БЕЛОРУССКИЙ ГОСУДРАСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра ЭТТ
РЕФЕРАТ
На тему:
«Сверление и фрезерование, шлифование»
МИНСК, 2008
Сверление
Сверление – метод получения отверстий резанием. Главное движение при сверлении – вращательно, а движение подачи – поступательное.
Оба движения при сверлении отверстий на сверлильных станках сообщаются инструменту – сверлу.

Рис. 1. Виды сверл
Основным инструментом является спиральное сверло. Однако при сверлении отверстие получается небольшой точности, с шероховатой поверхностью.
Поэтому предварительно просверленные отверстия обрабатываются зенкером и разверткой.
Зенкерование в основном применяют для увеличения диаметра и в отдельных случаях для повышения точности отверстия и уменьшения шероховатости его поверхности. Зенкеры имеют 3–4 режущие кромки. При работе зенкерами обеспечивается точность обработки по 4–5 квалитетам.
Рис. 2. Зенкер
Для получения более точных отверстий используются развертки, имеющие значительное число режущих кромок.

Рис. 3. Развертки
При развертывании снимаются малые слои металла и обеспечивается высокая точность (1–3 квалитеты) и шероховатость обработки отверстия (6–9 квалитеты).
Сверление производится на сверлильных станках. Существуют сверлильные станки различных типов: вертикально-сверлильные, горизонтально-сверлильные, радиально-сверлильные, расточные, координатно-расточные и специальные.
Станки сверлильной группы бывают одношпиндеольные и многошпиндельные.
 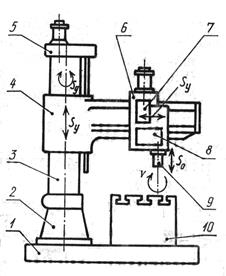
Рис. 4. Примеры сверлильных станков
На сверлильных станках выполняют сверление, рассверливание, зенкерование, развертывание, цекование, зенкование, нарезание резьбы и обработку сложных отверстий.
Сверление –
получение отверстий в деталях с помощью сверла. В зависимости от требуемой точности и величины партии обрабатываемых заготовке отверстия сверлят в кондукторе или по разметке.
Рассверливание
– процесс увеличения диаметра ранее просверленного отверстий сверлом большего диаметра. Диаметр отверстия под рассверливание выбирается так, чтобы поперечная режущая кромка в работе не участвовала.
Зенкерование
– обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости многолезвийным режущим инструментом – зенкером.
Реклама

Развертывание
– окончательная обработка цилиндрического или конического отверстия разверткой (обычно после зенкерования) в целях получения высокой точности и малой шероховатости обработанной поверхности.
Зенкерование
получают в имеющихся отверстиях цилиндрические или конические углубления под головки винтов, заклепок и др.
Технологические требования к конструкциям обрабатываемых деталей
1. Отверстия, к которым предъявляют высокие требования по точности изготовления, необходимо выполнять сквозным, а не глухим. Форма и размеры дна глухих отверстий должны соответствовать форме и размерам стандартного инструмента.
2. Поверхность, на которой нужно сверлить отверстие, должна быть перпендикулярной его оси, иначе может произойти поломка сверла. С этой целью на цилиндрических поверхностях литых деталей необходимо предусматривать плоскости, перпендикулярны к оси отверстия, а на заготовках из проката фрезеровать уступы.
 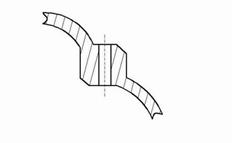 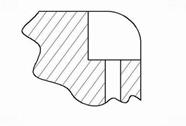
Рис. 5. Требования к конструкциям обрабатываемых деталей
Рекомендуется использовать ступенчатые отверстия вместо двух соосных отверстий, что исключает необходимость обработки их за две установки и устраняет погрешности, связанные с взаимным расположением отверстий.

Рис. 6. Ступенчатые отверстия
Фрезерование
Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением и обычно поступательным движением подачи.
Фрезерованием обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, уступы и пазы различного профиля.
Процесс резания фрезой имеют много общего с процессом резания резцом. Стружкообразование в этом случае сопровождается теми же физическими явлениями: упругой и пластической деформацией металла, тепловыделением, наклепом и т.д.
Каждый зуб фрезы, являющийся многолезвийным инструментом, имеет такие же режущие элементы, как и резец. Весь припуск заготовок последовательно срезая зубьями фрезы.
По сравнению с процессом точения процесс фрезерования имеет следующие особенности:
1. В работе одновременно участвуют несколько лезвий, поэтому фрезерование является более производительным способом обработки, чем точение.
2. Каждый зуб фрезы находится в контакте с заготовкой и выполняет работу резания только на некоторой части оборота, а затем продолжает движение, не касаясь заготовки, до следующего врезания. Так как корпус фрезы большей частью имеет значительную массы, это способствует лучшему охлаждению лезвий.
Реклама

3. Толщина стружки изменяется до некоторого максимума по вполне определенному закону, вследствие чего силы резания имеют переменные значения.
Различают два способа фрезерования:
– встречное – направления вращения и движения подачи противоположны;
– попутное –направление вращения и движения подачи совпадают.
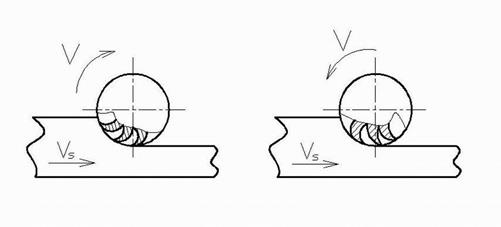
Рис. 7. Встречное и попутное фрезерование
При встречном фрезеровании происходит постепенное возрастание нагрузки на зуб по мере врезания его в обрабатываемый материал, что обеспечивает более плавную работу и меньшую скорость изнашивания зубьев, чем при поступательном фрезеровании, однако чистота обрабатываемой поверхности при этом уменьшается (т.к. происходит как бы отрыв заготовки от стола станка).
Для процессов фрезерования плоскостей применяют горизонтальные и вертикально-фрезерные станки.

Рис. 8. Горизонтально-фрезерный станок:
1 – станина; 2 –коробка скоростей; 3 – хобот; 4 – стол; 5 – подвеска; 6 – салазки; 7 – консоль; 8 – коробка подач.

Рис. 9. Вертикально-фрезерный станок:
1 – станина; 2 – коробка скорости; 3 – поворотная шпиндельная головка; 4 – шпиндель; 5 – стол; 6 – салазки; 7 – консоль; 8 – коробка подач.
Протягивание
Протягивание
– высокопроизводительный метод обработки внутренних и наружных поверхностей, обеспечивающий высокую точность формы и размеров обрабатываемой поверхности.
Протягивают многолезвийным режущим инструментом – протяжкой, при его поступательном движении относительно неподвижной заготовки.
Метод протягивания заключается в том, что каждый зуб протяжки срезает с обрабатываемой поверхности стружку небольшой (от 0,1 до 0,2 мм) толщины. Это происходит потому, что размер каждого последующего зуба больше предыдущего.

Рис. 10. Протягивание
Протяжка имеет замкнутую (хвостовую) часть для крепления к ползунустанка, шейку, направляющую, режущую и калибрующую части.
Различают внутреннее
и наружное
протягивание.
Внутреннее протягивание используется для выполнения отверстий различных размеров (3 – 300 мм) и форм (цилиндрические, трехгранные, квадратные и т.д.).
Наружное протягивание используют для получения прямых и спиральных зубьев, прямых и винтовых канавок плоских и кривых наружных поверхностей.
Отверстия под протяжку предварительно высверливают или растачивают. Наружные поверхности протягивают без предварительной обработки резанием, т.е. в черновом виде (отливки, поковка).
Шлифование
Шлифованием называют процесс обработки заготовок резанием с помощью абразивных кругов. Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом. При вращательном движении круга в зоне его контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек (до 100 мм в минуту). Шлифовальные круги срезают стружку на очень больших скоростях – от 30м/с и выше. Процесс резания каждым зерном осуществляется почти мгновенно. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость. Часть зерен ориентирована работу трения по поверхности резания.
Абразивные зерна могут также оказывать на заготовку существенное силовое воздействие. Происходит поверхностное пластическое деформирование материала, искажение его кристаллической решетки. Деформирующая сила вызывает сдвиги одного слоя атомов относительно другого. Вследствие упругопластического деформирования материала обработанная поверхность упрочняется. Но этот эффект менее ощутим, чем при обработке металлическим инструментом.
Обработка шлифованием в большинстве случаев является чистовой и отделочной операцией, обеспечивающей ввысоке качество обработанной поверхности и точность обработки (1 –2 квалитеты). В некоторых случаях шлифование применяют для предварительной обработки (очистки) заготовок, обдирки при снятии слоя до 6 мм.
Процесс шлифования обычно осуществляется при помощи трех движений: вращения шлифовального круга, вращения или возвратно-поступательного перемещения обрабатываемой детали и движения подачи, осуществляемого кругом или обрабатываемой деталью.
Шлифование наружных поверхностей цилиндрических, конических, фасонных тел вращения и их торцевых поверхностей производят на круглошлифовальных станках с использованием плоских, дисковых, тарельчатых и чашечных
шлифовальных кругов.
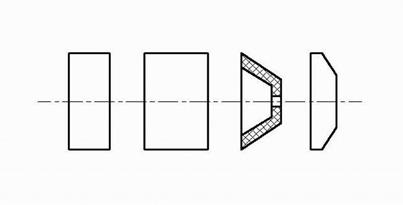
Рис. 11. Виды шлифовальных кругов
При этом широко используют два основных метода круглого шлифования: в центрах и бесцентровое.
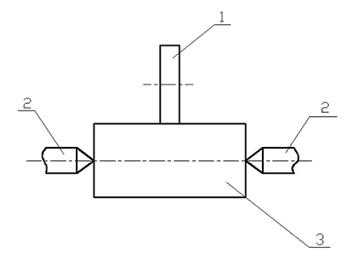
Рис. 12. Шлифование в центрах
При шлифовании в центрах шлифовальный круг (1) закрепляется на шпиндель шлифовальной бабки и вращается с заданной скоростью. Обрабатываемая деталь (3) устанавливается в центрах (2) передней и задней бабки и вращается навстречу кругу со значительно меньшей (в 50–100 раз) скоростью (окружной подачей). Движение подачи вдоль оси детали при необходимости осуществляется столом шлифовального станка.

Рис. 13. Бесцентровое шлифование
При бесцентровом шлифовании используют два круга: шлифовальный (1) и ведущий (4). Шлифовальный круг вращается со скоростью 30–40 м/с, а ведущий – со скоростью примерно в 100 раз меньшей. Обрабатываемая деталь (2) опирается на нож (3) и вращается ведущим кругом.
Осевая подача достигается поворотом ведущего круга или ножа на угол 1°–7°. Движение подачи на глубину шлифования осуществляется шлифовальным кругом.
ЛИТЕРАТУРА
1. Технология производства ЭВМ / А.П. Достанко, М.И. Пикуль, А.А. Хмыль: Учеб. – Мн. Выш. Школа, 2004 – 347с.
2. Технология деталей радиоэлектронной аппаратуры. Учеб. пособие для ВУЗов / С.Е.Ушакова, В.С. Сергеев, А.В. Ключников, В.П. Привалов; Под ред. С.Е. Ушаковой. – М.: Радио и связь, 2002. – 256с.
3. Тявловский М.Д., Хмыль А.А., Станишевский В.К. Технология деталей и пе-риферийных устройств ЭВА: Учеб. пособие для ВУЗов. Мн.: Выш. школа, 2001. – 256с.
4. Технология конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов / А.М. Дольский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред. А.М. Дольского. – М.: Машиностроение, 2005. – 448с.
5. Зайцев И.В. Технология электроаппаратостроения: Учеб. пособие для ВУЗов. – М.: Высш. Школа, 2002. – 215с.
6. Основы технологии важнейших отраслей промышленности: В 2 ч. Ч.1: Учеб. пособие для вузов / И.В. Ченцов, И.А.
|
