КОНТРОЛЬНАЯ РАБОТА
по курсу: «СИСТЕМЫ ТЕХНОЛОГИЙ»
Алчевск, 2009
СОДЕРЖАНИЕ
1 Назначение и свойства буровзрывных работ
2 Классификация и особенности способов погружения свай
3 Общие вопросы сталеплавильного производства
4 Припуски на механическую обработку
Задачи
1 Назначение и свойства буровзрывных работ
Буровзрывные работы являются основным видом работ, применяемых для разрушения крепких полезных ископаемых и пустых пород, как при подземном, так и при открытом способе добычи.
В зависимости от поставленных задач к взрывным работам предъявляют следующие требования: отрыв от массива породы или полезного ископаемого; раздробление оторванной от массива части на куски определенной крупности, удобные для погрузки и транспортирования в соответствии с принятыми средствами механизации; отброс отбитой породы в места, удобные для погрузки; оконтуривание (придание заданной формы) сечения горных выработок при их проведении и пр.
На шахтах взрывные работы осуществляются в основном шпуровым способом; при котором в забое пробуриваются скважины небольшой глубины (до 3—4 м) и небольшого диаметра (32—75 мм), называемые шпурами. В шпурах помещают заряды взрывчатого вещества (ВВ) и взрывают их.
Часть шпура между его устьем и зарядом заполняется каким-либо инертным материалом, не воспламеняющимся от высокой температуры, развивающейся при взрыве (например, глиной, смешанной с песком). Процесс заполнения свободной от заряда части шпура инертным материалом носит название забойки, а материал, служащий для этого,— забоечного материала.
При взрыве заряда вследствие чрезвычайно быстрого химического (взрывчатого) превращения вещества выделяется энергия и образуются сжатые газы, способные производить механическую работу по отрыванию кусков породы от общего массива и ее дроблению.
Технологию взрывных работ шпуровым методом можно разбить на три последовательные операции: бурение шпуров, заряжание их и взрывание зарядов. Наилучший результат при взрывных работах может быть достигнут в тех случаях, когда глубина шпуров, их число, расположение и величина заряда в отдельных шпурах выбраны правильно, а заряжание и взрывание проведено в соответствии с правилами ведения взрывных работ. Поэтому взрывные работы в каждом отдельном случае производятся по специальному проекту, носящему название паспорта буровзрывных работ.
Реклама

На шахтах, добывающих руду, и при открытых работах, кроме шпурового способа, применяют также взрывание зарядов в глубоких скважинах и минных камерах. Глубокие скважины начинают внедрять также при разработке мощных угольных пластов.
2 Классификация и особенности способов погружения свай
сваи применяют для передачи нагрузки от возводимых зданий или сооружений нижележащим слоям грунта или для уплотнения грунта и увеличения его несущей способности как основания. Различают сваи, погружаемые в готовом виде и набивные (бетонные и грунтовые).
Применяют сваи деревянные, бетонные, железобетонные, стальные, грунтовые и комбинированные.
Для производства свайных работ в современных условиях строительства широко используют различные строительные машины и краны, молоты и сваевыдергиватели, вибропогружатели, компрессоры, лебедки, домкраты, наголовники и т. д.
Забивка свай осуществляется с помощью копровых установок (копров), смонтированных на различном ходовом оборудовании: колесных тележках, спецшасси с пневмоколесным ходом, самоходных кранах и экскаваторах и другое. Рабочим оборудованием являются свайные молоты. Свайный молот со свайным наголовником навешивается на мачту копра. Применяются вертикальные, наклонные и универсальные копры. Технологический процесс погружения свай забивкой состоит из следующих операций: установки копра; подтаскивания сваи к копру; подъема и установки сваи на место погружения под молот; наведения, ориентирования и погружения сваи ударами молота; перехода копра или перемещения оборудования к очередному месту погружения свай.
Технологический процесс безотходной забивки свай осуществляется в такой технологической последовательности:
- с помощью вспомогательной лебедки в отверстие разрывного устройства устанавливают сваю, лебедкой опускают на верхнюю её часть наголовник с молотом и начинают погружать сваю. После погружения модульная часть сваи наращивается следующей сваей. Состыкованные сваи погружают в грунт до необходимой отметки;
- недогруженная часть сваи зажимается двумя поясами разрывного устройства и отрывается;
- оторванная часть сваи, находящаяся в верхнем поясе разрывного устройства, ориентируется на ось забивки следующей сваи перемещением копра или манипулированием мачтой;
Реклама

- молотом сваю погружают в грунт и процесс повторяется.
Вибропогружение свай производится с помощью вибропогружателей с электроприводом. При вибрации сцепление частиц грунта и трение сваи о грунт уменьшаются и свая под действием собственного веса вибропогружателя погружается в грунт.
Безударное погружение готовых свай осуществляется тремя способами: завинчиванием, вдавливанием и гидроподмывом.
Винтовые сваи наиболее часто используются для устройства фундаментов радиомачт и опор ЛЭП в качестве анкеров, т. е. в тех случаях, когда имеют место выдергивающие нагрузки. Винтовые сваи погружают в грунт завинчиванием с помощью кабестанов или специальных установок.
Статическое вдавливание свай осуществляется вдавливающим агрегатом на базе двух тракторов или системой гидравлических домкратов. Вибровдавливание производится за счет веса сваи, вибропогружателя и трактора, на котором смонтирована установка.
Суть погружения свай способом гидроподмыва заключается в том, что под действием воды, направленной под напором к острию сваи из одной или нескольких труб, лобовое сопротивление грунта снижается.
3 Общие вопросы сталеплавильного производства
Сталью называют деформируемый (ковкий) сплав железа с углеродом и другими примесями. Содержание углерода в стали обычно не превышает 1,3 %. Получение железа в чистом виде представляет собой трудоемкий идорогостоящий процесс. Механические свойства, в частности прочность, чистого железа ниже свойств сплавов железа. В чистом виде железо — материал дорогой, его используют для специальных целей. Обычно в технике и в быту используют сталь.
Годовое производство стали, приходящееся на душу населения, в странах с развитой промышленностью составляет 400—600 кг и более.
Железо в глубокой древности люди получали в примитивных горнах, в которые загружали железную руду и древесный уголь. В процессе развития металлургии возник двухстадийный процесс производства стали. Такой процесс (вначале выплавка чугуна, а затем получение из чугуна низкоуглеродистого металла) оказался более выгодным. Был создан более совершенный способ получения железа — так называемый «кричный» процесс.
В конце XVIII—начале XIX вв. возник более экономичный пудлинговый процесс. Кричные горны на многих заводах стали заменять пудлинговыми печами — пламенными отражательными печами с отдельно расположенной топкой. В пудлинговые печи загружали чугунные чушки и расплавляли их. Под воздействием кислорода, содержащегося в печных газах, шлаке и материале футеровки печи, углерод чугуна окислялся. По мере уменьшения содержания углерода в металле возрастала температура его плавления, т. е. металл становился все более и более тугоплавким (температура плавления низкоуглеродистого железа равна примерно 1540, а чугуна — около 1100 °С). Поскольку температура в печи не превосходила 1400— 1450 °С, обезуглероженный металл становился все более и более вязким. Сгущающийся сплав перемешивали, добиваясь однородности его состава, и затем «накатывали» из него куски — крицы массой 30—50 кг, которые вытаскивали из печи и проковывали.
Один из существенных недостатков и кричного, и пудлингового процессов заключается в невозможности получить плотную литую отливку из стали, так как и в кричных горнах, и в пудлинговых печах температура оказывалась недостаточной для расплавления металла. Получаемые крицы представляли собой комья сварившихся между собой зерен металла. Окончательная сварка зерен происходила при последующих нагревах и обработке металла давлением. Поэтому продукты кричного и пудлингового процессов в технической литературе часто объединяют одним термином — сварочное железо.
Наиболее древним из всех существующих способов получения жидкой стали является тигельный процесс, при использовании которого металл получают в результате расплавления металлической шихты в небольших (емкость 25—30 кг) сосудах — тиглях из огнеупорной массы. Тигельная сталь отличается исключительно высокими механическими свойствами. В Европе тигельный процесс начали применять в XIII в.
Но и тигельный процесс имеет ряд существенных недостатков, обусловленных, в частности, низкой производительностью труда при его применении, высокими требованиями к чистоте исходных материалов, малой стойкостью тиглей (не более трех плавок), высоким расходом топлива.
Простой и дешевый способ получения литой стали в больших количествах продувкой жидкого чугуна воздухом был предложен в 1855г. английским механиком Генри Бессемером. Продувку чугуна вели в агрегате — конвертере с кислой футеровкой. Способ получил название конвертерного (бессемеровского).
В 1878—1879 гг. англичанином Томасом был разработан вариант конвертерного процесса, при реализации которого футеровку конвертера изготовляют из доломита — материала, обладающего основными свойствами. Этот процесс получил название томасовского или основного конвертерного процесса.
В 1864 г. во Франции Эмиль и Пьер Мартены осуществили переплавку чугуна и железного лома в сталь в регенеративных пламенных печах. В этих печах стало возможным достигать высокой температуры, достаточной для расплавления стали, в результате использования тепла отходящих газов для подогрева топлива и воздуха в так называемых регенераторах. Принцип регенерации тепла был разработан Сименсом. Поэтому в ряде стран (в частности, в Германии) процесс называют «Сименс—Мартеновским». Во Франции и в России он получил распространение, под названием мартеновского.
Во второй половине XIX в. появились предложения по использованию для плавки стали электрической энергии. В конце XIX—начале XX вв. в ряде стран были созданы и пущены в эксплуатацию электропечи, изготовленные в различных вариантах. Особенно бурными темпами электросталеплавильное производство развивается в последние десятилетия.
В настоящее время на земном шаре годовая выплавка стали составляет около 700 млн. т. Основными способами выплавки стали в настоящее время являются: конвертерный (>55 % от всей массы выплавляемой стали); мартеновский (^20 %) и в дуговых электропечах (~25 %). Количество стали, выплавляемой высокопроизводительными способами в кислородных конвертерах и крупных электропечах, непрерывно возрастает; соответственно доля стали, выплавляемой в мартеновских печах, постепенно уменьшается.
Помимо таких «массовых» способов существует ряд способов выплавки стали и сплавов более дорогих и менее производительных, но обеспечивающих получение металла очень высокого качества, с особыми свойствами: вакуумный дуговой переплав (ВДП), вакуумный индукционный переплав (ВИП), электрошлаковый переплав (ЭШП), переплав в электроннолучевых и плазменных печах.
Поскольку в этих процессах осуществляют переплав стали, предварительно выплавленной в «обычном» агрегате (конвертере, мартеновской или электродуговой печи), такие процессы часто называют «переплавными». Сегодня общее производство стали переплавными методами невелико (< 1 % от общей выплавки), однако роль этого металла в техническом прогрессе значительна.
В последние годы существенное развитие получают новые методы обработки жидкой стали вне печи, вне агрегата (например, обработка металла в ковше или в специально сконструированном сосуде вакуумом, жидкими или порошкообразными шлаковыми смесями, продувкой инертными газами). Эти методы получили название внепечной обработки или ковшевой металлургии. При этом печь или конвертер становятся агрегатом, предназначенным для расплавления и предварительной обработки жидкого металла, а окончательная доводка его и придание ему нужных качеств осуществляются вне печи, в ковше или в особом агрегате ковшевого типа.
Требования к качеству металла непрерывно растут, соответственно растет и масса металла, производимого этими новыми способами. Сегодня практически вся выплавляемая сталь дополнительно обрабатывается тем или иным способом вне печи, вне конвертера.
4. ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Чертеж исходной заготовки отличается от чертежа готовой детали, прежде всего тем, что на всех обрабатываемых поверхностях предусматриваются припуски, соответственно изменяющие размеры, а иногда и форму заготовок. Форма отдельных поверхностей исходных заготовок определяется с учетом технологии получения заготовок , требующей в ряде случаев определенных уклонов, радиусов закругления и т. п. , требующей в ряде случаев определенных уклонов, радиусов закругления и т. п.
Общим припуском на обработку называется слой материала, удаляемый с поверхности исходной заготовки в процессе механической обработки с целью получения готовой детали.
Установление правильных размеров припусков на обработку является ответственной технико-экономической задачей. Назначение чрезмерно больших припусков приводит к непроизводительным потерям материала, превращаемого в стружку; к увеличению трудоемкости механической обработки; к повышению расхода режущего инструмента и электрической энергии; к увеличению потребности в оборудовании и рабочей силе. При этом затрудняется построение операций на настроенных станках, снижается точность обработки в связи с увеличением упругих отжатий в технологической системе и усложняется применение приспособлений.
Назначение недостаточно больших припусков не обеспечивает удаления дефектных слоев материала и достижения требуемой точности и шероховатости обрабатываемых поверхностей, а также вызывает повышение требований к точности исходных заготовок и приводит к их удорожанию, затрудняет разметку и выверку положения заготовок на станках при обработке по методу пробных ходов и увеличивает опасность появления брака.
Операционный припуск — это слой материала, удаляемый с заготовки при выполнении одной технологической операции (ГОСТ 3.1109—82). Операционный припуск равняется сумме промежуточных припусков, т. е. припусков на отдельные переходы, входящие в данную операцию.
Следует различать следующие припуски:
- минимальный операционный — разность наименьшего предельного размера до обработки и наибольшего предельного размера после обработки на данной операции;
- максимальный операционный — разность наибольшего предельного размера до обработки и наименьшего предельного размера после обработки на данной операции.
Допуск припуска — это разность между максимальным и минимальным значениями размера припуска.
Номинальный (расчетный) операционный припуск— разность номинальных размеров изделия до и после обработки на данной операции.
Всякое расширение допусков для предыдущих операций неизбежно вызывает увеличение припуска на обработку для последующих, что обычно ведет к снижению производительности последних операций. И, наоборот, при уменьшении припуска на обработку для данной операции приходится соответственно повышать точность, а, следовательно, и стоимость предшествующей обработки.
 В связи с этим при назначении операционных припусков и до В связи с этим при назначении операционных припусков и до
пусков должны быть решены следующие технико-экономические
задачи:
- операционный припуск должен быть не слишком большим, чтобы не удорожать данной операции снятием чрезмерно большого слоя металла, и не слишком малым, чтобы не удорожать предшествующей операции вследствие повышения ее точности;
- операционный допуск должен быть достаточно широким, чтобы облегчить выполнение данной операции, и не слишком широким, чтобы не вызывать чрезмерного увеличения припуска для последующей операции и соответствующего ее удорожания.
Припуск по существу является компенсатором всех погрешностей предыдущей обработки заготовки и погрешностей, связанных с выполнением данной технологической операции.
В условиях единичного и серийного производств обычных деталей средней точности для определения общих и операционных припусков часто пользуются нормативными таблицами припусков, разработанными различными авторами на основе изучения обширного практического опыта промышленности и рекомендуемыми для некоторых средних условий производства.
ЗАДАЧИ
Задача 1
Рассчитать запасы шахтного поля, производственную мощность и срок службы шахты.
Дано:
размер шахтного поля по простиранию – 3100 м;
размер шахтного поля по падению – 2200 м;
угол падения – 30 О
С;
мощность пластов угля:
m1 = 1,2 м;
m2 = 1,1 м;
m3 = 0,9 м;
m4 = 0,7 м;
m5 = 0,5 м;
зольностьугля:
Am1 = 12 %;
Am2 = 13 %;
Am3 = 14 %;
Am4 = 11 %;
Am5 = 17 % ;
количество рабочих дней в месяц nсут
= 24 дней;
длина лавы 220 м;
среднесуточная скорость продвигания очистного забоя – 3,7 м / сут
Решение
Производственная мощность

 , м. , м.
 , м. , м.
 , Т/м2 , Т/м2
Среднегодовое продвижение:
 24·12·3,7=1065,6 24·12·3,7=1065,6
Коэффициент извлечения угля из лав С=0,95-0,97
 , Т/год , Т/год
Запасы полезных ископаемых (Z):
 , т. , т.

Срок службы шахты:
 лет лет
Задача 2
Выбрать оптимальный тип транспортного средства для перевозки 1000 т песка на расстояние 200 км, при условии нормального движения.
Дано:
Таблица 5.1 - Краткая техническая характеристика автосамосвалов
| Наименование показателей |
Марка автосамосвала |
| Лёгкие |
Тяжелые |
| ГАЗ - 93 |
КАЗ - 600 |
КАЗ - 602 |
ЗИЛ - 555 |
МАЗ - 503 |
ЯАЗ - 218 |
БелАЗ - 540 |
| Грузоподъемность Р, т.с. |
2,25 |
3,5 |
3,6 |
4,5 |
7,0 |
10 |
27 |
| Собственный вес автомобиля P2, т.с |
1,25 |
1,5 |
1,5 |
2,0 |
3,0 |
4,0 |
10 |
| Мощность двигателя Nэ, л.с |
70 |
97 |
100 |
150 |
180 |
180 |
375 |
| Наибольшая развиваемая скорость V, км/ч |
70 |
70 |
65 |
80 |
70 |
45 |
55 |
Тип дороги: неровная грязная
Коэффициент сцепления с дорогой φ: 0,2
Основное удельное сопротивление движению ω0
: 75 кгс/тс
Величина уклона дороги: i1
= +0,007
i2
= -0,003
i3
= -0,002
i4
= +0,001
i5
= -0,008
Решение
1 Определим число ходок для каждого автомобиля
 , ,
где М – масса перевозимого песка 1000 т.
Р – грузоподъемность, т
| Тип а/м |
ГАЗ - 93 |
КАЗ - 600 |
КАЗ - 602 |
ЗИЛ - 555 |
МАЗ - 503 |
ЯАЗ - 218 |
БелАЗ - 540 |
| Число ходок |
444,44 |
285,714 |
277,778 |
222,222 |
142,857 |
100 |
37,037 |
2. Определяем время на перевозку груза для каждого из автомобилей
 , ,
где l – длина пути 200 км;
V - наибольшая развиваемая скорость, км/ч
| Тип а/м |
ГАЗ - 93 |
КАЗ - 600 |
КАЗ - 602 |
ЗИЛ - 555 |
МАЗ - 503 |
ЯАЗ - 218 |
БелАЗ - 540 |
| Время на перевозку, ч |
1269,84 |
816,32 |
854,7 |
555,55 |
408,16 |
444,44 |
134,68 |
Выбираем для перевозки автомобиль затрачивающий минимальное время – БелАЗ – 540.
3 Определяем условия нормального движения
КПД трансмиссии к ведущим осям η: 0,8
Сцепной вес Ксц = 0,68



Рсц = Ксц·(Р+Р2) = 25,16
Рс = 1000·Рсц·φ = 5032
Задача 3
Определить суммарные потери напора продуктов горения от печи до шибера.
Исходные данные: L1
=1,1; L2
=0,87; L3
=2,6; L4
=4,9; L5
=5,6; L6
=5,9;
L1
-L6
- линейные размеры тракта, м;
количество продуктов горения, Q=18387м3
/ч;
плотность дымовых газов (при t° 273 К и давлении 101,3 кН /м2
), ρд
.о
= 1,23 кг/м3
;
ширина и высота рабочего пространства печи, Вп
×Нп
= 3,35×2,85м;
температура дыма в печи, Тд
п
= 1215 К;
температура дыма в вертикальных каналах, Тд
вк
= 1180 К;
падение температуры дыма в рекуператоре, ΔТР
= 430 К;
размеры камеры для установки рекуператора, Вр
×Нр
= 1,2×2,7м;
диаметр труб, d = 51 мм.
Решение
1. Потери напора в вертикальных каналах:
hп
в
= hтр
+ h'мс
+ h"мс
+ hгеом
., Н/м2
;
где hтр
, h'мс
, h"мс
, hгеом
- потери на трение, на два местных сопротивления (поворот на 90° и сужение потока), а также на преодоление геометрического напора, Н/м2
.
Скорость дыма в печи:
 , м/с , , м/с ,
где Н3
- толщина нагреваемых заготовок (принимаем равной 0,15 м);
3600 - количество секунд в часе.
 , м/с , м/с
Скорость дыма в 3 вертикальных каналах:
 , м/с , м/с
1.3. Приведенный диаметр каналов:
 , м. , м.
1.4. Потери от трения:
 , Н/м2
; , Н/м2
;
где λ - коэффициент трения (для кирпичных каналов λ = 0,05).
 , Н/м2 , Н/м2
1.5.Потери от поворота:
 , Н/м2 , Н/м2
где ζ - коэффициент местного сопротивления (для вертикального поворота ζ = 2,0).
 , Н/м2 , Н/м2
1.6. Потери от сужения :
 , Н/м2 , Н/м2
где ζ - коэффициент местного сопротивления (для данного сужения потока ζ = 0,43).
 , Н/м2 , Н/м2
1.7. Потери от преодоления геометрического напора:
 , Н/м2
; , Н/м2
;
где g - ускорение силы тяжести (g = 9,81 м/с2
);
рв
.о
- плотность воздуха при нормальных условиях (рв
.о
= 1,29 кг/м3
);
Тв
- температура атмосферного воздуха (Тв
= 293 К).
 , Н/м2
. , Н/м2
.
2. Потери напора в борове от печи до рекуператора:
hб
= hб
тр
+ h’’’
мс
, Н/м2
,
где hб
тр
, h’’’
мс
- потери на трение, а также на местные сопротивления (повороты на 90° в вертикальной и горизонтальной плоскостях), Н/м2
2.1 Площадь сечения борова:
 , м2 , м2
где ωо
Б
– скорость движения дыма в борове (принимается, что ωо
Б
= 2,5 м/с).
2.2 Высота борова:
 , м , , м ,
где Вб
- ширина борова (принимается Вб
= 1,0 м).
2.3 Приведенный диаметр борова:
 , м. , м.
2.4. Падение температуры в борове:
ΔТБ
= δt(L4
+ L5
)=2(4,9+5,6)= 21 К,
где δt = 2К (соответствует снижению температуры в борове по 2 К на каждом метре его длины).
2.5 Температура дыма в борове перед рекуператором:
Тр
= Т вк
д
- ΔТБ
= 1180-21=1159 К
2.6 Средняя температура дыма в борове:
Тб
ср
= (Тд
вк
+ Тр
)/2= (1180+1159)/2=1169,5 К
2.7 Потери от трения:
 , Н/м2
; , Н/м2
;
λ - коэффициент трения (для кирпичных каналов λ = 0,05);
 , Н/м2 , Н/м2
2.8 Потери от поворотов:
 , Н/м2 , Н/м2
ζ - коэффициент местного сопротивления (для вертикального и горизонтального поворотов. в сумме ζ = 2,5).
 , Н/м2 , Н/м2
3 Потери напора в рекуператоре:
hp
= h'мсР
+ hp
пуч
+ h"мсР
, Н/м2
,
где h'мсР
, h"мсР
и hp
пуч
- потери на два местных сопротивления (расширение и сужение потока), а также на поперечное омывание шахматного пучка труб, Н/м2
.
3.1 Температура дыма на выходе из рекуператора:
Тр
' = Тр
- ΔТР
= 1159 – 430 = 729, К
3.2 Средняя температура дыма в рекуператоре:
Тр
ср
= (Тр
+ Тр
')/2 = (1159+729)/2 = 944, К
3.3 Потери от расширения :
 , Н/м2 , Н/м2
где ζ - коэффициент местного сопротивления (для данного расширения потока ζ = 0,16).
3.4 Потери при поперечном омывании пучка труб:
 , Н/м2
, , Н/м2
,
где С - эмпирический коэффициент (С = 1,12);
m - число рядов труб по глубине пучка (m = 14);
при средней t° дыма в рекуператоре 944 К: Δh = 8,0 Н/м2
.
 , Н/м2
, , Н/м2
,
3.5 Действительная скорость дыма в рекуператоре:
ωР
= ωо
Р
· ТР
ср
/ 273 = 4·944/273=13,83, м/с ,
где ωо
Р
= 4 м/с.
3.6 Потери от сужения:
 , Н/м2 , Н/м2
где ζ - коэффициент местного сопротивления (для данного сужения потока ζ = 0,26).
4 Потери на участке от рекуператора до шибера:
4.1 Падение температуры на участке:
ΔТ’ = δt’ · L6
=1,5·5,9= 8,85 К,
где δt’ = 1,5 K (соответствует снижению t° в борове по 1,5 К на каждом метре его длины).
4.2 Температура дыма в борове перед шибером:
Тш
= Тр
' - ΔT' = 729-8,85 = 720,15, К
4.3 Средняя температура дыма на участке:
Тср
= (Тр
' + Тш
) / 2 = (729+720,15)/2=724,575, К .
 , Н/м2
; , Н/м2
;
5 Суммарные потери напора:
hΣ
= hп
B
+ hб
+ hp
+ hтр'= 44,98+47,61+18,71+2,25=113,55 Н/м2
.
Задача 4
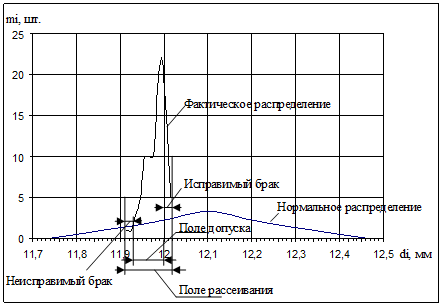
В порядке анализа точности обработки деталей по наружной цилиндрической поверхности d 12 h 10 (-0,07) на автомате отработана партия деталей в количестве 100 шт. и произведены замеры исследуемого размера. Детали этой партии отработаны при одной настройке станка без смены и переналадки инструмента, Конструируемый размер измеряли микрометром группами с интервалами в 0, 01 мм. Таких групп 11. Эти исходные данные приведены в таблице.
Необходимо сопоставить проведенные исследования графически и определить, насколько полученная кривая распределения фактических размеров приближается к теоретической кривой нормального распределения. Рассчитать данные, необходимые для построения кривой нормального распределения.
Методами математической статистики следует определить: меру рассеивания, средний арифметический размер, среднее квадратичное отклонение, вероятность брака в процентах.
Решение
1. Меру рассеивания определим по формуле :
Мр
=dmax
- dmin
=12,02-11,91=0,11 мм
Допуск размера детали равен 0,07. Мера рассеивания превышает допуск, и следовательно при обработке имеет место брак. Определим среднее арифметическое значение размера каждой измеряемой группы. Результаты этого расчёта приведены в табл. 1.
Таблица 1
| Исходные данные |
Расчётные данные |
| № размерной группы |
Интервал размеров группы di, мм |
Число деталей в группе mi, шт |
Средний размер группы diсргр, мм |
Произведение граф 3 и 4 |
Отклонение среднего размера группы от среднеарифметического размера diсргр- dср, мм |
Квадратичное отклонение среднего размера группы
(diсргр- dср)2
|
(diсргрdср)2
· mi |
| 1 |
11,91-11,92 |
1 |
11,915 |
11,915 |
-0,185 |
0,034225 |
0,034225 |
| 2 |
11,92-11,93 |
1 |
11,925 |
11,925 |
-0,175 |
0,030625 |
0,030625 |
| 3 |
11,93-11,94 |
3 |
11,935 |
35,805 |
-0,165 |
0,027225 |
0,081675 |
| 4 |
11,94-11,95 |
5 |
11,945 |
59,725 |
-0,155 |
0,024025 |
0,120125 |
| 5 |
11,95-11,96 |
10 |
11,955 |
119,55 |
-0,145 |
0,021025 |
0,21025 |
| 6 |
11,96-11,97 |
10 |
11,965 |
119,65 |
-0,135 |
0,018225 |
0,18225 |
| 7 |
11,97-11,98 |
10 |
11,975 |
119,75 |
-0,125 |
0,015625 |
0,15625 |
| 8 |
11,98-11,99 |
19 |
11,985 |
227,715 |
-0,115 |
0,013225 |
0,251275 |
| 9 |
11,99-12,00 |
22 |
11,995 |
263,89 |
-0,105 |
0,011025 |
0,24255 |
| 10 |
12,00-12,01 |
15 |
12,005 |
180,075 |
-0,095 |
0,009025 |
0,135375 |
| 11 |
12,01-12,02 |
5 |
12,015 |
60,075 |
-0,085 |
0,007225 |
0,036125 |
Определим среднеарифметический размер деталей как:
dср=Σ diсргр · mi/ Σ mi = 1210,075/100 = 12,10
Определим среднее квадратичное отклонение:

2. Построение кривых распределения
3. Определение вероятности брак
Таблица2
| Вид брака |
Определение zi
|
Определение Фi
|
Определение возможного брака, % |
| исправимый |
z1
=(des-dcp)/σ=(12-12,1)/0,1216=0,82 |
0,291 |
20,9 |
| неисправимый |
z2
=(dei-dcp)/σ=(11,93-12,1)/0,1216=1,39 |
0,4861 |
1,39 |
В итоге годных деталей 77,71 %, Исправимого брака 20,9%. Неисправимого брака 1,39%.
|
