Содержание
Введение
1.Маршрутный технологический процесс изготовления детали
2.Разработка технологической операции
3.Анализ составляющих погрешностей технологической обработки детали
Библиографический список
Введение
Изготовление изделий машиностроительного производства можно представить системой взаимодействия четырех видов связей: функциональной, технологической, стоимостной, организационной.
Изготовление изделия должно обладать такими свойствами, которые удовлетворяли бы определённым потребностям. Совокупность свойств изделия определяет его функциональное назначение и качество. Зависимость составных элементов определяют функциональные связи. Всё их многообразие сводится к двум видам: геометрическим (размерным) и физико-механическим (свойства материала). При изготовлении изделий действуют технологические связи и в результате получаются фактические параметры назначения и качества.
При экспертизе технологических систем и выявления технологических связей необходимо проанализировать совокупность причин, определяющих погрешность механической детали на технологической операции.
1. Маршрутный технологический процесс
Маршрутный технологический процесс будет состоять из следующих операций:
- 005 Заготовительная
- 010 Транспортная
- 015 Фрезерная с ЧПУ (6Н12Ф3)
- 020 Сверлильная с ЧПУ (2Р135Ф2)
- 025 Резьбонарезная
- 030 Слесарная
- 035 Моечная
- 040 Контрольная
2. Разработка технологической операции
Станок 2Р135 Ф2.
Приспособление: универсальная шести шпиндельная головка с шатунно-кривошипным приводом и специальные тески.
Переход 1
Центровка: Центровочным сверлом ф16мм L=15мм. ГОСТ 14952-75.
Переход 2
Сверлить отв. Ф
14мм на глубину 174мм, сверло ф
14мм ГОСТ 10903-75.
Переход 3
Сверлить отв. Ф
20мм на глубину 75мм, сверло ф
20мм ГОСТ 10903-75.
Переход 4
Сверлить отв. Ф
45мм на глубину 75мм, сверло ф
45мм ГОСТ 10903-75.
Переход 5
Сверлить отв. Ф
75мм на глубину 75мм, сверло ф
75мм ГОСТ 10903-75.
Расчет режимов резания.[8]
Исходные данные:
- материал Ст.3 ГОСТ 380-71;
- длина обрабатываемой поверхности L=170 мм.
- отв. Ф
14мм на глубину 174мм, сверло ф
14мм ГОСТ 10903-75.
Скорость резания определяется по формуле:
Реклама

где, t-
глубина резания, мм
S-
подача, мм/об
V-
скорость резания, м/мин
Kv, Cv, x, y, m-
коэффициенты эмпирической формулы.
t=d/2=14/2=7мм;
T=45 мин
S=0,3 мм/об
Cv=9,8
x=0
y=0,5
m=0,2
q=0.4
Общий поправочный коэффициент по скорости резания:
Kv = Kmv*Kиv*Klv.
Коэффициент на обрабатываемый материал Kmv=1,1
Коэффициент на инструментальный материал Kиv =1
Коэффициент, учитывающий глубину резания Kпv =1
Kv=1*1*1,1=1,1
V
=26.4 м/мин
Число оборотов шпинделя:
n
=600.6м/мин
Принимаем ближайшее имеющееся на станке значениечисла оборотов n
=600об/мин.
При этом условии фактическая скорость резания составит:
V=
26.4м/мин
Осевая сила определяется по формуле:

где, Kp, Cp, x, y, n-
поправочные коэффициенты
t=
7мм
S=
0,3 мм/об
Cp
=
37,8
x
=
1,3
y=
0,7
Kp=
0,9
Py
=4439,7 H
Мощность резания

N=1,91 кВт
3. Анализ составляющих погрешности механической обработки детали
| D, мм |
L , мм |
Допуск на предш. операцию |
Способ закрепления |
n, шт. |
m, шт |
U0, мкм/км |
W, 10-2
мкм/Н |
| 14 |
170 |
- |
В тисках |
40 |
5 |
3 |
2,0-3,0 |
1. Определяем погрешность обработки, обусловленную геометрической погрешностью станка, для токарных станков норма точности с=0.07 мкм/км:
Δст
=с*l=0.07*170=11,9мкм.
2. Погрешность, обусловленная износом сверла:
Длина пути сверления:

Погрешность износа


3. Погрешность обусловленная рассеиванием размеров из-за колебаний деформации технологической системы.


где Е-модуль упругости материала заготовки,  , ,
I-момент инерции 


Колебание припуска  →0,215мм →0,215мм




Для заданного диаметра размера.  . .
4. При установке в тисках погрешность установки 
5.Определим погрешность настройки станка на размер. Погрешность размера Δрег
=20 мкм, погрешность измерений принимаем равной 15% допуска на размер.
6 Определяем случайную составляющую погрешности обработки.


7 Погрешность температуры примем с введением коэффициента кт
=1.15, тогда суммарная погрешность:

Полученное значение удовлетворяет требованию
ΔΣ<ID

8. Определим соотношение составляющих погрешностей:
систематических:
случайных:
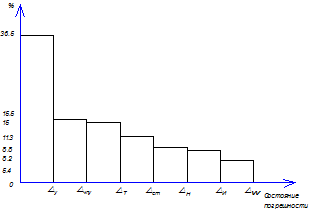
Диаграмма Парето
Из диаграммы следует, что  составляет 36,5% суммарной погрешности, поэтому для снижения суммарной погрешности необходимо уменьшать именно эту составляющую. составляет 36,5% суммарной погрешности, поэтому для снижения суммарной погрешности необходимо уменьшать именно эту составляющую.
Библиографический список
1. А.Н. Малов «Справочник технолога машиностроителя» в двух томах. М. «Машиностроение» 1972 г., стр. 568.
2. А.Ф. Горбацевич, В.А. Шкред «Курсовое проектирование по технологии машиностроения» Ленинградский политехнический институт М.И. Калинина
3. А.О. Харченко «Станки с ЧПУ и оборудование гибких производственных систем» «Профессионал» 2004 стр.304.
4. М.А. Аниров «Приспособление для металлорежущих станков» М. «Машиностроение» 1966г. Стр. 658.
|
