Системы цифрового управления гибкимипроизводственными системами (ГПС)
Прямое цифровое управление
Систему прямого цифрового управления (ПЦУ) можно определить как такую производственную систему, в которой какое-то количество станков управляются в реальном времени ЭВМ, напрямую связанной с ними. В системах ПЦУ нет устройств считывания с перфоленты, что позволяет избавиться от наименее надежного компонента. Управляющая программа обработки детали непосредственно передается станку из памяти ЭВМ. Одну ЭВМ можно использовать для управления более чем 100 отдельными станками. ЭВМ системы ПЦУ предназначена для выдачи команд каждому станку по требованию. ПЦУ предусматривает также сбор и обработку данных, поступающих от станка обратно к ЭВМ.
Составные части системы ПЦУ
На рис. 1 представлена конфигурация типичной системы ПЦУ. В состав системы прямого цифрового управления входят четыре основных компонента:
1. Центральная ЭВМ.
2. Запоминающее устройство большой емкости, где хранятся управляющие программы обработки деталей на станках с ЧПУ.
3. Каналы дистанционной связи.
4. Станки
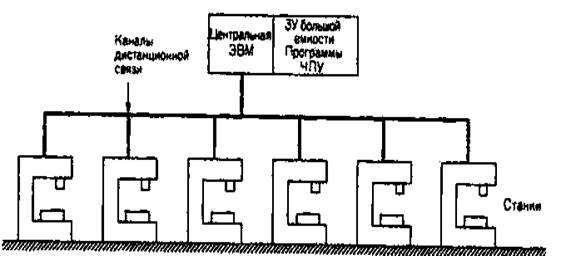
Рис. 1 - Общая конфигурация системы прямого цифрового управления (ПЦУ).
ЭВМ вызывает управляющие команды программ обработки деталей из запоминающего устройства большой емкости и по мере необходимости посылает их отдельным станкам, а также получает от них обратно нужные данные. Происходит двусторонний обмен информацией в реальном времени. Это означает, что запрос каждым станком новых управляющих команд должен быть удовлетворен почти мгновенно. Аналогично ЭВМ всегда должна быть готова принять информацию от станков и выдать соответствующий ответ. Замечательным свойством систем ПЦУ является тот факт, что ЭВМ обслуживает большое число отдельных станков, причем все в реальном времени. Существуют две альтернативные конфигурации систем, с помощью которых устанавливается связь между управляющей ЭВМ и станком. Одна из них получила название «система без считывателя перфоленты», а в другой конфигурации используется специализированное устройство управления станком.
Система без считывателя перфоленты
. В этой конфигурации ЭВМ связана непосредственно со стандартным блоком ЧПУ. Замена устройства считывания перфоленты на каналы дистанционной связи с ЭВМ системы ПЦУ объясняет название этой конфигурации (behind the tape reader). Линия связи с ЭВМ проложена здесь как бы «позади» считывателя перфоленты: между ним и устройством управления станком.
Реклама

За исключением источника управляющих команд, работа такой системы очень похожа на работу обычной СЧПУ. В управляющем устройстве имеются два буфера временной памяти для получения блоков управляющих команд из ЭВМ системы ПЦУ и преобразования их в действия станка. Пока один буфер принимает блок данных, второй посылает управляющие команды станку.
Специализированное устройство управления станком
. Второй подход к реализации ПЦУ состоит в том, чтобы вообще убрать стандартное устройство ЧПУ и заменить его специализированным устройством управления станком (УУС). Специализированное УУС обычно предназначается для обеспечения более эффективной связи между станком и ЭВМ. Одной из задач, где эффективность канала связи важна, является круговая интерполяция траектории режущего инструмента. Конфигурация со специализированным УУС позволяет достичь более удачного компромисса между точностью интерполяции и высокой скоростью резания металла, чем это обычно возможно при использовании системы без считывателя перфоленты.
Специализированное УУС является гибкопрограммируемым, тогда как обычные устройства ЧПУ строятся на «жестко запаянной» аппаратуре. Преимуществом программируемых систем является гибкость: в них функции управления можно сравнительно легко изменить для внесения усовершенствований. Внести изменения в стандартное устройство ЧПУ намного труднее, так как необходимо заново монтировать аппаратуру.
Основными функциями ПЦУ являются
следующие:
1.ЧПУ без перфоленты.
2.Хранение управляющих программ обработки деталей.
3.Сбор, обработка и представление данных.
4.Обеспечение связей.
Хранение управляющих программ обработки деталей.
Подсистема хранения программ должна иметь такую структуру, чтобы удовлетворялось несколько требований. Во-первых, необходимо, чтобы программы были доступны для пересылки их к станкам с ЧПУ. Во-вторых, подсистема должна допускать загрузку новых, удаление старых и редактирование существующих программ по мере необходимости. В-третьих, программное обеспечение системы ПЦУ должно выполнять функции программы-постпроцессора. Управляющие программы обработки деталей в системе ПЦУ, как правило, хранятся в виде массива последовательных положений режущего инструмента CLFILE. Этот массив CLFILE должен затем преобразовываться в набор команд для конкретного станка. Такое преобразование осуществляется программой-постпроцессором. В-четвертых, структура подсистемы хранения должна давать возможность выполнения определенных функций управления и обработки информации, таких, как обеспечение безопасности хранящихся массивов, выдачу программ на дисплей, манипулирование данными и т. п.
Реклама

Сбор, обработка и представление данных
. Эта функция ПЦУ относится к каналу обратной связи, обеспечивающей передачу данных от станка в центральную ЭВМ. Процесс ПЦУ предусматривает двусторонний обмен информацией. Обеспечение связей.
Для реализации трех перечисленных функций требуется коммуникационная сеть. Обеспечение связи между различными подсистемами - центральная функция при работе любой системы ПЦУ. Для прямого цифрового управления существенны каналы связи между следующими компонентами:
· Центральной ЭВМ и станками.
· Центральной ЭВМ и терминалами технологов-программистов.
· Центральной ЭВМ и запоминающими устройствами большой емкости, где хранятся управляющие программы обработки деталей.
Кроме того, при желании можно организовать связь между системой ПЦУ и любой из следующих дополнительных систем:
· САПР.
· Цеховой системой управления.
· Информационной системой предприятия.
· Диагностической системой дистанционного контроля и технического обслуживания.
· Другими автоматизированными системами.
Эти типы связей становятся все более распространенными по мере развития технологии ПЦУ в направлении создания комплексно автоматизированных промышленных предприятий будущего.
Преимущества ПЦУ
1.Исключение перфоленты и считывающих устройств.
2.Повышенные вычислительные возможности и гибкость.
3.Удобное хранение управляющих программ обработки деталей в виде машинных файлов.
4.Хранение программ в виде массивов данных о последовательных положениях режущего инструмента.
5.Выдача сообщений о ходе производственного процесса.
6.Создание основ для перехода к автоматизированным предприятиям будущего.
4 Системы механической обработки с адаптивным управлением
.
Метод механической обработки с адаптивным управлением (АУ) был разработан в результате исследований, проведенных в начале 1960-х годов под эгидой ВВС США в научно-исследовательской лаборатории компании Bendix. Первые системы АУ базировались на аналоговых управляющих устройствах, что соответствовало состоянию технологии того времени. Современные системы адаптивного управления используют микропроцессоры и обычно составляют единое целое с существующими системами МЧПУ.
Термин адаптивное управление в случае операций обработки деталей на станках относится к такой системе, в которой производится измерение определенных выходных переменных процесса, с тем чтобы результаты этих измерений использовать для управления скоростями резания и (или) подачи. В системах механической обработки с адаптивным управлением использовались, например, такие переменные, как биения шпинделя, сила, момент, температура резания, амплитуда вибраций, затрачиваемая мощность и др. Иными словами, почти все параметры процесса резания металла, которые поддаются измерению, пытались использовать в экспериментальных системах АУ. Одной из основных причин применения числового программного управления (включая системы ПЦУ и МЧПУ) является тот факт, что оно уменьшает непроизводительные затраты времени на операциях обработки. Адаптивное управление целесообразно применять не для всех процессов механической обработки. Можно воспользоваться следующими характеристиками для выявления тех ситуаций, когда АУ применять выгодно: время собственно процесса обработки занимает значительную долю общего производственного цикла. Правило: адаптивное управление оправданно, если режущий инструмент соприкасается с деталью более 40% времени ее нахождения на станке. Имеются факторы, существенно влияющие на условия работы станка, которые могут быть компенсированы применением адаптивного управления. Фактически АУ приспосабливает скорости подачи и (или) резания к меняющимся условиям. Стоимость работы станка высока. Высокая стоимость работы обусловливается главным образом большими капиталовложениями в оборудование.
Два принципа адаптивного управления
Можно выделить два различных подхода к разработке систем механической обработки с адаптивным управлением:
1. Адаптивное управление с оптимизацией.
2. Адаптивное управление с ограничениями.
Адаптивное управление с оптимизацией
. При такой форме АУ для системы задают критерий качества, который служит показателем эффективности всего процесса в целом (например, производительность, затраты на единицу объема удаленного металла). Цель устройства адаптивного управления состоит в оптимизации этого критерия качества путем изменений скоростей резания и (или) подачи в процессе работы.
Адаптивное управление с ограничениями
. В производственных системах АУ накладывают ограничения на определенные измеряемые переменные, характеризующие процесс обработки; тем самым устанавливаются пределы их изменений. В соответствии с этим, такие системы носят название систем АУ с ограничениями. Цель этих систем состоит в такой подстройке скоростей подачи и (или) резания, чтобы значения измеряемых переменных процесса удерживались не выше уровня заданных ограничений.
Преимущества механической обработки с адаптивным управлением
Пользователь станка с АУ получает ряд потенциальных преимуществ. Они зависят от конкретных производственных задач. Адаптивное управление успешно применялось при таких операциях, как фрезерование, сверление, нарезание резьбы, шлифовка и расточка. Оно также применялось и при токарной обработке, но с ограниченным успехом.
Преимущества, приобретаемые в результате применения адаптивного управления.
1.Повышение производительности.
2.Увеличение срока службы инструмента.
3.Повышенная защищенность деталей.
4.Менее частые вмешательства оператора.
5.Облегчение программирования операций обработки деталей.
Список литературы
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», 2004. – 304 с.
2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. – 592 с.
3. Роботизированные технологические комплексы / Г.И. Костюк, О.О. Баранов, И.Г. Левченко, В.А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214с.
4. Н.П. Меткин, М.С. Лапин, С.А. Клейменов, В.М. Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
5. Гибкие робототехнические системы / А.П. Гавриш, Л.С. Ямпольский, - Киев, Головное издательство издательского объединения “Вища школа”, 1989. - 408с.
6. Широков А.Г. Склады в ГПС. – М.: Машиностроение, 1988. – 216с.
7. Проектирование металлорежущих станков и станочных систем: Справочник-учебник в 3-х т. Т. 3: Проектирование станочных систем /Под общей ред. А.С. Проникова - М.: Изд-во МГТУ им. Н.Э. Баумана; Изд-во МГТУ «Станкин», 2000. - 584 с.
8. Иванов Ю.В., Лакота Н.А. Гибкая автоматизация производства производства РЭА с применением микропроцессоров и роботов: Учеб. пособие для вузов. – М.: Радио и связь, 1987. – 464 с.
9. Промышленные роботы: Конструкция, управление, эксплуатация. / Костюк В.И., Гавриш А.П., Ямпольский Л.С., Карлов А.Г. – К.: Высш.шк., 1985. – 359 с.
10. Гибкие производственные комплексы /под.ред. П.Н. Белянина. – М.: Машиностроение, 1984. – 384с.
|
