Аннотация
Дипломный проект посвящен совершенствованию операции подготовки прутков круглого сечения к обработке на станках-автоматах.
Проект содержит анализ состояния вопроса, разработку компоновки станка, конструкции и расчеты зажимного механизма, силовой и резцовой головок, экономическое обоснование и анализ экологичности.
Графическая часть содержит 10,5 листов формата А1, расчетно-пояснительная записка 87 с., 2 приложения, список литературы из 7 наименований.
Введение
В условиях современного машиностроения подготовка заготовок к обработке играет важную роль. На ВАЗе из прутков круглого сечения изготавливается большая номенклатура деталей. Большое значение имеет срок службы цанговых патронов в токарных автоматах, так как после операции отрезки на торцах прутков остаются заусенцы, которые царапают цанговые патроны зажимных механизмов. Данная проблема вызывает необходимость предварительной обработки торцов прутка с целью удаления заусенцев.
В дипломном проекте совершенствуется операция подготовки прутков к последующей обработке на токарных автоматах путем разработки станка для обработки фасок на прутках.
1 Анализ состояния вопроса. Недостатки существующего процесса. Задачи дипломного проекта
В автоматно-токарных цехах ВАЗа изготавливается большая номенклатура деталей из заготовок в виде прутков. Эти прутки подаются и закрепляются в зоне обработки с помощью цанговых механизмов. Заусенцы, образующиеся на торце прутков в процессе их предварительной отрезки, царапают подающие и закрепляющие поверхности цанги, существенно снижая срок службы цангового механизма.
Изложенная ситуация вызывает необходимость предварительной обработки торцов прутка с целью удаления заусенцев.
В связи с этим задачами дипломного проекта являются:
1 Ввести в технологический процесс операцию снятия фасок на прутках круглого сечения.
2 Разработать общую компоновку и основные узлы специального станка для снятия фасок на прутках.
3 Оценить экономическую эффективность предлагаемых нововведений.
4 Выполнить анализ экологичности разрабатываемых конструкций.
2 Разработка конструкции станка для обработки фасок на прутках круглого сечения
2.1 Разработка компоновки станка
В процессе операции отрезки, выполняемой на отрезном станке, на торце прутков круглого сечения появляются заусенцы, которые царапают подающие и закрепляющие поверхности цанги, что приводит к существенному снижению срока службы цангового механизма токарного автомата. Предлагается дополнительная обработка фасок прутка после операции отрезки.
Станок (чертеж 04.36.616.00.000.СБ) предназначен для токарной обработки фасок на торцах пруткового материала круглого сечения длиной от одного до четырех метров. Прутки изготовлены из конструкционных сталей. Станок может использоваться в производствах, где по технологическому процессу есть необходимость снятия фаски на торцах пруткового материала перед запуском его в обработку на токарных прутковых автоматах.
Реклама

Станок состоит из следующих агрегатов и узлов:
- агрегат «головка силовая» 1
(чертеж 04.36.616.01.000.СБ), которая обеспечивает ускоренную рабочую подачу режущего инструмента в зону обработки и позволяет реализовать оптимальные скорости резания;
- агрегат «станина» 2
, которая выполняет функции: несущую силовую по восприятию всех нагрузок от технологического процесса и связующую межагрегатную для образования единого комплекса – «станка»;
- механизм «механизм зажима» 3
(чертеж 04.36.616.03.000.СБ), который обеспечивает позиционирование заготовок-прутков круглого сечения и зажим для удержания от сил резания при обработке фасок;
- узел «резцовая головка» 7
(чертеж 04.36.616.07.000.СБ), которая позволяет производить обработку фасок на всем диапазоне прутков;
- узел «ограждение», который обеспечивает условия безопасной работы на станке и формирует направленное движение стружки в тару;
- узлы «упор» 5
и «привод упора» 6
обеспечивают осевое позиционирование заготовок-прутков;
- агрегат «гидропневмооборудование» обеспечивает работу механизмов станка по циклограмме;
- агрегат «электрооборудование» предназначен для создания безопасных условий работы на станке в соответствии с циклограммой.
Станина 2
и рельсы 10
установлены на бетонированной площадке. Подвижные опоры 4
установлены на рельсах 10
и предназначены для удержания обрабатываемого прутка. Стойки 11
используются в качестве накопителя прутков.
Установка прутка в зажимной механизм происходит следующим образом: упор осевой ориентации прутка 5
принимает вертикальное положение, ось прутка-заготовки совмещается с осью шпинделя силовой головки 1
, после этого пруток продвигается вдоль оси до касания в упор осевого базирования прутка 5
, происходит зажим прутка, потом упор убирается в исходное горизонтальное положение. Упор 5
управляется приводом упора 6
: при повороте рукоятки привода упора 6
в горизонтальное положение упор 5 принимает вертикальное положение. Центрирование и зажим заготовки происходит с помощью призм 2
, которые соединены с механизмом зажима 3
.
Резцовая головка 7
прикреплена к планшайбе 12.
В резцовой головке установлено два резца, которые оснащены неперетачиваемыми сменными четырехгранными пластинами из твердого сплава Т5К10.
Реклама

При работе на станке кожух 8
обязательно должен быть закрыт.
Порядок работы на станке
Оператор загружает в накопитель заготовок прутки для обработки фасок. Визуально определяет, что прутки соответствуют требованиям: длина 1000…4000 мм, круг диаметров 16…80 мм.
Оператор проверяет соответствие наладки на данный диаметр резцовой головки и механизма зажима, перегружает пруток из накопителя на транспортные ролики, устанавливает упор осевой ориентации прутка, совмещает ось прутка-заготовки с осью шпинделя силовой головки. После этого оператор продвигает пруток вдоль оси до касания в упор осевого базирования прутка, зажимает пруток, подает команду с пульта - «зажим», убирает упор в исходное положение. Включает «автоматический цикл» нажатием кнопки «пуск». Дальнейшая работа происходит без участия оператора. После завершения одиночного цикла появится светосигнал на пульте управления, приглашающий оператора к завершению технологического процесса. Оператор переключает режим работы станка на «наладку», перемещает пруток назад вдоль оси до исходного положения и управляя с пульта осуществляет выгрузку обработанного прутка. На этом этапе цикл работы завершен и станок готов к повторению циклов.
2.2 Разработка конструкции и расчет зажимного механизма
Для установки заготовок на металлорежущие станки применяют станочные приспособления. Применение станочных приспособлений позволяет получать высокие технико-экономические показатели. За счет применения станочных приспособлений значительно возрастает производительность труда. Также применение станочных приспособлений позволяет обоснованно снизить требования к квалификации станочников основного производства в среднем на разряд, объективно регламентировать длительность выполняемых операций и расценки, расширить технологические возможности оборудования.
Зажимной механизм (чертеж 04.36.616.03.000.СБ) состоит из гидроцилиндра 1
, ползуна 2
, рычага 3
, оси 4
, планки 5
, плиты 6
, прокладки 7
, крышки 8
, планки 9
, прокладки 10
, корпуса 11
, винтов, колец и шайб.
Зажим прутка происходит следующим образом: шток гидроцилиндра 1
при перемещении вниз увлекает за собой плечо рычага 3
, а второе плечо перемещает ползун 2
в левую сторону, тем самым, зажимая и центрируя заготовку в призме. Разжим происходит в обратном порядке: при движении штока вверх рычаг 3
поворачивается по часовой стрелке, ползуны расходятся.
Зажимной механизм предупреждает перемещение заготовки относительно опор станочных приспособлений, обеспечивает позиционирование заготовок прутков круглого сечения и зажима для удержания от сил резания при обработке фасок. Сила закрепления Р
з
определяется из условия равновесия силовых факторов, действующих на заготовку. При расчете силы закрепления Р
з
учитываются силы резания, реакции опор, соответствующие моменты.
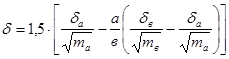
Рассмотрим расчетную схему закрепления прутка (рис.2.1).
Пруток с диаметром D
З
установлен в призмах с углом a
а нагружен моментом М
.
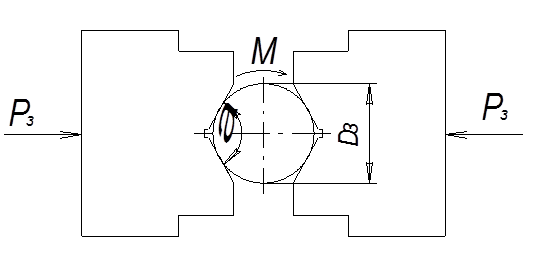
Рис.2.1 Схема закрепления прутка
Расчет силы закрепления производится по методике ([2], табл. 8 на с.83).
Сила закрепления определяется по формуле (2.1)
 , (2.1) , (2.1)
где К
– коэффициент запаса, который определяется по формуле
 , (2.2) , (2.2)
где К
0
= 1,5 – коэффициент гарантированного запаса;
К
1
= 1,2 – коэффициент, учитывающий увеличение сил из-за случайных неровностей на обрабатываемой поверхности;
К
2
= 1 – коэффициент, характеризующий увеличение сил резания вследствие затупления режущего инструмента;
К
3
= 1,3 – коэффициент, характеризующий постоянство силы закрепления в зажимном механизме.
Значение коэффициента запаса, рассчитанное по формуле (2.2),
 . .
Так как в результате расчета значение коэффициента запаса К
меньше 2,5, то принимаем К
= 2,5.
В формуле (2.1) М
– крутящий момент, который определяется по формуле
 , (2.3) , (2.3)
где Р
z
= 961 Н – тангенциальная составляющая силы резания;
r
= 0,02 м – радиус прутка.
Значение момента, рассчитанное по формуле (2.3),
 (Н.м). (Н.м).
В формуле (2.1) D
з
= 0,04 м – диаметр прутка; f
1
= f
2
= 0,2 – коэффициенты трения соответственно в местах контакта прутка с опорами и зажимным механизмом; a
= 140 ° – угол призмы.
Значение силы закрепления, рассчитанное по формуле (2.1),
 (Н). (Н).
Рассмотрим расчетную схему (рис.2.2)
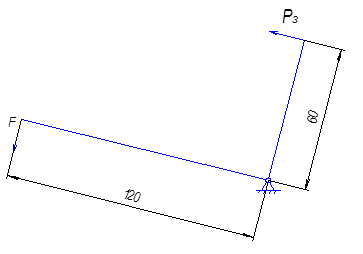
Рис.2.2 Схема рычажного механизма
Значение силы на приводе можно найти из соотношения
 , (2.4) , (2.4)
где Р
З
= 6017 Н – сила закрепления;
a
= 60 мм и b
= 120 мм – плечи рычага.
Значение силы на приводе рассчитывается по формуле
 ; (2.5) ; (2.5)
Значение силы на приводе, рассчитанное по формуле (2.5),
 (Н). (Н).
Рассмотрим принципиальную схему гидроцилиндра (рис. 2.3).
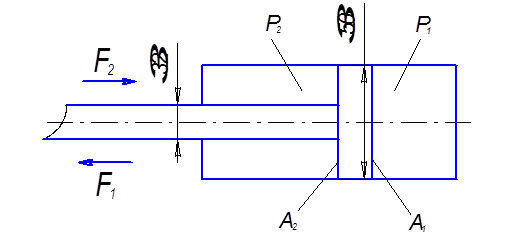
Рис. 2.3 Принципиальная схема гидроцилиндра
Площадь поршня гидроцилиндра находится по формуле
 , (2.6) , (2.6)
где D
– диаметр поршня, мм.
Принимаем D
= 50 мм, тогда значение площади поршня гидроцилиндра, рассчитанное по формуле (2.6),
 (мм2
). (мм2
).
Активная площадь поршня в штоковой полости определяется по формуле
 , (2.7) , (2.7)
где D
= 50 мм – диаметр поршня;
d
– диаметр штока, мм.
Принимаем диаметр штока d = 32 мм.
Значение активной площади поршня в штоковой полости, рассчитанное по формуле (2.7),
 (мм2
). (мм2
).
Необходимо определить усилие, действующее на активную площадь А
2
при наличии противодавления в штоковой полости.
Усилие, действующее на активную площадь А2 определяется по формуле
 , (2.8) , (2.8)
где р
2
– противодействие в штоковой полости;
А
2
= 1159 мм2
– активная площадь поршня.
Принимаем противодействие в штоковой полости p
2
= 0,5 МПа.
Значение усилия, рассчитанное по формуле (2.8),
 (Н). (Н).
Рабочее давление определяется на основе уравнения
 , (2.9) , (2.9)
где F
1
– рабочее усилие, Н;
F
= 3008,5 Н – сила на приводе.
Формула для определения рабочего давления имеет вид
 . (2.10) . (2.10)
Значение рабочего давления, рассчитанное по формуле (2.10),
 (МПа). (МПа).
Рабочее усилие (усилие на штоке гидроцилиндра) рассчитывается по формуле
 ; (2.11) ; (2.11)
 (Н). (Н).
2.3 Разработка конструкции и расчет силовой головки
Силовая головка обеспечивает ускоренную рабочую подачу режущего инструмента в зону обработки и позволяет реализовать оптимальные скорости резания.
Силовая головка состоит из муфты 1
, крышек 2
, 4
, корпуса 3
, пиноли 5
, шпинделя 6
, фланцев 7
, 9
, втулок 8
, 12
, кронштейна 10
, плиты 11
, командоаппарата 50
, упора 51
, электродвигателя 52
, колец, гаек, винтов, болтов, шпилек, подшипников.
Вращение шпинделя 6
осуществляется электродвигателем 52
через муфту 1
, которая передает вращение через шлицевое соединение. Быстрое и медленное перемещение пиноли 5
с подшипниками обеспечивается гидросистемой. В начале цикла при подаче рабочей жидкости в правую канавку пиноль 5
вместе с подшипниками перемещается влево. Командоаппарат 50
отслеживает это перемещение. По окончании обработки подается сигнал на отвод. Жидкость подается в другую канавку, пиноль 5
возвращается в исходное положение.
Точность обработки на станке определяется в значительной мере точностью вращения шпинделя, передающего движение закрепленному в нем инструменту. В связи с этим к силовой головке предъявляются следующие основные требования:
1. Точность вращения – характеризуется биением переднего конца шпинделя. Для разрабатываемого специального станка для обработки фасок на прутках круглого сечения точность вращения назначается с учетом требуемой точности обрабатываемой на станке детали.
2. Жесткость – определяется правильностью положения шпинделя под действием рабочих сил. Слишком большие деформации шпинделя неблагоприятно отражаются на точности обработки и на работоспособности опор шпинделя и его привода.
Указанные требования обеспечиваются правильным выбором материала шпинделя.
Так как основным требованием для шпинделя является достаточная жесткость, зависящая от модуля упругости материала шпинделя. В связи с тем, что модуль упругости различных сталей практически одинаков, нет оснований применять для шпинделей легированные стали, поэтому в качестве материала для изготовления шпинделя в станке для обработке фасок используется среднеуглеродистая конструкционная сталь 45 с последующим улучшением (закалка высоким отпуском до твердости HRC
22-28).
Выбор конструкции шпиндельного узла.
В шпиндельном узле станка для обработки фасок на прутках круглого сечения одна опора делается плавающей, а другая жестко закреплена. При нагреве шпиндельного узла может произойти его удлинение, что повлечет за собой затяжку подшипника и его быстрый износ. Плавающая опора смещается вдоль оси шпиндельного вала и предотвращает заклинивание подшипника.
В зависимости от скоростного коэффициента выбирается тип подшипников и схема шпиндельного узла.
Скоростной коэффициент определяется по формуле
 ; (2.12) ; (2.12)
где KV
– скоростной коэффициент, зависящий от схемы шпиндельного узла;
d
– диаметр под передней опорой, мм;
n
– максимальная частота вращения шпинделя, об/мин.
Значение скоростного коэффициента, рассчитанное по формуле (2.12),
 . .
В соответствии с рекомендациями [6] принимаем схему шпиндельного узла (рис. 2.4).

Рис. 2.4 Схема шпиндельного узла
Выбор точности подшипников шпиндельного узла.
Для шпинделей металлорежущих станков требуются подшипники, обеспечивающие высокую точность и стабильность положения оси вращающегося шпинделя.
При изготовлении высококачественных подшипников трудно сделать абсолютно точные поверхности качения и поверхности дорожек, по которым движутся тела качения. При работе подшипника возникают биения, которые, в свою очередь, воздействуют на шпиндель и обрабатываемую поверхность. Необходимо определить класс точности подшипников и сборку их в шпиндельном узле, для этого рассмотрим две схемы установки подшипников и примем наилучший вариант.
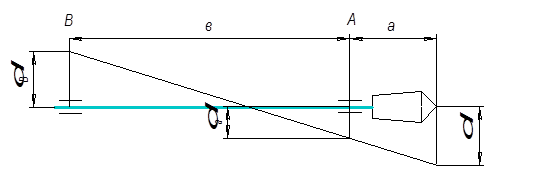
Рис. 2.5 Схема установки подшипников
На рис. 2.5 показана схема биения подшипников, биение направлено в противоположные стороны (наихудший вариант). Из [7] (для данного аналога типа станка D
наиб
= 80 мм) выбираем величину биения конца шпинделя, принимаем  мкм. Из [6] известно, что биение подшипников формирует приблизительно 1/3 погрешности вращения шпинделя, мкм. Из [6] известно, что биение подшипников формирует приблизительно 1/3 погрешности вращения шпинделя,  мкм. мкм.
 ; (2.13) ; (2.13)
где  - отношение длины вылета к длине между опорами (чертеж 04.36.616.01.000.СБ ), - отношение длины вылета к длине между опорами (чертеж 04.36.616.01.000.СБ ),
 . .
 - требуемое биение передней опоры, мкм. - требуемое биение передней опоры, мкм.
Значение биения в передней опоре, рассчитанное по формуле (2.13),
 (мкм). (мкм).
Биение в задней опоре рассчитывается по формуле
 ; (2.14) ; (2.14)
 ( мкм). ( мкм).
Так как подшипника с биением  мкм нет, то рассмотрим следующую схему. мкм нет, то рассмотрим следующую схему.
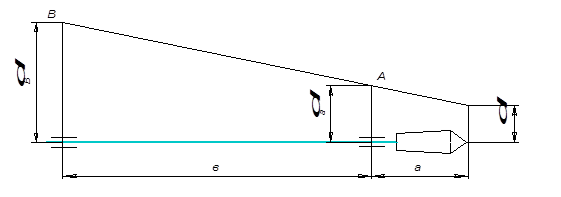
Рис. 2.6 Схема установки подшипников
На рис. 2.6 показана специальная сборка подшипников в шпиндельном узле, так что биение подшипников в передней и задней опоре направлены в одну сторону.
По табл. 9 [6] для диаметров подшипников da
= 55 мм, предварительно принимаем 2 класс точности подшипника  мкм. Для dв
= 50 мм предварительно принимаем 4 класс точности подшипника мкм. Для dв
= 50 мм предварительно принимаем 4 класс точности подшипника  мкм. мкм.
Биение переднего конца шпинделя можно рассчитать по формуле
 ; (2.15) ; (2.15)
где  - количество подшипников в опоре - количество подшипников в опоре  =2, =2,  =2 . =2 .
 (мкм); (мкм);
Так как  , то условие выполняется. , то условие выполняется.
Для подшипника диаметром d
a
= 55 мм в передней опоре принимаем 2 класс точности подшипника. Для подшипника диаметром d
в
= 50 мм принимаем 4 класс точности подшипника.
Произведем проверочный расчет шпинделя. Рассмотрим схему приложения сил на него (рис. 2.7).
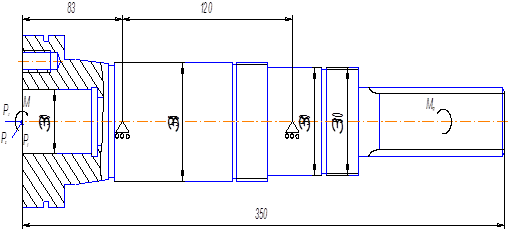
Рис. 2.7 Схема сил, действующих на шпиндельный вал
Проверочный расчет вала произведен в программном пакете APMWinMachine.
Крутящий момент, действующий на вал, рассчитывается по формуле
 , (2.16) , (2.16)
где N
= 3000 Вт – мощность электродвигателя, Вт;
щ
– угловая скорость вращения, рад/с.
В формуле (2.16) угловая скорость рассчитывается по формуле
 , (2.17) , (2.17)
где n
= 950 об/мин – частота вращения вала.
 (об/мин); (об/мин);
Значение крутящего момента, рассчитанное по формуле (2.16),
 (Нм). (Нм).
Исходные данные, необходимые для расчета: Р
x
= 733 Н, Р
y
= 278 H, Р
z
= 964 Н – составляющие силы Р; М
кр
= 30 Нм.
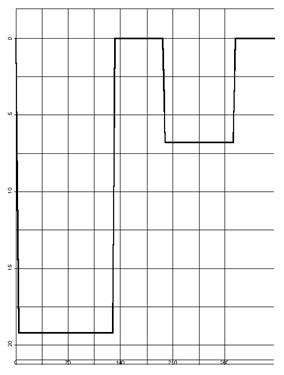
На рис. 2.8 – 2.16 приведены результаты проверочного расчета вала в программном пакете APMWinMachine.
Момент изгиба, Н.м
|
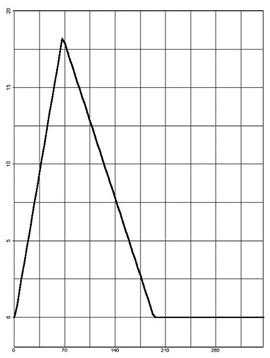 |
| Длина вала, мм |
Рис. 2.8 Момент изгиба вертикальный
| Момент изгиба, Н.м |
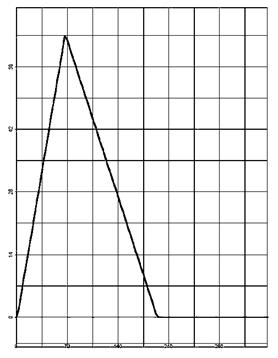 |
| Длина вала, мм |
Рис. 2.9 Момент изгиба горизонтальный
Момент кручения, Н.м
|
 |
| Длина вала, мм |
Рис. 2.10 Момент кручения
| Напряжение, МПа |
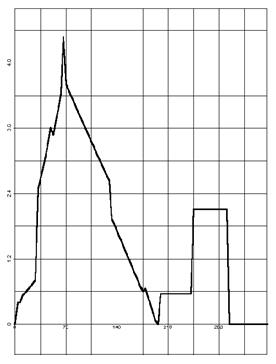 |
| Длина вала, мм |
Рис. 2.11 Напряжения
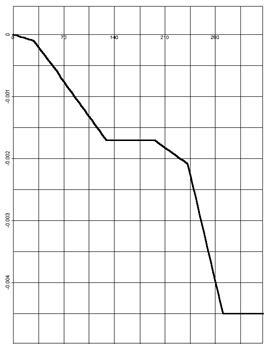
Перемещение, мм
|
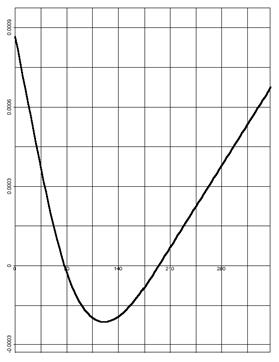 |
| Длина вала, мм |
Рис. 2.12 Перемещения вертикальные
| Перемещение, мм |
|
| Длина вала, мм |
Рис. 2.13 Перемещения горизонтальные
Угол изгиба, град
|
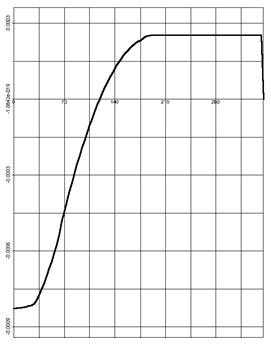 |
| Длина вала, мм |
Рис. 2.14 Угол изгиба вертикальный
| Угол кручения, град |
 |
| Длина вала, мм |
Рис. 2.15 Угол кручения
| Коэффициент запаса |
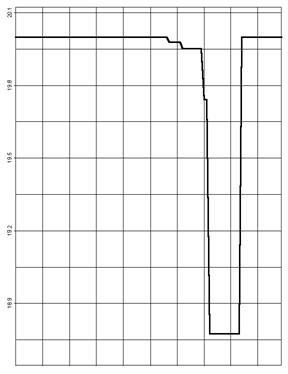 |
| Длина вала, мм |
Рис. 2.16 Усталостная прочность
Перемещения вала составляют 0,0009 мм. Это меньше допустимого, равного 0,09 мм [5]. Угол изгиба в левой опоре  , в правой , в правой  . Эти значения допустимы, т.к. для радиальных шарикоподшипников допустимый угол изгиба равен . Эти значения допустимы, т.к. для радиальных шарикоподшипников допустимый угол изгиба равен  [6]. Минимальное значение коэффициента запаса равно 18 при допустимом 1,5 … 2,5 [9]. Проанализировав результаты расчета приходим к выводу, что данный вал удовлетворяет условию прочности. [6]. Минимальное значение коэффициента запаса равно 18 при допустимом 1,5 … 2,5 [9]. Проанализировав результаты расчета приходим к выводу, что данный вал удовлетворяет условию прочности.
Произведем расчет режимов резания.
При назначении элементов режимов резания учитывается характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки.
Производится обработка фасок на прутках, изготовленных из конструкционной стали, резцами, которые оснащены неперетачиваемыми сменными четырехгранными пластинами из твердого сплава Т5К10.
Скорость резания рассчитывается по формуле
 . (2.18) . (2.18)
Значения коэффициентов С
V
,
x
,
y
, и m
([2], табл.17, с.269):
С
v
= 420;
х
= 0,15;
у
= 0,20;
m
= 0,20;
Т
= 60 мин – среднее значение стойкости при одноинструментной обработке;
t
= 4 мм – глубина резания.
Подача s
определяется по формуле
 , (2.19) , (2.19)
где а
= 0,1 мм – толщина среза;
j
= 60° – главный угол в плане.
Значение подачи, рассчитанное по формуле (2.19),
 (мм/об). (мм/об).
Коэффициент К
V
является произведением коэффициентов, учитывающих влияние состояния поверхности К
П
V
, материала инструмента К
И
V
, материала заготовки К
MV
Значения коэффициентов определяются из ([2], табл.1-6, с.261- 263)
K
П
V
= 0,9;
К
И
V
= 0,65.
Коэффициент, учитывающий материал заготовки, рассчитывается по формуле
 , (2.20) , (2.20)
где К
Г
= 1 – коэффициент, характеризующий группу стали по обрабатываемости, выбирается по ([2], табл.2, с.262);
nV
=1 – показатель степени, выбирается из ([2], табл.2, с.262).
 МПа – временное сопротивление на разрыв обрабатываемого материала. МПа – временное сопротивление на разрыв обрабатываемого материала.
Значение коэффициента, учитывающего материал заготовки, рассчитанное по формуле (2.20),
 . .
Значение коэффициента К
V
 . .
Значение скорости резания, рассчитанное по формуле (2.18),
 (м/мин). (м/мин).
Произведем расчет сил резания.
Силу резания принято раскладывать на составляющие силы, направленные по осям координат станка (тангенциальную Pz
, радиальную Py
и осевую P
х
). Эти составляющие рассчитываются по формуле
 , (2.21) , (2.21)
где t
= 4 мм – глубина резания;
s
= 0,12 мм/об – подача;
V
= 135 м/мин – скорость резания.
В формуле (2.21) постоянная Ср
и показатели степени x
, y
, n
для расчетных условий обработки для каждой из составляющих силы резания выбираются из ([2], табл.22, с.273).
Для тангенциальной составляющей силы резания Pz
значения постоянной и показателей степени
Ср
= 300;
х
= 1,0;
у
= 0,75;
n
= – 0,15.
Для радиальной составляющей силы резания P
у
значения постоянной и показателей степени
Ср
= 243;
х
= 0,9;
у
= 0,6;
n
= – 0,3.
Для осевой составляющей силы резания P
х
значения постоянной и показателей степени
Ср
= 339;
х
= 1,0;
у
= 0,5;
n
= – 0,4.
В формуле (2.21) поправочный коэффициент Кр
представляет собой произведение ряда коэффициентов, учитывающих фактические условия резания
 . (2.22) . (2.22)
В формуле (2.22) численные значения коэффициентов выбираются из ([2], табл.9,10 и 23, с.264, 265, 275).
Коэффициент К
мр
определяется по формуле
 , (2.23) , (2.23)
где МПа – временное сопротивление разрыв обрабатываемого материала;
n
= 0,75 – показатель степени при обработке резцами.
Значение коэффициента К
мр
, рассчитанное по формуле (2.23),
 . .
Для тангенциальной составляющей силы резания Pz
значения поправочных коэффициентов
 = 0,94; = 0,94;
К
g
р
= 1;
К
l
р
= 1;
К
r
p
= 0,87.
Значение поправочного коэффициента для тангенциальной составляющей силы резания, рассчитанное по формуле (2.22),
 . .
Для радиальной составляющей силы резания Pу
значения поправочных коэффициентов
= 0,77;
К
g
р
= 1;
К
l
р
= 1;
К
r
p
= 0,66.
Значение поправочного коэффициента для радиальной составляющей силы резания, рассчитанное по формуле (2.22),
 . .
Для осевой составляющей силы резания P
х
значения поправочных коэффициентов
= 1,11;
К
g
р
= 1;
К
l
р
= 1;
К
r
p
= 1.
Значение поправочного коэффициента для осевой составляющей силы резания, рассчитанное по формуле (2.22),
 . .
Значения тангенциальной, радиальной, осевой составляющих силы резания, рассчитанные по формуле (2.21),
 (Н); (Н);
 (Н); (Н);
 (Н). (Н).
Произведем расчет мощности резания.
Мощность резания рассчитывается по формуле
 , (2.24) , (2.24)
где Pz
= 961 Н – тангенциальная составляющая силы резания;
V
= 135 м/мин – скорость резания.
Значение мощности резания, рассчитанное по формуле (2.24),
 (кВт). (кВт).
2.4 Разработка конструкции и расчет резцовой головки
Резцовая головка позволяет производить обработку фасок на всем диапазоне прутков.
Резцовая головка состоит из корпуса 1
, в котором расположены два резца 3
. Резцы 3
оснащены неперетачиваемыми сменными четырехгранными пластинами из твердого сплава Т5К10.
Перед работой станка необходимо настроить резцовую головку на требуемый диапазон диаметров: установить резцы на резцедержатель и, прижимая к опорным торцам, закрепить винтами, установить калибр требуемого диапазона в центральное отверстие резцовой головки и вращением винта подвести упор резцедержателя до легкого касания в поверхность калибра, зажать. То же самое повторить со вторым резцедержателем.
Рассмотрим геометрию резца (рис.2.17).
Назначим главный угол в плане  = 60°, вспомогательный угол в плане j
1
= 30°. = 60°, вспомогательный угол в плане j
1
= 30°.
Главными геометрическими параметрами режущего клина являются передний угол g
и задний угол a
. Значения углов g
и a
зависят от условий резания, в том числе от свойств обрабатываемого и режущего материала, режима резания и других факторов.
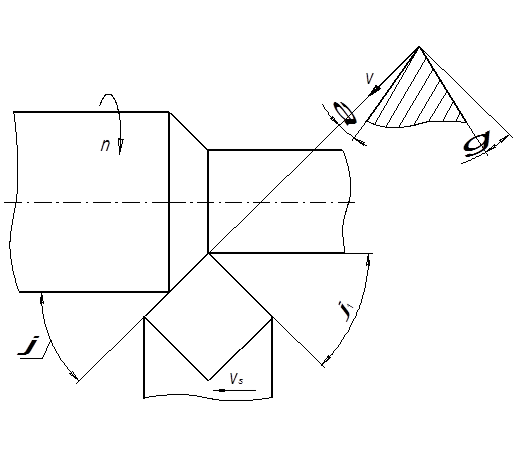
Рис. 2.17 Геометрия режущего клина
Значение переднего угла рассчитывается по формуле проф. М.Н. Ларина
 , (2.25) , (2.25)
где  – временное сопротивление на разрыв обрабатываемого материала, МПа; – временное сопротивление на разрыв обрабатываемого материала, МПа;
С
= 0,25 – коэффициент, зависящий от обрабатываемого материала и материала режущего инструмента, выбирается из ([4], табл.1),
х
= - 8 – показатель степени, зависящий от обрабатываемого материала и материала режущего инструмента, выбирается из ([4], табл.1).
Значение переднего угла, рассчитанное по формуле (2.25),
 °. °.
Значение заднего угла рассчитывается по формуле проф. М.Н. Ларина
 , (2.26) , (2.26)
где а
= 0,1 мм – толщина среза.
Значение заднего угла, рассчитанное по формуле (2.26),
 °. °.
Под совокупным воздействием сил и температур во время обработки заготовки резцом происходит пластическое деформирование режущего клина, что существенным образом меняет геометрию режущего клина резца.
Для оценки формоутойчивости режущего клина воспользуемся формулой Т.Н. Лоладзе
 , (2.27) , (2.27)
где HR
= 50 – твердость по Роквеллу;
МПа – временное сопротивление на разрыв обрабатываемого материала;
 – максимальное касательное напряжение, МПа. – максимальное касательное напряжение, МПа.
В формуле (2.27) максимальное касательное напряжение определяется по формуле
 , (2.28) , (2.28)
где Pz
= 961 Н – тангенциальная составляющая силы резания;
g
= 2,5° – передний угол;
l
1
=1 мм – длина контакта стружки с передней поверхностью;
PN
– нормальная составляющая силы резания, Н, которая определяется по формуле
 ; (2.29) ; (2.29)
 (Н). (Н).
В формуле (2.28) b
– ширина среза, мм, которая определяется по формуле
 , (2.30) , (2.30)
где t
= 4 мм – глубина резания;
j
= 60° – главный угол в плане.
Значение ширины среза, рассчитанное по формуле (2.30),
 (мм). (мм).
Значение максимального касательного напряжения, рассчитанное по формуле (2.28),
 (МПа); (МПа);
Значение n
т
, рассчитанное по формуле (2.27),
 . .
Так как n
т
> 1, то формоустойчивость резца достаточная, то есть резец не теряет геометрию клина в процессе обработки.
3 Экономическая часть. Технико-экономическое обоснование разработки
3.1 Расчет технико-экономических показателей
В экономической части ведется расчет технико-экономических показателей проектируемого технологического проекта, производится их сравнительный анализ с показателями базового варианта, определяется экономический эффект от предложенных в проекте технических решений.
Основными экономическими данными для экономического анализа базового и проектируемого вариантов являются данные: годовой объем производства деталей; трудоемкость операции (штучное время); себестоимость получения заготовки; вид, тип, марка оборудования, его габариты, мощность, цена; вид оснастки, инструмента и их ориентировочная стоимость.
В табл. 3.1 приведена краткая характеристика сравниваемых вариантов.
Таблица 3.1 Краткая характеристика сравниваемых вариантов
| Базовый вариант |
Проектируемый вариант |
| Изготовление деталей из прутка без предварительной операции обработки торцов прутков |
Изготовление деталей из прутка с предварительной операцией обработки торцов прутков |
| Тип производства – массовое |
Тип производства – массовое |
| Форма оплаты труда – повременно-премиальная |
Форма оплаты труда – повременно-премиальная |
| Нормальные условия труда |
Нормальные условия труда. Изменения:
- увеличение количества рабочих;
- увеличение срока службы цангового патрона
|
Исходные данные для экономического обоснования сравниваемых базового и проектного вариантов приведены в табл. 3.2.
Таблица 3.2 Исходные данные для экономического обоснования сравниваемых вариантов
№
п/п
|
Показатели |
Услов.обозн./
един.измер.
|
Значение показателей |
Источник информации |
| базовый |
проектный |
| 1 |
2 |
3 |
4 |
5 |
6 |
| 1 |
Годовая программа выпуска |
П
г
, шт |
420000 |
420000 |
задание |
| 2 |
Норма штучного времени на операцию, в т.ч. машинное время |
Т
шт
, мин
Т
маш
, мин
|
0,8
0,65
|
0,3
0,7
0,2
0,55
|
Расчет
Расчет
|
| 3 |
Часовая тарифная ставка:
-рабочего оператора
-наладчика
|
С
ч
, руб
С
чнал
, руб
|
23,43
27,54
|
23,43
27,54
|
Данные кафедры «ЭО и УП» |
| 4 |
Коэффициент доплат до часового, дневного и месячного фондов |
К
д
|
1,4 |
1,4 |
– // – |
| 5 |
Коэффициент доплат за проф. мастерство (начиная с 3-го разряда) |
К
пф
|
1,16 |
1,16 |
– // – |
| 6 |
Коэффициент выполнения норма
(Для ВАЗа К
в.н.
=1)
|
К
в.н.
|
1 |
1 |
– // – |
| 7 |
Коэффициент доплат за ночные и вечерние часы |
К
н
|
1,1 |
1,1 |
– // – |
| 8 |
Коэффициент премирования
(Для ВАЗа Кпр
=1,2)
|
К
пр
|
1,2 |
1,2 |
– // – |
| 9 |
Коэффициент отчислений на социальные нужды |
К
с
|
0,356 |
0,356 |
– // – |
| 10 |
Годовой эффективный фонд времени работы:
– оборудования (при 3 сменной = 5960 ч.)
– для рабочих
|
Ф
э
, час
Ф
э.р.
, час
|
5960
1731
|
5960
1731
|
| 11 |
Цена единицы оборудования |
Ц
об
, руб |
989000 |
989000
732000
|
Данные предприятия или прейскурант цен |
| 12 |
Условная мощность электродвигателя |
М
у
, кВт |
3,5 |
3
3,5
|
| 13 |
Коэффициент одновременной работы электродвигателей (0,8…1,0) |
К
од
|
0,9 |
0,9 |
| 14 |
Коэффициент загрузки электродвигателей по мощности (0,7…0,8) |
К
м
|
0,7 |
0,7 |
| 15 |
Коэффициент загрузки электродвигателей по времени (0,5…0,85) |
К
в
|
0,8 |
0,8 |
| 16 |
Коэффициент потерь электроэнергии в сети завода (1,04…1,08) |
К
п
|
1,07 |
1,07 |
| 17 |
Тариф оплаты за электроэнергию |
Ц
э
, руб/кВт |
1,1 |
1,1 |
Данные кафедры «ЭО и УП» |
| 18 |
Коэффициент полезного действия станка (0,7…0,95) |
КПД |
0,8 |
0,8
0,8
|
Паспорт станка |
| 19 |
Цена единицы инструмента |
Ц
и
, руб |
1653 |
1550
1653
|
| 20 |
Выручка от реализации изношенного инструмента по цене металлолома (20% от цены) |
В
р.и.
, руб |
330,6 |
310
330,6
|
| 21 |
Коэффициент случайной убыли инструмента (1,1…1,2) |
К
уб
|
1,1 |
1,1
1,1
|
| 22 |
Стойкость инструмента |
Т
и
, час |
1 |
1× 4
1
|
| 23 |
Цена единицы приспособления |
Ц
п
, руб |
63800 |
120500
63800
|
| 24 |
Коэффициент, учитывающий затраты на ремонт приспособления (1,5…1,6) |
К
р.пр.
|
1,5 |
1,5 |
| 25 |
Выручка от реализации изношенного приспособления (20% от цены) |
В
р.пр.
, руб |
12760 |
24100
12760
|
| 26 |
Физический срок службы приспособления (3…5 лет) |
Т
пр
, лет |
0,3 |
5
5
|
| 27 |
Расход на
смазочно-охлаждающие жидкости (400…600) руб. на один станок в год
|
Н
см
, руб |
500 |
0
500
|
| 28 |
Площадь, занима-мая одним станком |
S
уд
, м2
|
12 |
10
12
|
| 29 |
Коэффициент, учитывающий дополнительную площадь (1,5…3,0) |
К
д.пл.
|
2 |
2 |
| 30 |
Стоимость эксплуа-тации 1 м2
пло-ади здания в год |
Ц
э.пл.
,руб/м2
|
4500 |
4500 |
| 31 |
Норма обслужива-вания станков од-ним наладчиком (10…20 станков) |
Н
обсл.
, ед |
20 |
20
20
|
| 32 |
Специализация:
– оборудование (универсальное, специальное)
– инструмент (универсальный, специальный)
|
Спец. |
Спец.
Спец.
|
| 33 |
Материал детали (заготовки) |
сталь |
сталь
сталь
|
| 34 |
Масса детали |
М
д
, кг |
15,7 |
15,7 |
| 35 |
Вес отходов |
М
отх
, кг |
6,28 |
0,12
6,28
|
| 36 |
Цена 1 м3
материала |
Ц
м
, руб |
38 |
38 |
| 37 |
Цена 1 м3
отходов |
Ц
отх
, руб |
1,2 |
1,2 |
Расчет по сравниваемым вариантам необходимого количества оборудования и коэффициентов его загрузки изготовлением заданной проектом годовой программы выпуска деталей, расчет необходимой для изготовления годовой программы деталей численности рабочих операторов произведен в табл.3.3.
Таблица 3.3 Расчет необходимого количества оборудования и коэффициентов загрузки
| № п/п |
Показатели |
Расчетные формулы и расчет |
Значение показателей |
| Базовый |
Проект. |
| 1 |
Расчетное количество оборудования по изменяющимся операциям технологического процесса |
 ; ;
 ; ;
 ; ;
|
0,93 |
0,35
0,82
|
| 2 |
Принятое количество оборудования |
Расчетное количество округляется до ближайшего большего целого |
1 |
1
1
|
| 3 |
Коэффициент загрузки оборудования |
 ; ;
 ; ;
 ; ;
|
0,93 |
0,35
0,82
|
Расчет по вариантам прямых и сопутствующих капитальных вложений произведен в табл.3.4
Таблица 3.4 Расчет капитальных вложений (инвестиций)
| № п/п |
Показатели |
Расчетные формулы и расчет |
Значение показателей |
| 1 |
Прямые капиталь-ные вложения в технологическое оборудование |
 ; ;

|
732000 |
| 2 |
Сопутствующие капитальные вложения: |
| 2.1 |
Затраты на проектирование |
 , ,
где Т
пр
– трудоемкость проектирования (час), З
час
– часовая зарплата конструктора, технолога

|
9805 |
| 2.2 |
Затраты на доставку и монтаж оборудования, руб |
 , ,
где К
монт
=0,1…0,25 – коэффициент расходов на монтаж

|
146400
|
| ИТОГО сопутствующие капитальные вложения |

|
156205 |
| 3 |
Общие капитальные вложения |

|
888205 |
Поэлементный расчет технологической себестоимости сравниваемых операций приведен в табл.3.5.
Таблица 3.5 Расчет технологической себестоимости сравниваемых вариантов
| № п/п |
Показатели |
Расчетные формулы
и расчет
|
Значение показателей |
| Баз. вар |
Проек.вар. |
| 1 |
2 |
3 |
4 |
5 |
| 1 |
Основные материалы за вычетом отходов |
 , ,
где К
Т.З
=1,05…1,06 – коэффициент транспортно-заготовительных отходов
 
|
618,9 |
618,8 |
| 2 |
Основная заработная плата |
| 2.1 |
Рабочих-операторов
- повременщиков (для ВАЗа)
|
где Ч
р
– численность рабочих;
К
з
– коэффициент загрузки 
|
0,65
|
0,57
0,24
S=0,8
|
 |
| 2.2 |
Рабочих-наладчиков |
|
0,01 |
0,02 |
| Итого основная заработная плата |
 ; ;
 ; ;

|
0,66 |
0,82 |
| 3 |
Отчисления на социальное страхование |
 ; ;
 ; ;

|
0,23 |
0,29 |
| 4 |
Затраты на содержание и эксплуатацию оборудования |
| 4.1 |
Затраты на текущий ремонт оборудования |
где К
р
=0,3 – коэффициент затрат на
|
0,74 |
0,57
0,07
S=0,64
|
текущий ремонт
|
| 4.2 |
Расходы на технологическую энергию |
|
0,03 |
0,02
0,01
S=0,03
|
| 4.3 |
Расходы на инструмент |



|
15,76 |
13,32
1,10
S=14,4
|
| 4.4 |
Затраты на содержание и эксплуатацию приспособлений |
 , ,
где Н
пр
– количество приспособлений
  
|
0,62 |
0,03
0,02
S=0,05
|
| 4.5 |
Расходы на смазочные, обтирочные материалы, охлаждающие жидкости |
 ; ;
 ; ;
|
0,001 |
0,001 |
| 4.6 |
Расходы на содержание и эксплуатацию производствен-ной площади |
 ; ;
 ; ;
 ; ;

|
0,24 |
0,21
0,07
S=0,28
|
| Итого расходы на содержание и эксплуатацию оборудования |

|
17,40 |
15,50 |
Калькуляция себестоимости составлена в табл.3.6.
Таблица 3.6 Калькуляция себестоимости обработки детали по вариантам технологического процесса, руб.
| № п/п |
Статьи затрат |
Значения, руб |
Отклонения |
| Баз., руб |
Пр., руб |
| 1 |
Материалы за вычетом отходов |
618,90 |
618,80 |
0,10 |
| 2 |
Основная заработная плата рабочих |
0,66 |
0,82 |
-0,16 |
| 3 |
Начисления на заработную плату |
0,23 |
0,29 |
-0,06 |
| 4 |
Расходы на содержание и эксплуатацию оборудования |
17,40 |
15,50 |
1,90 |
Итого
Технологическая себестоимость
|
637,19 |
635,41 |
1,78 |
| 5 |
Общецеховые накладные расходы
 ; ;
 ; ;

|
1,42 |
1,72 |
-0,30 |
Итого цеховая себестоимость
 ; ;
 ; ;

|
638,61 |
637,12 |
1,49 |
| 6 |
Заводские накладные расходы
 ; ;
 ; ;

|
1,75 |
2,00 |
-0,25 |
Итого заводская себестоимость 


|
640,40 |
639,12 |
1,3 |
| 7 |
Внепроизводственные расходы


|
32,02 |
31,94 |
0,08 |
Всего полная себестоимость



|
672,40 |
671,06 |
1,34 |
3.2 Расчет показателей экономической эффективности проектируемого варианта
Ожидаемая прибыль (условно-годовая экономия) от снижения себестоимости обработки детали определяется по формуле
 , (3.1) , (3.1)
где С
полн.баз
= 672,40 руб. и С
полн.пр
= 671,06 руб. – полная себестоимость базового и проектного вариантов соответственно;
П
г
= 420000 шт – годовая программа выпуска деталей.
Значение ожидаемой прибыли, рассчитанное по формуле (3.1),
 (руб). (руб).
Налог на прибыль рассчитывается по формуле
 , (3.2) , (3.2)
где Кнал
= 0,24 – коэффициент налогообложения.
Значение налога на прибыль, рассчитанное по формуле (3.2),
 (руб). (руб).
Чистая ожидаемая прибыль определяется по формуле
 ; (3.3) ; (3.3)
 (руб). (руб).
Расчетный (ориентировочный) срок окупаемости капитальных вложений (инвестиций) определяется по формуле
 , (3.4) , (3.4)
где К
общ
= 888205 руб – общие капитальные вложения.
Значение ориентировочного срока окупаемости, рассчитанное по формуле (3.4),
 (лет). (лет).
Расчетный срок окупаемости инвестиций принимается за горизонт расчета (Т
).
Учитывая фактор времени, необходимо дисконтировать получаемую прибыль по формуле
 , (3.5) , (3.5)
где Е
– норма дисконта (процентная ставка на капитал).
t – 1-ый, 2-ой и т.д. шаг получения прибыли в процентах принятого горизонта расчета (принимаем за 1 шаг 1 год).
Рассчитываются шаги.
Первый шаг
 (руб). (руб).
Второй шаг
 (руб). (руб).
Третий шаг
 (руб). (руб).
Определяется срок окупаемости (период возврата) капитальных вложений (Т
ок
) последовательным суммированием дисконтированных доходов (Д
общ.диск.
) и подсчета времени до тех пор, пока сумма доходов не окажется равной сумме инвестиций.
 . (3.6) . (3.6)
Общий дисконтируемый доход за два шага составит
Д
общ.диск
= Д
1
+ Д
2
; (3.7)
Д
общ.диск
= 356440 + 297033 = 653473 (руб).
Для полного покрытия капитальных вложений не хватает
Р
п.к
= К
общ
– Д
общ. диск
; (3.8)
Р
п.к
= 888205 – 653473 = 234732 (руб).
 ; (3.9) ; (3.9)
 (год). (год).
Таким образом, срок окупаемости Т
ок
составит
Т
ок
= 2 + 0,8 = 2,8 (год).
Определяется расчетный коэффициент экономической эффективности капитальных вложений по формуле
 ; (3.10) ; (3.10)
 . .
Е
расч
 Е
(0,36 0,2), значит проект эффективен. Е
(0,36 0,2), значит проект эффективен.
Вывод
В дипломном проекте проведено экономическое обоснование внедрения станка для обработки фасок на прутках круглого сечения перед последующей обработкой на токарных автоматах. В результате нововведения капитальные вложения составили 888205 рублей, срок службы патрона в токарном автомате увеличился с 0,3 года до 5 лет, что привело к снижению себестоимости одной детали на 1,34 рубля. Годовой экономический эффект составил 427728 рублей, срок окупаемости – 2,8 года, следовательно, проект эффективен.
4 Охрана труда и экологическая безопасность проекта
4.1 Описание оборудования и выполняемых операций
Процесс обработки прутков происходит на станке для обработки фасок на прутках круглого сечения.
Оператор загружает в накопитель заготовок прутки для обработки фасок. Визуально определяет, что прутки соответствуют требованиям: длина 1000…4000 мм, круг диаметров 16…80 мм. Устанавливает призмы на требуемый диаметр прутка, настраивает резцовую головку, включает электропитание в шкаф, подготавливает пульт к управлению «станком». Проверяет положение переключателя числа оборотов шпинделя, правильность наладки работы командоаппарата управления движением пиноли (головки силовой), работу блокировок, обеспечивающих безопасные условия работы на станке: невозможность включения вращения шпинделя при открытом кожухе резцовой головки; при положении упора не в «исходном», т.е. не убран вниз; при отсутствии сигнала о зажиме прутка. Убедившись в наличии блокировок оператор переходит к контролю работы станка на холостом ходу в режиме «одиночного автоматического цикла». Цикл завершается возвращением пиноли силовой головки в «исходное» положение, остановкой вращения шпинделя и режимом механического зажима. После окончания автоматического цикла оператор переводит переключатель «режима работы» в положение «наладка». На этом пробные испытания завершаются и можно переходить к работе станка под нагрузкой, т.е. с обработкой фасок на реальных заготовках. Оператор проверяет соответствие наладки на данный диаметр резцовой головки и механизма зажима, перегружает пруток из накопителя на транспортные ролики, устанавливает упор осевой ориентации прутка, совмещает ось прутка-заготовки с осью шпинделя силовой головки. После этого оператор продвигает пруток вдоль оси до касания в упор осевого базирования прутка, зажимает пруток, подает команду с пульта - «зажим», убирает упор в исходное положение. Включает «автоматический цикл» нажатием кнопки «пуск». Дальнейшая работа происходит без участия оператора. После завершения одиночного цикла появится светосигнал на пульте управления, приглашающий оператора к завершению технологического процесса. Оператор переключает режим работы станка на «наладку», перемещает пруток назад вдоль оси до исходного положения и управляя с пульта осуществляет выгрузку обработанного прутка. На этом этапе цикл работы завершен и станок готов к повторению циклов.
4.2 Опасные и вредные производственные факторы разрабатываемого объекта
В течение рабочего дня могут возникнуть опасные и вредные производственные факторы. Произведем анализ источников механических травм, источников шума, вибраций, излучений, условий микроклимата в помещении.
При разработке проекта завода наряду с максимальной механизацией и автоматизацией трудовых процессов, внедрением наиболее высокопроизводительного оборудования значительное внимание было уделено созданию условий для здорового и безопасного труда.
Параллельно с обеспечением высокой производительности труда осуществлено снижение тяжести труда. Работа автоматизированных линий с полной автоматизацией процессов сокращает до минимума ручные работы и позволяет создать благоприятные условия для рабочих.
На заводе широко используются грузонесущие и толкающие конвейера. Из одного цеха в другой грузы перевозятся в специальной унифицированной таре с помощью электро- и автопогрузчиков. В цех, в котором находится станок для обработки фасок на прутках круглого сечения, прутки подвозятся в таре с помощью автопогрузчиков.
Шум
Вопросы борьбы с шумом в настоящее время играют большую роль на производстве.
Шум на производстве наносит большой ущерб организму человека, снижает производительность труда. Утомление рабочих и операторов из-за сильного шума приводит к увеличению числа ошибок при работе, способствует возникновению травм. Нередко и в повседневной жизни человек подвергается воздействию шума недопустимо высокого уровня. Поэтому борьба с шумом является важной задачей.
Часто возникает необходимость защиты не только от шума, но и от инфра- и ультразвука.
Шумом является всякий нежелательный для человека звук. В качестве звука человек воспринимает упругие колебания, распространяющиеся волнообразно. Звуковые волны возникают при нарушении стационарного состояния среды вследствие воздействия на нее какой-либо возмущающей силы. Частицы среды при этом начинают колебаться относительно положения равновесия, причем скорость таких колебаний (колебательная скорость V), значительно меньше скорости распространения волны (скорости звука C). Шум распространяется тремя путями: по воздуху, через пол, через ограждения.
Область слышимых звуков ограничивается не только определенными частотами (20 – 20000 Гц), но и определенными предельными значениями звуковых давлений и их уровней.
В технической акустике применена логарифмическая шкала, каждому делению которой соответствует изменение шума в 10 раз. Эта логарифмическая величина называется уровнем интенсивности шума. По характеру спектра шумы бывают широкополосные и тональные. По временным характеристикам шумы подразделяются на постоянные, непостоянные, колеблющиеся, прерывистые, импульсные.
В зависимости от уровня и характера шума, его продолжительности, а также от индивидуальных особенностей человека шум может оказывать па него различное действие.
Шум, даже когда он невелик (при уровне 50-60 дБА), создает значительную нагрузку на нервную систему человека, оказывая на него психологическое воздействие. Это особенно часто наблюдается у людей, занятых умственной деятельностью. Слабый шум влияет на людей по-разному. Это зависит от возраста, состояния здоровья, вида труда, физического и душевного состояния человека в момент действия шума. Степень вредности какого-либо шума зависит также от того, насколько он отличается от привычного шума. Неприятное воздействие шума зависит и от индивидуального отношения к нему. Шум, который производит сам человек, его не беспокоит, а небольшой посторонний шум может вызвать сильный раздражающий эффект.
Существуют заболевания, такие как гипертоническая и язвенная болезни, неврозы, в ряде случаев желудочно-кишечные и кожные заболевания, которые связаны с перенапряжением нервной системы в процессе труда и отдыха. Отсутствие необходимой тишины, особенно в ночное время, приводит к преждевременной усталости, а часто и к заболеваниям. В этой связи необходимо отметить, что шум в 30 40 дБА в ночное время может явиться серьезным беспокоящим фактором. С увеличением уровней до 70 дБА и выше шум может оказывать определенное физиологическое воздействие на человека, приводя к видимым изменениям в его организме. Под воздействием шума, превышающего 85 90 дБА, в первую очередь снижается слуховая чувствительность на высоких частотах.
Сильный шум вредно отражается на здоровье и работоспособности людей. Человек, работая при шуме, привыкает к нему, но продолжительное действие сильного шума вызывает общее утомление, может привести к ухудшению слуха, а иногда и к глухоте, нарушает процесс пищеварения, происходят изменения объема внутренних органов.
Шум, воздействуя на кору головного мозга, оказывает раздражающее действие, ускоряет процесс утомления, ослабляет внимание и замедляет психические реакции.
Очень часто сильный шум в условиях производства может способствовать возникновению травматизма, так как на фоне этого шума не слышно сигналов транспорта, автопогрузчиков и других машин.
Вредные последствия шума зависят от силы и продолжительности его действия. Патологические изменения, возникшие под влиянием шума, рассматривают как шумовую болезнь.
Звуковые колебания могут восприниматься не только ухом, но и непосредственно через кости черепа (так называемая костная проводимость). Уровень шума, передаваемого этим путем, на 20—30 дБ меньше уровня, воспринимаемого ухом. Если при невысоких уровнях передача за счет костной проводимости мала, то при высоких уровнях она значительно возрастает и усугубляет вредное действие на человека.
Для снижения вредного влияния шума и вибрации применяются средства индивидуальной защиты, такие как: от шума – «беруши», от вибрации – механизированный инструмент, гасящий вибрацию.
Загрязнение воздуха рабочей зоны
Одним из необходимых условий здорового и высокопроизводительного труда является обеспечение чистоты воздуха и нормальных метеорологических условий в рабочей зоне помещений, т.е. в пространстве высотой до 2 м над уровнем пола или площадки, где находятся рабочие места. Устранение воздействия таких вредных производственных факторов, как газов и паров, пыли, избыточной теплоты и влаги, и создание здоровой воздушной среды, являются важной задачей, которая должна осуществляться комплексно, одновременно с решением основных вопросов производства.
Атмосферный воздух в своем составе содержит (% по объему): азота — 78,08; кислорода — 20,95; аргона, неона и других инертных газов — 0,93; углекислого газа—0,03; прочих газов — 0,01. Воздух такого состава наиболее благоприятен для дыхания.
Наряду с химическим составом важно, чтобы воздух имел определенный ионный состав. В воздухе содержатся отрицательные и положительные ионы, которые по подвижности разделяют на легкие и тяжелые. Тяжелые ионы образуются в результате оседания легких ионов на различные частицы: пылинки, капли тумана и т. п. В незагрязненном воздухе преимущественно находятся легкие ионы, а в загрязненном - тяжелые. На жизнедеятельность организма человека благотворное влияние оказывают отрицательные ионы кислорода воздуха.
Воздух рабочей зоны редко имеет приведенный выше химический состав, так как многие технологические процессы сопровождаются выделением в воздух производственных помещений вредных веществ - паров, газов, твердых и жидких частиц.
Пары и газы образуют с воздухом смеси, а твердые и жидкие частицы вещества — дисперсные системы — аэрозоли, которые делятся на пыль (размер твердых частиц более 1 мкм), дым (менее 1 мкм) и туман (размер жидких частиц менее 10 мкм). Пыль бывает крупно- (размер частиц более 50 мкм), средне- (50 — 10 мкм) и мелкодисперсной (менее 10 мкм).
Поступление в воздух рабочей зоны того или иного вредного вещества зависит от технологического процесса, используемого сырья, а также промежуточных и конечных продуктов. Пары выделяются в результате применения различных жидких веществ, например, растворителей, ряда кислот, бензина, ртути и т. д., а газы - чаще всего при проведении технологического процесса.
Причины выделения пыли на предприятиях машиностроения могут быть самыми разнообразными. Пыль образуется при дроблении и размоле, транспортировании измельченного материала, механической обработке хрупких материалов, отделке поверхности (шлифовании, глянцевании), упаковке и расфасовке и т. п. Эти причины пылеобразования являются основными, или первичными. В условиях производства может возникать и вторичное пылеобразование, например, при уборке помещений, движении людей и т. п. Такое выделение пыли иногда бывает весьма нежелательным (в электровакуумной промышленности, приборостроении).
Вредные вещества проникают в организм человека главным образом через дыхательные пути, а также через кожу и с пищей. Большинство этих веществ относится к опасным и вредным производственным факторам, поскольку они оказывают токсическое действие на организм человека. Эти вещества, хорошо растворяясь в биологических средах, способны вступать с ними во взаимодействие, вызывая нарушение нормальной жизнедеятельности. В результате их действия у человека возникает болезненное состояние отравление, опасность которого зависит от продолжительности воздействия, концентрации (мг/м1
) и вида вещества.
По характеру воздействия на организм человека эти вредные вещества подразделяются на:
- общетоксические, которые вызывают отравление всего организма (окись углерода, цианистые соединения и др.);
- раздражающие, которые вызывают раздражение дыхательного тракта и слизистых оболочек (хлор, аммиак, сернистый газ, фтористый водород, окислы азота, озон, ацетон и др.);
- сенсибилизирующие, которые действуют как аллергены (формальдегид, различные растворители и лаки на основе нитро- и нитрозосоединений и др.).
Ряд вредных веществ оказывает на организм человека преимущественно фиброгенное действие, вызывая раздражение слизистых оболочек дыхательных путей и оседая в легких, практически не попадая в круг кровообращения вследствие плохой растворимости в биологических средах (крови, лимфе). В основном это пыли металлов (чугунная, железная, медная, алюминиевая и др.), пластмассовая, наждачная, древесная, пыль стеклянного и минерального волокна, кремнеземсодержащие пыли и др. Эти пыли образуются при металлообработке, прокатке, штамповке, в литейном производстве и т. д.
Наибольшую опасность представляет мелкодисперсная пыль. Такая пыль в отличие от крупнодисперсной практически не оседает в воздухе производственных помещений, находится во взвешенном состоянии и легко проникает в легкие. При высокой дисперсности пыль отличается повышенной химической активностью из-за большой поверхности.
Многие вещества, которые считают нетоксичными, в определенных условиях способны оказывать токсическое действие па человека. Например, инертные газы при атмосферном давлении вредны лишь в той мере, в какой они своим присутствием снижают содержание кислорода в воздухе, а в условиях повышенного давления эти газы становятся сильными наркотиками.
Действие вредных веществ в условиях высоких температур, шума и вибраций значительно усугубляется, хотя количественную оценку этого явления в настоящее время дать трудно. При высокой температуре воздуха расширяются сосуды кожи, усиливается потоотделение, учащается дыхание, что ускоряет проникновение вредных веществ в организм.
В результате воздействия вредных веществ могут возникать профессиональные заболевания; так, при длительном вдыхании пыли пневмокониозы. Наиболее тяжелым из них является силикоз, возникающий при попадании в легкие пыли, содержащей двуокись кремния. Это заболевание имеет место в литейном производстве, при пескоструйной обработке. Пыль, образующаяся при сварке, а также шлифовании, может быть причиной заболевания пневмокониозом.
Освещение
При освещении производственных помещений используют естественное освещение, создаваемое светом неба (прямым и отраженным), искусственное, осуществляемое электрическими лампами, и совмещенное, при котором в светлое время суток недостаточное по нормам естественное освещение дополняется искусственным.
В спектре естественного света в отличие от искусственного гораздо больше необходимых для человека ультрафиолетовых лучей; для естественного освещения характерна высокая диффузность (рассеянность) света, благоприятная для зрительных условий работы.
Естественное освещение подразделяют на боковое, осуществляемое через световые проемы в наружных стенах; верхнее, осуществляемое через аэрационные и зенитные фонари, проемы в перекрытиях, а так же через световые проемы в местах перепада высот смежных пролетов зданий; комбинированное, когда к верхнему освещению добавляется боковое.
По конструктивному исполнению искусственное освещение может быть двух систем: общее и комбинированное, когда к общему освещению добавляется местное, концентрирующее световой поток непосредственно на рабочих местах.
Общее освещение подразделяют на общее равномерное освещение (при равномерном распределении светового потока без учета расположения оборудования) и общее локализованное освещение (при распределении светового потока с учетом расположения рабочих мест). Применение одного местного освещения внутри зданий не допускается.
На машиностроительных предприятиях рекомендуется применять систему комбинированного освещения при выполнении точных зрительных работ (слесарные, токарные, фрезерные, контрольные операции и т. д.) там, где оборудование создает глубокие, резкие тени или рабочие поверхности расположены вертикально (штампы, гильотинные ножницы). Система общего освещения может быть рекомендована в помещениях, где по всей площади выполняются однотипные работы, а также в административных, конторских, складских помещениях и проходных. Если рабочие места сосредоточены на отдельных участках, например у конвейеров, разметочных плит, целесообразно локализовано размещать светильники общего освещения.
По функциональному назначению искусственное освещение подразделяют на следующие виды: рабочее, аварийное, эвакуационное, охранное, дежурное.
Рабочее освещение обязательно во всех помещениях и на освещаемых территориях для обеспечения нормальной работы, прохода людей и движения транспорта.
Аварийное освещение устраивают для продолжения работы в тех случаях, когда внезапное отключение рабочего освещения (при аварии) и связанное с этим нарушение нормального обслуживания оборудования могут вызвать взрыв, пожар, отравление людей, длительное нарушение технологического процесса, нарушение работы таких объектов, как электрические станции, диспетчерские пункты, насосные установки водоснабжения и другие производственные помещения, в которых недопустимо прекращение работ.
Наименьшая освещенность рабочих поверхностей, требующих обслуживания при аварийном режиме, должна составлять 5% освещенности, нормируемой для рабочего освещения при системе общего освещения, но не менее 2 лк внутри зданий.
Эвакуационное освещение следует предусматривать для эвакуации людей из помещений при аварийном отключении рабочего освещения в местах, опасных для прохода людей, на лестничных клетках, вдоль основных проходов производственных помещений, в которых работает более 50 человек. Эвакуационное освещение должно обеспечивать наименьшую освещенность в помещениях па полу основных проходов и на ступенях не менее 0,5 лк, а на открытых территориях - не менее 0,2 лк.
Выходные двери помещений общественного назначения, в которых могут находиться одновременно более 100 человек, должны быть отмечены световыми сигналами-указателями.
Светильники аварийного освещения для продолжения работы присоединяют к независимому источнику питания, а светильники для эвакуации людей — к сети, независимой от рабочего освещения, начиная от щита подстанции. Для аварийного и эвакуационного освещения следует применять только лампы накаливания и люминесцентные лампы.
В нерабочее время, совпадающее с темным временем суток, вомногих случаях необходимо обеспечить минимальное искусственное освещение для несения дежурств охраны. Для охранного освещения площадок предприятий и дежурного освещения помещений выделяют часть светильников рабочего или аварийного освещения.
Электробезопасность
Электрический ток, проходя через организм, оказывает термическое, электролитическое и биологическое действия.
Термическое действие выражается в ожогах отдельных участков тела, нагреве кровеносных сосудов и тканей. Электролитическое действие выражается в разложении крови и других органических жидкостей, что вызывает значительные нарушения их физико-химических составов.
Биологическое действие является особым специфическим процессом, свойственным лишь живой материи. Оно выражается в раздражении и возбуждении живых тканей организма, что сопровождается непроизвольными судорожными сокращениями мышц, а также в нарушении внутренних биоэлектрических процессов, протекающих в нормально действующем организме и теснейшим образам связанных с его жизненными функциями. В результате могут возникнуть различные нарушения в организме, в том числе нарушение и даже полное прекращение деятельности органов дыхания, кровообращения. Раздражающее действие тока на ткани организма может быть прямым, когда ток проходит непосредственно по этим тканям, и рефлекторным, т. е. через центральную нервную систему, когда путь тока лежит вне этих тканей.
Это многообразие действий электрического тока нередко приводит к различным электротравмам, которые условно можно свести к двум видам: местным электротравмам и общим электротравмам (электрическим ударам).
Местные электротравмы – это четко выраженные местные повреждения тканей организма, вызванные воздействием электрического тока или электрической дуги. Различают следующие местные электротравмы: электрические ожоги, электрические знаки, металлизация кожи, механические повреждения и электроофтальмия.
Электрические ожоги могут быть вызваны протеканием тока через тело человека (токовый или контактный ожог), а также воздействием электрической дуги на тело (дуговой ожог). В первом случае ожог возникает как следствие преобразования энергии электрического тока в тепловую и является сравнительно легким (покраснение кожи, образование пузырей). Ожоги, вызванные электрической дугой, носят, как правило, тяжелый характер (омертвление пораженного участка кожи, обугливание и сгорание тканей).
Электрические знаки – это четко очерченные пятна серого или бледно-желтого цвета диаметром 1-5 мм на поверхности кожи человека, подвергшегося действию тока. Электрические знаки безболезненны, и лечение их заканчивается, как правило, благополучно.
Механические повреждения являются следствием резких непроизвольных судорожных сокращений мышц под действием тока, проходящего через тело человека. В результате могут произойти разрывы кожи, кровеносных сосудов и нервной ткани, вывихи суставов и даже переломы костей. Механические повреждения возникают очень редко.
Электрический удар – это возбуждение живых тканей организма проходящим через него электрическим током, сопровождающееся непроизвольными судорожными сокращениями мышц. Различают следующие четыре степени ударов: I - судорожное сокращение мышц без потери сознания; II - судорожное сокращение мышц с потерей сознания, но с сохранившимся дыханием и работой сердца; III - потеря сознания и нарушение сердечной деятельности или дыхания (либо того и другого вместе); IV - клиническая смерть, т.е. отсутствие дыхания и кровообращения.
Вибрации
Вибрация – это колебательный процесс, возникающий при смещении центра тяжести какого-либо тела от положения равновесия. Источниками возникновения вибраций являются: возвратно-поступательно движущиеся системы, неуравновешенные вращающиеся массы, удары деталей.
Основные параметры, характеризующие вибрацию:
- амплитуда смещения, т. е. наибольшее отклонение колеблющейся точки от положения равновесия;
- колебательная скорость, т.е. максимальное значение скорости точки;
- колебательное ускорение, т.е. максимальное значение ускорения точки;
- период колебаний;
- частота колебаний.
Причины возникновения: при длительном контакте с источниками вибрации (машины, оборудование, инструмент) в костно-мышечной системе развивается ряд патологических изменений, которые медики классифицируют как «вибрационная болезнь». Она проявляется парестезиями (нарушение чувствительности в руках, ногах, других частях тела), болями и припухлостями пораженных суставов и другими симптомами.
4.3 Организационные и технические мероприятия по созданию безопасных условий труда
4.3.1 Методы борьбы с шумом
Существует несколько методов снижения уровня шума на производстве: уменьшение шума в источнике; изменение направленности излучения; рациональная планировка предприятий и цехов; акустическая обработка помещений; уменьшение шума на пути его распространения.
Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной.
Шум возникает вследствие упругих колебаний как машины в, целом,
так и отдельных ее деталей. Причины возникновения этих колебаний механические, аэродинамические, гидродинамические и электрические явления, определяемые конструкцией и характером работы машины, а также неточностями, допущенными при ее изготовлении, и, наконец, условиями эксплуатации. В связи с этим различают шумы механического, аэродинамического, гидродинамического и электромагнитного происхождения.
Факторы, вызывающие шумы механического происхождения, следующие: инерционные возмущающие силы, возникающие из-за движения деталей механизма с переменными ускорениями; соударение деталей в сочленениях вследствие неизбежных зазоров; трение в сочленениях деталей механизмов; ударные процессы (ковка, штамповка) и т. д.
Основными источниками шума, происхождение которого не связано непосредственно с технологическими операциями, выполняемыми машиной, являются прежде всего подшипники качения и зубчатые передачи, а также неуравновешенные вращающиеся части машины.
Шум зубчатых передач возрастает с увеличением частоты вращения колес и нагрузки.
Изменение направленности излучения шума. В ряде случаев величина показателя направленности G достигает 10—15 дБ, что необходимо учитывать при проектировании установок с направленным излучением, соответствующим образом ориентируя эти установки по отношению к рабочим местам.
Рациональная планировка предприятий и цехов. Шум на рабочем месте может быть уменьшен увеличением площади S, что достигается увеличением расстояния от источника шума до расчетной точки.
При планировке предприятия наиболее шумные цехи должны быть сконцентрированы в одном-двух местах. Расстояние между шумными цехами и тихими помещениями (заводоуправление, конструкторское бюро и т. п.) должно обеспечивать необходимое снижение шума. Если предприятие расположено в черте города, то шумные цехи должны находиться в глубине предприятия, по возможности дальше от жилых домов.
Внутри здания тихие помещения необходимо располагать вдали от шумных так, чтобы их разделяло несколько других помещений или ограждение с хорошей звукоизоляцией.
Акустическая обработка помещений. Интенсивность шума в помещениях зависит не только от прямого, но и от отраженного звука. Поэтому если нет возможности уменьшить прямой звук, то для снижения шума нужно уменьшить энергию отраженных волн. Это можно достичь, увеличив эквивалентную площадь звукопоглощения помещения путем размещения на его внутренних поверхностях звукопоглощающих облицовок, а также установки в помещении штучных звукопоглощателей. Это мероприятие называется акустической обработкой помещения.
Свойствами поглощения звука обладают все строительные материалы. Однако звукопоглощающими материалами и конструкциями принято называть лишь те, у которых коэффициент звукопоглощения па средних частотах больше 0,2. Наиболее часто в качестве звукопоглощающей облицовки применяют конструкции в виде слоя однородного пористого материала определенной толщины, укрепленного непосредственно па поверхности ограждения либо с отнесением от него на некоторое расстояние.
Звукоизолирующие кожухи, экраны, кабины. Звукоизолирующими кожухами закрывают наиболее шумные машины и механизмы, локализуя таким образом источник шума. Кожухи изготовляют обычно из дерева, металла или пластмассы. Внутреннюю поверхность стенок кожуха обязательно облицовывают звукопоглощающим материалом. С наружной стороны на кожух иногда наносят слой вибродемпфирующего материала. Кожух должен плотно закрывать источник шума.
Эффективное снижение шума обеспечивают сотовые глушители, хотя применение их в ряде случаев затруднительно из-за относительно высокого гидравлического сопротивления и невозможности осуществления проходного канала.
Глушители шума реактивного типа, работающие по принципу фильтров, применяют для снижения шума с резко выраженными дискретными составляющими, а также для снижения шума в узких частотных полосах.
4.3.2 Мероприятия, предназначенные для обеспечения требуемого состояния воздуха рабочей зоны:
- механизация и автоматизация производственных процессов, дистанционное управление ими. Эти мероприятия имеют большое значение для защиты от воздействия вредных веществ, теплового излучения особенно при выполнении тяжелых работ. Автоматизация процессов, сопровождающихся выделением вредных веществ, не только повышает производительность, но и улучшает условия труда, поскольку рабочие выводятся из опасной зоны.
- применение технологических процессов и оборудования, исключающих образование вредных веществ или попадание их в рабочую зону.
При проектировании новых технологических процессов и оборудования необходимо добиваться исключения или резкого уменьшения выделения вредных веществ в воздух производственных помещений. Этого можно достичь, например, заменой токсичных веществ нетоксичными, переходом с твердого и жидкого топлива на газообразное, электрический высокочастотный нагрев; применением пылеподавления водой (увлажнение, мокрый помол) при измельчении и транспортировке материалов и т. д.
Большое значение для оздоровления воздушной среды имеет надежная герметизация оборудования, в котором находятся вредные вещества, в частности, нагревательных печей, газопроводов, насосов, компрессоров, конвейеров и т. д. Через неплотности в соединениях, а также вследствие газопроницаемости материалов происходит истечение находящихся под давлением газов. Количество вытекающего газа зависит от его физических свойств, площади неплотностей и разницы давлений снаружи и внутри оборудования.
- защита от источников тепловых излучений. Это важно для снижения температуры воздуха в помещении и теплового облучения работающих.
- устройство вентиляции и отопления, что имеет большое значение для оздоровления воздушной среды в производственных помещениях. Задачей вентиляции является обеспечение чистоты воздуха и заданных метеорологических условий в производственных помещениях. Вентиляция достигается удалением загрязненного или нагретого воздуха из помещения и подачей в него свежего воздуха. Воздухообмен в помещении можно значительно сократить, если улавливать вредные вещества в местах их выделения, не допуская распространения по помещению. С этой целью технологическое оборудование, являющееся источником выделения вредных веществ, снабжают специальными устройствами, от которых производится отсос загрязненного воздуха. Такая вентиляция называется местной, вытяжной. На производстве часто устраивают комбинированные системы вентиляции (общую с местной, общую с аварийной и т.п.)
- применение средств индивидуальной защиты. Приточные и вытяжные системы в помещении должны быть правильно размещены. Свежий воздух необходимо подавать в те части помещения, где количество вредных выделений минимально (или их нет вообще), удалять, где выделения максимальны.
Приток воздуха должен производиться, как правило, в рабочую зону, а вытяжка — из верхней зоны помещения. В ряде случаев (при удалении вредных паров и газов с плотностью большей, чем у воздуха) вытяжку можно производить из нижней зоны.
Система вентиляции не должна вызывать переохлаждения или перегрева работающих и создавать шум на рабочих местах, превышающий предельно допустимые уровни. Система вентиляции должна быть электро- пожаро- и взрывобезопасна, проста по устройству, надежна в эксплуатации и эффективна.
4.3.3 Профилактика вибрационной болезни
Важнейшими профилактическими средствами против вибрационной болезни являются:
1. Строгое соблюдение организационно-технических рекомендаций:
- уменьшение времени воздействия вибрации на работающего;
- организация перерывов в работе для проведения физкультурных упражнений (снятие мышечного утомления);
- смена рабочего места в течение рабочего дня;
- усиление контроля за техническим состоянием и правильным использованием виброгасящих устройств;
- использование индивидуальных средств защиты (рукавицы и т.д.);
- уменьшение вибрации в источнике ее образования.
2. Неспецифические рекомендации по профилактике патологии костно-мышечной системы:
- бег трусцой (2-3 раза в неделю по 5-7 км);
- плавание;
- ходьба (не менее 8-10 км в день).
3. Медицинские мероприятия по профилактике патологии костно-мышечной системы:
- поливитамины;
- отвары трав;
- препараты кальция;
- массаж;
- мануальная терапия;
- физиопроцедуры;
- лечебная физкультура;
- лечебные бандажи.
Соблюдение перечисленных мероприятий позволит рабочим предохранить себя от «вибрационной болезни».
4.4 Инженерные расчеты
4.4.1 Расчет вентиляции
Необходимо определить требуемый воздухообмен и его кратность для вентиляционной системы цеха завода
Цех имеет длину А
=40 м;
ширину В
=30 м;
высоту Н
р
= 6 м.
В воздушную среду цеха выделяется пыль в количестве  гр/час. гр/час.
Для данного вида пыли ПДК
= 4 мг/м3
.
Концентрация пыли в рабочей зоне
 (мг/м3
). (мг/м3
).
В приточном воздухе концентрация пыли
 (мг/м3
). (мг/м3
).
Концентрация пыли в удаляемом из цеха воздухе ровна концентрации в рабочей зоне
 (мг/м3
). (мг/м3
).
Пыль равномерно распределена по цеху.
Количество воздуха, забираемого из рабочей зоны вытяжными установками
 (м3
). (м3
).
Определяются объемы цеха по формуле
 ; (4.1) ; (4.1)
 (м3
). (м3
).
Определяется требуемый воздухообмен по формуле
 ; (4.2) ; (4.2)
 (м3
/ч). (м3
/ч).
Рассчитывается кратность воздухообмена
 ; (4.3) ; (4.3)
 (1/ч). (1/ч).
4.4.2 Расчет искусственного освещения
Цех размером имеет размеры
длина А
=40 м;
ширина В
=30 м;
высота от пола до ламп Н
р
= 4 м.
Требуется создать освещенность  Лк (СниП 23-05-95). Лк (СниП 23-05-95).
Коэффициент отражения потолка  , стен , стен  . .
Для освещения используются люминесцентные лампы типа ЛБ мощностью 40 Вт и потоком Ф
л
= 3000 Лм.
Находится индекс помещения по формуле
 ; (4.4) ; (4.4)
 . .
В зависимости от i
определяется коэффициент использования светового потока  ([4], табл.18). ([4], табл.18).
Выбирается коэффициент запаса 
Выбирается коэффициент неравномерности освещения  . .
Светильники размещаются в 2 ряда в зависимости от ламп и размера помещения, N
р
=2.
Определяется необходимый световой поток ламп в каждом ряду
 ; (4.5) ; (4.5)
 (Лм). (Лм).
В каждом светильнике устанавливаются по 2 лампы.
Определяется необходимое число светильников в каждом ряду по формуле
 ; (4.6) ; (4.6)
 (шт). (шт).
Принимаем N
C
= 96 шт.
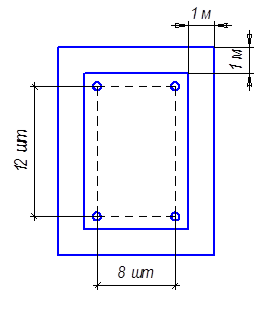
Рис.4.1 Схема размещения светильников в цехе
4.4.3 Расчет искусственного заземления
Необходимо заземлить оборудование, имеющее напряжение менее 1000 Вольт. Из правил эксплуатации электрооборудования определяется нормированное сопротивление заземляющего устройства по формуле
 (Ом). (Ом).
Выбирается тип заземляющего устройства: выносное заземление, расположенное в ряд.
Выбираются заземлители: трубы, l
=3 м, d
= 50 мм, глубина заложения t
= 0,8 м.
Выбирается вид грунта: суглинок.
Удельное сопротивление грунта  Ом Ом . .
Повышающий климатический коэффициент зоны:  . .
Расчетное удельное сопротивление суглинка определяется по формуле
 ; (4.7) ; (4.7)
 ( ( ). ).
Определяется сопротивление одиночного заземлителя (трубы)
 ; (4.8) ; (4.8)
 (Ом). (Ом).
Определяется ориентировочное количество заземлителей
 ; (4.9) ; (4.9)
 (шт). (шт).
Определяется коэффициент использования одиночного заземлителя ([4], табл. 27): n
од
=0,53.
Определяется точное число заземлителей
 ; (4.10) ; (4.10)
 (шт). (шт).
Для соединения между собой одиночных заземлителей используется стальная полоса шириной b
= 50 мм, толщиной с
= 10 мм.
Расстояние между двумя заземлителями принимается равным их длине.
Определяется общая длина полосы по формуле
 ; (4.11) ; (4.11)
 (м). (м).
Определяется сопротивление полосы
 ; (4.12) ; (4.12)
 1,05 (Ом). 1,05 (Ом).
Определяется коэффициент использования полосы  . .
Определяется окончательное сопротивление полосы
 ; (4.13) ; (4.13)
 (Ом). (Ом).
Определяется сопротивление всего заземления
 ; (4.14) ; (4.14)
 (Ом). (Ом).
Расчет сделан верно, так как (R
з
= 2,93) < 4 (Ом).
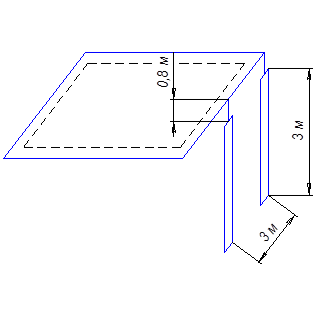
Рис. 4.2 Схема расположения заземления
4.5 Антропогенное воздействие на окружающую среду и мероприятия по экологической безопасности
Санитарное благоустройство машиностроительных заводов и надлежащее их содержание являются важнейшими мероприятиями в борьбе с производственным вредом. Они предусматривают защиту населения от газов, пыли копоти, шума и вредного воздействия сточных вод.
Санитарно-защитной зоной считается территория между производственными помещениями, складами или установками, выделяющими производственные вредности, и жилыми, лечебно-профилактическими стационарного типа и культурно-бытового назначения,
зданиями жилого района. Ширину санитарно-защитной зоны устанавливают для предприятий I-V классов соответственно равной 1000, 500, 300, 100 и 50 м. Для предприятий, не имеющих производственных вредностей, защитную зону не устанавливают. В санитарно-защитной зоне можно располагать пожарные депо, бани, прачечные, помещения охраны, гаражи, склады, административно-служебные здания, столе амбулатории и т. д. Территории санитарно-защитной зоны должны быть благоустроены и озеленены.
В зависимости от состава и количества выделяемых производственных вредностей и условий технологического процесса производства промышленные предприятия делятся в соответствии с санитарными нормами СИ 245-71 на пять классов по видам производств.
Класс предприятия определяет защитные мероприятия, которые необходимо учитывать при его строительстве и эксплуатации.
Предприятия, выделяющие производственные вредности (дым, пыль, газ, неприятные запахи), необходимо располагать по отношению к ближайшему жилому району с подветренной стороны для господствующих ветров и отделять от них санитарно-защитными зонами. Господствующее направление ветров принимают по средней розе ветров теплого периода года на основе многолетних наблюдений.
Для спуска производственных и хозяйственных вод предусматривают канализационные устройства. Канализация состоит из внутренних канализационных устройств, расположенных в здании, наружной канализационной сети (подземных труб, каналов, смотровых колодцев); насосных станций, напорных и самотечных коллекторов, сооружений для очистки, обезвреживания и утилизации сточных вод; устройства их выпуска в водоем.
Все сточные воды предприятия должны подвергаться очистке от вредных веществ перед сбросом в водоем: Для выполнения этих требований применяют механические, химические, биологические; а также комбинированные методы очистки. Состав очистных сооружений выбирают в зависимости от характеристики и количества поступающих на очистку сточных вод, требуемой степени их очистки, метода использования их осадка и от других местных условий.
4.6 Безопасность аварийных и чрезвычайных ситуаций
Предприятия располагают преимущественно за чертой населенных пунктов и лишь в исключительных случаях на территории населенных пунктов в специально выделенных промышленных районах.
Площадка промышленного предприятия должна быть расположена па ровном, возвышенном месте с небольшим уклоном, обеспечивающим отвод поверхностных вод с низким уровнем подпочвенных вод. Обеспечение стока дождевых, талых, а также грунтовых вод имеет большое значение для благоустройства территории предприятия и снижения уровня подпочвенных вод. Уровень грунтовых вод должен быть ниже глубины устройства подвалов, туннелей и т. п. Высокий уровень подпочвенных вод недопустим, так как на предприятиях имеются подземные сооружения - туннели для электрических кабелей, трубопроводы, устройства для удаления стружки, и др., проникновение в которые грунтовых вод может быть причиной аварии.
Ровная поверхность территории предприятия обеспечивает удобство и повышает безопасность движения людей и транспортных средств. Площадка, намеченная для строительства промышленного предприятия, должна удовлетворять санитарным требованиям в отношении прямого солнечного облучения, естественного проветривания и располагаться как можно ближе к энергетическим коммуникациям (газопроводу, электролинии и др.).
Причиной аварии может быть неправильная эксплуатация установок, обусловленная не дисциплинированностью персонала и администрации предприятия или вызванная отсутствием достаточного количества контрольных приборов.
Контрольные приборы дают возможность вести наблюдение за происходящими процессами и предупреждать неполадки и аварии.
Пожары на предприятиях представляют огромную опасность для работающих и причиняют большой материальный ущерб.
Пожарная безопасность обеспечивается мерами пожарной профилактики и активной пожарной защиты.
Применение автоматических средств обнаружения пожаров – одно из условий обеспечения пожарной безопасности, так как позволяет оповестить дежурный персонал о пожаре и месте его возникновения.
Аппараты пожаротушения подразделяют на передвижные (пожарные автомобили), стационарные установки и огнетушители (ручные до 10 л. и стационарные или передвижные объемом свыше 25 л.).
В цехах используются углекислотные и порошковые огнетушители. Они предназначены для тушения возгораний различных материалов и установок под напряжением до 1000 В. Марки огнетушителей: ОУ-2А; ОУ-5; ОУ-8; ПХ; МГС.
При возникновении пожара люди должны покинуть здание в течении минимального времени, которое определяется кратчайшим расстоянием от места их нахождения до выхода наружу.
Ширина участков путей эвакуации должна быть не менее 1м, а дверей на путях эвакуации не менее 0,8 м. Ширина наружных дверей лестничных клеток должна быть не менее ширины марша лестницы, высота прохода на путях эвакуации - не менее 2 м.
Разрабатываются мероприятия по предупреждению и ликвидации последствий аварий и стихийных бедствий. Разрабатывается комплекс организационных инженерно-технических и других мероприятий, проводимых как заблаговременно, так и в ходе спасательных работ.
Необходимо выявить производственные объекты, расположенные вблизи жилой зоны, аварии на которых могут привести к большим разрушениям, поражению людей и заражению территорий.
Для объектов необходимо разработать характерные аварии и установить масштабы последствий.
План ликвидации аварии должен включать вопросы оповещения, описание очага поражения, мероприятия по спасению и эвакуации людей и проведение аварийных работ. Результат: снижают травматизм, повышают производительность, уменьшаются выбросы.
Вывод
Предложенные в дипломном проекте способы защиты от вредных производственных факторов позволяют снизить уровень профессиональных заболеваний, улучшить воздух рабочей зоны, снизить травмоопасность, также позволяют улучшить состояние экологической среды, рабочего места и всего предприятия в целом.
Соблюдение правил пожарной безопасности и применение огнетушителей позволяет снизить уровень возникновения пожаров, а при возникновении его быстро ликвидировать.
Заключение
В результате совершенствования операции подготовки прутков круглого сечения к обработке на станках-автоматах, был разработан станок для обработки фасок, что привело к существенному увеличению срока службы цанговых патронов на токарных автоматах.
Ожидаемый годовой экономический эффект составил 427728 рублей, срок окупаемости – 2,8 года.
Литература
1. Косилова А.Г., Мещеряков Р.К. Справочник технолога-машиностроителя. В 2-х т. Т.1- М.: Машиностроение, 1985.- 656 с., ил.
2. Косилова А.Г., Мещеряков Р.К. Справочник технолога-машиностроителя. В 2-х т. Т.2 – М.: Машиностроение, 1985. - 496 с., ил.
3 Горина Л.Н. Обеспечение безопасности условий труда на производстве. – Учебное пособие. – Тольятти: ТолПИ, 2000. – 68 с.
4. Резников А.Н. Режущий инструмент для изготовления сложных поверхностей и инструментальное обеспечение автоматизированного производства. Конспект лекций. Тольятти: ТолПИ, 1991. – 218 с.
5. Расчет двухопорных валов на ПЭВМ с учетом деформации опор. Методические указания к курсовому и дипломному проектированию. Сост. Гомельский М. В.-ТолПИ, 2000.
6. Перель Л.Я. Подшипники качения. Расчет, проектирование и обслуживание опор. М.: Машиностроение, 1983. – 543 с.
7. Решетов Д.Н. Детали машин. Учебное пособие для вузов. Изд. 3-е, испр. и перераб. М., “Машиностроение”, 1975. – 520 с.
8. ГОСТ 18097-88 “Концы фланцевые шпинделей токарных, револьверных и карусельных станков”.
9. Охрана труда в машиностроении: Учебник для машиностроительных вузов/ Под ред. Е.Я. Юдина, С.В. Белова – М.: Машиностроение, 1983 – 432 с.
10. Станочные приспособления: Справочник. Т.1/ под. ред. Б.Н. Вардашкина, А.А. Шатилова – М.: Машиностроение, 1984 – 592с.
11. Справочник инструментальщика / И.А. Ординарцев и др. – Л.: Машиностроение, 1987 – 846с.
12. Специальные металлорежущие станки общемашиностроительного применения: Справочник/ В.Б.Дьячков, Н.Ф. Кабатов, М. У. Носинов. – М.: Машиностроение. 1983. – 288 с.
13. Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: Справочник. – М.: Машиностроение, 1990. – 512с.
14. Марочник сталей и сплавов/ В.Г. Сорокин, А.В. Волосникова, С.А. Вяткин и др.; Под общ. ред. В.Г. Сорокина. – М.: Машиностроение, 1989. – 640с.
15. Средства автоматизации загрузки и разгрузки деталей робототехнического комплекса для токарной обработки: Метод. указания/ Сост. Царев А.М. – Тольятти: ТолПИ, 1991.
16. Проектирование и разработка промышленных роботов/ С.С. Аншин, А.В. Бабич, А.Г. Баранов и др.; Под общ. ред. Я.А. Шифрина, П.Н. Белянина. – М.: Машиностроение, 1989. – 272с.: ил.
17. Алфавитно – предметный указатель к МКИ
18. Международная классификация изобретений: раздел В
19. Универсальная десятичная классификация: машиностроение.
|
