Министерство образования Российской Федерации
Санкт-Петербургский государственный университет низкотемпературных и пищевых технологий
Кафедра криогенной техники
Выполнила: Григорьева О.А., гр. 432
Санкт-Петербург 2008
Введение
Теплоизоляция в технике низких температур защищает аппаратуру от притока тепла из окружающей среды. Требования к эффективности теплоизоляции низкотемпературного оборудования возрастают по мере понижения температуры, так как при этом, с одной стороны, увеличивается теплоприток через изоляцию, т. е, потери холода и, с другой стороны, резко возрастает стоимость потерь холода.
Кроме того, теплота парообразования различных жидкостей, отнесенная к единице объема, тем меньше, чем ниже их температуры кипения. Следовательно, небольшое количество тепла вызывает испарение сравнительно большого количества сжиженного газа с низкой температурой кипения. Отсюда ясно, почему к теплоизоляции для низких температур предъявляются особенно высокие требования по уменьшению тепловых потоков через нее. Эти требования тем выше, чем меньше размеры изолируемого оборудования, т. е. больше его удельная поверхность.
Основным требованием к теплоизоляции, применяемой в криогенной технике, является, как это ясно из изложенного, минимальная величина коэффициента теплопроводности. Коэффициент теплопроводности некоторых изоляционных материалов, применяемых при низких температурах, лишь в 1,5—2 раза больше теплопроводности спокойного воздуха, а аэрогель кремниевой кислоты имеет даже более низкий, чем у воздуха коэффициент теплопроводности.
Еще на заре развития криогенной техники исследователи столкнулись с невозможностью сколько-нибудь длительного хранения небольших количеств жидкого воздуха в сосудах с обычной (насыпной) изоляцией. Решение проблемы впервые нашел д'Арсонваль, изготовивший в 1887 г. цилиндрические стеклянные сосуды с двойными стенками, из пространства между которыми был откачан воздух, т. е. сосуды с вакуумной изоляцией. При создании в изоляционной полости достаточно высокого вакуума перенос тепла теплопроводностью газа практически исключается, и приток тепла из окружающей среды осуществляется, в основном, излучением. Заслуга значительного усовершенствования сосудов с вакуумной изоляцией принадлежит Дж. Дьюару, который разработал в 1893 г. способ уменьшения переноса тепла излучением путем серебрения стеклянных стенок сосуда, Дьюар предложил также использовать адсорбент (активированный уголь) для улучшения и длительного сохранения вакуума, что позволило изготовлять сосуды из металлов, выделяющих в вакууме большое количество газов по сравнению со стеклом. Сосуды с вакуумной изоляцией обычно называют «сосудами Дьюара», а иногда и просто «дьюарами;». Они широко применяются и в настоящее время.
Реклама

В 1910 г. польский ученый М. Смолуховский опубликовал результаты своих работ по теплопередаче через порошки в условиях вакуума. Он установил, что коэффициент теплопроводности порошков быстро снижается при уменьшении давления газа. Поток тепла через пространство, заполненное некоторыми порошками при низком вакууме, был близок по величине к потоку через пустое пространство при высоком вакууме между стенками с высокой отражательной способностью. Опыты Смолуховского и развитая им теория наметили пути изучения вакуумно-порошковой изоляции. Промышленное применение вакуумно-порошковой изоляции началось лишь в 40-х годах нашего века. С тех пор эта изоляция получила широкое распространение в технике низких температур.
Значительный вклад в усовершенствование низкотемпературной теплоизоляции внес П. Петерсен, опубликовавший в 1958 г. результаты своих опытов. Он испытал, в частности, вакуумно-порошковую изоляцию с экранированием излучения металлическим порошком, которая применяется в настоящее время в сосудах для сжиженных газов.
Петерсен применил также способ, уменьшающий перенос тепла в вакуумной изоляции излучением. При этом способе на изолируемый сосуд наматываются экраны из алюминиевой фольги, разделенные стекловолокнистыми матами. Эта изоляция, представляющая собой в сущности помещенную в вакуумированное пространство изоляцию типа «альфоль», получила название вакуумно-многослойной, экранно-вакуумной, вакуумно-слоистой суперизоляции (наиболее обоснованным можно считать первое название).
Теплообмен во всех видах низкотемпературной изоляции осуществляется излучением, теплопроводностью газа и твердого тела. Анализ теплообмена осложняется тем, что помещаемые в изоляционное пространство материалы имеют дисперсную структуру. Проблемам переноса тепла теплопроводностью и излучением в дисперсных средах посвящены известные монографии проф. А.Ф. Чудновского и профессора, К.С. Шифрина, а также ряд работ других советских ученых.
Реклама

Теплоперенос теплопроводностью газа в широком диапазоне от атмосферного давления до высокого вакуума определяется отношением длин свободного пробега молекул газа между соударениями друг с другом и между соударениями их со стенками твердого тела. Расчет переноса тепла газом зависит от правильного подхода к оценке величины, определяемой структурой дисперсного материала.
Теплоперенос теплопроводностью в зернистых материалах обычно рассчитывают, принимая какую-либо упорядоченную (например, кубическую или тетраэдрическую) укладку зерен. Рассматривая зернистый материал, как слой беспорядочно расположенных зерен, в котором число касаний одного зерна с соседними взаимосвязано с пористостью материала, удалось получить новую формулу для определения коэффициента теплопроводности зернистых материалов. Использование теории контактного теплообмена позволило также найти зависимость коэффициента теплопроводности зернистых и волокнистых материалов от механического давления на них.
Лучистый тепловой поток в изоляции ослабляется в результате рассеяния и поглощения изоляционным материалом. Он задерживается также металлическими экранами в виде фольги или мелких частиц. Теория рассеяния излучения отдельными частицами продвинулась довольно далеко в своем развитии, чего нельзя сказать о теории переноса излучения в дисперсных средах. Сопоставление результатов экспериментального исследования вакуумно-порошковой изоляции с данными теории для отдельных частиц дает возможность оценить влияние различных факторов на рассеяние излучения малыми частицами в дисперсных средах.
Как видно, все виды теплообмена в дисперсной среде зависят, в первую очередь, от ее структуры. Поэтому изучение структуры (размеров частиц и пор, удельной поверхности) является важной составной частью исследования теплообмена в низкотемпературной изоляции.
Теплоизоляционные материалы и их свойства
Теплоизоляционные материалы разделяются на волокнистые, зернистые и ячеистые (пеноматериалы). В теплотехнике получили широкое распространение также изделия в виде матов, плит, скорлуп и другой формы, изготовленные из волокнистых и зернистых материалов с добавлением связующих материалов. В технике низких температур такие изделия используют редко, так как они имеют сравнительно высокий коэффициент теплопроводности. Характеристика теплоизоляционных материалов дана в ряде монографий и справочников.
На теплообмен в низкотемпературной изоляции большое влияние оказывают конвективные токи воздуха. Теплообмен при естественной конвекции тем интенсивнее, чем больше комплекс , где , где  - коэффициент объемного расширения, - коэффициент объемного расширения,  — кинематическая вязкость и — кинематическая вязкость и  — температуропроводность. Величина этого комплекса для воздуха при понижении температуры с 273 до 173К возрастает в 6 раз, а при дальнейшем снижении до 90К — в 70 раз. Уменьшения конвективного теплообмена в низкотемпературной теплоизоляции достигают уменьшением размеров пустот (пор) в ней. С этой целью, в частности, зернистые материалы применяют обычно в виде порошков с размером зерен менее 1 мм. Ниже приведена краткая характеристика материалов, применяемых в технике низких температур, с указанием особенностей их использования. — температуропроводность. Величина этого комплекса для воздуха при понижении температуры с 273 до 173К возрастает в 6 раз, а при дальнейшем снижении до 90К — в 70 раз. Уменьшения конвективного теплообмена в низкотемпературной теплоизоляции достигают уменьшением размеров пустот (пор) в ней. С этой целью, в частности, зернистые материалы применяют обычно в виде порошков с размером зерен менее 1 мм. Ниже приведена краткая характеристика материалов, применяемых в технике низких температур, с указанием особенностей их использования.
Характеристики и область применения
Волокнистые материалы
. Волокнистые материалы используются в технике низких температур большей частью для теплоизоляции аппаратуры установок сжижения и разделения газов
Минеральная вата
является одним из самых дешевых и доступных материалов. Она состоит из стекловидных волокон, получаемых из расплавов горных пород (гранита, глины, доломита, кварцита) или шлаков металлургических печей. Сырье расплавляется в вагранке и вытягивается в нити расплава путем раздува струей пара пли воздуха. Образуемая вата состоит из волокон диаметром б—10 мкм и длиной от 3 до 20 мм и содержит некоторое количество шариков — «корольков», так как капли расплава при раздуве не успевают полностью вытянуться в нити.
Коэффициент теплопроводности минеральной ваты зависит от диаметра волокон, содержания «корольков» и степени уплотнения.
При средней температуре 580 — 190° К он составляет 0,03— 0,04  . Для уменьшения конвективных токов в изоляции вату следует набивать в изоляционное пространство низкотемпературных установок до максимально возможной плотности (300—400 . Для уменьшения конвективных токов в изоляции вату следует набивать в изоляционное пространство низкотемпературных установок до максимально возможной плотности (300—400  ). Опыт показывает, что плотность набивки ваты в изоляционное пространство приблизительно в 1,5 раза выше плотности ее в лабораторном цилиндре под нагрузкой 9807 н/м2 (0,1 кг/см2). Это соотношение дает возможность заранее определить потребное для изоляции количество минеральной ваты и оценить коэффициент теплопроводности изоляции изделия. ). Опыт показывает, что плотность набивки ваты в изоляционное пространство приблизительно в 1,5 раза выше плотности ее в лабораторном цилиндре под нагрузкой 9807 н/м2 (0,1 кг/см2). Это соотношение дает возможность заранее определить потребное для изоляции количество минеральной ваты и оценить коэффициент теплопроводности изоляции изделия.
Волокна минеральной ваты при монтажных работах поражают кожу и дыхательные пути. Этот недостаток в значительной мере устранен в гранулированной минеральной вате, которая состоит из комочков размером 10—15 мм, образованных из волокон механическим путем. Гранулированная вата не имеет «корольков», ее вес и теплопроводность меньше, чем у обычной ваты.
Минеральная вата представляет собой неорганический и, следовательно, негорючий материал. Однако она обычно содержит до 1% масла, добавляемого при изготовлении для уменьшения пыления. При таком содержании масла вата горит в среде кислорода, а при 1,5% масла становится взрывоопасной при контакте с жидким кислородом. Для изоляции кислородных установок применяют специально изготовленную вату, не содержащую масла,
В технике низких температур используют иногда войлок и маты, изготовленные из минеральной ваты с использованием битума или синтетических смол в качестве связующего вещества.
Стеклянная вата
изготовляется двумя способами: дутьевым и способом непрерывного вытягивания. Первый способ более прост и дешев, волокна получаются диаметром от 3 до 30 мкм и длиной до 100 мм. По второму способу нити вытягиваются при помощи быстро вращающегося барабана из струек расплава стекольной шихты, вытекающих через фильеры в специальной пластине. При этом получаются волокна такого же диаметра, но большей длины. Раздув полученных таким образом непрерывных стеклянных волокон потоком горячих газов позволяет изготовить вату с диаметром волокон до 0,5 мкм.
Ее коэффициент теплопроводности при 293°К равен 0,047 . Волокно диаметром менее 15 мкм не ломается, вата из тонкого волокна имеет более низкую теплопроводность.
Маты и полосы из стекловолокна изготовляются путем наложения друг на друга и скрепления прошивкой тонких слоев стеклянных волокон, пересекающихся под прямым углом. Маты марки изготовляются из волокна диаметром 11—13 мкм, покрытого с двух сторон стеклянной тканью и простеганного стеклянными нитками. Они имеют плотность 100—110 кг/м2 и коэффициент теплопроводности 0,043 . Также маты из бесщелочного и более тонкого штапельного волокна диаметром 5—7 мкм и длиной 45—5.5 мм. Они имеют длину 1050 мм, ширину 840 мм и толщину 5—15 см. Коэффициент теплопроводности матов не превышает 0,048 при плотности 75— 85 кг/м2.
Высокими теплоизоляционными свойствами обладает вата из ультратонкого волокна (УТВ), получаемого способом раздува непрерывных волокон горячими газами. Основные показатели ваты: средний диаметр волокна 0,7—-1,5 мкм, плотность (без нагрузки) 5—6 кг/м3, коэффициент теплопроводности 0030—0,032 вт/(м-град) при 273° К, Под нагрузкой 0,002— 0*004 Мн/м2 (0,02—0,04 кГ/см2) вата уплотняется до 50— 60 кг/м2. С такой плотностью ее и следует набивать в изоляционное пространство низкотемпературного оборудования. Коэффициент теплопроводности стекловаты из УТВ при плотности 60 кг/м3 и средней температуре 190°К составляет 0,023 . Этот материал целесообразно применять для изоляции транспортируемого низкотемпературного оборудования, где важно наравне с низкой теплопроводностью обеспечить и малый вес изоляции.
Маты из УТВ представляют собой рыхлый слой волокон, скрепленных между собой естественным сцеплением или связующим из синтетических смол. Основные требования к матам: плотность (без нагрузки) 6—7 кг/м2 без подложки и 10— 12 кг/м2 с подложкой (подложкой служит алюминиевая фольга толщиной 20—25 мкм или органическая пленка толщиной 20 мкм), содержание связующего 15%, коэффициент теплопроводности 0,035 при 273° К.
Стекловолокно из щелочного стекла мало устойчиво по отношению к воде. При длительном хранении оно значительно снижает прочность, а при пребывании во влажной атмосфере со временем совершенно разрушается. Для низкотемпературной изоляции можно применять только волокно из бесщелочных стекол, устойчивых по отношению к воде.
Стекловолокнистые материалы применяют также для вакуумно-многослойной теплоизоляции в качестве теплоизолирующих, прокладок между слоями, отражающими тепловое излучение.
Шелковые очесы
представляют собой отходы шелкопрядильной промышленности. По плотности и коэффициенту теплопроводности этот материал близок к лучшим сортам минеральной и стеклянной ваты. Его преимущество — более благоприятные, безопасные условия изоляционных работ. Шелковые очесы применяют иногда для изоляции низкотемпературных установок, в частности установок для разделения природного газа.
Порошкообразные материалы
. Порошкообразные материалы применяются в технике низких температур, в основном, для изоляции сосудов со сжиженными газами.
Углекислая магнезия «альба»
образуется при «белой варке» углекислой магнезии. Плотность магнезии «альба» 125— 150 кг/ж3, коэффициент теплопроводности при 190°К — в пределах 0,026—0,030 , До недавнего времени магнезию широко применяли и сосудах для сжиженных газов. Наряду с магнезией «альба» использовали углекислую магнезию с плотностью 400 кг/м3 и коэффициентом теплопроводности 0,052 при 190° К. Сейчас магнезия вытеснена более эффективными дешевыми изоляционными материалами.
Пробковая крупа
используется в настоящее время для теплоизоляции очень редко.
Диатомит (кизельгур, инфузорная земля)
— это легкая пористая порода, образовавшаяся из кремнистых панцирей диатомовых водорослей, состоящая, в основном, из аморфного кремнезема с примесями окислов металлов. Плотность диатомита колеблется от 350. до 950 кг/м3, достигая для лучших сортов 150—200 кг/м3. Коэффициент теплопроводности диатомита 0,05—0,07 при 293° К и 0,03— 0,04 при 190° К
Вспученный вермикулит (термовермикулит)
получают из минерала вермикулита, представляющего собой сложный высокогидратированный алюмосиликат магния, который образовался из ферромагнезиальных слюд: флогопита и биотита. При нагревании вермикулита дб 700—1100° С содержащаяся в нем кристаллизационная вода превращается в пар. В результате частицы вермикулита вспучиваются, увеличиваясь в объеме в 20—25 раз и превращаясь в червеобразные гранулы. Технология изготовления вспученного времикулита состоит в дроблении породы в молотковой дробилке, рассеве на фракции, обогащении и обжиге в шахтных или других печах.
Плотность термовермикулита составляет 100—200 кг/м3, размер зерен I —12 мм. Коэффициент теплопроводности материала, имеющего плотность 140—160 кг/м3 и размер зерен менее 3 мм, равен 0,052—0,056 при 293К. Доступность и низкая стоимость вспученного вермикулита и хорошие теплоизоляционные свойства приводят к все более широкому внедрению этого материала г промышленность.
Вспученный перлит
также представляет собой материал, получаемый путем обжига минерала. Перлитом называют изверженные кремнеземистые горные породы, состоящие из вулканического стекла с включением плагиоклазов, полевых шпатов, кварца и других минералов. Для перлитов характерна особая, концентрически скорлуповатая структура. Они раскалываются по концентрическим трещинам. Получающиеся при этом шарики имеют перламутровую поверхность, напоминающую жемчуг (отсюда и произошло название породы). Сырьем для производства вспученных перлитов могут служить и другие силикатные породы вулканического происхождения, к которым относятся обсидианы, плотные пемзы, туфы и др.
Перлит состоит на 70% из двуокиси кремния, кроме того, он содержит 10—15% глинозема и 4—8% окислов калия и натрия. В перлите находится также несколько процентов кристаллизационной воды. При нагреве до 700—1000°С порода размягчается, а содержащаяся в ней вода переходит в пар, вспучивая размягченную массу материала. Технология изготовления вспученного перлита: дробление породы в щековой, а затем в валковой дробилках или шаровой мельнице, рассев на виброситах, предварительная сушка и последующий обжиг во взвешенном состоянии в шахтной или вращающейся печи.
Плотность вспученного перлита, полученного из пород различных месторождений, колеблется от 40 до 300 кг/м3, размер зерен не превышает 3 мм. Вспученный перлит является высокоэффективным и дешевым теплоизоляционным материалом. Для изоляции аппаратов и машин низкотемпературных установок используется вспученный перлитовый порошок, изготовляемый по техническим условиям МРТУ 6 № ЕУ-231-62. Перлитовый порошок имеет плотность при свободной засыпке 100 кг/м3, размер зерен не более 1 мм и коэффициент теплопроводности 0,031 при 183°К
Аэрогель кремниевой кислоты
является наиболее эффективным из известных в настоящее время теплоизоляционных материалов. Существует несколько способов получения легкого тонкодисперсного порошка кремнезема, представляющего собой в сущности аэрогель кремниевой кислоты, однако, последнее название получил лишь материал, получаемый путем удаления жидкости из геля кремниевой кислоты без заметного сжатия его скелета.
Способ получения аэрогеля основан на удалении жидкости из геля при температуре и давлении выше критических. В этом случае жидкость переходит в пар непосредственно в порах материала, что исключает сжатие пор за счет сил поверхностного натяжения, С целью снижения рабочей температуры и давления вода в гидрогеле предварительно замещается этиловым или метиловым спиртом. Технологическая схема процесса состоит в следующем. Предварительно приготовленные растворы жидкого стекла плотностью 1150—1170 кг/м3 и серной кислоты плотностью 1126—1128 кг/м3 поступают в смеситель. Образующийся в течение 6—8 сек гидрогель проходит через масло, коагулирует и приобретает форму шариков. Затем он промывается в чанах водой, после чего вода в гидрогеле замещается этиловым спиртом в 16-ти последовательно соединенных диффузорах. Спирт удаляется из геля в автоклавах при 7—9 Па и 540° К. Остатки паров спирта отсасывают вакуумным насосом. Содержащиеся в полученном продукте примеси органических веществ удаляют прокаливанием во взвешенном слое при температуре 570—670° К.
Изготовляемый по этой технологии продукт имеет плотность 90—120 кг/м3 и коэффициент теплопроводности 0,014— 0,016 при температуре 190° К.
Позднее перешли на новую технологию получения аэрогеля, отличающуюся тем, что спирт удаляется из геля непрерывным способом в теплообменниках. Получаемый по этой технологии аэрогель имеет плотность 20— 40 кг/м3 и коэффициент теплопроводности 0,019—0,020 при температуре 190°К.
Недостатком аэрогеля является необратимое изменение структуры и увеличение теплопроводности при попадании в него капельной влаги. Для того чтобы уменьшить способность аэрогеля поглощать влагу и изменять при этом свою структуру, его можно подвергнуть гидрофобизации путем обработки метилхлористыми силанами, фтористыми соединениями, бутиловым спиртом. Наилучшие результаты дает обработка диметилдихлорсиланом.
Возможны и другие способы получения аэрогеля, не связанные с применением автоклава, работающего под давлением. Предложено удалять воду из гидрогеля вакуумированием его. Разработан способ, состоящий в обезвоживании гидрогеля нагреванием его с жидкостью, обладающей малым поверхностным натяжением, с последующим прокаливанием полученного геля. Оба эти способа дают аэрогель с несколько более высокими значениями плотности и теплопроводности.
Кремнегель
представляет собой один из видов тонкодисперсного порошка двуокиси кремния. Он получается, в частности, в производстве суперфосфата при взаимодействии фторапатита с серной кислотой и кремнеземом и последующем гидролизе образующейся двуокиси кремния. Плотность кремнегеля 100—150 кг/м3, коэффициент теплопроводности 0,030— 0,035 при 190°К.
Белая сажа
также является тонкодисперсным порошком, состоящим, в основном, из двуокиси кремния. Ее получают путем осаждения кремнекислоты из раствора жидкого стекла углекислотой и обработки полученной суспензии соляной или серной кислотой. Плотность сажи составляет 160—240 кг/м3, размер частиц для некоторых марок достигает нескольких мкм, коэффициент теплопроводности при 190° К равен 0,02— 0,03 . К белой саже близок по свойствам аэросил, получаемый сжиганием четыреххлористого кремния в среде водорода при 1100° С.
Ячеистые материалы
. Ячеистые теплоизоляционные материалы также широко применяют в технике низких температур..
Пробка
представляет собой ячеистый материал естественного происхождения и давно используется в технике умеренного холода: Она вырабатывается из коры пробкового дуба и, отчасти, коры бархатного дерева. В холодильной технике применяются плиты, которые прессуются из пробковой крупы крупных фракций и подвергаются термической обработке при 260—280° С. Свойства экспанзита согласно ВТУ № 190 и ТУ № 174/5-2-41 характеризуются следующими данными: плотность не более 180 кг/м3, коэффициент теплопроводности не более 0,058 при 293° К.
Вспученный эбонит (оназот)
относится к числу наиболее эффективных ячеистых теплоизоляционных материалов. При вспучивании эбонит увеличивается в объеме примерно в 15 раз, его плотность снижается до 60—70 кг/м3. Оназот имеет 20 000 ячеек в 1 см2, средняя толщина стенок ячеек составляет 0,012 мм. Он дороже пенополистирола, но превосходит последний то коэффициенту теплопроводности (0,028 при 288° К), а также по водопоглощению и паропроницаемости.
Мипора
имеет наименьшие плотность и коэффициент теплопроводности по сравнению со всеми остальными пенопластами. Она представляет собой отвердевшую пену мочевино-формальдегидной смолы. Мипору выпускают по в виде блоков плотностью 10—20 кг/м3. В изоляционный объем сложной конфигурации ее загружают в виде крошки с плотностью набивки 40—50 кг/м3. Коэффициент теплопроводности в обоих случаях одинаков и равен 0,030—0,033 при 293°К.
Недостаток мипоры — гигроскопичность. Этот материал довольно быстро увлажняется в условиях эксплуатации низкотемпературной теплоизоляции. Мипора не поддерживает горения в атмосфере воздуха. Однако в среде кислорода она огнеопасна, а при большой плотности набивки взрывоопасна. Поэтому ее нельзя рекомендовать в качестве теплоизоляции установок разделения воздуха и сосудов для жидкого кислорода.
Пенополистирол
представляет собой ячеистый материал (поры замкнуты) с очень малым поглощением. Он может быть изготовлен различными способами. Прессовый метод состоит в смешении полимера с газообразователями и другими компонентами, прессовании композиции и вспенивании заготовок. Так получают пенополистирол с плотностью 60—220 кг/м3 и с плотностью 35—80 кг/м3. Коэффициент теплопроводности возрастает с увеличением плотности и находится в пределах 0,030—0,050 при 293° К.
Автоклавный метод основан на насыщении полистирола в автоклаве газами или низкокипящими органическими веществами и последующем вспенивании при снятии давления. В США таким методом получают продукт под названием «стирофом» с плотностью 20—40 кг/м3, размером пор 0,5—2 мм и коэффициентом теплопроводности около 0,040 при 293° К.
Метод получения пенополистирола из гранул прост в аппаратурном оформлении и позволяет при соблюдении необходимых условий получать пенопласт непосредственно в изоляционном пространстве. Гранулы полистирола, насыщенные низкокипящими органическими веществами, вспенивают путем нагревания. Приготовленные таким образом пористые гранулы засыпают в форму и вторично подвергают нагреву с помощью острого пара или горячей воды в течение 5—10 мин. Под влиянием высокой температуры гранулы еще больше увеличиваются в объеме, размягчаются и склеиваются (спекаются) между собой, образуя сплошной материал. Он имеет плотность 20—60 кг/м3 размер пор 0,01-—0,1 мм и коэффициент теплопроводности 0,032—0,045 при 273° К.
Пенополиуретан
получают в результате сложных реакций, протекающих при смешении полиэфира, диизоцианата и воды в присутствии соответствующих катализаторов и эмульгаторов. Смесь заливается в форму, где она вспенивается. Затем вспененный материал прогревается в течение 4—6 ч при температуре 50—150°С, в результате чего происходит его отверждение. Изготовляют как жесткие, так и эластичные пенополиуретаны в зависимости от вида полиэфира.
Материал имеет плотность 100— 220 кг/м3 и коэффициент теплопроводности 0,047—0,057 при 293° К. Эластичный пенополиуретан имеет плотность 30—60 кг/м3 и коэффициент теплопроводности 0,035 .
Преимущество этого материала перед другими — возможность заполнения изоляционного пространства композицией в жидком виде, что упрощает технику изоляционных работ, обеспечивает заполнение изоляционного пространства сложной формы без образования пустот, уменьшает накопление влаги в изоляции. В качестве недостатка следует указать на ядовитость одного из компонентов — диизоцианата.
Пеностекло
получают путем термической обработки при 700 — 850°С смеси порошкообразных стекла и газообразователя. Смесь загружают в жаропрочные формы и направляют в печь, в которой происходит размягчение стекломассы и разложение газообразователя. Образующиеся при этом пузырьки газа вспенивают вязкую стекломассу и придают ей ячеистую структуру. Получаемые блоки имеют плотность 100—400 кг/м3 (диаметр пор 0,1— 2 мм), и коэффициент теплопроводности 0,06—0,10 при 293° К.
Пеностекло имеет малое водопоглощение, легко поддается механической обработке. Строительные блоки из пеностекла имеют максимальные габариты 450х450х130. Выпускаются блоки, различающиеся по плотности, сопротивлению сжатию и коэффициенту теплопроводности.
Структура
Перенос тепла в изоляционных материалах мало зависит от их химического состава и определяется их структурой, т, е. формой частиц (волокна, зерна), объемом пор между частицами и внутри их, распределением пор по размерам.
Материалы, применяемые для низкотемпературной теплоизоляции, имеют мелкодисперсную структуру. Наиболее тонкой структурой обладают порошкообразные материалы, основой которых является двуокись кремния.
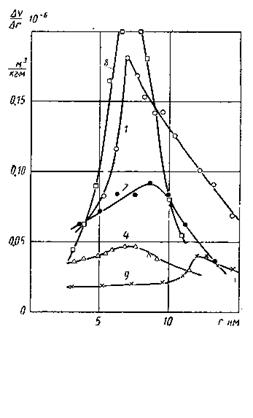
Рис. 29. Дифференциальные структурные кривые образцов аэрогеля кремниевой кислоты (цифры на кривых соответствуют номерам образцов в табл.)
Распределение пор по размерам характеризуется дифференциальными и интегральными структурными кривыми. На рис. 29 приведены дифференциальные структурные кривые образцов аэрогеля кремниевой кислоты. Кривые рассчитаны на основе теории капиллярной конденсации по изотермам адсорбции метилового спирта. Величина наиболее вероятного радиуса пор, соответствующего максимуму на кривых, находится в пределах 7—9 нм (70—90 Ангстрем). У аэросила, получаемого сжиганием четыреххлористого кремния в среде водорода, максимум приходится на поры радиусом 12—13 нм.
Объем микропор аэрогеля, имеющих радиус менее 0,1 мкм, сравнительно невелик и составляет 15—25% от общего объема пор. Однако именно эти поры определяют свойства аэрогеля как наиболее эффективного теплоизоляционного материала и образуют развитую поверхность, составляющую несколько сотен квадратных метров в 1 г материала. Данные, характеризующие структуру аэрогеля, приведены в таблице.
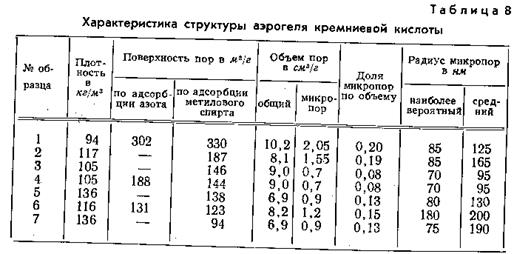
Значения среднего радиуса микропор вычислены по формуле

где V—объем микропор;
S — поверхность всех пор.
Вычисленный таким образом средний радиус лишь в 1,5— 2 раза больше наиболее вероятного радиуса пор. Это показывает, что почти вся измеренная поверхность образована микропорами.
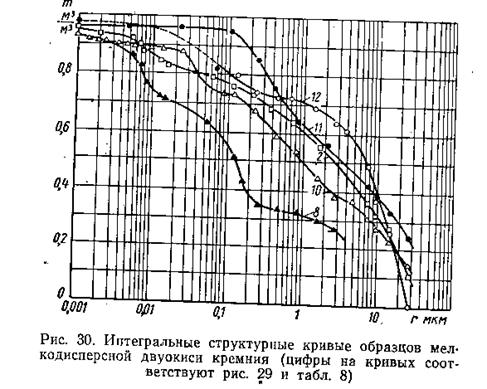
На рис. 30 нанесены интегральные структурные кривые нескольких образцов мелкодисперсных высокопористых порошков двуокиси кремния. Измерения выполнены методом вдавливания ртути. Порошки, полученные разными способами, имеют резко различающуюся структуру. При этом все они содержат 30—50% по объему пор радиусом менее 1 мкм.
Удельная поверхность большинства этих порошков превышает 100 м2/г. К ним относится также белая сажа, имеющая удельную поверхность 150—300 м2/г.
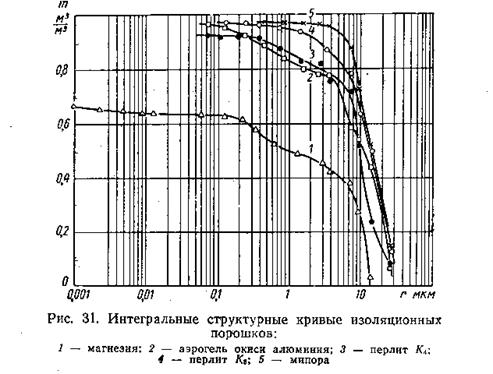
Вспученный перлит является более крупнопористым материалом. Он содержит не более 5—7% по объему пор радиусом менее 1 мкм (рис. 31). Удельная поверхность пор вспученного перлитового песка, как правило, не превышает 20 м2/а. Другие изоляционные материалы также являются более крупнопористыми, чем порошки двуокиси кремния. Они обычно не содержат пор размером менее 0,1 мкм и имеют удельную поверхность менее 40м2/г.
Вакуумная многослойно-порошковая теплоизоляция
Один из основных недостатков вакуумно-многослойной теплоизоляции состоит в необходимости создания высокого вакуума. Давление газа в случае многослойной изоляции должно быть приблизительно в 100 раз ниже, чем при вакуумно-порошковой изоляции. Причиной являются сравнительно большие размеры пустот в многослойной изоляции, представляющих собой зазоры между соседними слоями. Уменьшение этих зазоров путем более плотной укладки изоляции приводит к возрастанию коэффициента теплопроводности за счет увеличения контактного теплообмена между экранами и прокладками.
Проблема может быть решена, если заполнить зазоры между экранами тонкодисперсным теплоизоляционным порошком. При таком сочетании перенос тепла излучением будет задерживаться экранами, а перенос тепла газом резко снизится уже при низком вакууме благодаря наличию тонкодисперсного порошка. Проводимость по твердому телу для таких порошков, как аэрогель и перлитовая пудра, также очень мала. На практике такой вариант изоляции в чистом виде не может быть реализован. Если бы даже и удалось первоначально смонтировать экраны, не допуская контактов между ними путем засыпки порошка, то при вакуумировании и перевозке изделия невозможно было бы избежать частичного перемещения порошка и появления контактов между экранами. Поэтому экраны сначала нужно монтировать с прослойками между ними, т. е. изготовить обычную многослойную изоляцию, после чего заполнить зазоры между слоями порошком.
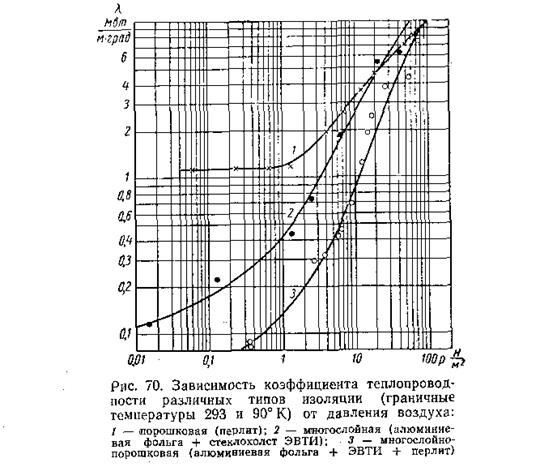
Еще в СССР проведены исследования такого вида изоляции. После определения зависимости коэффициента теплопроводности от давления воздуха для многослойной изоляции (кривая 2 на рис. 70) пространство между слоями заполнялось порошком и вновь находилась зависимость теплопроводности от давления (кривая 3 на рис. 70).
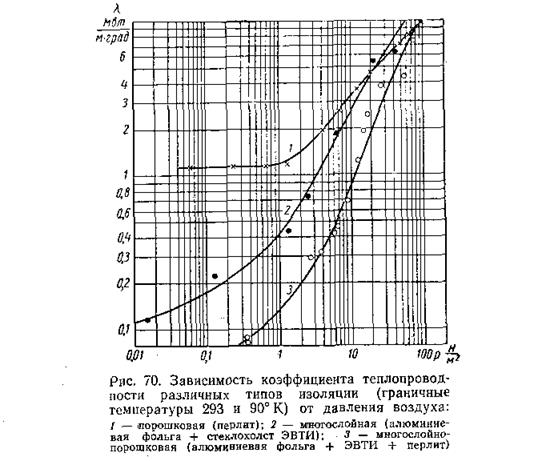
Коэффициент теплопроводности при засыпке перлитовой пудры снизился примерно в 3 раза в области давлений 0,1 —10 н/м2. Он достиг 0,1  при давлении 0,5 н/м2, тогда как при чисто многослойной изоляции такую величину удается получить, как правило, при давлениях ниже 0,05 н/м2. Таким образом, применение комбинированной многослойно-порошковой изоляции целесообразно в тех случаях, когда трудно поддерживать в течение длительного времени высокий вакуум, например, в сосудах для сжиженных газов с относительно высокой температурой кипения, в частности, для жидкого кислорода. при давлении 0,5 н/м2, тогда как при чисто многослойной изоляции такую величину удается получить, как правило, при давлениях ниже 0,05 н/м2. Таким образом, применение комбинированной многослойно-порошковой изоляции целесообразно в тех случаях, когда трудно поддерживать в течение длительного времени высокий вакуум, например, в сосудах для сжиженных газов с относительно высокой температурой кипения, в частности, для жидкого кислорода.
Многослойно-порошковая изоляция имеет и дополнительные преимущества, проявляющиеся при использовании ее в промышленных сосудах. Во-первых, засыпка порошка уменьшает приток тепла через зазоры в стыках между отдельными пакетами (матами) многослойной изоляции и приток тепла через торцы пакетов. Во-вторых, тепловой поток дополнительно уменьшается вследствие заполнения порошком свободного пространства, не занятого многослойной изоляцией. Этот эффект может быть весьма существенным, так как свободное пространство имеет часто по конструктивным соображениям (размещение опор, труб, удобства монтажа) даже больший объем, чем объем, занятый многослойной изоляцией. В-третьих, имеет место дополнительное уменьшение теплового потока вследствие эффективного изолирования порошком опор, подвесок и труб, размещаемых в изоляционном пространстве.
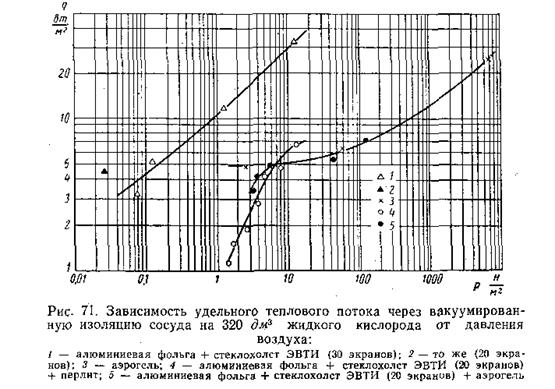
Сравнительные испытания многослойной и многослойно-порошковой изоляции были проведены на сосуде емкостью 320 дм3
Сосуд представляет собой вертикальный круговой цилиндр диаметром 800 мм и высотой 750 мм с эллиптическими днищами. Расстояние между стенками цилиндрической части кожуха и сосуда составляет 93 мм. Сосуд закреплен в кожухе на двух опорах из текстолита.
Приток тепла по опорам и трубам был найден путем определения потерь от испарения з сосуде с изоляцией из аэрогеля при различных давлениях в изоляционном пространстве. В этих и последующих испытаниях в сосуд заливали жидкий кислород или жидкий азот. Экспериментально полученная величина 7,1 вт близка к вычисленной.
Сосуд изолировали размещенными в два ряда матами из 10 экранов алюминиевой фольги с прокладками из стеклохолста ЭВТИ. После испытаний сосуда с многослойной изоляцией в межстенное пространство засыпали аэрогель и вновь определяли потери от испарения при различных давлениях воздуха в межстенном пространстве. Аналогичные испытания были проведены при засыпке перлита в межстенное пространство с многослойной изоляцией.
Потери кислорода от испарения в сосуде с многослойной изоляцией при давлении 0,027 н/м2 составили 0,305 кг/ч или 2,0% в сутки, а при изоляции из аэрогеля 0,312 кг/ч или 2,05% в сутки. Отсутствие заметной разницы в величине потерь объясняется сравнительно малой толщиной многослойной изоляции (20 экранов при ширине межстенного пространства 93 мм). Применение многослойно-порошковой изоляции с засыпкой перлита позволило снизить потери кислорода от испарения до 0,165 кг/ч или 1,08% в сутки при давлении 1,46 н/м2. Удельный тепловой поток через изоляцию уменьшился в 3 раза (рис. 71) даже при давлении на порядок выше по сравнению с многослойной изоляцией.
Таким образом, многослойно-порошковая изоляция сочетает достоинства порошковой и многослойной изоляций и позволяет достичь эффективности многослойной изоляции при сравнительно высоких давлениях, соответствующих рабочей области давлений вакуумно-порошковой изоляции. В некоторых случаях эта комбинированная изоляция дает возможность снизить тепловой поток по сравнению с многослойной изоляцией.
Изоляция низкотемпературных установок
Аппараты установок низкотемпературного разделения газовых смесей обычно помещают в общий кожух и изолируют волокнистыми материалами: минеральной или стеклянной ватой, шелковыми очесами. Кожух выполняется из отдельных стальных щитов с приваренными по краям уголками. Щиты соединяются между собой болтами. Между полками уголков прокладывают для уплотнения резиновые полосы. Изоляционный материал заполняет все пространство между кожухом и расположенными в нем аппаратами и трубопроводами.
Для зашиты изоляции от увлажнения в нее иногда подают под небольшим избыточным давлением часть отходящего из блока разделения сухого азота, препятствующего проникновению влажного атмосферного воздуха. С этой целью в изоляционном пространстве помещают несколько перфорированных трубок, в которые подают газ с помощью специального вентиля на линии выхода азота из блока разделения.
Способ изоляции путем заполнения всего пространства внутри кожуха минеральной ватой имеет существенные недостатки. Значительная часть изоляционного материала расходуется излишне на заполнение промежутков между основными аппаратами, температуры которых близки между собой. Большое количество изоляционного материала удлиняет пусковой период установки. При ремонтах приходится выгружать большие количества шлаковой ваты, что усложняет и удорожает ремонт.
В связи с этим в крупных установках в последние годы стали применять двустенный кожух (так называемая камерная изоляция). Основные низкотемпературные аппараты размещаются во внутреннем кожухе (холодной камере), свободном от изоляции. Пространство между наружным кожухом и холодной камерой заполняется изоляционным материалом.
При проектировании холодной камеры необходимо учесть наличие температурных деформаций, возникающих при ее охлаждении от температуры окружающей среды до примерно —160° С.
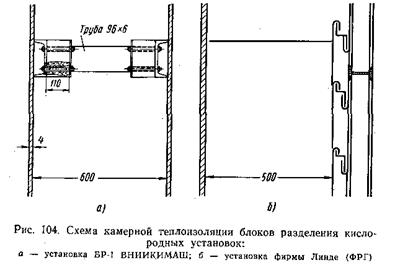
В отечественных установках как внутренний, так и наружный кожух изготовляются из стального листа толщиной 4 мм. Между ними устанавливаются распорки, конструкция которых показана на рис, 104, а. Для уменьшения притока тепла труба 1 выполнена из стали Х18Н9Т и изолируется от стенок деревянными подушками. Толщину слоя изоляции принимают равной 500—600 мм.
В кожухе оставляют специальные люки для прохода, закрываемые отдельными щитами.
На рис. 104, б показано устройство двустенного кожуха установки на 5000 м*/ч кислорода фирмы Линде (Германия). К тавровым балкам крепятся специальные направляющие элементы, на которые навешиваются алюминиевые листы наподобие кровельной черепицы. Такое устройство позволяет осуществлять местное удаление минеральной ваты, после того, как будет вынуто несколько алюминиевых листов.
Применение двустенного кожуха (рис. 105) позволяет уменьшить массу изоляции приблизительно в 2 раза по сравнению с обычными конструкциями. Это приводит к значительному сокращению пускового периода. Приток тепла через изоляцию несколько увеличивается.
Приток тепла через изоляцию установок, работающих на температурном уровне 80-90° К и изолированных минеральной ватой, может быть оценен без учета увлажнения и конвективных токов в изоляции

По данным испытаний двух установок производительностью 5000 м3/ч кислорода приток тепла в установке со «сплошной» изоляцией находился в пределах 10,1—17,5 вт/м2, а в установке с двустенным кожухом. 9,9—27,5 вт/м2. По данным обследования нескольких установок КТ-3600 и БР-5 приток тепла составил на установках первого типа 35—45 вт/м2, а .второго типа 30—35 вт/м2.
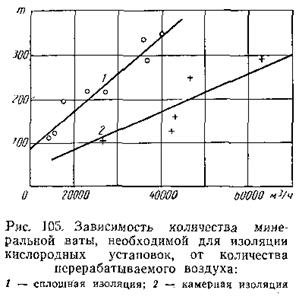
Для удобства расчетов приток тепла через изоляцию кислородных установок принято относить .к 'количеству перерабатываемого воздуха. В частности, приведенные выше цифры соответствуют 1,7—2,0 кДж/м3 перерабатываемого воздуха. Значительное количество тепла передается также по трубопроводам, вентилям и другой арматуре. Принимаемая для расчета величина .притока тепла из окружающей среды отчасти учитывает и не поддающиеся точному учету утечки холодного газа через неплотности. Эта величина составляет 8,4 кдж/м3 и и более для установок, перерабатывающих воздух в количестве до 2000 м3/ч; от 4,6 до 7,5 кдж/м3 в установках, перерабатывающих 5000—10 000 м3/ч; от 3,3 до 5,4 кдж/м3 в установках, перерабатывающих от 10000 до 30000 м3/ч. В установках, перерабатывающих от 30 000 до 100 000 м3/ч приток тепла через изоляцию находится в пределах 2,5—4,2 кдж/м3.
Даже в установках с двустенным кожухом масса изоляции весьма велика. Например, установка БР-2 производительностью 35 000 м3/ч кислорода имеет массу вместе с изоляцией 1230 т, из которых масса изоляции составляет 540 т или 44%. Резкого снижения массы изоляции можно достичь путем замены минеральной ваты на вспученный перлитовый песок, объемная масса которого в 3—4 раза меньше. При этом значительно улучшатся условия труда при загрузке изоляции и уменьшится приток тепла через изоляцию.
В установках для ожижения водорода с насыпной изоляцией воздух, содержащийся в изоляционном объеме, будет конденсироваться в зоне изоляции, имеющей температуру ниже 80° К. Поэтому изоляцию заполняют водородом' или гелием под избыточным давлением 50—100 н/м2. Коэффициент теплопроводности изоляции в этом случае в 3—5 раз 'выше, чем у изоляции, заполненной воздухом. Поэтому для уменьшения общей толщины изоляции ее разделяют герметичной перегородкой на два слоя, из которых водородом заполняют лишь слой, прилегающий к холодной аппаратуре. Это позволяет уменьшить толщину изоляции примерно в 3 раза, не увеличивая теплопритока через нее.
Расход дорогостоящего низкотемпературного холода уровня 20° К может быть уменьшен путем установки экрана, охлаждаемого жидким азотом. При заданной общей толщине изоляции 6 может быть найдено теоретически оптимальное место расположения экрана.
Обозначим через x толщину изоляции между экраном и поверхностью холодного аппарата,  - температуры наружного кожуха, экрана и холодного аппарата, - температуры наружного кожуха, экрана и холодного аппарата,  - теплопроводность изоляции до и после экрана. - теплопроводность изоляции до и после экрана.
Тепло, проникающее через изоляцию, компенсируется холодильным циклом на уровнях  . для компенсации потерь холода на уровне . для компенсации потерь холода на уровне  потребуется работа потребуется работа  , где , где  - термодинамическтй КПД холодильного цикла на уровне . Соответственно, для компенсации потерь холода - термодинамическтй КПД холодильного цикла на уровне . Соответственно, для компенсации потерь холода  на уровне на уровне  будет необходима работа будет необходима работа  . .
Учитывая, что  и и  , находим: , находим:

Эта сумма должна быть минимальной. Приравнивая нулю первую производную, получаем:

Из этого уравнения можно найти х. Если положить  , то получим х=0,7 и , то получим х=0,7 и 
Дальнейшего снижения потерь холода достигают путем применения вакуумных видов изоляции.
В конструкциях с вакуумными видами изоляции граничные стенки должны иметь сравнительно большую толщину, обеспечивающую устойчивость от смятия под воздействием атмосферного давления. М.И. Блат, С.Е. Бреслер и Ю.Н. Рябинин предложили, использовать изоляционный материал для поддержания стенок и восприятия нагрузки от атмосферного давления. Промышленные конструкции тонкостенных панелей с вакуумными видами изоляции были разработаны лишь недавно. В качестве изоляционного материала используется стекловолокно или перлит. Толщина вакуумированного стекловолокнистого мата уменьшается под воздействием атмосферного давления примерно на 2%, В дальнейшем толщина постепенно стабилизируется, уменьшаясь еще на 2% через 1000 ч. Коэффициент теплопроводности мата почти не изменяется при обжатии.
Панель со стекловолокнистым матом откачивается 30 мин при 300° С, что обеспечивает начальное давление около 1 н/м2. Вакуум имеет тенденцию к повышению и сохраняется по данным испытаний 10 лет. Средняя толщина панелей составляет 10—12 мм. В панелях размером 1 X 1 м тепловой поток через края, выполненные из нержавеющей стали толщиной 0,25 мм, примерно в 2 раза меньше теплового потока через изоляцию панели. Панели площадью 0,3 м2 и больше эквивалентны по изолирующему действию мату такой же площади из стекловолокна плотностью 40 кг/м2 и толщиной 90—100 мм.
В качестве порошка для заполнения панелей был выбран перлит. Испытания показали, что наименьшей сжимаемостью обладает крупнозернистый перлит, для которого сжатие под атмосферным давлением составляет около 10% по объему.
Стенки панели изготовляют из листовой холоднокатаной стали толщиной 0,7 мм. Противоположные стенки панели соединяют по краям проставками U-образной формы из нержавеющей стали с целью уменьшения потока тепла между теплой и холодной стенками. Проставка приваривается между двумя гладкими стенками и может образовывать закругленные углы.
Желательно, чтобы в панели было как можно меньше отверстий, для чего был разработан способ ввода порошка в панель через одно небольшое отверстие. Устройство представляет собой эжектор, в который потоком воздуха высокого давления порошок засасывается и затем подается в панель. Трубка, по которой идет взвешенный в воздухе порошок, окружена наружной концентрической трубкой, по которой возвращается отработанный газ. Давление внутри панели регулируется путем изменения скорости выходящего потока. Во время процесса заполнения панель должна вибрировать, чтобы облегчить заполнение порошком всех углов. При заполнении в панель вводится небольшой избыток порошка; в процессе вакуумирования порошок сжимается и панель сглаживается.
Примером применения описанных панелей может служить холодильник с внутренним объемом 550 дм3 и изоляцией толщиной 16 мм. Вместо использования в холодильнике отдельных панелей его корпус выполнен из внешней и внутренней оболочек, которые соединяются у края, обращенного к дверце. Дверца изготовлена из отдельной панели.
Согласно результатам испытаний ряда панелей увеличение давления в течение трех лет от исходного давления 2,7 н/м2 составляло от 24,6 до 66,6 н/м2.
|
