Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО Череповецкий Государственный Университет
Институт Педагогики и Психологии
Кафедра: профессионального и технологического образования
Реферат
Тема: «Способы литья в специальные формы»
Череповец - 2009
Содержание:
1. Литьё в оболочковые формы
2. Литьё по выплавляемым моделям
3. Литьё в кокиль
1.
Литье в оболочковые формы
Литье в оболочковые формы - это способ получения отливок свободной заливкой расплава в оболочковые формы из термореактивных смесей.
Оболочковые формы отличаются высоким комплексом технологических свойств: достаточной прочностью, газопроницаемостью, податливостью, негигроскопичностью. По сравнению с отливками, полученными в песчаных формах, детали, отлитые в оболочковые формы, имеют в 1,5 раза меньший припуск на механическую обработку.
Оболочковые формы изготавливают из формовочных песчано-смоляных смесей с термопластичными или термореактивными связующими смолами. Если смола в смеси находится в порошкообразном состоянии, то такую формовочную смесь называют неплакированной, а если зерна песка покрыты сплошной тонкой пленкой смолы, то смесь будет плакированной. Формовочная смесь содержит наполнитель - мелкозернистый кварцевый песок - 100%: связующее - пульвербакелит (фенолформальдегидная смола с добавками уротропина) – 6 - 7%; увлажнитель (керосин, глицерин) - 0,2 - 0,5%; растворитель (ацетон, этиловый спирт) - до 1,5%.
Размягчение введенной в смесь смолы происходит при 70 - 80 °С, а при 100 - 120 °С она уже плавится, покрывая поверхность зерен песка тонкой клейкой пленкой. Последующий нагрев смолы до 200 - 250 °С вызывает ее необратимое затвердевание и, как следствие, существенное повышение прочности и жесткости оболочковой формы. Оболочковые формы получают с помощью нагретых металлических моделей, изготавливаемых из серого чугуна, стали и алюминиевых сплавов. Каждая форма состоит из двух соединенных (путем склеивания пульвербакелитом и жидким клеем или с помощью скоб, струбцин) оболочковых полуформ. Толщины оболочек для мелких и среднего размера отливок колеблются соответственно в пределах 8 - 10 и 12 - 15 мм. Технология изготовления оболочек включает в себя следующие операции;
Реклама

1. Нагрев модельной оснастки до 200 - 250 °С.
2. Нанесение на рабочую поверхность модельной оснастки (пульверизатором) разделительного состава - быстро затвердевающей силиконовой жидкости, образующей при этом разделительную пленку, которая предотвращает прилипание к оснастке формовочной смеси и тем самым упрощает последующее отделение оболочки от модели.
3. Нанесение песчано-смоляной смеси на модельную оснастку одним из следующих способов; путем свободной засыпки поворотного или стационарного бункера, пескодувным методом, путем свободной засыпки с допрессовкой. Указанные способы изготовления оболочковых форм различаются, по существу, лишь приемами нанесения песчано-смоляной смеси на модельную оснастку.
4. Формирование и отверждение оболочки необходимой толщины. Широко применяется насыпной (бункерный) способ формообразования оболочки, основанный на использовании поворотного бункера, для свободной засыпки формовочной смесью модели вместе с модельной плитой (рис. 1.1). Бункер наполняют песчано-смоляной смесью. Нагретая и обработанная разделительным составом модельная плита с моделью закрепляется на приемной рамке поворотного бункера (рис. 1.1, а). Засыпка модели и модельной плиты смесью осуществляется поворотом бункера на 180° (рис. 1.1, б). Для формирования оболочки толщиной 5 - 15 мм плиту выдерживают под смесью в течение 15 - 20 с. При этом смола быстро плавится и затвердевает, образуя полутвердую оболочку. Затем бункер возвращают в исходное положение (рис. 1.1, в). С него снимают модельную плиту с налипшей оболочкой и помещают в печь для доотверждения оболочки (режим окончательного отверждения смолы – 300 - 350 °С, 1 - 3 мин).
5. Съем оболочковой полуформы после ее изготовления с модели осуществляется с помощью толкателей (рис. 1.1, г).

Рис. 1.1. Схема изготовления оболочковой формы с помощью поворотного бункера
Перед заливкой собранные формы с вертикальной плоскостью разъема (а также формы крупных размеров) помещают в контейнеры и засыпают чугунной дробью. Этим предотвращается коробление и разрушение форм при их заливке расплавом. Небольшие формы с горизонтальной плоскостью разъема устанавливают для заливки на слой песка.
Способом литья в оболочковые формы получают отливки массой от 0,2 до 200 кг практически из любых литейных сплавов. Этим способом изготавливают ребристые мотоциклетные цилиндры, коленчатые валы автомобильных двигателей.
Реклама

Преимущества способа литья в оболочковые формы: возможность получения тонкостенных отливок сложной формы; гладкая и чистая поверхность отливок; небольшой расход смеси; качественная структура металла за счет повышенной газопроницаемости форм; широкая возможность автоматизации; небольшие допуски на обработку резанием. Недостатки: ограниченный размер отливок (до 1500 мм); высокая стоимость смесей; выделение вредных паров и газов из смесей при изготовлении форм.
2.
Литье по выплавляемым моделям
Литье по выплавляемым моделям (ЛВМ) - это процесс получения отливок в неразъемных разовых огнеупорных формах, изготавливаемых с помощью моделей из легкоплавящихся, выжигаемых или растворяемых составов. Используют как оболочковые (керамические), так и монолитные (гипсовые) формы. Таким образом, рабочая полость формы образуется выплавлением, растворением или выжиганием модели. Отливки, полученные методом ЛВМ, мало отличаются (по размерам и форме) от готовой детали. Этим способом можно получать сложные тонкостенные детали (например, охлаждаемые лопатки ГТД, художественные и ювелирные изделия). Литье по выплавляемым моделям осуществляют различными способами заливки: свободной, центробежной, под низким давлением, с использованием направленной кристаллизации.
Модельные составы, применяемые при литье по выплавляемым моделям, должны обладать минимальными значениями усадки и коэффициента термического расширения, иметь высокую жидкотекучесть в вязкопластичном состоянии, хорошо смачиваться керамической или гипсовой суспензией, наносимой на модель, но химически с ней не взаимодействовать, обладать температурой размягчения, превышающей 40 °С. В табл. 1 приведена характеристика основных групп модельных составов.
При использовании широко распространенных воскообразных составов модели изготавливаются из расплавов или паст. Наряду с основными компонентами (парафин, стеарин и т. п., см. табл. 2) эти составы содержат синтетические полимеры (например, полиэтиленовый воск), повышающие теплоустойчивость и прочность моделей. Составы на основе натуральных и синтетических смол (см. табл. 2) по сравнению с составами первой группы обладают большей прочностью и теплоустойчивостью.
Таблица 1 и 2
Классификации модельных составов

Водорастворимые составы (см. табл. 2) на основе мочевины (карбамида), азотнокислых и других водорастворимых солей имеют малую усадку и плавятся в области температур 129 - 339 °С. Они широко используются для изготовления сложных по форме стержней.
Использование выжигаемых модельных составов упрощает и удешевляет формовку, повышая при этом точность литья, что обусловлено газифицированием (разложением) выжигаемого состава при заливке сплава. Суспензионный полистирол, используемый в выжигаемых составах, обеспечивает теплоустойчивость моделей в процессе ускоренной сушки слоев оболочковых форм при 70—80 °С.
Выплавляемые модельные составы с твердыми наполнителями (табл. 3) в сущности, представляют собой изотропный композиционный материал с пластичной матрицей и распределенными в ней частицами твердого порошка (наполнителя). В данном случае имеется возможность формирования необходимых свойств модельного материала за счет количественного и качественного изменения составов наполнителя и матрицы. Это позволяет использовать указанные модельные составы в производстве литых лопаток газотурбинных двигателей.
Таблица 3.
Компоненты выплавляемых и эмульсионных модельных составов с твердыми наполнителями
Эмульсионные модельные составы с твердыми наполнителями (см. табл. 3) по ряду технологических (усадка, прочность, чистота поверхности) и коррозионных (взаимодействие с влагой воздуха и этилсиликатным связующим) свойств являются более приоритетными по сравнению с ранее рассмотренными выплавляемыми модельными составами (с твердыми наполнителями).
Технология литья по выплавляемым моделям. Изготовление моделей осуществляется посредством заливки или запрессовки модельного состава в пастообразном (подогретом) состоянии в специальные пресс-формы 1 (рис. 2, а). В частности, литьевой способ получения пенополи-стироловых моделей на специальных термопластавтоматах включает в себя пластификацию нагревом (100 - 220 °С) гранул полистирола, впрыскивания его в пресс-форму с последующим вспениванием и охлаждением модели. Для производства пресс-форм используют как металлические (стали, алюминиевые и свинцово-сурьмянистые сплавы), так и неметаллические (гипс, эпоксидные смолы, формопласт, виксинт, резина, твердые породы дерева) материалы. Пресс-формы, используемые для получения моделей, должны обеспечить им высокие параметры точности размеров и качества поверхности, быть удобными в изготовлении и эксплуатации, а также иметь соответствующий уровню серийности ресурс работы.

Рис. 2. Литье по выплавляемым моделям:
1 - пресс-форма; 2 - модель; 3 - модельно-литниковый блок; 4 - суспензия; 5 - псевдоожиженный слой зернистого огнеупорного материала; б - подача сжатого воздуха; 7 - расплав модельной массы (или горячая вода); 8 - керамическая оболочковая форма; 9 - опорный наполнитель (кварцевый песок); 10 - печь; 11 - ковш
Так, при единичном, мелкосерийном и серийном производствах используются, в основном, литые металлические, гипсовые, цементные, пластмассовые, деревянные, а также полученные методами металлизации пресс-формы. В крупносерийном и массовом производствах, как правило, применяются металлические (часто многогнездные) пресс-формы, изготавливаемые с помощью механической обработки.
При изготовлении гипсовых пресс-форм эталон модели (модель-эталон), выполненный из любого конструкционного материала, заливают водной суспензией высокопрочного гипса марок 350 и выше. Такие пресс-формы выдерживают изготовление до 50 штук моделей, но не обеспечивают последним высоких показателей точности размеров и качества поверхности.
Достаточно широкое распространение (с учетом технологичности конструкции и невысокой стоимости) получили литые металлические пресс-формы, изготавливаемые из легкоплавких сплавов (например, сплава Вуда, АЛ2, ЦАМ4-1). Использование литых пресс-форм позволяет вносить все конструктивные доработки непосредственно в модель-эталон, а не в саму готовую пресс-форму, что существенно снижает трудоемкость изготовления форм и уменьшает разброс размеров моделей.
Пластмассовые пресс-формы изготавливают из пластмасс холодного твердения на основе эпоксидных и других смол, часто с добавками металлических (железных, алюминиевых, медных) порошков для повышения теплопроводности форм. Такие пресс-формы обладают высокой механической прочностью, коррозионной стойкостью и обеспечивают хорошую точность моделей.
При литье художественных и ювелирных изделий, а также в зубопротезировании широко используют пресс-формы из эластичных материалов. В данном случае в качестве формообразующего материала применяют формопласт, резину, а также разновидности герметика - виксинта: жидкий (полупрозрачный) и пастообразный (белый).
Для изготовления пресс-форм применяются также методы гальванопластики, металлизации и напыления. Так, гальваническое покрытие наносят на модель-эталон, изготовленный из полированного сплава на основе алюминия или цинка. В то же время при формировании плазменных покрытий на основе металлических порошков в качестве материала модели-эталона применяют металлические сплавы, графит или гипс.
Запрессовка модельных составов осуществляется на прессах (пневматических, рычажных и др.) или вручную.
Монтаж модельных блоков. Объединение мелких моделей 2 в блоки 3 (см. рис. 2, б) с единой литниковой системой повышает технологичность, производительность и экономичность процесса литья. Сборка моделей в модельные блоки (т. е. соединение моделей отливки с моделью стояка) осуществляется разными способами: а) припаиванием разогретым инструментом (паяльником, ножом) или жидким модельным составом; б) соединением моделей в кондукторе с одновременной отливкой модели литниковой системы; в) соединением моделей в блоки на металлическом стояке (каркасе) с помощью механического крепления (зажима); г) склеиванием моделей отливки и литниковой системы.
Формирование на модельных блоках керамической оболочки. Способ литья по выплавляемым моделям нашел широкое применение в промышленности (особенно в авиации) благодаря использованию неразъемных керамических оболочковых форм, обладающих комплексом необходимых эксплуатационных свойств (газопроницаемость, термостойкость, жесткость, гладкость поверхности, точность размеров, отсутствие газотворности, высокая рабочая температура и др.).
Обычно керамическая оболочка состоит из 3 - 8 последовательно наносимых слоев (в принципе, число слоев может достигать 20 и более), обеспечивающих в итоге общую толщину стенок формы от 2 до 5 мм. В ряде случаев допускаются и меньшие значения толщин стенок (0,5 - 1,5 мм) керамической оболочки. Слои суспензии 4 наносят погружением в нее модельного блока (см. рис. 2, в). После стекания с моделей излишков суспензии их обсыпают огнеупорным материалом (например, кварцевым песком, крошкой шамота, электрокорундом с размером зерен для разных слоев в пределах 0,1 - 1,5 мм) в псевдоожиженном слое 5 (рис. 2, г) и сушат. При этом каждый слой оболочки просушивают до тех пор, пока содержание жидкой фазы в нем будет не более 20%. В состав суспензии входят связующее - гидроли-зованный раствор этилсиликата (ЭТС) - 70% и пылевидный кварц (либо силлиманит, электрокорунд, циркон и др.). ЭТС состоит из смеси эфиров кремниевых кислот и описывается общей формулой (C2
H5
O)2
n
+2
Sin
On
+1
(где n=1,2,3,...). Поскольку ЭТС и вода взаимно нерастворимы, то для активизации процесса гидролиза их перемешивают, используя растворители - спирт или ацетон, а также катализатор НО. В процессе гидролиза происходит частичное (а в завершающей стадии - полное) замещение этоксильных групп С2
Н5
О гидроксильными, обеспечивающими сшивание простых молекул в сложные, а также образование линейных и сетчатых структур. В результате гидролиза с использованием малого количества воды раствор этилсиликата приобретает свойства кремнийорганического полимера. Гидролиз приводит к возникновению молекул поликремниевых кислот nSiO2
*(n+ 1)H2
O, рост которых повышает вязкость раствора и способствует образованию силикозоли. При сушке и обжиге золь переходит в гель; гель теряет влагу, а содержащийся в нем оксид SiO2 соединяет зерна огнеупора; при этом суспензия твердеет. Каждый нанесенный этилсиликатный суспензионный слой сушат на воздухе в течение 2—6 ч и более. Для ускорения сушки необходимо провести химическое отверждение связующей пленки, воздействуя на нее влажным аммиаком (аммиак действует как катализатор гидролиза). Применение вакуумно-аммиачного способа твердения позволяет в несколько раз сократить продолжительность сушки.
Выправление моделей из керамических форм. Легкоплавкие составы удаляют в ваннах с горячей водой 7 (рис. 2, д), а тугоплавкие выплавляют горячим воздухом, перегретым паром под высоким давлением при температуре до 120 °С и более (автоклавный метод), в расплаве модельной массы (рис. 2, д), а также высокочастотным нагревом. Использование эффективного метода выправления модельных составов - СВЧ-нагрева - позволяет исключить деформацию или разрушение керамической оболочки из-за напряжений в ней, вызванных расширением объема модельного состава при его плавлении. Эффект воздействия СВЧ обусловлен быстрым нагревом и оплавлением поверхностного слоя модели, контактирующего с керамической оболочкой, в результате чего между ней и нерасплавленной частью модели образуется зазор, исключающий их механическое взаимодействие и деформацию оболочки.
Модели на основе карбамида удаляют без нагрева путем растворения в воде.
Формовка оболочек заключается в их размещении в опорном наполнителе 9 (рис. 2, е) с целью упрочнения, защиты от резких изменений температуры при прокаливании и заливке металлом. Опорный наполнитель может быть сухим сыпучим (песок без связующих), насыпным пластичным, увлажненным связующим (наполнитель отверждается в процессе сушки), наливным самотвердеющим (жидкие самотвердеющие смеси). Присутствие наполнителя обеспечивает длительное сохранение высокой температуры в полости формы после прокаливания и, как следствие, хорошую заполняемость формы металлом при литье тонкостенных деталей.
Прокаливание оболочковых форм проводится при их нагреве в печи 10 (рис. 2, е) до 850 - 950 °С с целью удаления остатков модельных составов и газотворных веществ из материала оболочки, а также завершения процессов ее твердения. Это способствует улучшению условий заливки металла. При прокаливании керамической формы в вакууме или псевдоожиженнном слое горячего песка ее температура нагрева может быть снижена в связи с активизацией процессов возгонки, деструкции или окисления удаляемых из формы продуктов распада модельного материала. Так, прокаливание в указанных выше условиях кварцевых оболочек, предназначенных для литья алюминиевых сплавов, может осуществляться уже при 500 - 550 °С, т. е. при температурах более низких, чем температура полиморфного превращения кварца, что исключает возможность растрескивания изготовленных из него оболочек.
Интенсификация удаления выжигаемых модельных составов достигается за счет подачи в рабочую зону прокалочного устройства активных газообразных реагентов (воздух, кислород или водяной пар), обеспечивающих полноту их сгорания.
Заливка, выбивка и очистка отливок. Способом литья по выплавляемым моделям получают отливки из многих материалов: конструкционных углеродистых и легированных сталей, сплавов на основе алюминия, магния, меди, никеля, кобальта, титана, ниобия, бериллия, золота, серебра, платины и ряда других. Заливка металла (рис. 2, ж) осуществляется в горячие формы, часто сразу после их прокаливания. Температура формы зависит от состава литейного сплава: при заливке стали она составляет 800 - 900 °С, сплавов на основе никеля – 900 - 1100 °С, меди – 600 - 700 °С, алюминия и магния – 200 - 250 °С. Качество металла отливки и его свойства зависят от состава сплава, условий его плавки и заливки расплава в форму, а также от характера процесса кристаллизации отливки. Так, повышение качества литейного сплава достигается его плавкой и заливкой в вакууме или в среде инертного газа (например, аргона). Это особенно важно для сплавов на основе легко окисляющихся элементов (Al, Ti) или содержащих эти элементы в качестве компонентов. Например, перед заливкой алюминиевых сплавов применяют фильтрацию расплава, а заливку ведут под низким давлением или вакуумным всасыванием, а также другими, обеспечивающими чистоту металла, способами. Литье титановых сплавов часто осуществляют в вакуумно-дуговых плавильно-заливочных установках с остаточным давлением 0,133 - 0,666 Па.
Заполняемость форм расплавом достигается воздействием центробежных (при центробежном литье) и электромагнитных (МГД-насос постоянного тока) сил, давлением нейтрального газа, а также литьем под низким давлением и вакуумным всасыванием. Указанные методы одновременно обеспечивают повышение плотности и прочности металла отливок.
Достаточно широко используемая при литье по выплавляемым моделям (благодаря термостойкости и прочности высокоогнеупорных оболочковых форм) направленная кристаллизация отливок из различных сплавов, в том числе и из жаропрочных, обеспечивает формирование столбчатой и монокристаллической структуры с высоким уровнем физико-механических и других эксплуатационных свойств.
Охлажденные отливки выбивают из форм на вибрационных решетках. Опорный наполнитель просыпается через решетку. Литниковые системы крупных отливок отделяют газопламенной и анодно-механической резкой, а также на металлорежущих станках и прессах. В то же время выбивка удаляет лишь 90% материала керамической оболочки, а 10% сохраняются в отверстиях и карманах (поднутрениях) отливки. Поэтому операция очистки отливок является обязательной.
Механические способы очистки включают в себя очистку дробью, шариками из натриево-известкового стекла, металлическим песком, гидроабразивную и виброочистку (в том числе ультразвуковую).
Химическая (химико-термическая) очистка осуществляется в растворах и расплавах щелочей. Так, например, очистку алюминиевых отливок успешно осуществляют при 400 - 550 °С, поскольку в данных условиях практически не наблюдается взаимодействие алюминия с расплавом.
Наибольший технический и экономический эффект достигается при комбинированной ступенчатой очистке, состоящей из последовательно проводимых операций механической и химической очисток.
Преимуществами данного способа литья являются: возможность получения отливок сложной конфигурации; использование практически любых сплавов; высокое качество поверхности и точность размеров отливок; минимальные припуски на механическую обработку; обеспечение качественной равноосной, столбчатой и монокристаллической структуры с высоким уровнем эксплуатационных свойств.
К недостаткам способа литья можно отнести многооперационность, трудоемкость и длительность процесса, многообразие материалов, используемых для изготовления формы.
Способом литья по выплавляемым моделям изготавливают сложные отливки высокого качества, например, турбинные лопатки из жаропрочных сплавов, постоянные магниты с определенной кристаллографической ориентацией структуры, художественные изделия и др.
3.
Литье в кокиль
Кокильным литьем называют процесс получения отливок посредством свободной заливки расплавленного металла в многократно используемые металлические формы - кокили.
Кокили изготавливают из серого (СЧ15, СЧ18, СЧ20, СЧ25) и высокопрочного чугуна (ВЧ 42-12, ВЧ 45-5), конструкционных углеродистых (10, 20, 15Л, 25Л) и легированных (15ХМЛ) сталей, медных (латуни) и алюминиевых (АЛ2, АЛ4, АЛ9, АЛИ, АЛ 12) сплавов. Для изготовления стержней и вставок многократного действия, работающих в условиях воздействия больших тепловых и механических нагрузок, используют легированные стали (ЗОХГС, 35ХГСА, 4Х5МФС и др.). Выталкиватели выполняют из инструментальных сталей (У8А, У10А), поскольку они должны обладать большой твердостью и износостойкостью. Многократность использования формы обусловлена, главным образом, материалом отливки. С помощью одной формы (или большей части ее элементов) кокильным литьем получают до 500 мелких стальных, 5000 чугунных или десятки тысяч алюминиевых отливок. Отдельные элементы кокиля (в первую очередь - стержни, оформляющие внутренние полости отливки) могут изготавливаться как из металла, так и из стержневой смеси; в последнем случае они предназначаются лишь для разового использования (рис. 3). Металлические стержни сложной формы целесообразно делать разборными.
Классификация кокилей осуществляется по следующим признакам: а) по соотношению трех габаритных размеров: плоские (один размер значительно меньше двух других) и цилиндрические (один размер значительно больше двух других); б) по наличию разъемных частей и расположению в пространстве поверхности раздела: неразъемные (вытряхные) и разъемные (с горизонтальной, вертикальной и комбинированной поверхностью разъема) - см. рис. 3, а, б; в) по числу рабочих гнезд: одноместные и многоместные; г) по конструкции рабочих стенок кокиля: цельные и составные из элементов (унифицированных или неунифицированных) — параллелепипедов, проволоки, иголок и др.; д) по способу охлаждения: с воздушным (естественным или принудительным), жидкостным (вода, эмульсия, масло) и комбинированным (водовоздушным) охлаждением; е) по типу конструкции рабочей стенки и способу подвода к ней охлаждающей среды: однослойные и двухслойные; ж) по долговечности защитного покрытия: с периодически наносимым и постоянным защитным покрытием; з) по составу материала рабочей стенки кокиля: 1гугунные, стальные, из алюминиевых, медных и специальных сплавов, а также композиционных материалов.
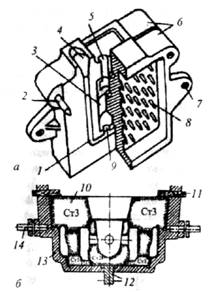
Рис. 3. Разновидности кокилей: а - разъемный (с вертикальной плоскостью разъема); б - неразъемный (вытряхной) кокиль, 1 - литниковый ход; 2 - штырь; 3 - внутренняя полость кокиля; 4 - воронка для заливки расплава; 5 - выпор; б - две половины разъемного кокиля; 7 - отверстия для крепления одной половины разъемного кокиля к плите машины, 8 - пальцы для улучшения охлаждения кокиля, 9 - питатель, 10 песчаные стержни (Ст1 - СтЗ), 11 - клин для крепления стержня; 12 - выталкиватель; 13 - корпус неразъемного кокиля; 14 - цапфы, обеспечивающие поворот кокиля относительно горизонтальной оси.
Требования к конструкции кокиля
При конструировании кокилей необходимо обеспечить их технологичность, в которую включаются следующие требования:
а) наличие минимально необходимою числа разъемов и стержней;
б) использование стандартных и унифицированных деталей;
в) конструктивное обеспечение быстрого удаления из рабочей полости кокиля газов посредством различных вентиляционных каналов (вент - выдувных сетчатого типа отверстий, подвижных соединений, разъемов, выпора);
г) легкое удаление из кокиля отливок и металлических стержней, а также сменных элементов кокиля (вставок и др.);
д) наличие элементов для естественного и искусственного (водяного, воздушного или смешанного) охлаждения (рис. 14.3, а);
е) включение в конструкцию кокиля (или стержня) элементов литниковой системы для обеспечения заливки расплава;
ж) обеспечение за счет центрирующих штырей, отверстий, фиксирующих шпонок) четкой сборки (без перекоса) при смыкании подвижных частей кокиля (рис. 3, а);
з) конструктивное обеспечение регулируемого теплоотвода за счет использования многослойных кокилей (в частности, получаемых методами порошковой металлургии), стенки которых состоят из двух (или более) слоев с разными составом, структурой и теплопроводностью.
Особенности конструкции составных кокилей
Рабочая стенка формы в продольном или поперечном сечении выполняется из нескольких достаточно крупных элементов. Например, двухслойный кокиль с продольным членением рабочей стенки конструктивно реализуется как водоохлаждаемый корпус, в который вставляется сменный вкладыш, одновременно являющийся рабочей стенкой кокиля. Такие двухслойные кокили удобно применять при жидкостном охлаждении. Преимущества двухслойных кокилей заключаются в их большей безопасности, обусловленной изоляцией рабочей полости от каналов перемещения охлаждающей жидкости, а также в экономичности и технологичности ремонта кокиля посредством замены вкладыша. В составных кокилях в наиболее нагруженных участках рабочей полости размещаются сменные вставки, легко поддающиеся замене.
Основы технологии литья в кокиль
Технологический процесс кокильного литья требует специальной подготовки кокиля к заливке и включает следующие операции: а) очистку рабочей поверхности кокиля от остатков отработанного покрытия, загрязнений и ржавчины; б) нанесение (пульверизатором или кистью) на предварительно подогретые до 100 - 150 °С рабочие поверхности кокиля специальных теплоизоляционных слоев и противопригарных красок, одновременно повышающих качество поверхности отливок; в) нагрев кокиля до оптимальной (для каждого сплава своей) температуры в пределах 115 - 475 °С в целях повышения заполняемости формы расплавом и тем самым улучшения качества отливок; г) сборку формы, состоящую из простановки стержней и соединения металлических полуформ; д) заливку расплава в форму; е) охлаждение отливок до установленой температуры; ж) разборку кокиля с извлечением отливки.
Начиная с заливки расплава в форму все последующие технологические операции кокильного литья аналогичны таковым при литье в разовые (например, песчаные) формы. Металлический стержень извлекается из отливки до ее удаления из кокиля. Для удаления воздуха и газов из рабочих полостей кокилей широко используют естественные зазоры между элементами формы - разъемные и неразъемные стыки деталей кокиля. По этим стыкам устраивают газоотводные (вентиляционные) каналы глубиной 0,2 - 0,5 мм, выполняя их в виде рисок-насечек или тонких щелей. Глубокие полости вентилируются через специально устанавливаемые в стенках кокиля вентиляционные пробки и игольчатые вставки (пакеты иголок, запрессованные в сквозные отверстия формы), имеющие газоотводные зазоры.
Режимы и способы подогрева кокиля
Начальная температура кокиля во многом определяет качество получаемой отливки, а также стойкость стенок кокиля и его элементов (стержней, вкладышей). Необходимость предварительного подогрева кокиля обусловливается скоплением в нем (на холодных стенках, щелях по разъему, в вентах) водного конденсата, взаимодействие которого с расплавом при заливке может привести (в результате диссоциации воды) к взрыву и разрушению кокиля. В то же время холодный кокиль при заливке расплава подвергается максимальному по силе термическому удару, что также способствует разрушению литейной формы и ее элементов. Минимальная температура подогрева кокиля составляет 85 - 95°С, а максимальная колеблется в пределах 115 - 475 °С, что предотвращает недоливы и отбел чугуна. При перегреве кокиля в нем активизируются процессы коррозии, обезуглероживания, насыщения серой и «роста» чугуна; при этом в отливках наблюдаются усадочные раковины, поры и повышенная ликвация.
Способы охлаждения кокилей
Искусственное охлаждение кокиля применяют с целью увеличения скорости затвердевания и охлаждения отливки, уменьшения продолжительности цикла литья и, как следствие, повышения стойкости кокиля. Искусственному охлаждению могут подвергаться как рабочая или наружная поверхности, так и их фрагменты. Охлаждающей средой являются сжатый воздух, вода, эмульсия, масло. Водные краски используют для местного охлаждения некоторых частей кокиля. Искусственное охлаждение может осуществляться посредством свободной струи воды (душирование), перемещения жидкости или воздуха по замкнутым каналам, а также окунания в жидкость кокиля или его элементов. Для увеличения площади охлаждаемой наружной поверхности на ней специально предусматриваются цилиндрические штыри-выступы (см. рис. 3, а), а также специальные медные вставки. В зависимости от необходимости искусственное охлаждение проводят во время нахождения отливки в кокиле, после ее выбивки или в течение всего процесса литья.
Методы изготовления кокилей
Получение кокилей литьем. Широко используется метод литья заготовок кокилей по специальным моделям. При литье стальных кокилей в песчаные формы хорошее качество поверхности отливки обеспечивается применением формовочной смеси на основе кварцевого песка КО20Б (94% мас.) с добавками жидкого стекла (5,5% мас.) и 15%-ного раствора едкого натра (0,5% мас.). При литье кокилей из разных сплавов широко применяется вакуумная формовка.
Алюминиевые кокили получают способом кокильного литья в стальные или чугунные мастер-кокили. Для получения гипсовой модели кокиля в качестве мастер-модели используют отливку.
Весьма эффективным и перспективным способом изготовления стальных кокилей является электрошлаковое литье, обеспечивающее получение плотной структуры отливки с высокими механическими свойствами (в частности, ударной вязкостью).
Получение кокилей методами порошковой металлургии
Этим методом получают многослойные кокили с различными теплофизическими и механическими свойствами слоев. Элементы стенок кокиля получают прямым или гидростатическим прессованием порошка в пресс-формах. Для упрочнения материала элементов кокиля в матрицу, изготовленную из железного порошка типа ПЖ2М. вводят отрезки молибденовой проволоки. Прессованные элементы многослойной стенки кокиля спекают.
Изготовление составных кокилей вызывает необходимость нормализации и универсализации сменных элементов стенок кокиля. Например, так называемые игольчатые кокили изготавливаются из отрезков проволоки определенного диаметра. Эти кокили отличаются хорошей податливостью и газопроницаемостью.
Покрытия на кокилях
Назначение покрытий:
а) обеспечение необходимого теплообмена между рабочей поверхностью кокиля и отливкой с целью регулирования режима ее охлаждения;
б) создание в кокилях восстановительной или окислительной атмосферы, исключающей образование на поверхности отливки оксидов или карбидов соответственно (покрытия с большой газотворной способностью);
в) защита рабочей поверхности кокиля от воздействия термического удара и эрозионного воздействия расплава;
г) защита от пригара или приваривания отливки к стенкам и каналам кокиля, а также от высокотемпературного окисления и обезуглероживания ее поверхности;
д) использование покрытий для поверхностного легирования (алитирование, силицирование и др.);
е) уменьшение коэффициента трения между отливкой и стенками кокиля.
Все защитные покрытия условно подразделяются на разовые, многоразовые и постоянные. Все они, в свою очередь, делятся на тонкостенные и толстостенные. Долговечность постоянных покрытий соизмерима с ресурсом работы кокиля или сроком межремонтных работ. Они формируются на рабочей поверхности кокиля газопламенным или плазменным напылением, диффузионным насыщением (алитирование, хромирование, силицирование), а также методами электрохимической (анодирование) и химико-термической (азотирование, нитроцементация, цементация) обработки.
Разовые и многоразовые покрытия
В качестве разовых и многоразовых покрытий используются краски. При формировании многоразового покрытия кокилей для литья чугуна используют водную суспензию на основе молотого шамота (40%) с добавками жидкого стекла (6%) и марганцовокислого калия (0,05%). Здесь и далее содержание компонентов приводится в массовых процентах. Для тех же целей применяется водная суспензия сажи (10—15%) и огнеупорной глины (10—15%) с добавками жидкого стекла (5—7%) и смачивателя ОП-7 (0,5%).
В качестве разовых красок на рабочие стенки кокиля (при литье чугуна) наносят безводное покрытие — ацетиленовую копоть, а также покрытие, осаждаемое из водной суспензии, содержащей молотый тальк (23%) с добавками огнеупорной глины (2%), жидкого стекла (4%) и буры (1,2% сверх 100%).
Разовые покрытия наносят на многоразовый подслой, для получения которого используется водная суспензия порошкообразного кварца (16%) с добавками жидкого стекла (3,2%) и марганцевокислого калия (0,06% сверх 100%).
При литье стали часто применяют покрытие в виде водной суспензии, содержащее 30 - 40% огнеупорного наполнителя (карборунд, циркон, оксид хрома и др.) с добавками жидкого стекла (5 - 9%) и борной кислоты (0,7 - 0,8%). Покрытие целесообразно наносить в несколько слоев.
При литье магниевых сплавов используют для формирования покрытий водные суспензии, содержащие 15% оксида магния или цинка (либо 18% талька) с добавками борной кислоты и жидкого стекла (каждой по 2,5 - 4%). Составы покрытий, близкие к приведенным для магниевых сплавов, также наносятся на рабочие поверхности кокилей при литье алюминиевых сплавов: это водные суспензии на основе цинковых белил (15%) или мела (17,5%) с добавками асбестовой пудры (5 - 8,7%) и жидкого стекла (3 - 3,5%).
Постоянные покрытия
В качестве постоянных используются плазменные покрытия на основе А12
О3
и ZrO2
, стабилизированных СаО. Имеется также положительный опыт стабилизации оксида циркония 25%-ными (по массе) добавками жидкою стекла (силикатов натрия Na2
O*nSiО2
, где n = 1,5 - 3,5) в порошок ZrO2
. Для повышения адгезии керамического покрытия к основе на кокиль наносят промежуточный слой (подслой) толщиной 0,2 мм. В качестве подслоя используют нихром или сплав системы Ni - А1 - Р, формируемый напылением из порошка, содержащего 20% Аl и 80% Ni+ 1,2 - 1,8% Р. Образующиеся в подслое алюминиды никеля улучшают адгезию керамических покрытий к основе. Стабильность оксидных покрытий сохраняется при их толщинах, не превышающих 0,5 мм. Опыт показал, что теплозащитные свойства покрытия из ZrO2
, сформированного на нихромовом подслое, существенно выше, чем покрытия на основе А12
О3
.
Для повышения температуры плавления, твердости и износостойкости, а также одновременного снижения теплопроводности поверхностного слоя алюминиевых кокилей их подвергают анодированию.
Формирование облицовочного слоя на рабочей поверхности кокиля
Значительно большей стойкостью по сравнению с обычными металлическими кокилями обладают облицованные кокили - металлические формы, рабочие полости которых покрыты неметаллическим рабочим слоем, соизмеримым по толщине (4 - 5 мм и более) с толщиной стенки рабочей камеры. Применяются одноразовые и многоразовые облицовочные слои. Для формирования облицовочного покрытия используют модель, размещаемую в рабочей зоне кокиля. Зазор между стенками рабочей зоны кокиля и предварительно подогретой моделью заполняют (пескодувным способом, заливкой и др.) облицовочным составом. В качестве облицовочных составов используют: песчано-смоляные смеси, содержащие в качестве связующего фенолформальдегидную смолу (2 - 2,6%) с добавкой (8 - 12% от массы смолы) уротропина; самотвердеющие смеси и керамические составы со связующими - жидким стеклом и этилсиликатом соответственно.
После завершения процесса облицовки из кокиля извлекают модели многоразового использования. Разовые же модели, в зависимости от их состава, удаляют выплавлением, растворением или газифицированием.
Достоинства кокильного литья: возможность многократного использования форм; удобства автоматизации процесса труда; хорошие механические свойства отливок, обусловленные их мелкозернистой структурой, формирующейся в процессе интенсивного теплообмена между отливкой и кокилем; размерная точность и качество поверхности отливок; снижение припусков на механическую обработку; повышенный процент выхода годного литья (за счет снижения расхода металла на литниковую систему или из-за ее отсутствия).
Недостатками литья в кокиль являются: трудоемкость изготовления кокилей, их высокая стоимость, отсутствие податливости, особенно при получении сложных фасонных отливок из легированных сталей и тугоплавких металлов. Данным способом получают в основном отливки из сплавов на основе меди, алюминия, магния, а также из стали и чугуна массой до 2000 кг. В то же время известен опыт получения кокильных отливок массой в несколько тонн (до 14 т).
|
