МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ХАРЬКОВСКИЙ НАЦИОНАЛЬНЫЙ ЭКОНОМИЧЕСКИЙ
УНИВЕРСИТЕТ
В.Н. ОРЕХОВ
СИСТЕМЫ ТЕХНОЛОГИЙ
ПРОГРАММА КУРСА, ПРАКТИКУМ,
РЕКОМЕНДАЦИИ ДЛЯ ВЫПОЛНЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ЧАСТИ ДИПЛОМНЫХ ПРОЕКТОВ И РАБОТ
Харьков
ИД«ИНЖЭК»
2005
СОДЕРЖАНИЕ
Введение
Задачи изучения курса
Программа курса
Контрольные вопросы
Практические занятия
1. Рациональное использование энергии в системах технологий
1.1 Основные направления рационального использования электроэнергии
1.2 Примеры выполнения заданий
1.3 Контрольные задания к практическим занятиям
2. Материальный и энергетический балансы технологических процессов
2.1 Технологический баланс, его структура. Материальный и энергетический балансы технологических процессов
2.2 Примеры выполнения заданий
2.3 Контрольные задания к практическим занятиям
3. Определение выхода, возможного использования вторичных энергетических ресурсов и экономии топлива за счет их применения
3.1 Определение вторичных энергетических ресурсов, их классификация и направления использования
3.2 Примеры выполнения заданий
3.3 Контрольные задания к практическим занятиям
4. Технологические процессы переработки топлив
4.1 Характеристика и классификация процессов переработки топлив
4.2 Примеры выполнения заданий
4.3 Контрольные задания к практическим занятиям
5. Технологические процессы производства химических волокон
5.1 Классификация химических волокон и характеристика процессов их получения
5.2 Примеры выполнения заданий
5.3 Контрольные задания к практическим занятиям
6. Металлы, сплавы
6.1 Свойства, методы обработки, испытание металлов, сплавов. Примеры выполнения заданий
6.2 Контрольные вопросы к практическим занятиям
7. Электрохимические процессы
7.1 Характеристика и закономерности электрохимических процессов
7.2 Примеры выполнения заданий
7.3 Контрольные задания к практическим занятиям
Задания для контрольных работ
Рекомендации по подготовке технологической части дипломных проектов и работ
1. Значение, структура и порядок составления технологической части
2. Консультации и контроль выполнения технологической части
3. Рекомендации к технологической части дипломных проектов и работ, выполняемых по данным металлургических, угле- и нефтеперерабатывающих производств, производств строительных материалов
Реклама

4. Технологические мероприятия, направленные на рациональное использование энергоресурсов совершенствование технологических процессов
5. Рекомендации технологической части дипломных проектов и работ, выполняемых по данным машиностроительных предприятий
6. Рекомендации к технологической части дипломных проектов, посвященной обработке деталей на автоматических линиях
7. Краткая характеристика технологических мероприятий, направленных на совершенствование процесса производства изделия
8. Рекомендации по составлению графической части дипломных проектов и работ
Литература
ВВЕДЕНИЕ
Курс «Системы технологий» является общеобразовательным курсом. При его изучении студенты получают знания, необходимые для овладения экономическими дисциплинами. Он играет основную роль в формировании фундаментальных технологических знаний.
Программа состоит из 18 тем, в которых рассматриваются основные понятия систем технологий, связь технологии и экономических дисциплин; научный и технический прогресс; сырье, материалы, энергия; качество продукции; важнейшие технологические процессы, их сущность, аппаратурное оформление, сферы применения.
Программа подготовлена в соответствии с современным уровнем развития техники и технологии. Это способствует формированию специалистов, которые могут решать технико-экономические задачи существующих технологий.
Изучение курса осуществляется в процессе проведения взаимозависимых лекций, практических и лабораторных занятий, самостоятельной работы студентов.
Все виды учебного процесса ставят своей целью выработать у студентов логическое технологическое мышление, обратить их внимание на важность для специалистов экономического профиля знаний технологии.
Данный курс основан на экспериментальном материале. Поэтому студенты обязаны пройти лабораторный практикум. На лабораторных занятиях они проводят разделение смесей веществ методами дистилляции; технический контроль сырья и материалов; получают индивидуальные вещества, полимеры; определяют их физическую и физико-химическую константы; с помощью датчиков, вторичных приборов ведут контроль параметров технологических процессов; получают кривые охлаждения многокомпонентных систем; практически знакомятся с методами обработки металлов, получением неразъемных соединений.
По окончании лабораторного практикума студенты сдают зачет, на который представляют журнал с оформленными лабораторными работами.
Реклама

Совершенствование учебного процесса идет путем увеличения самостоятельной работы студентов. Эта работа делится на аудиторную и внеаудиторную. Аудиторная самостоятельная работа проводится в присутствии преподавателя. На занятиях студенты расширяют и углубляют знания по данному курсу, находят ответы на сложные вопросы, которые возникли при изучении отдельных тем. С этой целью они прорабатывают дополнительную литературу, индивидуально выполняют практические задания. Внеаудиторная самостоятельная работа является главным видом учебной работы студентов-заочников. В основном она состоит из проработки материала по учебной литературе, выполнения контрольных работ.
Подготовку к контрольной работе нужно начинать с изучения отдельной части программы курса и закрепления рассмотренного материала путем решения задач. Контрольная работа выполняется в ученической тетради. На титульном листе студенты указывают название курса, свой шифр, адрес (для студентов заочной формы обучения). Ответы на теоретические вопросы нужно давать коротко, но обоснованно. При выполнении задач необходимо излагать весь ход решения, объясняя проведенные преобразования. Каждый ответ необходимо начинать с номера и условия задачи.
Подготовленные контрольные работы студенты-заочники подписывают, указывают дату и направляют в университет. Студенты дневной формы обучения сдают работы преподавателю.
Рецензирование контрольных работ осуществляется преподавателями кафедры, которые проверяют правильность выполнения задач, полноту приведенных ответов. Окончательное решение о приеме контрольных работ преподаватели принимают после собеседования со студентами в период зачетно-экзаменационной сессии.
ЗАДАЧИ ИЗУЧЕНИЯ КУРСА
В результате изучения курса студенты должны знать:
♦ определение технологии как науки; цель курса; взаимное влияние технологии и экономических взаимоотношений; основные понятия курса «Системы технологий»; классификации областей промышленности в зависимости от элементов затрат в себестоимости продукции, экономическое назначение продукции по принципу влияния на предметы труда;
♦ понятие «качество продукции»; факторы, которые влияют на качество продукции; роль стандартов в повышении качества продукции; типы производств, особенности технологических процессов этих производств; основные виды продукции;
♦ понятия «технический прогресс» и «научный прогресс»; взаимодействие науки и технологии; технологические нововведения; процессы эволюции систем; технологические циклы; ступенчатый процесс развития технологии; связь между новой технологией и спросом, уровнем развития технологии и созданием новых ЭВМ;
♦ определение сырья, материалов; типы классификаций сырья; методы добычи полезных ископаемых; предварительную подготовку сырья; обогащение сырья; понятие «качество сырья»; зависимость технико-экономических показателей процессов от характера используемого сырья;
♦ значение воды для систем технологий; классификация природных вод; методы промышленной водоподготовки; способы очистки производственных сточных вод;
♦ виды энергии; источники энергии; показатели технического роста производства и экономического использования ресурсов; понятие «вторичные энергетические ресурсы» (ВЭР); виды ВЭР; направления использования ВЭР; установки для утилизации ВЭР; типы процессов, в которых затраты энергии, топлива целиком компенсируются за счет ВЭР;
♦ роль химико-технологических процессов в системах технологий; сущность, стадии и управление этими процессами;
♦ характеристику высокотемпературных процессов; доменный процесс; способы производства и разлива стали; процессы получения цветных металлов; использование высокотемпературных процессов в производстве строительных материалов, при переработке топлива и нефти в химической промышленности;
♦ сущность электрохимических процессов, их преимущества и недостатки; использование электрохимических процессов для производства веществ; гидроэлектрометаллургию, ее стадии, применение;
♦ понятие «катализ»; виды катализа; оборудование для каталитических процессов; направления использования каталитических процессов в системах технологий;
♦ процессы, идущие под давлением; связь между использованием давления, энергетическими и эксплуатационными затратами;
♦ биохимические, фотохимические, радиационно-химические, плазмо-химические процессы, их сущность, особенности конструкций оборудования для их проведения;
♦ физико-механические, тепловые, массообменные процессы, их роль и пути использования в системах технологий;
♦ определение машиностроения как комплексной отрасли; структуру машиностроительного предприятия, принципы организации машиностроительного производства; понятия «изделие», «деталь», «механизм», «машина»;
♦ сущность процессов литья; способы литья;
♦ методы обработки металлов под давлением, особенности их технологических режимов, применение;
♦ методы получения заготовок из неметаллических материалов;
♦ методы порошковой металлургии, их роль в технологии;
♦ понятия «неразъемные», «разъемные соединения»; способы и типы сварки; характеристику оборудования, области применения;
♦ сущность электрофизических процессов; принципы действия установок и направления использования этих процессов в системах технологий;
уметь:
♦ применять основные понятия курса «Системы технологий» для рассмотрения отдельных технологических процессов; осуществлять переход от одного вида энергии к другому; проводить расчет по рациональному использованию энергии в системах технологий;
♦ определять расходные коэффициенты сырья, материалов в разных процессах; составлять материальные балансы технологических процессов;
♦ рассчитывать затраты энергии на проведение процессов; составлять энергетические балансы процессов; определять выход ВЭР, выработку тепла, холода, электроэнергии, механической энергии (работы) за счет ВЭР; экономию топлива за счет ВЭР;
♦ проводить расчеты процессов переработки топлива; определять выход, состав, соотношение компонентов продуктов переработки;
♦ анализировать диаграммы состояния металлов, сплавов; определять состав фаз по диаграммам; рассчитывать параметры процессов обработки деталей в машиностроении.
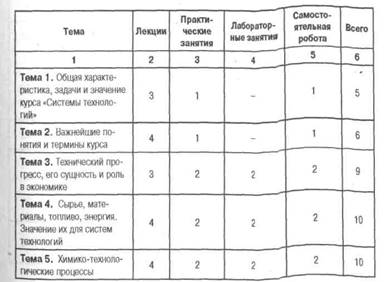
Тематический план курса с распределением учебного времени по темам и формам занятий
| 1 |
2 |
3 |
4 |
5 |
6 |
| Тема 6. Высокотемпературные процессы в производстве черных и цветных металлов |
4 |
2 |
3 |
2 |
11 |
| Тема 7. Высокотемпературные процессы в производстве строительных материалов, при переработке топлива и нефти в химической промышленности |
4 |
2 |
3 |
2 |
11 |
| Тема 8. Электрохимические процессы |
4 |
2 |
2 |
2 |
10 |
| Тема 9. Каталитические процессы |
4 |
2 |
2 |
2 |
10 |
| Тема 10. Процессы, идущие под давлением |
4 |
2 |
2 |
2 |
10 |
| Тема 11. Биохимические, фотохимические, радиаци-онно-химические, плазмо-химические процессы |
4 |
2 |
2 |
2 |
10 |
| Тема 12. Физические процессы систем технологий |
4 |
2 |
2 |
2 |
10 |
| Тема 13. Электрофизические методы обработки |
4 |
2 |
2 |
2 |
10 |
| Тема 14. Основы технологии машиностроения. Подготовка производства |
4 |
2 |
2 |
2 |
10 |
| Тема 15. Производство заготовок методами литья, обработка их в детали |
4 |
2 |
2 |
2 |
10 |
| Тема 16. Методы пластической деформации |
4 |
2 |
2 |
2 |
10 |
| Тема 17. Неразъемные соединения |
4 |
2 |
2 |
2 |
10 |
| Тема 18. Технологические процессы сборки деталей в готовые изделия |
4 |
2 |
2 |
2 |
10 |
| ИТОГО |
70 |
34 |
34 |
34 |
172 |
ПРОГРАММА КУРСА
Тема 1. ОБЩАЯ ХАРАКТЕРИСТИКА, ЗАДАЧИ И ЗНАЧЕНИЕ
КУРСА «СИСТЕМЫ ТЕХНОЛОГИЙ»
Возникновение технологии и превращение в самостоятельную область знаний. Достижения фундаментальных наук - основа для осуществления процессов технологии. Требования к экономистам, выдвигаемые при изучении технологии: знание технических категорий, процессов, закономерностей развития систем технологий. Трактование понятия «технология». Взаимное дополнение трактований понятия «технология».
Определение технологии как науки. Условное выделение отдельных технологий (механической, химической и др.).
Возникновение отраслей промышленности в результате общественного разделения труда. Определение отрасли. Комплексные отрасли. Классификация отраслей в зависимости от экономического назначения продукции по принципу влияния на предметы труда.
Задачи экономистов, вытекающие из знания систем технологий.
Отображение субъективной деятельности человека в технике и технологии. Воплощение в технических средствах труда факторов роста производительных сил человека (квалификации, развития науки, оснащенности производства). Технологический способ производства. Стимулы развития технологии.
Взаимное влияние экономических отношений и технологии. Пути влияния технологии на развитие общества. Место «науки -техники - технологии» в системе социальных отношений. Решающее влияние уровня технологии на экономические показатели производства.
Тема 2. ВАЖНЕЙШИЕ ПОНЯТИЯ И ТЕРМИНЫ КУРСА
2.1 Технический процесс и техническая система. Закономерности
их развития
Необходимость обобщенного подхода к изучению технологии. Сходство процессов многих производств, реакций, которые лежат в их основе.
Понятия «система», «техническая система». Классификация систем. Функционирование и структура системы. Вход, выход, окружение системы. Системы типа «объект» и типа «процесс».
Процесс преобразования, его определение и характеристика. Системы преобразования. Воздействия на процесс преобразования. Элементы системы преобразований. Технический прогресс -разновидность системы преобразования. Понятие обобщенного технического процесса. Детализация технического процесса на подпроцессы, операции. Понятие «операция». Рабочие операции. Технология - основа технического процесса. Основные и обобщенные операторы технического процесса.
Оценка технических процессов. Показатели ценности свойств технических процессов: технические, экономические. Эффективность технических процессов. Укрупненная оценка и сравнение технических процессов. Способы представления технических процессов.
Технические системы, их характеристика. Технические и целевые функции технических систем. Классификация и категории свойств технических систем. Техническая, экономическая и потребительская ценность. Категории сложности технических систем.
Этапы создания, использования технических систем. Стадии подготовки и проектирование технических систем; испытание, оценка экспериментального образца; корректирование технической документации; подготовка производства; производство.
Эволюция технических систем. Понятие «техническийуровень». Влияние технического процесса на длительность использования технических систем. Роль сырья; формирование потребностей в процессе эволюции технических систем.
Влияние сложности технических систем на объемы научно-исследовательских и конструкторских работ. Сотрудничество стран в области научных исследований и его влияние на эффективность исследований.
Управление процессом развития технических систем. Два аспекта управления.
2.2 Производственный и технологический процессы
Понятие «производственный процесс». Выделение в производственном процессе основных и вспомогательных процессов. Технологический процесс - основа производственного процесса. Структура и способ представления технологического процесса.
Процессы, лежащие в основе способов переработки сырья: механические, физические, химические.
Классификация технологических процессов по способу организации технологического процесса, видам используемого сырья, кратности обработки сырья. Периодические, непрерывные, комбинированные процессы, их характеристика, примеры использования в отраслях промышленности. Преимущества непрерывных технологических процессов. Процессы с разомкнутой технологической схемой, циркуляционные процессы, комбинированные процессы, их особенности, пути применения в системах технологий.
Экономия сырья, материалов, энергии в результате циклических процессов. Процессы, лежащие в основе создания малоотходных, безотходных, энергоемких технологий.
Понятие «технологический баланс», его структура. Материальный и энергетический (тепловой) балансы. Методика составления балансов. Использование результатов материального и теплового балансов для эффективного проведения технологических процессов, при разработке мероприятий по совершенствованию работы оборудования, экономии топливно-энергетических ресурсов, по созданию новых производств.
Необходимость технико-экономического анализа технологических процессов. Понятие полной себестоимости. Структура себестоимости. Заводская себестоимость. Классификация затрат для изготовления продукции. Применение расходных норм из материального и теплового балансов для составления калькуляции себестоимости единицы продукции.
Классификация отраслей промышленности в зависимости от роли отдельных элементов затрат в себестоимости продукции (трудоемкие, материалоемкие, энергоемкие, фондоемкие, смешанные).
Важность анализа структуры себестоимости для выявления резервов производства, интенсификации технологических процессов, путей снижения себестоимости. Влияние совершенствования технологии на снижение себестоимости, повышение качества продукции.
Понятие «качество продукции». Факторы, влияющие на качество продукции. Недопустимость повышения качества продукции за счет ухудшения экологических, эстетических и гигиенических условий производства. Роль стандартов в повышении качества продукции. Типы стандартов в зависимости от сферы действия, области распространения. Стандарты на продукцию серийного и массового производства.
Тины производств. Характеристика единичного, серийного, массового производства. Особенности технологических процессов этих производств. Технический контроль изделий в производстве. Технический контроль изделий в производстве. Сравнение себестоимости продукции разных типов производств.
Тема 3. ТЕХНИЧЕСКИЙ ПРОГРЕСС, ЕГО СУЩНОСТЬ И РОЛЬ
В ЭКОНОМИКЕ
Эволюционные и революционные стадии развития технических средств технологий.
Понятия «технический прогресс», «техническая революция». Связь технического прогресса с развитием науки. Двустороннее взаимодействие науки и технологии. Научный прогресс. Понятие «технологический сдвиг». Осуществление научного прогресса за счет технологического сдвига. Влияние научных открытий на развитие технологии. Особенность современного этапа развития науки, техники, технологии. Превращение технической революции в научно-техническую революцию (НТР). Понятие «научно-технический прогресс» (НТП). Основные тенденции НТП.
Взаимосвязь между развитием и формированием технических систем, технологий. Системообразующая роль технического развития.
Сущность принципа «переломных точек» в развитии технологии. Связь поворотной точки в технологии с приспособлением технологии к условиям применения. Примеры «переломных точек» в развитии технологии. «Переломная точка» в технологии - кульминация предшествующих технологических сдвигов.
Технологические нововведения. Понятие «изобретение», «нововведение», их расхождения. Возникновение нововведений. Схемы механизма инновационной деятельности. Пространственные и временные аспекты инновационной деятельности. Определение инновационной деятельности в разных отраслях промышленности.
Самоорганизация - сущность эволюционных процессов. Особенность эволюционных процессов. Системный характер эволюционных изменений. Изменение системы геометрически и функционально. Масштаб технологии и технических систем. Связь между материалом и масштабом систем.
Три процесса эволюции систем: «правило шести десятых» (капитальные затраты пропорциональны производственной мощности в степени две третьих). Тенденция эволюционного процесса к самогенерации, самоограничению. Эволюционный характер инновационной деятельности.
Принцип «созидательного симбиоза». Соединение разных технологических систем и технологий в одной технологии, системе. Влияние симбиотических отношений на развитие техники, технологии.
Технологические циклы. Происхождение и типы технологических циклов в истории технологии. Технологические нововведения - причина колебаний экономического развития.
Ступенчатый процесс развития технологии. Примеры циклического развития технологии в машиностроении, нефтехимии.
Диффузия технологии. Диффузия технологии как процесс замещения существующей технологии. Изменение конструктивных и эксплуатационных свойств нововведения в процессе внедрения. Диффузия технологии - многомерный процесс. Конкурентная борьба между новой и применяемой технологиями.
Долгосрочные аспекты развития технологии. Различие темпов технического прогресса в разных отраслях. Значение практического опыта в развитии технологии. Влияние «возраста» и величины капитала на возможности технологического прогресса.
Связь между новой технологией и спросом. Спрос на технологию как стимул технического прогресса.
Направление НТП в производстве орудий труда. Связь между увеличением единичных мощностей и производительностью труда> удельными капиталовложениями, себестоимостью продукции. Понятия «комплексная механизация», «частичная», «комплексная», «полная» автоматизация производства. Необходимость ликвидации диспропорции в механизации и автоматизации основных и вспомогательных процессов.
Невозможность автоматизации производства без применения ЭВМ. Влияние развития технологии на создание новых ЭВМ на многоразрядных микропроцессах. Возможность полной автоматизации процессов от научных исследований к технологической подготовке производства, выпуска продукции. САПР, САНИ, АСУТП - примеры использования.
Тема 4. СЫРЬЕ, МАТЕРИАЛЫ, ТОПЛИВО, ЭНЕРГИЯ.
ЗНАЧЕНИЕ ИХ ДЛЯ СИСТЕМ ТЕХНОЛОГИЙ
4.1 Сырье и материалы
Понятие «сырье». Краткая характеристика и классификация природного и искусственного сырья. Основное и вспомогательное сырье и материалы. Понятие «полуфабрикаты».
Классификация сырья в зависимости от источника происхождения.
Минеральное ископаемое сырье: рудное, нерудное, горючее. Понятия «полезные ископаемые», «промышленные металлические руды». Классификация металлических руд по числу содержащихся в них металлов, химическому составу минерала, химическому составу пустой породы, по назначению.
Нерудное сырье - источник получения неметаллов, солей, минеральных удобрений, строительных материалов. Важнейшие виды нерудного сырья. Характеристика горных пород и их классификация.
Горючее сырье, топливо. Классификация топлива по агрегатному состоянию, происхождению. Состав топлива: горючая и негорючая массы. Твердое топливо, его характеристика. Нефть: ее классификация и свойства. Попутные газы нефтедобычи, значение их как топлива и сырья для химической промышленности. Природные газы. Состав и свойства газообразного топлива.
Добыча полезных ископаемых. Разведка полезных ископаемых: оценка месторождений полезных ископаемых; разработка полезных ископаемых. Подземная (шахтная) и открытая добыча полезных ископаемых. Выбор способа и добычи полезных ископаемых. Новые методы геотехнологии.
Разработка нефтяных и газовых месторождений.
Характеристика и источники растительного и природного сырья. Особенности этих видов сырья. Замена растительного и животного сырья продуктами химической промышленности.
Предварительная подготовка сырья. Процессы подготовки. Обогащение сырья. Цель обогащения. Методы обогащения сырья: механические, физико-химические, химические.
Понятие «качество сырья». Влияние качества сырья на технологию. Качество основного сырья, вспомогательных материалов -материальная основа качества продукции.
Комплексное использование сырья. Влияние характера использования сырья на технико-экономические показатели производства, методы рационального использования сырья. Влияние правильного выбора сырья на снижение себестоимости продукции, повышение его качества. Комплексная переработка сырья - один из путей интенсификации производства. Комплексные месторождения полезных ископаемых. Связь комплексного использования сырья с системами технологий.
4.2 Вода и энергия
Вода, ее значение для системы технологий. Питьевая и промышленная вода. Характеристики качества воды. Жесткость воды (временная, постоянная, общая). Классификация природных вод в зависимости от содержания ионов кальция, магния и по происхождению. Требования к питьевой и промышленной воде.
Промышленная водоподготовка, ее назначение. Методы водоподготовки. Умягчение, обессоливание - основные методы водоподготовки. Физические, физико-химические, химические способы умягчения воды.
Производственные и бытовые сточные воды. Способы очищения сточных вод: механические, физико-химические, химические, биохимические. Сущность методов. 11рименение комбинации методов.
Рациональное использование воды. Необходимость уменьшения удельного потребления воды. Организация повторного и оборотного водоснабжения на предприятиях, их значение для системы технологий.
Энергия. Источники энергии Земли. Неистощимые, невосполнимые источники. Виды энергии, применяемые в промышленности: электрическая, ядерная, тепловая, химическая.
Световая энергия Солнца, ее использование в системе технологий. Геотермальная энергия, пути применения в промышленности. Энергия морских приливов.
Энергоемкость технологических процессов. Расход энергии -показатель энергоемкости системы технологий. Примеры энергоемких технологий и малоэнергоемких производств.
Показатели технического роста производства и экономного использования: снижение энергоемкости и материалоемкости. Коэффициент использования энергии.
Вторичные энергетические ресурсы (ВЭР). Виды ВЭР и направления их использования. Экономия топлива за счет ВЭР. Примеры технологических процессов, в которых расход топлива полностью компенсируется за счет утилизации ВЭР.
Загрязнение окружающей среды в результате выработки энергии. Направления снижение выбросов в атмосферу, водоемы. Организация очистки вод после энергоустановок. Пути использования твердых отходов, образующихся при работе энергоустановок. Экологически чистые установки.
Тема 5. ХИМИКО-ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Роль химико-технологических процессов в системе технологий. Определение химико-технологического процесса (ХТП). Химические превращения, физические, физико-химические процессы, лежащие в основе современных химических производств.
Стадии ХТП. Технологический режим - важный фактор функционирования ХТП. Технологическая классификация ХТП. Факторы, имеющие значение для ХТП.
Классификация ХТП по способу организации процессов. Характеристика и принципиальные схемы периодических, непрерывных и комбинированных ХТП.
Деление процессов по направлению движения материальных и тепловых потоков, характеристика прямоточных, противоточных, с перекрестным и смешанными потоками.
Классификация ХТП по агрегатному состоянию системы реагирующих веществ. Понятия «фаза», «гомогенная система», «гетерогенная система». Сведение гетерогенных процессов к гомогенным - путь интенсификации химического производства.
Деление ХТП по виду используемого сырья. Их характеристика и особенности.
Химические реакции, составляющие основу ХТП: простые, сложные, обратимые, необратимые, идущие с выделением (поглощением) теплоты.
Эндотермические и экзотермические ХТП. Примеры этих процессов. Совмещение эндотермических и экзотермических эффектов в одном технологическом процессе - направление экономии топлива, электроэнергии. Понятие «автотермичный режим». Примеры промышленных ХТП, в которых используется автотермичный режим.
Понятие «суммарной скорости» и определяющей стадии ХТП. Повышение скорости медленной стадии - путь ускорения ХТП. Диффузные, кинетические, переходный режимы протекания реакций.
Определение скорости гомогенных и гетерогенных реакций, лежащих в основе ХТП. Принципы интенсификации ХТП.
Равновесие обратимых процессов. Влияние условий процесса на равновесие. Принцип Ле-Шателье. Количественное определение подвижного равновесия. Константа равновесия.
Понятия «выход продукта», «равновесный выход продукта», «фактический выход продукта». Факторы, влияющие на выход продуктов. Обоснование выбора рациональных путей ускорения ХТП. Перспективные направления развития ХТП.
Тема 6. ВЫСОКОТЕМПЕРАТУРНЫЕ ПРОЦЕССЫ В
ПРОИЗВОДСТВЕ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Характеристика высокотемпературных процессов (ВТП). Причины распространения ВТП в промышленности. Примеры ВТП. Эндотермические и экзотермические обратимые процессы, их применение в отраслях промышленности.
Понятие «гетерогенные процессы». Факторы, влияющие на скорость диффузии, коэффициент диффузии для газов, жидкостей, твердых тел. Зависимость скорости диффузии от температуры.
Технологические и экономические требования, ограничивающие увеличение температуры при проведении процессов.
Типовое оборудование современных ВТП. Характеристика промышленных печей, их классификация но отраслям, технологическому назначению, способу нагрева, тепловой энергии, загрузке. Принципы сравнительной оценки печей.
Недостатки ВТП. Тенденции совершенствования BTП.
ВТП в черной металлургии. Доменный процесс. Исходные материалы для производства чугуна. Зависимость технологического режима, качества продукта от подготовки руды к плавке. Сущность процесса доменной плавки и схема принципа работы доменной печи.
Характеристика и классификация чугуна по назначению, химическому составу.
Показатели работы доменной печи: производительность, коэффициент использования объема печи, экономичность. Факторы, влияющие на технико-экономические показатели работы доменной печи.
Производство стали. Характеристика и классификация стали. Оборудование для выплавки стали. Сущность процесса производства стали. Кислородно-конверторный способ выплавки стали. Стадии получения стали в конверторах. Понятия «кипящая», «спокойная», «полуспокойная» сталь, «низколегированная» сталь. Показатели работы конверторов: продолжительность плавки, удельный расход кислорода.
Мартеновский способ получения стали из чугуна. Характеристика технологических и технико-экономических показателей процесса. Причины перестройки мартеновских печей в двухванные.
Основной и кислый мартеновские процессы. Скрап-процесс и скрап-рудный процесс. Достоинства мартеновского процесса.
Выплавка стали в электрических печах. Преимущества и недостатки электрометаллургии. Дуговые, индукционные печи, их назначение, характеристики, принцип работы.
Производство стали особо высокой чистоты. Электронно-лучевой переплав, его характеристика. Пути улучшения качества стали.
Внедоменные способы получения стали. Восстановление железа в кипящем слое, получение губчатого железа. Металлизация рудно-угольных флюсовых окатышей. Сущность методов, их преимущества, недостатки. Характеристика оборудования.
Направления интенсификации процессов в черной металлургии.
Способы разливки стали. Разливка сверху и сифоном. Непрерывный метод разливки стали. Преимущества непрерывной разливки стали.
ВТП в производстве цветных металлов. Зависимость ведущих отраслей промышленности от совершенствования технологии производства цветных металлов. Пирометаллургический и гидрометаллургический способы извлечения меди из руд. Основные стадии пирометаллургического процесса. Понятие «черная медь». Способы рафинирования меди. Пути совершенствования пирометаллургических процессов: обжиг в кипящем слое.
Магниетермия. Сущность метода, краткая характеристика оборудования для его осуществления.
Тема 8. ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ
Сущность электрохимических процессов. Основные задачи в области применения этих процессов. Преимущества и недостатки электрохимических процессов по сравнению с химическими.
Количественная характеристика электролиза. Законы Фарадея. Число Фарадея. Выход по току. Напряжение разложения.
Производство хлора и едкого натра. Сырье для их получения. Два способа производства хлора, едкого натра, их сущность и особенности. Технологическая схема методов, характеристика оборудования. Продукция производства хлора, едкого натра области применения.
Электролиз воды. Продукты электролиза. Методы получения водорода и кислорода. Преимущества электрохимического получения водорода и кислорода из воды.
Электрохимическое производство продуктов окисления. Типы окислительно-восстановительных процессов. Производство гипо-хлорита натрия, хлорной и надсерной кислот, перманганата калия.
Гидроэлектрометаллургия. Электролиз растворов с растворимыми и нерастворимыми анодами. Стадии гидроэлектрометаллургии.
Электролитическое рафинирование меди. Характеристика процесса и оборудование. Товарный медный купорос.
Электролитическое получение цинка. Характеристика исходных веществ, технологии, оборудования. Степень чистоты продукции.
Электролиз расплавленных руд. Металлы, получаемые таким путем. Роль температуры в процессе электролиза расплавов. Причины использования смеси солей в качестве сырья. Факторы, которые учитывают при электролизе. Технологические особенности электролиза расплавов.
Электролитическое получение алюминия. Характеристика сырья и подготовка его к электролизу. Сущность электролиза глинозема. Операции технологического процесса, их характеристика. Анодные газы, их состав и переработка. Характеристика электролитического алюминия и способы его рафинирования.
Тема 9. КАТАЛИТИЧЕСКИЕ ПРОЦЕССЫ
Определение катализа. Преимущества каталитических процессов, способствующих распространению их в технологии. Особенности каталитических процессов.
Основы теории катализа. Гомогенный, гетерогенный, микрогетерогенный катализ. Положительный и отрицательный катализ. Ингибиторы. Классификация каталитических процессов по механизму взаимодействия катализатора с реагентами. Механизм окислительно-восстановительного и кислотно-основного катализа. Вещества, применяемые как катализаторы.
Гомогенный жидкофазный и газофазный катализы. Факторы, влияющие на скорость гомогенных каталитических процессов. Преимущества и недостатки гомогенного катализа.
Гетерогенный катализ, его преимущества. Твердые катализаторы-контакты. Механизм электронного и ионного гетерогенного катализа. Скорость гетерогенного катализа. Лимитирующие стадии процесса. Влияние температуры, давления, концентрации реагентов, времени контактирования, перемешивания на скорость процессов, выход продукта. Твердые катализаторы, состав, формы зерен. Вещества, используемые как катализаторы. Характеристика активаторов, промоторов, носителей. Технологические характеристики катализаторов. Понятие «каталитические яды».
Аппараты для проведения гомогенных, гетерогенных каталитических процессов. Классификация аппаратов для гетерогенных процессов по агрегатному состоянию реагента, катализатора, способу контакта катализатора и реагента, способу отвода тепла. Контактные аппараты с неподвижным слоем катализатора, кипящим слоем, движущимся слоем катализатора; принцип их работы; преимущества и недостатки.
Производство серной кислоты. Контактный и нитрозный способы получения серной кислоты. Характеристика продукции. Сырье для производства серной кислоты, его характеристика. Стадии контактного метода получения кислоты, их особенности. Технологическая схема производства серной кислоты. Пути интенсификации этого производства.
Двойное контактирование, его сущность и этапы. Утилизация газовых выбросов и твердых отходов производства серной кислоты.
Каталитические процессы нефтепереработки. Контактные, комп-лексообразующие катализаторы, типы реакций, идущих в их присутствии. Каталитический крекинг нефтепродуктов, условия, характеристика продуктов. Недостатки каталитического крекинга.
Каталитический реформинг, его назначение. Условия процесса. Варианты реформинга. Платформинг. Продукты реформинга, их состав, области применения.
Тема 10. ПРОЦЕССЫ, ИДУЩИЕ ПОД ДАВЛЕНИЕМ
Значение использования давления в технологии отраслей промышленности. Влияние давления на структуру, форму, свойства веществ. Связь между использованием давления в технологических процессах и энергетическими и эксплуатационными затратами. Факторы, влияющие на выбор давления для проведения процессов. Комбинированное использование давления, температуры, катализатора в технологических процессах.
Влияние давления на протекание газообразных процессов. Изменение скорости гомогенных газовых процессов, идущих с уменьшением или с увеличением объема. Связь между использованием давления в технологических процессах и энергетическими затратами, выходом продукта. Влияние давления на скорость процессов абсорбции, адсорбции, растворения.
Применение вакуума в технологии. Примеры процессов, основанных на использовании вакуума. Роль вакуума при получении материалов с заданными свойствами.
Влияние давления на протекание жидкофазных процессов. Пределы использования давления для жидкофазных процессов. Фазовое состояние реагентов в гомогенных и гетерогенных системах. Использование давления при жидкофазных процессах получения пористых материалов.
Применение сверхвысоких давлений для процессов, идущих в твердой фазе. Характер изменения структуры веществ при влиянии давления. Получение сверхтвердых веществ.
Зависимость процесса совершенствования технологии от развития техники высоких давлений. Перспективные направления получения материалов с ценными свойствами.
Тема 11. БИОХИМИЧЕСКИЕ, ФОТОХИМИЧЕСКИЕ,
РАДИАЦИОННО-ХИМИЧЕСКИЕ, ПЛАЗМОХИМИЧЕСКИЕ
ПРОЦЕССЫ
Понятие «биотехнологические процессы». Биологические катализаторы, особенности их применения. Характер протекания биологических процессов.
Микробиологические процессы, их преимущества в сравнении с химическими и физико-химическими процессами. Источники сырья для микробиологического синтеза. Развитие отраслей микробиологии. Классификация микробиологических процессов.
Направления использования биотехнологических процессов в промышленности. Процессы брожения, характеристика исходного сырья, готовой продукции. Виды брожения, области их применения.
Стадии процесса микробиологического синтеза. Ферментация - важнейшая стадия процесса. Оборудование для ферментации, его характеристика. Роль автоматического регулирования и управления в повышении эффективности работы ферментатора.
Микробиологическая трансформация, ее сущность. Типы реакций, протекающих с помощью микроорганизмов. Перспективные направления развития биотехнологии.
Биохимическая очистка производственных сточных вод, ее механизм и условия протекания. Использование биохимического очищения вместе с механическими, физико-химическими, химическими методами очищения.
Характеристика и механизм фотохимических процессов. Источники излучения и виды излучения. Стадии фотохимических процессов. Классификация фотохимических процессов, цепные реакции, процессы, идущие при непрерывном подводе световой энергии, фотокаталитические процессы. Преимущества фотохимических процессов перед термическими процессами.
Радиационно-химические процессы, их сущность и назначение. Механизм и стадии этих процессов. Преимущества радиационно-химических процессов в сравнении с процессами, ионизируемыми другими источниками энергии.
Направления промышленного использования радиационно-химических процессов.
Радиационная полимеризация, условия ее проведения. Полимеры высокой чистоты, продукты полимеризации мономеров в гетерогенных системах. Области их применения.
Радиационное сшивание полимеров, его влияние на структуру, свойства продуктов. Модификация полимеров с целью получения материалов с заданными свойствами. Прививка полимеров. Получение модифицированных натуральных и синтетических волокон. Модификация древесины.
Радиационно-химический синтез. Процессы сульфохлорирова-ния, сульфоокисления парафинов, получения хлорсиланов, теломеризации. Области применения продуктов этих процессов.
Радиационная модификация неорганических материалов. Группы веществ, подвергаемых модификации. Изменение свойств веществ при модификации. Практическое значение радиационной модификации.
Радиационное очищение сточных вод, газов; твердых отходов, ее преимущества. Комплексные химико-энергетические установки, их характеристика и назначение.
Недостатки радиационно-химических процессов, пути их устранения.
Понятие «плазма». Виды плазмы. Естественные источники плазмы. Получение плазмы в искусственных условиях. Преимущества и недостатки плазмохимических процессов. Области применения этих процессов. Причины распространения плазмохимических процессов в химической технологии. Краткая характеристика и технико-экономическая оценка работы плазмохимической установки.
Классификация плазмохимических процессов по фазовому состоянию реагентов, по отношению к температуре. Неравновесные и квазиравновесные процессы, их характеристика, преимущества и недостатки.
Гомогенные и гетерогенные процессы, направления их использования в промышленности. Краткая характеристика стадий промышленных плазмохимических процессов. Значение технико-экономических показателей этих процессов.
Тема 12. ФИЗИЧЕСКИЕ ПРОЦЕССЫ СИСТЕМ ТЕХНОЛОГИЙ
Основные физические процессы, их роль в технологии. Примеры использования физических процессов в промышленности. Классификация физических процессов химической технологии.
Физико-механические процессы, их значение для гетерогенных твердофазных технологических процессов. Измельчение: способы его осуществления. Классификация, характеристика и циклы работы измельчающих машин.
Тепловые процессы. Сущность и движущая сила теплообмена. Определение теплопроводности. Теплопроводность твердых тел, жидкостей, газов. Факторы, влияющие на значение коэффициента теплопроводности.
Понятие «конвекция». Естественная и вынужденная конвекция. Тепловое излучение, его сущность. Комбинированная передачу тепла в реальных условиях. Теплопередача. Способы осуществления теплообмена в непрерывно и периодически работающих аппаратах. Определение коэффициента теплопередачи. Влияние выбора направления тепловых потоков на эффективность процесса теплопередачи. Важнейшие промышленные тепловые процессы.
Массообменные процессы, их сущность и роль в технологии. Виды массообменных процессов. Скорость и движущая сила массопередачи. Пути ускорения процессов массопередачи. Краткая характеристика процессов абсорбции и адсорбции. Физическая, химическая абсорбция, области применения. Типы адсорбентов. Направления использования адсорбентов в технологии.
Понятие «перегонка (дистилляция)». Значение перегонки для технологии. Виды перегонки. Ректификация, ее содержание и важность для химико-технологических процессов. Ректификационные колонны, классификация, принцип действия и применение.
Сущность кристаллизации. Влияние температуры перемешивания на скорость кристаллизации. Виды кристаллизации, области их применения.
Содержание процесса сушения. Контактное и конвективное сушение, их расхождения. Скорость сушения. Факторы, влияющие на скорость сушения. Типы сушилок, которые получили распространение в технологии.
Тема 13. ЭЛЕКТРОФИЗИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
Значение электрофизических методов для системы технологий.
Ультразвуковые колебания, их характеристика. Понятие «кавитация». Отрицательные последствия кавитации.
Промышленные источники ультразвука. Сущность процессов, лежащих в основе механических, электромеханических источников ультразвука. Применение ультразвуковых колебаний для интенсификации процессов химической технологии, для очищения деталей, сборочных единиц, размерной обработки.
Электроэрозионные методы обработки, их содержание и классификация. Разновидности и области применения электроискровой обработки. Принцип действия установки для электроискровой обработки.
Анодно-механическая обработка. Характеристика установки. Условия соединения с образивной обработкой.
Метод электроискрового упрочнения. Сущность его и стадии технологического процесса. Область применения электроискрового укрепления.
Электронно-лучевая обработка, ее содержание и назначение. Электронно-лучевая сварка. Характеристика установки для электронно-лучевой сварки. Применение электронного луча в микроэлектронике.
Плазменная обработка материалов. Плазмотроны, принцип их работы, классификация. Плазмотроны с независимой и зависимой дугой. Способы нагревания изделий. Технологические достоинства и недостатки плазменной обработки материалов. Использование плазмотронов как источника энергии, заряженных частиц. Сварка плазменной струей, ее сущность, область применения. Плазменно-дуговая резка. Особенности разделительной и поверхностной плазменно-дуговой резки. Плазменная наплавка и легирование поверхностных слоев изделий. Группы порошковых композиций наплавочных материалов.
Лазерная обработка. Характеристика и основные элементы лазеров. Классификация лазеров в зависимости от материала активного элемента. Типы лазеров, применяемых в технологических процессах. Направления использования лазерного луча в отраслях промышленности.
Тема 14. ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ.
ПОДГОТОВКА ПРОИЗВОДСТВА
Определение машиностроения как комплексной отрасли. Влияние уровня развития машиностроения на технический прогресс: Структура машиностроения и общность отраслей машиностроения. Роль технологии машиностроения в машиностроении.
Структура машиностроительного предприятия. Назначение и классификация основных цехов и служб. Технологический, предметный и смешанный принципы организации производства. Производственные службы и хозяйства машиностроительного предприятия, их деление и назначение. Органы управления. Структура и функции органов управления.
Понятие «изделие». Изделия основного и вспомогательного производств. Классификация изделий в зависимости от степени их сложности. Понятия «деталь», «сборочная единица», «комплекс», «комплект», «хмеханизм», «машина». Группы машин. Основные механизмы рабочих машин. Типы рабочих машин.
Стадии технологического процесса машиностроительного предприятия. Понятие «свойства и качества машин». Характеристика важнейших качеств машин: производительности, экономичности, надежности, безотказности, ремонтопригодности, сохраняемости, технологичности. Себестоимость - критерий технологичности конструкции машины.
Понятие о подготовке производства. Конструкторская и технологическая подготовка производства.
Проектирование и конструирование. Общие сведения. Виды погрузок. Методы расчета изделий.
Понятие о технологичности и правила отрабатывания конструкции на технологичность. Методика оценки технологичности конструкции. Требования к технологичности конструкции деталей.
Основные задачи проектирования технологических процессов. Этапы проектирования технологических процессов изготовления деталей и сборки изделий.
Классификационные признаки станков. Основные правила выбора оборудования при разработке процесса изготовления детали.
Назначение и виды технологического оснащения для закрепления деталей, инструмента. Технико-экономическое обоснование выбора технологического оснащения.
Резальные инструменты для станков разных классов. Выбор, обоснование и расчет режущего инструмента.
Инструменты и приспособления для контроля размеров обработки.
Тема 15. ПРОИЗВОДСТВО ЗАГОТОВОК МЕТОДАМИ ЛИТЬЯ,
ОБРАБОТКА ИХ В ДЕТАЛИ
Литье, его характеристика, преимущества и недостатки. Литье в песчано-глинистые формы. Операции технологического процесса литья в песчано-глинистые формы. Зависимость качества отливки от формовочных и стержневых смесей. Классификация формовочных смесей в зависимости от назначения. Значение комплексной механизации и автоматизации для литейного производства.
Специальные способы литья. Литье в постоянные металлические формы (кокили). Операции технологического процесса литья в песчано-глинистые формы. Преимущества и недостатки литья в кокили в сравнении с литьем в песчано-глинистые формы.
Центробежное литье, его сущность и назначение. Типы машин для центробежного литья, их краткая характеристика. Достоинства центробежного литья.
Точные методы литья. Литье под давлением, его сущность и область применения. Принцип работы машин для литья под давлением. Литье в оболочковые формы, его назначение и преимущества.
Краткая характеристика машин для литья в оболочковые формы. Сущность и назначение литья по выплавляемым моделям. Стадии технологического процесса. Преимущества и недостатки литья по выплавляемым моделям.
Классификация методов обработки заготовок и деталей.
Сущность процесса резания металла. Понятие о припуске. Качество обработки деталей. Основные виды обработки резанием; элементы режима резания. Схемы обработки металла: точение, сверление, строгание, фрезерование, шлифование.
Виды абразивной обработки. Оборудование и оснащение. Абразивные материалы и их маркирование. Шлифование, хонингирование, суперфиниширование, доведение, полирование.
Назначение и виды термической обработки. Технико-экономические показатели процессов термической обработки.
Тема 16. МЕТОДЫ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Назначение методов пластической деформации. Факторы, влияющие на формообразование заготовок из конструкционных материалов. Оборудование для нагревания заготовок. Классификация печей в зависимости от источника теплоты, по методу работы, технологическому признаку. Электронагрев металлических заготовок, его характеристика. Основные способы электронагрева.
Сущность методов обработки металлов давлением. Прокатка. Основные способы прокатки. Стандартизация прокатных изделий. Понятие «сортамент проката». Прокатные станы, их характеристика и признаки классификации. Блюминги, слябинги.
Волочение, его назначение и содержание. Материал для волочения. Краткая характеристика оборудования. Достоинства метода волочения.
Прессование. Исходный материал для прессования. Два способа прессования. Преимущества прессования в сравнении с прокаткой.
Ковка. Способы ковки. Материал, применяемый для ковки. Понятие «поковки». Особенности технологического режима ковки. Оборудование для ковки: молоты, прессы. Их типы и принцип работы.
Сущность и назначение штампования. Объемная и листовая штамповка. Материал для объемной штамповки. Безоблойная штамповка, ее достоинства. Назначение холодной высадки. Оборудование для холодной высадки.
Преимущества листовой штамповки. Исходный материал и основные операции листовой штамповки. Листовая штамповка взрывом, электрогидравлическая штамповка. Их сущность и назначение.
Методы получения заготовок из неметаллических материалов. Способы изготовления древесностружечных плит, стекла.
Формообразование заготовок, изделий из пластмасс, резины. Характеристика полимеров по отношению к температуре, давлению и особенности их свойств.
Компрессионное прессование. Полимеры, используемые как исходные материалы и типы слоистых пластиков, получаемых этим методом. Содержание технологического процесса прессованием.
Литье под давлением. Исходные полимеры, применяемые в этом методе. Принцип действия машин для литья под давлением.
Экструзия. Типы полимеров, перерабатываемых экструзией. Экструдеры, принцип их действия, отличие от литьевых машин.
Вальцевание, каландирование. Назначение и сущность методов. Характеристика исходных полимеров и оборудования для проведения вальцевания и каландирования.
Вакуум-формирование и формирование сжатым воздухом. Полимеры, которые перерабатываются этими способами. Особенности и содержание технологии формования.
Обработка пластмасс в твердом состоянии. Разделительные операции, штамповка.
Формование изделий из резины методами пластической деформации. Назначение и принципы осуществления экструзии, горячего и холодного прессования, литья под давлением резиновых смесей. Изделия, полученные этими методами.
Методы порошковой металлургии, их преимущества. Свойства материалов, получаемых этими способами. Операции технологических процессов. Способы приготовления металлических порошков. Оборудование для формования изделий, спекания. Типы изделий, получаемых методами порошковой металлургии.
Тема 17. НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Понятия «разъемные соединения» и «неразъемные соединения». Группы неразъемных соединений, их назначение.
Сварка, ее сущность, достоинства. Сочетание сварки и штамповки. Методы сварки, лежащие в основе современного сварочного производства. Роботы-сварщики, их характеристика.
Методы получения сварных соединений. Сварка плавлением и давлением. Процессы, идущие при сварке плавлением, давлением. Классификация методов сварки по физическим признакам, способу образования сварного соединения, виду используемой энергии, степени автоматизации. Понятие «свариваемость материала». Изменение свойств металлов при сварке. Свариваемость сталей, чугунов, сплавов металлов.
Методы сварки плавлением. Электродуговая сварка. Технология и оборудование электродуговой сварки на постоянном и переменном токе. Сварка по способу Славянова и способу Бенардоса. Электроды для сварки: их состав и назначение. Виды электродуговой сварки.
Атомно-водородная, аргоно-дуговая, электрошлаковая сварка. Содержание технологических процессов, характеристика установок. Области применения этих методов сварки.
Аргоно-дуговая сварка, ее сущность. Стали и сплавы металлов, свариваемые аргоно-дуговой сваркой.
Назначение сварки в среде углекислого газа. Технология проведения сварки в среде диоксида углерода.
Электрошлаковая сварка. Содержание технологического процесса и характеристика установки. Расширение области применения этого метода сварки. Электрошлаковый переплав.
Газовая сварка. Технология, оборудование для газовой сварки. Сварочные горелки, их классификация по принципу действия. Область применения и недостатки газовой сварки.
Специальные методы сваривания плавлением: электронно-лучевая, лазерная, плазменная.
Способы огневой резки материалов. Требования к металлам, сплавам при огневой резке. Типы сталей, подвергаемые газовой резке. Области применения газовой резки металлов. Виды резки. Оборудование для газовой резки.
Кислородно-флюсовая резка. Характеристика технологического процесса. Материалы, которые поддаются кислородно-флюсовой резке.
Электродуговая (воздушно-дуговая, кислородно-дуговая) резка, ее сущность. Электроды для электродуговой резки. Производительность и качество поверхности при электродуговой резке по сравнению с газовой резкой.
Способы сварки давлением. Электрическая контактная сварка. Причины широкого распространения метода. Сущность и виды электрической контактной сварки. Стыковая сварка, характеристика установки для ее проведения. Разновидности стыковой сварки. Сварка плавлением и сопротивлением. Назначение этих способов и содержание технологии.
Точечная сварка, принцип действия установки для точечной сварки. Факторы, влияющие на качество точечной сварки. Область применения точечной сварки.
Шовная сварка, се назначение. Установка для шовной сварки. Сходство и отличие шовной сварки по сравнению с точечной сваркой.
Газопрессовая сварка. Область применения, технология, недостатки.
Специальные методы сварки. Диффузная сварка в вакууме. Сущность метода и характеристика технологического процесса. Отличительные свойства сварных швов, получаемых диффузной сваркой. Область применения диффузной сварки.
Ультразвуковая сварка. Материалы, для которых наиболее эффективна ультразвуковая сварка. Качество сварных швов, получаемых этим способом.
Сварка трением. Особенности технологического процесса. Типы материалов, подвергаемых сварке трением. Характеристика сварных швов. Область применения сварки трением.
Сварка сжатием. Содержание технологии. Материалы, подвергаемые сварке этим методом. Преимущества и недостатки сварки сжатием.
Сварка взрывом, термитная сварка, индукционная сварка. Область их применения.
Распространенные дефекты при сварке. Методы контроля сварных швов. Магнитная, рентгено-гамма-дефектоскопия.
Пайка, ее определение и сущность. Материалы, подвергаемые пайке. Технологические операции процесса пайки. Классификация припоев в зависимости от температуры плавления. Влияние флюсов на качество пайки. Характеристика соединений, получаемых с помощью пайки.
Склеивание. Стадии технологического процесса. Металлы и неметаллические материалы, которые поддаются склеиванию. Преимущества склеивания.
Тема 18. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ
ДЕТАЛЕЙ В ГОТОВЫЕ ИЗДЕЛИЯ
Технологии сборки изделий. Организация сборки при единичном и серийном производствах. Узловая и общая сборка. Организация сборки в массовом производстве. Классификация видов сборки. Технологическая схема сборки. Стационарная сборка, сборка по принципу дифференцирования операций. Подвижная сборка. Поточная подвижная сборка и факторы, ее характеризующие. Поточная сборка с неподвижным изделием. Определение трудоемкости сборки. Сборка типичных соединений.
Исходные данные для разработки технологического процесса сборки. Нормирование сборочных операций. Механизация и автоматизация сборочных операций. Виды приспособлений, используемых при сборке. Критерии технико-экономической оценки процессов сборки. Основные направления развития сборочного производства.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Раскрыть сущность понятия «технология». Какие существуют трактовки этого понятия? В чем преимущество системного подхода к рассмотрению понятия «технология»?
2. Дать определение технологии как науки. Охарактеризовать наиболее распространенные виды технологий.
3. В чем заключается взаимное влияние экономических отношений и технологии? Почему экономисты должны владеть знаниями систем технологий?
4. Охарактеризовать общие понятия, термины, используемые в разных областях систем технологий.
5. Раскрыть содержание понятий «производственный процесс», «технологический процесс». Какие принципы их классификации?
6. Что такое технологический баланс? Какова его структура? При составлении какой технико-экономической документации используют данные технологического баланса?
7. Сформулировать понятие «качество продукции». Какие факторы влияют на качество продукции?
8. Какие типы производств существуют? Привести их сравнительную технико-экономическую характеристику.
9. Раскрыть сущность технического и научного прогресса. В чем состоит двустороннее взаимодействие науки и технологии?
10.Охарактеризовать понятия «изобретение», «нововведение». В чем отличие между этими понятиями? Что понимают под инновационной деятельностью?
11.Дать определение сырью и материалам. Какова их роль в технологических процессах? Указать методы классификации сырья и материалов.
12.Коротко охарактеризовать предварительную подготовку и способы обогащения сырья. Какова их роль в повышении качества сырья?
13.Какую роль играет вода в системах технологий? В чем сущность промышленной водоподготовки?
14.Охарактеризовать источники энергии Земли. Какова роль энергии в технологических процессах?
15.Что понимают под энергоемкостью технологических процессов? Привести примеры энергоемких и малоэнергоемких технологий.
16.Указать особенности химико-технологических процессов. Перечислить принципы классификации и стадии этих процессов. Почему они играют важную роль в системах технологий?
17.Дать краткую характеристику высокотемпературных процессов. Отметить основные направления их совершенствования.
18.Раскрыть сущность доменного процесса. По каким признакам классифицируют чугуны?
19.Указать методы производства стали. Привести их сравнительную технико-экономическую оценку.
20.Охарактеризовать высокотемпературные процессы в производстве строительных материалов. В чем общность и различие этих процессов при производстве керамики, вяжущих веществ, стекла?
21.Какие особенности высокотемпературных процессов при переработке топлива и в химической промышленности?
22.В чем сущность электрохимических процессов? Почему они получили распространение при производстве цветных металлов, химических продуктов?
23.Что такое катализ? Какие существуют виды катализа? Назвать преимущества каталитических процессов.
24.Охарактеризовать влияние давления на структуру, свойства и форму веществ. Какая связь между использованием давления и энергетическими, эксплуатационными затратами?
25.В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения.
26.Какие основные группы физических процессов используют в системах технологий?
27.Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия?
28.Раскрыть сущность понятий «изделие», «деталь», «сборочная единица», «комплекс», «комплект», «механизм», «машина».
29.Дать определение литью. Какие методы литья металлов используют в системах технологий? Привести их сравнительную характеристику.
30.В чем сущность методов обработки металлов давлением? Охарактеризовать прокатку и ее основные способы.
31.Что такое волочение? Какие материалы и оборудование применяют в этом процессе?
32.Охарактеризовать способы прессования. Какие преимущества прессования металлов в сравнении с прокаткой?
33.Раскрыть содержание процесса ковки металлов. В чем особенности технологического режима ковки? Какие методы ковки используют в системах технологий?
34.Разновидностью какого способа обработки металлов давлением является штампование? Охарактеризовать объемное и листовое штампование.
35.В чем сущность методов получения заготовок из неметаллических материалов?
36.Дать определение сварке. Указать ее достоинства.
37.Охарактеризовать методы сварки плавлением. Указать области применения любого из этих методов.
38.Какие способы относят к специальным методам сварки плавлением?
39.Дать характеристику методам сварки давлением. Какие преимущества и недостатки этих методов?
40.В чем сущность пайки? Перечислить технологические операции пайки.
41.Указать преимущества метода склеивания. Какие материалы подвергаются склеиванию?
42.Коротко охарактеризовать электрофизические методы обработки материалов. Каково их значение для систем технологий?
43.Какие основные виды продукции получают в системах технологий? Указать области их применения.
ПРАКТИЧЕСКИЕ ЗАНЯТИЯ
1.
РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ ЭНЕРГИИ В
СИСТЕМАХ ТЕХНОЛОГИЙ
1.1
Основные направления рационального использования
электроэнергии
При рациональном использовании электроэнергии важное значение принадлежит модернизации оборудования, автоматизации процессов в энергоустановках предприятий.
Можно выделить следующие направления рационального использования электроэнергии при осуществлении технологических процессов. Одним из них является выбор энергоносителей. Имеется в виду выбор для отдельной технологии каждого предприятия энергоносителя: электроэнергии, газа, жидкого топлива и др.
Большим резервом экономии электроэнергии являются вторичные энергетические ресурсы. Сюда относят: тепло отходящих газов промышленных печей, котлов; горячие отходы технологических процессов, тепло паровых машин; электрическую и механическую энергию, полученную в качестве побочного продукта.
Рациональное использование электроэнергии может быть достигнуто и за счет интенсификации технологических процессов путем совершенствования действующей, внедрения новой технологии; автоматизации вспомогательных процессов; совершенствования организации производства.
Сокращение потерь энергии в оборудовании и сетях образует следующее направление рационального использования электроэнергии. Оно достигается за счет рациональных схем энергоснабжения, содержания энергетического и технологического оборудования на высоком техническом уровне, использования экономичных режимов работы трансформаторов, двигателей, нагревателей.
Важным мероприятием, направленным на рациональное использование энергии всех видов, является энергетическое нормирование.
Удельной нормой расхода электрознергии называется величина затрат энергии на производство единицы продукции. Различают технологические, цеховые, общезаводские удельные нормы расхода электроэнергии.
Энергия, потребляемая заводом, цехом, станком, состоит из двух частей: постоянной составляющей (я), не зависящей от количества выпускаемой продукции, и переменной составляющей (Ь), зависящей от количества выпускаемой продукции. Тогда общий расход электроэнергии (W) будет равен: равен:
где Л - количество выпускаемой продукции.
Постоянная составляющая расхода энергии (потребление электроэнергии водонасосными, котельными, компрессорными установками, электротранспортом и т. д.) в среднем включает 50 - 60%, а переменная - 50 - 40% от общего расхода энергии.
При увеличении выпуска продукции снижается удельный расход электроэнергии. Это подтверждается выражением:

Вот почему интенсификация процессов систем технологий обусловливает экономию электроэнергии.
Известно, что для рационального использования энергии важное значение имеет выбор энергоносителей.
Широкие возможности для взаимозаменяемости различных энергоносителей и видов топлива (электроэнергия, пар, горячая вода, мазут, газ, уголь) вытекают из централизации электротеплоснабжения в сочетании с газификацией.
Существенная экономия электроэнергии достигается при переводе процессов термообработки, нагрева, сушки на газ, жидкое топливо.
При сравнении различных энергоносителей применяют переводные коэффициенты (эквиваленты) энергии, которые представлены в табл. 1.
Таблица 1
Переводные коэффициенты (эквиваленты) энергии
| Вид энергии |
Обозначение |
Размерность |
Эквивалент для перевода в |
| электроэнергию |
Тепловую энергию |
механическую энергию |
условное топливо |
нормальный пар |
| Электроэнергия |
W |
кВт-ч |
1 |
860 |
1,36 |
0,123 |
1,344 |
| Механическая энергия |
L |
л-с-ч |
0,735 |
632,3 |
1 |
90,4-Ю"3 |
0,989 |
| Расходу условного топлива |
В |
кг |
8,141 |
7000 |
11,06 |
1 |
10,13 |
| Расход нормального пара |
DH |
кг |
0,744 |
640 |
1,011 |
91,5-Ю"3 |
1 |
Рассмотрим рациональное использование электроэнергии при обработке металлов резанием.
Технологические и энергетические процессы работы станков взаимосвязаны. Ускорение процессов увеличивает загрузку станков и создается лучший энергетический режим работы оборудования.
В процессе совершенствования технологии на машиностроительном предприятии одним из путей рационального использования электроэнергии является сокращение машинного (tM) и вспомогательного (t) времени при обработке металла на станке.
Машинным временем считают, например, время снятия стружки режущим инструментом, вспомогательным - время работы станка на холостом ходу. Сокращение машинного и вспомогательного времени может достигаться за счет изменения оснастки, путем передачи изделия на другой станок, совмещением операций на станке, одновременной обработкой нескольких изделий, повышением качества инструмента. Кроме этого, к сокращению вспомогательного времени ведет автоматизация вспомогательных операций (перевод крепления деталей с ручного на пневматический привод), внедрение рациональных методов обработки.
Расчет экономии электроэнергии ведут при внедрении нового способа обработки детали на прежнем станке либо при передаче обработки на другой станок.
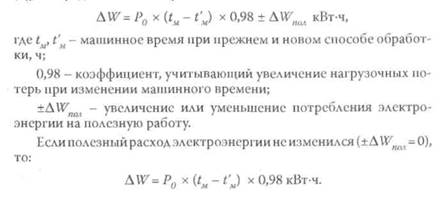
При изменении способа обработки детали на прежнем станке экономия электроэнергии (AW) достигается за счет уменьшения машинного времени обработки при постоянной мощности потерь (Рп) и определяется по выражению:
1.2 Примеры выполнения заданий
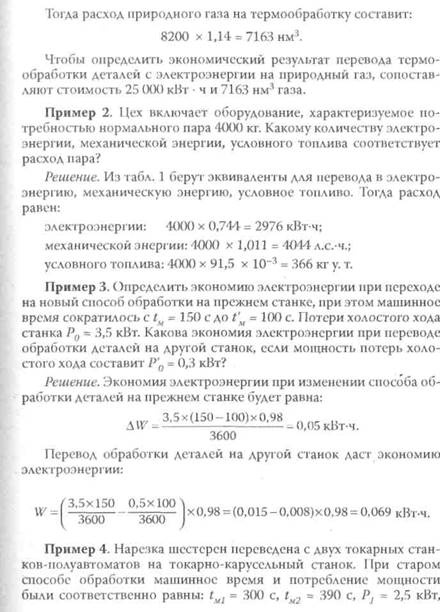
Пример 1. Электрическая печь термического цеха завода характеризуется потреблением электроэнергии 25 000 кВт-ч. На непосредственный нагрев деталей в печи идет 80% электроэнергии. Перевести термообработку деталей на природный газ, если эквивалент для перевода в природный газ равен 1,14. КПД газовой печи - 30%.
Решение: Сначала определяют количество электроэнергии на непосредственный нагрев деталей в электропечи: 25000 х 0,8 = = 20 000 (кВт-ч). Используя табл. 1, переводят полученный расход электроэнергии в эквивалентное количество условного топлива (у. т.):
20 000 х 0,123 = 2460 кг у. т.
Если учесть КПД газовой печи, то потребность в условном топливе составит:= 8200 кг у. т.
2. Электрические печи термического цеха завода потребляют 30 000 кВт-ч электроэнергии. Какому количеству условного топлива, механической энергии, нормального пара эквивалентен расход электроэнергии, если КПД печей 85%, а длительность работы 1000 ч?
3.Для термообработки деталей используют газовые печи, имею-щие КПД - 35% и потребляющие 6000 нм3 природного газа. Перевести термообработку деталей на электрические печи, если КПД одной электропечи 80%.
4. В цехе работает оборудование, характеризуемое потребностью нормального пара 5000 нм3. Какому количеству электроэнергии, механической энергии, условного топлива эквивалентен расход пара, если КПД оборудования 30%?
5. Оборудование цеха обеспечивает выработку механической энергии 250 л. с.ч. Какое количество электроэнергии, условного топлива непосредственно затрачивается на обработку изделий, если оборудование имеет КПД 70%?
6. Определить экономию электроэнергии при переходе на новый способ обработки изделий на прежнем станке, если при этом машинное время сократилось с 220 с до 150 с. Мощность потерь холостого хода равна 0,30 кВт.
7. Определить время обработки изделий на станке при прежнем способе, если время обработки изделий при новом способе равно 100 с. Экономия электроэнергии составляет 0,25 кВт-ч, а мощность потерь холостого хода 0,15 кВт.
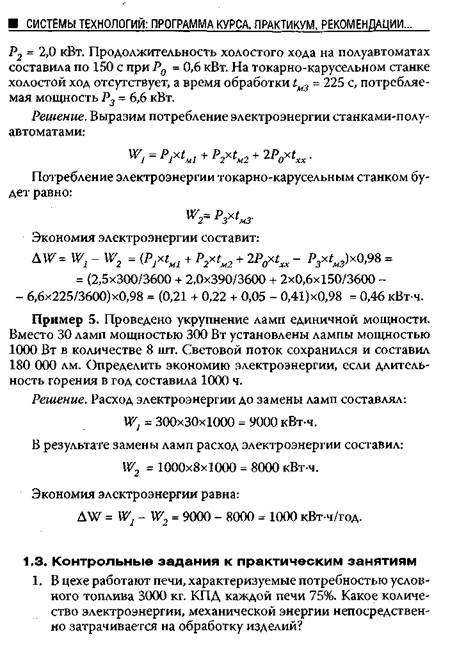
8. Какую экономию электроэнергии можно получить при переводе обработки изделий с двух токарных станков на станок-полуавтомат? На токарных станках время обработки изделий соответственно равно 230 с, 240 с, потребляемые мощности 3 кВт и 4 кВт, время холостого хода - 100 с и 120 с, мощности потерь холостого хода - 0,25 кВт и 0,30 кВт. Время обработки изделий на станке-полуавтомате составило 160 с, а потребляемая мощность 5 кВт.
9. Какова мощность потерь холостого хода станка, на который переведена обработка изделий с другого станка, имеющего мощность потерь холостого хода 0,35 кВт? Время обработки изделий на прежнем и новом станках соответственно равно 180 с и 150 с, потребляемые мощности 3 кВт и 2,5 кВт, а время холостого хода 120 с и 100 с. Экономия электроэнергии составила 0,045 кВтч.
10. Провести укрупнение ламп единичной мощности с целью получения экономии электроэнергии 1200 кВт-ч. Вместо 20 ламп мощностью 200 Вт нужно установить лампы мощностью 800 Вт. Сколько нужно взять ламп большей мощности, если длительность горения ламп равна 1000 ч?
11. При укрупнении ламп единичной мощности использовано 6 ламп мощностью 1000 Вт. Получена экономия электроэнергии 1200 кВт-ч. Сколько ламп мощностью 300 Вт заменено, если длительность горения составляет 1000 ч?
12. Определить экономию электроэнергии в результате замены 25 ламп мощностью 300 Вт 8 лампами мощностью 1000 Вт. Световой поток остается прежним. Длительность горения ламп принять равной 1100 ч.
2. МАТЕРИАЛЬНЫЙ И ЭНЕРГЕТИЧЕСКИЙ БАЛАНСЫ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
2.1 Технологический баланс, его структура
Материальный и энергетический балансы технологических процессов
В основе любого промышленного производства лежит технологический процесс, представляющий собой совокупность операций, непосредственно связанных с добычей, переработкой сырья в полуфабрикаты или готовую продукцию.
Для осуществления процесса составляют технологический баланс. Он представляет собой результаты расчетов, содержащие количество введенных и полученных в производственном процессе материалов, энергии, то есть приход и расход. Технологический баланс выражают в виде уравнений, таблиц, диаграмм.
Из определения технологического баланса следует, что он включает материальный и энергетический балансы. При их составлении используют законы сохранения материи и энергии. В каждом материальном балансе количество введенных в технологический процесс сырьевых продуктов должно быть равно количеству основных и промежуточных продуктов, а также отходов производства. Аналогично количество введенного с исходными веществами тепла, электроэнергии должно равняться количеству энергии, уходящей с продуктами и отходами.
При составлении технологических балансов используют стехиометрические, термохимические расчеты, физико-химические закономерности.
Материальный и энергетический балансы нужны не только для эффективного проведения процессов, но и для их анализа. По балансам определяют фактический выход продукции, коэффициенты полезного использования энергии, расход сырья, потери сырья, топлива, энергии.
Сначала составляют материальный, а затем энергетический (тепловой) балансы.
Материальный баланс - это количественное выражение закона сохранения материи. Масса веществ, поступивших на технологические операции (приход), равна массе веществ, образовавшихся в результате процесса (расход).
Материальный баланс составляют по уравнениям химических реакций, при этом учитывают параллельные и побочные реакции. Побочные реакции являются следствием присутствия примесей в исходном сырье. Поэтому в материальный баланс входят массы исходных веществ, примесей, а также массы основных, побочных продуктов, отходов.
Неточность технико-химического анализа, неточность учета всех протекающих реакций свидетельствует о наличии погрешности в расчете материального баланса.
Массы веществ отдельно находят для твердой (Мт), жидкой (Мж) и газообразной (Ме) фаз. Тогда можно записать:
Мт + Мж + Ме=М'м + М'ж + М'г,
где М'т , М'ж , М'г - массы продуктов, получившихся в результате технологического процесса (расход).
В реальных технологических процессах не всегда участвуют все фазы. Кроме того, часть продуктов остается не прореагировавшей. Тогда уравнение материального баланса будет иметь вид:
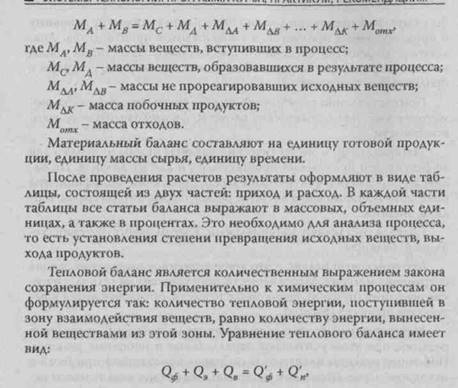
где ц г - фактическая теплота, поступившая в зону взаимодействия с исходными веществами;
Qa - теплота экзотермических реакций и физических переходов из одного агрегатного состояния в другое (плавление, испарение, кристаллизация, растворение).
-Если тепловой эффект взаимодействия отрицательный, то Q3 помещают в расходную часть баланса;
Qe - теплота, введенная в зону процесса и не принимающая участия в химических превращениях (обогрев, охлаждение за счет использования газа, топлива, горячей воды, хладоагента и т. д.);
Q'ti ~ физическая теплота, выходящая из процесса с продуктами реакции;
Q'n - потери тепла в окружающую среду.
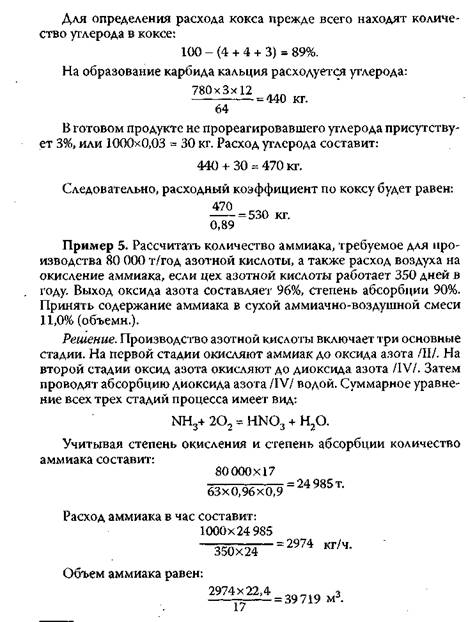
Расход воздуха, необходимый для окисления аммиака, будет равен:

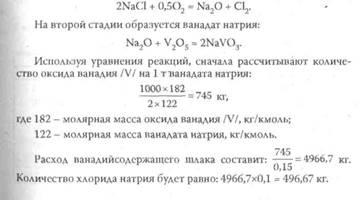
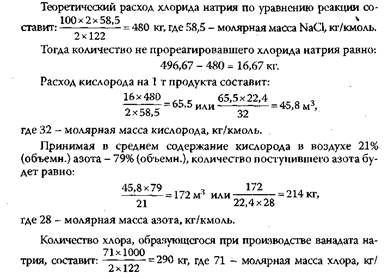
Пример 6. Составить материальный баланс печи окислительного обжига ванадийсодержащего сырья производства ванадата аммония (NaV03) в расчете на 1 т готового продукта. Исходное сырье: ванадиевый шлак, содержащий .15% (масс.) оксида ванадия /V/ (V2Os); хлорид натрия (NaCl), расходуемый в количестве 10% от массы шлака; воздух.
Решение. Ванадий, широко применяемый для изготовления твердых сплавов, чугуна, сталей специального назначения, а также как катализатор при производстве серной кислоты, нафталина, анилиновых красителей, получают из ванадийсодержащего сырья (шлаков, концентратов, руды). Такие шлаки образуются при выплавке стали из чугуна, предварительно полученного из железных и ванадиевых руд. Ванадийсодержащие шлаки включают до 18% оксида ванадия /V/.
Сырье смешивают с NaCl, измельчают и подвергают окислительному обжигу во вращающихся печах при температуре 800 - 900°С.
На первой стадии идет окисление хлорида натрия по уравнению:
На основе проведенного расчета составляют таблицу материального баланса (табл. 2).
Таблица 2
Материальный баланс ванадийсодержащего сырья
| Приход |
Расход |
| Исходное вещество |
кг |
Полученное вещество |
кг |
| Ванадиевый шлак |
4966,70 |
Шлам (4966,7 - 745) |
4221,70 |
| Хлорид натрия |
496,67 |
Ванадат натрия |
1000,00 |
| Воздух |
Хлорид натрия |
16,67 |
| в том числе: |
Хлор |
290,00 |
| Кислород |
65,50 |
Азот |
214,00 |
| Азот |
214,00 |
| Итого |
5742,87 |
Итого |
5742,37 |
Невязка баланса 0,50 кг (9ДЗх10~3 %)
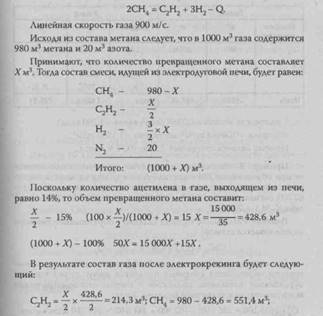
Пример 7. Рассчитать материальный баланс процесса электрокрекинга природного газа имеющего состав 98% (объемн.) метана (СН4), 2% (объемн.) азота (N2). В газе, выходящем из аппарата, содержится 14% ацетилена. Побочные реакции не учитывать. Расчет вести на 1000 м3 исходного природного газа.
Решение. Ацетилен получают из метана в газовой фазе при температуре 1200 - 1600°С в электродуговых печах. Процесс описывается уравнением:

Полученные данные используют для составления таблицы материального баланса (табл. 3).
Таблица 3
Материальный баланс процесса электрокрекинга метана
| Приход |
Расход |
| Исходное вещество |
и» |
кг |
Продукты |
и» |
кг |
сн4
N2
|
980 20 |
702,46 25,00 |
С2Н2
сн4 н2
N2
|
214,3 551,4 642,9 20,0 |
247,19 395,24 57,78 25,00 |
| Итого |
1000 |
727,46 |
Итого |
1428,6 |
725,21 |
* плотность метана - 0,7168 кг/м3; азота - 1,250 кг/м3; водорода - 0,08988 кг/м3; ацетилена - 1,1535 кг/м3. Невязка баланса составляет 2,25 кг (0,31 % масс).
Пример 8. Рассчитать количество теплоты, выделяющейся при образовании 200 л ацетилена из карбида кальция, если теплота образования (кДж/кмоль) равна: карбида кальция (СаС2) -62 700; оксида кальция (СаО) - 635 100; воды (НаО) - 241 840; ацетилена (С2Н2) - 226 750.
Решение. Разложение карбида кальция с образованием ацетилена описывается схемой:
СаС2 + Н20 = СаО + С2Н2 + Qp.
Согласно закону Гесса тепловой эффект реакции равен сумме теплоты образования конечных продуктов минус сумма теплоты образования начальных продуктов с учетом стехиометрических коэффициентов в уравнении реакции. Тогда:
Qp= (635 100 + 226 750) - (62 700 + 241 840) = 557 310 кДж/кмоль.
Результаты расчета сводят в табл. 4.
Таблица 4 Тепловой баланс процесса пиролиза ацетона
| Приход тепла |
кДж |
% |
Расход тепла |
кДж |
% |
| С ацетоном При сжигании природного газа |
98928,1 6308593,9 |
1,54 98,46 |
С ацетоном Теплота реакции С отходящими газами |
1309968,4
818560,0
4278993,6
|
20,44 12,78 бё,78 |
| Итого |
6407522,0 |
100 |
Итого |
6407522,0 |
100 |
2.3 Контрольные задания к практическим занятиям
1. Сухой коксовый газ включает следующие компоненты (% объемн.): Н2 - 59%; СН4 - 25%; CnHm- 3,5%; СО - 7,5%; С02 - 3,6%; 02 - 0,7%; N2 - 6,7%. Какое количество сухого воздуха необходимо для полного сгорания сухого коксового газа?
2. Определить выход моногидрата серной кислоты из элементной серы.
3. Вычислить теоретические расходные коэффициенты для железного колчедана (Fe304) в процессе выплавки чугуна. Чугун включает 93% железа, а колчедан не содержит примесей.
4. Рассчитать расходные коэффициенты в производстве карбида кальция. Исходное сырье - известь - содержит 95% оксида кальция. Кокс включает 3% золы; 4,5% летучих веществ; 2,5% влаги. Готовый продукт содержит 78% карбида кальция, 15% оксида кальция, 3% углерода, 4% примесей.
5. Технологический процесс производства азотной кислоты характеризуется производительностью 50 000 т/год кислоты. На стадию окисления аммиачно-воздушная смесь подается с концентрацией аммиака 10% (объемн.). Выход оксида азота составляет 95%, степень абсорбции 89%. Рассчитать расход воздуха, требуемый для окисления аммиака, а также количество аммиака для получения азотной кислоты.
6. Для производства ванадата аммония применяют: ванадиевый шлак, включающий 14,5% масс, оксида ванадия /V/, хлорид натрия расходуемый в количестве 10% от массы шлака, воздух. Составить материальный баланс процесса окислительного обжига ванадийсодержащего сырья на 1 т продукта.
7. Рассчитать материальный баланс процесса электрокрекинга природного газа, имеющего состав (% объемн.): метана - 96, азота - 4. Газы, выходящие из аппарата, содержат 18% (объемн.) ацетилена.
8. Определить количество теплоты, выделяющейся при образовании 400 л ацетилена из карбида кальция.
9. Какое количество теплоты образуется при сгорании 2 кг (м3) этана, если теплота сгорания газа при стандартных условиях составляет 1 559 880 кДж/кмоль?
10.Сколько потребуется мазута для получения 1,5 т оксида алюминия из гидроксида алюминия?
11.Рассчитать тепловой баланс процесса пиролиза ацетона в производстве уксусного ангидрида, если производительность по уксусному ангидриду равна 20 т/сут, температура пиролиза 800°С, степень превращения ацетона в кетен 22%, состав пригодного газа: 98% метана, 2% азота.
3. ОПРЕДЕЛЕНИЕ ВЫХОДА, ВОЗМОЖНОГО
ИСПОЛЬЗОВАНИЯ ВТОРИЧНЫХ ЭНЕРГЕТИЧЕСКИХ
РЕСУРСОВ И ЭКОНОМИИ ТОПЛИВА ЗА СЧЕТ ИХ
ПРИМЕНЕНИЯ
3.1
Определение вторичных энергетических ресурсов, их
классификация и направления использования
Одним из направлений экономии топливно-энергетических ресурсов является использование вторичных (побочных) энергетических ресурсов (ВЭР). Под ВЭР понимают энергетический потенциал продукции, отходов, побочных и промежуточных продуктов, образующихся в технологических процессах (установках, агрегатах), который не применяется в самом процессе (агрегате), но может быть частично или полностью реализован для энергоснабжения других агрегатов, процессов.
Термин «энергетический потенциал» подразумевает наличие в перечисленных продуктах запаса энергии: физического тепла, химически связанного тепла, потенциальной энергии избыточного давления. Химически связанное тепло продуктов топливно-перерабатывающих установок (нефтеперерабатывающих, коксовых печей, газогенераторных, углеобогатительных) к ВЭР не относится.
ВЭР делятся на следующие группы:
1. Горючие (топливные) ВЭР. Это горючие отходы процессов химической и термохимической переработки углеродистого и углеводородного сырья; твердые и жидкие топливные отходы, не пригодные для дальнейшей технологической переработки; отходы деревообработки; щелока целлюлозно-бумажного производства и т. д.
2. Тепловые ВЭР. Физическое тепло отходящих газов технологических процессов (агрегатов); физическое тепло основной, побочной и промежуточной продукции; отходов основного производства; тепло рабочих тел систем принудительного охлаждения установок, агрегатов; тепло горячей воды, пара, отработанных в технологических процессах, силовых установках.
3. ВЭР избыточного давления. Это потенциальная энергия газов, жидкостей, покидающих технологические агрегаты с избыточным давлением, которое нужно снижать перед следующей ступенью использования газов, жидкостей или при сбросе их в атмосферу либо очисткой.
Исходя из классификации ВЭР, выделяют направления их применения. Топливное - непосредственное использование горючих ВЭР в качестве топлива. Тепловое - использование тепла, получаемое непосредственно в качестве ВЭР или вырабатываемое за счет ВЭР в утилизационных установках. Сюда относят и выработку холода. Силовое направление включает применение механической (электрической) энергии, вырабатываемой за счет ВЭР в утилизационных установках. Комбинированное направление характеризует использование потребителями тепла, электрической (механической) энергии, одновременно вырабатываемых за счет ВЭР.
Для проведения расчетов используют следующие основные понятия. Выход ВЭР - количество ВЭР, образующихся в данном технологическом процессе (агрегате) в единицу времени. Выработка за счет ВЭР - это количество тепла, холода, электроэнергии, механической энергии (работы), получаемых за счет ВЭР в утилизационных установках. Различают возможную, планируемую, фактическую выработку за счет ВЭР. Возможная - максимальное количество холода, тепла, энергии, которое практически можно получить за счет данного вида ВЭР. Планируемая выработка - количество тепла, холода, энергии, которое предполагается получить за счет ВЭР. Фактическая - это фактически полученное количество тепла, холода, энергии за определенный период.
Использование ВЭР - количество используемой у потребителя энергии, вырабатываемой за счет ВЭР, а также топлива, тепла, получаемых непосредственно как ВЭР; Также как и выработка, использование ВЭР может быть возможным, планируемым, фактическим. Коэффициент выработки за счет ВЭР - это отношение фактической (планируемой) выработки к возможной.
Экономия топлива за счет ВЭР - это количество первичного топлива, которое экономится за счет ВЭР. По этому показателю сравнивают эффективность применения разных ВЭР.
Коэффициент утилизации характеризуется отношением фактической (планируемой) экономии топлива за счет ВЭР к возможной.
Исходными данными для расчета выхода, использования ВЭР и экономии топлива за счет ВЭР являются материальные и тепловые балансы технологических процессов.
Прежде всего устанавливают виды ВЭР, их энергетический потенциал, агрегаты, дающие ВЭР. Для оценки направления расчета выхода ВЭР, выработки за счет ВЭР, использования ВЭР, экономии топлива за счет ВЭР составляют схему (рис. 1).
Удельный выход ВЭР определяют по выражению:
1вэр = твэр х"вэр'
где твэр - удельное количество энергоносителя в виде твердых, жидких, газообразных продуктов (берут из материального баланса процессов), кг(м3)/единица продукции (сырья);
Пвэр - энергетический потенциал энергоносителя, единица энер-
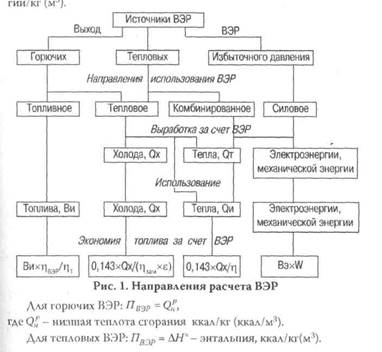
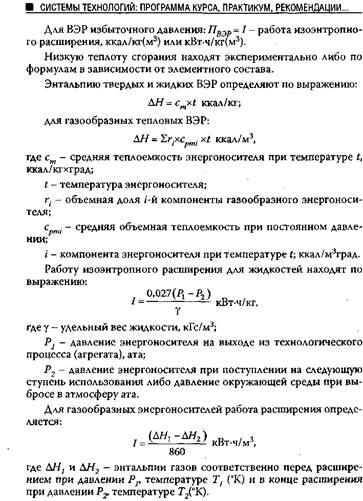
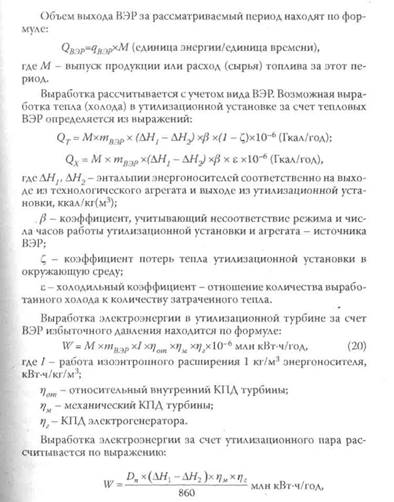
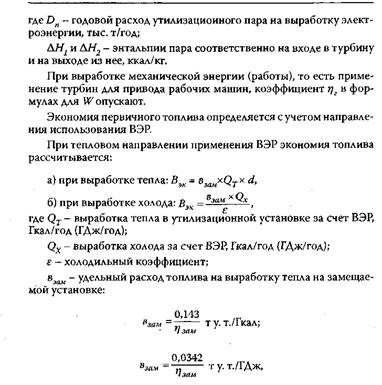
где rj - КПД замещаемой установки, с показателями которой сопоставляется эффективность использования ВЭР;
д - коэффициент использования выработки тепла потребителями.
Повышения этого коэффициента до единицы добиваются подбором потребителей и их кооперированием.
При силовом направлении использования ВЭР экономия первичного тепла находится по выражению:
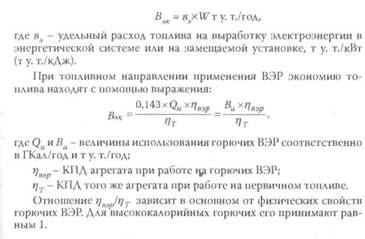
3.2 Примеры выполнения заданий
Пример 1. Рассчитать производительность котла-утилизатора, установленного за мартеновской печью, емкостью 600 т. Объем дымовых газов перед котлом-утилизатором V1 - 23,6 м3/с. Температура дыма на входе в котел-утилизатор t1 = 650°С. Состав дымовых газов перед котлом-утилизатором (% объемн.): С02 - 12; Н20 - 10,5; 02 - 5,5; N2 - 72. Давление в пароперегревателе Р = 1800 кПа, tn = 376°С. Коэффициент сохранения тепла = 0,99. Температура дыма на выходе из котла-утилизатора t2 = 245°С.
Решение. Котлы-утилизаторы предназначены для получения водяного пара за счет физического тепла дымовых газов, побочных продуктов или промежуточных продуктов.
В зависимости от количества дымовых газов (тыс. м3/ч) котлы-утилизаторы классифицируются на следующие типы: КУ-50; КУ-60-2; КУ-80-3; КУ-100-1; КУ-125 (120 тыс. м3/ч). Расчетная температура дымовых газов перед котлом КУ-50 составляет 600°С, а перед остальными - 650°С.
Для расчета используют энтальпии дымовых газов, которые представлены в табл. 5.
Таблица 5 Энтальпии дымовых газов при различных температурах
| Энтальпия газов, кДж/м3 |
Температура, С |
| 650 |
245 |
600 |
200 |
| ЛНсо2 |
1306,0 |
462,0 |
1236,76 |
361,67 |
| ЛНн2о |
1058,0 |
381,4 |
964,68 |
303,47 |
| АНо2 |
925,0 |
337,3 |
851,64 |
267,38 |
| AHn2 |
865,0 |
322,4 |
805,06 |
260,60 |
Используя данные табл. 5, определяют энтальпии дымовых газов на входе и выходе котла-утилизатора.
Температура 650°С: ДНсо2 = 0,12X1306,0 = 156,9 кДж/м3; ЛНн,о = 0,105X1058 = 111 кДж/м3; ДНо2 = 0,055x925 = 51 кДж/м3; AHn2 = 0,72X865 = 623 кДж/м3.
Суммарная энтальпия на входе ДНнд1/ = 942,0 кДж/м3. Температура 245°С: ДНсо, = 0,12 Х462 = 55,5 кДж/м3; ДНн2о = 0,105X381,4 = 40,0 кДж/м3; ДНо2 = 0,055X337,3 = 18,5 кДж/м3; ДНм2 - 0,72X322,4 = 232 кДж/м3.
Суммарная энтальпия на выходе ДНкон = 346,0 кДж/м3. Тогда количество теплоты, отданное дымовыми газами в котле-утилизаторе, будет равно:
Q = (ДН - ДН )xV = (942,0 - 346,0)х23,6 = 14065,6 кВт.
МП-"K(sM
Если учесть, что энтальпия поступающей в котел-утилизатор воды равна 421,0 кДж/кг (при 100°С), а энтальпия перегретого пара - 3198,0 кДж/кг (при 376°С), тогда количество тепла, воспринятое 1 кг воды, составляет:
Q' = 3198,0 - 421 = 2777 кДж/кг.
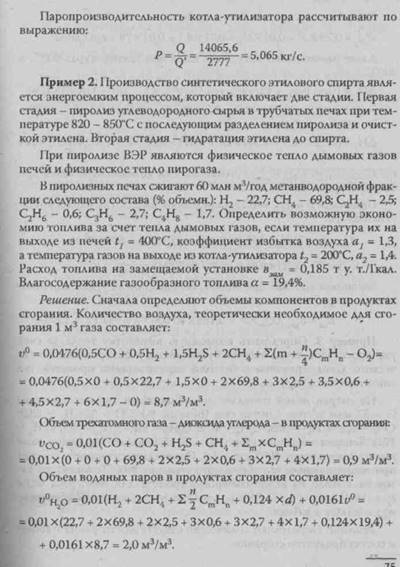
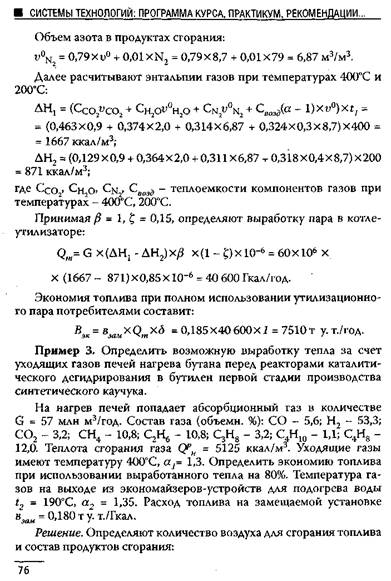
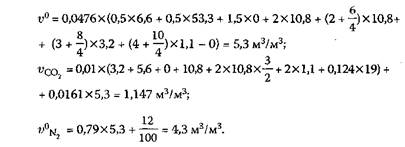
Взяв теплоемкости газов из справочной литературы, рассчитывают энтальпии газов при температурах 400"С и 190°С по ранее приведенным выражениям:
АН2 = (0,463X0,552 + 0,374X1,0147 + 0,314X4,80 + + 0,324X0,3X5,3) X 400 =
= (0,256 + 0,380 + 1,35 + 0,515) Х400 = 1000,4 ккал/м3;
Д#2 = (0,429X0,552 + 0,364x1,0147 + 0,311X4,3 + 0,318х
X 0,35X5,3) Х190 е (0,239 + 0,369 + 1,337 + 0,590) Х190 =
= 481,65 ккал/м3. Выработка тепла в экономайзере равна:
Qm= G х(ДЯ, - АЯ2) хД х (1 - £) хЮ-6. = 57Х106 х(1000,4- 481,65) Х1х0,85х10"6 = 25133,4 Гкал/год. Экономия топлива за счет ВЭР составляет:
Вэк = 0,180 X 25133,4X0,80 = 3619,2 т у. т./год.
3.3 Контрольные задания к практическим занятиям
1. Определить производительность котла-утилизатора -КУ-50, утилизирующего тепло дымовых газов; имеющих объем 22 м3/с. Состав дымовых газов перед котлом-утилизатором (96 объемн.): С02 - 11,0; Н20 - 9,5; 02 - 6,5; N2 - 73. Температура в пароперегревателе tn = 370°С. Коэффициент сохранения тепла / = 0,95. Температура дымовых газов на выходе из котла-утилизатора t2 = 200°С.
2. В печи для нагрева бутана производства синтетического каучука сжигают газ, состоящий из (% объемн.): СО - 5,6, Н2 - 53,3; С02 - 3,2; СН4 - 10,8; С2Н6 - 10,8; С3Н8 - 3,2; С4Н10 - 1,1; C4Hg - 12,0. Определить вид ВЭР. Составить схему расчета выхода ВЭР, выработки за счет ВЭР, экономии топлива.
3. Рассчитать возможную экономию топлива за счет ВЭР, которые образуются в печах пиролиза углеводородов при сгорании 18 млн м3/год газа, энтальпия дымовых газов равна 1500 Гкал/м3, а после пароперегревателя - 500 Гкал/м3.
4. В производстве синтетического каучука применяют печи для нагрева бутана, где сжигают газ в количестве 50 млн м3/год. Установить вид ВЭР, рассчитать экономию топлива за счет ВЭР, если ва„. = 0,19 т у. т./Гкал, АН. = 1053 Гкал/м3; АН, =3UM1*1£
= 493 Гкал/м3.
5. Определить возможную выработку тепла за счет ВЭР печей нагрева бутана в производстве синтетического каучука. На обогрев печей подают газ в количестве 45 млн м3/год. Объемы воздуха, углекислого газа, воды, азота соответственно равны (м3/м3): 5,3; 0,55; 1,4; 4,4. Температура на выходе из печи 400°С, а1 = 1,35, а на выходе из экономайзера 200°С, а2 = 1,4.
6. В печи для нагрева предельных углеводородов сжигают газ. Определить вид ВЭР, составить схему расчета выхода ВЭР, выработки за счет ВЭР, экономии топлива, если выработка тепла составила 25 000 Гкал/год, взим = = 0,16 т у. т./Гкал.
7. Определить возможную экономию топлива за счет ВЭР, образующихся при сгорании метан-водородной фракции в трубчатых печах пиролиза, если выработка теплоты за счет ВЭР составляет 30 000 Гкал/год, а 8 = 0,19 т у. т./Гкал. гп зам*
8.Определить объем дымовых газов, поступающих в экономайзер, если количество теплоты, идущее с газами, составляет 16 000 кВт, коэффициент сохранения тепла равен 0,96. Энтальпия дымовых газов до аппарата 950,6 кДж/м3, после -400 кДж/м3.
4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПЕРЕРАБОТКИ ТОПЛИВ
4.1
Характеристика и классификация процессов переработки
топлив
Переработку твердого, жидкого и газообразного топлива осуществляют с помощью термических и каталитических процессов.
Термическая или пирогенная переработка топлива - это процесс переработки, идущий при высокой температуре.
Процессы термической переработки топлив делятся на три группы.
Первая группа охватывает процессы пиролиза (сухой перегонки). Сырье нагревают без доступа воздуха. В результате сложные вещества разлагаются на твердые (кокс, полукокс, древесный уголь) и летучие вещества (смесь паров и газов).
При пиролизе могут идти процессы двух типов:
1. Физические высокотемпературные процессы, например, разделение сырой нефти по фракциям по температуре кипения.
2. Химические (деструктивные) высокотемпературные превращения исходных веществ с образованием горючих газов, топлив, отдельных химических продуктов.
В зависимости от природы сырья условия процессов пиролиза различны. Например, сухая перегонка древесины идет при температуре 400 - 500°С, полукоксование бурых углей - 500 - 600°С, коксование каменного угля - 1000 - 1100°С.
Нефть и нефтепродукты перерабатывают следующими методами: первичной фракционной перегонкой; пиролизом при температуре 650 - 750°С, при этом из нефтепродуктов получают ароматические углеводороды, пиролиз-газ, содержащий этилен, пропилен; термическим крекингом мазута соляровых фракций, в результате чего получают бензин, дизельные топлива, крекинг-газ; термическим реформингом для получения высокооктановых бензинов.
Вторую группу термической обработки топлив образуют процессы газификации. Суть их состоит в превращении органической части малоценного, малозольного топлива в горючий газ путем неполного окисления воздухом, кислородом или водяным паром. Газификации в основном подвергают твердое топливо, реже жидкое. Продуктами газификации являются генераторные газы, резко отличающиеся по составу, теплотворной способности. Главный компонент этих газов - оксид углерода (II).
Третья группа включает процессы гидрирования топлив (гидрогенизация). В этих процессах под давлением в среде водорода при высокой температуре в присутствии катализаторов протекают химические превращения с обогащением исходных веществ водородом. Процессам гидрирования подвергают как твердые топлива, так и жидкие (гидрокрекинг).
Каталитические процессы широко используют для переработки нефти, нефтепродуктов. Эти процессы основаны на применении контактных катализаторов (платины, хрома, оксида молибдена) и комплексообразующих катализаторов (синтетических алюмосиликатов).
На контактных катализаторах идут реакции с отщеплением водорода, образованием ароматических соединений. Это позволяет получить бензины с высоким октановым числом.
На комплексообразующих катализаторах идут реакции изомеризации и перераспределения водорода в молекулах, что повышает выход бензина по сравнению с термическим крекингом на 15 - 35%. Октановое число растет на 7 - 10 единиц.
Первую группу катализаторов применяют для облагораживания моторных топлив при их гидроочистке, каталитическом реформинге, а вторую - при каталитическом крекинге.
Каталитический крекинг нефтепродуктов - соляровых, керосиновых фракций - ведут в паровой фазе при температуре 450°С, давлении 0,1 - 0,2 МПа на катализаторе комплексе образующего типа. В результате концентрация ароматических углеводородов в бензине растет по сравнению с бензином термического крекинга с 3% до 16%. Это увеличивает октановое число до 77 - 78 единиц.
Преимущество каталитического крекинга также состоит в уменьшении количества непредельных углеводородов. В результате повышается стабильность бензина, его химическая стойкость, предотвращается образование смолистых веществ при хранении, применении.
Недостатком процесса крекинга является образование кокса (до 5%). Протекает отложение углерода на поверхности катализатора, что приводит к уменьшению его активности. Для восстановления катализатора осуществляют, например, выжигание отложений при температуре 550 - 600°С.
Однако образование кокса, особенно увеличение его выхода до R - 10%, интенсифицирует перераспределение водорода в молекулах. В результате выход бензина растет, а выход непредельных падает. Вместе с тем не идут по пути увеличения выхода кокса, так как при этом затрудняется регенерация катализатора.
При каталитическом крекинге керосино-соляровых фракций получают около 12 - 15% газов, содержащих пропан-пропиленовую и бутан-бутадиеновую фракции; до 10% каталитического газойля -лучшего дизельного топлива; 4-5% кокса; до 70% бензина с октановым числом 77 - 78 единиц.
Высокий выход бензинов с хорошими антидетонационными свойствами, а также возможность получения низко сернистых бензинов из высокосернистых фракций нефти, также являются преимуществами каталитического крекинга по сравнению с термическими методами.
Для увеличения октанового числа бензинов применяют каталитический реформинг. Его ведут в среде водорода под давлением в присутствии катализаторов контактного типа. При этом снижается выход кокса на катализаторе и количество серы в бензинах. Это достигается каталитическим отщеплением атомов серы, их гидрированием с образованием сероводорода.
Варианты реформинга отличаются температурой, давлением, катализаторами и методами их регенерации.
Распространение получил платформинг - процесс каталитической переработки легких нефтяных фракций на платиновом катализаторе в среде водорода при температуре 500°С. Платину используют на носителе - оксиде алюминия. В процессе платформинга одновременно идут реакции расщепления молекул, гидрирования, изомеризации, образования ароматических углеводородов. В зависимости от давления получают высокооктановый бензин либо ароматические углеводороды. При давлении около 5 МПа образуется бензин с октановым числом 98, а при 1,5 - 3 МПа - ароматические углеводороды.
При каталитическом реформинге, кроме жидких веществ, получаются газообразные с выходом 5 - 15%. Они содержат водород, метан, этан, пропан, бутан, изобутан. Эти соединения служат сырьем для синтеза метанола, формальдегида, пропилена, бутадиена, высокооктановых добавок к бензинам. Водород также используют для очистки нефтепродуктов от серы (гидроочистка). Гидроочистку ведут при давлении водорода 5-7 МПа, температуре 340 - 430°С на алюмокобальтмолибденовом катализаторе. При взаихмодействии водорода с сернистыми и кислородсодержащими соединениями образуются легко удаляемые сероводород, аммиак, вода.
Сочетание процессов каталитического реформинга и гидроочистки исключает необходимость строительства установок по производству водорода.
4.2 Примеры выполнения заданий
Пример 1. Определить молярную и массовую долю нефти в во-донефтяной эмульсии, если объемная доля воды в эмульсии 50%, молярная масса нефти 200 кг/моль, плотность ее 850 кг/м3, плотность воды 1000 кг/м3.
Решение. Состав смеси характеризуется числом компонентов смеси, их соотношением. Соотношение компонентов определяется долями: массовой, объемной, молярной. Сумма долей всех компонентов смеси равна единице.
Массовая, молярная, объемная доли компонентов рассчитывается по выражениям:
где М. - молярная масса г-й компоненты.
Если выразить массу компонента через плотность, объем, то выражение для молярной доли будет иметь вид:
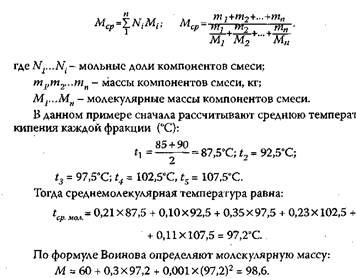
Пример 3. Проведена разгонка нефтепродукта. Получены следующие температуры кипения: 10% - 140°С; 30% - 175°С; 50% - 230°С; 70% - 240°С; 90% - 250°С. Определить точку кипения.
Решение. Нефть и нефтепродукты не являются индивидуальными веществами, представляют сложную смесь углеводородов и их соединений. Поэтому нефтяные фракции выкипают в интервале температур. Для их характеристики пользуются средней температурой кипения (среднеобъемной, среднемассовой, среднемолекуляр-ной и др.). Среднеобъемная, среднемассовая, среднемолекулярная температуры находятся по формулам:
где Vr..Vn - объемы (или % объемн.) отдельных фракций;
Gr..Gn - массы (или % масс.) отдельных фракций;
tr..tn - температуры кипения фракций;
Nj...Nn - моли (или объемные доли) отдельных фракций.
При разгонке нефтепродуктов по ГОСТ устанавливают температуры отгона 10% (объемн.), 30%, 50%, 70%, 90% этих продуктов. Тогда среднеобъемная температура рассчитывается по выражению:
Пример 4. Определить выход бензина при каталитическом крекинге в кипящем слое катализатора. Сырьем служит керосино-газойлевая фракция плотностью /э204 = 0,870; глубина превращения сырья X = 0,60; температура в реакторе 468°С. Константа скорости реакции К = 0,28 (по данным температуры, свойствам сырья).
Решение. Уравнение зависимости выхода бензина {Xff % масс.) от глубины превращения сырья предложено группой специалистов под руководством Г. М. Панченкпвя. Оно имеет вид:
Пример 5. На установке каталитического крекинга с реактором ступенчато-противоточного типа при 475°С перерабатывается вакуумный газойль. Определить выход легкого газойля (X ), бензина (Х6), кокса (Хк), газа (Хг), если глубина превращения равна 65% масс. Макрокинетические коэффициенты К' и К" для шести секций аппарата равны 1,25 и 0,6.
Решение. Учеными Д.И. Орочко, Г.Н. Черниковой выведены зависимости выхода продуктов (X, массовые доли) от глубины превращения тяжелого газойля на установке каталитического крекинга с реактором ступенчато-противоточного типа. Тогда выходы продуктов равны:
Пример 6. на установке каталитического крекинга с подвижным слоем катализатора перерабатывается 1000 т/сут газойля. Определить массу катализатора, восстанавливаемого в регенераторе, время пребывания частиц катализатора в регенераторе. В качестве исходных данных принять, что насыпная плотность катализатора Рнас ~ 0»7 т/м3, интенсивность выжигания кокса К = 15 кг/м3 слоя в час, допустимое отложение кокса на отработанном катализаторе X' = 2% масс, выход кокса Хк = 5,9% масс.
Решение. Сначала рассчитывают массу циркулирующего катализатора:

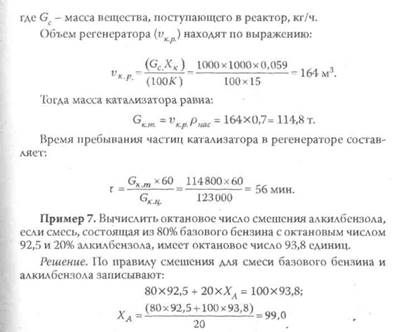
Пример 8. Определить состав автомобильного бензина А-72, который получается при смешении бензина прямой перегонки с октановым числом 62 с бензином каталитического крекинга, октановое число которого равно 82. По исследовательскому методу октановое число бензина А-72 равно 70 единицам.
Решение. Пусть Х- массовая доля бензина каталитического кре-кингав А-72. Тогда можно записать: 100x76 = (100 - JQX62 + Хх82; X = 70% масс. Следовательно, А-72 состоит из 70% масс, бензина каталитического крекинга и 30% масс, бензина прямой перегонки.
Пример 9. Рассчитать количество сухой шихты (Gcui) из 1000 кг рабочей шихты, загружаемой в камеру коксования, а также выход валового кокса, если влага в шихте W = 8,5%, выход летучих веществ валового кокса на сухую зольную массу Vек = 1%; разница на выход кокса, получаемого в производственных условиях и при определении летучих веществ в лабораторных условиях, а = 3%; выход летучих веществ шихты на сухую массу, Vе' - 26%.
Решение. Рабочей шихтой называют коксуемую шихту, содержащую влагу. Масса сухой шихты находится из выражения:
4.3 Контрольные задания к практическим занятиям
1. Нефтепродукты подвергли перегонке и получили следующие температуры отгонки отдельных фракций, а также количества этих фракций (% масс): 100°С - 12%; 150°С - 30%; 185°С - 20%; 220°С - 20%; 245°С - 18%. Определить точку кипения.
2. Определить молекулярную массу смеси бензола с изооктаном, если мольная доля бензола равна 0,52; изооктана - 0,49.
3. Смесь состоит из 1400 кг бензола, 2600 кг Н-октана, 1000 кг гептана. Определить среднюю молекулярную массу смеси.
4. Определить выход бензина при каталитическом крекинге в кипящем слое катализатора. В качестве сырья используют керосино-газойлевую фракцию, глубина превращения которой равна 0,59. Константа скорости реакции составляет 0,28.
5. На установке каталитического крекинга с четырехсекционным реактором ступенчато-противоточного типа перерабатывается вакуумный газойль при 500°С. Определить выходы продуктов, если К' и К" для четырех секций при температуре 500°С равны 1,45 и 0,65, глубина превращения составляет 0,70.
6. На установке каталитического крекинга с подвижным слоем катализатора непрерывно ведут восстановление катализатора в регенераторе. Каковы масса катализатора, восстанавливаемого в регенераторе, и время пребывания катализатора в регенераторе, если насыпная плотность катализатора 0,75 т/м3, интенсивность выжигания кокса - 15 кг/м3 слоя в час, допустимое отложение кокса на катализаторе 2,2%, выход кокса 5%.
7. Определить октановое число смешения ароматических углеводородов, если смесь состоит из 70% базового бензина с октановым числом 92,5 и 20% углеводородов. Октановое число смеси 90%.
8. Рассчитать состав бензина А-72, получаемого смешением бензина прямой перегонки с октановым числом 60 и бензина каталитического крекинга с октановым числом 80 единиц.
9. Определить выход кокса на рабочую шихту, если выход летучих веществ шихты на сухую массу равен 28%, влага в шихте 8,9%, выход летучих веществ валового кокса на сухую'зольную массу 1%.
5. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
ХИМИЧЕСКИХ ВОЛОКОН
5.1
Классификация химических волокон и характеристика
процессов их получения
Химические волокна представляют собой тонкие, гибкие нити, получаемые при продавливании (формовании) через фильеры расплавов полимеров или их вязких концентрированных растворов. В зависимости от способа получения химические волокна делятся на искусственные, изготавливаемые химической переработкой природных материалов (целлюлозы, белка) и синтетические, производимые полимеризацией, поликонденсацией мономеров.
Одним из видов искусственного волокна является вискозное волокно. Технологический процесс его производства включает ряд стадий. На первой стадии получают щелочную целлюлозу путем обработки целлюлозы 20% раствором гидроксида натрия (реакция мерсеризации). Затем ведут отжим, измельчение, предсозревание щелочной целлюлозы (окислительная деструкция). Стадия ксанто-генирования щелочной целлюлозы включает этерификацию сероуглеродом. Водный раствор ксантогената целлюлозы (дитиоуголь-ный эфир) или продукт его растворения в разбавленном растворе гидроксида натрия называют вискозой. Состав вискозы характеризуют содержанием в ней а-целлюлозы, гидроксида натрия. После смешения с растворителями ведут формование и отделку вискозного волокна. При формовании отдельные струйки вискозы поступают в осадительную ванну. Отделка состоит в удалении примесей из вискозной нити путем промывки водой, растворами сульфита натрия, гидроксида натрия. Далее проводят сушку волокна до содержания воды не более 12% (масс).
Ацетатные волокна производят двух видов: из триацетата целлюлозы и частично омыленного ацетата целлюлозы, содержащего около 5% ацетильных групп.
Из ацетатов целлюлозы в основном изготавливают нити низкой линейной плотности текстильного назначения. Нити технического назначения практически не выпускают.
Процесс производства ацетатных волокон включает растворение исходного сырья в ацетоне или метиленхлориде, содержащих добавки этиленгликоля, полиакрилатов, фталатов, красителей, диоксида титана, отбеливателей. Полученный раствор, включающий 24 - 28% ацетата целлюлозы, фильтруется, обезвоздушивается отстаиванием. Далее формуют текстильную нить сухим способом. Для этого пропускают раствор через фильтры в воздушное пространство, нагретое до требуемой температуры. Вышедшие нити наматывают на приемное устройство со скоростью 500 - 700 об/мин. После обработки полученных нитей композицией, содержащей минеральное масло, поверхностно-активные вещества, антистатик, проводят крутку, перемотку.
Из полиамидных волокон освоены технологические процессы производства капрона из капролактама и анида из соли АГ (соль адипиновой кислоты и гексаметилендиамина). Эти волокна получают из расплавленного полиамидного полимера. Так производят текстильные нити малой линейной плотности и кордные нити с высокой линейной плотностью.
Технологический процесс производства полиамидных волокон включает следующие стадии.
Сначала исходный мономер - капролактам или соль АГ - расплавляют либо- растворяют при нагревании в воде и фильтруют. Далее ведут полимеризацию мономеров в среде инертного газа. Образовавшийся полимер направляют на формование путем выдавливания в воду. Полученные жилки или ленты полимеров измельчают в крошку определенного размера. Крошку промывают горячей водой для удаления мономеров и сушат. Затем осуществляют формование волокна путем продавливания расплавленной крошки полимера через слой кварцевого песка в фильеры. Застывшие тонкие нити наматывают на бабины, шпули. На крутильно-вытяжных машинах производят вытягивание текстильной нити - при комнатной температуре, а кордной нити - при повышенной температуре. После обработки горячей водой полиамидные нити подвергают тепловой обработке (термофиксации) для придания нужных физико-механических свойств.
Полиэфирные волокна, используемые для изготовления штапельных волокон, кордной нити, производят из полиэтиленгли-кольтерефталата или из его сополимеров с изофталевой и другими дикарбоновыми кислотами.
Основные стадии процесса получения полиэфирных волокон следующие: синтез полимера, формование волокна, обработка готового волокна.
Синтез полимера включает предварительно растворенные в этиленгликоле, переэтерифицирование диметилтерефталата, поликонденсацию полученного диэтиленгликольтерефталата в полиэфирный полимер определенной вязкости. Готовый полимер вытягивают в ленты, жилки, затем режут, сушат. Формование волокна (лавсан) из полиэтиленгликольтерефталата и его обработка ведутся так же, как и полиамидных волокон.
Производство полиакрилонитрильных волокон включает технологические процессы получения волокон из полиакрилонитрила (нитрон, из сополимеров акрилонитрила формованием сухим и мокрым способом). Сухой метод формования такой же, как и при получении ацетатного волокна. При мокром способе производства волокна нитрон используют два метода получения прядильного раствора: растворение полимера в растворителе и полимеризация мономеров, сополимеров до полимера в растворителе (диметил-формамиде, диметилсульфоксиде). После обезвоздушивания прядильные растворы, содержащие 15 - 20% полимера, направляют на формование волокна. После формования волокна на прядильных машинах его подвергают вытягиванию в пластическом состоянии в ванне при температуре 97°С. Это необходимо для придания прочности волокнам. Далее ведут отделку промывной водой, сушку и усадку с целью получения безусадочных волокон. После кручения и перемотки осуществляют термообработку ранее описанным методом и получают высокого качества полиакрилонитрильные волокна.
Для получения поливинилепиртовых волокон используют поливиниловый спирт. Состав прядильного раствора зависит от метода формования волокна. При сухом способе раствор содержит 40 - 45% поливинилового спирта, 40 - 45% воды, 10 - 15% этанола. В мокром методе используют 12 - 18%-ный раствор поливинилового спирта в воде и формование осуществляют однованным методом. Осадителями служат ацетон, этанол, водные растворы минеральных солей (сульфит натрия, аммония). Скорость формования 10 - 12 м/мин. Отформованное волокно промывают водой, сушат, а для придания нерастворимости подвергают вытягиванию, термофиксации. Термообработку ведуг при 200 - 210°С в течение 2-5 мин. Волокна из поливинилового спирта в основном идут на текстильные нити, реже на производство шин, транспортерных лент.
Технологические расчеты производства химических волокон условно делят на общие расчеты и расчеты применительно к получению разных видов волокон. К расчетам общего характера относятся: определение линейной плотности нитей, прочности и усилий при вытягивании волокна, площади поперечного сечения волокна, условного диаметра волокон и другие параметры.
Линейная плотность (толщина) выражается в тексах (Гж) и характеризуется массой волокна (в г) длиной 1000 м:

5.2 Примеры выполнения заданий
Пример 1. Определить площадь поперечного сечения и условный диаметр вискозного волокна, если линейная плотность волокна 0,160 текс, а площадь поперечного сечения вискозного во
работы машины в сутки 22 ч; число крутильных мест в машине 200; линейная плотность нити равна 10 текс.
Решение:
Пример 5. Определить количество вискозы, необходимое для получения 1 кг вискозной текстильной нити. Для расчета принять следующие данные: состав вискозы (82% «-целлюлозы, 6,6% гидро-ксида натрия: серосодержащие соединения - 24%, вода - 82,8%); плотность вискозы 1120 кг/м3; потери при формовании составляют 1,2% а-целлюлозы; потери при сушке, отделке, перемотке - 1,5% целлюлозы; состав готового волокна (87,3% а-целлюлозы, 12% воды, 0,7% замасливателя).
Решение. Рассчитывают расход целлюлозы для получения 1 кг готовой нити:
Учитывая содержание в вискозе 8,2% а-целлюлозы, находят количество вискозы:

Пример 6. Рассчитать число аппаратов непрерывного поХиами-дирования для производства 50 т/сут капронового волокна. Для расчета использовать данные: масса капролактама, идущего на полиа-мидирование, составляет 69 т/сут, объем одного аппарата ЛПН-10 -10 м3, длительность полиамидирования 25 ч, плотность расплава 1120 кг/м3.
Решение. Определяют производительность одного аппарата АПН-10:

Аппараты в ремонте простаивают 18 дней в году, тогда коэффи циент полезного времени аппарата составит:
Требуемое число аппаратов будет равно:

пример 7. определить расход катализатора - оксида сурьмы /VI/, стабилизатора - ортофосфорной кислоты - при производстве полиэфирной нити - полиэтиленгликольтерефталата (лавсана) из этиленгликоля и терефталевой кислоты. Принять следующие исходные данные: масса терефталевой кислоты, идущей на этерифика-цию, составляет 75 т/сут; расход катализатора 0,09%; расход стабилизатора 0,025% от массы терефталевой кислоты.
Решение. На основе экспериментальных данных принимают потери катализатора равными 0,1%; стабилизатора - 0,2%. Тогда расход катализатора составит:
Пример 8. В производстве волокна из поливинилового спирта применяется серная кислота на стадии ацеталирования для нейтрализации образующегося ацетата натрия в прядильном растворе. Определить расход серной кислоты на 1 кг волокна, если концентрация серной кислоты в ацеталирующей ванне составляет 10%; унос волокном ацеталирующей ванны 25,0%; потери серной кислоты на другие процессы 0,5%.
Решение. Количество серной кислоты, которое уносится волокном, равно: 2,5x0,1 = 0,25 кг.
Общий расход серной кислоты составляет:

5.3 Контрольные задания к. практическим занятиям
1. Определить площадь поперечного сечения и условный диаметр вискозного волокна, если линейная плотность волокна 0,170 текс.
2. Чему равна линейная плотность волокна из вискозы, если площадь поперечного сечения нити равна 100 мкм2.
3. Определить прочность одиночной нити из волокна лавсан, если разрывное усилие нити 0,11 Н; площадь поперечного сечения 245 мкм2; плотность волокна 1380 кг/м3.
4. Какова прочность нити волокна лавсан, если разрывное усилие одиночной нити 9 гс, а линейная плотность волокна 0,31 текс.
5. Определить скорость выхода пленки из сушильной части целлофановой машины. При расчете использовать следующие данные: производительность машины 3000 кг/ сут; масса 1м2 целлофана 30 г, длина щели фильеры 2,0 м; коэффициент
поперечной усадки пленки 0,48; коэффициент, учитывающий
содержание глицерина в готовой пленке составляет 0,85.
6.Рассчитать производительность крутильной машины, если КПД использования машины 0,9; скорость питания машины 52 м/мин; длительность работы машины в сутки 20 ч; число крутильных мест в машине 200; линейная плотность нити IIтекс.
7. Сколько потребуется вискозы для получения 1,5 кг вискозной текстильной нити, если состав вискозы следующий: 8,2% а-целлюлозы: гидроксида натрия - 6,6%; серосодержащие вещества - 2,2%; вода - 83%. Потери при формировании нити составляют 1,0% «-целлюлозы. Готовое волокно имеет состав: 87% а-целлюлозы; воды - 12,2%, замасливателя - 0,'8%.
8. На полиамидирование в аппараты АПН-10 поступает 65 т/сут капролактама. Длительность процесса 25 ч, плотность расплава 1120 кг/м3. Сколько потребуется аппаратов для производства 55 т/сут волокна.
9. Определить расход катализатора и стабилизатора в производстве лавсана, если их потери равны соответственно 0,1 и 0,2%. Количество терефталевой кислоты, идущей на этерификацию 70 г/сутки; расход стабилизатора 0,025%; катализатора 0,09% от массы терефталевой кислоты.
10. Определить расход серной кислоты на производство 1 кг волокна из поливинилового спирта, если концентрация серной кислоты в ацеталирующей ванне составляет 12% масс, унос волокном ацеталируюшей смеси 23% масс, потери серной кислоты 1%, расход серной кислоты на другие процессы 0,4%.
6. МЕТАЛЛЫ, СПЛАВЫ
6.1 Свойства, методы обработки, испытание металлов, сплавов
Металлами называют непрозрачные кристаллические вещества, обладающие блеском, высокой тепло- и электропроводностью, способностью испускать электроны при нагревании, ковкостью, другими свойствами. Бее металлы делятся на черные, имеющие темно-серый цвет (на основе железа) и цветные - красного, желтого или белого цвета.
Металлы и сплавы характеризуются свойствами, которые делят на физические (плотность, температура плавления, теплоемкость, электропроводность, коэффициент линейного расширения, магнитные свойства); механические (прочность, твердость, ударная вязкость, сопротивление усталости); технологические (ковкость, жидкотекучесть, свариваемость, обрабатываемость); химические (коррозионная стойкость, жаропрочность, жаростойкость). Эти свойства зависят от структуры металла, его природы.
В зависимости от температуры, давления металлы и сплавы могут находиться в твердом, жидком и газообразном агрегатных состояниях (фазовых). Фаза - это однородная часть системы, ограниченная от других частей системы поверхностью раздела, при переходе через которую свойства изменяются скачком.
Переход металлов и сплавов из жидкой фазы в твердую фазу называется кристаллизацией. Кристаллизация металлов идет при постоянной температуре. Эта температура имеет название критическая температура фазового превращения. Экспериментально кристаллизация идет при температуре ниже критической. Разность между критической и реальной температурой называют степенью переохлаждения металла (сплава).
В системах технологий для приготовления деталей, изделий более широко применяют сплавы, а не чистые металлы. Сплавы могут представлять собой химическое соединение, твердый раствор, механическую смесь или их совокупность. Химические соединения (интерметаллические соединения) характерны для металлов, относящихся к разным периодам, подгруппам периодической системы Д.И. Менделеева. Например, магний-свинец. Твердые растворы - это твердые фазы, включающие в различных соотношениях атомы разных элементов в одной кристаллической решетке. Механические смеси образуют вещества, не дающие химические соединения и не образующие твердые растворы.
Состояние сплавов может изменяться за счет температуры, давления. Изменение состояния сплавов в зависимости от температуры, соотношения компонентов характеризуется диаграммой состояния. По этим диаграммам устанавливают линии фазовых превращений, самую легкоплавкую смесь в данной системе сплавов (эвтектики).
При изменении температуры у некоторых металлов (железо, никель, кобальт и др.) меняется тип кристаллической решетки. Существование одного и того же металла, вещества в нескольких кристаллических формах называют аллотропией (полиморфизмом). Аллотропные формы (модификации) отличают, добавляя греческие буквы к символу элемента, например: a-Pb, /?-Ti, y-Fe.
Железоуглеродистые сплавы делят на стали (содержание углерода до 2,14%) и чугуны (содержание углерода более 2,14%). Предельное содержание углерода в сплаве составляет 6,67%.
При охлаждении жидкого сплава железо-углерод в нем образуются кристаллы аустенита - твердого раствора углерода в y-Fe. Вместе с тем твердый раствор углерода в a-Fe называют ферритом. Структурным элементом сплава железо-углерод является также цементит-карбид железа с содержанием углерода 6,67%. Цементит - неустойчивое соединение, распадается при определенных условиях с выделением углерода. Перлит - эвтектоидная смесь феррита и цементита с постоянным содержанием углерода 0,8%.
Сплав, содержащий 0,8% углерода, называют эвтектоидной сталью, менее 0,8% углерода - доэвтектоидной, а более 0,8% углерода - заэвтектоидной сталью. Структура эвтектоидной стали - перлит. Чугуны по содержанию углерода делятся на доэвтектические (2,14 - 4,3% углерода), эвтектические (4,3% углерода), заэвтектиче-ские (4,3 - 6,7% углерода).
С целью придания металлам и сплавам нужных свойств их подвергают термической обработке. Различают отжиг, закалку, отпуск, старение. Отжиг 1-го рода заключается в нагреве заготовок выше температуры фазового превращения с дальнейшим медленным охлаждением. Отжиг 2-го рода заключается в нагреве заготовок до температуры, превышающей на 30 - 50°С температуру фазового превращения, а затем медленном охлаждении. Если охлаждение ведут на воздухе, то такая разновидность обжига 2-го рода называется нормализацией. Отжиг 2-го рода нужен для устранения внутренних напряжений, изменения структуры сплава.
Закалка применяется для повышения прочности, твердости сплавов и заключается в нагреве выше температуры превращения с последующим быстрым охлаждением в воде, минеральном масле, растворах солей.
Отпуск - это нагрев закаленных заготовок до температуры ниже температуры фазового превращения с последующим охлаждением на воздухе.
Для ускорения релаксации внутренних напряжений перед механической обработкой ведут старение. Естественное старение заключается в длительной выдержке на складе, а искусственное - в нагреве заготовок в печах до температуры 100 - 150°С и охлаждении вместе с печью.
Химико-термическая обработка включает тепловую обработку металлов, сплавов в химически активных средах для улучшения их свойств. Цементация - процесс насыщения поверхности заготовок из низкоуглеродистых сталей. Азотирование - диффузионное насыщение азотом поверхностного слоя заготовок. Одновременное насыщение азотом и углеродом поверхности заготовок называют цианированием. Диффузионная металлизация - это процесс насыщения поверхностного слоя заготовок химическими элементами (алюминием, хромом, кремнием, бором и др.).
Металлы и сплавы подвергают испытаниям на прочность и твердость. Под прочностью понимают сопротивление разрушению под действием внешних сил. Ее определяют по статическим испытаниям на растяжение. Прочность характеризуют пределом прочности loj, то есть временным сопротивлением на разрыв. Тогда:
Поскольку начальная длина образца (10) при испытаниях на растяжение увеличивается до 1К, — =ст - относительное удлинение, %.
По нему оценивают пластичность образца.
Показателем пластичности является и относительное укорочение материала при сжатии:
где ппппк- начальные и конечные высоты образца.
Твердостью называют способность металла, сплава сопротивляться вдавливанию в него другого, более твердого вещества. Твердость изменяют по Бринеллю в НБ (вдавливанием в образцы закаленного стального шарика); Роквеллу в HRC, HRA (алмазным конусом); Виккерсу в HV (алмазной пирамидой).
Если действующую на образец силу устранить и в нем не обнаруживается остаточная деформация, то такую деформацию называют упругой деформацией. Важной характеристикой упругих свойств металлов является модуль упругости, который рассматривают как меру прочности связей между атомами в твердом теле. Модуль упругости (£) кристаллических тел зависит от расстояния между атомами в соответствующих направлениях кристаллической решетки.
Практическое значение имеет изменение структуры, свойств металлов, сплавов в процессе пластической деформации. При горячей деформации добиваются, чтобы расположение волокон в металле совпадало с направлением основных усилий при работе. Упрочнение металла при холодной пластической деформации называют наклепом. Наклеп сопровождается изменением коррозионной стойкости, ростом электросопротивления. Вместе с тем при холодной деформации беспорядочно ориентированные кристаллы поворачиваются осями наибольшей прочности вдоль направления деформации, что и обеспечивает высокую прочность.
6.2 Примеры выполнения заданий
Пример 1. Используя диаграмму состояния сурьма-свинег (рис. 2), определить количественное соотношение фаз при температуре в точке d.
Решение. Зависимость между числом равновесных фаз системы (Ф), числом компонентов (К), числом степеней свободы (С) выражается правилом фаз Гиббса.
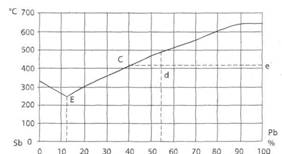
Рис. 2. Диаграмма состояния сурьма-свинец
Числом степеней свободы (вариантностью системы) называют число внешних (температура) и внутренних (концентрация) факторов равновесия системы, которые можно изменять в определенных пределах, не изменяя числа равновесных фаз.
Сплав сурьмы-свинца, соответствующий точке d, содержит 54% сурьмы. Кристаллизация сплава идет с изменением температуры. Каждому значению температуры соответствует определенная концентрация жидкой фазы, то есть:
С = КЧ1-Ф = 2 + 1-2 = 1.
Получили число степеней свободы 1. Это значит, что произвольно может меняться температура. Если для данного сплава произвольно выбрать концентрацию жидкой фазы, то ей будет соответствовать определенная температура. Такая система одновариантна.
При кристаллизации эвтектического сплава по правилу фаз Гиббса получаем:

Кристаллизация идет при постоянной температуре и постоянной концентрации равновесных фаз. Система безвариантна.
Для нахождения количественного соотношения фаз при температуре точки d через эту точку проводят горизонталь до пересечения с линиями диаграммы состояния. Количества равновесных фаз относятся как отрезки, примыкающие к противоположным фазам.
Количество жидкой (твердой) фазы так относится к количеству всего сплава, как отрезок, прилегающий к твердой (жидкой) фазе относится ко всему отрезку, соединяющему равновесные фазы:
Пример 2. На фрезерных станках устанавливают универсальные делительные головки моделей УДГ-100, УДГ-135, УДГ-160. Числа 100,135,160 показывают высоту центров головок над поверхностью стола (мм) либо наибольший радиус заготовки, которую устанавливают для обработки. Все УДГ характеризуются величиной N*= 40, которая равна числу оборотов рукоятки для поворота шпинделя на один оборот.
С помощью УДГ заготовку можно разделить на определенное число частей при нарезке шестерен, червяков, шлицевых пазов.
На делительных головках УДГ-135, УДГ-160 установлены диски с круговой градусной шкалой, что обеспечивает поворот заготовки на требуемый угол с точностью 1°.
Необходимо разделить заготовку валика для фрезерования 9 шлицев. Определить, на сколько отверстий нужно повернуть шпиндель делительной головки.
Решение. Из трех рядов чисел отверстий, имеющихся в диске УДГ-160, а именно 24, 30, 36, на 9 делится только 36. Тогда число отверстий равно:
Угол поворота шпинделя составит:
Пример 3. Требуется нарезать шестерню с 24 зубьями. Определить, на сколько градусов необходимо повернуть шпиндель с заготовкой.
Пример 4, Необходимо нарезать с помощью УДГ-135 (N = 40) шестерню с 27 зубьями. Установить, на сколько оборотов нужно повернуть рукоятку.
Решение. На делительных дисках УДГ-135 есть 16 рядов отверстий со следующим количеством отверстий в ряду: 16,17,19, 21,23, 29, 30, 31, 33, 37, 39,41,43,47,49, 54.
Число оборотов рукоятки (и ) связано с характеристикой N и числом частей (Z) соотношением:
Однако на диске нет ряда с 27 отверстиями, тогда берут ряд с 54 отверстиями, получаем соотношение 126/54. Это значит, что для фрезерования нужно повернуть рукоятку на один оборот и еще на 26 оборотов в ряду с 54 отверстиями.
Пример 5. Определить основное время сварки двух деталей, если длина сварочного шва 5 см; плотность стали 7,85 г/см3; ток сварки 45 А; площадь поперечного сечения сварочного шва 5 см2; коэффициент направленности электродов 7 г/А-ч.
Решение. Основное время сварки деталей рассчитывает по выражению:
где F - площадь поперечного сечения сварочного шва, см2; L - длина сварочного шва, см; / - ток сварки, А; Кн - коэффициент направленности электродов, г/А-ч.
Для электродов с тонкой меловой обмазкой Кн = 7 - 8 г/А-ч; с толстым покрытием Кн = 8 - 14 г/А-ч; при автоматической сварке Кн = 12 - 18 г/А-ч.
Если сварочный шов вертикальный, то основное время увеличивают на 25%, а если горизонтальный - на 30%, потолочный - на 60%.
6.3 Контрольные вопросы к практическим занятиям
1. Из скольких фаз состоит система вода-лед, если в воде присутствуют три кусочка льда?
2. Охарактеризовать высокотемпературные процессы в черной металлургии. В чем сущность доменного процесса?
3. Каковы технико-экономические показатели работы доменной печи?
4. Что такое чугун, сталь? Каковы принципы их классификации?
5. В чем сущность процесса выплавки стали в кислородных конвертерах?
6. Охарактеризовать процесс производства стали в мартеновских печах. В чем преимущества и недостатки этого метода?
7. В каких случаях применяют выплавку стали в электрических печах? В чем сущность метода выплавки в дуговых и индукционных печах?
8. Какие используют внедоменные способы выплавки стали? В чем сущность методов?
9. Каковы способы разливки стали? Когда их применяют?
10.Охарактеризовать высокотемпературные способы выплавки меди.
11.Дать характеристику литья. В чем сущность процесса литья в песчано-глинистые формы?
12.Какова технология литья в металлические формы (кокили)?
13.В чем сущность метода литья под давлением?
14.В каких случаях применяют метод литья в оболочковые формы? Какова сущность этого метода?
15.Охарактеризовать машиностроение, его структуру и влияние на технический прогресс.
16.Дать определение понятий «изделие», «деталь», «сборочная единица», «механизм», «машина».
17.Каковы стадии технологического процесса машиностроительного предприятия? Описать основные качества машин, их значение в процессе работы этих машин.
18.Охарактеризовать назначение и сущность прокатки.
19.Что такое волочение и прессование? В каких случаях их используют?
20.Стальная проволока для тросов производится методом холодной вытяжки. Чем объяснить высокую прочность тросов?
21. Какова технология ковки? Какие машины применяют для ковки?
22. Разновидностью какого метода является штамповка? Какие существуют виды штамповки?
23.Охарактеризовать процесс безоблойной штамповки. Какие существуют разновидности этого метода?
24. Что такое электрическая контактная сварка? Какие виды и технология этой сварки?
25. Разновидностью какой сварки является точечная сварка? В чем сущность процесса такой сварки?
26. Какие разработаны специальные методы сварки? Какова технология этих методов?
27. В чем сущность процесса сварки плавлением? Какова технология электродуговой сварки?
28. В каких случаях используют атомно-водородную сварку? Какова сущность метода?
29.Охарактеризовать электрошлаковую сварку, в каких случаях ее используют?
30.В чем сущность огневой резки металлов? Виды огневой резки.
31.Какова технология пайки? Когда применяют метод пайки металлов?
7. ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ
7.1
Характеристика и закономерности электрохимических
процессов
Электрохимические процессы основаны на непосредственном переходе электрической энергии в химическую без промежуточного превращения энергии в теплоту.
Широкое распространение электрохимические процессы получили после изобретения динамомашины в 1870 г. Сначала возникли заводы для рафинирования, а затем по производству продуктов электролиза.
Основные задачи электрохимических технологий следующие:
■ получение, рафинирование цветных и благородных металлов;
■ получение щелочных, щелочноземельных и других легких металлов;
■ получение металлических сплавов;
■ получение хлора, щелочей, кислорода, водорода;
■ получение неорганических солей, окислителей;
■ защита металлов от коррозии;
■ декоративные, специальные покрытия;
■ гальванопластическое изготовление копий;
■ получение химических источников тока.
В последние десятилетия область применения электрохимических процессов расширилась. Их применяют в машиностроении, для синтеза органических веществ, получения редких металлов, в радиоэлектронике.
По сравнению с химическими методами электрохимические имеют ряд преимуществ. Прежде всего, с их помощью по простым технологическим схемам получают чистые продукты. Использование электрической энергии упростило технологию получения веществ, например, производства легких металлов (алюминия, натрия, магния), причем удается получать ценные побочные продукты.
Недостатки электрохимических процессов состоят в применении энергии постоянного тока, в наличии затрат на создание источников постоянного тока.
Основные аппараты, где идут электрохимические процессы,-электролизеры. В них через растворы, расплавы солей (электролиты) проходит постоянный ток от положительного электрода (анода) к отрицательному (катоду).
На аноде идет реакция растворения или окисления металла, а на катоде - выделение, восстановление.
Количественно явление электролиза описывается законами Фарадея:
1-й закон: количество выделяющегося при электролизе вещества прямо пропорционально силе тока и времени прохождения тока.
2-й закон: различные вещества при электролизе выделяются прямо пропорционально их электрохимическим эквивалентам.
Количество электричества, необходимое для выделения 1 грамм-эквивалента вещества при электролизе называют числом Фарадея. Оно составляет 96 500 Кл/моль.
Электрохимический эквивалент (с) - это количество вещества, выделенное или растворенное при пропускании через электролит единицы количества электричества. Тогда можно записать:
Q = c х/хт,
где Q - количество вещества; / - сила тока; г - продолжительность электролиза.
На практике количество выделенного вещества меньше теоретического. Это обусловлено протеканием параллельных реакций. Доля электричества, пошедшая на данную реакцию, называется выходом по току (//). Выход по току - это отношение практически получаемого вещества при электролизе к теоретически возможному, согласно законам Фарадея. Тогда количество выделяемого вещества при электролизе будет определяться по формуле:
Q = cXlXt0Xtj.
Скорость реакции в электрохимии характеризуют по плотности тока. Это количество электричества, прошедшее в единицу времени через единицу поверхности электрода на его границе с электролитом. Расчетная плотность тока находится как отношение силы тока к геометрической площади электродов.
Затраты электроэнергии на единицу продукции прямо пропорциональны произведению напряжения электролиза на количество электричества, необходимое для выработки продукта.
Разность равновесных потенциалов на аноде и катоде называют напряжением разложения. При таком напряжении, при токе близком к нулю, при наличии условий обратимости электродных реакций начинается электролиз.
Перенапряжением называют разность между потенциалом электрода при электролизе и его равновесным потенциалом.
7.2 Примеры выполнения заданий
Пример 1. Провести очистку черновой меди и получить 400 кг рафинированной меди в сутки. Напряжение на клеммах ванны 0,25 В, напряжение на клеммах машины 15 В. Выход по току 90%. Какое количество электричества нужно пропустить через ванну?
Решение. Количество ванн при последовательном их соединении равно:

Решение. Количество никеля, которое нужно осадить на пластинку, равно:
10X10X2X0,005 = 1см3.
Тогда фактическое количество никеля, осевшее на пластинке, составит:
G^eKm = 1-0X8,9 = 8,9 г,
где 8,9 г/см3 - плотность никеля.
Для выделения такого количества никеля потребуется:
Пример 7. Электролизное отделение имеет производительность 30 000 т/год алюминия. Определить необходимое число электролизеров, среднее напряжение на электролизере, если используют электролизеры с само обжигающими анодами, рассчитанными на силу тока 45 000 А; выход по току 90%; выход алюминия на 1 кВт-ч равен 60 г; потери алюминия при переплавке 1,5%; время работы электролизеров 8000 ч/год.
Решение. Сначала рассчитывают часовую производительность электролизеров с учетом потерь:
(30 000 + 30 000 х 0,015 х 1000)
= 3806,25 кг.
8000
На 1 А-ч выделяется алюминия 0,90X0,335 = 0,30 г, где 0,335 -электрохимический эквивалент алюминия.
Тогда за 1 ч электролизер дает:
0,3x45000
- = 13,5 кг алюминия.
1000
Следовательно, требуется установить в отделении:
3806,25 •
= 282 электролизера.
7.3 Контрольные задания к практическим занятиям
1. Провести процесс рафинирования черновой меди и получить 350 кг чистой меди в сутки. Какое количество электричества нужно пропустить через электролизеры, если напряжение на клеммах машины 13 Б, на клеммах ванны 0,20 В, выход по току - 89%, электрохимический эквивалент меди 31,8 г.
2. Какое количество электролитических ванн необходимо установить для рафинирования черновой меди с целью получения 390 кг меди в сутки. Напряжение на клеммах машины 15 В, а на клеммах электролизеров 0,24 В. Каков выход по току, если количество электричества составляет 13,0 X108 Кл.
3. Определить электрохимический эквивалент бертолетовой соли в процессе получения ее электролизом хлорида калия.
4. Рассчитать количество электричества для получения 600 г бертолетовой соли (КСЮ3) путем электролиза хлорида калия, если напряжение электролиза 5 В, выход по току 89%.
5. Определить расход электроэнергии для получения 10 г гидроксида калия электролизом раствора хлорида, если за время опыта израсходовано 5,0 А-ч электричества, напряжение на клеммах электролизера 4,5 В.
6. Рассчитать выход по току гидроксида натрия, получаемого электролизом раствора хлорида натрия в течение 24 ч при силе тока 15 000 А. Полученный электролитический щелок содержит 120 г/л гидроксида натрия.
7. Чему равен фактический выход гидроксида натрия при электролизе раствора хлорида натрия, если образующийся щелок в количестве 3000 л содержит 100 г/л гидроксида натрия?
8. Определить время электролиза для никелирования металлической пластики разменом 20x20 см. Толщина слоя покрытия 40 мкм, сила тока при электролизе 2,5 А, выход по току 93%.
9. Чему равна масса никеля, осевшего при электролизе на пластинках размером 15x15 см, если толщина слоя никеля равна 50 мкм, а плотность никеля 8,9 г/см3.
10. Рассчитать дополнительный расход электроэнергии на получение 200 кг продукта, вызванный перенапряжением 0,25 В в процессе электролитического получения водорода.
11. Производительность электролизного отделения составляет 25 тыс. т/год алюминия. Определить требуемое число электролизеров, среднее напряжение на электролизере, если применяют электролизеры с самообжигающимися анодами, рассчитанными на силу тока 4500 А. Выход по току 91%, время работы электролизеров 7500 ч/год, выход алюминия на 1 кВт-ч равен 55 г, потери алюминия при переплавке 1,0%.
ЗАДАНИЯ ДЛЯ КОНТРОЛЬНЫХ РАБОТ
ЗАДАНИЕ № 1
1. Понятие технология. Виды технологии, их характеристика.
2. Охарактеризовать плазменную обработку материалов.
3. В цехе работают печи, характеризуемые потребностью условного топлива 35 000 кг. КПД каждой печи 70%. Какому количеству электроэнергии, механической энергии, нормального пара соответствует расход условного топлива на непосредственную термообработку изделий?
4. Охарактеризовать углеродистые стали обыкновенного качества. Раскрыть принципы маркировки следующих сталей: Ст2пС, ВСт5, БСтЗГпс.
5. Определить расходные коэффициенты сырья и составить материальный баланс обжиговой печи в производстве цементного клинкера для портландцемента. Шихта для обжига включает (% масс): известняка - 19, глины - 21. Известняк содержит (% масс): СаСОэ - 96, примесей - 4. В состав глины входят (96 масс): Si02 - 73; А1203- 15; Fe203- 6,9; K20 - 1,9; Na20 - 3,2.
ЗАДАНИЕ № 2
1. Описать связь технологии и экономики.
2. Охарактеризовать лазерную обработку материалов.
3. Электрическая печь термического цеха завода потребляет 2500 кВт-ч электроэнергии. Печь работает 900 ч/год. Какому количеству условного топлива, механической энергии, нормального пара эквивалентен расход электроэнергии, если КПД печи равен 8096?
4. Привести краткую характеристику углеродистых конструкционных качественных сталей. Описать принципы маркировки и механические свойства этих сталей на примере сталей 10, 20,40, 50.
5. Провести расчет паропроизводительности котла-утилизатора типа КУ-50, установленного за мартеновской печью. Расчетная температура дымовых газов перед КУ-50 равна 600°С, а на выходе из котла-утилизатора - 200°С. Состав дымовых газов перед котлом-утилизатором (% объемн.): углекислый газ - 12,5; водяной пар - 10; кислород - 5,5; азот - 72. Объем подсасываемого воздуха в газоходах котла-утилизатора составляет 0,06 объема дымовых газов, идущих в котел-утилизатор.
ЗАДАНИЕ № 3
1. Описать технический прогресс, его основные направления.
2. В чем сущность фотохимических процессов? Дать классификацию этих процессов.
3. В цехе работает оборудование, характеризуемое потребностью нормального пара 4500 кг. Какому количеству электроэнергии, условного топлива соответствует расход нормального пара?
4. Охарактеризовать преимущества и недостатки легированных сталей по сравнению с углеродистыми сталями. Описать химический состав, механические свойства и назначение следующих сталей: 18Г2, 35ГС, 20Х, ЗОХГТ.
5. Определить расход воздуха, количество и состав продуктов горения в рабочем пространстве камерной печи. Состав сухого газа (% объемн.): метан - 96; этан - 1,35; пропан - 1,0; бутан - 0,43; углекислый газ - 0,21; азот - 0,50. Содержание влаги в сухом газе равно 15,50 г/м3. Коэффициент расхода воздуха принять 1,15.
ЗАДАНИЕ № 4
1. Раскрыть понятия «отрасль промышленности», «комплексная отрасль». Каковы принципы классификации отраслей промышленности?
2. Охарактеризовать электронно-лучевую обработку материалов.
3. Оборудование цеха обеспечивает выработку механической энергии 250 л. с.-ч. Какое количество электроэнергии, условного топлива непосредственно затрачивается на обработку изделий, если КПД оборудования 70%?
4. Привести краткую характеристику низколегированных сталей. Раскрыть принципы маркировки этих сталей. Указать химический состав и механические свойства сталей 10ХСНД, 20ХГ2Ц, 10Г2С1,12ГН2МФАЮ.
5. Составить материальный баланс обжиговой печи в производстве цементного клинкера для портландцемента. Шихта для обжига включает (% масс): известняка - 78,5; глины - 21,5. Известняк содержит (% масс): СаСОэ - 95,5; примесей - 4,5. В состав глины входят (% масс): Si02 - 71; А1203- 15,5; Fe203- 7,5; К20 - 2,5; Na20 - 3,5.
ЗАДАНИЕ № 5
1. Описать связь технологии и экономики.
2. Что такое электроэрозионная обработка, ее характеристика и разновидности?
3. Потребление электроэнергии каждой электрической,печью цеха составляет 3500 кВт-ч. В цехе установлено 5 печей. КПД одной печи равен 85%. Какое количество условного топлива, механической энергии, нормального пара эквивалентно расходу электроэнергии на непосредственный нагрев деталей?
4. Дать характеристику цементуемым конструкционным сталям. Указать химический состав, механические свойства, твердость следующих сталей: 20, 20ХР, 20ХФ, 15Х2Г2СВА.
5. Определить время нагрева стальных заготовок при условии их плотной упаковки на монолитном поду. Размеры заготовок 35x35x300 мм. Материал - Сталь 30. Плотность стали равна 7800 кг/м3. Металл нагревается от 0°С до 800°С в камерной печи с температурой 1050°С. Приведенный коэффициент излучения равен 2,5 Вт/м2-К4.
ЗАДАНИЕ № 6
1. Охарактеризовать производственный и технологический процессы. Каковы принципы классификации технологических процессов?
2. Указать направления использования ультразвука в промышленности.
3. Для термической обработки деталей применяют электрические печи, потребляющие 4000 кВт-ч электроэнергии. КПД одной печи равен 80%. Какому количеству условного топлива, механической энергии, нормального пара соответствует расход электроэнергии на непосредственную термообработку деталей?
4. Что такое улучшаемые конструкционные стали? Привести химический состав, механические свойства, температуру закалки следующих сталей: 40Г, 40ХР, ЗОХГС, 40ХНР, 34ХНЗМ.
5. Рассчитать число оборотов изложницы для отливки центробежным литьем наружный диаметр которой 200 мм. Толщина стенки - 30 мм. Определение скорости вращения изложницы провести по гравитационному коэффициенту.
ЗАДАНИЕ № 7
1. Охарактеризовать материальный и энергетический балансы технологических процессов.
2. В чем значение электрофизических методов обработки материалов? Привести общую характеристику этих процессов.
3. Каждая из четырех электрических печей термического цеха завода характеризуется потреблением электроэнергии 15 000 кВт-ч. КПД одной печи равен 80%, а длительность работы 800 ч. Какое количество условного топлива, механической энергии, нормального пара эквивалентно расходу электроэнергии на непосредственную термообработку изделий?
4. Какие углеродистые и легированные стали относят к улучшаемым конструкционным сталям? К каким группам этих сталей нужно отнести стали 45, 35ХРА, 30ХМ, 25ХГС, 30ХН2ВФА. Каков химический состав и свойства этих сталей?
5. Определить продолжительность заполнения формы цинковым сплавом на поршневой машине методом литья под давлением. Масса отливки 2,0 кг, плотность сплава 7 г/см3, удельное сопротивление 300 кг/см, сечение питателя машины 0,2 см.
ЗАДАНИЕ № 8
1. Дать краткую экономическую оценку технологических процессов.
2. Охарактеризовать сущность и назначение методов пайки, склеивания.
3. Для термической обработки деталей используют газовые печи, потребляющие 600 нм3 природного газа в год. Эквивалент для природного газа равен 1,14. Какому количеству электроэнергии, механической энергии, условного топлива соответствует расход природного газа?
4. Привести характеристику и классификацию конструкционных сталей. Описать принципы маркировки, химический состав, механические свойства и назначение следующих сталей: Orlcn, БСтЗсп, ВСт5,18Г2, 40Х.
5. Сырая прочность смеси, используемой для изготовления стержней для литья в песчано-глинистые формы, равна 0,25 кг/см2. При какой нагрузке разрушится сырой образец диаметром 40 мм, если плотность смеси образца составляет 1,7 г/см 3?
ЗАДАНИЕ № 9
1. Охарактеризовать типы производств.
2. В чем сущность специальных методов сварки?
3. Оборудование цеха вырабатывает механическую энергию в количестве 1000 л. с.-ч. Какое количество электроэнергии, условного топлива, нормального пара эквивалентно расходу механической энергии, если КПД оборудования равен 70%?
4. Описать автоматные стали. Указать механические свойства, характер обработки, назначение следующих сталей: АЦ45Г2, АСЦЗОХМ, ЛИ, А20.
5. Провести расчет производительности котла-утилизатора типа КУ-60-2, установленного за мартеновской печью. Расчетная температура дымовых газов перед КУ-60-2 равна 650°С, а на выходе из котла-утилизатора - 245°С. Состав дымовых газов, выходящих из мартеновской печи, принять следующий (% объемн.): углекислый газ - 11, водяной пар - 10, кислород - 6, азот - 73. Объем подсасываемого воздуха в газоходах котла-утилизатора составляет 0,04 объема дымовых газов, идущих в аппарат.
ЗАДАНИЕ № 10
1. Что такое химико-технологические процессы? Привести характеристику и классификацию этих процессов.
2. Охарактеризовать сварку давлением. В чем сущность электрической контактной сварки?
3. Термический цех завода включает печи, каждая из которых характеризуется потребностью условного топлива 1000 кг. КПД одной печи 75%. Какое количество электроэнергии, механической энергии, природного газа, нормального пара непосредственно затрачивается на термообработку изделий?
4. Какие стали используют для изготовления изделий, работающих при низких температурах? Привести механические свойства, назначение следующих марок сталей: А12, С40Х, 10ХСНД, 15Г2СФ, 10Х18Н10Т.
5. Найти расход воздуха, количество и состав продуктов горения в рабочем пространстве камерной печи. Состав сухого газа (% объемн.): метан - 95; этан - 2,82; пропан - 1,06; бутан - 0,40; углекислый газ - 0,20; азот - 0,52. Содержание влаги в сухом газе равно 14,55 г/м3. Коэффициент расхода воздуха равен 1,2.
ЗАДАНИЕ № 11
1. Охарактеризовать скорость и равновесие химико-технологических процессов. Каковы пути интенсификации этих процессов?
2. Описать атомно-водородную и электрошлаковую сварку.
3. В цехе работает оборудование, характеризуемое потребностью нормального пара 8000 кг. Какому количеству электроэнергии, механической энергии, условного топлива, природного газа соответствует расход нормального пара?
4. Какие требования предъявляются к сталям, используемым для изготовления рессор, пружин? Из перечисленных сталей выбрать рессорно-пружинные стали и указать их механические свойства: Ст1, БСт5, 55ГС, 55С2, 70СЗА, 60С2Н2А.
5. Определить время нагрева стальных заготовок при условии их плотной упаковки на монолитном поду. Размеры заготовок 45x45x350 мм. Материал - Сталь 30. Плотность стали равна 7800 кг/м3. Металл нагревается от 0"С до 800°С в камерной печи с температурой 1050°С. Приведенный коэффициент излучения равен 2,5 Вт/м2-К4.
ЗАДАНИЕ №12
1. Дать характеристику и привести классификацию сырья.
2. В чем сущность газовой сварки? Что такое огневая резка металлов?
3. Электрические печи термического цеха потребляют 20 000 кВт-ч электроэнергии. КПД каждой печи 80%. Перевести термообработку изделий на природный газ, если эквивалент для природного газа равен 1,14.
4. Привести краткую характеристику износостойких сталей и сплавов. К какой группе износостойких сталей относят стали ШХ15, Г13, ШХ9?
5. Определить продолжительность заполнения формы цинковым сплавом на поршневой машине методом литья под давлением. Масса отливки 2,5 кг; плотность сплава 7 г/см3; удельное давление 300 кг/см; сечение питателя машины 0,18 см2.
ЗАДАНИЕ №13
1. Каковы пути повышения качества сырья? Описать методы обогащения сырья.
2. В чем сущность сварки плавлением? Охарактеризовать элск-тродуговую сварку.
3. Определить время обработки изделия при новом способе на станке, если время обработки изделия действующим способом на том же станке равно 370 с. Экономия электроэнергии составляет 0,035 кВт-ч, а мощность потерь холостого хода равна 0,4 кВт.
4. Охарактеризовать коррозийно-устойчивые (нержавеющие) стали. Перечислить наиболее важные технические коррозийно-устойчивые стали. Указать принципы маркировки, механические свойства, химическую стойкость следующих сталей: 10X13, 30X13, Х25,1Х13НЗ, Х18Н9, Х18Н10Т, 10Х15Н9Ю.
5. Сырая прочность смеси, используемой для изготовления стержней для литья в песчано-глинистые формы, равна 0,5 кг/см2. При какой нагрузке разрушится сырой образец диаметром 50 мм?
ЗАДАНИЕ № 14
1. Что такое комплексное использование сырья? Описать влияние качества сырья на качество готовой продукции.
2. Охарактеризовать неразъемные соединения. Дать характеристику и классификацию сварки.
3. Необходимо провести укрупнение ламп единичной мощности с целью получения экономии электроэнергии 1000 кВт-ч. Вместо 20 ламп мощностью 250 Вт нужно взять лампы мощностью 800 Вт. Сколько требуется ламп большей мощности, если длительность горения составляет 1200 ч?
4. Что понимают под жаропрочностью и жаростойкостью материалов? Каковы основные направления по созданию жаропрочных материалов? К какому классу сталей относят следующие стали: 12МХ, 12Х2МФСР, Х6С, Х18Н10Т, 1Х4В116Б? Указать принципы маркировки, химический состав и свойства этих сталей.
5. Определить число оборотов изложницы для отливки центробежным литьем трубы, наружный диаметр которой 600 мм. Толщина стенки трубы 45 мм. Гравитационный коэффициент принять равным 95.
ЗАДАНИЕ № 15
Указать источники воды. Привести характеристику и классификацию вод. В чем сущность формообразования деталей методами порошковой металлургии?
Какова мощность потерь холостого хода станка, на который переведена обработка изделий с целью получения экономии электроэнергии 0,050 кВт-ч? Продолжительность обработки изделия на прежнем и новом станке соответственно равна 200 с и 100 с, потребляемые станками мощности - 2 и 2,5 кВт, мощность потерь холостого хода прежнего станка равна 0,25 кВт, время холостого хода - 100 с и 60 с.
Дать характеристику сталям и сплавам с особыми физическими свойствами. Какие группы материалов относятся к сплавам с особыми физическими свойствами? Указать маркировку, свойства следующих сплавов: инвар, константан, пермаллой, альсиферн.
Рассчитать сечение подводящего канала (питателя) для заполнения формы алюминиевым сплавом на компрессорной машине. Исходные данные принять следующие: масса отливки 300 г, плотность сплава 2,7 г/см3, давление воздуха 20 кг/см2, продолжительность заполнения 0,15 с.
ЗАДАНИЕ № 16
Что такое промышленная водоподготовка? Каковы пути рационального использования воды?
Охарактеризовать плазмохимические процессы. Привести классификацию, указать области применения. При укрупнении ламп единичной мощности взяли лампы мощностью 1000 Вт в количестве 6 шт. и получили экономию электроэнергии 1500 кВт-ч. Сколько было заменено ламп мощностью 300 Вт, если длительность работы ламп 1000 ч?
4. Охарактеризовать инструментальные стали. Привести классификацию и свойства инструментальных сталей. К каким группам инструментальных сталей относятся стали 9ХС, Х12Ф1, Р12, ЗХ7В7С? Описать их свойства и состав.
5. Сырая прочность смеси, используемой при изготовлении стержней для литья в песчано-глинистые формы равна 0,8 кг/см2. Образец разрушается при нагрузке 15,7 кг. Определить диаметр образца из стержневой смеси.
ЗАДАНИЕ № 17
1. Описать виды энергии. Какова роль энергии в технологических процессах?
2. Что такое радиационно-химические процессы? Дать характеристику этих процессов и указать направления использования их в системах технологий.
3. Какова мощность потерь холостого хода станка, с которого переведена обработка изделий на другой станок, имеющий мощность потерь 0,3 кВт? Время обработки изделий на прежнем станке и новом станке соответственно равно 270 с и 200 с. Экономия электроэнергии 0,045 кВт-ч. Мощность, потребляемая прежним станком,- 2,5 кВт, новым станком -3,0 кВт. Длительность работы станков на холостом ходу соответственно равна 150 с и 120 с.
4. Привести классификацию инструментальных сталей. Какое место в этой классификации занимают стали ХВГ, Х12М, 5ХНМ, ЗХ7В7С, Р18Ф2? Указать отличительные свойства перечисленных сталей.
5. Определить время нагрева стальных заготовок при условии их плотной упаковки на монолитном поду. Размеры заготовок 30x50x450 мм. Материал - Сталь 30. Плотность стали 7,8 г/см3. Металл нагревается от 0°С до 600°С в камерной печи с температурой 1050°С. Приведенный коэффициент излучения равен 2,5 Вт/м2-К4.
ЗАДАНИЕ №18
1. Дать общую характеристику высокотемпературных процессов.
2. Каково содержание биохимических процессов? Указать значение, области применения этих процессов.
3. Определить время обработки изделия при прежнем способе на станке, если время обработки изделия при новом способе на том же станке составляет 100 с. Экономия электроэнергии составляет 0,025 кВт-ч, а потери холостого хода 0,2 кВт.
4. Какие основные признаки классификации инструментальных сталей? Охарактеризовать состав и свойства сталей следующих: В1, 7ХФ, Р6М5,4Х8В2, 9ХС, Р9Х5.
5. Определить расход воздуха, количество и состав продуктов горения в рабочем пространстве камерной печи. Состав сухого газа (% объемн.): метан - 95,5; этан- 2,06; пропан - 1,30; бутан - 0,43; углекислый газ - 0,21; азот - 0,5. Содержание влаги в сухом газе 14,50 г/м3, коэффициент расхода воздуха 1,22.
ЗАДАНИЕ № 19
1. Описать высокотемпературные процессы черной металлургии, доменный процесс.
2. Указать направления использования биотехнологических процессов в системах технологий.
3. Термический цех завода работает на природном газе. Потребность газовых печей 5000 нм3 газа. Эквивалент для природного газа равен 1,14. Перевести работу цеха на электроэнергию, если электрические печи имеют КПД 85%.
4. Описать основные свойства инструментальных сталей. Какими отличительными свойствами обладают следующие стали: ХГ2М, 6ХВ2С, Р10Ф5К5, ЗХ7В7С? Указать состав этих сталей и назначение.
5. Провести расчет паропроизводительности котла-утилизатора, установленного за мартеновской печью. Расчетная температура дымовых газов перед котлом-утилизатором типа КУ-100-1, равна 650°С, а на выходе из аппарата - 245°С. Состав дымовых газов перед котлом-утилизатором принять таким (% объемн,): углекислый газ - 12,5; водяной пар - 10,0; кислород - 5,8; азот - 71,7.
ЗАДАНИЕ № 20
1. Описать производство стали кислородно-конвертерным методом. Дать технико-экономическую оценку метода по сравнению с мартеновским способом.
2. Охарактеризовать каталитические процессы нефтепереработки.
3. Электрические печи термического цеха завода характеризуются потреблением электроэнергии 10 000 кВт-ч. КПД печей составляет 85%. Какое количество условного топлива потребуется на непосредственный нагрев деталей в электропечах?
4. Какие стали применяют для изготовления режущих инструментов? Дать характеристику нетеплостойких сталей для режущего инструмента. Описать принципы маркировки, свойства следующих сталей: У10А, ХВ5, У7, 6ХС, 7ХФ. Для каких типов инструментов используют указанные стали?
5. Определить число оборотов изложницы для отливки центробежным литьем трубы, наружный диаметр которой 800 мм. Толщина стенки равна 50 мм. Гравитационный коэффициент принять равным 60.
ЗАДАНИЕ № 21
1. Описать контактный способ получения серной кислоты.
2. Описать внедоменные способы производства стали. Каковы методы разливки стали?
3. Определить экономию электроэнергии при переходе на новый способ обработки изделий на прежнем станке, при этом машинное время сократилось с 250 с до 150 с. Мощность потерь холостого хода равна 0,35 кВт. Какова будет экономия электроэнергии при переводе обработки изделий на другой станок, имеющий мощность потерь холостого хода 0,30 кВт?
4. Охарактеризовать теплостойкие стали для режущих инструментов. Каковы принципы маркировки и химический состав следующих сталей: Р18, Р6М5, Р18Ф2, Р18Ф2К5? Дать техническую характеристику этих сталей.
5. Сырая прочность смеси, используемой при изготовлении стержней для литья в песчано-глинистые формы, равна 0,08 кг/см2. 11ри какой высоте образец из этой смеси разрушится под действием собственной нагрузки, если плотность смеси составляет 1,8 г/см3?
ЗАДАНИЕ № 22
1. Охарактеризовать мартеновский способ производства стали. Привести технико-экономическую характеристику этого метода.
2. Указать состав, свойства твердых катализаторов. Дать характеристику оборудования для каталитических процессов.
3. В цехе работают печи, характеризуемые потребностью условного топлива 2000 кг. КПД каждой печи - 0,75. Какое количество электроэнергии, нормального пара, механической энергии эквивалентно условному топливу, непосредственно затрачиваемому на обработку деталей?
4. Описать штамповые стали. К какой группе штамповых сталей относят следующие стали: У10, ХВСТ, Х12Ф1, Х6ВФ? Каковы принципы их маркировки и назначение?
5. Прессование медного сплава на поршневой машине протекает в течение 0,12 с. Определить удельное давление, если плотность материала равна 8,8 г/см3, сечение питателя -0,11 см2, а масса отливки - 1 кг.
ЗАДАНИЕ № 23
1. Раскрыть содержание высокотемпературных процессов производства цветных металлов.
2. В чем значение и каковы закономерности каталитических процессов?
3. Участок цеха включает оборудование, обеспечивающее выработку механической энергии 150 л. с.-ч. Какому количеству электроэнергии, условного топлива эквивалентно количество механической энергии ? КПД оборудования составляет 70%.
4. Дать краткую характеристику сталей для штампов горячего деформирования металлов. Указать принципы маркировки, свойства и назначение следующих сталей: 4Х5МС, ЗХ2В8Ф, 4Х5В4ФСМ, 55Г.
5. Определить сечение подводящего канала (питателя) для заполнения формы алюминиевым сплавом на компрессорной машине. Продолжительность заполнения формы равна 0,13 с. Алюминиевый сплав имеет плотность 2,7 г/см3. Масса отливки 350 г, а давление воздуха составляет 25 кг/см .
ЗАДАНИЕ № 24
1. Дать характеристику производства строительных материалов, его сырьевой базы и технологии.
2. В чем сущность электролиза расплавленных сред? Описать производство алюминия.
3. Обработка деталей переведена с двух токарных станков на станок-полуавтомат. На токарных станках время обработки изделий соответственно равно 330 с и 350 с, а потребляемая станками мощность - 3,5 кВт и 3,0 кВт. Какова экономия электроэнергии при обработке 100 шт. деталей, если станок полуавтомат потребляет 4,5 кВт электроэнергии, длительность обработки деталей на полуавтомате - 200 с? Вспомогательное время на токарных станках 120 с и 130 с, мощность потерь холостого хода 0,15 кВт и 0,20 кВт.
4. Охарактеризовать стали, твердые сплавы для измерительных инструментов, а также алмазные инструменты. Какие стали и сплавы применяются для изготовления измерительных инструментов, в качестве инструментального материала? Указать марки, состав и свойства этих материалов.
5. Рассчитать число оборотов изложницы для отливки центробежным литьем трубы, наружный диаметр которой 600 мм, толщина стенки 1,5 мм. Изготовление трубы осуществляется горизонтальным центробежным литьем.
ЗАДАНИЕ № 25
1. Описать производство керамических изделий.
2. Охарактеризовать методы волочения, прессования, ковку, штамповку.
3. Определить экономию электроэнергии, получаемой в результате замены 25 ламп мощностью 300 Вт, шестью лампами мощностью 800 Вт. Световой поток не изменился. Длительность горения ламп составляет 1000 ч.
4. Охарактеризовать сплавы на основе титана. Указать основы классификации титановых сплавов. Каковы принципы маркировки, химический состав, механические свойства следующих сплавов: Вт4, ВТ18, ВТ9, ИВТ, ВТ31Л, ВТ21Л?
5. Составить материальный баланс обжиговой печи в производстве цементного клинкера. Для обжига используют шихту, содержащую (96 масс): известняка - 81; глины - 19. Известняк содержит (96 масс): СаСОэ - 96,5; примесей - 3,5. В состав глины входят (96 масс): Si02 - 71,5; А1203 - 16,5; Fe203 - 6,8; К20 - 1,8; Na20 - 3,4.
ЗАДАНИЕ № 26
1. Охарактеризовать гидравлические вяжущие вещества. Раскрыть сущность технологического процесса производства портландцемента.
2. К каким методам обработки металлов относится прокатка? Содержание и области применения прокатки.
3. Оборудование цеха характеризуется потребностью условного топлива 1500 кг. Какому количеству электроэнергии, механической энергии, природного газа, нормального пара соответствует расход условного топлива?
4. Описать алюминиевые и магниевые сплавы. Указать принципы маркировки этих сплавов. Дать краткую характеристику деформируемым термообработкой алюминиевым сплавам. К каким группам сплавов относятся следующие сплавы: АМгЗ, Д16, В95, АК6, А12, А18? Указать химический состав и механические свойства этих сплавов.
5. Сырая прочность смеси, используемой при изготовлении стержней для литья в песчано-глинистые формы, равна 0,10 кг/см2. Какова площадь поперечного сечения образца, если его высота составляет 38 см? Плотность смеси принять равной 2,0 г/см3.
ЗАДАНИЕ № 27
1. Привести общую характеристику процессов переработки топлив.
2. Раскрыть содержание методов пластической деформации материалов. Дать характеристику оборудования, используемого в этих методах.
3. В цехе работает оборудование, имеющее потребность в условном топливе 5000 кг. Какому количеству электроэнергии, механической энергии, природного газа, нормального пара эквивалентен расход условного топлива:1
4. Охарактеризовать алюминиевые сплавы, не упрочняемые термообработкой, а также ковочные и литейные сплавы алюминия. Каковы принципы маркировки этих сплавов? Описать химический состав, механические свойства, назначение следующих сплавов: АК6, АК4-1, А14, А18, Д1, АМг5.
5. Рассчитать длительность заполнения формы цинковым сплавом на поршневой машине методом литья под давлением. Масса отливки - 2,3 кг; плотность сплава 7 г/см3; сечение питателя машины 0,2 см2; удельное давление 300 кг/см2.
ЗАДАНИЕ № 28
1. Описать технологический процесс коксования каменного угля.
2. Что такое гидроэлектрометаллургия? Раскрыть содержание и указать области применения гидроэлектрометаллургии.
3. Определить время обработки изделий на станке при прежнем способе, если время обработки изделий при новом способе равно 120 с. Экономия электроэнергии составляет 0,03 кВт-ч, а мощность потерь холостого хода равна 0,25 кВт.
4. Дать краткую характеристику алюминиевым подшипниковым сплавам и порошковым алюминиевым сплавам. Описать принципы маркировки этих сплавов. Из перечисленных сплавов: АМц, АМгЗ, Д16, В96, А120, АН, САП, выделить жаропрочные литейные сплавы и спеченные сплавы. Указать химический состав и механические свойства этих сплавов.
5. Найти число оборотов изложницы для отливки с помощью горизонтального центробежного литья трубы, наружный диаметр которой 200 мм, толщина стенки 30 мм. Расчет провести по гравитационному коэффициенту.
ЗАДАНИЕ № 29
1. В чем сущность процессов газификации твердого топлива?
2. Охарактеризовать специальные методы литья.
3. Определить экономию электроэнергии при переходе на новый способ обработки изделий на прежнем станке, при этом машинное время сократилось с 220 с до 150 с. Мощность потерь холостого хода станка равна 0,25 кВт. Как изменится экономия электроэнергии при переводе обработки изделий на другой станок, имеющий мощность потерь холостого хода 0,2 кВт?
4. Охарактеризовать магний и его сплавы. Какие типы сплавов магния выпускает промышленность? Указать химический состав, механические свойства и назначение следующих сплавов: МА9, МА5, ВМА1, ВМ65-1.
5. Установить время нагрева стальных заготовок при условии их плотной упаковки на монолитном поду. Размеры заготовок 30x30x300 мм. Материал - Сталь 30. Плотность стали 7800 кг/м3. Металл нагревается от 0°С до 800°С в камерной печи с температурой 1050°С. Приведенный коэффициент излучения равен 2,5 Вт/м2-К4.
ЗАДАНИЕ № 30
1. Привести характеристику термических процессов переработки нефти и газа. Раскрыть сущность технологического процесса фракционной перегонки нефти.
2. Каковы основы технологии литейного производства? В чем сущность методов литья в песчано-глинистые формы?
3. Термический цех завода включает газовые печи, каждая из которых потребляет 1000 нм3 природного газа. Перевести термическую обработку деталей на электроэнергию. КПД электропечей принять равным 85%. Эквивалент для природного газа взять 1,14.
4. Дать краткую характеристику сплавам меди. Какие медные сплавы называют латунями? Указать принципы маркировки латуней. Описать механические свойства, назначение, химический состав следующих сплавов: Л90, ЛЖМц50-1-1, ЛС59, ЛК80-ЗЛ, ЛКС80-3-3.
5. Рассчитать расход воздуха, количество и состав продуктов горения в рабочем пространстве камерной печи. Состав сухого газа принять (% объемн.): метан - 94,52; этан - 0,44; пропан - 1,42; бутан - 0,81; углекислый газ - 0,20; азот - 0,61. Содержание влаги в сухом газе равно 14,30 г/м3.
ЗАДАНИЕ № 31
1. Охарактеризовать термический крекинг мазута.
2. Перечислить этапы производства машин и их технико-экономические показатели.
3. Потребность газовой печи термического цеха завода составляет 1500 нм3 природного газа. Какому количеству электроэнергии механической энергии, условного топлива, нормального пара эквивалентен расход природного газа. Эквивалент для природного газа принять равным 1,14.
4. Привести краткую характеристику сплавов меди с оловом. Указать принципы маркировки этих сплавов и их техническое название. К какой группе сплавов меди с оловом относятся следующие сплавы: БрОЦС4-4-2,5; БрОЦС4-4-17; БрОЦСНЗ-7-5-1.
5. Определить паропроизводительность котла-утилизатора типа КУ-125, установленного за мартеновской печью. Расчетная температура дымовых газов перед КУ-125 равна 650°С, а температура дымовых газов на выходе из аппарата 245°С. Дымовые газы включают (% объемн.): углекислый газ - 12,1; водяной пар - 10,4; кислород - 5,7; азот - 71,8. Объем подсасываемого воздуха в газоходах котла-утилизатора составляет 0,06 объема дымовых газов, поступающих в аппарат.
ЗАДАНИЕ № 32
1. Что такое пиролиз нефтяных фракций?
2. Дать краткую характеристику машиностроения. Какова структура машиностроительного предприятия?
3. Какую экономию электроэнергии можно получить при переводе обработки изделий с двух станков-полуавтоматов на то-карно-карусельный станок? На станках-полуавтоматах время обработки изделий соответственно равно 240 с и 230 с, потребляемая мощность 3,5 кВт и 4 кВт; время холостого хода 110 с и 100 с, мощность потерь 0,20 кВт и 0,15 кВт. Время обработки изделий на токарно-карусельном станке составило 150 с. Потребляемая мощность 4,5 кВт. Вспомогательное время равно 70 с при мощности потерь 0,1 кВт.
4.Описать сплавы меди с алюминием, авинцом, бериллием. Ка-
ковы принципы маркировки этих сплавов? Указать механические свойства и назначение следующих сплавов: БрАЖ9-4, БрАЖ9-4Л, БрКМцЗ-1, 5рБ2, БрСЗО.
5.Рассчитать сечение подводящего канала (питателя) для заполнения формы алюминиевым сплавом на компрессорной машине. Плотность сплава 2,7г/см3, продолжительность заполнения формы 0,11 с, давление воздуха 25кг/см2, а масса получаемой отливки составляет 280 г.
ЗАДАНИЕ № 33
1. Привести характеристику и указать закономерности электрохимических процессов.
2. Какие существуют типы производств? Дать им характеристику и технико-экономическую оценку.
3. В цехе работает компрессионная холодильная установка, характеризуемая потребностью в условном топливе 250 кг. КПД установки 80%. Какое количество электроэнергии, механической энергии, тепловой энергии, нормального пара непосредственно затрачивается на выработку холода?
4. Охарактеризовать сплавы цинка, свинца, олова. Какими отличительными свойствами обладают эти сплавы? Описать химический состав, структуру, назначение следующих сплавов: Б83, БН, БС, ЦАМ-10-5, ЦАМ-5-10, АСС6-5.
5. Сырая прочность смеси, применяемой для изготовления стержней в способе литья в песчано-глинистые формы, равна 0,75 кг/см2. Определить диаметр образца из этой смеси, если нагрузка, при которой разрушается образец, составляет 15,5 кг.
ЗАДАНИЕ № 34
1. В чем сущность электролиза водных растворов. Описать технологический процесс получения хлора и гидроксида натрия.
2. Охарактеризовать методы получения стали в электропечах.
3. Определить время обработки изделий по новому способу на станке, если машинное время обработки этих изделий прежним способом на том же станке составило 340 с. Мощность потерь холостого хода равна 0,30 кВт, а экономия электроэнергии - 0,02 кВт-ч.
4. Кратко описать материалы, изготавливаемые методами порошковой металлургии. Каков химический состав, механические свойства и назначение этих материалов.
5. Найти время нагрева стальных заготовок при условии их плотной упаковки на монолитном поду. Размеры заготовок 35x35x450 мм. Материал - Сталь 30. Плотность стали 7,8 г/см3. Заготовки нагреваются от 0°С до 600°С в камерной печи с температурой 1000"С. Приведенный коэффициент излучения равен 2,5 Вт/м2-К4.
ЗАДАНИЕ № 35
1. Раскрыть содержание процесса электролиза воды. Описать электрохимические процессы производства продуктов окисления.
2. Дать характеристику высокотемпературным процессам в производстве цветных металлов.
3. Действующее механическое оборудование цеха обеспечивает выработку энергии в количестве 150 л. с.-ч. Какому количеству электроэнергии, условного топлива, тепловой энергии, нормального пара эквивалентен полезный расход механической энергии, если КПД оборудования равен 15%?
4. Что такое композиционные материалы? Охарактеризовать принципы маркировки, состав, отличительные механические, физико-химические свойства, стадии получения и назначение этих материалов.
5. Определить расход воздуха, количество и состав продуктов горения в рабочем пространстве камерной печи. Сухой газ имеет состав (% объемн.): метан - 95,0; этан - 2,42; пропан -1,42; бутан - 0,43; углекислый газ - 0,22; азот - 0,51. Коэффициент расхода воздуха равен 1,2.
ЗАДАНИЕ № 36
1. Дать определение понятия «технология». Описать виды технологии, связь технологии и экономики.
2. Каково значение давления для технологических процессов? Указать влияние давления на протекание газофазных, жидко-фазных и твердофазных процессов.
3. На станке-полуавтомате внедрен новый способ обработки деталей при мощности потерь 0,30 кВт. Время обработки деталей составило 300 с. На сколько сократилась длительность обработки деталей на станке по сравнению с прежним способом, если экономия энергии равна 0,35 кВт-ч.
4. Дать краткую характеристику строения, свойств полимеров. Какие различают состояния полимеров? Как изменяются механические свойства полимеров в кристаллическом состоянии?
5. Составить материальный баланс обжиговой печи в производстве цементного клинкера для портландцемента. Для обжига берут шихту, содержащую (% масс): известняка - 80,5; глины - 19,5. В состав известняка входит (% масс): СаС03 -95,5; примесей - 4,5. Глина содержит (% масс): Si20 - 71,6; А1203 - 15.9: ре2°з - 7>1> К2° ~2'°; Na2° ~3'4-
ЗАДАНИЕ № 37
1. Раскрыть содержание высокотемпературных процессов производства цветных металлов.
2. Дать характеристику машиностроения, как комплексной отрасли. Описать структуру машиностроительного предприятия.
3. Проведено укрупнение ламп единичной мощности, Вместо ламп мощностью 300 Вт установили 6 ламп мощностью 1000 Вт. Получена экономия электроэнергии 1100 кВт-ч. Сколько заменено ламп меньшей мощности, если длительность горения ламп равна 1000 ч? Принять, что величина светового потока не изменилась.
4. Что называют пластмассами? Чем они отличаются от полимеров? Привести классификацию пластмасс по отношению к температуре. Кратко описать важнейших представителей групп пластмасс, используемых в машиностроении и других отраслях промышленности. •
5. Рассчитать паропроизводительность котла-утилизатора КУ-60-2, установленного за мартеновской печью. Расчетная температура дымовых газов перед котлом-утилизатором равна 650°С, а после аппарата - 200°С. Дымовые газы, поступающие в КУ-60-2, имеют состав (% объемн.): углекислый газ - 12,2; водяной пар - 10,3; кислород - 5,9; азот - 71,1. Объем подсасываемого воздуха в газоходах котла-утилизатора составляет 0,055 объема дымовых газов, поступающих в аппарат.
ЗАДАНИЕ № 38
1. Дать характеристику важнейшим видам энергии. Что такое коэффициент использования энергии? Его значение для систем технологий.
2. Описать кислородно-конверторный метод производства стали. Дать технико-экономическую оценку этого способа. Как осуществляется разливка стали?
3. Определить время обработки изделий на станке при прежнем способе, если время обработки изделий при новом способе равно 210 с. Экономия электроэнергии составляет 0,018 кВт-ч, а мощность потерь холостого хода равна 0,20 кВт.
4. Описать технологию термической обработки стали. Указать виды этой обработки и дать им краткую характеристику. К какой группе марок сталей относятся следующие стали: Ст1, Стб, БСт1, БСтЗ, ВСт2, ВСтЗ, Ст5пс, БСтбсп? Указать их состав и механические свойства.
5. Найти продолжительность заполнения формы цинковым сплавом на поршневой машине методом литья под давлением. Масса получаемой отливки 2,4 кг. Цинковый сплав имеет плотность 7г/см3. Удельное давление поршня машины 300 кГ/см2, сечение питателя машины 0,19 см2.
ЗАДАНИЕ № 39
1. Раскрыть понятия «производственный» и «технологический процессы». Каковы принципы классификации технологических процессов?
2. Каковы особенности производства стали в электропечах? Дать характеристику применяемого оборудования и получаемой продукции.
3. Какова моидность потерь холостого хода станка, на который переведена обработка изделий с другого станка, имеющего мощность потерь холостого хода 0,36 кВт-ч.? Время обработки изделий на прежнем и новом станках соответственно равны 290 с и 200 с, потребляемая мощность - 2,5 кВт и 3,0 кВт. Время холостого хода равно 90 с и 70 с. Экономия электроэнергии составляет 0,020 кВт-ч.
4. Охарактеризовать углеродистые конструкционные качественные стали и легированные конструкционные стали. Раскрыть принципы маркировки этих сталей. К каким сталям относят следующие материалы: 20, 60, 10Г201, 14ХГС, 25Г2С, 20Х2Ц, 12ХГ2Ц, 12ХНЗА, 38ХС, 25ХГС?
5. Определить число оборотов изложницы для отливки центробежным литьем трубы, наружный диаметр которой 600 мм, толщина стенки 45 мм. Применяют вертикальное центробежное литье, для которого гравитационный коэффициент принять равным 100.
ЗАДАНИЕ № 40
1. Раскрыть содержание внедоменных способов получения стали.
2. Охарактеризовать производственные сточные воды. Какими методами ведут очистку сточных вод?
3. Энергетический цех вырабатывает энергию в количестве 5000 кг у. т. Сколько киловатт-часов электроэнергии, тепловой энергии, нормального пара получают производственные цехи, если доля электроэнергии и нормального пара в полученном количестве энергии соответственно равна 50% и 10%?
4. Описать износостойкие стали, сплавы и нержавеющие стали. Указать особенности их химического состава. Каковы принципы маркировки, назначение следующих сталей: ШХ15, ЗОХ13, Х25, Х18Н10Т, ОХ17Н1МЗТ, ОХ18Н12Т, ОХ23Н2-8МЗДЗТ?
5. Формовочная смесь для получения стержней методом литья в песчано-глинистые формы имеет сырую прочность 0,6 кг/см2. При какой нагрузке разрушится сырой образец из этой смеси, имеющий диаметр 40 мм?
ЗАДАНИЕ № 41
1. Охарактеризовать материальный и энергетический балансы технологических процессов. Указать статьи калькуляции себестоимости продукции, при составлении которых используют результаты этих балансов.
2. Указать классификацию и структуру текстильных волокон. Каковы основные технологические свойства волокон?
3. Оборудование цеха вырабатывает механическую энергию в количестве 2000 л. с.-ч. Какому количеству электроэнергии, условного топлива, нормального пара соответствует выработка механической энергии, если КПД оборудования равен 75%?
4. Охарактеризовать композиционные материалы. По каким признакам их классифицируют? К каким группам композиционных материалов относят следующие материалы: ВКА-1; ВКУ-1; КАС-1; КМУ-IV; карбоволокнит; КМБ-ЗК. Указать основные свойства этих материалов и области применения.
5. Длительность прессования медного сплава на поршневой машине составляет 0,11 с. Рассчитать удельное давление; если плотность материала равна 8,8 г/см3, сечение питателя 0,12 см , масса отливки 1,2 кг.
ЗАДАНИЕ № 42
1. Дать краткую характеристику и указать классификацию вторичных энергетических ресурсов. Каковы направления использования этих ресурсов?
2. Дать характеристику азотной кислоты. Почему она находит применение в разных отраслях промышленности? Описать методы производства разбавленной азотной кислоты.
3. Термический цех завода включает печи, каждая из которых характеризуется потребностью 2000 нм3 природного газа. КПД одной печи равен 70%. Какому количеству электроэнергии, механической энергии, природного газа, нормального пара эквивалентен расход природного газа?
4. Дать краткую характеристику материалов высокой твердости. Указать преимущества твердых сплавов, материалов высокой твердости и особо высокой твердости. Описать принципы маркировки, химический состав, назначение следующих сплавов: Т30К; Т5К12; Т17К12; БК6; ВК8В; ВК15; ВК25. К каким группам твердых сплавов относят перечисленные сплавы?
5. Рассчитать количество, состав продуктов горения, расход воздуха в рабочем пространстве камерной печи. Сжигаемый в печи сухой газ имеет следующий состав (% объемн.): метан - 95,1; этан - 2,26; пропан - 1,40; бутан - 0,53; углекислый газ - 0,19; азот - 0,52. Содержание влаги в сухом газе равно 14,3 г/м3. Коэффициент расхода воздуха составляет 1,19.
ЗАДАНИЕ № 43
1. Описать технологические процессы переработки топлив. Привести их классификацию и дать сравнительную технико-экономическую оценку.
2. Привести классификацию зданий, сооружений и их конструктивных схем.
3. В цехе работает оборудование, характеризуемое потребностью нормального пара 10 000 кг. Какому количеству-электроэнергии, механической энергии, условного топлива, природного газа эквивалентен расход пара?
4. Охарактеризовать алюминиевые, магниевые, титановые сплавы. Какие отличительные свойства этих сплавов? Раскрыть принципы маркировки, состав, назначение следующих сплавов: В95; АК4; Амг2; Амгб; АЛ4; АЛ7; АЛ1; МА14; МА2; МЛ5; МЛ15; ВТ5; ОТ4-1; ВТ8; ВТ15.
5. Найти длительность нагрева стальных заготовок в камерной печи при условии их плотной упаковки на монолитном поду. Материал заготовок - Сталь 20. Плотность стали принять равной 7,8 г/см3. Заготовка имеет размеры 35x35x400 мм. В печи создается температура 1000°С. Металл заготовок нагревается от 0°С до 800°С. Приведенный коэффициент излучения равен 2,5 Вт/м2-К4.
ЗАДАНИЕ № 44
1. Охарактеризовать свойства, методы обработки, испытания металлов и их сплавов.
2. Привести классификацию материалов и изделий из стекла. Охарактеризовать основное сырье и вспомогательные материалы для производства изделий из стекла.
3. Электрические печи термического цеха потребляют 18 000 кВт-ч электроэнергии. КПД каждой печи равен 85%. Перевести термообработку изделий на природный газ, если эквивалент для природного газа составляет 1,14.
4. Указать преимущества и принципы маркировки медных сплавов. Какие сплавы меди называют бронзами, латунями? К каким группам латуней, бронз относят следующие сплавы: Л96; ЛС59-1; АА67-2.5; ЛАН59-3-2; ЛМцОС58-2-2-2; БрОЦ4-3; Бр0810-1? В каких областях систем технологий используют указанные сплавы;
5. Определить паропроизводительность котла-утилизатора типа КУ-80-3, установленного за мартеновской печью. Расчетная температура дымовых газов перед котлом-утилизатором составляет 650"С, а на выходе из аппарата - 200°С. Дымовые газы, поступающие в котел-утилизатор, имеют следующий состав (% объемн.): углекислый газ - 12,0; водяной пар - 10,1; кислород - 6,0; азот - 71,9. Объем подсасываемого воздуха в газоходах котла-утилизатора равен 0,060 объема дымовых газов, идущих в аппарат.
ЗАДАНИЕ № 45
1. Что понимают под термином «качество» сырья, материалов, продукции на стадии изготовления?
2. Охарактеризовать состав и свойства пластмасс. Указать признаки, по которым классифицируют пластмассы.
3.На станке внедрен новый способ обработки деталей. Определить машинное время обработки изделий на станке при прежнем способе, если длительность обработки изделий новым способом равна 360 с. Экономия электроэнергии составляет 0,030 кВт-ч, а мощность потерь холостого хода равна 0,35 кВт.
4.Какие признаки заложены в основу классификации чугунов? Указать принципы маркировки, свойства, назначение следующих чугунов: СЧ15, СМ20, СЧ30, КЧ-35-10, ВЧ50-7, ВЧ80-2. Какие из перечисленных марок чугунов относят к высокопрочным, ковким, серым чугунам?
5. Найти число оборотов изложницы для отливки центробежным литьем трубы, наружный диаметр которой 800 мм. Толщина стенки трубы 40 мм. Гравитационный коэффициент принять равным 63.
ЗАДАНИЕ № 46
1. Привести краткую характеристику понятия «взаимозаменяемость» деталей, сборочных единиц, агрегатов.
2. Охарактеризовать строительный процесс. Что понимают под строительной продукцией? Как организуется производственный контроль строительного процесса?
3. Какова мощность потерь холостого хода станка, на который переведена обработка изделий с целью получения экономии электроэнергии 0,045 кВт-ч. Продолжительность обработки изделий на старом и новом станках соответственно равна 190 с и 100 с, потребляемая станками мощность - 2,3 кВт и 2,8 кВт, мощность потерь холостого хода прежнего станка -0,25 кВт, время холостого хода станков 110 с и 70 с.
4. Охарактеризовать стали и сплавы с особыми химическими и физическими свойствами. Раскрыть принципы маркировки этих сталей. К каким группам относятся следующие стали: 20X13, 95X18, 12Х18Н10Т, 09Х15Н8Ю, 79НМ, 83НФ, 45Н, I1200HH1? Указать состав, свойства, области применения этих сталей.
5. Определить длительность заполнения формы цинковым сплавом на поршневой машине методом литья под давлением. Масса отливки 1,6 кг; плотность сплава 7 г/см3; сечение, питателя машины 0,25 см2; удельное сопротивление 300 кг/см2.
ЗАДАНИЕ № 47
1. Дать характеристику производств и отдельных технологических процессов в зависимости от доли отдельных элементов затрат в себестоимости продукции.
2. Описать состав, свойства и принципы классификации нефти. Указать способы добычи нефти.
3. Термический цех завода работает на природном газе. Потребность каждой печи составляет 2500 нм3 газа. Эквивалент для природного газа принять равным 1,14. Перевести работу цеха на электроэнергию, если КПД электрических печей составляет 80%.
4. Привести краткую характеристику машиностроительных сталей и сплавов специализированного назначения. К каким группам сталей относятся следующие стали: Н18К9М5Т, 40Х9С2, 20Х20Н14С2, 12Х1МФ, 20X13, ХН70Ю, ОН9, 10Х14Г4Н4Т? Указать принципы маркировки, состав, свойства и области применения перечисленных сталей.
5. Какое сечение имеет подводящий канал питателя для заполнения формы алюминиевым сплавом на компрессорной машине, если продолжительность заполнения формы 0,12 с, давление воздуха 20 кг/см2, масса готовой отливки 300 г.
ЗАДАНИЕ №48
1.Описать основные этапы производства машин. Перечислить технико-экономические показатели машин?
2.Дать характеристику и указать классификацию минеральных удобрении. В чем сущность технологических процессов производства фосфорных удобрений.
3. Электрические печи термического цеха завода характеризуются потреблением электроэнергии 14000 кВт-ч. КПД каждой печи равен 85%. Какому количеству механической энергии, тепловой энергии, условного топлива эквивалентен расход электроэнергии на непосредственную термообработку деталей?
4. Охарактеризовать высококачественные и особо высококачественные стали. Указать принципы маркировки, состав и свойства следующих марок сталей: 30ХГСА-Ш; 12Х2Н4А; 18ХГТ; 40ХНМА; 40ХНМ. Указать области применения этих сталей.
5. Смесь, применяемая для изготовления стержней в способе литья в песчано-глинистые формы, имеет сырую прочность 0,8 кг/см2. Каков диаметр образца из этой смеси, если нагрузка, при которой разрушается образец, равна 16 кг.
ЗАДАНИЕ № 49
1.В чем сущность процесса сборки машин? Описать виды сборки по принципу полной взаимозаменяемости, ограниченной взаимозаменяемости, индивидуальной пригонки.
2. Что такое гипсовые вяжущие вещества? Описать сырьевую базу и технологический процесс строительной извести.
3. Определить экономно электроэнергии при переходе на новый способ обработки деталей на прежнем станке, если машинное время сократилось с 260 с до 190 с. Мощность потерь холостого хода станка равна 0,33 кВт. Какова будет экономия электроэнергии при переводе обработки изделий на другой станок, имеющий мощность потерь холостого хода 0,25 кВт?
4. Указать классификацию сталей по применению. Описать стали машиностроительные (конструкционные). Указать принципы маркировки, свойства, области применения следующих сталей: 08, 20ХГНР, 58ПП, ЗЗХС, 25ХГСА, 35ХМ. К каким группам сталей относятся перечисленные стали?
5. Составить материальный баланс обжиговой печи в производстве цементного клинкера для портландцемента. Шихта для обжига содержит (% масс): известняка - 81,1; глины -18,9. В состав известняка входит (% масс): СаСО, - 96; примесей - 4. Глина содержит (% масс): S^O - 71,1; А1203 - 16; Fe2Os - 7,3; К20 - 2,1; Na20 -3,5.
ЗАДАНИЕ № 50
1. Охарактеризовать понятия «агрегатные станки», «обрабатывающие центры». В чем сущность агрегатирования?
2. Описать технологический процесс производства стеклянных изделий. Указать виды стеклянных изделий, выпускаемых промышленностью.
3. Участок цеха включает оборудование, обеспечивающее выработку механической энергии 500 л. с.-ч. Какому количеству электроэнергии, условного топлива, тепловой энергии эквивалентна выработка механической энергии, если КПД оборудования равен 78%?
4. (Описать классификацию сталей по химическому составу и способу производства. Охарактеризовать стали: углеродистые общего назначения (обыкновенного качества), качественные. Раскрыть принципы маркировки и указать свойства следующих сталей: СтО, СтЗпс, СтЗсп, СтЗкп, БСтЗГсп, Ст5Гпс.
5. С помощью горизонтального центробежного литья изготавливают трубы диаметром 200 мм и с толщиной стенки 25 мм. Определить число оборотов изложницы для отливки трубы, если гравитационный коэффициент равен 64.
ПРИМЕРЫ ВЫПОЛНЕНИЯ ЗАДАНИЙ
Пример 1. В цехе работает печь, характеризуемая потребностью условного топлива 1500 кг/сутки. Какому количеству электроэнергии, механической энергии, нормального пара соответствует расход условного топлива?
Решение. Для сравнения различных энергоносителей используют переводные коэффициенты (эквиваленты), которые представлены в табл. 1 (см. материал практических занятий, табл. 1 на с. 47).
Тогда количество электроэнергии, механической энергии, нормального пара соответственно равны:
W=1500x 8,141= 12211,5 кВт-ч;-
Q = 1500x7000 =10 500 000 Дж; L = 1500х 11,06 = 16 590 л.с.-ч; DH= 1500x10,13 = 15 195 кг.
Пример 2. Для термической обработки деталей в цехе используют электрическую печь, которая потребляет 10 000 кВт-ч/сут электроэнергии. Коэффициент полезного действия печи равен 85%. Перевести термообработку деталей на природный газ, если эквивалент для перевода в природный газ равен 1,14.
Решение. Количество электроэнергии на непосредственную термическую обработку деталей составит:
10 000x0,85 = 8500 кБт-ч. Используя табл. 1, переводят полученный расход электроэнергии в эквивалентное количество условного топлива:
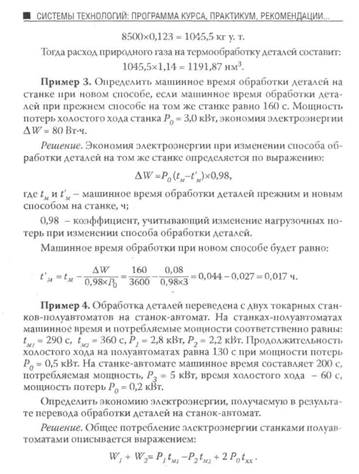


Пример 8. Определить продолжительность заполнения формы цинковым сплавом на поршневой машине методом литья под давлением. Масса отливки 2,1 кг; плотность сплава (р) 7 г/см3; удельное давление (Р) 300 кг/см , сечение питателя машины (q ) равно ОД 6 см2.
Решение. Процесс литья под давлением состоит в том, что жидкий металл вводится в металлическую форму под давлением выше атмосферного. Используют два типа машин: компрессионные и поршневые. В компрессионных машинах жидкий металл вводится в полость формы под действием сжатого воздуха. В поршневых машинах жидкий металл заполняет форму под давлением поршня. Поршневые машины делятся на машины с горячей и холодной камерой сжатия. Первая группа поршневых машин применяется для легкоплавких (свинцовых, цинковых и др.) сплавов, а вторая - для цинковых, алюминиевых, медных сплавов.
Время, необходимое для заполнения формы жидким металлом, зависит от объема металла (V, см3), сечения отливки, сечения подводящего канала (q, см2), теоретической скорости движения металла (оз. с). Оно оассчитывается по формуле:


Пример 9. Определить расход воздуха, количество и состав продуктов горения в рабочем пространстве кузнечной камерной печи. Состав сухого газа (% объемн.): метан (СН4) = 95,82; этан (С2Н6)= 2,04; пропан (C3Hg) = 1,02; бутан (С4Н10) = 0,41; С02 = 0,2; N2= 0,51. Содержание влаги в сухом газе (W) равно 15,55 г/м3. Температура подогрева газа и воздуха tB= t = 300°C.
Решение. Для осуществления высокотемпературных процессов в черной и цветной металлургии, нефтяной и нефтехимической промышленности, в производстве строительных материалов применяют промышленные печи.
Представителем таких печей являются камерные печи, в которых источником тепловыделения является топливо, сжигаемое в рабочем пространстве печи. Нагреваемые изделия в камерных печах располагают на поду печи. Передача тепла от факела горелок к поверхности изделий идет за счет излучения и смывания нагреваемых тел потоком продуктов сгорания топлива.
При сжигании топлива в камерной печи необходим избыток воздуха. Пусть коэффициент расхода воздуха (а) составляет 1,1.
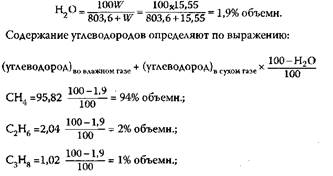

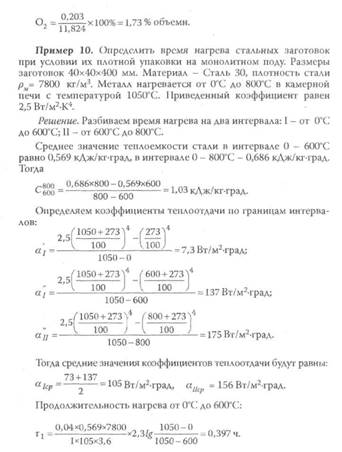
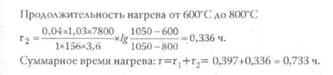
Пример 11. Провести расчет паропроизводительности котла-утилизатора, установленного за мартеновской печью.
Котлы-утилизаторы в зависимости от количества дымовых газов перед ними (тыс. м3/ч) классифицируются на следующие типы: КУ-50, КУ-60-2, КУ-80-3, КУ-100-1, КУ-125 (120 тыс. м3/ч). Расчетная температура дымовых газов перед КУ-50 равна 600°С, а перед остальными конами-утилизаторами - 650°С.
Состав дымовых газов перед КУ-80-3 (% объемн.): углекислого газа - 12; водяного пара - 10,5; кислорода - 5,5; азота - 72. Объем подсасываемого воздуха в газоходах котла-утилизатора составляет 0,05 объема дымовых газов, поступающих в аппарат. Температура дымовых газов на выходе из котла-утилизатора равна 245°С.
Для расчета использовать табл. 6.
Таблица 6
Энтальпия компонентов дымовых газов при различных температурах
| Наименование газов |
Энтальпия, кДж/м3 |
| 650 |
600 |
245 |
200 |
| Углекислый газ |
1306,0 |
1236,76 |
462,0 |
361,67 |
| Водяной пар |
1058,0 |
964,68 |
381,4 |
303,47 |
| Кислород |
925,0 |
851,64 |
337,3 |
267,38 |
| Азот |
865,0 |
805,06 |
22,4 |
260,60 |
Решение. Определяем энтальпию дымовых газов на входе в котел-утилизатор:
АНвх= 0,12x1306,0 +0,105x1058,0 + 0,055x925 + 0,72x865,0 = =156,9 + 111 + 51 + 623,0 = 942 кДж/м3.
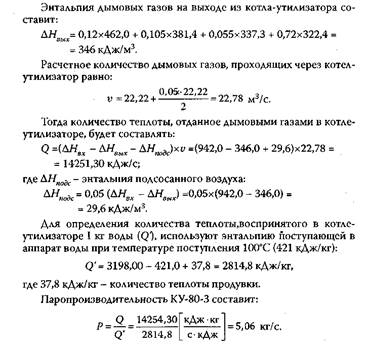
Пример 12. Составить материальный баланс обжиговой печи в производстве полупродукта (цементного клинкера) для портландцемента. Шихта для обжига включает 80% известняка и 20% глины. Известняк содержит 95% масс. СаСО и 5% масс. - примесей. В состав глины входят (% масс): SiOz - 72; А12Оэ - 16,0; Fe203 - 7,0; К20 - 1,7; Na20 - 3,3.
Расчет материального баланса можно вести на единицу готовой продукции, сырья, в единицу времени. Учитывая, что результаты материального баланса используются при составлении статьи затрат на сырье и материалы калькуляции себестоимости продукции, принимаем, что целесообразно расчет вести на 1 т цементного клинкера.
Процесс обжига шихты с целью получения полупродукта для портландцемента ведут во вращающихся печах. "Сначала идет испарение влаги из шихты, затем при температуре около 50СГС дегидратация минералов, содержащихся в глине. Далее протекает разложение известняка с образованием оксида кальция, взаимодействие компонентов глины с оксидом кальция с образованием силикатов кальция и других веществ. При температуре 1400 - 1450°С идет спекание шихты и образуется клинкер.
Основываясь на составе шихты, используя химический состав глины и известняка, определяют содержание компонентов шихты (% масс):
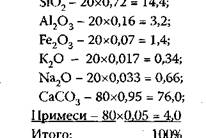
Поскольку при образовании клинкера карбонат кальция разлагается с образованием оксида кальция и углекислого газа, из 100 кг шихты получится клинкер следующего состава (табл. 7).
Таблица 7
| Компонент |
СаО |
Si02 |
А1203 |
Fe203 |
к2о |
Na20 |
Примеси |
Итого |
| Масса, кг |
76X56 =43 100 |
14,40 |
3,20 |
1,40 |
0,34 |
0,66 |
4,00 |
67 |
Газовая фаза образуется в виде углекислого газа и составляет:
Состав клинкера (% масс.) представлен в табл. 8.
Таблица 8
| Компонент |
СаО |
Si02 |
Al203 |
Fe203 |
К.0 |
Na20 |
При |
Итого |
| % масс. |
43x100
67 = 64,2
|
14,4x109
67 = 21,5
|
3,2x100
67 = 4,71
|
1,4x100
67 = 2,08
|
0,34x109
67 = 0,51
|
0,66x100
67 = 1,00
|
4x100
67 = 6,00
|
100 |
Для получения 1 т цементного клинкера требуется: карбоната кальция: 642 : 56 -100= 1146 кг; известняка: 1146 :0,95 = 1206 кг. Количество примесей составит: 1206 - 1146 = 60 кг. Расход глины на 1 т клинкера представлен в табл. 9.
Таблица 9
| Компонент |
Si02 |
А1203 |
Fe203 |
К20 |
№20 |
Итого |
| Масса, кг |
215 |
47,1 |
20,8 |
5,1 |
10,0 |
100 |
Таблица 10 Материальный баланс печи для получения 1 т цементного клинкера
| Приход |
Расход |
| Исходные вещества |
кг |
Продукты |
кг |
| 1. Известняк: |
1. Клинкер: |
| СаС03 |
1146 |
СаО |
642 |
| примеси |
60 |
Si02 |
215 |
| 2. Глина: |
А!203 |
47,1 |
| Si02 |
215 |
Fe203 |
20,8 |
| Al203 |
47,1 |
кр |
5,1 |
| Fe203 |
20,8 |
Na20 |
10,0 |
| К20 |
5,1 |
примеси |
60,0 |
| Na20 |
10,0 |
2.С02 |
504 |
| Итого: |
1504 |
1504 |
РЕКОМЕНДАЦИИ ПО ПОДГОТОВКЕ ТЕХНОЛОГИЧЕСКОЙ
ЧАСТИ ДИПЛОМНЫХ ПРОЕКТОВ И РАБОТ
1. Значение, структура и порядок составления технологической
части
Дипломные проекты и работы являются завершающими работами студентов, в процессе подготовки которых они практически должны применить знания в области технологических и экономических дисциплин.
Дипломное проектирование начинается после завершения изучения всего цикла дисциплин, предусмотренных учебным планом.
Работа над дипломным проектом состоит из ряда этапов: преддипломной практики, расчетов и написания записки, защиты проекта.
Важной частью дипломного проекта или дипломной работы является технологическая часть, на базе которой обосновываются технологические мероприятия, обеспечивающие получение в дипломных проектах и работах экономического эффекта.
Перед началом преддипломной практики каждому студенту-дипломнику назначается консультант по технологической части и выдается задание на разработку технологической составляющей дипломных проектов и работ. Необходимо стремиться, чтобы технологическая часть проекта и работы выполнялась по заданию предприятия.
Весь период преддипломной практики нужно использовать для накопления сведений, необходимых для выполнения технологической части проекта. Студенты изучают производственный и технологический процессы цеха, завода, для чего используют технологические регламенты производства черных и цветных металлов, строительных материалов, химических продуктов, маршрутные карты обработки заготовок, деталей; изучают данные, связанные с сырьем, материалами, полуфабрикатами, методами контроля качества этих материалов и готовой продукции.
К данным, полученным на предприятиях, нужно подходить критически. В технических отделах заводов необходимо получать информацию о работе лучших образцов технологического оборудования, так как идет быстрое развитие технического прогресса. Параллельно нужно изучать литературу по соответствующему технологическому процессу производства, обработки веществ.
В процессе разработки технологической части дипломных проектов и работ студенты должны ориентироваться не только на передовой опыт данного предприятия, но и обобщать опыт других предприятий, применять новейшее оборудование, прогрессивную технологию. Нужно также осветить состояние и развитие отрасли промышленности, относящейся к теме дипломного проекта, работы с учетом новейших достижений техники и технологии.
Студент-дипломник должен понимать, что техническое совершенствование производства осуществляется с целью повышения производительности труда, качества продукции, снижения ее материалоемкости, энергоемкости, а, следовательно, уменьшения себестоимости продукции. Следует помнить, что в дипломные проекты и работы нельзя механически переносить нормативы, заимствованные из литературы. Нужно учитывать конкретные условия предприятия, производственный процесс которого используется в технологической части дипломных проектов и работ.
На основе анализа изученного производственного процесса, с учетом мнений инженерно-технических работников, экономистов выявляются узкие места, составляются предложения по их устранению. На основе таких предложений разрабатываются технологические мероприятия.
Технологическая часть должна содержать элементы самостоятельной работы студентов, представляющие собой оригинальные технологические решения, при этом обращается внимание на перенесение в производство новых научных достижений.
В общем технологическая часть может включать мероприятия, которые связаны с совершенствованием технологических процессов, модернизацией оборудования, использованием новых материалов, катализаторов, способов их получения, с применением нетрадиционных методов интенсификации процессов (ультразвука, магнитного поля), с усовершенствованием методов обработки заготовок в детали, технологической оснастки (приспособлений, инструментов), контрольно-измерительных приборов, с улучшением условий охраны труда и техники безопасности.
Технологическая часть дипломных проектов и работ оформляется в виде пояснительной записки и графической части.
Пояснительная записка должна быть изложена литературно, грамотно. Не допускается сокращения слов, кроме общепринятых обозначений, а также неточные названия машин, аппаратов, операций, процессов. Объем пояснительной записки может составлять 15-25 страниц в зависимости от характера проектируемой технологии.
Название и содержание технологической части дипломного проекта должно соответствовать теме дипломного проекта. Обычно технологическая часть включается в дипломную записку в виде раздела, подраздела под названиями: «Состояние технологии производства продукции», «Описание технологического процесса получения продукции» или под другими названиями.
При составлении технологической части по ряду промышленных производств могут проводиться расчеты. Для этого студенты обязаны пользоваться учебной и справочной литературой, нормативами предприятия, на которых проводилась практика. Написание формул должно сопровождаться объяснением буквенных обозначений, входящих в них величин. Далее подставляют в формулы численные значения и проводят расчеты.
Описание технологической части может иллюстрироваться схемами, рисунками, на которые должны быть ссылки в тексте. Это указывает на более глубокое рассмотрение технологической части студентом-дипломником.
Использование литературных источников также сопровождается ссылками на них в тексте, при этом порядковый номер литературного источника берут в квадратные скобки.
В процессе изложения технологических процессов, касающихся металлургических, угле- и нефтеперерабатывающих производств, химических, деревообрабатывающих, производств строительных материалов, формулируют сущность технологического мероприятия в том месте технологического процесса, где оно внедряется. Далее в проектной части дипломной записки показывают, как обеспечивает технологическое мероприятие получение экономического результата.
При описании технологической части проектов, выполняемых по данным машиностроительных предприятий, разработка технологического мероприятия сопровождается необходимыми расчетами, составлением маршрутных карт, пооперационных карт, определением штучного времени обработки заготовок, деталей, штучно-калькуляционного времени. На базе этих данных осуществляются технико-экономические расчеты.
В основе графической части лежит конструктивная разработка, которая может быть посвящена компоновке оборудования в технологической схеме, разработке приспособлений, внедрению новых обрабатывающих инструментов, механизмов, машин, аппаратов, станков. Графическая часть обеспечивает наглядное представление о технологическом мероприятии и процессе, в котором оно проводится.
Таким образом, соблюдение студентами-дипломниками положений настоящих указаний позволит лучше распределить время для подготовки технологической части дипломного проекта, ясно представить стоящие перед ними конкретные задачи.
2. Консультации и контроль выполнения технологической части
Возникающие в процессе разработки технологической части проекта неясные вопросы разрешаются совместно с консультантом по технологической части.
После получении задания на выполнение технологической части дипломного проекта студент разрабатывает план-график работы на весь период проектирования с указанием сроков выполнения, а также обсуждаются с консультантом возможные технологические мероприятия, которые могут обеспечить экономический эффект.
Задачей консультанта является направление работы студента по рациональному пути при разработке технологической составляющей проекта и помощь в организации процесса проектирования. Консультант должен давать ответы на вопросы частного характера, вести учет и контроль хода выполнения технологической части.
Студент обязан являться на консультации в дни и часы, установленные расписанием консультаций, и предъявлять консультанту для контроля все материалы по технологической части.
Поскольку дипломные проекты и работы являются самостоятельными работами, то на консультации студент должен являться с готовыми решениями, предложениями, разработанными индивидуально на основе изучения литературных и производственных данных. Он не должен ожидать от консультанта готовых рекомендаций и сведений, гак как это препятствует развитию его творческой самостоятельности. За принятые технологические мероприятия несет ответственность автор проекта.
На консультациях подлежат уточнению и согласованию следующие вопросы:
а) исходные данные для разработки технологических мероприятий;
б) список рекомендуемой литературы и порядок пользования справочниками, каталогами оборудования, нормами технологического проектирования;
в) объем и сроки выполнения отдельных параграфов технологической части проекта, варианты технологических схем, компоновки оборудования на планировках цехов, выбор технологических параметров, расходных коэффициентов;
г) методика проведения технологических расчетов;
д) график консультаций.
Разработанные материалы технологической части по разрешению консультанта оформляются студентами в чистовом варианте. Подпись консультанта по технологической части на титульном листе дипломного проекта свидетельствует о завершении работы над этой частью проекта.
3. Рекомендации к технологической части дипломных проектов и
работ, выполняемых по данным металлургических, угле- и
нефтеперерабатывающих производств, производств строительных
материалов
Технологическая часть дипломных проектов и работ должна включать следующие вопросы:
а) характеристику исходного сырья, материалов, готовой продукции;
б) принцип организации технологического процесса, режим ра
боты цехов и предприятий в целом;
в) сравнительную оценку существующих методов получения
целевого продукта;
г) теоретические основы технологического процесса получения
продукции;
д) разработку и описание технологической схемы производства
продукции;
е) характеристику основного оборудования;
ж) характеристику контрольно-измерительных приборов и уровень автоматизации технологического процесса.
В характеристике исходного сырья, материалов, готовой продукции приводятся основные требования к качеству веществ в соответствии с данными технических условий, ГОСТов, стандартов предприятий, санитарных норм и правил. Для одних материалов указывают содержание основных компонентов, вредных примесей, методы испытания, правила транспортировки. Для других материалов приводят марку, тип материала, габаритные размеры и другие показатели, для готовой продукции указывают область применения.
Характеристика исходных веществ и готовой продукции может быть дана в виде таблиц.
Запасы сырья, материалов на складах берут по нормам технологического проектирования. Площади и емкости складов сырья и готовой продукции при приемке и отгрузке рассчитывают на 7- и 14-дневный запас.
Необходимо также указать принцип организации технологического процесса, режим работы предприятия, выпускающего данную продукцию.
Режим работы цехов, заводов принимают в соответствии с нормами технологического проектирования предприятий в данной отрасли промышленности. Установки для тепловлажностной обработки, сушки материалов должны работать круглосуточно. В производствах с крупными тепловыми агрегатами (вагранками, ванными, туннельными и другими печами), а также конвейерными линиями, включающими длительные тепловые процессы, принимают непрерывную рабочую неделю.
Работа отделений тепловлажностной обработки, смесительных, формовочных отделений, задействованных в конвейерной технологии, осуществляется в три смены. В непрерывных производствах отделения, технологические установки, не связанные с основным технологическим процессом, работают в одну-две смены. В таком же режиме работают отделения подготовки материалов на предприятиях по производству минеральных и органических веществ.
Режим работы предприятия используется при расчете количества сырьевых материалов, оборудования, состава работающих.
Получение целевого продукта из приведенных сырьевых материалов может быть осуществлено разными методами. Поэтому необходимо привести сравнительную технико-экономическую оценку существующих методов производства. На основе сравнительной оценки выбирают и проектируют новый технологический процесс получения продукции на данном предприятии.
Далее описывают теоретические основы процесса производства продукции. Они включают физические, физико-химические, химические, биохимические закономерности отдельных стадий процесса.
Описание указанных закономерностей должно сопровождаться физическими, химическими и термохимическими уравнениями, указанием типа катализатора, условий проведения процесса. На основе теоретических закономерностей формируются стадии, операции технологического процесса, обосновываются пути 'Интенсификации процессов.
Для осуществления стадий, операций технологического процесса в производственных условиях необходимо знать количество сырьевых материалов, топлива, энергии, тип оборудования, его производительность, мощность, размеры. Для этого составляют материальный и энергетический балансы процессов. Прежде всего составляют материальный баланс. Его выражают на единицу готовой продукции (килограмм, тонну), либо единицу массы сырья, либо единицу времени (час, сутки).
На основе данных материального баланса составляют энергетический (тепловой) баланс. При этом также используют данные тепловых эффектов физических превращений, химических процессов, протекающих в аппаратах. Учитывают характер подвода энергии в процесс, отвод энергии с продуктами процесса и потери энергии через стенки оборудования.
Материальный и энергетический балансы представляют в виде таблиц, диаграмм, уравнений. В результате расчетов балансов получают расходные коэффициенты (нормы расхода) сырья, материалов, топлива, электроэнергии. На основе данных материального и энергетического балансов рассчитывают, выбирают или уточняют типы и конструкции машин, аппаратов, их производительность, мощность, габаритные размеры.
В связи с этим для всех технологических мероприятий, связанных с введением новых аппаратов, модернизацией узлов, механизмов действующего оборудования, изменением схемы включения оборудования, введением нового катализатора, увеличением загрузки оборудования, числа дополнительно устанавливаемых аппаратов, механизации, автоматизации процесса, необходимо учитывать данные материального и энергетического балансов.
Определив тип оборудования, нормы расхода веществ, энергии, приступают к разработке технологической схемы производства продукции.
Технологическая схема представляет собой графическое изображение машин, аппаратов, участвующих в процессе производства, связанных между собой материальными и энергетическими потоками.
При составлении технологической схемы исходят из требований минимального количества оборудования, обслуживающего персонала, уменьшения производственных площадей, возможности механизации, автоматизации процессов. Технологическая схема должна давать ясное представление о применяемом оборудовании, последовательности стадий, операций технологического процесса.
Машины, аппараты реакторы, печи, теплообменники, насосы в технологической схеме нумеруют согласно стандартам, то есть по первым буквам названия оборудования и его номерам в технологической схеме, например: реактор - Р1, печь - ГТ1.
Технологическую схему оформляют на формате А4 и вкладывают в описание этой схема. Кроме того, технологическая схема включается в графическую часть дипломных проектов, работ.
В процессе описания технологической схемы указывают название стадий, операций процесса, раскрывают их содержание, условия протекания. Изложение каждой стадии, операции начинают с абзаца, при этом обязательно соблюдают их последовательность.
Характеристику оборудования приводят в пояснительной записке в порядке, предусмотренном технологической схемой - от поступления исходного сырья до выхода готовой продукции. Указывают тип аппаратов, материалы, из которых они изготовлены, принцип действия, для каких операций применяют. Б некоторых случаях приводят габаритные размеры оборудования. Для однотипных аппаратов указывают их количество. В некоторых производствах количество единиц оборудования находят по выражению:
где Пч - требуемая сменная или часовая производительность по данному технологическому процессу;
Пап - сменная или часовая производительность выбранного аппарата.
Производительность питающих устройств, обеспечивающих равномерную работу оборудования (дробилок, мельниц, печей, сушилок) должна на 15 - 20% превышать производительность основного оборудования.
Контроль производства и автоматическое регулирование технологического процесса включают краткую характеристику приборов, с помощью которых поддерживаются основные параметры технологического процесса на определенном уровне. При необходимости описывают принципиальную схему автоматизации технологического процесса. Ее показывают в технологической схеме производства.
Применение средств вычислительной техники и автоматизированных систем управления позволяет оптимизировать технологический процесс производства продукции, повысить ее качество.
Количество производственных рабочих рассчитывают по рабочим местам, необходимым для осуществления технологического процесса. Рабочие места определяют, исходя из типа оборудования, его компоновки в технологической схеме, характеристики операций, проводимых на этом оборудовании.
4. Технологические мероприятия, направленные на рациональное
использование энергоресурсов и совершенствование
технологических процессов
Важной задачей, стоящей перед отраслями промышленности Украины, является рациональное использование энергетических ресурсов. В связи с этим приобретают значение технологические мероприятия, способствующие формированию энергосберегающих технологий. Среди таких мероприятий можно выделить следующие мероприятия:
а) рационализация технологических процессов и совершенствование конструкции агрегатов. Такие мероприятия связаны с улучшением проведения тепловых процессов - регенерацией, рекуперацией тепла, интенсификацией процессов теплообмена в технологических агрегатах, установках.
В технологических процессах скрыты большие возможности экономии топлива. Например, повышение нагрева доменного дутья на 100°С ведет к сокращению удельного расхода кокса на 15 - 20 кг на каждую тонну чугуна. Расход кокса сокращается и при вдувании в доменную печь природного газа в количестве 1 кг на каждый 1 м3 природного газа.
Использование кислорода при производстве стали мартеновским методом тоже способствует снижению удельного расхода топлива.
Совершенствование режимов работы печей в производствах строительных материалов, огнеупоров тоже ведет к уменьшению расхода топлива;
б) использование физического тепла горючих газов, образующихся при технологических процессах. Так, например, на металлургических предприятиях за счет доменного и коксового газов покрывают почти 40% потребности в топливе. В ферросплавном производстве для технологических и энергетических целей используют горючие газы, содержащие 80 - 85% оксида углерода. За счет проведения таких мероприятий в черной металлургии может быть сэкономлено до 5 млн. тонн условного топлива в год. На предприятиях металлургии суммарный выход пригодных для использования вторичных энергетических ресурсов составляет 4 млн. тонн условного топлива в год.
Среди трудностей использования физического тепла уходящих газов следует отметить загрязнение поверхности нагрева теплоизолирующих установок, что ведет к снижению паросъема. Поэтому технологические мероприятия в металлургических производствах могут быть направлены на рационализацию конструкций теплоизолирующих установок;
в)использование физического тепла продуктов производства, поскольку много энергии уносится жидкими и твердыми видами продукции. На металлургических предприятиях с жидким чугуном, сталью ежегодно уносится тепло, эквивалентное 1,5+2,0 млн. тонн условного топлива. Использование этой теплоты решается путем непрерывной разливки стали с теплоиспользованием.
В цветной металлургии большое количество тепла уходит с жидкими шлаками. Возврат тепловой энергии в технологические процессы позволил бы сократить на 40% расход первичного топлива в энергетическом балансе производства.
На предприятиях, выпускающих строительные материалы, целесообразно использовать физическое тепло прошедших обжиг материалов. В коксохимических производствах при выгрузке кокса ежегодно теряется тепло, эквивалентное 3,0 млн. тонн условного топлива в год. Часть теплоты утилизируется в установках сухого тушения кокса;
г) использование физического тепла материалов в установках испарительного охлаждения металлургических печей, при этом, наряду с использованием теплоты, обеспечивается надежная работа агрегатов. При производстве черных металлов за счет испарительного охлаждения экономится до 1,5 млн. тонн условного топлива.
Технологические мероприятия, связанные с использованием физического тепла отходящих газов, реализуются путем установки котлов-утилизаторов, нагревательных печей, рекуператоров, экономайзеров.
Могут быть рекомендованы мероприятия по защите технологического оборудования от нагрева, по введению рационального графика разливки металлов, установки паровых, водных аккумуляторов.
В последние десятилетия большое внимание уделяется реконструкции отдельных цехов, действующих производств, модернизации машин, аппаратов.
Под реконструкцией понимают технологические мероприятия, ведущие к переустройству отделения, участка, цеха, производства. Реконструкция позволяет наращивать производственные мощности, находить внутренние резервы предприятия без увеличения производственных площадей.
Модернизация включает технологические мероприятия, связанные с заменой отдельных узлов, механизмов оборудования с целью приближения эксплуатируемого оборудования к техническому уровню современных видов машин, аппаратов, реакторов, теплообменной аппаратуры.
В результате модернизации оборудования могут быть решены следующие вопросы:
а)повышение производительности машин, аппаратов;
б)расширение технологических возможностей оборудования;
в)повышение качества продукции;
г)увеличение срока службы оборудования;
д)увеличение межремонтного пробега оборудования, а также
уменьшение длительности ремонта и его стоимости;
е)уменьшение массы, энергоемкости и стоимости оборудования;
ж)улучшение условий труда и повышение общей культуры производства.
При описании мероприятий, посвященных реконструкции производства и модернизации оборудования, приводят планировки цехов, эскизы, схемы оборудования. Иллюстрационный материал в пояснительной записке располагают непосредственно в описании технологической части или выносят в приложения дипломного проекта.
5. Рекомендации к технологической части дипломных проектов и
работ, выполняемых по данным машиностроительных
предприятий
5.1 Структура технологической части дипломных проектов и работ
Пояснительная записка по технологической части должна включать следующие параграфы:
а)общую характеристику производственного процесса цеха,
завода;
б)выбор и обоснование технологического процесса механической обработки деталей;
в)обоснование заготовок для получения деталей;
г)определение припусков на механическую обработку;
д)выбор и характеристику оборудования, станочного приспособления;
е)обоснование применения режущего инструмента, измерительного инструмента, контрольно-измерительных приспособлений;
ж)выбор режимов резания;
з)определение штучного, штучно-калькуляционного времени обработки деталей;
и) определение необходимого (потребного) количества оборудования;
к) оценку эффективности технологических мероприятий;
л) выводы и предложения.
5.2 Общая характеристика производственного процесса
предприятия
В общей характеристике производственного процесса указывают: существующую организацию производства в цехе, на заводе; годовую программу, нормы времени и годовую трудоемкость; характеристику деталей; определение или характеристику типа производства, величины партии деталей для серийного производства, такта выпуска для массового производства, маршрутную карту обработки деталей.
Описание существующей организации производственного процесса включает: режим работы предприятия (число смен, продолжительность смен, количество рабочих дней в неделю и др.); метод организации производственного процесса (позаказный, партионный, поточный); вид движения детали в производственном процессе, (последовательный, параллельный, последовательно-параллельный); длительность технологического цикла; многостаночное обслуживание и совмещение профессий (на каких станках, операциях); снабжение рабочих мест заготовками; способы перемещения заготовок, деталей от станка к станку (транспортные, грузоподъемные средства); обеспечение рабочих мест режущим, измерительным инструментом, приспособлениями; порядок выдачи задания и приема его выполнения; технический контроль; требования охраны труда и техники безопасности.
Годовая программа и нормы времени на обработку могут быть представлены в виде табл. 11 - 13.
Таблица 11
Годовая программа цеха, завода
| № п/п |
Наименование изготавливаемых деталей |
Номер чертежа |
Годовая программа, шт. |
Примечание |
| 1 |
Вал ведущий |
| 2 |
Вал ведомый |
Таблица 12 Нормы времени на обработку
| № п/п |
Наименование изготавливаемых деталей |
Нормы времени в минутах по видам обработки |
Всего, мин. |
| токарная |
фрезерная |
шлифовальная |
и т. д. |
| 1 |
Вал ведущий |
10 |
7 |
15 |
32 |
Таблица 13 Годовая трудоемкость
№
п/п
|
Наименование изготавливаемых деталей |
Годовая программа, шт. |
Трудозатраты по видам обработки |
Всего годовой объем работ, ч
|
| токарная |
фрезерная |
норма времени
на 1 шт./мин
|
годовой
объем
работ, ч
|
| 1 |
Вал ведомый |
2000 |
13 |
300 |
Определение или характеристика типа производства приводятся потому, что разработка технологического процесса механической обработки, выбор оборудования, приспособления зависят от типа производства.
Для ориентировочного определения типа производства нужно исходить из годовой программы выпуска деталей, их номенклатуры, массы, времени обработки на основных операциях.
Следует отметить, что при массовом производстве на одном станке обрабатывается одна деталь, при серийном - несколько деталей,
В механическом цехе могут быть станки с различным количеством прикрепленных деталей. Тип производства определяется, исходя из того, какой характер загрузки преобладает. Если большая часть станков имеет массовую загрузку, то и цех относится к массовому производству. Если большая часть станков имеет крупносерийный характер загрузки, то и цех относится к крупносерийному производству.
Характер загрузки станков определяется по операциям технологического процесса. Например, штучная норма времени одной детали на данной операции равна 0,1 ч, годовая программа 38 000 деталей, тогда станок на выполнение данной операции будет загружен 3800 ч. При двухсменной и 41-часовой рабочей неделе станок будет работать 4015 ч. Значит, работа станка при достаточно высоком коэффициенте загрузки будет относиться к массовому производству.
Если же прикрепление одной детали к станку не обеспечивает достаточной его загрузки, то к нему прикрепляется еще несколько деталей, чтобы добиться более полного его использования.
Принято, что работа станков считается крупносерийной при закреплении за ними до 10 деталей, серийной - от 10 до 20 деталей, мелкосерийной - более 25 деталей. Основным показателем, характеризующим тип производства, является его специализация, определяемая по коэффициенту серийности (К):
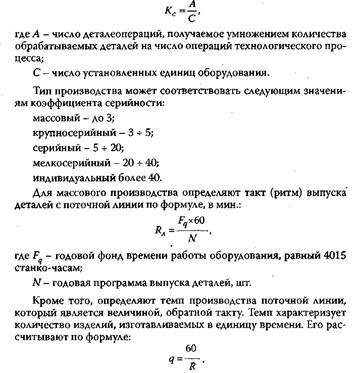
Количество рабочих мест или станков на поточной линии составляет:

где тшт - штучное время обработки, мин.
Эта величина определяется по каждой операции в отдельности.
Величину партии деталей для серийного производства определяют по выражению:
где N - годовая программа выпуска деталей с учетом запасных частей, шт.,-
h - необходимый запас деталей на складах, в дн.;
Ф - число рабочих дней в году.
Для выбора числа дней запаса деталей нужно руководствоваться данными табл. 14.
Таблица 14
| Размер деталей |
Единица измерения |
Число дней запаса деталей на складе (Ь) |
| Крупные детали |
дни |
2-3 |
| Мелкие детали |
ДНИ |
5-10 |
При выборе числа дней запаса деталей на складах нужно учитывать коэффициент (степень) серийности выпуска.
Определенный размер партии h нужно откорректировать так, чтобы он был кратен полунедельной, недельной потребности (р). Суточную, полунедельную, недельную, месячную потребность определяют по выражению:
N Р=—, т
где N- годовая программа выпуска деталей, шт.;
т - число рабочих дней (305), полунедель (104), недель (52), месяцев (12).
При определении длительности производственного цикла партии деталей и характера вида движения заготовки учитывают, что в единичном и мелкосерийном производствах применяется последовательный вид движения заготовок. В серийном и крупносерийном производствах применяется последовательно-параллельный вид движения деталей. На поточных линиях применяется параллельный вид движения заготовок, деталей.
В случае последовательного вида движения деталей длительность технологического цикла (Тпосл) обработки партии деталей находят по выражению:

5.3
Выбор и обоснование технологического процесса механической
обработки деталей
Изученный во время преддипломной практики действующий технологический процесс механической обработки заготовок и деталей представляют в виде маршругной карты обработки. В маршрутной карте указывают краткое содержание и основные данные всех операций обработки заготовок деталей в порядке их последовательности. Приводятся также наименования обрабатываемых поверхностей деталей, метод обработки, применяемые приспособления, режущие инструменты, нормы времени, контрольно-измерительные средства.
В общем, технологический процесс механической обработки может быть представлен в виде табл. 15, которая по структуре подобна маршрутной карте.
Таблица 15
Технологический процесс изготовления деталей
| № п/п |
Наименование и краткое содержание операций |
Тип и модель станка и основные размеры станка |
Применяемые приспособления, режущий инструмент, контрольно-измерительные средства |
Норма времени на 1 деталь, мин |
Примечание |
Основываясь на маршрутной карте, дается оценка совершенства технологического процесса, соответствие его современному уровню обработки деталей, проводится выбор баз, выявляются узкие места, где возможно провести технологические мероприятия.
Если технологическая часть дипломного проекта предусматривает разработку технологического процесса обработки деталей или некоторое совершенствование отдельных его операций, то, прежде всего, исходят из рабочих чертежей деталей.
Проектирование технологического процесса обработки деталей идет в следующей последовательности:
а) анализируют технологичность деталей для механической обработки с учетом масштаба производства и типа производства;
б) разрабатывают технологический маршрут механической обработки деталей, то есть последовательность операций с предварительным подбором оборудования;
в) обосновывают возможность применения существующего способа получения заготовок или выбирают новые способы;
г) определяют припуски на обработку для 1-3 поверхностей деталей;
д) устанавливают содержание каждой операции при расчленении ее на установки, переходы;
е) для каждой операции выбирают оборудование по каталогу;
ж) для каждого перехода операции выбирают режущий, измерительный и вспомогательный инструмент;
з) по нормативам выбирают режимы резания;
и) определяют расчетно-технические нормы времени на каждую операцию, а также нормы выработки.
В случае введения в действующий технологический процесс новых операций или существенного изменения уже имеющихся операций в технологической части проекта раскрываются следующие вопросы:
а) указывают порядковый номер операции, ее цель, назначение;
б) наименование операции и краткое ее содержание;
в) указывают поверхности детали, являющиеся в данной операции установочными базами, их характеристику в соответствии с принятой классификацией этих баз;
г) структуру операции, то есть количество установок, позиций, переходов, их содержание;
д) обосновывают требуемые станки для данной операции;
е) выбирают и обосновывают станочное приспособление для
данной операции;
ж) выбирают режущие инструменты для данной операции;
з) выбирают средства операционного контроля;
и) определяют режимы резания;
к) устанавливают нормы времени на данной операции;
л) определяют разряд работы, что может быть использовано для установления расценок.
Следует отметить, что наименование операции определяется по справочникам технолога. От правильного выбора технологической базы зависит качество обработки деталей. При выборе стремятся к совмещению баз, их постоянству.
Структура операции зависит от типа производства, точности и чистоты резания, числа обрабатываемой поверхности, режимов резания, числа обрабатываемых поверхностей, принятого оборудования, приспособлений, режущего инструмента.
На каждую разрабатываемую операцию составляют операционную карту механической обработки и термообработки. Такие карты имеются и но другим операциям.
Операционные карты механической обработки и термовбработ-ки являются основным технологическим документом (табл. 16). На карте изображают операционный эскиз с указанием обрабатываемых поверхностей. Положение заготовки на эскизе должно соответствовать положению заготовки на станке со стороны рабочего места. На эскизе отмечают установочные базы и места прижимов.
Каждая операция записывается в графах подробно по установкам, позициям, переходам. Содержание перехода включает указание метода обработки, наименование и условный номер обрабатываемой поверхности. Указывается количество одновременно обрабатываемых деталей и одновременность выполнения переходов (при совмещении переходов во времени). В соответствующих графах приводятся также данные о размерах обрабатываемых поверхностей, о расчетной длине обработки, сведения о станке, технологической оснастке, режимах резания, нормах времени, которые обосновываются далее в соответствующих подразделах.
Таблица
Операционная карта
| 1 |
| Операционная карта |
Колесо зубчатое |
| 4 см Наименование операции опер |
| 010 Токарно-револьверная |
| Оборудование Приспособление |
Токарный |
| Токарно-револьверный 1Г340П |
Планшайба 393 2602 |
СОЖ-2 |
| №№ опер, п/п |
Содержание перехода |
Инструмент |
Расч. размер |
t |
i |
Режимы обработки |
| всомогательныи |
режущий |
измерительный |
Высота, ширина |
Длина |
S |
h |
V |
Тс |
Тп |
| 1 |
Вставить, закрепить и снять деталь |
Схема наладки 200-465Г |
0,791 |
| Револьверная |
| 2 |
Подрезать торец мато-чины, выдерживая размеры 1 |
Обламывание 210-2742 |
Резец 21001-0058 ГОСТ 18819-13
(Т5К10)
|
Скоба 325В15 119-13248 |
34 |
14 |
1 |
1 |
0 3 5 |
1
8 8
|
2 0 2 |
03 13 0 2 |
| 3 |
Точить поверхности, выдерживая размеры
2,4,5
|
Облямывание 210-2743 |
Резец про-
ход.2100-
0051-03
ГОСТ
1ЙЯ7Я-73
|
Таблица 17
| Маршрутная карта |
Втулка |
| Материал |
Масса детали |
заготовка |
| код и вид |
размеры |
масса |
| Сталь ШХ15 ГОСТ 801-78 |
0,66 |
поковка |
088> |
49 |
1,7 |
| Номер |
Наименование операции |
Оборудование (код, наименование) |
Разряд рабочих |
Кол-во рабочих |
Кол-во обраб. детал |
Тпз |
| цеха |
участка |
операции |
Тшт. |
| 01 |
000 |
Заготовительная |
| 01 |
001 |
Перемещение |
| 01 |
005 |
Токарно-револьверная |
Ток.-револ. 1425 |
3 |
3,131 |
| 01 |
010 |
Токарная |
Ток.-м.-резц. 1Н713 |
3 |
2,034 |
| 01 |
015 |
Вертикально-протяжная |
В-прот. 7В66Н054 |
4 |
0,544 |
| 01 |
020 |
Токарная |
Ток.-м.-резц. 1Н713 |
3 |
3,81 |
| 01 |
025 |
Зачистка. |
Верстак |
2 |
| 01 |
030 |
Технический контроль |
Стол, контр. |
| Т2 |
035 |
Термообработка |
| 01 |
040 |
Хонинговальная |
Хонинт.ЗМ82С153 |
4 |
1 |
1 |
1,119 |
| Разработал |
Иванова |
24.05.05 |
Листов |
| Проверил |
2 |
| Лист |
| 1 |
Операционные карты подписываются дипломником. На основе данных операционных карт составляются маршрутные карты обработки деталей (табл. 17).
5.4 Обоснование заготовок для получения деталей
Прежде всего, дают характеристику конфигурации детали, указывают ее массу, материал, масштаб производства, размеры, точность и качество поверхности детали.
При обосновании заготовок необходимо раскрыть следующие вопросы:
а)описать возможные варианты производства заготовок и обосновать выбранный метод получения заготовок, причем выбор того или иного вида заготовок (поковка, штамповка, прокат, отливка при штамповке по металлическим моделям, в кокилях); дать краткое технико-экономическое обоснование. Метод получения заготовок имеет большое значение, поскольку от него зависит экономичность процесса механической обработки, расход материала, трудоемкость изделия, себестоимость изготовления изделия;
б) выбрать величину общего припуска на механическую обработку на поверхностях заготовок;
в) произвести выбор допусков на размеры заготовок;
г) определить размеры заготовок с учетом размеров деталей, припусков на механическую обработку, допусков на размеры заготовок;
д) определить массу заготовки по объему элементов заготовки;
е) привести чертеж заготовки; на чертеже положение заготовки должно быть таким, какое она будет занимать в процессе изготовления.
При характеристике заготовки учитывают также коэффициенты использования материалов для получения заготовки, готового изделия и общий коэффициент использования материала. Коэффициент использования материала определяют как отношение массы готового изделия к массе заготовки.
Следует отметить, что чем больше размер и форма готовой детали, тем меньше затрачивается при обработке материала времени и средств.
По коэффициенту использования материала можно дать оценку эффективности применения заготовки. Уменьшение расхода металла (кг) на заготовку, программу позволяет снизить затраты на материалы. Расчет количества металла, требуемого в год, ведут путем умножения массы заготовки на годовую программу.
Далее определяют припуски на механическую обработку с помощью табличного или расчетно-аналитического методов.
5.5 Определение припусков на механическую обработку
При использовании табличного метода выбор припусков ведут по справочникам. Выбор общих припусков на механическую обработку устанавливает маршрут обработки по каждой поверхности. Припуски для каждой операции, определяемые по справочникам, заносят в табл. 18.
Таблица 18
Межоперационные и общие размеры заготовки, мм
| Наименование операций |
Расчетные величины |
Литература |
| Припуск |
Окончательный размер |
Допуск на предварительную обработку |
| Поверхность А |
| 1. Чистовое точение |
| 2. Черновое точение |
Выбор допусков и посадок на размеры осуществляется с помощью ГОСТов на все размеры обрабатываемых деталей.
Окончательные размеры заготовки получаются на основе составления межоперационных размеров и общих размеров заготовки.
Расчетно-аналитический метод определения припусков на обработку используют для определения припусков на 1 - 3 обрабатываемых поверхностях. На остальных поверхностях припуски берутся по нормативам с использованием коэффициента приведения.
Припуски на обработку измеряются по нормам к обработанной поверхности и задаются в миллиметрах на сторону. При обработке поверхностей вращения, а также при одновременной обработке параллельных плоскостей припуски задаются на диаметр или толщину, то есть на обе стороны. На каждый переход или операцию технологического процесса механической обработки определяются как минимальные припуски, так и максимальные.
В общем виде формула для расчета припусков имеет вид:
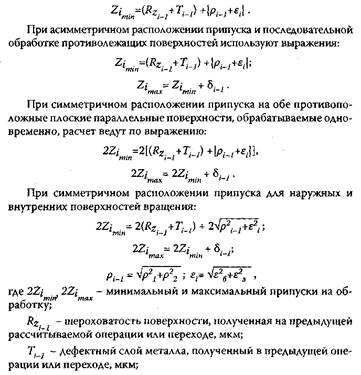
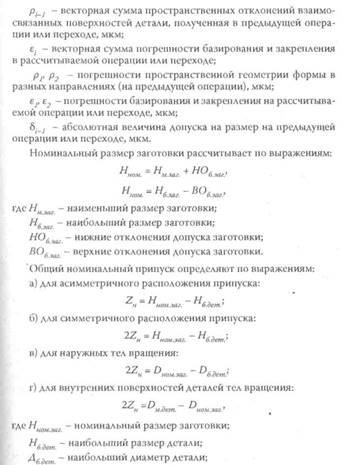
Дждет - наименьший диаметр детали; Дн0Мзаг - номинальный диаметр заготовки. Далее рассчитывают коэффициент приведения с помощью выражения:

где Z - табличный припуск на сторону; для всех случаев максимальный припуск на сторону находят по выражению:
Следует отметить, что для заготовок верхнее и нижнее отклонение допуска определяет по ГОСТам.
Используя коэффициент приведения, находят для других поверхностей припуски обрабатываемой детали. Для этого припуски, взятые из справочников, умножают на коэффициент приведения. Схемы расположения припусков и допусков представлены на рис. 3 и 4.
В процессе расчета припусков на обработку следует придерживаться следующей последовательности:
а) в зависимости от заданной точности и чистоты обрабатываемой поверхности устанавливают необходимое количество технологических операций или переходов для достижения требуемого размера детали;
б) определяют наибольшую и наименьшую величину припуска на каждый технологический переход и выбирают по таблицам допуск на каждый технологический переход;
в) находят значения предельных размеров детали (наибольший и наименьший), а также заготовки по всем технологическим переходам;
г) определяют номинальный размер заготовки;
д) определяют номинальный припуск на заготовку и коэффициент приведения;
е) строят схему расположения припусков и допусков по всем
технологическим переходам;
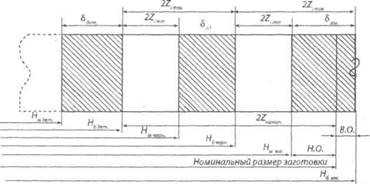
Рис. 3. Схема расположения межоперационных припусков и допусков на наружную поверхность
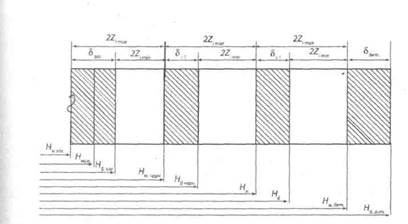
Рис. 4. Схема расположения припусков и допусков на отверстие
ж) все данные расчета припусков и допусков по всем технологическим переходам от заготовки до готовой детали заносят в табл. 19.
Таблица 19
Сводная таблица припусков и допусков
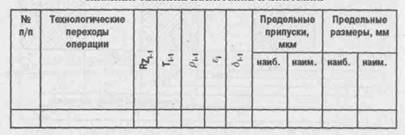
з) для проверки правильности произведенных расчетов припусков и допусков должно выполняться равенство:

где п - число операций или переходов на рассчитываемую поверхность. Следует помнить, что допуск на обработанную поверхность по чертежу не учитывается.
5.6
Выбор и характеристика оборудования, станочного
приспособления, режущих инструментов, средств технического контроля
При выборе станков руководствуются технико-экономическими соображениями.
Выбранные станки должны соответствовать типу производства, размерам обрабатываемой детали, содержанию операций, размеру программы выпуска деталей. Выбор станков производится по каталогам оборудования, справочникам на металлорежущие станки, материалам завода. По каждому станку дается краткая характеристика с указанием типа, модели станка.
Выбор станочных приспособлений проводится в зависимости от характера операции, модели станка, типа производства. Правильный выбор станочных приспособлений может дать значительный экономический результат. Выбор универсальных приспособлений, принадлежностей производится по справочникам, каталогам; нормалям ведомств, предприятий. Специальные приспособления выбираются по альбомам, материалам предприятий. В описании приспособлений указывают: название приспособлений, принцип их работы, устройство (основные элементы), установочные элементы, зажимы, привод приспособлений.
Выбор режущих инструментов должен обеспечивать высокие показатели механической обработки заготовок. Выбирают высокопроизводительные инструменты, обеспечивающие наиболее полное использование возможностей станков. Для выбора нормальных режущих инструментов используют ГОСТы, технологические справочники. В описании инструмента указывают наименование инструмента, номер ГОСТа, материал режущей части, основные геометрические параметры, основные конструктивные размеры.
В тех операциях, где обойтись нормальным инструментом нельзя, применяют специальные режущие инструменты.
Для шлифовальных работ производится выбор абразивных кругов. Принимают форму, размеры кругов соответственно паспортным данным, а также сорт абразивного материала, его зернистость, твердость, материалы связки. Могут быть использованы алмазные круги, пасты.
В каждой операции механической обработки деталей нужно проводить проверку размеров обработанной поверхности, степени ее чистоты, отдельных пунктов технических требований. Для этого выбирают средства технического контроля. Применяют нормальные, универсальные, специальные измерительные средства. Нормальные измерительные инструменты берут по ГОСТам, из технологических справочников, справочников производственного контроля, данных предприятия. Средства контроля должны соответствовать типу производства.
В тех случаях, когда нормальные и универсальные средства недостаточны, применяют специальные, контрольные приспособления. Основные данные, касающиеся характеристики оборудования, станочных приспособлений, режущих инструментов, средств технического контроля механической обработки деталей заносят в операционные карты, а далее - в маршрутные карты обработки деталей.
Для подробно разрабатываемой операции устанавливают режимы резания. С использованием справочной литературы ведут определение наиболее выгодного режима резания для двух переходов. Режим резания устанавливают в следующем порядке:
а) по технологическому переходу определяют глубину резания;
б) в зависимости от материала детали, режущего инструмента, глубины резания, шероховатости поверхности (в случае чистового точения) выбирают подачу;
в) по паспорту станка принимают наименьшую подачу;
г) определяют скорость резания на станке;
д) рассчитывают число оборотов (двойных ходов);
е) по паспорту станка устанавливают ближайшую скорость резания;
ж) определяют мощность резания, коэффициент использования
мощности станка.
Далее в разработке операции рассчитывают нормы времени на механическую обработку деталей.
5.7
Техническое нормирование операций технологического
процесса
Определение норм времени ведут расчетно-аналитическим методом. При этом учитывают оптимальные режимы резания, своевременное снабжение рабочего места всем необходимым.
Расчет технических норм времени ведут в следующей последовательности. Определяют машинное время обработки деталей (основное время) (тм ) на основе выбранных режимов резания для каждого перехода операции. Далее определяют время на установку, снятие детали, переходы. Это время называют вспомогательным временем (тв). Его берут по нормативам для каждой установки, переустановки, перехода.
От суммы машинного и вспомогательного времени в процентах находят время на техническое и организационное обслуживание рабочего места (смену инструмента, регулирование приспособлений, наладку оборудования, смазку, раскладывание инструмента) (ттам, т ) и отдых рабочих (тшпд). Величину процента берут по справочнику.
Путем суммирования времени по всем указанным элементам находят штучное время обработки деталей (Тшт):

Штучно-калькуляционное время (Тшк) на операцию определяют суммированием штучного времени и подготовительно-заключительного времени (тп.) делением на количество деталей в партии (пд) (для кассового и крупносерийного производства не определяют).

Для серийного производства далее составляют таблицу(табл. 20), куда заносят штучно-калькуляционное время, установленное в проекте или полученное на предприятии.
Таблица 20
Нормы времени по технологическому мероприятию проекта и по предприятию
| № п/п |
Наименование операций |
По технологическому мероприятию |
Штучно-калькуляционное время предприятия,
ш.к.пред. МИН
|
Штучное время,
Тшт, мин
|
Подготовительно-заключительное время, мин |
Размер
партии, пд,
шт
|
Штучно-калькуляционное время,
1,.. мин
|
| 1. |
Токарная |
| 2. |
| 3. |
| Итого: |
£ шх |
2-1 ш.к.поел. |
На основе данных табл. 20 рассчитывают коэффициент сокращения заводских норм времени (К ) в связи с усовершенствованием операций технологического процесса

Далее корректируют годовой объем времени по видам работ на участке, в цехе.
Уточнение годового объема времени по видам работ для мелкосерийного, серийного производства ведут по штучно-калькуляционному времени, а для массового производства - по штучному времени.
Результаты уточнения годового объема времени по видам работ представляют в виде таблицы (табл. 21).
Таблица 21
Годовой объем времени по видам работ
№
п/п
|
Наименование деталей |
Виды работ |
Всего |
| Токарные |
Фрезерные |
Нормы времени на
1 деталь,
ш.к.
|
Годовая программа
штук, N
|
Годовой объем работ, ч,
год
|
Для расчета годового объема времени по видам работ используют выражение:
5.8 Уточнение потребности количества единиц оборудования
Для расчета количества оборудования необходим фонд времени работы оборудования.
Фонд времени работы оборудования может быть номинальный и действительный.
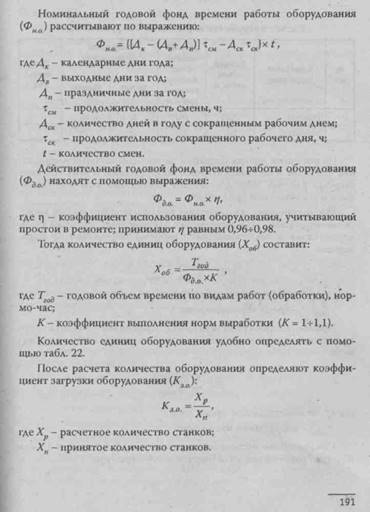
Таблица 22 Расчет потребного количества оборудования
| № п/п |
Виды работ (обработки) |
Годовой
объем
работ, ч
|
Действительный
фонд времени оборудования, ч
|
Количество оборудования |
Примечание |
| расчет |
принято |
| 1. |
Токарные |
2000 |
200 |
10 |
10 |
| 2. |
Фрезерные |
500 |
250 |
2 |
2 |
На поточных линиях операции по времени не синхронизированы, что ведет к неполной загрузке оборудования. В этих условиях загрузка рабочих мест достигается многостаночным обслуживанием и совмещением профессий.
Многостаночное обслуживание предусматривает работу на нескольких станках. При выполнении одноименных операций количество станков, обслуживаемых i рабочим, определяют по выражению:
Совмещение профессии предусматривает работу рабочего на втором станке после выполнения работы на первом.
Эффективность многостаночного обслуживания и совмещения профессий характеризуют величиной процента загрузки рабочих при соответствующей загрузке оборудования.
5.9 Оценка эффективности технологических мероприятий
Если технологическое мероприятие связано с разработкой всего технологического процесса или его отдельных операций, то проводят оценку внедряемого процесса.
Показателем, определяющим эффективность технологического процесса, является производительность труда. Рост производительности труда достигается за счет снижения трудоемкости работ по механической обработке деталей. Процент роста производительности труда (А) определяют по выражению:
где Б - процент снижения трудоемкости работ.
Тогда срок окупаемости дополнительных капитальных вложений определяют путем сравнения нового технологического процесса с прежним процессом:
где Г - число лет, в течение которых окупится стоимость наиболее дорогого оборудования;
К2 - стоимость оборудования по прежнему процессу;
К2 - стоимость оборудования по новому процессу;
С1 - технологическая себестоимость по прежнему процессу;
С2 - технологическая себестоимость по новому процессу;
N - годовая программа выпуска деталей.
В качестве технологического мероприятия может быть новое или усовершенствованное приспособление. Экономическую эффективность приспособления определяют путем сравнения технологической себестоимости выполнения данной операции до усовершенствования и после усовершенствования приспособлений.
Себестоимость выполнения операций с применением одного из вариантов приспособлений находят по выражению:
Ц - цеховые накладные расходы (берут по данным предприятия);
U - ориентировочная стоимость приспособления, по данным предприятия, коп.;
N - годовая программа выпуска деталей, шт.;
А - срок амортизации приспособлений в годах (для простых приспособлений А = 1 год, средней сложности А = 2 - 3 года, сложных А = 4 - 5 лет);
Р - процент расходов, связанных с приспособлением.
6. Рекомендации к технологической части дипломных проектов,
посвященной обработке деталей на автоматических линиях
Сначала в технологической части дается обоснование необходимости применения автоматической линии для механической обработки данных деталей.
Далее приводят сравнительную характеристику масштабов выпуска деталей разными предприятиями и характеристику технологии механической обработки деталей. Указывают состав применяемого оборудования (универсальные, специализированные, автоматические линии).
Исходя из технологичности конструкции деталей, устанавливают сложность обработки деталей, через сколько лет детали будут сняты с производства, а также длительность эксплуатации автоматической линии. Данные о поверхностях для базирования, о взаимном расположении обрабатываемых поверхностей, классах точности позволяют вносить предложения об изменении конструкции деталей, повышении их технологичности.
При разработке нового или характеристике действующего технологического процесса обработки деталей необходимо раскрыть следующие вопросы:
а) указывают вид и характер заготовок, технические условия на изготовление заготовок, технологичность, экономичность заготовок;
б) выбирают или рассчитывают припуски на механическую обработку деталей;
в) выбирают технологические базы деталей, составляют план механической обработки деталей;
г) приводят характеристику выбранной или применяемой технологической оснастки (приспособлений, режущих, измерительных инструментов), указывают степень автоматизации крепления деталей, порядок смены режущих инструментов;
д) дают характеристику принятых методов технического контроля обрабатываемых деталей, измерительного инструмента, контрольных приборов специального назначения;
е)заполняют операционные карты технологического процесса, составляют циклограммы работы автоматической линии.
Автоматические линии могут быть на базе универсальных, серийных, агрегатных, специальных станков, линии также бывают переналаживаемые и непереналаживаемые.
При характеристике типа автоматической линии необходимо:
а) указать производительность и ритм обработки деталей на линии;
б) указать или определить межоперационные заделы на линии на основе длительности циклов обработки на каждой операции;
в) выбрать или указать агрегаты для приема, хранения и выдачи деталей на линию;
г) указать возможность переналадки линии на обработку дру гих деталей;
д) привести требования охраны труда и техники безопасности;
е) дать характеристику габаритов автоматической линии
станков.
Далее приводится обоснование системы управления автоматической линии. Описывают работу такой системы при автоматическом и наладочном режимах. Характеризуют привод рабочих органов автоматической линии.
Необходимо также указать организацию ремонта автоматической линии; дать характеристику межремонтного цикла, его длительности, указать категорию сложности ремонтов автоматической линии.
7. Краткая характеристика технологических мероприятий,
направленных на совершенствование процесса производства
изделия
Наиболее распространенными технологическими мероприятиями дипломных проектов, выполняемых по данным машиностроительных предприятий, являются мероприятия, которые направлены:
а) на совершенствование технологии изготовления изделий, отдельных операций механической обработки заготовок, деталей;
б) на модернизацию, усовершенствование конструкции технологической оснастки (приспособлений, режущих инструментов, контрольно-измерительных приспособлений);
в) на улучшение организации производственного процесса;
г) на разработку, обоснование загрузочных, разгрузочных и транспортирующих механизмов автоматической линии станков.
Совершенствование технологии изготовления изделий, механической обработки деталей включает применение производительных методов обработки, например, введение многорезцовой обработки, перевод на автоматические, полуавтоматические станки, использование многошпинлелевого сверления, применение специальных станков взамен универсальных, более производительных приспособлений, выбор выгодных режимов резания.
Если технологические мероприятия связаны с разработкой или усовершенствованием станочного приспособления, контрольно-измерительного приспособления, режущего инструмента, то обязательно приводят характеристику конструкций указанных приспособлений, инструмента.
При разработке нового или усовершенствовании действующего станочного приспособления нужно уяснить содержание операции, для которой предназначено приспособление. Указывают цель операции, порядок установления базы изделия, положение деталей при обработке, тип станка, применяемый инструмент. Изучаются литературные источники, в которых разобраны подобные приспособления, далее создают эскиз, а затем выполняют общий вид приспособления.
В описании приспособления также должны быть указаны назначение, принцип работы приспособления, сущность проведенного усовершенствования, материал основных деталей приспособления. При необходимости могут быть даны расчеты точности базирования, усилий зажима деталей.
Описание технологического мероприятия, посвященного разработке режущего инструмента, должно содержать цель применения инструмента, устройство и режим работы инструмента. Обосновывают выбор материала для режущей и других частей инструмента. В расчетной части описания мероприятия приводят расчет инструмента с указанием геометрических и конструктивных параметров инструмента.
При изготовлении режущего инструмента, деталей технологические мероприятия могут быть связаны с термической обработкой и другими видами немеханической обработки поверхностей этих изделий. Термическая обработка, термохимическая обработка, электролитическое хромирование, оксидирование используются для улучшения поверхностного слоя изделий. Из других видов немеханической обработки могут быть использованы сварка, пайка, наплавка.
В описании таких мероприятий указывают назначение, сущность метода, технологию проведения обработки изделий. Составляют карту обработки и дают расчет эффективности технологического мероприятия.
В процессе разработки, выбора контрольно-измерительного приспособления, инструмента необходимо описать устройство, принцип его работы, порядок регулирования, настройки, проверки точности, а также правила пользования им. Обосновывают выбор материала для основных деталей контрольно-измерительных устройств. Приводят расчет исполнительных размеров и допусков на эти размеры. Схематически показывают взаимное расположение полей допусков измеряемого размера детали и контрольно-измерительного приспособления, инструмента. Приводят чертеж общего вида таких устройств.
Технологические мероприятия могут быть направлены на разработку, обоснование загрузочных, разгрузочных, транспортирующих, ориентирующих механизмов автоматической линии. Тогда описывают конструкцию этих механизмов, указывают схему и привод для осуществления движения (электрический, механический, гидравлический). Обосновывают мероприятия, благодаря которым повышается надежность, долговечность механизмов.
Технологические мероприятия, направленные на улучшение организации производственного процесса, могут затрагивать:
а) снабжение рабочих мест заготовками;
б) снабжение рабочих мест инструментами, приспособлениями;
в) использование подъемно-транспортных средств.
Правильная организация производственного процесса способствует максимальному сокращению непроизводственных движений работников, созданию удобств для выполнения работ, экономии производственных площадок, удобству обслуживания рабочих мест.
8. Рекомендации по составлению графической части дипломных
проектов и работ
Графическая часть является обязательной частью дипломных проектов и работ. Ее материалы должны быть непосредственно связаны с технологической частью проектов и наглядно характеризовать сущность технологических процессов и разрабатываемых студентами-дипломниками технологических мероприятий.
Графическую часть выполняют на листах плотной бумаги формата А1. Объем графической части зависит от характера производства, по которому осуществляются технологические мероприятия, целей дипломных проектов и работ и составляет 2-4 листа формата Л1.
Подготовку графической части начинают во время преддипломной практики. Изучая производственный и технологический процессы, студенты-дипломники должны взять на предприятии копии технологических схем, планировок цехов, заводов, чертежей аппаратов, реакторов, станков, приспособлений, инструментов, заготовок, то есть необходимые графические материалы для разработки технологической части проектов.
В процессе проектирования материалы графической части корректируются, перерабатываются, либо составляются новые схемы, чертежи с учетом предлагаемых технологических мероприятий.
Сначала все материалы графической части выполняются карандашом в тонких линиях. После просмотра консультантом по технологии схем, планировок цехов, заводов, чертежей оборудования, выполненных на листах формата А1, студенты-дипломники получают разрешение на обводку графических материалов.
Графическая часть дипломных проектов (работ) выполняемых по данным металлургических, угле- и нефтеперерабатывающих, деревообрабатывающих, химических производств, производств строительных материалов может включать:
а) планировки цехов, заводов;
б) технологические схемы производства продукции;
в) чертежи основного оборудования;
г) чертежи аппаратов, узлов, механизмов, машин согласно технологическим мероприятиям.
В планировках цехов, заводов и технологических схемах принятыми условными обозначениями указывают машины, аппараты, механизмы, подъемно-транспортные средства, реакторы, участвующие в технологических процессах. Нумерация оборудования осуществляется слева направо по часовой стрелке. Оборудование одной модели обозначают одноименными буквами, цифрами. На планировках указывают габаритные размеры производственных помещений, размеры ширины проездов, проходов, расстояние между колоннами, размеры, связанные с привязкой оборудования. На технологических схемах условными обозначениями показывают подвод электроэнергии, воды, сжатого воздуха, других энергоносителей и веществ.
Перечень оборудования в технологических схемах указывают по форме согласно табл. 23, которую располагают на формате А1 в правом углу над штампом.
Таблица 23 Перечень оборудования
В состав основного оборудования входят реакторы, промышленные печи, аппараты, действующие в основном производстве.
Разрезы на чертежах оборудования даются в таком количестве, чтобы получить полное представление о машине, аппарате, узле, механизме. Для обозначения материалов в местах разрезов применяется штриховка тонкими линиями в соответствии с ГОСТами обозначения материалов. Чертежи должны быть снабжены таблицами штуцеров, спецификацией оборудования (табл. 24, 25).
Таблица 24
Таблица 25 Спецификация оборудования
Таблицу штуцеров указывают на чертежах в правом верхнем углу, а спецификацию приводят над штампом в правом нижнем углу. Штамп чертят по следующей форме:
Графическая часть дипломных проектов, выполняемых по данным машиностроительных предприятий, может содержать:
а) чертежи заготовок;
б) чертежи деталей;
в) чертежи обрабатывающих инструментов;
г) чертежи приспособлений;
д)схемы наладок;
е) чертежи узлов, механизмов и чертежи общего вида станков, прессов, другого оборудования.
Все графические материалы выполняют в определенном масштабе. Масштабы увеличения: 2 : 1; 2,5 : 1; 5 : 1; 10 : 1. Масштабы уменьшения: 1: 2; 1: 2,5; 1: 5; 1:10; 1: 20; 1 : 25; 1 : 50. Натуральная величина: 1:1.
На чертежах заготовок должны быть указаны технические требования по их изготовлению, марка материала, масса заготовок. Приводят также схему припусков, допусков на одну, две обрабатываемые поверхности.
При выполнении чертежей приспособлений соблюдают следующие требования:
а) количество проекций, сечений, разрезов должно быть таким, чтобы они давали полное представление об устройстве, работе приспособлений;
б) на основных сопряжениях деталей желательно привести характер посадки.
На чертежах приспособлений указывают габаритные размеры, под установку детали, контрольные размеры, характеризующие точность приспособлений и размеры, увязывающие приспособления с установочными местами станков.
Схемы наладок должны изображать заготовку, деталь, обрабатываемые на станке в рабочем положении (вид сбоку или в плане), а также базирование и крепление их в приспособлениях, и режущий инструмент в рабочем положении в конце обработки.
На схемах наладок указывают название и номер операции, установки и позиции, наименование, тип и модель станка. Поверхности, обрабатываемые в данной операции, обводят красным карандашом с указанием требуемой чистоты и размеров. Направление подачи указывают стрелкой. Режимы работы станка и инструментов сводят в табл. 26.
Таблица 26 Режимы работы станка и инструмента
№
инструмента
|
Наименование инструмента |
Материал режущей части инструмента |
Режим обработки |
1 КВТ |
| мм |
мм/об |
м/мин |
об/мин |
мин |
Чертежи общего вида станков, машин, прессов выполняются со всеми необходимыми разрезами, дающими представление об их устройстве.
Все графические материалы в правом нижнем углу должны иметь штамп ранее указанного образца.
ЛИТЕРАТУРА
1. Аршинов В.А. Резание металлов и режущий инструмент.- М.: Машиностроение, 1975.- 440 с.
2. Бесков С.Д. Технологические расчеты.- М.: Высшая шк., 1986.-520 с.
3. Васильев Ю.А. Теплотехнические расчеты промышленных печей.- Саратов: Сарат. политехн, ун-т, 1984.- 76 с.
4. Вирозуб И.В., Аейбович Р.Е. Расчеты коксовых печей и процессов коксования.- К.: Вища шк., 1970.- 248 с.
5. Гальнбек А.П. Расчеты пирометаллургических процессов и аппаратуры цветной металлургии.- Челябинск: Металлургия, 1990.-448 с.
6. Гарф Е.В., Пакшвер А.Б. Технические расчеты в производстве химических волокон.- М.: Химия, 1988.- 256 с.
7. Геллер Ю.А., Рахиштадт А.Г. Материаловедение.- Г.: Металлургия, 1989.- 456 с.
8. Гороновский И.Г., Назаренко Ю.II., Некряч Е.Ф. Краткий справочник химика.- К.: Наукова думка, 1987.- 830 с.
9. Гусейнов Д.А., Спектор Ш.III., Вайнер Л.3. Технологические расчеты процессов нефтепереработки.- М.-Л.: Химия, 1984.- 308 с.
10. Долматовский Г.А. Справочник технолога по обработке металлов резанием.- М.: Машгиз, 1962.- 320 с.
11. Дудко П.Д., Крюк А.Г., Савченко Н.Ф., Чистяк В.Г., Шкурупий В.Г. Основы технологических систем: Учеб. пособие.- X.: ХГЭУ, 2002.- 248 с.
12. Івашура А.А., Орехов В.М. Екологія: теорія та практикум.- X.: ВД «1НЖЕК», 2004.- 256 с.
13. Кошелев Ф.Ф., Корнев А.Э., Климов Н.С. Общая технология резин.- М.: Химия, 1978.- 374 с.
14. Лахтин Ю М., Леонтьева В.П. Материаловедение.- Г.: Машиностроение, 1990.- 628 с.
15. Лутошкин Г.С, Дунюшкин И.И. Сборник задач по сбору и подготовке нефти, газа, воды на промыслах.- М.: Недра, 1985.- 136 с.
16. Майський М.Т., Майський Б.М. Лабораторно-практична робота з технології металів и конструкцційних матеріалів.- К.: Вища шк., 1972.- 152 с.
17. Методика определения выхода вторичных энергетических ресурсов и экономии топлива за счет их использования на предприятиях синтетического каучука.- К., 1973.- 88 с.
18. Методика определения выхода и экономической эффективности использования побочных (вторичных) энергетических ресурсов.- М., 1972.- 40 с.
19. Методика определения выхода вторичных энергетических ресурсов и экономии топлива за счет их использования на предприятиях синтетического спирта.- К., 1973.- 56 с.
20. Миллер Э.Э. Техническое нормирование труда в машиностроении.- М.: Машиностроение, 1972,- 62 с.
21. Митрофанов С.П. Научная организация машиностроительного производства.- Л.: Машиностроение, 1976.- 712 с.
22. Мозберг Р.К. Материаловедение.- М.: Высшая шк., 1991.- 448 с.
23. Общая химическая технология. Ч. 2.1 Под ред. И.П. Мухленова.- М.-.Высшая шк., 1983.- 264 с.
24. Основы технологии важнейших отраслей промышленности: В 2-х ч. Учебн. пособие для вузов. /Под ред. И.В. Ченцова.-2-е изд., перераб. и доп.- Мн.: Вышейша шк., 1989. - Ч. 1.- 324 с; Ч 2.- 200 с.
25. Пономаренко В.С, Сироштан Н.А., Белявцев Н.И., Дудко П.Д., Гимонин А. М. Системы технологий: Учеб. пособие.- X.: Ока, 2000.-376 с.
26. Прейс Г.А., Сологуб Н.А., Рожнецкий О.И. Технология конструкционных материалов.- К.: Высшая шк., 1990.- 390 с.
27. Приступлюк Н.И. Сборник упражнений по технологии литейного производства.- М.: Машиностроение, 1980.- 60 с.
28. Нефедов Н.А. Практическое обучение в машиностроительных техникумах.- М.: Высшая шк., 1990.- 310 с.
29. Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту- М.: Машиностроение, 1990.- 444. с.
30. Никонов А.Р., Ползик П.В. Расчет экономии электроэнергии.-Мн.: Госиздат БССР, 1963.- 124 с.
31. Расчеты химико-технологических процессов / Под ред. И.П. Мухленова.- Л.: Химия, 1976.- 304 с.
32. Сахал Д. Технический прогресс: концепции, модели, оценки: Пер. с англ.- М.: Финансы и статистика, 1985.- 366 с.
33. Сорданашвили Л.Г., Львова А.И. Примеры и задачи по технологии переработки нефти и газа.- М.: Химия, 1980.- 256 с.
34. Сборник задач по технологическим основам литейного производства.- Горький, 1981.- 194 с.
35. Сборник производственных задач по технологии обработки металлов.- Рига, 1974.- 66 с.
36. Справочник технолога-машиностроителя: В 2 т. / Под ред. А.Г. Косиловой, Р.К. Мещерякова.- 4-е изд.- М.: Машиностроение, 1985.- Т. 1.- 496 с.
37. Справочник нормировщика / Под ред. А.В. Ахумова.- Л.: Машиностроение, 1986. - 458 с.
38. Справочник по обработке металлов / Под ред. В.Т. Мамотова.-К.: Радянська шк., 1986.- 160 с.
39. Справочник по обработке металлов резанием./ Под ред. Ф.Н. Абрамова, В.В. Коваленко, В.Е. Любимова.- К.: Технка, 1983.- 240 с.
40. Технология важнейших отраслей промышленности / Под ред. А.М. Гинберга, Б.А. Хохлова. - М.: Высшая шк., 1985. - 496 с.
41. Тютюнников Ю.Б., Орехов В.Н. Системы технологий.- X.: ИД «ИНЖЭК», 2004.- 368 с.
42. Хубка В. Теория технических систем: Пер. с нем.- Л.: Мир, 1987.-208 с
|
