В курсе лекций отражены основные положения по строительству полиэтиленовых труб, даны рекомендации по применению машин и механизмов, технологии производства работ.
Содержание
Тема 1. Пластмассовые трубы в строительстве
Тема 2. Трубы и соединительные детали
Тема 3. Технология сварки полиэтиленовых труб
Тема 4. Специальные методы контроля сварных соединений полиэтиленовых газопроводов
Тема 5. Экспресс методы контроля сварных соединений полиэтиленовых газопроводов
Тема 6. Монтажные работы на полиэтиленовых газопроводах
Тема 7. Присоединение полиэтиленовых газопроводов к оборудованию (разъемные и неразъемные)
Тема 8. Устройство полиэтиленовых вводов
Тема 9. Переходы газопроводов через преграды
Тема 10. Испытание и сдача в эксплуатацию объектов газоснабжения
Введение
Зарождение газовой промышленности относится к концу 18-начала 19 веков, когда газ, получаемый из каменного угля (светильный газ), стали использовать для освещения родов Западной Европы.
Первые газораспределительные газопроводы в Росси начали строится с 1835г. из чугунных труб и до 1946г. поступление в сети газоснабжения природного газа - не вызывали особых забот у эксплуатационщиков.
Светильный газ содержал в себе небольшие количества паров смолы, которая, поступая с газом подземные газопроводы при охлаждении вжаживались на внутренних стенках труб и защищала раструбные соединения, уплотнение которых осуществлялось конопаткой просмоленным канатом с последующей зачеканкой.
Природный газ, не имеющий смол в своем составе и обессмоленный канат теряет свою уплотняющую способность.
Газ герметизации раструбных соединений также способствовало бурное развитии наземного городского транспорта.
Реклама

В итоге с 1960г чугунные газопроводы начали выводиться из эксплуатации.
В 1931г в связи с расширением Московского газового завода и вводом в эксплуатацию завода «Нефтегаз» в Москве началось строительство первых газопроводов и стальных труб.
Однако более чем полувековой опыт эксплуатации стальных распределительных газопроводов показал, что в большинстве случаев нормативный срок службы в 40 лет не выдерживается. В этой связи начались поиски альтернативного материала для подземных газопроводов. Многочисленные опыты по использованию для рассматриваемых целей асбестоцементных труб, энтузиастом которых был И.В. Бородин (МИСИ им. В.В. Куйбышева), не обеспечивали стабильных результатов из-за трудности организации крупномонтажного производства труб с необходимой газонепроницаемостью. Серьезным препятствием была высокая стоимость труб, связанная с использованием высококачественного асбеста.
Другой альтернативой стали трубы из полимерных материалов. Наиболее подходящими по свойствам оказались поливинилхлорид и полиэтилен.
По инициативе института «Мосинжпроект» в 1958-1960гг совместно с трестом «Мосгаз» были проведены опытно-конструкторские и экспериментальные работы по определению возможности и условий эксплуатации пластмассовых подземных газопроводов.
Первые в России подземный распределительный газопровод из ПВХ-труб отечественного производства был построен в августе 1959г в Москве. А в августе 1961г в Москве был построен первый полиэтиленовый газопровод.
В течение трех лет, начиная с первого года эксплуатации, сначала еженедельно, а потом ежемесячно на опытных пластмассовых газопроводах, проводились систематические наблюдения и измерения. Эти наблюдения не выявили каких-либо отклонений и нарушений и подтвердили правильность принятых решений.
Несмотря на подходящие для газопроводов свойств ПВХ трубы из него не получили распространения по следующим причинам:
- отсутствовали способы получения соединения в условиях строительной площадки
- не было достаточно качественных клеев и не было достаточно прочных раструбных соединений, что не позволило осуществлять надежные врезки
В этой связи ПЭ трубы имеют неоспоримое преимущества, поскольку прекрасно соединяются в полевых условиях и могут поставляться на стройку длинномерными плетями.
Но были факторы, которые еще практически целое десятилетие сдерживали рост строительства ПЭ газопроводов:
Реклама

- малый объем производства ПЭ высокой плотности
- отсутствие производства литых соединений
- отсутствие производства сварочного оборудования
- отсутствие системы подготовки квалифицированных сварщиков
- неотработанность методов контроля сварных соединений
- недостаточная проработка нормативной и методической литературы по строительству
Проведенные ОАО «Гипрониигаз» научно-исследовательские и опытно-конструкторские работы позволили решить большинство задач. Все полученные недоработки нашли отражение в нормативно- технической документации, разработанной в тот период СП 42-101-96, свод правил по строительству и контролю качества сварных соединений, СП 42-105-99.
В этот же период было налажено производство газопроводных труб по специальным сериям ТУ 6-19-352-87 на заводе ОАО «Казаньоргсинтез»
Все это дало возможность нарастить темпы внедрения ПЭ труб. Появление в середине 90-х импортных и отечественных труб, а также сварочной техники с элементами автоматизации сварки позволило снять ряд ограничений по применению ПЭ труб в городах и применить их для реконструкции стальных изношенных газопроводов. В результате на начало 1998г в РФ эксплуатировалось около 11000 км ПЭ газопроводов.
Анализ динамики строительства ПЭ газопроводов в России за последние 6 лет свидетельствует о том, что, несмотря на сложную экономическую ситуацию, внутри страны, темпы использования ПЭ труб непрерывно нарастают. Наблюдается устойчивая тенденция к перераспределению объемов строящихся газопроводов в пользу ПЭ труб.
Запроектированные и построенные в соответствии с новыми требованиями ПЭ газопроводы показали свою надежность при эксплуатации. За период строительства с 1980 по 1997гг на территории России официально зарегистрировано только 73 аварийные ситуации на ПЭ газопроводов, что на порядок меньше, чем на аналогичных стальных сетях. По данным на 1998г отмечено 12 аварий, 1999 - 3 аварии. Анализ причин, вызвавших разрушение ПЭ труб, показывает, что все без исключения аварии наступали не по причине потери трубам своих качеств, а из-за несоблюдения в ряде случаев соответствующих норм при проведении смр.
Проведенные ОАО «Гипрониигаз» расчеты по стоимости строительства газопроводов из стальных и ПЭ труб свидетельствует о том, что за счет отсутствия изоляционных работ и контроля их качества, сокращение объемов сварочных работ, снижение объема трубоукладочных работ и др. стоимость смр по строительству ПЭ газопроводов, меньше по сравнению со стальными на 15-20%.
Трубы из полиэтилена нашли свое применение и при восстановлении работоспособности городских изношенных газопроводных сетей. Широкое распространение получил метод протяжки ПЭ труб внутри стальных.
В настоящее время в крупных городах реконструкции старых газопроводов единственный путь повышения надежности систем газораспределения.
Тема 1. Пластмассовые трубы в строительстве
Полиэтилен классификация и характеристики
Полиэтилен (ПЭ, РЕ) - легкоперерабатываемый и легкосвариваемый материал, имеющий на 50-85% кристаллическую структуру, обладает исключительной пластичностью. Производится методом полимеризации углеводородного газа этилена.
В зависимости от плотности различают полиэтилен низкой, средней, высокой плотности. Для газопроводов используют полиэтилен низкой плотности (РЕМD), высокой (РЕНD) - которые практически не имеют недостатков.
Средней плотности (РЕLD) - был только на экспериментальных газопроводах в 60гг.
С 1995г в России полиэтилен квалифицируется по значению минимальной длительной прочности (МК8); ПЭ 63, ПЭ 80, ПЭ 100.
В настоящее время это самый оптимальный материал для систем давлением до!,2МПа.
Классификация трубных марок полимеров осуществляется в соответствии с международными стандартами 18О 12162 и 18О 9080, и определят минимальную длительную прочность ПЭ труб.
МР8 в свою очередь определяется по зависимости, стойкости к внутреннему давлению от времени его воздействия. Испытания проводят на образцах, нагруженных внутренним давлением, которое создает в стенке трубы напряжение заданного уровня.
Специфическая особенность полимеров - это их способность к деформациям со временем от приложенных нагрузок. Чем меньше скорость нарастания деформаций, тем дольше срок службы и наоборот. Этот процесс носит также название усталости или длительной прочности.
Таким образом, под долговечностью понимается способность материала труб сохранять необходимый запас прочности к концу планируемого эксплутаиионного периода при заданном давлении и температуре эксплуатации.
Таким образом, если МРS превышает 10 МПа, то полиэтилен будет ПЭ 100.
Значения МКS используют для определения максимального рабочего давления МОR.
МОР = _2МRS
С(SDR-1)
где С - коэффициент запаса прочности определяется условиями работы, по требованиям международных стандартов должно быть не менее 2,5
SDR - отношение минимального наружного
диаметра к номинальной толщине стенки трубы, чем меньше SDR тем толще труба и, следовательно, дороже.
Как правило, трубы изготавливаются в России, так как транспортировать их на дальние расстояния (более 500 км) нерентабельно. Соединительные детали могут быть нашими и импортными. Но в любом случае все трубы, соединительные детали, сварочное оборудование должно иметь разрешение Росгортехнадзора России на применение.
Среди зарубежных фирм одним из ведущих производителем труб является концерн SOLVOY (Бельгия), он выпускает полиэтилен третьего поколения ПЭ100, который обладает более высокой стойкостью к распространению трещин.
Способ получения
Основной способ производства полиэтиленовых труб непрерывная шнековая экструзия на специальных экструзионных линиях.
Полиэтиленовое сырье поступает из накопительной емкости в бункер экструдера, где захватывается шнеком и поступает в цилиндрическую камеру нагрева. Сам шнек имеет участки захвата, уплотнения и выдавливания, таким образом, проходя через экструдер материал, пластифицируется и выдавливается через сопло. Затем поступает в калибровочную головку, где проходит через кольцевой зазор между внутреннем калибром и наружными стенками и оформляется в виде трубного изделия. При этом частично охлаждается, чтобы сохранялась форма. Дальнейшее охлаждение в специальных ваннах.
Передвижение трубы осуществляется тянущим устройством. Между охлаждающими ваннами и тянущим устройством располагается маркировочный механизм. НА выходе из тянущего устройства трубы нарезаются. Они могут быть длинномерными или мерной длины (до '12 метров).
"Трубы и образцы тестируются по 9 методикам:
1) Внешний вид поверхности - визуально в сравнении с эталоном Госстандарта России должна быть гладкая поверхность, допускаются незначительная волнистость, не влияющая на толщину стенки. Не допускается на наружной и внутренней поверхности пузыри, трещин, раковин. Цвет - желтый или черный с желтыми полосами продольными в количестве не менее трех.
2) Размеры труб - измерение среднего наружного диаметра, толщины стенки и длины трубы диаметры - на образцах длину - рулеткой, для длинномерных труб: деление значения массы бухты на значение расчетной массы 1м трубы или по показателям счетчика метража на машине
3) Относительное удлинение при разрыве определяют при испытании образцов труб на осевое растяжение. Образцы растягивают на разрывных машинах и находят величину относительного удлинения.
Ер = (Lр/Lо)*100%
Lр - приращение расчетной длины Ьо - расчетная длина
Предел текучести - то есть кратковременное напряжение, которое может выдержать труба до появления необратимых деформаций определяется.
F
а= — А
Р - тах нагрузка при растяжении А - площадь образца
4) Стойкость при постоянном внутреннем давлении – для подтверждения характеристик длительной прочности.
Берут трубные образцы определенной длины в зависимости от диаметра, герметизируют заглушками, после чего наполняют водой и опускают в водную ванну с соответствующей температурой. Затем образцы нагружают внутреннем давлением.
Испытывают до достижения заданного времени или до разрушения образца. Если за данное время образец не разрушился, то значит ПЭ соответствует марки.
5) Стойкость к медленному распространению трещин.
6) Проверяется сопротивление материала к дефектам, вызванным неправильным транспортированием или хранением. Испытание проводят выборочно (не реже 1 раза в 12 месяцев) для труб с толщиной стенки более 5 мм.
7) На трубных образцах делают V - образный надрез. Затем выдерживают при напряжении при определенной температуре не менее 165°. Затем замеряют глубину, на которую распространяется трещина. Положительный результат - если разрушение не достигло внутренней поверхности образца.
6) Стойкость к быстрому распространению – способность сопротивляться механическим воздействиям (удару).
Образцы испытывают на специальной установке. Загружают давлением и наносят удар бойком. Образование трещин длиной более 4,7Де характеризует начало быстрого распространения. При этом испытали определенное мах давление, при котором можно эксплуатировать трубы.
7) Изменение длины трубы после прогрева – характеризует уровень остаточных напряжений в трубах, которые влияют на прочность.
На образец длиной 300 +20мм наносят три линии // оси, метки на расстоянии 100мм. После образцы помещают в ванну с жидкостью температурой 110° и выдерживают 15-30м для толщины стенки до 8мм и более 8мм соответственно после выдержки охлаждают и снова замерют расстояние. Разница должна быть не выше 3%
8) Стойкость к газовым составляющим. Испытание проводят на трубах Де 32SDR.11 для определения воздействия ароматических углеводородов на материал труб (1 раз в три года).
Перед испытанием образцы заполняют смесью из н-декаля (50%) и триметил-бензола (50%) и выдерживают на воздухе 1500г.
Испытывают как на стойкость при постоянном внутреннем давлении с разницей, что напряжение для любого ПЭ должна быть 2,ОМПа, а время выдержки при +80°С не менее 20г.
9) Термостабильность труб - подтверждают, что в процессе температурной обработке в ПЭ не произошли деструкционные изменения. 3 образца производят формы массой 15 ± 0,5мг испытывают на термическом анализаторе.
Показатель стабильности должен составлять не менее 20мм при температуре 200° С.
Результаты испытаний заносят в документы, сопровождающие каждую партию труб.
Контроль качества соединительных деталей аналогична только детали без Зн испытывают по одним тестам, а детали с Зн по другим.
Контрольные вопросы: 1. Определение полиэтилена? 2. Что такое МК.8-? 3. Определение 8ВК-? 4. Что такое МОР-? 5. Каким способом получают полиэтилен? 6. Назвать основные методы тестирования полиэтилена?
Тема 2. Трубы и соединительные детали
Трубы
Трубы для газопроводов классифицируются по значению минимальной
длительной прочности (МRS) и стандартному размерному соотношению (SDR).
Трубы изготавливаются с основными самыми распространенными диаметрами 32, 63, 110,160,225. сМК8 8.0 (ПЭ80). МК8 100 (ПЭ100). ПЭ63 с 1.01.2000г не применяются (для обеспечения большей безопасности).
На практике в основном применяются трубы ПЭ80, так как их выпуск освоен многими отечественными заводами с одинаковыми значениями МК8.
Трубы из ПЭ100 экономически целесообразно применять для газопроводов высокого давления, экспериментальных газопроводов давлением свыше 0,6 МПа, реконструкция Ст изношенных газопроводов методом протяжки ПЭ труб.
Трубы изготовляют и поставляют на объект в прямых отрезках, бухтах, транспортных катушках.
Трубы диаметром 200 - 225 мм - только в отрезках. При поставке труб в катушках последнее возвращают на завод, если трубы в бухтах - должны быть специальные барабаны для их размотки.
Длина прямых отрезков 5-24 м (нр 0,5) (в основном 6,5 или 12,0) в бухтах 50-200м, на катушках 250-2500м (для труб диаметром до 63мм).
Поставка труб осуществляется партиями (один размер, одно сырье, одна технология) сопровождением документа о качестве'.
1) наименование или товарный знак завода-изготовителя
2) номер партии, дата изготовления
3) условное обозначение труб
4) размер партии в м
5) марка сырья
6) условия и сроки хранения
7) результаты испытаний или подтверждения о соответствии качества труб требованиям стандарта
Размер партии
15000м- 032 и менее
10000м - 0 40-90мм
5000м - 0 110-160мм
2000м - 0 180-225мм
Трубы монтируются через каждый метр
ПЭ80 ГАЗ 8ВК11 - 110* 10 ГОСТ Р 50838-95 9.00
МК88,ОМПа 0*толщ. Дата изготовления
При заказе пишут: труба ПЭ80 ГАЗ 8ОК11 - 110* 10 ГОСТ Р 50838-95
Соединительные детали
Детали для газопроводов (или фитинги) разделяют по назначению (тройники, отводы и т. д.) и способом присоединения к трубам (с гладким концом для сварки в стык или оснащенным ЗН).
Соединительные детали используют как для сварки труб, так и для изменения диаметра, поворотов, ответвлений соединение со стальными трубами.
Принимаются партиями
- без ЗН - 2000шт
- с ЗН-1000шт
Маркировка
тройник ПЭ80 110 SDR11 ГАЗ ТУ6-19-359-97
Маркировка наносится литьем под давлением или штампом
- муфты с Зн применяются для соединения между собой деталей и труб
- седловые отводы (с фрезой для подключения к действующим газопроводам)
- неразъемные соединения полиэтилен сталь
ПЭ80 ГА3110*10 Ст 108 ТУ 2248-025-00203536-96 (партии 400 шт)
Кроме соединительных деталей применяются специальная запорная арматура - в первую очередь - шаровые краны, которые не требуют обслуживания в течении всего срока эксплуатации, могут монтироваться без колодцев. Управление краном осуществляется через телескопическую управляющую штангу, свободный конец который выходит под крышку ковера.
Шаровые краны выпускаются только зарубежными фирмами.
- сигнальная лента желтого цвета с надписью газ по ТУ-2245-028-00203530-96 есть металлезированная детекционная лента типа « Дл 100*0,1мм*250мм» изготавливает фирма «ФИТ - пласт» (Великобритания) ее можно обнаружить с помощью металлодетектора
Правила приемки
Соблюдение повышенных требований к качеству газовых труб контролируются не только изготовителем, но и СМО при входном контроле.
Входной контроль проводят сотрудники лабораторий контроля качества СМО для подтверждения соответствия их норм документации.
Применяются трубы заводов, которые имеют сертификаты соответствии Росстандарта России, это подтверждено маркировочным знаком
Трубы должны соответствовать размерам по сопровождающей документации.
Внешний вид - визуально
Количество образцов должно быть не менее 5 шт для входного контроля
1) трубы должны иметь гладкую поверхность, без трещин, пузырей, раковин
2) царапины допускаются в пределах 10% от толщины стенки, но не более 2мм
3) соединительные детали поставляются в ящиках, пакетах, мешках (с Зн в индивидуальной упаковке) от механических повреждений
4) глубина простановки клейма должна быть<0,3мм -1; 6,8мм не>0,7мм - с толщ >6,8мм
5) внутренние и наружные поверхности соединительных деталей не должны иметь трещин, вздутий. Цвет деталей - черный или желтый.
6) Проверку среднего наружного диаметра проводят на каждой трубе на расстоянии не менее 150мм от торцов измерением параметра трубы и делением на 3,142 для соединения деталей на расстоянии 5мм от торцов для муфт как среднее арифметическое значение масс и минимального диаметра, измеряемого в середине сварки, ограниченной крайними витками спирали Зн для Седловых отводов - применяют шаблон
7) толщину стенки с обеих концов в 4 точках по окружности у труб - на 10мм от торца у деталей - 5мм от торца
8) овальность определяется как разность масс и минимального диаметра в одном сечении = 0,1мм
При обнаружении недостатков берется удвоенное количество образцов, при повторном обнаружении недостатков партия бракуется.
Контрольные вопросы: 1. Каких размеров бывают ПЭ трубы? 2. Какие виды соединительных деталей бывают? 3. В чем заключается приемка труб и соединительных деталей?
Тема 3. Технология сварки полиэтиленовых труб
Полиэтилен относится к группе хорошо свариваемых материалов. Целью сварки является получение неразъемных соединений равнопрочных основному материалу.
К процессу сварки предъявляют следующие требования:
- процесс сварки должен быть технически не сложным и экономически целесообразным
- технология сварки должна обеспечивать прочность соединений сопоставляемую с прочностью самих труб
- технологические операции должны быть легко осуществимы и в достаточной степени универсальны для надежного соединения труб с разными физико-механическими характеристиками
- процесс получения соединения должен «прощать» небольшие отклонения в соблюдении технологии (независимо от небольших отклонений обработки торцов труб, поддержание параметров сварки стык должен быть прочным)
- параметры сварки должны быть простыми с точки зрения запоминания (числовые значения величин температуры, сил тока и т. д.)
Таким требованиям удовлетворяет сварка нагретым инструментом встык и сварка деталями с зн.
Сварка нагретым инструментом встык применяется для труб с толщиной стенки более 5 мм (температура работ -15 +40 С)
Сварка с зн - для труб Де 20-225 независимо от толщины стенки (тем-ра -5 +40°С)
Сварку труб и деталей из ПЭ различных марок материала выполняют обоими способами.
Подготовительные операции для обоих видов сварки:
1) Подготовка и проверка работоспособности оборудования.
При подготовке оборудования подбирают зажимы и вкладыши соответствующие диаметр труб. Трущиеся поверхности обрабатываются смазками. Рабочие поверхности нагревателей и инструментов (торцевателей, скребков) очищают от пыли и остатков полиэтилена при помощи чистых х/б или льняных тканей, а при необходимости протирают растворителем.
Определяется визуально проверкой комплектующих узлов, особое внимание уделяется изоляции электрических кабелей и заземлителей. Электро агрегаты автономного питания должны быть заправлены топливом и проверены контрольным
2) Выбор необходимых параметров сварки.
Они должны быть внесены в память машины или занесены в паспорта, сопровождающие детали.
3) Подготовка места сварки и размещение оборудования.
Размещение оборудования должно производиться на заранее размещенной и спланированной трассе газопровода после складирования на ней ПЭ труб. При необходимости место сварки защищают от атмосферных осадок. При сварке встык свободный конец труб закрывают заглушками. Трубы и соединительные детали очищают от грунта, снега и т.д. Очищают и протирают на 50мм от торцов ветошью.
Концы труб для сварки с зн защищают скребками на длину «1,2 Де от глубины посадки детали с целью удаления наружного слоя с загрязнениями и окислой пленкой.
Сами детали механической обработке не подвергаются (чтобы не повредить спираль)
4) Закрепление и центровка труб в зажимах центратора или позиционера
Концы труб при сварке встык центрируют по наружной поверхности таким образом, чтобы максимальная величина смещения кромок не превышала 10% номинальной толщины стенки.
Центровка труб при сварке деталями с зн производится до величины, позволяющей без усилия установить привариваемую деталь между торцами труб. Концы труб должны выступать из зажимов центратора на 3-5см, из позиционера на 5-15см.
Необходимость точной подгонки объясняется тем, что при хранении труб возникает овальность, которая влияет на качество сварки. В этом случае трубы сначала выправляются.
При стыковой сварке труб, с разн.8ВК на трубе (детали), имеющей большую толщину делают скос под углом 15-30° к оси трубы до толщины стенки более тонкой трубы.
Закрепленные и сцентрированные концы труб подвергаются обработке.
5) Механическая обработка торцов свариваемых деталей. При сварке встык - торцевание в сварочной машине (торцеватель) рекомендуется снимать не менее 1,0мм. Толщина снимаемой стружки 0,1-0,3мм. После торцевания зазор между торцами приведенными в соприкосновение, не должен превышать 0,3мм - для труб 0 до 110
0,5мм - для труб 0 >110 до 225 После обработки не допускается загрязнение торцов.
При сварке с зн - протирка поверхностей растворителем или спиртом (или специальной жидкостью) для удаления жировых пятен бумажными салфетками.
2. Сварка нагретым инструментом встык - способ получения неразъемных соединений ПЭ труб, при котором трубы соединяют между собой оплавленными торцами. Оплавление торцов происходит в результате их предварительного контакта с нагревательным инструментом, удаляемым затем у зоны сварки.
Данным способом соединяют полиэтилен различных типов.
Основные параметры стыковой сварки:
• температура нагретого инструмента
• продолжительность оплавления
• давление торцов труб на нагрев инструмента
• продолжительность технологической паузы между окончанием нагрева и началом осадки
• давление на торцы при осадке
• время охлаждения сварного стыка под давлением осадки Технология
1) Замерить давление (усилие) необходимое на перемещение подвижного зажима с установленной трубой (давление холостого хода)
2) Установить между торцами труб нагретый инструмент с заданной температурой
3) Провести процесс оплавления, для чего прижать торцы труб к нагревателю и создать требуемое давление с учетом давления холостого хода
4) Выдержать давление в течении времени до появления по всему периметру торцов первичного грата высотой 0,5-1,3мм
5) После появления грата снизить давление и выдержав определенное время для прогрева торцов
6) После прогрева отвести зажим центратора на 5-6см и удалить нагреватель из зоны, свести концы труб и создать давление, требуемое при осадке, с учетом холостого хода
7) Выдержать давление осадки в течении времени остывания и визуально проконтролировать соединения
8) Извлечь трубу из зажима центратора и пронумеровать стык
Сварка деталями с закладными электронагревателями (зн) - способ получения неразъемных соединений ПЭ труб, при котором трубы соединяют между собой при помощи специальных соединительных деталей (муфт, Седловых отводов, тройников, переходов), имеющих на внутренней поверхности встроенную спираль из металлической проволоки. Получение сварного соединения происходит в результате расплавления полиэтилена на соединительных поверхностях за счет тепла, выделяемого при протекании Электрического тока по проволоки спирали.
При данном виде сварки основными технологическими параметрами являются:
• Напряжение электрического тока, подаваемое на спираль
• Время сварки, в течении которого происходит разогрев спирали и образование сварного соединения
• Время охлаждения полученного соединения
Технология
1) Ввести концы труб внутрь соединительных деталей до упора
2) Закрепить трубы и соединительные детали в специальные приспособления - позиционеры
3) Присоединить аппарат к электрической сети
4) Присоединить сварочный кабель к выходам детали
5) Задать требуемый режим сварки
6) Произвести процесс сварки (автоматически)
7) Визуально проконтролировать процесс (дисплеи) и образование шва (по индикаторам)
8) После окончания сварки и естественного остывания извлечь трубу из зажимов
Фирма «Глобальные технологии» (С.- Петербург) опытный образец для стыковой сварки АА-ГТ-09 «Ласка»
Институт физики высоких энергий (г. Протвина, Московская обл) серийно впускается аппарат для сварки с зн «Протва»2; 4 и др.
Иностранные фирмы
«Ризюп Огоир» (Великобритания) - выпускает автоматизированные машины стыковой сварки - ведущая фирма.
«К.о1пепЬег§ег» (Германия) - один из старинных изготовителей сварочной технологии. Выпускает машины с ручным управлением, все они могут автоматизироваться с помощью оснащения специальной системой «С1ЧС -Сопйюс».
«\У1с1о8» (Германия) - выпускает также любые аппараты.
3. Сварочное оборудование - различные устройства (машины, аппараты, вспомогательные приспособления), служащие для осуществления процесса сварки.
Сварочная машина - устройство для осуществления сварки ПЭ труб нагретым инструментом встык и состоящее из группы основных и вспомогательных технологических узлов.
Сварочный аппарат - устройство для осуществления сварки с зн и состоящее из единого технологического узла, служащего для подачи требуемого напряжения (силы тока) в течении заданного времени.
Вспомогательные приспособления - инструменты, служащие для подготовки трубных деталей к сварке и не входящие в комплект сварочного оборудования.
Все машины должны иметь разрешение Росгортехнадзора к эксплуатации.
Все сварочное оборудование по степени автоматизации делятся на три группы.
1) с высокой степенью автоматизации - имеющие компьютеризированную программу, задачи основных параметров, контроля их в процессе сварки, управление процессом сварки, регистрацию результатов
2) со средней степенью автоматизации - имеющие частично компьютеризированную программу
3) оборудования с ручным управлением - где управление процессом сварки - вручную.
Выпуск отечественного оборудования находится в стадии освоения.
Завод «Газаппарат» с 198 5 г выпускает машины УСПТ-09 для стыковой сварки труб 0 до 225мм
АО «Электронно-гидравлическая автоматика» создан опытный образец полностью автоматизирован
АСПТ-1, серийно пока не выпускается.
Контрольные вопросы: 1. Что такое сварка? 2. Какие виды сварки применяют? 3. Когда применяется сварка встык? 4. Когда применяется сварка с зн? 5. Какие подготовительные операции выполняются перед сваркой? 6. Как проверяется готовность оборудования? 7. Что входит в подготовку места работы? 8. Как осуществляется крепление труб? 9. В чем заключается механическая обработка?
ТЕСТ
1. Если по значение МК8 полиэтилен имеет марку ПЭ 100, то он будет работать под давлением
а) > 8 МПа
б) > 6,3 МПа
в)> 10 МПа
2. SDR - это:
а) отношение наружного диаметра к толщине стенки
б) отношение внутреннего диаметра к толщине стенки
в) все ответы верны.
3. МRS-это:
а) минимальная длительная прочность
б) максимальное рабочее давление
в) все ответы верны.
4. По мировым стандартам коэффициент запаса прочности принимается:
а) 2
6)2,5
в) все ответы верны.
5. При тестировании образцов внешний вид трубы сравнивается:
а) с эталоном Госстандарта
б) с контрольным образцом
в) все ответы верны.
6. При тестировании образцов стойкость при постоянном внутреннем давлении подтверждает значения:
а) МОР
б)МRS
в) все ответы верны.
7. Стойкость образцов к медленному распространению трещин определяют:
а) нанесением У-образного надреза
б) нанесением удара по контрольному образцу
в) все ответы верны.
8. При тестировании изменение длины трубы после прогрева, допустимая величина изменения трубы должна быть не выше:
а) 3%
б) 5%
в) все ответы верны.
9. Стойкость к газовым составляющим это испытание проводится:
а) 1 раз в 12 месяцев
б) 1 раз в 3 года
в) все ответы верны.
10. Трубы поставляют на объект в бухтах длиной:
а) 50-200 м
б) 250-2500 м
в) все ответы верны.
11. Трубы поставляются в катушках:
а) 50-200 м
б) 250-2500 м
в) все ответы верны.
12. Детали газопроводов разделяют:
а) по назначению
б) по способу присоединения
в) все ответы верны.
13. Детали газопроводов используют для:
а) изменения диаметра
б) соединения «полиэтилен-сталь»
в) все ответы верны.
14. Качество труб контролируется:
а) входным контролем
б) изготовителем
в) все ответы верны.
15. Трубы, применяемые при строительстве, должны соответствовать:
а) мировым стандартам
б) Госстандартом России
в) все ответы верны.
Тема 4. Специальные методы контроля качества сварных соединений
Способы испытаний сварных соединений
1. Методы контроля качества сварных соединений подразделяются на обязательные (или экспресс) методы, проводимые при строительстве лабораториями СМО и специальные, которые рекомендуются к использованию отраслевыми испытательными центрами в случае необходимости, подтверждения результатов экспресс методов проведения углубленных исследований и других целей.
Перечень обязательных н специальных методов контроля.
Обязательные методы контроля
№ Наименование
п/п
|
Применение при способе сварки
|
| 1 2 3 4 |
Внешний осмотр Испытание на осевое растяжение Ультразвуковой контроль Пневматические испытания Испытание на сплющивание Испытание на отрыв |
Сварка деталей с зн, встык Встык Встык С зн, встык Деталями с зн Деталями с зн(для Седловых отводов^ |
| Специальные методы испытаний: |
Т"
2. 3.
|
Испытание на статический изгиб Испытание при постоянном внутреннем давлении Испытание на длительность растяжения Испытание на стойкость к удару |
встык встык, с зн встык сзн(для седловых отводов)
|
Десять методов контроля включает:
• внешний осмотр - соединения, выполненные любым способом сварки, путем поиска внешних дефектов
• испытание на осевое растяжение - характеризует качества шва по типам разрушения
• ультразвуковой контроль - позволяет определять внутренние дефекты (поры, посторонние включения)
• пневматические испытания - проводимые при сдаче газопровода в эксплуатацию и которому подвергаются вместе с трубами и сварные соединения
• испытание на сплющивание - применяется для соединений муфтового типа, при котором определяется процент отрыва сварного шва
• испытание на отрыв - определяется характер разрушения
• испытание на статический изгиб - фиксируется угол изгиба образца, при котором появляются первые признаки разрушения
• испытание на стойкость и к постоянному внутреннему давлению - при котором определяются способность соединения выдержать постоянное внутреннее давление в течение заданного времени при пониж. и повыш. I
• испытание на длительную прочность - в растворах поверхностно активных веществ (ПАВ) - выполняется для определения длительной несущей способности сварных соединений, эта методика выявляет невидимые дефекты и позволяет сравнивать стыки сваренные, например, при различных режимах сварки для определения оптимального режима
• испытание на стойкость к удару - которому подвергаются соединения, выполненные при помощи седловых кранов и при котором определяется способность образца выдержать внутреннее давление после нанесения по нему ударов В условиях строительного производства используют только экспресс методы, так как для них не требуется дорогого оборудования и не требуется длительного времени проведения испытаний в отличии от специальных методов.
Для предупреждения дефектов при строительстве газопровода используют системный подход к проведению контроля включающий в себе:
- предупредительный контроль - на стадии подготовки к строительству и заключается в изготовлении допустимых стыков, на основании оценки которых сварщик допускается к работе.
- пооперационный контроль - осуществляется исполнителем работ в процессе выполнения всей цепочки технологических операций.
- приемочный контроль - в процессе строительства при технадзоре со стороны заказчика и эксплутационной организации, а также в форме актов при приемки объекта.
Специальные методы контроля
На каждом этапе используют сразу несколько методов контроля, так как 100% гарантию качества один из контроля не дает.
В этом отношении экспресс методы уступают специальным.
Большое внимание уделяется также квалификации сварщиков.
Выполняют допустимые стыки:
1стык - для автом.
3 -5 штук - на не автоматическом оборудовании
Стыки подвергаются визуальным и механическим испытаниям.
3. Специальные методы испытания позволяют определить дополнительные показатели (кратковременной и длительной прочности) сварных соединений.
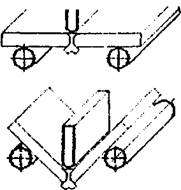
1) Испытанием на статический изгиб подвергают соединения выполненные сварочным нагревательным инструментом в стык. Испытывают образцы полоски, вырубленные по периметру в количестве 5 штук. Скорость деф. 50 мм/м.
Результат положительный если образец выдерживает без разрушений не менее 160°
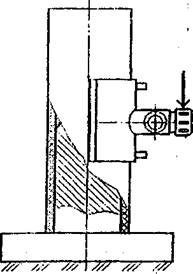
2) Испытание на стойкость к удару - заключаются в нанесении удара па, ающим грузом цилиндрической формы на поверхность крышки седлового отвода с последующим определением герметичности. Результат положительный если на образцах нет видимых разрушений и нарушений герметичности.
3) Испытание длительное растяжение проводится для определения несущей способности сварных соединений сваркой в стык.
Оптимальный способ обнаружения микро трещин главная характеристика сварного шва.
Берется 6 образцов сварного соединения и,6 образцов выполненных на оптимальном режиме сварки.
Все образцы подвергаются статическому усилию с помощью специального приспособления. Испытания проводят до появления трещин у 50% образцов. Результаты образцов сравнивают по среднему времени до появления трещин.
Испытание пройдено если время образцов не ниже времени контрольных образцов.
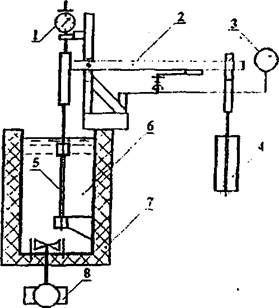
1 - стрелочный индикатор. 2 - рычаг для передачи силы; 3 - прибор учета времени, 4 - ксштролы/ьш фул 5 обраюц; 6 - испытательная среда; 7-теплошояярованная ванна. 8-насос для циркуляции жидкости
4) Испытание при постоянном внутреннем давлении - проводится аналогично испытанию труб на стойкость постоянному внутреннему давлению.
Контрольные вопросы: 1. Какие методы контроля качества ПЭ сварных соединений бывают? 2. Перечислить специальные методы контроля?
Тема 5. Экспресс методы контроля сварных соединений полиэтиленовых газопроводов
Экспресс методы для сварки в стык
1. Для стыковых соединений экспресс методом контроля относятся:
- внешний осмотр и пневматические испытания (все соединения)
- испытания на осевое растяжение и ультразвуковой контроль На количества шва влияют следующие факторы:
- сварочное оборудование
- правильность подготовки труб
- соблюдение параметров
- климатические факторы
Визуальный контроль достаточно полноценен, так как он охватывает 100% шва, размер граней, его конфигурация и т.д. Недостаток - выявляет только крупные дефекты и не «видят» дефекты, не сопровождающие внешними признаками.
Механические и пневматические испытания выявляют в основном скрытые дефекты типа протяженных или сквозных непроваров, мелкие дефекты данные способы не видят.
Внедряемый в настоящее время ультразвуковой контроль направлен на выявление мелких дефектов, площадь которых превышает 0,5 - 1,00мм.
Таким образом
1) наиболее информативными методами контроля являются визуальный и ультразвуковой
2) небольшие внутренние дефекты, имеющимися в распоряжение экспресс методами обнаружить сложно
Визуальный контроль сварных соединений и измерительный контроль геометрических параметров должен производится в 100% объеме на всех сварных соединениях. К внешнему виду сварных соединений предъявляются следующие требования:
1) размеры валиков шва должны соответствовать нормам
2) валики должны быть симметричны, равномерно распределены по окружности
3) цвет валика и трубы должен быть один, не иметь трещин, пор и т.д.
4) смещение кромок 10%
- впадины между валиками не должны быть ниже наружной поверхности трубы
- угол излома сварных труб не должен превышать 5%
Механические испытания на растяжения проводятся в лабораториях контроля качества на разрывных машинах.
Основным критерием является характеристика разрушений (3 типа)
Сварные стыки ПЭ газопроводов считаются выдержавшие испытания, если не менее 80% образцов имеют разрушения первого типа, остальные 20% -второго типа. Разрушения третьего типа не разрешаются.
Ультразвуковой метод выявляет геометрические размеры дефектов, их форму, положение.
Мнении специалистов различных стран о необходимости УЗК неоднозначны (Россия применяет)
В настоящее время появились УЗ дефектоскопы, позволяющие обнаружить дефекты 8 до 1,0мм2
.
СП 42-105-99 договариваются допустимые размеры этих трещин.
Для контроля стыков рекомендуется применять дефектоскоп, позволяющий запоминать и хранить информацию. К ним относятся КСП 1.03 (Арзамасский приборостроительный завод), УД - 10, УД - 4 (АО «Вниист»), Еросп - Ш («Рапатептз» США). Результаты контроля стыков оформляются протоколом.
Экспресс методы для сварки деталей с закладными нагревателями
2. Для соединений выполняемых деталями экспресс методам контроля относятся:
- внешний осмотр и пневматические испытания (для всех соединений)
- испытания на сплющивание (для муфт) и на отрыв (для седловых отводов), используются в основном только при оценки квалификации сварщика. По технологии - сварка с зн - более проста. На качества шва влияют:
- тип детали, в режиме сварки которой заложено изменение параметров варки от I
- точность ввода значений
- пневматические факторы
- неточность в подгоне труб
Внешнему осмотру подлежат все соединения пори этом внешний вид должен соответствовать следующим требованиям:
1) трубы за пределами соединительной детали должны иметь
следы механической обработки
- индикаторы сварки деталей должны быть в выдвинутом положении
- угол излома до 5°
2) поверхность не должна иметь следов температурной
деструкции
Визуальный осмотр в данном случае не может быть критерием отбраковки, так как при этом способе сварки практически ничего не видно.
В основном о качестве шва судят по распечатке параметров сварки. Для испытания на сплющивания берут образцы сегмента и сжимают. Определяют % отрыва. Испытание пройдено если С<60%
С=(Хс1/У)*100%
Хс1 - длина трещины после испытания;
V - длина зап. сварки
Испытание на отрыв седловых отводов производится плавным отделением отвода от ПЭ трубы. Скорость деформации должна составлять 100±2мм/мин. Результат положительный если разрушение носит вязкий характер со следами отрыва материала от поверхности на не менее 80% площади сварки.
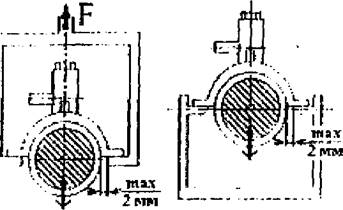
а- растягивающая нагрузка 6- сжимающая нагрузка
Контрольные вопросы: 1. Как осуществляется визуальный контроль (стыковая сварка)? 2. Как проводят испытания на растяжение? 3. В чем сущность ультразвукового контроля? 4. Как проводятся испытания на сплющивание? 5. В чем заключаются пневматические испытания? 6. Внешний осмотр при сварки с зн?
Тема 6. Монтажные работы на полиэтиленовых газопроводах
Подготовительные работы
При строительстве используют хорошо освоенные и зарекомендовавшие себя схемы организации работ, учитывающие специфические особенности, присущие такому материалу, каким является ПЭ.
Использование ПЭ труб позволяет значительно повысить скорость выполнения сварочных работ и соответственно наращивание плети. Одна сварочная бригада за смену сваривает до 250м труб длиной по 6,5м и до 3000м при использовании длинномерных труб. Соответственно под эту скорость должны задаваться скорости выполнения всех подготовительных операций.
К подготовительным работам приступают после получения разрешения на строительство, получение проектно-сметной документации и создания геодезической разбивочной оси заказчика.
Перед началом строительства СМО должна выполнить на трассе следующие работы:
- контроль геодезической разбивки (принимается по акту от заказчика)
- планировку трассы
- земляные работы
- транспортировку труб
- раскладка труб на трассе
- установку сварочного агрегата
• Геодезические знаки устанавливаются на углах поворота трассы (не менее 2 - х на каждое направление)
• на прямолинейных участках через 500 м
• на переходах через реки, овраги и др. препятствия
• в местах ответвлений Уточнение пересечений, оформляется актом разбивки.
Планировка включает в себя корчевку деревьев, расчистку снега и т. д. с таким расчетом, чтобы ширина была не менее 1,5м и на ней можно было разместить оборудование для сварки.
Временные дороги обычно однополосные с уширением для разворотов.
Земляные работы заключаются в рытье траншеи под трубы и устройстве котлованов под колодцы и коверы.
Размеры траншеи принимаются по СНиП 3.02.01-87 и должны быть:
Де +200мм - для труб 0 до 110 мм включительно
Де +300мм - для труб 0 > 110 мм и выше
При этом ширина должна быть не менее 250 мм для труб Де до 50 мм включительно.
Допускается уменьшение ширины траншеи вплоть до диаметра укладываемой трубы при условии, что температура трубы при укладке не была выше +20°С. Летом это условие может быть выполнено путем укладки в холодное время суток.
По СНиП 2.04.08-87 глубина прокладки не менее 1м до верха трубы, а для районов с температурой -40°С - 1,4м. В местах движения транспорта глубину увеличивают на 0,2 - 0,5 м. Для скальных грунтов учитывают подсыпку.
В местах расположения Седловых отводов дно траншеи понижается на 3 -5см поскольку отводы обеспечивают некоторое возвышение отводящей трубы по отношению к трубе основного распределительного газопровода.
Разработку траншей выполняют с помощью роторных, одноковшовых экскаваторов, баровых машин и специальных траншеекопателей.
Отвал устраивается со стороны возможного притока талых или дождевых вод.
На переходах через дороги используют те же методы, что и для стальных газопроводов, преимущество отдается методу прокола с использованием превмопробейников и гидропробойников.
Углы поворота запланированные упругим изгибом выполняют плавным поворотом ножа экскаватора, крутые углы выполняются при помощи отводов.
Длина очищаемого участка трассы на 2 - 3 смены.
К моменту укладки газопровода необходимо произвести проверку глубины вскрытой траншеи согласно проектным отметкам, окончательную зачистку и выравнивание дна траншеи вручную.
Перед укладкой трубы отбраковывают (сварщик).
Трубы раскладывают на трассе в зависимости от принятой схемы проведения работ.
Все подготовительные работы по сооружению газопровода из ПЭ труб должны быть отражены и оформлены в журнале производства работ.
Транспортировка и хранение
1) Трубы мерной длины связывают в пакеты по 3-5 т, пакеты скрепляют в двух местах на расстоянии 2-2,5 м. Трубы в бухтах скрепляются в 6 местах
2) Соединительные детали упаковываются в ящики, пакеты, мешки
3) Транспортировка автомобильным транспортом (в основном) длина свешиваемого конца не более 1,5 м. Опорки поверхности транспорта должны быть деревянными, резиновыми, или др. мягкими материалами.
4) Хранятся трубы и детали в закрытых не отапливаемых помещениях, исключающих деформацию, попадание нефтепродуктов.
5) Запрещается хранить вместе с трубами легковоспламеняющиеся вещества.
6) Высота штабеля связок труб 2-4 м.
7) Погрузка с помощью мягких строп, перекатки по лага
8) Гарантийный срок хранения 2 года
Схемы сварочных работ
Существует основные 4 организационные схемы проведения сварочных работ.
Трассовая схема - при наличии у сварочной бригады сопровождающего автотранспорта с автом. источником электроснабжения и вспомогательным оборудованием.
Сварка труб мерной длины, уложенных по трассе строительства торец в торец с перемещением сварочной машины от стыка к стыку.
Базовая схема - сварка труб мерной длины в отдельные секции на базе с последующим вывозом секций на трассу. Применяется редко, при невозможности расположить оборудованием 1пл - 12-18м. Может сочетаться с трассовой (1бр. - готовит секции, другая - сварку на трассе).
Стендовая - сварка труб мерной длины, уложенных на трассе рядом со сварочным аппаратом, методом их протаскивания по мере наращивания. Используется если есть возможность протаскивания без повреждения (дополнительные роликовые опоры, смежный наст и т. д.)
Индустриальная - сварка длинномерных труб между собой после их разматывания. Рациональна из-за большой производительности. При длине труб 250 м, производится до 3 км за смену. Не может применяться при температуре ниже +5
Производить: (по технологии) 20-35 соединений на 1 стыковую машину и 12-25 соединений в смену на аппарат.
При увеличении машин: 30-45 соед – встык 25-45 соединений
| способ |
20/2^ |
32/40 |
50 |
63 |
90 |
110 |
125 |
140 |
160 |
225 |
| встык |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
| Сзн |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
± |
± |
± |
Стыковую сварку применяют для межпоселковых из труб мерной длины Сварку с зн - при строительстве внутрипоселковых с использованием седловых отводов и газопроводов из длинномерных труб. ± для стыковки плетей, ремонтных работ
Укладка и засыпка
Организационные мероприятия и последовательность выполнения работ по укладке и засыпке газопроводов принимаются исходя из принятого способа прокладки, который может быть открытым или бестраншейным.
Укладка в траншею газопровода производится не ранее, чем через 30 минут после сварки последнего стыка, чтобы стык остыл и наб"рал прочность.
Перед укладкой трубы осматривают, концы труб должны быть заглушены.
Укладку труб производят с помощью ремней, текстильных строп. Расстояние между опорами зависит от диаметра.
| Средняя величина пролетов при укладке |
| 63 |
75-110 |
125-160 |
180-225 |
| 8- Юм |
10-12м |
12-15м |
14-17м |
Обычно трубы укладывают вручную. Только для труб диаметром более 180 мм в ряде случаев используют автокран.
Возможно совмещение работ по укладке и рытью. В этом случае используют экскаваторы непрерывного действия, оснащенные устройством для укладки.
Во избежании падения плети используют временные перемычки из лесоматериалов.
В летний период газопровод укладывают «змейкой» и присыпают сразу на 15-30 см над верхом, чтобы температура не стала выше температуры траншеи.
Ночью газопровод распрямляется.
Если невозможно укладывать «змейкой» укладывают в холодное время суток.
При поступлении труб в катушках их разматывают либо с подвижной, либо с неподвижной катушки (протаскиванием).
Разматывание труб производят при температуре не ниже +5°С (можно разогревать бухты).
До начала работ по присыпке:
- проверить проектное положение, плотное прилегание по дну, качество подсыпки
- качество изоляции стальных вставок
- устроить подъезд для привоза грунта
- получить письменное разрешение на засыпку
- выдать наряд-задание машинисту
Присыпают сразу после укладки.
Засыпку производят после его испытания. Обязательное трамбование.
Укладывается сигнальная лента.
Также при укладке применяется метод протаскивания и заглубления.
Контрольные вопросы: 1. Какие работы должны выполняться на трассе перед началом строительства СМО? 2. Назовите организационные схемы проведения сварочных работ? 3. Как происходит укладка и засыпка газопровода?
Тема 7. Присоединение полиэтиленовых газопроводов к оборудованию и запорной арматуре
Разъемные соединения
1. По сколько ПЭ газопроводы имеют целый ряд ограничений по
условиям их применения неизбежно возникает необходимость их стыковки со стальными участками, а также с металлической запорной арматурой. Стыковка со стальными участками выполняется на водках, при переходах на надземную прокладку, в местах пересечения с преградами, где затруднено использование ПЭ труб.
Соединения выполняются как разъемными так и неразъемными. Разъемные подразумевают возможность их многократной сборке и разборке в отличие от неразъемных.
Разъемные соединения выполняют преимущественно фланцевыми. Они являются самыми простыми по устройству и выполняются на стандартной полиэтиленовой втулке под фланец. Их применение началось практически одновременно с началом использования ПЭ труб.
Разъемные соединения «полиэтилен - сталь» наиболее целесообразно применять в колодцах, где они доступны для обслуживания, для присоединения ПЭ труб и запорной арматуре.
Возможно также присоединение к наземным участкам, располагая их на вертикальных участках наземных выходов. Однако в этом случае необходимо из-за грамозности таких соединений устраивать футляры больших диаметров, чем для неразъемных соединений. Конструкция такого футляра тоже должна быть разъемной для обслуживания соединения.
Для изготовления узлов разъемного соединения применяют отечественные ПЭ втулки, при необходимости применяют зарубежные аналоги (фирма «Кепаи»)
Под ПЭ втулки применяют стальные приварные фланцы ГОСТ 12820-80 и свободные накидные ГОСТ 12822-20.
Процесс сборки разъемного соединения на втулке под фланец состоит из следующих операций:
- обработка стального накидного фланца
- сварка приварного фланца со стальной трубой
- подготовка втулки
- приварка втулки к ПЭ трубе (патрубку)
- крепление втулки в стальных фланцах
После сборки соединение проверяют на параллельность соприкасающихся поверхностей стальных фланцев.
Отклонение от параллельности по наружному диаметру фланцев не должно превышать 10% от толщины прокладки (0,2 мм). Проверку проводят штангенциркулем.
Неразъемные соединения
К неразъемным соединениям «полиэтипен-сталъ» относятся соединения с механическим сиеплением. Они не требуют обслуживания, и их можно устанавливать непосредственно в грунт.
Все неразъемные соединения относятся к нахлесточным и состоят из ПЭ участка и стального, входящих в зацепление друг с другом в соединительные части. Один участок соединения имеет цилиндрический патрубок на конце, соответствующий диаметру стандартных труб, на конце другого участка (в соединительные части) - раструб, сужение.
Соединения выполняются по принципу
«полиэтилен снаружи — сталь внутри»
«полиэтилен внутри — сталь снаружи»
штекерное — в которых стальной патрубок в зоне соединения имеет V -образные расширения, внутрь которого запрессовывается полиэтиленовая часть.
Неразъемные соединения, как и все звенья трубопроводной сети, должны обладать равной с трубами прочностью и герметичностью. Восприятие продольных усилий'происходит за счет специальных канавок на нанесенных на соединительную часть стальной детали и врезающихся в тело ПЭ участка за счет обжатия или расширения последнего.
Восприятие радиальных усилий обеспечиваются или раструбом стальной детали (ПЭ внутри - сталь снаружи), или бандажом из металла или пластиках (ПЭ снаружи - сталь внутри).
Для обеспечения герметичности в конструкцию соединений часто включают уплотнительные элементы в виде колец резиновых, размещенных в канавках на стальном и ПЭ участках.
При эксплуатации соединения ПЭ - сталь находится в сложном напряженном состоянии. При монтаже неразъемных соединений проводят специальные мероприятия, направленные на предотвращение возникновения монтажных и эксплуатационных напряжений (соединение располагают на прямолинейных участках, основание траншеи и соединение засыпают песком с тщательным уплотнением).
В практике строительства газопроводов на территории России нашли применение следующие неразъемные соединения:
1) Конструкция с ПЭ патрубком, обжимающим стальную заготовку и ПЭ бандажом. Соединения получают методом «горячей сборки», которая применяется для ПЭ труб Де 32 - 225мм. Эта конструкция является самой массовой (общий объем применения в 1999г составил до 19000шт). Выпускает ОАО «Гипрониигаз», ОАО «Леноблгаз» и т.д.
2) Конструкция с наружным металлическим бандажом, т. к «холодной сборки» применяется для труб Де 20 - 40мм. Соединение получается в результате обжатия ПЭ трубой металлического оголовка за счет наружного бандажного кольца. Натягивание бандажного кольца вызывает сильные напряжения в соединительной зоне, при этом ПЭ переходит в высокоэластичное состояние и заполняет канавки на подготовленном стальном оголовке. Такие соединения изготавливают ОАО «Гипрониигаз», ОАО «Смоленсоблгаз» и т.д и фирмой « Ризюп» 1995 -4998г.
3) Конструкция с внутренним распорным кольцом представлена в соединениях фирмы «Оропог» (Финляндия)
Характерна тем, что на стальном участке имеется специальное расширение с остроугольными канавками, которые врезаются в ПЭ трубу при введении в нее распорного кольца. Дополнительное уплотнение обеспечивается резиновыми кольцами. Снаружи соединительная часть покрыта полиуретановой изоляцией.
Изготовляет СП «Моспартеплогаз», а также фирма Упонор.
4) Конструкция с переходом на полиэтилен в виде муфты с зн. Переходную зону соединения получают путем помещения конца металлической заготовки в литьевую форм-у, в которой и оформляется изделие. Металлическая заготовка может быть выполнена в виде приварного патрубка или резьбовой втулки. Такие соединения поставляет фирма «Рпа1ес» (Швейцария) «Сеог§ ПзсЬег» (Швейцария).
В основном используют отечественные соединения. Основным, наиболее применяемым видом остаются отечественные соединения «горячей сборки»
Изготовление неразъемного соединения «полиэтилен - сталь» раструбного типа производятся в следующей последовательности:
- подготовка ПЭ участка
- заготовление металлического участка
- разогрев конца ПЭ участка
- формирование цилиндрического раструба и его охлаждение
- разогрев стального участка
- соединение металлического и ПЭ участка
- натягивание на раструбную зону дополнительного ПЭ катушки, играющей роль наружного бандажа.
Соединение горячей сборки
Подготовка ПЭ участка: снимается внутренняя фаска под углом 40-50°
на половину толщины стенки. Металлический участок: протяжка конца участка и нанесение наружных
Канавок глубиной 0,5 - 1,5 мм
Раструб формируется введением внутреннего разогретого ПЭ конца металлической формующей оправки на глубину 1,2 Де.
После изготовления соединения стальной участок покрывают битумной грунтовкой, а на ПЭ наносят маркировку.
Ответвления Ответвлейия-предусматриваются к индивидуальным потребителям.
Тема 8. Устройство полиэтиленовых вводов
1. Основным назначением полиэтиленовых труб малого диаметра (Де 20-40мм) является подвод газа непосредственно к потребителю, то есть выполнение домовых вводов. Наиболее предпочтительным способом подхода полиэтиленовыми газопроводами к дому с точки зрения противодействия коррозионному повреждению стальных вставок и экономической целесообразности является использование вывода полиэтиленовых труб на стену газифицируемого здания, или, другими словами, устройство настенных вводов. Правда, возможность устройства настенных вводов в большой степени зависит от грунтовых условий.
Преимущество вводов газопроводов из полиэтиленовых труб заключается в исключении риска разрушения стальных участков от действия электрохимической коррозии.
К недостаткам можно отнести опасность механических повреждений и повреждений от теплового воздействия при возникновении пожара внутри здания, а также возможность деформационного разрушения полиэтиленовых труб.
Все конструкции полиэтиленовых вводов должны рассматриваться прежде всего из ходя из условий их безопасной эксплуатации.
В связи с этим для полиэтиленовых труб нормативными требованиями предусматривается:
- максимально допустимое высота вывода полиэтиленовых труб на уровне нулевых отметок земли;
- установка защитного футляра;
- компенсация возможных линейных деформаций газифицируемого здания или ввода.
Ограничение по высоте ввода обусловлено необходимостью обеспечить требуемый тепловой режим при эксплуатации и полиэтиленовых труб (не ниже -15°С зимой и не выше +30°С летом). Этот режим будет обеспечиваться за счет аккумулирующих свойств окружающего грунта, не подверженного резким перепадам температур при понижении или повышении температуры наружного воздуха. Как правило, только при газоснабжении зданий в районах с расчетной температурой ниже -25°С вертикальный участок полиэтиленового ввода необходимо выполнять с утеплением.
В качестве утеплителей используют негорючие или трудногорючие материалы - минеральную вату по ГОСТ 9573-82, песок перлитовый по ГОСТ 10832-83 и т.п., обеспечивающие дифундирование газа и его вывод через контрольную рубку или отверстие футляра.
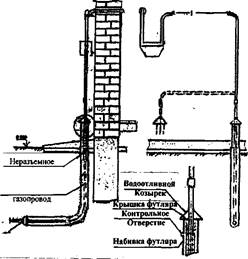
При устройстве настенных вводов полиэтиленовые трубы на выходе из земли вместе с узлом соединения «полиэтилен-сталь» заключаются в защитный футляр из труб большего, чем газопровод диаметра.
Футляр выполняет сразу несколько функций. Он защищает газопровод от механических повреждений и ударных воздействий, г
повышает огнестойкость ввода, предотвращает охрупчивание полиэтилена при отрицательных температурах наружного воздуха, не допускает перегрев полиэтилена в жаркие месяцы года и связанная с ним снижение несущей способности труб, обеспечивает вывод газа на случай его утечки за пределы около фундаментной зоны здания.
При определении материала защитного футляра следует учитывать фактор времени, в течение которого могут эксплуатироваться полиэтиленовые трубы (не менее 50 лет). Поэтому необходимо стремится к тому, чтобы обеспечить эксплуатацию футляра без замены частей в течение времени сопоставимом с временем эксплуатации труб газопровода. Наиболее логично выполнять подземную часть футляра из полиэтиленовых труб или другого пластика, не подверженных электрохимической коррозии. Надземная часть должна выполняться из металлических или стеклопластиковых труб, обеспечивающих необходимую жесткость, ударопрочность и несгораемость.
При выполнении вводов непосредственно у стен здания (настенные ввод) подземная часть футляра должна захватывать и часть горизонтально газопровода с целью вывода газа при его утечке за пределы около фундаментной зоны. Длину горизонтального участка, как правило достаточно назначать равной 1,0м.
В случае наличия грунтовых вод подземный конец футляра необходимо герметизировать различными способами. При отсутствии грунтовых вод достаточно небольшого уплотнения, например, из пенополиуретана (ППУ).
При выводе труб из земли на некотором удалении от зданий (1,0м и более) горизонтальный участок футляра может не предусматриваться, а при наличии пучинистых грунтов и других особых грунтовых условий даже мешать проведению конструктивных мероприятий по защите ввода от сил пучения.
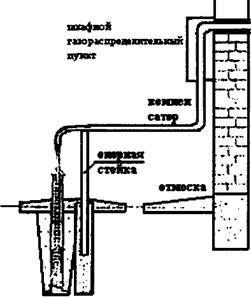
Для предохранения вводов от перегрузки используют компенсаторы линейных и угловых перемещений. Компенсация перемещений может обеспечиваться за счет конструкции надземной части ввода, выполненной из стальных труб с углами поворотов или за счет установки специальных сильфонных компенсаторов. Компенсаторы возможно устанавливать только надземно, их конструктивное решение и размеры зависят от прогнозируемых перемещений. От компенсатора труба надземного стального газопровода выводится в здание или присоединяется к газовому счетчику или шкафу настенного ГРП (на газопроводах среднего давления). Компенсаторы желательно оснащать контрольным стрелочным указателем служащим для визуального контроля перемещений относительно нулевой черты.
Устройство ввода в обычных условиях
Место переселения надземным газопроводом стенок здания или присоединения к счетчику или шкафному ГРП следует производить на некотором удалении от настенного ввода. При этом линейная часть надземного газопровода от торца защитного футляра до ближайшей опоры или присоединения к счетчику или ШРП будет являться одной из наиболее простых конструкций 2-или Г-образного компенсатора.
Одна из возможных конструкций настенного ввода низкого давления показана на рисунке. В данной конструкции поворот полиэтиленового футляра выполняется за счет сварного четырех секционного отвода, изготавливаемого на специальных сварочных машинах, в которой затем протаскивается полиэтиленовая труба ввода. Резьбовое присоединение ввода к компенсатору обеспечивает удобство и точность монтажа, а также позволяет при просадке ввода увеличить длину стальной вставкой.
Размеры компенсатора рассчитываются исходя их заданного перемещения и допустимых напряжений в трубах газопровода. Установка опор и хомутов должна обеспечивать необходимые перемещения труб газопровода.
Для обеспечения безопасной эксплуатации полиэтиленовые вводы желательно располагать на участках, где нет ввода других коммуникаций или на возможном удалении от них. При этом минимально допустимые расстояния по горизонтали между смежными коммуникациями, установленные нормативной документацией, целесообразно применять только при транзитной прокладки этих коммуникаций, то есть проходящих мимо газифицируемого объекта.
Это объясняется тем, что расположение газового ввода рядом с параллельно проложенными вводами в здание других инженерных подземных сетей (теплотрассами, водопроводами, канализацией и электрическими кабелями) нежелательно, так как все они в той или иной степени могут способствовать распространению газа и его проникновению в подвалы и подполья, что может явиться причиной образования взрывоопасной концентрации газа. Наиболее опасным в этом отношении каналы теплотрасс, по которым газ может легко распространяться на большие расстояния. Известны случаи, когда газ из поврежденного газопровода просачивался по пустотам щебеночного основания водопроводных труб и пробивался в подполья жилых домов. Поэтому газовые вводы рекомендуется планировать на максимально возможном отдалении от вводов в дом других подземных коммуникаций.
При назначении места подхода газопровода к зданию не должны также игнорироваться требования архитектурной эстетики. Настенные вводы несколько ухудшают архитектурный вид зданий, поэтому их желательно располагать на торцевых стенах (лучше всего глухих), а дальнейшую прокладку вести при помощи наружного газопровода.
Как уже сказано выше выбор той или иной конструкции ввода зависит от грунтовых и температурных условий, а также от материала защитного футляра.
2. В обычных грунтовых условиях положение газифицируемого здания и ввода относительно стабильно, и может произойти только от постепенной осадки фундамента здания в результате уплотнения грунта под ним или резком изменении грунтовых условий, связанных с воздействием природных или человеческих факторов. При этом построить прогноз изменения грунтовых условий на длительный срок (ЗОлет и более) практически не возможно, так как на их изменение влияют не только естественные, но и искусственные процессы, такие как подъем подводных вод за счет выхода из строя близлежащих водосодержащих коммуникаций, или из-за устройства в непосредственной близости сварных фундаментов, строительства линий метрополитена (в городах) и пр. В связи с этим устройство компенсатора будет необходимо во всех случаях.
Выбор краевых условий при расчете компенсатора определяет принятие необходимого решения по его протяженности и форме. При этом учитывают, что несущая способность стальных и полиэтиленовых труб сопоставимых диаметров совершенно различна.
Соответственно при расчетах компенсаторов следует учитывать постепенно изменяющиеся свойства самого полиэтилена (снижение пластичности и расчетного сопротивления материала труб).
3. Для сложных грунтовых условий целесообразно предусматривать либо устранение воздействия пучинистых грунтов на ввод, либо установку футляра ввода на определенном расстоянии от здания, а дальнейшую прокладку осуществлять стальными трубами в надземном варианте по стоечным опорам (при необходимости) и наружным стенам. В этом случае можно обеспечить необходимую величину компенсации за счет относительно большой протяженности надземного участка и наличия поворотов и спусков. При этом шкаф ГРП, как правило, жестко крепится на анкерных болтах на стен© здания. Величину перемещений в пучинистых грунтах определяют по дшным>многолетних наблюдений.
Для защиты от касательных сил пучения полиэтиленовый футляр покрывают изоляцией, уменьшающей силу сцепления с активным пучинистым грунтом, В качестве изоляции может использоваться гидроиэол, толстая полиэтиленовая пленка и другие волос тонкие рулонные материалы, имеющие температуру эксплуатации до минус (15-20ГС.
Покрытие футляра может снизить эффект морозного пучения до 8 раз, однако оно хорошо работает только в случае установки футляра строго вертикально. Даже небольшие отклонения от вертикали резко увеличивают воздействие сил пучения. Поэтому целесообразно наряду с защитным покрытием применять засыпку котлована вокруг футляра непучинистым.фунтом.
Для снижения нормальных сил пучения на футляр можно использовать замену грунта под подошвой футляра на непучинистой или заглубления газопровода на участке ввода ниже глубины промерзания.
Устройство вводов ввода в особых условия
Устройство отмостки вокруг футляра обязательно во всех случаях.расположении: рядом с футляром ввода опорной стойки надземного газопровода важно обеспечить одинаковые условия их установки (по глубине подошвы основание, мерам защиты от пучения)!. В этом случае, даже при деформации грунта от сил пучения, будет достигнута относительная синхронность их перемещения и тем самым отсутствия в конструкции ввода непредусмотренных деформаций.
Назначая диаметр защитного футляра, следует отталкиваться от диаметра трубы ввода с учетом толщины ее термоизоляции. Расчет изоляции достаточно точно можно определить по формулам СНиП 2.04.14-88 или другим методикам, исходя из необходимости обеспечить требуемую температуру стенке полиэтиленового газопровода (не ниже -15°С) ш»и временной остановке движения газа в наиболее неблагоприятный зимний период времени.
Контрольные вопросы: В чем разница между устройством вводов в обычных условиях и в особых?
Тема 9. Переходы газопроводов через преграды
Требования к устройству футляров
1. Пересечение газопроводами автомобильных дорог (за исключением бескатегорийных), железнодорожных и трамвайных путей, подземных коллекторов и каналов (включая каналы теплосети и дренажной канализации) ведется с обязательным устройством защитных футляров.
Пересечение других подземных инженерных коммуникаций (водо- и газопроводов, телефонных и электрических кабелей), может осуществляться как с устройством защитных футляров, так и без них, в зависимости от месторасположения защищаемого газопровода, глубины его укладки, расстояний до ближайших жилых и общественных зданий и других факторов. Решение об устройстве футляров принимается на стадии проектирования.
Защитные футляры могут выполняться из неметаллических (полиэтиленовых, поливинилхлоридных, асбестоцементных) или металлических (стальных) труб. Стальные футляры предусматриваются при пересечение железных дорог и теплотрасс; в других случаях можно, и даже целесообразно, применять футляры из неметаллических труб, обеспечивающих более Долгий срок службы. Необходимость устройства стальных футляров при пересечении теплотрасс вызвано тем, что в случае аварии на системах теплоснабжения горячая вода неминуемо приведет к потере устойчивости пластмассового футляра и нарушению его защитных свойств. Неметаллические футляры, устраиваемые при пересечении автомобильных дорог или трамвайных путей, проверяются по условию предельно допустимой овализации поперечного сечения трубы футляра и по условию устойчивости круглой формы поперечного сечения.
При пересечении автомобильных дорог, железнодорожных и трамвайных путей диаметры футляров по значениям Де или Ду принимаются, как правило, не менее чем на 100мм больше диаметра газопровода. Это обусловлено потенциальной возможностью сплющивания футляра под действием нагрузок от полотна дороги и движущегося транспорта. В остальных случаях внутренний диаметр футляра может быть на 20-50мм больше диаметра газопровода.
При использовании футляров из стальных труб они свариваются газо- или электросваркой в плети требуемой длины. Для продления срока службы желательно защищать наружную поверхность футляра пассивной изоляции на основе битумных мастик или полимерных изолирующих пленок, а также устраивать протекторную защиту.
При использовании для футляров полиэтиленовых труб они свариваются между собой нагретым инструментом встык или муфтами с закладным электронагревателем (при открытом способе прокладке).
При использовании футляров из неметаллических труб, собираемых в раструб (керамических, поливинилхлоридных или асбестоцементных), они должны быть собраны в плети требуемой длины и уплотнены в местах соединений, согласно требованиям к сборке данных труб. Изоляция на металлические футляры не наносится.
Контрольные трубки, где они необходимы, могут выполняться как из стальных, так и из полиэтиленовых труб. На переходах через железные дороги вместо контрольных трубок устанавливаются вытяжные свечи.
Расстояние места врезки контрольной трубки от конца футляра рекомендуется принимать равным 250-400мм.
Врезка контрольных трубок производится:
- стальных в стальные футляры - газо- или электросваркой;
- полиэтиленовых в стальные футляры - при помощи неразъемных соединений «полиэтилен-сталь», с гладким приварным концом;
полиэтиленовых в асбестоцементные, керамические, поливинилхлоридные или полиэтиленовые футляры - при помощи соединения «полиэтилен-металл» с резьбовым концом и гайкой. Металлическая часть соединения должна иметь упор под резиновое уплотнение и после монтажа покрываться битумной изоляцией или полимерной лентой в соответствии с требованиями ГОСТ 9. 602-89.
- стальных в полиэтиленовые, керамические и асбестоцементные футляры - при помощи резьбовой врезки через опорную плиту с резиновым уплотнением;
- полиэтиленовых в полиэтиленовые футляры - при помощи седловых отводов или засверловочных хомутов.
Свободные концы контрольных трубок выводятся под защитное устройства - ковер.
При монтаже ковера на футлярах при пересечении автомобильных дорог за пределами поселений должна быть предусмотрена его установка на основание, обеспечивающее возвышение крышки ковера над поверхностью земли.
Для предотвращения механических повреждений полиэтиленовых труб при протаскивании внутри защитного футляра (за исключением пластмассовых) на них рекомендуется установка защитных опор или прокладок. Количество опор и расстояний между ними определятся конструктивно или расчетом и указывается в проектной документации. Конструкция опор может быть самая различная, но обеспечивающая отсутствие повреждений на трубах газопровода.
Например, возможно использовать кольца длиной 0,5 Де изготавливаемые из полиэтиленовых труб того же диаметра, что и трубы газопровода или следующего типоразмера, путем разрезки их по образующей и установки на протягиваемую трубу на расстояниях 2-3 м друг от друга с фиксации на трубе липкой синтетической лентой. В качестве одного из вариантов могут рекомендоваться стандартные ползунковые опорно-направляющие кольца из пластмассовых или деревянных сегментов, соединяемых болтами или тросом.
При наличии на футляре контрольных трубок концы футляров дополнительно герметизируются битумными мастиками (на полиэтиленовых футлярах при температуре не выше +80 °С), полимерной лентой или другим способом, предотвращающем выход газа при его возможной утечке за пределы концов футляра и обеспечивающим его вывод в контрольную трубку.
Метод наклонно-направленного бурения
При переходах через ж/д, автодороги и т.д. устраиваются футляры и выводятся контрольными трубками также как и при укладке стальных газопроводов. Особенность присоединения контрольных трубок - соединение полиэтилен сталь.
Переходы через водные преграды осуществляются аналогично стальным газопроводам также в две или одну нитку с баласстировкой и т.д.
При пересечение водных преград эффективно показали себя методы бестраншейной прокладки к которым в первую очередь можно отнести метод управляемого (наклонно-направленного) горизонтального бурения.
Эта технология стала применяться с 1990г и сформировала новую отрасль строительства и позволила в корне изменить подход к пересечению преград. Этот способ конкурирует с другими методами, но если при других методах можно делать проходки до 50м, то этим методом можно пересекать преграды шириной до 500м и более.
Принцип технологии в следующем: буриться пилотная скважина относительно небольшого диаметра с последующем ее расширением до требуемого размера и протаскиванием в полученный канал ПЭ трубопровода. Установка позволяет бурить скважину любой заданной конфигурации с кривизной в горизонтальной или вертикальной плоскости. При бурении пилотной скважины осуществляется постоянный контроль за положением буровой головки. Это достигается тем, что в буровую штангу около самого бура вмонтирован радиопередатчик, сигнал которого постоянно передает на поверхность информацию о глубине расположения головки, угле ее поворота. Сигнал улавливается приемником, который отображает информацию на дисплее, и на приемник оператора, расположенный на буровой установке. Точность системы такова, что оператор может пробурить скважину до 500м и вывести буровую головку на поверхность в установленной точке с точностью ± 150мм.
Сама буровая головка выполнена в виде одностороннего клина, поэтому при ее вращении с одновременным вдавливанием в грунт формируется прямолинейная скважина, тогда как вдавливание без вращения отклоняет буровую головку в сторону, противоположную углу наклона клина. Поочередно поворачивая буровую головку в ту или иную сторону перемежая процесс вдавливания с процессом вращения, добиваются формирования подземного канала требуемого профиля, угол поворота которого зависит от гибкости буровых штанг. Глубина скважины при пересечении водных преград составляет 4-6м.
Для уменьшения сил трения головка оснащена форсунками, через которые подается вода. По мере проходки пилотной скважины производят поочередную стыковку буровых штанг друг с другом.
После выхода буровой головки на поверхность ее заменяют на конусный расширитель, который протаскивают при вращении в обратную сторону. При мелкозернистых грунтах обратно с расширителем протаскивают и трубу. При плотных грунтах трубу протаскивают при вторичном проходе расширителя.
В слабых грунтах для укрепления стенок пробуренного канала используют растворы на основе бетонитов в смеси с водой.
Протягиваемая труба не испытывает трения так как скважина больше трубы, протягивается с водой.
Распространению ННБ способствует:
- исключение необходимости проведения дноуглубительных, подводных и берегоукрепленных работ
- отсутствие необходимости балластировки
- сохранение естественного экологического состояния водоема
- отсутствие земельных разрушений
- снижение затрат на СМР по переходу. Не применяется этот способ в крупнообломочных грунтах. При геологических изысканиях необходимо хорошо изучить все характеристики грунтов для расчета буровой скважины.
В настоящие время в мире более 20 фирм поставляют на строительный рынок буровые установки.
В России прокладка разрешена с 1997г применяются установки «Навигатор» фирмы «Уегтеег - 81етЪшсп» (Германия).
Этот метод может применяться и при переходах через другие преграды.
Контрольные вопросы: 1. Какие основные требования к прокладке футляра? 2. В чем сущность метода ННБ?
Тема 10. Испытание и сдача в эксплуатацию объектов газоснабжения
1. Подземные ПЭ газопроводы всех давлений испытывают сжатым воздухом, под руководством специально выделенных лиц из ИГР.
При испытании на прочность в газопроводе создают давление превышающее рабочее (0,75 и 0,45 МПа для газопроводов высокого и среднего давления соответственно и 0,3 - для низкого).
Испытание на герметичность проводят при рабочем давлении на которое рассчитан газопровод - для газопроводов высокого и среднего давления, 0,1 МПа - для газопроводов низкого давления.
Время испытание для подземных газопроводов составляет: на прочность 1г, на герметичность - 24г.
Целесообразно проводить предварительные испытания (так как при них удобнее устранять дефекты).
После проведения предварительных испытаний сварочная бригада может отправляться на другой объект.
Приемочные испытания проводят при положительных результатах и после полной засыпки.
Проведение испытания ПЭ газопроводов проводят по общим правилам.
Для подачи внутреннего воздуха на одном из его концов через разъемное или неразъемное соединения приваривается отводная металлическая трубка Д 20-25мм, снабжаемая резьбовой втулкой для присоединения манометра штуцером для шланга компрессора и запорным вентилем. С противоположной стороны газопровод ограничивается заглушкой.
Проведение пневматических испытаний проводится в присутствии представителя заказчика, генподрядчика, эксплутационной организации и органа Госгортехнадзора.
ПЭ газопроводы подвергаются испытанию не ранее чем через 24ч после сварки последнего стыка.
По действующим нормативам результат испытаний на прочность считается положительным если в период испытаний нет видимого невооруженным глазом падения давления по манометру.
Перед испытанием на герметичность газопровод выдерживают 6ч для выравнивания I.
Результаты испытаний на герметичность считают положительным если в период испытания падение давления не превышает допустимого значения, определяемого по формуле:
ДНадм = (20*1р)/ё
ё - внутренний диаметр
1р - продолжительность испытаний
Существует и другой пока не утвержденный подход к оценке прочности и герметичности смонтированных газопроводов. Он заключается в том, что испытания проводятся только на прочность, при этом общее время испытания принимается как при испытании на герметичность. При испытаниях пользуются более точными манометрами, исходя из возможности обнаружения, допустить величин падения давления до объема испытываемого трубопровода.
2. Трассу ПЭ газопровода на местности обозначают опознавательными знаками не более 500м друг от друга на углах поворота в местах ответвлений, пересечений с коммуникациями.
При использовании для обозначения трассы газопровода изолированного провода знаки допускается устанавливать в местах вывода провода на поверхность земли, расположение контрольных трубок, с обеих сторон переходов.
Отклонение провода от оси прокладки не должно превышать 0,3м. Вывод провода спутника над поверхностью выполняется по ковер в специальных точках на расстоянии 4 км друг от друга.
Опознавательные знаки за пределами населенных пунктов представляют собой ж/б столбики высотой 1,6м в верхней части оборудованный металлической пластиной с подписью.
Трассы газопровода на территории населенных пунктов обозначают в местах поворотов и через каждые 200м на линейных участках с помощью привязки оси газопровода к долговременным сооружениям.
3. Для сдачи - приемки объектов в эксплуатацию создают рабочие комиссии, которые назначают приказом руководителя предприятия заказчика. Порядок и продолжительность работы рабочих комиссии устанавливает заказчик по согласованию с генподрядчиком.
В состав комиссии входят представители:
- заказчика - представитель комиссии.
- генподрядчика
- субподрядных организаций
- проектной организации
- технической инспекции профсоюзов
- профсоюзной организации заказчика
- органа госсаннадзора
- органа гос. пожарного надзора
- других организаций - по решению заказчика
- организации эксплуатирующей эти объекты
Комиссии создаются в пятидневный срок после получения письменного извещения генподрядчика о готовности объекта к приеке.
4. По окончании строительства и завершении необходимых испытаний генеральный подрядчик представляет готовый объект рабочей комиссии по приемке в эксплуатацию законченных строительством объектов. При этом заказчику передается один комплект исполнительной документации, перечень которой оговорен в «Правилах приемки в эксплуатацию законченных строительством объектов систем газоснабжения» (СНиП 3.05.02-88 и проект СНиП 42-01):
• комплект рабочих чертежей на строительство предъявляемого к приемке газопровода, с отметками о проведенных согласованиях и внесенных изменениях;
• строительный паспорт газопровода, включающий схему сварных стыков с их привязкой к постоянным ориентирам;
• акты освидетельствования скрытых и специальных работ
• акты разбивки и передачи трассы;
• инструкции заводов-изготовителей по эксплуатации газового оборудования и приборов;
• сертификаты, технические паспорта и другие документы (или их копии), удостоверяющие качество материалов, оборудования и соединительных деталей, примененных при производстве строительно-монтажных работ, в т.ч. протоколы входного контроля качества ПЭ труб и соединительных деталей из полиэтилена;
• заключения о качестве сварных соединений, проверенных выборочными механическими испытаниями и ультразвуковым контролем;
• журнал учета (производства) работ, с указанием использованного сварочного оборудования и технологий сварки, списка
• организаций, принимавших участие в производстве строительно-монтажных работ, видов выполняемых работ и фамилий руководителей, непосредственно ответственных за выполнение этих работ, копий удостоверений сварщиков, выполнявших сварочные работы.
Кроме исполнительной документации на строительство приемочной комиссии представляются некоторые дополнительные документы, определенные «Правилами безопасности в газовом хозяйстве» (ПБ 12-368-00):
• копия приказа о назначении лица, ответственного за безопасную эксплуатацию газового хозяйства;
• подтверждение о создании заказчиком собственной газовой службы или договор с организацией, имеющей соответствующую лицензию о техническом обслуживании и ремонте газопроводов и газового оборудования;
• протоколы проверки знаний Правил безопасности в газовом хозяйстве, нормативных документов и инструкций у руководителей, специалистов и рабочих;
• план локализации и ликвидации аварийных ситуаций и взаимодействия служб различного назначения, включая аварийно-диспетчерскую службу эксплутационной организации газового хозяйства;
• акт приемки под пусконаладочной работы газоиспользующего оборудования и график их выполнения.
В процессе приемки в эксплуатацию поверяются: соответствие построебнного газопровода проектной документации, готовность организации к эксплуатации газопровода и к действиям по локализации и ликвидации последствий возможных аварий.
Комиссии предоставляется право в случаи необходимости потребовать вскрытия любого участка газопровода для дополнительной проверке качества строительства, а также проведения повторных испытаний с представлением дополнительных заключений.
По результатам работы приемочной комиссии оформляется акт приемки газопровода в эксплуатацию, в котором указывается, что выполненные строительно-монтажные работы соответствуют проекту и выполнены в полном объеме, а предъявленный к приемке газопровод считается принятым заказчиком вместе с прилагаемой исполнительной документацией.
Оформленный акт приемки является основание для ДРО на присоединение вновь смонтированного газопровода к действующей системе газораспределения « ввод объекта в эксплуатацию» и пуск газа.
Контрольные вопросы: Как производится испытание газопроводов? Где устанавливают знаки при обозначении трассы газопровода? Кто входит в состав комиссии при сдаче объектов газоснабжения в эксплуатацию? Какая исполнительная документация предоставляется подрядчиком при сдаче объектов?
Список используемой литературы.
1. Каргин В.Ю. Бухин А.И. «Полиэтиленовые газовые сети» М:. Издательский центр «Академия» 2002 г.
2. ПБ -12-529-03 « Правила безопасности систем газораспределения и газопотребления»
3. СП - 42-101-2003 « Свод правил по проектированию и строительству. Общие положения по проектированию и строительству газораспределительных систем из металлических и полиэтиленовых труб» М:. ЗАО Полимергаз 2004г
|
