ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ТОКАРНОМ СТАНКЕ
Техника безопасности
– это система организационных и технических мероприятий и средств, предотвращающих воздействие на работающих опасных и вредных производственных факторов. Основное содержание мероприятий по технике безопасности и производственной санитарии заключается в профилактике травматизма, т. е. предупреждении несчастных случаев на производстве, и в частности в период прохождения учебной практики.
Каждый студент должен получить инструктаж о технике безопасности, производственной санитарии и противопожарной охране.
Инструктаж на рабочем месте проводится перед допуском к работе всех вновь прибывших на практику учащихся, а также переведенных.
До начала работы.
1) Надеть спецодежду; застегнуть рукава; спрятать волосы под головной убор.
2) Проверить наличие и надёжность крепление защитных ограждений и соединение защитного заземления с корпусом станка.
3) Расположить инструменты и заготовки в определённом порядке на приставной тумбе.
4) Прочно закрепить резец и обрабатываемую деталь. Вынуть ключ из патрона и установить на установленное место.
5) Проверить работу станка на холостом ходу и исправность пусковой коробки путём выключения кнопок и рычагов управления.
Во время работы.
1) Строго выполнять технологию операций.
2) Во избежание травм запрещается:
· наклонять голову близко к патрону или режущему инструменту.
· предавать или принимать предметы через вращающие части станков.
· облокачиваться или опираться на станок, класть на него инструменты или заготовки.
· измерять обрабатываемую деталь, чистить и убирать стружку со станка до полной его остановки.
· охлаждать режущий инструмент или обрабатываемою деталь с помощью тряпки.
· останавливать станок путём торможения рукой патрона.
· отходить от станка не выключив его.
· поддерживать и ловить рукой отрезанною деталь.
3) Зачистку детали на станке производить напильником или шкуркой прикрепленной оправе. Рукоятка оправы должна быть с предохранительным кольцом. При работе держать левой рукой.
4) При выключение станка необходимо отвести резец от обрабатываемой детали.
5) При работе в центрах проверить надёжно ли закреплена задняя бабка и следить, чтобы засверловка была достаточна, и угол ее соответствовал углу центров.
Реклама

6) Пользоваться ключами, соответствующими гайками и головками болтов.
7) Обрабатываемый пруток не должен выступать за пределы станка
8) При выключении тока в сети, во время работы, немедленно выключить машину.
По окончанию работы.
1) Отключить суппорт, выключить электродвигатель.
2) Удалить стружку со станка при помощи щётки, из пазов станины крючками. Сдувать стружку ртом или сметать рукой запрещается.
3) Протереть станок, смазать, привести в порядок инструменты и индивидуальные средства защиты. Сдать станок преподавателю.
РЕЖУЩИЕ ИНСТРУМЕНТЫ
Режущим инструментом,применяемым на токарных станках, являются резцы.
По виду обработки резцы делятся на: проходные, подрезные, отрезные, прорезные, гантельные, резьбовые, фасонные и расточные; расточные, в свою очередь, делятся на резцы для обработки сквозных отверстий, обработки в упор глухих отверстий, расточки канавок, нарезания резьбы. По направлению подачи резцы делятся на правые и левые. Правыми резцами называются такие, у которых при наложении на них сверху ладони правой руки главная режущая кромка оказывается расположенной на стороне большого пальца. При работе такими резцами на токарном станке они перемещаются справа налево. По форме головки и ее расположению относительно оси тела резцы бывают прямые. Рационально выбранные геометрические параметры резца и форма передней поверхности для заданных условий резания должны обеспечивать наибольшую стойкость инструмента или наибольшую скорость резания. Такая геометрия называется оптимальной и выбирается из соответствующих справочников по режимам резания и конструированию режущего инструмента. Материалом для резцов служат быстрорежущая сталь (сварные резцы) и металлокерамический твердый сплав (резцы с напаянными или привернутыми пластинами).
ОБРАБОТКА ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ
Токарная обработка
– один из самых распространенных видов обработки металлов резанием, осуществляемый на станках токарной группы. Детали, обрабатываемые на этих станках, делятся на три класса: валы, диски, втулки. Детали обрабатываются на специализированных станках, налаженных для обработки определенных простых и средней сложности заготовок или выполнения отдельных операций: нарезание наружную и внутреннюю треугольную и прямоугольную резьбы метчиками и плашками. Пользуются универсальными и специальными приспособлениями, многомерным и одномерным инструментом.
ТИПЫ ТОКАРНЫХ СТАНКОВ
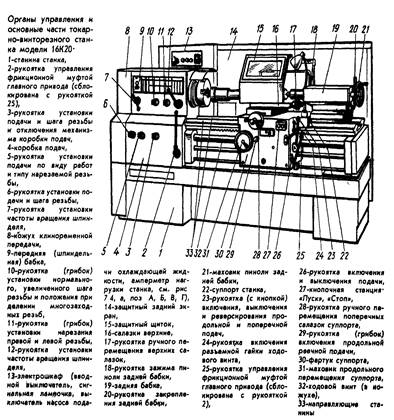
Станоксостоит из станины, установленной на тумбах, передней (шпиндельной) бабки, суппорта с резцедержателем и фартуком, задней бабки. Станина является основанием и служит для монтажа всех основных узлов станка. По направляющим станины перемещаются каретка суппорта и задняя бабка. Передняя бабка имеет внутри коробку скоростей со шпинделем, на переднем конце которого закрепляется патрон или планшайба для установки, обрабатываемой заготовки. Суппорт предназначен для крепления резцов в резцедержателе и перемещения их в продольном, поперечном и угловом направлениях. Для перемещения инструмента суппорт имеет трое салазок (кареток): продольные, поперечные и верхние. Коробка подач и гитара сменных зубчатых колес служат для налаживания станка на необходимую подачу или шаг нарезаемой резьбы. От коробки подач движение на суппорт поступает через ходовой винт, при нарезании резьбы, или через ходовой вал, когда необходимо осуществить движение продольной и поперечной подачи при обтачивании заготовок. Задняя бабка служит для поддержания свободного конца длинных заготовок. Она состоит из трех основных частей: корпуса, пиноли и плиты. В коническое отверстие пиноли устанавливают центр или инструмент (сверло, зенкер и т. п.). Корпус задней бабки можно смещать в поперечном направлении для обтачивания конусных поверхностей. Токарные станки оснащены устройствами для ускоренной подачи суппорта и механизма для быстрой остановки вращения шпинделя и автоматического отключения подачи суппорта при перегрузке. На передней бабке станка помещены указатели положения рукояток настройки и таблицы частот вращения шпинделя.
Реклама

ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
Для обработки цилиндрическойповерхности заготовки полностью за одну установку необходимо вместо поводкового патрона и хомутика применить специальный передний центр (рифленый, плавающий с рифленым поводком, самозажимной или обратный) и заднийцентр - вращающийся.
Подрезание торцов заготовок заключается в выполнении приемов, предусмотренных в предыдущих упражнениях (установка патрона, резца и заготовки, настройка станка на требуемую частоту вращения шпинделя). Заготовку закрепить в патроне с вылетом из кулачков не более 40... 50 мм. Обработку выполнять тифозным торцовым отогнутым резцом с углом j = 90° или проходным отогнутым резцом с углом j =45°. Обработку торца заготовки выполнять в такой последовательности: коснуться вершиной головки резца торца заготовки и отвести резец от заготовки на себя; установить резец на требуемый размер срезаемого слоя (глубину резания или припуск по торцу), перемещая его влево, подать резец ручной поперечной подачей, уменьшая значение подачи при подходе вершины резца к оси заготовки. Для подрезки второго торца заготовки открепить заготовку, измерить ее длину, определить оставшийся припуск для обработки 2-го торца, закрепить заготовку в патроне другим концом. Переместить резец, отсчитывая перемещение по лимбу винта верхних салазок (или по лимбу продольной подачи каретки суппорта) от торца заготовки, оставив 0,1 ... 0,2 мм на окончательное подрезание.
Подрезать торец путем перемещения резца к центру поперечной ручной подачей. Отвести резец от заготовки в исходное положение. По лимбу винта верхних салазок суппорта подать резец влево на оставшийся припуск и подрезать второй торец окончательно. При подрезке торцов проходным отогнутым резцом с углом j= 45° предварительный проход выполнять перемещением резца от наружной поверхности заготовки к центру, окончательный проход — перемещением от центра к наружной поверхности заготовки. Прямолинейность торца заготовки после обработки проверить измерительной линейкой. Выпуклость торца не допускается. Все приведенные выше упражнения по обтачиванию цилиндрических поверхностей и подрезке торцов повторить несколько раз, после чего обработать заготовки, необходимые для проведения следующих занятий или изготовления деталей для продукции, выпускаемой учебными мастерскими.
Подрезание торца заготовки выполняют в такой последовательности: касаются вершиной головки резца торца заготовки и отвести резец от заготовки на себя; установить резец на требуемой размер (глубину резания или припуск по торцу), перемещая его влево; подать резец ручной поперечной подачей, уменьшая значение подачи при проходе вершины резца к оси заготовки.
СВЕРЛЕНИЕ И РАСТОЧКА ОТВЕРСТИЙ
Обработку отверстий на токарных станках выполняют различными режущими инструментами, выбор которых зависит от ваших заготовок, формы отверстия, точности и шероховатости поверхности отверстия. Заготовки крепят в шпинделе станка и сообщают им вращательное движение, а режущие инструменты — в пиноли задней бабки и сообщают им поступательное движение — подачу. В зависимости от формы и размеров заготовку крепят в трехкулачковом самоцентрирующемся патроне, в четырехкулачковом патроне, на планшайбе с помощью планок и болтов или другими способами. Обработку отверстий в сплошном металле заготовки производят спиральными сверлами. Когда длина отверстия превышает 5...10 диаметров, при так называемом глубоком сверлении, применяют специальные сверла (ружейные, пушечные,шпиндельные, кольцевые,
центровочные и др.). Спиральные сверла диаметром до 10мм с цилиндрическим хвостовиком закрепляют в трехкулачковом сверлильном патроне, который устанавливают непосредственно в коническое отверстие пиноли задней бабки. Если конус хвостовика сверлильного патрона меньше конуса конического отверстия пиноли, то необходимо использовать переходную коническую втулку. Спиральные сверла диаметром более 10 мм с цилиндрическим хвостовиком закрепляют в двухкулачковом сверлильном патроне, обладающем большей силой зажима Спиральные сверла с коническими хвостовиками устанавливают непосредственно в коническом отверстии пиноли задней бабки танка, а когда конус сверла меньше конического отверстия пиноли, то с помощью одной или нескольких переходных втулок. Различают предварительное и окончательное сверление. При предварительном сверлении диаметр сверла подбирают меньше окончательного диаметра на размер припуска, оставленного для окончательной обработки. После предварительного сверления может быть проведено рассверливание, т. е. сверление сверлом большего диаметра, зенкерование, развертывание или растачивание отверстия резцом. Выбор вида дальнейшей обработки зависит от точности обрабатываемого отверстия. Обработку центровых отверстий на торцовых поверхностях для установки заготовок в центрах станков осуществляют или последовательно сверлом и зенковкой, или за один прием комбинированным центровочным сверлом.
Увеличение диаметра уже имеющегося в заготовке отверстия и придание ему необходимой формы (цилиндрической, конической, ступенчатой) с помощью расточных резцов называется растачиванием. Расточной резец, устанавливаемый в резцедержатель суппорта станка, должен иметь консольную часть, выступающую из резцедержателя на длину, большую длины растачиваемого отверстия заготовки. Геометрические параметры расточных резцов и элементы режимов резания при растачивании аналогичны этим параметрам при обтачивании цилиндрических заготовок проходными резцами
Растачивание отверстий
с уступами отличается от растачивания гладкого цилиндрического отверстия расточным упорным резцом тем, что обработку выполняют за несколько проходов. Длина стержня резца должна быть такой, чтобы можно было растачивать на полную глубину все ступенчатое отверстие, а поперечное сечение головки и стержня резца должно быть меньше малого диаметра ступенчатого отверстия. Если высота уступа менее 5 мм и растачивание большего диаметра выполняют за один проход (t<5 мм), то применяют резец с главным углом в плане j=90°, подачу резца производят только в продольном направлении. При растачивании глухих цилиндрических отверстий или сквозных отверстий с уступами высотой более 5 мм применяют резец с главным углом в плане j=95°, подача резца в этом случае производится сначала в продольном направлении, а при подходе резца к уступу — в поперечном направлении. Размер от торца заготовки до уступа выдерживают различными способами: по риске на резце плоским упором, закрепленным в резцедержателе, а также продольным упором, установленным на направляющих станины, или по продольному лимбу. Размер от торца заготовки до уступа (или дна глухого цилиндрического отверстия) можно измерить различными измерительными инструментами: измерительной линейкой, глубиномером штангенциркуля, штангенглубиномером или шаблоном. Диаметр отверстия измеряют штангенциркулем. При использовании штангенциркуля с отсчетом по нониусу 0,05 мм необходимо к показаниям штангенциркуля прибавлять толщину губок, указанную на них. Проверить полученный диаметр отверстия можно предельными калибрами-пробками. Проходная сторона пробки (ПР) должна проходить в отверстие без особых усилий, а непроходная сторона (НЕ) не должна проходить в отверстие.
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Обработку конических поверхностей на токарных станках выполняют различными способами: поворотом верхней части суппорта; смещением корпуса задней бабки; поворотом конусной линейки; широким резцом. Применение того или иного способа зависит от длины конической поверхности и угла уклона конуса.
Обработка наружного конуса способом поворота верхних салазок суппорта целесообразна в тех случаях, когда необходимо получить большой угол уклона конуса при сравнительно небольшой его длине. Наибольшая длина образующей конуса должна быть несколько меньше хода каретки верхнего суппорта. Обработка наружного конуса способом смещения корпуса задней бабки удобна для получения длинных пологих конусов с малым углом уклона (3...5°). Для этого корпус задней бабки сдвигают в поперечном направлении от линии центров станка по направляющим основания бабки. Обрабатываемая заготовка закрепляется между центрами станка в поводковом патроне с хомутиком. Обработку конусов с помощью конусной (копировальной) линейки, закрепленной с задней стороны станины токарного станка на плите, применяют для получения пологого конуса значительной длины. Заготовку крепят в центрах или в трехкулачковом самоцентрирующемся патроне. Резец, закрепленный в резцедержателе суппорта станка, получает одновременное перемещение в продольном и поперечном направлениях, в результате чего обрабатывает коническую поверхность заготовки.
Обработку наружного конуса широким резцом применяют при необходимости получения короткого конуса (l<25 мм) с большим углом уклона. Широкий проходной резец, режущая кромка которого длинней образующей конуса, устанавливают в резце держатель так, чтобы главная режущая кромка резца составляла с осью заготовки угол а, равный углу уклона конуса. Обработку можно вести как с продольной, так и с поперечной подачей. На чертежах деталей часто не указывают размеры, необходимые для обработки конус и их необходимо подсчитывать. Для подсчета неизвестных элементов конусов и их размеров (в мм) можно пользоваться следующими формулами
а) конусность K= (D—d )/l=2tga
б) угол уклона конуса tga = (D—d)/(2l) = K/2
в) уклон i = K/2=(D—d)/(2l) = tga
г) больший диаметр конуса D = Кl+d = 2ltga
д) меньший диаметр конуса d = D— К1 = D—2ltga
е) длина конуса l = (D—d)К = (D—d)/2tga
Обработку внутренних конических поверхностей на токарных станках выполняют также различными способами: широким резцом, поворотом верхней части (салазок) суппорта, поворотом конусной (копировальной) линейки. Внутренние конические поверхности длиной до 15 мм обрабатывают широким резцом, главная режущая кромка которого установлена под требуемым углом к оси конуса, осуществляя продольную или поперечную подачу. Этот способ применяют в том случае, когда угол уклона конуса большой, а к точности угла уклона конуса и шероховатости поверхности не предъявляют высоких требований. Внутренние конусы длинней 15 мм при любом угле наклона обрабатывают поворотом верхних салазок суппорта с применением ручной подачи.
Независимо от способа обработки конуса резец обязательно устанавливают точно по высоте центров станка.
НАРЕЗАНИЕ РЕЗЬБЫ НА ТОКАРНЫХ СТАНКАХ
Нарезание резьбы резцами производится на токарно-винторезных станках, имеющих ходовой винт с разъемной гайкой, гитару сменных колес, коробку подач и реверсивный механизм. На станке можно нарезать различные резьбы — наружные и внутренние, метрические и дюймовые, правые и левые, однозаходные и многозаходные, крепежные и грузовые; по форме профиля — треугольные, прямоугольные, трапецеидальные и др. Кроме того, на токарно-винторезных станках нарезают червяки. Перед нарезанием резьбы заготовку обтачивают (растачивают) до определенного диаметра, который должен быть несколько меньше наружного диаметра резьбы. Это объясняется наличием упругих и пластических деформаций, возникающих в материале заготовки, от чего наружный диаметр стержня увеличивается, а внутренний диаметр отверстия уменьшается. Выбор диаметра заготовки производится по специальным таблицам.
Для нарезания резьбы применяют стержневые, призматические и круглые (дисковые) резцы и резьбовые гребенки. Более широкое применение находят стержневые резцы. У резцов для окончательной обработки передний угол γ = 0, у резцов для предварительной обработки резьбы, когда искажение профиля резьбы не имеет большого значения, применяют положительный передний угол γ = 10...20°. Угол профиля в режущей части резца равен углу профиля резьбы (например, для метрической – 60°, для лобковой – 55°). Угол профиля режущей части резца и установку его в резцедержателе измеряют шаблоном или угломером на просвет. Для нарезания резьбы необходимо увязать вращение заготовки (шпинделя) с подачей резьбового резца (суппорта). Резьба нужного шага получится в том случае, когда за один оборот заготовки резец переместится в провальном направлении на один шаг (нитку) нарезаемой резьбы.
Современные токарно-винторезные станки скоробкой подач имеют очень простую и заданный шаг резьбы. Настройка либо к нахождению по таблице, прикреплённой в зависимости от модели верхней или боковой стенке коробки, или на барабане настройки станка на требуемую резьбу нужного положения рукояток барабанов коробки подач, либо чисел зубьев сменных зубчатых колес и установке их в нужное положение. Станки обычно имеют два комплекта сменных колес. В тех токарно-винторезных станках, в которых нет коробки подач, настройку производят только по расчету. К таким станкам прилагают комплекты сменных зубчатых колес из 17, 19, 38 или другого количества колес. Резьбу нарезают за несколько предварительных и окончательных ходов, количество которых зависит от шага резьбы. Применяют несколько способов (схем) подачи резьбового резца на глубину резания при каждом проходе. При нарезании резьбы с шагом Р < 2 мм резец подается в поперечном направлении перпендикулярно оси нарезаемой заготовки — радиальная подача . При нарезании резьбы с шагом Р>2...2,5 мм для облегчения деформации и свободного выхода стружки из зоны резания применяют комбинированную подачу резца — одновременно поперечную и продольную. Вторая схема резания может быть также осуществлена с помощью подачи верхних салазок суппорта, повернутых к оси центров станка под углом 60°. Для получения более точной резьбы окончательные проходы желательно выполнять только с радиальной подачей — по первой схеме. Возврат резьбового резца в исходное рабочее положение для выполнения очередного прохода осуществляют двумя способами, выбор которых зависит от шага нарезаемой резьбы и шага ходового винта станка. При нарезании на токарно-винторезном станке различают кратную (четную) и некратную (нечетную) резьбы. Кратной называют резьбу, у которой отношение шага Рx
резьбы ходового винта делится без остатка на шаг Рн
нарезаемой резьбы или число ниток пн
на 1" нарезаемой дюймовой резьбы делится без остатка на число ниток пх
ходового винта. Некратной называют такую резьбу, у которой в результате указанного деления получаются дробные, а не целые числа. При нарезании кратной резьбы возврат резца (суппорта) в первоначальное положение осуществляют путем включения разъемной гайки ходового винта и быстрого перемещения суппорта вручную. При нарезании некратной резьбы, после отвода резца от заготовки в поперечном направлении, переключают вращение шпинделя на обратный (ускоренный) ход, не размыкая разъемной гайки, и перемещают суппорт с резцом в исходное положение для выполнения очередного прохода.
Прямоугольную и трапецеидальную резьбы и червяки в зависимости от размеров и точности нарезают одним или несколькими резцами. При нарезание резьбы применяют различные смазочно-охлаждающие жидкости, которые поглощают теплоту, уменьшают трение трущихся поверхностей резца и заготовки, удаляют мелкие частицы стружки. При обработке стальных деталей используют эмульсию, масло, сульфофрезол; бронзовых и латунных без охлаждения или сурепное масло; чугунных без охлаждения или керосин.
Нарезание наружной и внутренней треугольной крепежной резьбы метчиками и плашками на токарных, токарно-револьверных и других станках один из высокопроизводительных способов обработки. Резьбу нарезают окончательно за один или несколько проходов инструмента. Специальную настройку станка на нарезание резьбы не производят. Приемы работ просты, во многом сходны с приемами нарезания резьбы, освоенными учащимися при прохождении слесарной практики и не требуют высокой квалификации. Наиболее целесообразно применять метчики и плашки для нарезания неточных крепежных резьб диаметром до 25..30 мм и с шагом не более 3 мм.
Плашка представляет собой кольцо с резьбой на внутренней поверхности и стружечными отверстиями, образующими режущие кромки. Метчики применяются для нарезания внутренних резьб и делятся на слесарные, машинно-ручные, машинные, гаечные и специальные. Машинные метчики применяют при нарезании резьбы на токарных, токарно-револьверных и сверлильных станках, а специальные и гаечные метчики на различных гайкорезных автоматах. Метчик состоит из рабочей части, имеющей резьбовую поверхность и канавки для образования режущих кромок и хвостовика, который служит для закрепления инструмента в патроне. Обычно при нарезании резьбы на станке пользуются одним машинным метчиком, обеспечивающим получение резьбы за один проход. Для нарезания резьбы в заготовках из твердых металлов пользуются двумя или тремя метчиками (двух- и трех комплектными). Первый—черновой делает предварительную нарезку, а чистовой доводит резьбу до требуемых размеров и зачищает ее. При ввинчивании метчика или навинчивании плашки в нарезаемую поверхность заготовки зубья заборной части инструмента постепенно прорезают винтовые канавки профиля резьбы. Толщина срезаемого слоя аz
каждым зубом заборной части, а, следовательно, сила резания и крутящий момент зависят от числа зубьев, угла j заборной части и шага резьбы. Для закрепления инструмента на станке и предохранения его от поломок и срыва резьбы в процессе нарезания, особенно в глухих отверстиях и на ступенчатых валиках, применяют предохранительные компенсирующие патроны различных конструкций и размеров. Основная особенность таких патронов—возможность перемещения инструмента на некоторое расстояние вдоль оси хвостовика и компенсирование некоторого рассогласования фактической подачи инструмента с шагом нарезаемой резьбы.
ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
Многие детали машин имеют не только прямолинейные и плоские поверхности, но и различные криволинейные контуры, состоящие из отрезков прямых, дуг окружностей различного диаметра и других кривых. Криволинейные контуры можно фрезеровать на вертикально-фрезерных станках: по разметке комбинированием продольной и поперечной ручных подач; по разметке с помощью поворотного круглого стола; по копиру в специальных приспособлениях.
Криволинейные контуры формы дуги окружности рекомендуется обрабатывать на поворотном круглом столе с ручной подачей, который является обязательной принадлежностью вертикально-фрезерного станка.
Положение оси вращения поворотного стола на столе фрезерного станка относительно оси шпинделя станка определяют совмещением оси стола с осью концевой фрезы, для чего в центровое коническое отверстие поворотного стола вставляют центрирующий штифт или центр. Для получения требуемого радиуса контура на заготовке стол станка поперечной подачей смещают на радиус контура плюс радиус фрезы.
Правильность установки заготовки относительно оси поворотного стола можно проверить путем легкого касания заготовки вращающейся фрезой в двух диаметрально противоположных положениях, т. е. при повороте стола на 180°. Теперь, если подвести заготовку любой точкой к вращающейся фрезе и продолжать поворачивать стол за рукоятку, то фреза обработает на ней дугу окружности радиусом, равным расстоянию от центра стола до этой точки заготовки. Чем дальше расположена точка боковой поверхности от оси стола, тем большую окружность опишет она при вращении стола.
Следовательно, при этом методе обработки контур на заготовке получается без комбинирования двух подач и его точность зависит только от правильной установки заготовки на столе (от правильного радиуса поворота заготовки). Для обеспечения контроля в процессе фрезерования заготовка должна быть предварительно размечена.
ОБРАБОТКА ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ
Фрезерование является одним из наиболее распространенных методов обработки плоских и различных фасонных поверхностей, нарезания резьбы, шлицев, зубьев колес и других деталей.
Большинство деталей имеют поверхности в форме плоскостей, например направляющие станины станка, поверхность основания тисков, контрольные и разметочные плиты, поверхности установочных угольников, грани болтов и гаек, квадраты хвостовиков инструментов и т. п. Фрезерование плоскостей можно производить главным образом цилиндрическими фрезами на горизонтально-фрезерных станках, а торцовыми и концевыми фрезами, как на горизонтально-, так и на вертикально-фрезерных станках.
Наклонной плоскостью называется плоская поверхность, расположенная под углом к горизонтали. Скосом называют короткую наклонную плоскость. Фрезерование наклонной плоскости с поворотом заготовки можно выполнять как на горизонтально, так и на вертикально-фрезерных станках, применяя универсальные машинные тиски, угловые плиты или специальные приспособления и прихваты.
Фрезерование уступов, прямоугольных пазов, канавок и отрезание заготовок. В деталях машин и приборов встречаются поверхности, называемые уступами и пазами. Пазы могут быть прямоугольными и фасонными, сквозными и замкнутыми. Для обработки прямоугольных, фасонных и сквозных пазов и уступов на горизонтально-фрезерных станках применяют различные дисковые фрезы. Для обработки замкнутых пазов, шпоночных канавок и других малодоступных поверхностей на горизонтально- и вертикально-фрезерных станках применяют концевые фрезы. При переточках ширина фрезы уменьшается, поэтому в тех случаях, когда фреза должна сохранять размер по ширине, целесообразно применять составные (сдвоенные) дисковые фрезы, состоящие из двух половин, между которыми закладывают тонкое, определенной толщины, кольцо.
Фрезы крепят на оправки фрезерных станков аналогично цилиндрическим. Дисковые фрезы больших размеров в целях экономии быстрорежущей стали изготовляются сборными, со вставными ножами. Фрезерование уступов дисковыми фрезами можно выполнить различными приемами: каждый уступ фрезеруется одной трехсторонней дисковой фрезой ;оба уступа одновременно фрезеруют набором из двух дисковых фрез точно одинакового диаметра. В этом случае, чтобы получить заданный размер между уступами, на оправку между фрезами устанавливают соответствующие промежуточные кольца или фрезеруют в двухпозиционном вращающемся на 180°приспособлении. После фрезерования уступа (первая позиция) приспособление с закрепленной в нем заготовкой поворачивают и ставят во вторую позицию для фрезерования второго уступа.
Многие детали машин имеют не только прямолинейные и плоские поверхности, но и различные криволинейные контуры, состоящие из отрезков прямых, дуг окружностей различного диаметра и других кривых. Криволинейные контуры можно фрезеровать на вертикально-фрезерных станках: по разметке комбинированием продольной и поперечной ручных подач: по разметке с помощью поворотного круглого стола; по копиру в специальных приспособлениях. Фрезерование комбинированием ручных подач заключается в том, что предварительно размеченную заготовку, а при необходимости с просверленными отверстиями для крепления и ввода инструмента, закрепляют на столе фрезерного станка. Перемещая ручной подачей стол одновременно в продольном и поперечном направлениях, подводят заготовку под вращающуюся концевую фрезу так, чтобы фреза снимала слой металла в соответствии с размеченным криволинейным контуром. Чтобы фреза своим торцом не задевала за рабочую поверхность стола станка или приспособления, заготовку обязательно устанавливают на подкладку.
Криволинейные контуры формы дуги окружности рекомендуется обрабатывать на поворотном круглом столе с ручной подачей, который является обязательной принадлежностью вертикально-фрезерного станка. Поворотный круглый стол своим основанием крепится с помощью болтов в Т-образные пазы стола станка. Вращение от рукоятки, насаженной на валик, через червячную пару передается на поворотную часть стола (планшайбу). Градуированная шкала на боковой поверхности стола служит для отсчета его поворота (с закрепленной заготовкой) на требуемый угол.
Положение оси вращения поворотного стола на столе фрезерного станка относительно оси шпинделя станка определяют совмещением оси стола с осью концевой фрезы, для чего в центровое коническое отверстие поворотного стола вставляют центрирующий штифт или центр. Для получения требуемого радиуса контура на заготовке стол станка поперечной подачей смещают на радиус контура плюс радиус фрезы.
Правильность установки заготовки относительно оси поворотного стола можно проверить путем легкого касания заготовки вращающейся фрезой в двух диаметрально противоположных положениях, т. е. при повороте стола на 180°. Теперь, если подвести заготовку любой точкой к вращающейся фрезе и продолжать поворачивать стол за рукоятку, то фреза обработает на ней дугу окружности радиусом, равным расстоянию от центра стола до этой точки заготовки. Чем дальше расположена точка боковой поверхности от оси стола, тем большую окружность опишет она при вращении стола.
Следовательно, при этом методе обработки контур на заготовке получается без комбинирования двух подач и его точность зависит только от правильной установки заготовки на столе (от правильного радиуса поворота заготовки). Для обеспечения контроля в процессе фрезерования заготовка должна быть предварительно размечена.
При обработке большой партии одинаковых заготовок с криволинейным контуром пользуются специальным копировальным приспособлением или применяют копировально-фрезерные станки.
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ ШЛИФОВАЛЬНОЙ ГРУППЫ
Шлифованием можно обрабатывать простые цилиндрические валики и отверстия, плоские поверхности, а также сложные профильные поверхности, например зубчатые колеса, шлицевые валы, резьбы, червяки, направляющие станин и т. п.
Для осуществления процесса шлифования шлифуемая заготовка и абразивный инструмент совершают относительные движения, направления которых при различных видах шлифования показаны. Круглое наружное шлифование выполняют чаще всего на круглошлифовальных станках, когда заготовку устанавливают в центрах или закрепляют в патроне. Различают шлифование с продольной подачей и врезанием (с поперечной подачей). При круглом наружном шлифовании с продольной подачей необходимы следующие движения: вращение шлифовального круга – главное движение резания; вращение обрабатываемой заготовки вокруг своей оси – круговая подача заготовки; продольное возвратно-поступательное движение заготовки (или в некоторых моделях станков – шлифовального круга) вдоль своей оси – продольная подача; поперечное перемещение шлифовального круга на заготовке (или заготовки к шлифовальному кругу) поперечная подача или подача на глубину шлифования. При шлифовании с продольной подачей поперечную подачу осуществляют периодически в конце каждого двойного или одинарного хода стола станка. В настоящее время получил большое распространение способ глубинного шлифования или способ шлифования установленным кругом, когда весь припуск удаляют за один проход при небольшой продольной подаче. При глубинном шлифовании подачу осуществляют только в одну сторону. При круглом наружном шлифовании врезанием заготовка не имеет продольного перемещения, а шлифуется одновременно по всей длине, при этом ширина крута должна быть равна длине заготовки или несколько больше ее. Поперечную подачу осуществляют непрерывно, основную часть припуска удаляют с большой поперечной подачей (0.6...2,0 мм/мин), а оставшийся припуск снимают с поперечной подачей 0,1 мм/мин. Затем поперечную подачу выключают и производят выхаживание, т. е. работу без поперечной подачи, до прекращения. После этого круг отводят и устанавливают новую заготовку. Этим способом можно шлифовать профильные и ступенчатые детали, для чего шлифовальный круг должен иметь соответствующий профиль, полученный правкой. При бесцентровом шлифовании процесс резания осуществляют шлифующим кругом так же, как в на обычных центровых шлифовальных ставках. Особенность этого процесса определяется спецификой закрепления и подачи шлифуемой заготовки. При бесцентровом наружном шлифовании шлифуемую заготовку устанавливают на опорном ноже 5 между двумя кругами — шлифующим (рабочим), расположенным на рисунке слева, и подающим (ведущим), расположенным справа. Для выполнения процесса бесцентрового шлифования необходимы следующие движения: вращение шлифующего круга, вращение 4 подающего круга, круговая и продольная подачи заготовки. Вращением подающего круга, установленного под небольшим углом а к оси шлифующего круга, обрабатываемой заготовке сообщается вращение — круговая подача и перемещение вдоль оси — продольная подача. Если угол а равен нулю, то продольная подача заготовки отсутствует и шлифование является врезным. Круглое внутреннее шлифование, так же как и наружное, делится на шлифование с продольной подачей, шлифование врезанием и бесцентровое.
Схема круглого внутреннего шлифования с продольной подачей шлифовального круг. Заготовку закрепляют в патроне, а круг, так же как и при круглом наружном шлифовании с продольной подачей, осуществляет следующие движения: вращение шлифовального круга, продольная подача круга (или заготовки), поперечная подача шлифовального круг. Плоское шлифование делится на два вида: шлифование периферией и торцом круга. Плоскошлифовальные станки для осуществления этих двух видов шлифования, кроме того, разделяются на станки с прямоугольными и круглыми столами. Для плоского шлифования необходимы следующие движения: вращение шлифовального круга—главное движение резания: движение заготовки—движение продольной подачи (прямолинейное возвратно-поступательное или вращательное движение стола); движение шлифовального круга к заготовке (или вертикальная подача заготовки к шлифовальному кругу) — подача на глубину шлифования; движение поперечной подачи заготовки (или шлифовального круга) в направлении, перпендикулярном движению продольной подачи. В том случае, когда шлифовальный круг полностью перекрывает ширину шлифования, поперечная подача отсутствует. Кроме перечисленных выше видов шлифований большое распространение в машиностроении, станкостроении и в инструментальном производстве получило шлифование наружных и внутренних конических поверхностей и торцов. Способы шлифования наружных конических поверхностей у многом схожи с обработкой их на товарных станках. В зависимости от угла «конусности обрабатываемой заготовки
Способы шлифования наружных конических поверхностей меняют следующие способы. Если угол конусности не превышает 15, то заготовку шлифуют способом поворота верхней части стола. Верхний стол станка поворачивают на угол, равный уклону конуса заготовки. При такой установке верхнего стола образующую конуса, обращенную к шлифовальному кругу, располагают параллельно движению стола станка. Шлифование производят продольными проходами. Поперечное перемещение шлифовальной бабки осуществляют так же, как и при шлифовании цилиндрических поверхностей. Заготовки с углом конусности, превышающим 15, шлифуют поворотом передней бабки или шлифовальной бабки. Обрабатываемую заготовку зажимают в патроне, установленном на передней бабке. Шлифование осуществляют так же, как и при шлифовании цилиндрических поверхностей с продольной и поперечной подачами.
Заготовки с короткими коническими поверхностями можно шлифовать широким кругом методом врезания. Шлифование сквозных конических отверстий чаще всего осуществляют способом многократных продольных проходов, когда заготовку, закрепленную в патроне или другом зажимном приспособлении, вместе с бабкой поворачивают на угол, равный углу уклона конуса. Шлифование глухих конических отверстий или отверстий, оканчивающихся буртиками, не допускающими выхода шлифовального круга вдоль оси заготовки, шлифуют с поперечной подачей методом врезания.
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ СТРОГАЛЬНОЙ ГРУППЫ
Поперечно-строгальные станки в основном предназначены для обработки горизонтальных плоскостей. Строгание вертикальных плоскостей, пазов и канавок на них осуществляют вертикальной подачей суппорта. При строгании вертикальной плоскости заготовки устанавливают так, чтобы резец не задевал поверхности стола при последних проходах. Это достигается установкой обрабатываемой поверхности против Т-образного паза стола на подкладках или в каком-либо другом приспособлении, обеспечивающем зазор между верхней поверхностью стола и заготовкой. Суппорт ставят в нулевое положение, салазки поднимают вверх до отказа, а затем опускают на 5...10 мм вниз, а откидную доску с резцом поворачивают до отказа верхним концом в сторону от обрабатываемой поверхности заготовки (головкой резца ближе к заготовке), затем поднимают стол так, чтобы зазор между резцом и заготовкой был около 5 мм. Такая наладка позволит прострогать вертикальную плоскость с высотой, несколько (до 5 мм) меньшей, чем длина перемещения верхних салазок суппорта. Вертикальные плоскости строгают проходными и подрезными резцами с прямыми отогнутыми головками. Хорошие результаты получают при строгании прямым резцом с переходной режущей кромкой, обеспечивающей малую шероховатость поверхности. При обработке сопряженных вертикальной и горизонтальной поверхностей вначале проходным резцом при горизонтальной подаче строгают поверхность, а затем подрезным резцом в два прохода обрабатывают поверхность.
Строгание наклонных сопряженных поверхностей осуществляют проходным и подрезными резцами.
Вначале прорезным резцом с вертикальной подачей обрабатывают прямоугольный паз на полную глубину. Затем последовательно правым и левым подрезными резцами строгают обе наклонные стороны паза. Поворотная часть суппорта при этом устанавливается на угол, соответствующий углу наклона стенок паза.
При необходимости обработки широких пазов типа «ласточкин хвост», например при обработке салазок суппортов, строгание выполняют в последовательности. Строгание Т-образных пазов производят в последовательности. Вначале прорезным резцом требуемой ширины или более узким, с последующим расширением до требуемых размеров паза, вертикальной подачей обрабатывают прямо угольный паз, во втором и третьем переходах специальными резцами с горизонтальной подачей прорезают правый и левый боковые пазы, в четвертом переходе двухлезвийным или двусторонним проходным (γ =45°) резцом с вертикальной подачей прострагивают фаски.
Режимы резания для строгания вертикальных и наклонных плоскостей выбирают в той же последовательности, что и для строгания горизонтальных плоскостей: глубину резания с учетом припуска на обработку; подачу из-за малой жесткости салазок суппорта в 1,5...2 раза меньшую, чем для горизонтального строгания; скорость резания из нормативов, технологической документации или по рекомендации мастера для данного обрабатываемого материала и инструмента. Обработанные поверхности проверяют линейками, угольниками, шаблонами или универсальными угломерами, а размеры — штангенциркулями и штангенглубиномерами.
ОЗНАКОМЛЕНИЕ С РАБОТОЙ СТАНКОВ С ЧПУ
Основная особенность станков с ЧПУ состоит в том, что программа, то есть данные о величине, скорости и направлении перемещений рабочих органов, задается в виде символов, нанесенных на специальный программоноситель. На станке с ЧПУ для того, чтобы обработать деталь новой конфигурации, часто достаточно установить в УЧПУ новую УП, которая содержит определенную задающую информацию (ЗИ). Устройством ввода программы (УВП) программа считывается, то есть преобразуется в электрические сигналы, и направляется в устройство обработки программы (УОП), которое через устройство управления приводом (УУП) воздействует на объект регулирования – привод подач (ПП) станка. Заданное перемещение подвижных узлов станка, связанных с приводом подач, контролируют датчики обратной связи. Информация обратной связи с датчика через устройства обратной связи поступает в УОП, где происходит сравнение фактического перемещения узла подачи с заданным по программе для внесения корректив в произведенные перемещения. Для исполнения дополнительных функций электрические сигналы поступают с УВП в устройство технологических команд. Происходит включение или выключение различных двигателей, муфт, электромагнитов и др.
Применение станков с ЧПУ взамен универсального оборудования имеет существенные особенности и создает определенные преимущества: сокращение цикла производства товара, повышение производительности труда и др.
|
