БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра ЭТТ
РЕФЕРАТ
На тему:
«Травление меди с пробельных мест. Химическая и электрохимическая металлизация»
МИНСК, 2008
1. ТРАВЛЕНИЕ МЕДИ С ПРОБЕЛЬНЫХ МЕСТ
Травление меди
— сложный окислительно-восстановительный процесс, в котором окислителем является травильный раствор, переводящий медь из металлического состояния в ионное. Выбор травильных растворов зависит от следующих факторов: типа применяемого резиста; типа оборудования, обеспечивающего высокую производительность и экологическую защищенность процесса травления; допустимой величины коэффициента подтравливания; оптимальной скорости травления.
Промышленность использует травильные растворы на основе хлорного железа, персульфата аммония, хлорной меди, смеси хромового ангидрида и серной кислоты, перекиси водорода, хлорита натрия (щелочные растворы). Выбор травильного раствора определяется типом применяемого резиста (табл. 1), скоростью травления, величиной бокового подтравливания, сложностью оборудования, возможностью регенерации и экономичностью всех стадий процесса.
Таблица 1 -
Совместимость травителей и применяемых резистов
Основной компонент
травителя
|
Резист |
| Трафаретная краска |
Фоторезист |
Sn—Pb |
Sn |
Au, Au—Ni |
Ni,
Sn—Ni
|
Ag |
| Хлорное железо |
+ |
+ |
– |
– |
+ |
– |
+ |
| Персульфат аммония |
+ |
+ |
´ |
– |
+ |
– |
+ |
| Хлорная медь |
+ |
+1 |
– |
– |
+ |
+ |
+ |
| Перекись водорода |
+ |
+ |
´ |
´ |
+ |
+ |
+ |
| Хромовая кислота |
+ |
+ |
´ |
+ |
+ |
– |
+ |
| Хлорит натрия |
+2 |
+2 |
+ |
+ |
+ |
+ |
+ |
| Хлорное железо и хлорная медь |
+ |
+ |
– |
– |
+ |
– |
+ |
В таблице приняты следующие обозначения: + — не взаимодействует с травителем; – — взаимодействует с образованием растворимых соединений; ´ — взаимодействует с образованием нерастворимых соединений, удаляемых впоследствии осветлением; 1—кроме фоторезиста на основе ПВС; 2 — кроме резистов, удаляемых щелочью.
Скорость травления оказывает существенное влияние на качество формируемых элементов ПП. При малых скоростях время травления увеличивается, что приводит к ухудшению диэлектрических свойств основания и увеличению бокового подтравливания. Оно возникает вследствие того, что травитель также взаимодействует с боковой поверхностью проводников. Вследствие этого уменьшается их токонесущая способность и прочность сцепления с диэлектриком.
Величина подтравливания характеризуется коэффициентом, представляющим собой отношение глубины травления h
к боковому подтравливанию с
:
 . .
Наибольшее применение получили травильные растворы на основе хлорного железа
(плотностью 1,36 — 1,42 г/см2
) благодаря высокой и равномерной скорости травления, малой величине бокового подтравливания, низкой токсичности. Состав: 500 г/л FeCl3
, 4—6 % HCl; режимы травления: T
= 35—50 °C, перемешивание. Растворение меди идет по реакции
Реклама

 . .
Скорость травления в свежем растворе до 40 мкм/мин, затем снижается до 5 мкм/мин. Недостатки — большое подтравливание, непригодность для металлических резистов типа Sn—Pb, сложность утилизации, трудность отмывки осадка на платах, высокая стоимость.
Технология регенерации хлорного железа достаточно сложна. Сначала из электролита удаляется медь путем контактного осаждения на стальные стружки. После этого вводится окислитель для перевода Fe2+
в Fe3+
и проводится корректировка содержания FeCl3
до требуемого количества.
Травильный раствор на основе персульфата аммония
легко приготавливается, дешевле хлорного железа на 30 — 40 %, не взаимодействует с металлическим резистом. Этот раствор является основным при травлении ПП, проводники которых защищены сплавом олово—свинец. Процесс травления описывается уравнением
 . .
Состав и режимы травителя: 200—300 г/л (NH4
)2
S2
O8
, H2
SO4
60 г/л, T
= (50—55) °C.
Реакция сопровождается выделением теплоты, что вызывает необходимость стабилизации температурного режима. При травлении происходит большое боковое подтравливание медных проводников. К недостаткам относятся также небольшая допустимая концентрация меди в растворе (35—40 кг/м3
), образование смеси ядовитых газов и зубчатого края проводников, невысокая скорость травления (2,5 мкм/мин).
Регенерация осуществляется путем охлаждения травильного раствора. При этом CuSO4
и (NH4
)2
SO4
выпадают в осадок и отфильтровываются.
Предпочтительными для ПП с металлическими резистами являются медно-аммонийные растворы
травления, в состав которых входят CuCl2
, NH4
Cl, NH4
NO3
, (NH3
)2
CO3
и аммиак NH3
, pH раствора составляет 9,0—9,5. Травление описывается реакцией
 . .
Травильный раствор на основе хлорной меди
в 20 раз дешевле хлорного железа, характеризуется легкостью отмывки, простотой приготовления, возможностью регенерации, стабильными параметрами травления. Процесс травления описывается реакцией
 . .
Состав травителя и режимы: 150 г/л CuCl2
, 5 % HCl, T
= 40—60 °C. Недостатки: не применяется для резистов из сплава олово—свинец и блестящего лужения. Регенерация осуществляется либо продувкой газообразным хлором, что является экологически вредным процессом:
Реклама

 , ,
либо введением окислителя — перекиси водорода:
 . .
Травильный раствор на основе хромового ангидрида
и серной кислоты
применяют для травления ПП, покрытых сплавом Sn—Ni, Sn—Pb или золотом. Хотя этот раствор является сильным окислителем, он не оказывает влияния на припой из-за образования нерастворимого сульфата свинца. Процесс травления описывается реакцией
 . .
Травление в растворе на основе перекиси водорода
с добавками кислот, главным образом соляной или серной, протекает с большой и постоянной скоростью, без кристаллизации и выпадения осадка. Процесс легко поддается автоматизации, раствор на 60 % дешевле хлорного железа. Процесс травления описывается реакцией
 , ,  . .
Получаемая соль CuSO4
является химически чистым веществом и используется для технических целей. Недостатки — необходимость точного контроля состава ванны вследствие взрывоопасности водорода и химическое разрушение металлических частей оборудования.
Травление в щелочных растворах хлоритов
происходит по уравнению
 . .
Состав: NaClO2
(30 %) ¾ 150 мл/л, NH4
OH (28 %) ¾ 125 мл/л, NH4
HCO3
¾ 150 кг/м3
.
Раствор характеризуется высокой скоростью травления при 50 °C, отсутствием осадка в ванне и на платах, высоким допустимым содержанием меди в растворе (до 200 кг/м3
), однако весьма неустойчив, склонен к самопроизвольному разложению со взрывом, поэтому необходимо тщательно контролировать состав ванн и обеспечивать надежную вытяжную вентиляцию на рабочем месте. Окислитель не поддается регенерации.
Процесс травления организуется таким образом, чтобы химическое воздействие травителя на травящийся материал осуществлялось в оптимальном режиме. Травильные установки должны обеспечивать: температурную стабильность процесса; перемещение заготовки и подачу травителя в зону обработки; аэрацию (разбрызгивание) травителя; удаление травителя, промывку, нейтрализацию и сушку плат; непрерывный процесс при массовом производстве.
Различают травильные установки, работающие по принципу погружения
, центрифугирования
и разбрызгивания
. Более производительны установки с разбрызгиванием травильного раствора
на одну или обе стороны плат (рис. 1). Платы с помощью транспортного устройства перемещаются из одной технологической зоны в другую. Давление в форсунках находится в пределах 0,1—0,5 МПа, а струя подается либо перпендикулярно к поверхности платы, либо под небольшим углом. Постоянное обновление окислителя в зоне обработки и удаление продуктов реакции обеспечивают высокую производительность, а соответствующая траектория струи — незначительное боковое подтравливание. Линии компонуются из модулей травления, промывки, сушки и регенерации. Автоматические модульные линии оснащаются устройствами для контроля кислотности раствора, температуры и давления в форсунках.
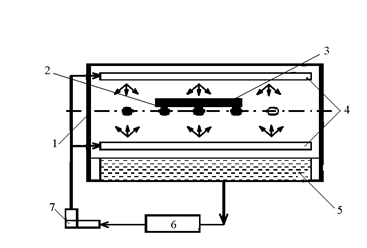
1
– ванна; 2
– транспортер; 3
– заготовка, 4
– разбрызгиватель;
5
– травитель; 6
– регенератор; 7
– насос
Рис. 1. Схема установки струйного травления
Полуавтоматическая линия травления “Печать-1” имеет следующие характеристики: производительность — 16 м2
/ч, размеры обрабатываемых плат — 500´500 мм, температура травильного раствора — 35—50 °С, число качаний коллекторов с форсунками — 27 в минуту, скорость конвейера — 0,2—2 м/мин, мощность источников питания — 10 кВт, габаритные размеры — 4230´1160´1330 мм.
Линия травления рисунка печатных плат КПМ 1.240.000 состоит из трех модулей: травления, промывки и сушки с регулируемой скоростью транспортного конвейера 0,2—2 м/мин. Травление меди осуществляется раствором, подаваемым через форсунки, совершающие 27—30 качаний в минуту. Травящий раствор работает в замкнутом цикле и очищается фильтром. Производительность до 16 м2
/ч.
Во Франции в 1970 г. запатентован электрохимический способ травления, который осуществляется в струе электролита, причем анодом служит медная фольга платы. Скорость травления возрастает в 2—3 раза, однако широкое применение электрохимического травления сдерживается неравномерностью удаления металла с поверхности платы, что приводит к образованию невытравленных островков. Индивидуальный токоподвод и совмещение электрохимического процесса с химическим не обеспечивают его эффективность. Полностью реализовать преимущества электрохимического метода позволяют подвижные носители заряда, которые принимают заряд с анода и переносят его на поверхность меди, переводя последнюю в ионную форму. В качестве подвижных носителей используют взвешенный активированный уголь с содержанием в растворе 15—30 % и размером частиц 10—50 мкм. Электрохимическое травление сводит к минимуму боковое подтравливание токопроводящих дорожек и контактных площадок, обеспечивает разрешающую способность, равную 70—100 мкм.
2. ХИМИЧЕСКАЯ И ЭЛЕКТРОХИМИЧЕСКАЯ МЕТАЛЛИЗАЦИЯ
Химическая металлизация ПП используется в качестве подслоя для нанесения основного слоя токопроводящего рисунка гальваническим способом при субтрактивном и полуаддитивном методе или основного слоя при изготовлении плат аддитивным методом. Толщина слоя химической меди должна составлять 0,25—1,0 мкм, покрытие должно быть однородным, пластичным, хорошо сцепленным с диэлектриком.
Для придания диэлектрику способности к металлизации проводят такие подготовительные операции, как сенсибилизация
и активация
поверхности.
Сенсибилизация
(от лат. sensibilis — чуствительный) поверхности имеет целью формирование на поверхности диэлектрика пленки ионов двухвалентного олова Sn2+
, являющихся восстановителем для ионов активатора металлизации. Платы обрабатывают в растворе двуххлористого олова и соляной кислоты с соотношением 1:4 в течение 5—7 мин и промывают в деионизованной воде. Образование гидрооксида олова происходит по реакциям:
 , ,  . .
Электронно-микроскопические исследования показали, что гидрооксид двухвалентного олова адсорбируется в виде отдельных участков размером порядка 10 нм, на расстоянии 20—30 мм друг от друга, так, что ею покрывается вся поверхность диэлектрика. Гидрооксид двухвалентного олова обладает сильными восстановительными свойствами.
Активация
поверхности диэлектрика проводится в растворах солей благородных металлов, преимущественно палладия, и способствует последующему осаждению меди. Активирующий раствор имеет следующий состав: 3,5—4,0 г/л PdCl2
, 10—20 мл/л HCl, остальное — вода, а процесс осуществляют при температуре 40—50 °С (pH = 3,5—0,5) в течение 5—7 мин.
Реакция восстановления палладия на диэлектрике
 , ,
в ионном виде
 , ,
на торцах контактных площадок
 . .
На поверхности изоляционного материала вследствие адсорбции и восстановления палладия образуется тонкая сетка частиц размером порядка 10 нм. Связь частиц палладия с подложкой определяется их внедрением в поры диэлектрика, а также образованием ковалентных связей между металлом и материалом подложки. Для хорошего сцепления необходимо, чтобы на поверхности диэлектрика было не менее 1×10–6
кг/см2
палладия. Пленка палладия, образующаяся на торцах контактных площадок, является нежелательной, так как приводит к снижению прочности химически осажденной меди в результате образования гидридов палладия при захватывании палладием водорода. Кроме того, это приводит к образованию высокого и неравномерного переходного электрического сопротивления.
Для устранения контактного выделения палладия применяют либо предварительное оксидирование медных торцов контактных площадок, либо совмещенные растворы для активации диэлектрика следующего состава (г/л): 0,8—1,0 PbCl2
, 40—70 SnCl2
×2H2
O, 150—200 HCl, 140—150 KCl.
Совмещенный активатор содержит коллоидные растворы, в которые входят соли палладия и олова. При обработке плат в этом растворе в течение 5—10 мин выделение палладия на торцах контактных площадок значительно меньше.
Химическое осаждение меди
— окислительно-восстановительный процесс, который происходит вследствие восстановления ионов двухвалентной меди на активированных поверхностях из ее комплексных солей. Основными компонентами раствора химического меднения являются:
· 15—20 г/л сернокислой меди CuSO4
— источника катионов Cu2+
;
· 2—4 г/л солей никеля NiCl2
для большей прочности сцепления меди с диэлектриком;
· 10—15 г/л щелочи NaOH для создания pH = 10—13;
· 2—4 г/л Na2
CO3
для увеличения скорости химического меднения и как буферная добавка;
· 4—16 г/л восстановителя ¾ 33 %-го раствора формалина (CHOH);
· комплексообразователь ¾ калий виннокислый как стабилизатор раствора — 50—60 г/л.
При введении формалина в раствор реакция восстановления меди при комнатной температуре становится автокаталитической. Процесс химического меднения представляет собой сумму электрохимических реакций катодного восстановления металла и анодного окисления восстановителя. Основная катодная реакция восстановления меди выражается уравнением
 . .
Анодная реакция заключается в окислении формалина при pH = 12—13 и потенциале + 0,80 В. Время осаждения подслоя меди толщиной 0,5 мкм при температуре 20 °С составляет 15—20 мин. Для облегчения удаления водорода и лучшего омывания раствором отверстий малого диаметра процесс ведется с плавным покачиванием плат (8—10 качаний в минуту при амплитуде 50—100 мм).
Для повышения качеств металлизации ПП в серийном производстве применяют специальное технологическое оборудование, которое обеспечивает поддержание температуры с точностью ±1 С и состава растворов, повышает производительность труда в 10 раз, снижает стоимость металлизации на 20—30 % по сравнению с ручным трудом.
Для химической металлизации ПП используют автоматические линии типа АГ-38, АГ-42, оснащенные набором ванн необходимого размера и автооператором (рис. 2). В соответствии с заданной программой подвески с платами перемещаются автооператорами, управляемым командоаппаратом. Длина линии по ходу автооператоров — 10 м, габаритные размеры плат — 250´250 мм, производительность составляет 30 шт/ч.
рис. 2. Автоматическая линия АГ-38
Линия химической металлизации МЦ 104.131 имеет гибкую систему управления автооператором, механизм покачивания подвесок грузоподъемностью до 500 кг. Количество одновременно загружаемых заготовок в ванне — 132, темп выхода подвесок с линии — 12 шт/мин, из автооператоров — 3 шт/мин, производительность линии 660 плат в час, что в 2 раза выше производительности линии АГ-42.
Основными проблемами химической металлизации являются низкая производительность, сложность процесса, использование драгоценных металлов. Поэтому разрабатываются процессы термохимической беспалладиевой металлизации в растворе следующего состава: 130—170 г/л кальция фосфорноватисто-кислого, 200—250 г/л меди сернокислой пятиводной, 6—10 г/л гипофосфита аммония, 200—300 мл/л аммиака (25%-го). После обработки платы выдерживают в термошкафу при температуре 100—150 °С в течение 8—10 мин, в результате чего происходит термическое разложение комплексной соли гипофосфита меди на поверхности платы и в отверстиях, приводящая к образованию электропроводящего покрытия.
Гальваническую металлизацию
в производстве ПП применяют:
- для образования проводящего рисунка схемы с толщиной меди в отверстиях не менее 25 мкм;
- для предварительного увеличения тонкого слоя химической меди до толщины 5—8 мкм с целью последующего формирования рисунка схемы;
- для нанесения металлического резиста, например олово—свинец, толщиной 10—20 мкм либо специальных покрытий золотом, серебром толщиной 2—5 мкм.
Гальванический метод нанесения металлических покрытий был изобретен в 1837 г. в России электротехником Б.С.Якоби и заключается в том, что деталь, подлежащая покрытию, помещается в электролитно-водный раствор солей металла в качестве катода, а анодом является осаждаемый металл (медь). Необходимые для восстановления электроны поступают от внешнего источника постоянного тока. Под действием напряжения ионы металла движутся к катоду, присоединяют электроны и осаждаются на нем как нейтральные атомы (рис. 3). Понятия "анод" (от греч. anodos — движение вверх, восхождение) и "катод" (от греч. kathodos — ход вниз, возвращение) были введены М. Фарадеем для обозначения направлений движения частиц, выделенных на электродах. Реакция восстановления меди
 . .
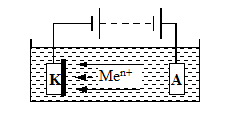
рис. 3. Cхема гальванической металлизации
Для предварительной металлизации (затяжки) отраслевыми стандартами рекомендуются борфтористоводородные и сернокислые электролиты меднения. Первый состоит из: 230—250 г/л борфтористой меди Cu(BF4
)2
¾ источника ионов; 5—15 г/л борфтористоводородной кислоты HBF4
, вводимой для повышения злектропроводности электролита; 15—40 г/л борной кислоты H3
BO3
, необходимой для стабилизации электролита. Процесс ведут при температуре (20±5) °С, катодной плотности тока 3—4 А/дм2
, скорости осаждения 20—30 мкм/ч.
Достоинства электролита — большая концентрация меди, высокая скорость ее осаждения, покрытие получается более мелкокристаллическое, чем из сернокислого электролита. Недостаток — высокая агрессивность электролита.
Лучшей рассеивающей способностью характеризуется сернокислый электролит с комплексной добавкой следующего состава: 60—70 г/л сернокислой меди; 150—180 г/л серной кислоты; 0,03—0,06 г/л хлористого натрия; 1—3 мл/л комплексной добавки (трилон Б).
Электролитический сплав олово—свинец должен иметь состав, приближающийся к эвтектическому, что обеспечивает в дальнейшем его оплавление при минимальной температуре и хорошую паяемость ПП. Это достигается определенным процентным содержанием олова и свинца в электролите, строгим поддержанием режима осаждения.
Осаждение покрытия олово—свинец ведут в борфтористоводородном электролите следующего состава: 13—15 г/л Sn2+
, 8—10 г/л Pb2+
, 250—300 г/л HBF4
, 20—30 г/л H3
BO3
, 3—5 г/л комплексных добавок. Аноды изготавливают из сплава, содержащего 61 % олова и 39 % свинца. Процесс осаждения ведут при температуре (20±5) °С, плотности тока 1—2 А/дм2
, скорость осаждения при этом составляет 1 мкм/мин.
В качестве оборудования используют автооператорную и управляемую ЭВМ линию АГ-44 или универсальные лабораторные установки типа УПУГ-1, УПУГ-2, имеющие ванны с автоматическими регуляторами температуры и пневматическими механизмами для покачивания штанг.
Для улучшения паяемости гальваническое покрытие сплавом олово—свинец оплавляют, используя установки с ИК-нагревом НПО "Ратон". Установка состоит из верхнего и нижнего блоков отражателей, между которыми проходит конвейер. ИК-лампы, установленные в фокусе эллиптического отражателя, фокусируют световой поток на поверхность плат, в результате сплав олово—свинец оплавляется и приобретает структуру металлургического сплава. Температура зоны предварительного нагрева составляет 200 °С, а зоны оплавления — 500 °С ±5 %. Скорость движения конвейера 0,05—0,5 м/мин, потребляемая мощность 51,5 кВт.
ЛИТЕРАТУРА
1. Ненашев А.П. Конструирование радиоэлектронных средств: Учеб. для радиотехнич. спец. вузов – М.: Высш.шк., 2000. – 432 с.
2. Соломахо В.Л., Томилин Р.И., Цитович Б.В., Юдовин Л.Г. Справочник конструктора-приборостроителя. - Мн.: Выш. школа, 2003. - 272 с.
3. Справочник конструктора РЭА: Компоненты, механизмы, надежность/ Н.А. Барканов, Б.Е. Бердичевский, П.Д. Верхопятницкий и др. Под ред. Р.Г. Варламова. - М.: Радио и связь, 2005. - 384 с.
4. Справочник конструктора РЭА: Общие принципы конструирования/ Под ред. Р.Г. Варламова. - М.: Сов. радио, 2000.
|
