БЕЛОРУССКИЙ ГОСУДРАСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра инженерной графики
РЕФЕРАТ
На тему:
«Точность деталей и их соединений. Посадки деталей»
МИНСК, 2008
При определении точности механизмов нужно уметь определять ошибки положения, перемещения, «мертвого» хода и передаточного отношения механизма.
Ошибкой положения механизма называется разность в положении рабочих ведомых звеньев действительного и идеального механизмов при одинаковых положениях их ведущих звеньев.
Ошибкой перемещения механизма называется разность перемещений рабочих звеньев действительного и идеального механизмов при одинаковых перемещениях их ведущих звеньев.
Ошибкой мертвого хода механизма называется отставание движения ведомого звена при изменении на противоположное направления движения ведущего звена, т.е. при его реверсе. Ошибка является результатом наличия зазоров в кинематических парах и упругой деформации звеньев.
Ошибкой передаточного отношения называется разность передаточного отношения действительного и теоретического механизмов.
Причинами возникновения ошибок механизмов являются теоретические и первичные ошибки.
Теоретические ошибки возникают, когда с целью упрощения конструкции механизма применяют кинематическую схему, лишь приближенно осуществляющую требуемый закон движения рабочего звена.
Первичными ошибками называют погрешности размеров, геометрической формы и взаимного расположения поверхностей звеньев. Они возникают при изготовлении и сборке (технологические первичные ошибки), в процессе эксплуатации механизмов (температурные, силовые и износные первичные ошибки). Технологические первичные ошибки играют решающую роль в образовании ошибки положения механизма.
Первичные ошибки делят на скалярные и векторные; систематические, случайные и грубые. Скалярной называется ошибка, определяемая одним числом, например, ошибка длины вала. Векторные ошибки определяются величиной и направлением, например, эксцентриситет, перекос, овальность, торцовое биение и др.
К систематическим относят постоянные или изменяющиеся по определенному закону ошибки, например, ошибка схемы или изменение длины звена, происходящее от воздействия температуры или вследствие деформации от действующих сил. Случайными называют ошибки, числовое значение которых нельзя предусмотреть, например, размеры, изменяющиеся в пределах допусков по законам теории вероятности, зазоры в кинематических парах. Ошибки, выходящие за пределы допусков, называют грубыми.
Реклама

Механизмы состоят из звеньев и кинематических пар. В свою очередь звеном может быть одна или несколько неподвижно соединенных между собой деталей. Необходимо различать точность деталей, звеньев и их соединений, а также точность механизма, как точность кинематической цепи. При оценке точности механизма следует учитывать не только технологические, но и эксплуатационные первичные ошибки.
Точность деталей и их соединений
Задаваемая точность деталей и их соединений не только влияет на точность механизмов, но также обеспечивает одно из основных свойств, определяющих качество изделий, – взаимозаменяемость. Взаимозаменяемость – это такой принцип конструирования и изготовления деталей, при котором независимо изготовленные детали без дополнительной обработки устанавливаются на свои места при сборке звена, узла, механизма. Детали и сборочные единицы взаимозаменяемы в том случае, когда их размеры, форма, механические характеристики находятся в заданных пределах.
Допуски линейных размеров
Различают номинальный, действительный и предельный размеры любой детали. Номинальным называется размер, устанавливаемый из расчета на прочность, жесткость или выбираемый по конструктивным соображениям. Номинальные размеры нормированы, их проставляют на чертежах и они служат началом отсчета отклонений. Номинальным размером соединения называют размер, общий для вала и отверстия, составляющих соединение. В соединении валом называют деталь с охватываемой поверхностью, а отверстием – с охватывающей.
Действительным называют размер, установленный измерением с допустимой погрешностью. Для обеспечения взаимозаменяемости деталей отклонения действительных размеров от номинальных ограничены предельными значениями. Предельными называют размеры между которыми должен находиться или которым может быть равен годный действительный размер. Разность между наибольшим и наименьшим предельными размерами называется допуском. Допуск – мера точности размера: чем он меньше, тем выше точность.
На чертеже вместо предельных размеров проставляют верхнее и нижнее предельные отклонения номинального размера – алгебраическую разность между соответственно наибольшим или наименьшим предельными и номинальным размерами. Числовые значения предельных отклонений на чертеже проставляют рядом с номинальным размером в мм  . .
Реклама

Отклонения проставляют более мелкими цифрами, чем номинальный размер, соответственно своим наименованиям: верхнее – выше, нижнее – ниже, чтобы обозначение номинального размера вместе с предельными отклонениями по высоте было в одной строке. Симметричные отклонения проставляют одной цифрой, имеющей высоту цифр номинального размера, со знаком ±, например, 15 ± 0,1. Нулевые отклонения на чертежах не проставляют. Отклонения проставляют десятичной дробью до последней значащей цифры. Количество десятичных знаков верхнего и нижнего отклонений одинаково, выравнивание производят добавлением нулей. На сборочном чертеже рядом с номинальным размером соединения, т.е. общим размером сопрягаемых деталей проставляют дробь, в числителе которой указывают предельные отклонения охватывающего размера (отверстия), а в знаменателе – охватываемого (вала), например, 10 ( )/( )/( ). ).
При графическом изображении отклонений (рис. 1) номинальный размер соответствует нулевой линии, от которой откладывают отклонения в мкм; допуск представляют схематически в виде прямоугольника (поля допуска), заключенного между линиями, соответствующими верхнему и нижнему отклонениям. Если нулевая линия горизонтальна, положительное отклонение располагают вверх от нее, а отрицательное – вниз.
 Каждое поле допуска можно представить сочетанием двух характеристик, имеющих самостоятельное значение: его положения относительно номинального размера и величины допуска. Отклонение, ближайшее к нулевой линии и используемое для определения поля допуска, называется основным. Всего предусмотрено 28 типов основных отклонений для валов и отверстий (рис. 2). Каждое отклонение обозначают латинской буквой – малой, если отклонение относится к валу, и большой, если – к отверстию. Отверстие, нижнее отклонение которого равно нулю, называют основным отверстием. Основное отклонение основного отверстия обозначают буквой Н
. Вал, верхнее отклонение которого равно нулю, называют основным валом. Основное отклонение основного вала обозначают буквой h
.
Величина допуска устанавливается в зависимости от номинального размера и уровня точности (квалитета). Под квалитетом понимают совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Для упрощения определения величины допусков по таблицам весь диапазон номинальных размеров разбит на интервалы: ≤ 1 мм; > 1 до 3; > 3 до 6 и т.д., для которых допуски зависят только от номера квалитета. Для размеров от 1 до 500 мм установлено 19 квалитетов основных допусков (01; 0; 1; 2; …; 17). Чем больше допуск, тем ниже точность и выше номер квалитета. Ссылка на квалитет или допуск делается сокращенно буквами IT с дополнением номера квалитета, например IT8. Не предусмотрено строгое разграничение областей применения различных квалитетов, но практический опыт привел к следующему разграничению:
– квалитеты 01; 0 и 1 предназначены для концевых мер длины;
– квалитеты со 2 по 4-й – для средств измерений и особо точных изделий;
– квалитеты с 5 по 13-й – для размеров различных соединений;
– квалитеты с 12 по 17-й – для несопрягаемых (свободных) размеров.
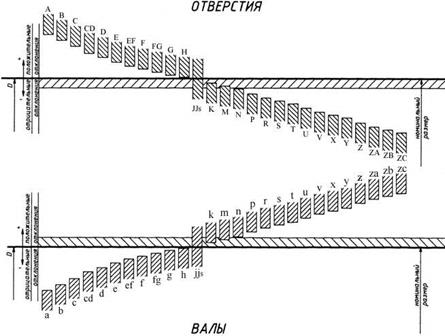
Рис. 2
Поле допуска образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов и обозначается буквой основного отклонения и номером квалитета, например для вала – h7, e8, для отверстия – Н7, Е8.
Допуски в квалитетах с 5 по 14, определяются с помощью единицы допуска i по формуле IT = ai. Коэффициент а
показывает, какое число единиц допуска содержится в полном допуске размера, этот коэффициент разный для различных квалитетов. Значения допуска для разных квалитетов приведены в табл. 1.
Таблица 1
| Обозначение допуска |
IT5 |
IT6 |
IT7 |
IT8 |
IT9 |
IT10 |
IT11 |
IT12 |
IT13 |
IT14 |
| Значение допуска |
7i |
10i |
16i |
25i |
40i |
64i |
100i |
160i |
250i |
400i |
Единица допуска в мкм для квалитетов 5–14 определяется по формуле
i = 0,45  + 0,001 Dj
, (1) + 0,001 Dj
, (1)
где Dj
– среднеквадратическое крайних значений j-го интервала в миллиметрах. Для квалитетов 01–4 функциональной зависимости между допуском и размером нет.
Можно сочетать любые основные отклонения с любыми квалитетами, что дает большое число различных по значению и положению полей допусков.
Если величина допуска влияет на точность размера, то расположение поля допуска, т.е. выбор основного отклонения влияет на величину действительного размера. Действительный размер при одинаковом допуске может быть всегда больше (отклонения А, …, Н) или меньше номинального размера.
На чертежах допуски на размеры проставляют после номинального размера одним из трех способов: условными обозначениями полей допусков, например 12е9; числовыми значениями предельных отклонений –  ; условными обозначениями полей допусков с указанием в скобках числовых значений предельных отклонений 12е9 ; условными обозначениями полей допусков с указанием в скобках числовых значений предельных отклонений 12е9  . .
При выборе квалитета точности исходят из технологических и экономических соображений (табл. 2).
Таблица 2
| Метод механической обработки |
Соответствующий квалитет |
Черновое точение, строгание, растачивание
Чистовое точение, строгание, растачивание
Тонкое точение
Черновое фрезерование
Чистовое фрезерование
Сверление по разметке (без кондуктора)
Сверление по кондуктору
Предварительное развертывание
Развертывание двукратное (окончательное)
Протягивание обычное
Протягивание точное
Грубое шлифование
Чистовое шлифование
Прецизионное шлифование
Притирка, доводка, алмазная обработка
Предварительное хонингование
Прецизионное хонингование
|
12 – 13
11
6 – 7
11
8 – 10
12 – 13
10 – 11
8 – 9
6 – 8
6 – 8
6 – 7
8 – 9
6 – 8
5 – 6
5 – 6
6 – 7
5 – 6
|
Назначение высоких квалитетов точности должно всегда серьезно обосновываться. Во всех случаях, когда это возможно, исходя из работоспособности и точности устройства необходимо стремиться к назначению невысокого по точности квалитета. Это имеет особое значение для отверстий, обработка которых сложнее, чем валов. Замена у отверстия поля допуска Н7 на Н9 уменьшает стоимость обработки деталей примерно на 20%.
Размеры, характеризующие положение поверхностей, по которым отсутствует сопряжение, называют свободными. Отклонения свободных размеров на чертежах не проставляют. Но на поле чертежа делают запись: «Неуказанные предельные отклонения размеров: охватывающих по Н14; охватываемых по h14; остальных ±(1/2)IT14». Обозначения ±(1/2)IT рекомендуются для симметричных отклонений и отклонений элементов, которые не относятся к отверстиям и валам.
Посадки деталей
При сопряжении двух деталей, независимо от их формы, различают охватывающую 1 и охватываемую 2 сопрягаемые поверхности (рис. 3, а, б). Первую называют отверстием
, вторую – валом
, в том числе и для нецилиндрических сопряжений.
Положение поля допуска относительно нулевой линии имеет особое значение для сопрягаемых размеров, так как от взаимного расположения полей допусков отверстия и вала зависит посадка – характер соединения деталей
, определяемый величиной получающихся в нем зазоров или натягов.
Зазор
– разность соединяемых размеров отверстия и вала, если размер отверстия больше размера вала.
Натяг
– разность соединяемых размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
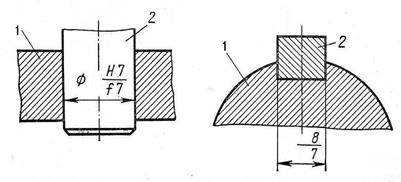 Рис. 3
Рис. 3В посадках допускаются любые сочетания полей допусков отверстий и валов, но рекомендуется применять посадки в системах отверстия или вала. В системе отверстия
различные зазоры и натяги получаются вследствие изменения отклонений вала при неизменном отклонении Н
основного отверстия (рис. 4, а). В системе вала
неизменным является вал с отклонением h
, а различные посадки образуются в результате изменения отклонений отверстий (рис. 4, б). Система отверстий является предпочтительной, позволяя уменьшить номенклатуру режущего и мерительного инструмента. Систему вала применяют только в случаях, когда это оправдано конструктивными или экономическими условиями, например при посадке подшипников качения в корпус или для получения различных посадок одного и того же гладкого калиброванного вала с несколькими отверстиями.
В зависимости от сочетания полей допусков отверстия и вала различают посадки: с зазором, при которых обеспечивается зазор в соединении; с натягом, при которых обеспечивается натяг в соединении, и переходные, при которых возможно получение в зависимости от действительного размера как зазора, так и натяга.
 Посадки с зазором предназначены для подвижных соединений. В системе отверстия это основные отклонения вала от а
до h
; в системе вала – отклонения отверстия от А
до Н
(см. рис. 2). Чем больше относительная скорость перемещения деталей в соединении, чем больше коэффициент вязкости масла и число опор вала, тем больше должна быть величина гарантированного зазора. Например, посадка H7/g6 рекомендуется при точном вращении с небольшим числом оборотов; H7/f7 – для опор скольжения при вращении валов или втулок со средними числами оборотов; H7/f6 – для соединения деталей относительно невысокой точности со свободным продольным перемещением; H11/a11 и H12/b12 – для неответственных подвижных соединений с целью снижения себестоимости изготовления и сборки. Посадки с нулевым минимальным зазором применяют для соединения деталей с направляющими колонками, осями, валами, когда необходимо обеспечить относительное продольное перемещение при установке или регулировке. При хорошем центрировании рекомендуют применять посадку H7/h6; высокая точность обеспечивается посадками H8/h7 или Н8/h6. При пониженных требованиях к точности применяют посадку H8/h8, а для соединения невысокой точности можно применять посадку Н11/h11.
Переходные посадки (в системе отверстия – основные отклонения j, k, m, n; в системе вала – J, K, M, N) предназначены для получения неподвижных соединений, которые по условиям эксплуатации подлежат периодической разборке и сборке. Они обеспечивают хорошее центрирование соединяемых деталей, их соосность. Предпочтение следует отдавать полям допусков j, k, n и J, K, N. Наибольшее распространение получили посадки H7/k6 и K7/h6 (посадка зубчатых колес). Следует отметить, что посадка Н7/n6 не предназначена для повторной сборки и разборки.
Посадки с натягом применяются для неподвижных, как правило, неразъемных соединений без дополнительного крепления деталей. Типовые примеры посадок с гарантированным натягом: H7/p6, H7/r6, Н7/s6, P7/h6. Для деталей с малыми сопрягаемыми размерами применение неподвижных посадок ограничивается возможностью их деформации при сборке.
Рекомендуют при неодинаковых допусках отверстия и вала в посадке больший допуск принимать у отверстия. При этом допуски отверстия и вала могут отличаться не более чем на два квалитета.
ЛИТЕРАТУРА
1 Красковский Е.Я., Дружинин Ю.А., Филатова Е.М. Расчет и конструирование механизмов приборов и вычислительных систем: Учебное пособие. М.: – Высш. шк., 2001. – 480 с. 2001
2 Сурин В.М. Техническая механика: Учебное пособие. – Мн.: БГУИР, 2004. – 292 с. 2004
3 Ванторин В.Д. Механизмы приборных и вычислительных систем: Учебное пособие. – М.: Высш. шк., 1999. – 415 с. 1999
|
