БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра ЭТТ
РЕФЕРАТ
На тему:
"Шлифовка пластин. Поверхностные покрытия и антикоррозионная защита"
МИНСК, 2008
Методы шлифовки разделяют по виду используемого абразива на обработку свободным и связанным абразивом, а по конструкции станка и характеру удаления припуска – на одностороннюю и двустороннюю.
При односторонней шлифовке пластины наклеивают будущей рабочей стороной на дюралевые блоки наклеечной мастикой из воскоканифольной смеси или синтетического воска. Блоки устанавливают пластинами вниз на шлифовальник из стекла, чугуна или стали (при шлифовке свободным абразивом) или навинчивают на шпиндель станка при шлифовке связанным абразивом.
При шлифовке свободным абразивом абразив виде суспензии на водной основе подают в рабочую зону. В процессе работы зерна абразива не связанные между собой, образуют между пластинами и шлифовальником прослойку, и перекатываясь, выкалывают частицы как обрабатываемого материала, так и материала шлифовальника.
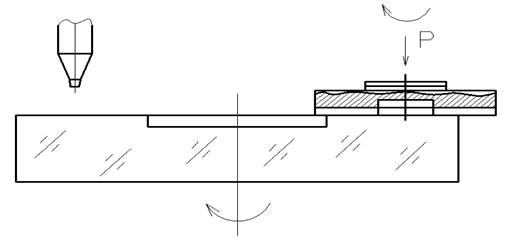
Рис.1. Процесс односторонней шлифовки пластин.
Таким образом одновременно происходит обработка поверхности пластин и износ шлифовальника. Так как материалы пластин и шлифовальника отличаются высокой твердостью и хрупкостью, зерна абразива не могут ни внедрятся, ни закрепиться в них.
Шлифованная поверхность полупроводниковых пластин имеет матовую фактуру и состоит из большого числа кратерообразных выколок. Размеры выколок находятся в прямой зависимости от размеров зерен абразива и давления на них.
Сначала обрабатывают нерабочую сторону пластины. Затем её переклеивают, сделав базовой, и обрабатывают рабочую сторону. Двойная наклейка обычно ухудшает точность формы окончательно обработанных плоскостей из-за неравномерности толщины клеющего слоя.
В настоящее время в связи с переходом на обработку пластин большого диаметра (150 и 200 мм), все больше начинают использовать двустороннюю шлифовку свободным абразивом.
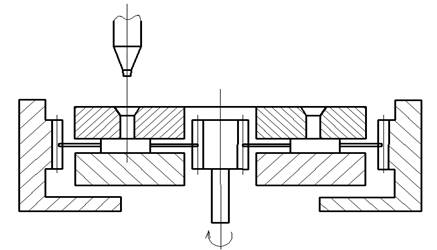
Рис.2. Установка для двустороннего шлифования.
Достоинства метода обработки: 1. Высокая производительность; 2. Высокая точность обрабатываемых поверхностей.
Двусторонняя шлифовка позволяет уменьшить прогибы пластин, связанные с деформацией кромки алмазного диска при резке, и обеспечить наименьшую разницу в толщинах. Высокая производительность шлифовки достигается за счет удаления материала одновременно с двух сторон пластин. Пластины уложены в отверстия сепараторов, расположенных на нижнем шлифовальнике. Верхний шлифовальник свободно самоустанавливается по поверхностям пластин. Пластины совершают в сепараторе сложные движения относительно поверхности шлифовальника, что способствует более равномерному их износу.
Реклама

Шлифовальники вращаются со скоростью 22–30 об/мин в противоположные стороны. Давление на одну пластину диаметром 76 и 100 мм составляет 12–13 и 21–22 кг.
Шероховатость после шлифовки находится в пределах Rz=0,5–1 мкм, Ra=0,1 мкм. Глубина нарушенного слоя, состоящего из трех зон может достигать 10–15 мкм.
Скругление краев пластин
Края пластины скругляют шлифовкой по периферии профильным алмазным кругом зернистостью АСМ28/20.
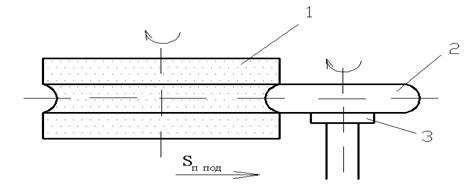
Рис.3. Процесс скругления краев пластин: 1 – алмазный круг; 2 – пластина; 3 – вакуумный столик.
Пластину (2) закрепляют на шпинделе с вакуумным столиком (3). Частота вращения алмазного круга (1) составляет 6000–8000 об/мин, столика с пластиной – 15–20 об/мин. Время шлифовки 4–8 с.
Алмазный круг прижимается к пластине пружиной или пневмоприводом.
Полировка полупроводниковых пластин
Полировка полупроводниковых пластин обеспечивает высокое качество их рабочей поверхности, минимальный наружный слой и наименьшие погрешности формы.
Методы полировки, как и шлифовки разделяют:
а) по виду используемого абразива и механизму удаления материала – на алмазную (механическую) и химико-механическую;
б) по конструкции станка и характера удаления припуска – на одностороннюю и двухстороннюю;
в) по качеству обработанной поверхности – на финишную и суперфинишную.
Алмазную (механическую) полировку выполняют алмазными пастами и суспензиями зернистостью от 3 до 0,5 мкм. На полировальниках из тканых и нетканых материалов (сатин, сукно, замш и др.). после обработки пластины имеет микронеровности Rz от 0,05 до 0,1 мкм, а нарушенный слой не превышает трех мкм. После алмазной полировки на поверхности пластин остается "алмазный фон", т.е. сетка микрорисок, которую можно наблюдать при освещении пучком света, падающим под углом к поверхности.
При химико-механической полировке применяют специальные полирующие составы из субмикронных порошков оксидов кремния SiO2, циркония ZrO2 или алюминия Al2O3, взвешенных в растворе на основе KOH, NaOHи образующих коллоидно-дисперсные системы – суспензии, золи, гели. При использовании суспензий в основе химико-механической полировки лежат химические реакции между компонентами жидкой среды и полируемым материалом.
Реклама

Схема финишной обработки полупроводниковых пластин:
· Пластины после шлифовки;
· Наклеивание пластин на блоки;
· Финишное химико-механическое полирование пластин;
· Суперфинишное химико-механическое полирование пластин;
· Отклеивание пластин;
· Отмывка пластин;
· Контроль готовых пластин;
· Упаковка пластин;
· Потребитель.
Гидроксильная группа щелочной щелочных компонентов вступает в реакцию с кремнием, образуя на поверхности щелочные соединения этих материалов, которые механически разрушаются при контакте с полировальником и абразивными частицами (твердой фазой суспензии). Из-за малого размера абразивных зерен (~0,1 мкм) между ними и обрабатываемых материалом прямого контакта почти не происходит.
Поэтому поверхность пластин получается без рисок и царапин с минимальным наружным слоем (менее 1 мкм).
При химико-механической полировки полировальники изготавливают из синтетических тканей и полотен, которые наклеивают на полировальный диск.
Контроль пластин после финишной и суперфинишной полировки
Проводится контроль состояния поверхности пластин и их формы.
При оценке состояния рабочей поверхности пластин учитывается наличие ямок, светящихся точек, пятен, подтеков, сколов, исчезающих и неисчезающих рисок и трещин.
Для этого используются стереоскопические микроскопы МБС–2 и МБС–9, в которых наблюдается поверхность пластин в пучке света, падающем под определенным углом.
Толщину, разнотолщинность и прогиб пластин контролируют емкостным методом также, как после резки и шлифовки. Для контроля не плоскостности используют методы интерферометрии или лазерного сканирования.
При интерферометрическом контроле формы рабочей поверхности сравнивают с эталонной плоскостью призмы интерферометра. На экране наблюдают интерференциальную картину, по виду и числу полос которой можно судить о форме поверхности и значении максимальной неплоскостности.
При лазерном сканировании кроме максимальной можно получить данные о локальной неплоскостности на площади 1 или 2 см2.
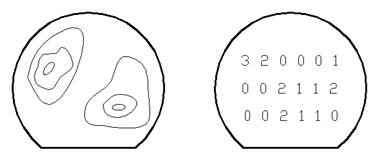
Рис.4. Локальные неплоскостности при лазерном сканировании
Покрытием называется дополнительный слой из другого металла или нескольких слоев разных материалов, нанесенных на поверхность детали для придания ее поверхности свойств, отличных от свойств основного материала.
В зависимости от назначения различают покрытия защитные, защитно-декоративные и специальные.
Защитные покрытия предназначаются для защиты изделия от коррозии (кадмиевые, цинковые, оловянные и оксидные покрытия).
Защитно-декоративные покрытия наряду с защитой изделий от коррозии придают ему красивый внешний вид (медь-никель-хром, никель-хром, никелевые, золотые, серебряные).
Специальные покрытия придают поверхностям изделий специфические свойства, например, повышают изоляционную способность, увеличивают поверхностную электропроводность, повышают паяемость, отражают способность с одновременной защитой от коррозии (серебро, золото, палладиевые, радиевые, хромовые) и т.д.
Покрытия наносят на металлы, керамику, стекло и пластмассы.
В качестве материала покрытий служат металлы, окислы, соли металлов, пластмассы, лаки и краски.
Толщина покрытий лежит в интервале от десятых долей до сотен микрометров.
Выбор вида и толщины покрытия определяется материалом и назначением детали, особенностями технологии её изготовления и условиями эксплуатации.
Для РЭС одно из главных назначений покрытий – обеспечение работоспособности в различных условиях эксплуатации. Условия эксплуатации классифицируются следующим образом:
– легкие (Л) – в закрытых отапливаемых помещениях;
– средние (С) – в закрытых неотапливаемых помещениях;
– жесткие (Ж) – на открытом воздухе под навесом (-50 – +50º С), влажность до 90% при +40º С;
– особо жесткие (ОЖ) – на открытом воздухе в морском климате.
При выборе материала металлических защитных покрытий нужно стремиться не допускать образования гальванических пар, вызывающих электрохимическую коррозию основного металла детали.
Исходя из конструктивных требований и требований к технологичности и функционированию изделий при выборе покрытия деталей необходимо придерживаться следующих требований:
1. Должна обеспечиваться сопрягаемость деталей с учетом толщины покрытия;
2. На литые детали наносить только лакокрасочные покрытия;
3. В покрываемых деталях должны отсутствовать узкие и глубокие каналы и отверстия, необходимы закругления кромок или фаски 0,2 мм;
4. Детали с размерами по 6–7 квалитету точности подвергать только химическим методам покрытий (оксидирование, фосфотирование) практически не изменяющим размер.
5. Без покрытий применять золото, платину, палладий, радий, серебро, сплавы вольфрама, бериллиевую бронзу, сплавы титана.
Классификации покрытий производится по материалу пленки и способу ее нанесения.
По материалу пленки различают покрытия:
– металлические;
– неметаллические;
– лакокрасочные.
По способу нанесения различают:
– непосредственное;
– гальваническое;
– химическое.
Обозначение металлических и неметаллических покрытий производится согласно ГОСТ 9.306-85, с использованием буквенно-цифровой системы.
Для металлических покрытий – буквы указывают металл покрытий, цифра после буквы – его толщину в мкм, буква в конце – характеристику или характер дополнительной обработки.
Кд 15. хр. – кадмиевое толщиной 15 мкм, хромированное.
М 30. Н18. х. б. – медь 30 мкм, никель 18 мкм, хром 1 мкм, блестящее и т.д.
Для неметаллических покрытий указывают способ нанесения и характер дополнительной обработки или свойства.
Например: Хим. Окс. лкп. – окисное покрытие, нанесенное химическим способом с дополнительным лакокрасочным покрытием.
Ан. Окс. из. – окисное покрытие, нанесенное электрохимическим способом, электроизоляционное.
Типовые технологические процессы нанесения химических и металлических покрытий
Типовые технологические процессы нанесения химических и металлических покрытий содержат этапы подготовки поверхностей деталей, нанесения покрытий, окончательной очистки деталей.
I. Этап подготовки деталей для нанесения покрытий содержит: удаление оксидных пленок и поверхностных дефектов (заусенцев и т.д.); очистку поверхности от жировых и других загрязнителей; защиту мастиками, пленками поверхностей, не подлежащих покрытию; монтаж деталей в приспособлениях (при необходимости).
Все виды подготовки поверхности можно разбить на две группы:
· Механические;
· Химические и электрохимические.
К механическим способам подготовки поверхности относят: гидроабразивная обработка, пескоструйная, галтование, вибрационная обработка, шлифование, полирование, ультразвуковая очистка и др.
К химическим способам очистки относятся: химическое и электрохимическое обезжиривание, травление химическое и электрохимическое, декапирование, электрополирование.
II. Этап нанесения покрытий, кроме основных операций, содержит большое количество операций промывки и сушки, очистки поверхностей от остатков технологических составов, нанесение технологических межоперационных покрытий и их удаление.
III. Этап очистки деталей от остатков технологических сред содержит операции промывки и сушки.
Металлические покрытия
Металлические покрытия представляют собой тонкий слой металла, наносимого на защищаемую деталь. При выборе материала металлических защитных покрытий нужно не допускать образования гальванических пар, вызывающих коррозию основного металла детали.
Различают анодные и катодные покрытия.
Если основной металл детали в паре с металлом покрытий является анодом, то есть имеет более высокий потенциал, то покрытие называется анодным. В окружающей среде в этом случае металл покрытия является более активным, так как имеет более отрицательный потенциал и разрушается раньше чем материал детали.
Если основной металл имеет более низкий по отношению к металлу покрытия электрохимический потенциал, то покрытие называется катодным. Таблица электрохимических потенциалов: Na = - 2,75 В, Al = - 1,3 В, Zn = - 0,76 В, Fe = - 0,44 В, Ni = - 0,25 В, Sn = - 0,13 В, Cu = +0,134 В, Ag = +0,8 В.
Способы нанесения металлических покрытий: окунание в расплавленные металлы, гальваническое осаждение, катодное распыление, испарение в вакууме, ионное осаждение, распыление расплавленного материала.
Путем окунания чаще всего производят лужение деталей. Металлические покрытия на деталях средних размеров осуществляют в основном электрохимическим путем, при котором металла покрытия осаждается на детали из специально приготовленного электролита. Катодом при гальванических покрытиях является деталь, анодом – пластина из металла покрытия. В микроэлектронике чаще применяют катодное распыление, испарение в вакууме, ионное осаждение.
Защитные покрытия деталей из сталей. Типовые покрытия – цинкование, кадмирование, хромирование. Никелевое покрытие не применяется, так как не обеспечивает электрохимической защиты.
Цинкование используется для защиты деталей, эксплуатируемых в условиях промышленной атмосферы.
Детали, предназначенные для эксплуатации в условиях морского климата покрывают кадмием.
Покрытия хромом придают поверхности стальных деталей повышенную твердость и устойчивость к испарению. Из-за пористости Сr покрытия наносят на подслой меди.
Покрытия деталей из медных сплавов. Детали из медных сплавов обычно покрывают металлическими пленками не для защиты от атмосферной коррозии, а для придания поверхности повышенной электропроводности, а при необходимости – паяемости. Наиболее часто в этих целях используется серебро.
В декоративных целях обычно применяют никелевое покрытие, обеспечивающее, кроме того, электрохимическую защиту. Детали из бронзы используют, как правило, без покрытия.
ЛИТЕРАТУРА
1. Технология производства ЭВМ / А.П. Достанко, М.И. Пикуль, А.А. Хмыль: Учеб. – Мн. Выш. Школа, 2004 – 347с.
2. Технология деталей радиоэлектронной аппаратуры. Учеб. пособие для ВУЗов / С.Е. Ушакова, В.С. Сергеев, А.В. Ключников, В.П. Привалов; Под ред. С.Е. Ушаковой. – М.: Радио и связь, 2002. – 256с.
3. Тявловский М.Д., Хмыль А.А., Станишевский В.К. Технология деталей и периферийных устройств ЭВА: Учеб. пособие для ВУЗов. Мн.: Выш. школа, 2001. – 256с.
4. Технология конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов / А.М. Дольский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред.А.М. Дольского. – М.: Машиностроение, 2005. – 448с.
5. Зайцев И.В. Технология электроаппаратостроения: Учеб. пособие для ВУЗов. – М.: Высш. Школа, 2002. – 215с.
6. Основы технологии важнейших отраслей промышленности: В 2 ч. Ч.1: Учеб. пособие для вузов / И.В. Ченцов.
|
