ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ВНЕДРЕНИЯ ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ (ГПС)
Порядок расчета технико-экономической эффективности
Расчет технико-экономической эффективности для каждой организационной структуры ГПС должен производиться индивидуально и находиться в прямой зависимости от организационно-технического уровня заменяемого производства изделий.
Если ГПС заменяет универсальное оборудование, то определяющими факторами экономии являются повышение производительности труда (в 4 - 6 и более раз) и высвобождение рабочих станочников. Если ГПС заменяет автономно эксплуатируемые станки с ЧПУ, то определяющим фактором технико-экономической эффективности становится повышение машинного времени оборудования и т. д.
Поскольку в настоящее время изменение парка оборудования осуществляется в основном за счет станков с ЧПУ, эффективность ГПС следует рассматривать в сопоставлении с автономно эксплуатируемыми станками с ЧПУ.
В ходе расчета необходимо определить:
дополнительные расходы при переходе к ГПС;
рациональные объемы партий изготовляемых изделий и времени обработки;
изменение производственного и обслуживающего персонала;
предполагаемую экономию.
Рассмотрим решение этих вопросов на конкретном примере создания ГПС типа АЛП-3-2.
Комплекс АЛП-3-2 предназначен для механической обработки более 70 наименований корпусных деталей с габаритными размерами 250X250X250 мм.
Комплекс АЛП-3-2 включает восемь станков трех различных моделей.
Управляет работой комплекса АЛП-3-2 ЭВМ модели СМ-2М.
Гибкий производственный комплекс АЛП-3-2 образует автоматизированную линию механической обработки корпусных деталей, подробное описание состава, структуры и процесса функционирования которого дано.
Техническая эффективность внедрения ГПС
Отличительной особенностью ГПС, подобных комплексу АЛП-3-2, является возможность обеспечить организацию, характерную для массово-поточного производства в условиях мелкосерийного многономенклатурнoго производства.
Очевидно, что ГПС целесообразно создавать в первую очередь для изготовления деталей, при выпуске которых в действующем производстве на автономно эксплуатируемых станках с ЧПУ имеются большие потери объективного характера, т. е. связанные, главным образом, с переналадкой оборудования с ЧПУ и вложениями оборотных средств в незавершенном производстве. Переналадка оборудования с ЧПУ осуществляется при переходе на обработку новой детали, при этом необходимо удалить со станка приспособление для крепления заготовки ранее обрабатывавшейся детали и имевшийся набор инструмента, установить новое приспособление, подобрать и установить в инструментальный магазин станка набор инструмента, необходимый для изготовления новой детали, провести пробное изготовление первой годной новой детали и т. д.
Реклама

Расчеты показывают, что потери переналадки, приходящиеся на одну деталь, обратно пропорциональны длительности сроков запуска партии (в местах) и годовой программе выпуска деталей и будут особенно ощутимы при частом запуске партий и мелкосерийном выпуске деталей.
Конкретно при изготовлении детали с машинным временем обработки 1,5 ч и годовой программе выпуска N = 300 шт. в год при ежемесячном запуске партии потери превышают стоимость механообработки (зарплата и накладные расходы). При мелкосерийной программе выпуска (30 шт. в год) при любых сроках запуска партий вплоть до одного раза в год, потери превышают стоимость механообработки; при квартальном запуске потери в три раза превышают стоимость механообработки; потери еще больше возрастают при дальнейшем сокращении сроков запуска. Потери от связывания оборотных средств в незавершенном производстве пропорциональны срокам запуска партии и будут особенно существенны при редком запуске партий и высокой стоимости детали.
Оснащение оборудования в ГПС разветвленной системой диагностики неисправностей, автоматизированными системами контроля качества обработки и состояния инструмента позволяет расширять многостаночное обслуживание, а также выполнять основные подготовительные работы в первую смену, эксплуатировать оборудование во вторую и третью смены с небольшим штатом дежурных и даже в отсутствие таковых. При этом предполагается, что емкость накопителя спутников и накопителя инструмента достаточны для загрузки оборудования в одну-две смены без вмешательства человека.
Данные, приведенные на рис. 1, указывают на возможность повышения эффективности использования оборудования при объединении его в ГПС на 65 % по времени путем работы в третью смену без присутствия человека (1260 ч), работы во время обеденных перерывов (250 ч), сокращения времени на организационные проблемы (200 ч), более быстрой переналадки оборудования (175 ч). При этом следует учесть, что не используется огромный резерв времени в 2735 ч в год, который составляют субботние, воскресные и праздничные дни.
Реклама

Таким образом, главнейшими источниками технико-экономической эффективности при объединении станков с ЧПУ в ГПС являются:
повышение коэффициента использования станков с 0,4 — 0,6 до 0,85 - 0,9;
увеличение коэффициента сменности с 1,3 — 1,6 до 2 — 3;
уменьшение вложений в оборотные фонды из-за сокращения в несколько раз производственного цикла (с 45 до 6 дней в случае внедрения АЛП-3-2), что приводит к снижению величин незавершенного производства;
снижение количества производственного и обслуживающего персонала;
практическая реализация „безлюдной" технологии обработки, заключающаяся в том, что благодаря необходимому запасу заготовок на спутниках и инструмента в соответствующих накопителях ГПС весь персонал работает главным образом в первую, наиболее удобную смену, а во вторую и третью смены работают лишь отдельно наблюдатели из числа производственного персонала.
По мере достижения необходимой надежности функционирования всех элементов ГПС, оснащения системами автоматизированного контроля качества обработки деталей, состояния инструмента, диагностики неисправностей оборудования вторая и третья смены станут „безлюдными".
Эффективность применения ГПС в сравнении с автономно эксплуатируемыми единицами оборудования с ЧПУ складывается, в основном, из трех частей:
экономии основных фондов на приобретение оборудования
за счет сокращения его потребного количества (в комплексе АЛП-3-2 используется 8 станков вместо 16);
экономии фонда заработной платы в связи с сокращением состава производственного и обслуживающего персонала (с70 до 40 чел. при переходе к комплексу АЛП-3-2 и работе в две смены); экономии оборотных средств благодаря сокращению производственного цикла изготовления продукции, ее партионности, необходимых запасов Iл т. п.
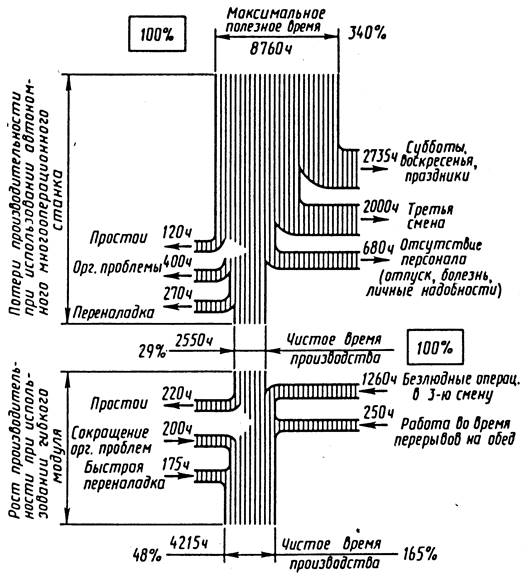
Рис. 1. Структура затрат времени в ГПС
Сравнение экономической эффективности при различных формах автоматизации
Такое сравнение необходимо всегда проводить применительно к конкретным объектам автоматизации.
В этом случае целесообразно сопоставлять следующие формы автоматизации:
автономно эксплуатируемые три станка с ЧПУ новейшей конструкции, оснащенные двухпозиционным устройством автоматической подачи заготовки на стол станка и удаления детали;
такие же два станка, оснащенные накопителем на 16 спутников каждый;
такие же два станка, объединенные в ГПС.
Детальный расчет показывает, что применение ГПС дает наибольшую экономию, причем стоимость изготовления одной детали на ГПС составляет 64 % от ее стоимости на автономно эксплуатируемых станках с ЧПУ, несмотря на несколько большую стоимость ГПС. Основными статьями экономии является более эффективное использование машинного и людского потенциала. Экономия будет тем больше, чем меньше запускаемая в изготовление партия деталей и короче машинное время обработки. Особенно необходимо подчеркнуть целесообразность индивидуальной автоматической замены инструмента в магазине, способствующей росту гибкости производства, сокращению запасов инструментов на складе (относительно замены сразу полностью набора инструментов при смене обрабатываемой детали — установа) и сокращения размера партии деталей для уменьшения инвестиций в незавершенное и завершенное производство.
Основные преимущества ГПС заключаются в следующем:
высокая гибкость как следствие быстрой переналадки на обработку другой детали из-за интеграции оборудования, инструмента, приспособлений и измерительных устройств;
высокая готовность оборудования к работе в связи с применением ЭВМ для управления производственным процессом;
эффективное использование производственного персонала в результате возможности расширения его функций, освобождения от цикла станка;
интеграция всего информационного потока с помощью ЭВМ, способность работать днем и ночью, непосредственная связь со всеми сторонами производства.
Социально-экономические изменения в производстве при внедрении ГПС также удобно проследить на примере комплекса АЛП-3-2. Изменения состава производственного и обслуживающего персонала при обработке одних и тех же деталей на универсальных станках, станках с ЧПУ и ГПС типа АЛП-3-2:
увеличивает уровень технической вооруженности труда, поскольку автоматизируются как основные, так и вспомогательные операции;
в значительной мере решает проблему устранения дефицита рабочих, выполняющих как основные, так и вспомогательные операции (транспортные, складские рабочие);
изменяет характер труда, увеличивая долю умственного труда и сводя к минимуму долю физического; вместо рабочих-операторов большее значение приобретают рабочие-наладчики, рабочие, управляющие механизмами и машинами. Сокращается численность мастеров, старших мастеров, работ-уников служб, бюро цехового контроля, а также вспомогательных рабочих:
распределителей, кладовщиков, транспортных рабочих, контролеров. Кроме того, появляются новые категории работников, обслуживающих комплекс, например, операторы подготовки и контроля инструментальных наладок, наладчики по электронике, инженеры-специалисты по магнитным дискам, по устройствам ввода-вывода ЭВМ, инженеры по вычислительной технике, операторы-электроники;
повышает требования к квалификации работников, обслуживающих комплекс; в ряде случаев в связи со сложностью выполняемых работ обслуживающий персонал должен иметь специальное, среднее и высшее образование (инженеры по вычислительной технике, программисты);
создает условия для четкой, ритмичной работы.
Методы расчетов технико-экономической эффективности ГПС других назначений аналогичны приведенным выше.
Список литературы
1. Роботизированные технологические комплексы/ Г. И. Костюк, О. О. Баранов, И. Г. Левченко, В. А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214с.
2. Алексеев П.И., Н.П.Меткин, М.С.Лапин. Технологическое проектирование ГПС. – Л.: ЛДНТП, 1984. – 36с.
3. Проектирование металлорежущих станков и станочных систем: Справочник-учебник в 3-х т. Т. 3: Проектирование станочных систем /Под общей ред. А.С. Проникова - М.: Изд-во МГТУ им. Н.Э.Баумана; Изд-во МГТУ «Станкин», 2000. - 584 с.
4. Гибкие производственные комплексы /под.ред. П.Н.Белянина. – М.: Машиностроение, 1984. – 384с.
5. Гибкое автоматическое производство/под.ред. С.А.Майорова. – М.: Машиностроение, 1985. – 456с.
6. Иванов А.А. ГПС в приборостроении. – М.: Машиностроение,1988. – 282с.
7. Морозов В.П., Дымарский Я.С. Элементы теории управления ГАП. – Л.: Машиностроение, 1984. – 364с.
|
