Курсовая работа
«Сварочные трансформаторы»
с. Михайловское 2009 г.
Содержание
1. Сварочные трансформаторы, принцип их действия
2. Устройство однофазных сварочных трансформаторов для ручной сварки
3. Трансформаторы для автоматизированной сварки под флюсом
5. Сварочные генераторы переменного тока повышенной частоты
Литература
1. Сварочные трансформаторы, принцип их действия
Силовые трансформаторы предназначены для питания током силовых и осветительных установок, они обычно трансформируют (преобразовывают) ток высокого напряжения, поступающий по линиям электропередачи, в ток более низкого рабочего напряжения (380—220 В). Это вторичное напряжение постоянно и не должно меняться от нагрузки. Режим короткого замыкания для них является аварийным, так как при этом растет ток до недопустимых пределов, происходят перегрев и выход из строя обмоток трансформатора.
В отличие от силовых сварочные трансформаторы работают в режиме меняющихся напряжений и тока и рассчитаны на кратковременные короткие замыкания сети.
Для сварки переменным током широко применяют однофазные трансформаторы, которые разделяют силовую и сварочную цепи и понижают высокое напряжение 380 или 220 В до величины не более 80 В. Внешняя вольтамперная характеристика вторичной цепи этих трансформаторов, т. е. зависимость между величиной сварочного тока и напряжением, должна обеспечивать ведение устойчивого сварочного процесса, учитывающего статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частом изменении полярности переменного тока.
Сварочные трансформаторы применяются для ручной дуговой сварки штучными электродами и в защитном газе, а также для сварки под флюсом. Внешние вольтамперные характеристики трансформаторов для ручной дуговой сварки подразделяются на крутопадающие / и пологопадающие //. Эти трансформаторы работают в режиме регулятора сварочного тока, который осуществляется путем изменения индуктивного сопротивления обмоток. Трансформаторы, предназначенные для питания автоматизированной сварки при постоянной, не зависящей от напряжения дуги скорости подачи электродной проволоки, имеют жесткую внешнюю характеристику ///.
Реклама

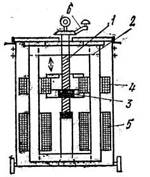
Рис.1. Сварочный трансформатор с развитым магнитным рассеиванием и подвижными обмотками (разрез)
1
— ходовой винт; 2 — магнитопровод; 3 — ходовая гайка; 4 и 5 — вторичная и первичная обмотки; 6 — рукоятка
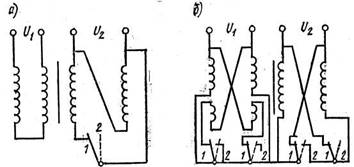
Рис.2. Электрические схемы сварочных трансформаторов
я — ТД-102 и ТД-306; б — ТД-300 и ТД-500
2. Устройство однофазных сварочных трансформаторов для ручной сварки
К однофазным сварочным трансформаторам относится большая группа трансформаторов серии ТД. По своей электромагнитной схеме это трансформаторы с увеличенным (развитым) магнитным рассеянием и подвижными обмотками (рис. 1). Они снабжены механическими регуляторами тока в виде ходового винта, пропущенного через верхнее ярмо стержневого магнитопровода и ходовую гайку обоймы подвижной обмотки. Ходовой винт вращается вручную рукояткой 6, ввинчиваясь в гайку, передвигает обмотку. Стержневой магнитопровод состоит из набора листовой стали толщиной 0,5 мм высокой магнитной проницаемости. Дисковые первичная 5 и вторичная 4 обмотки расположены вдоль стержней. Увеличенное магнитное рассеяние достигается за счет взаимного расположения обмоток. Одна из обмоток подвижная, другая неподвижная. При перемещении обмоток изменяется магнитное поле рассеяния. При увеличении расстояния увеличивается индуктивное сопротивление рассеяния, и ток уменьшается, при уменьшении расстояние уменьшается индуктивное сопротивление, и ток растет. При этом вторичное напряжение холостого хода практически остается почти неизменным. При большом раздвижении обмоток для получения малых токов надо увеличивать длину и массу магнитопровода. Для расширения возможности регулирования тока без увеличения массы магнитопровода применяют плавно-ступенчатое регулирование. В переносных трансформаторах ТД-102 и ТД-306 с номинальными токами соответственно 160 и 250 А подвижной является первичная обмотка, а вторичная неподвижно закреплена у верхнего ярма магнитопровода (рис. 2, а). При больших токах катушки первичной обмотки включены последовательно, а вторичной обмотки — параллельно (положение 1); при переходе на малые токи одна катушка вторичной обмотки отключается (положение 2).
В передвижных сварочных трансформаторах ТД-300 и ТД-500 с номинальными токами соответственно 315 и 500 А подвижными являются вторичные катушки, а неподвижными — первичные, которые закреплены у нижнего ярма магнитопровода (рис. 2, б). Для работы на больших токах витки первичной, а также вторичной обмоток соединяются параллельно (положение /); для перехода на малые токи витки обмоток соединяются последовательно (положение 2), при этом часть витков первичной обмотки отключается, что приводит к некоторому повышению напряжения холостого хода и, как следствие, улучшению стабильности дуги на малых токах.
Реклама

Трансформаторы ТД-502 для токов до 500 А снабжены встроенными конденсаторами мощности, улучшающими коэффициент мощности  . Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов. . Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов.
Трансформаторы серии ТД в настоящее время заменяются трансформаторами серии ТДМ (рис. 3) более совершенной конструкции. В них применена холоднокатаная специальная сталь толщиной до 0,35 мм, обеспечивающая более высокие электромагнитные свойства сердечников. Кроме того, использованы новые, более эффективные изоляционные и обмоточные материалы, усовершенствованы переключатели диапазонов сварочного тока и подключение проводов за счет переключателей ножевого типа и штыревых разъемов, улучшены внешний вид и эксцлуатационные характеристики трансформаторов, в частности устранена вибрация, характерная для трансформаторов ТД и других, более ранних серий. Серия ТДМ включает базовые трансформаторы ТДМ-317, ТДМ-401 и ТДМ-503 на токи соответственно 315, 400. и 500 А, а также ряд их модификаций. Трансформаторы серии ТДМ по принципу регулирования, электрической схеме и конструктивному исполнению близки серий ТД.
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки. Как видно из рис. 4, а, на стержнях 1 расположены катушки первичной обмотки 2 и частично разнесенной обмотки 3 и 4. В окне между катушками и стержнями помещен магнитный шунт, который изготовлен из трансформаторной стали, и его можно перемещать. Регулируя передвижение шунта, можно изменить индуктивное сопротивление и величину сварочного тока. Для работы на больших токах катушки вторичной обмотки соединяются параллельно (рис. 4.б, положение Х1
), а для работы на малых токах основные катушки 3 соединяются последовательно, а катушка 4 отключается (положение Х2
). Плавное регулирование токов осуществляется передвижением шунта ручным приводом, но может быть механизировано. Трансформаторы этого типа марки CTIII имеют хорошие энергетические показатели, однако получили ограниченное распространение из-за большой трудоемкости изготовления по сравнению с трансформаторами серии ТД.

Рис. 3. Сварочный трансформатор ТДМ-317У2
1 — корпус; 2 — ручка для перемещения трансформатора; 8 — рукоятка для плавного регулирования сварочного тока; 4 — рукоятка для переключения диапазонов

Рис. 4. Трансформатор с подвижным магнитным шунтом
а — схема конструкции; б — электрическая схема;
U
1
— первичное напряжение сети;
U
2
— вторичное напряжение холостого хода; 1 — стержни; 2—4 —обмотки; 5 —магнитный шунт
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34 (рис. 4.5, а), были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями — проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем (рис. 5,б) серии GTH, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора  Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются. Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
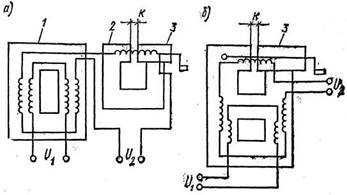
Рис. 5. Трансформаторы с нормальным магнитным рассеиванием
а —с дросселями, имеющими воздушный зазор; б — с встроенным дросселем; 1 — понижающий трансформатор; 2 — дроссель; 3 — подвижная часть дросселя
Незначительное распространение для ручной сварки цолучили трехфазное трансформаторы. Сварку от такого трансформатора обычно выполняют двумя электродами. При этом две фазы вторичной обмотки источника питания подключены к электродам, а третья — к изделию. Трехфазный трансформатор преобразует ток с 380/220 В на 60 В во вторичных обмотках с жесткой характеристикой. Для получения падающей характеристики установлены регуляторы тока на сердечнике, имеющем регулируемый воздушный зазор. Регулирование сварочного тока осуществляется изменением воздушного зазора.

Рис. 6. Трансформатор, регулируемый подмагничиванием шунта
а — схема конструкции; б— электрическая схема; в — схема конструкции шунта; г — электрическая схема шунта;
U
1
— первичное напряжение сети;
U
2
— вторичное напряжение холостого хода;
U
у — напряжение управления шунтом; — внешний магнитопровод; 2—5 — катушки обмотки; 6 — внутренний магнитопровод; 7 — катушки обмотки управления
3. Трансформаторы для автоматизированной сварки под флюсом
Для автоматизированной сварки под флюсом применяют трансформаторы с нормальным магнитным рассеянием, регулируемые подмагничиванием шунта (рис. 6). Большими преимуществами таких трансформаторов является отсутствие подвижных частей, что ликвидировало вибрацию, обеспечило малую инерционность и простоту дистанционного управления.
На стержнях внешнего магнитопровода расположена катушки первичной обмотки 2 и частично разнесенное катушки вторичной обмотки 5, 4, 5. Внутренний матнитопровод — это магнитный шунт, имеющий четыре катушки обмотки управления 7 и питаемый постоянным током. Трансформатор имеет два диапазона регулирования сварочного тока; в диапазоне малых токов нагрузка подключается к зажимам  и и  а при переходе на большие токи часть витков основной обмотки 4 отключается и подключается столько же витков обмотки 5, нагрузка подключается к зажимам а при переходе на большие токи часть витков основной обмотки 4 отключается и подключается столько же витков обмотки 5, нагрузка подключается к зажимам и и . Управление током в пределах диапазона механизировано путем дистанционного изменения тока в обмотке управления. Трансформаторы этого типа серии ТДФ имеют падающую внешнюю характеристику, В настоящее время они заменены более совершенными тиристорными трансформаторами (ТТ), имеющими пологопадающую и жесткую внешние характеристики. . Управление током в пределах диапазона механизировано путем дистанционного изменения тока в обмотке управления. Трансформаторы этого типа серии ТДФ имеют падающую внешнюю характеристику, В настоящее время они заменены более совершенными тиристорными трансформаторами (ТТ), имеющими пологопадающую и жесткую внешние характеристики.
Тиристорами называются управляемые полупроводниковые приборы — диоды. Диод благодаря полупроводниковым кристаллам обладает свойством односторонней проводимости тока. Тиристоры—более сложные управляемые диоды. Тиристорный силовой трансформатор (рис. 7) с повышенным магнитным рассеянием состоит из двух катушек — первичной обмотки 2 и вторичной 1. Для создания диапазона малых и средних токов служит реакторная воздушная дисковая обмотка 5, установленная в окне трансформатора в плоскости, параллельной его стержням. Тиристорный трансформатор имеет фазорегулятор, с помощью которого синусоидальные гармонические колебания переменного тока преобразовываются в знакопеременные импульсы, амплитуда и длительность которых зависят от угла (фазы) включения тиристоров фазорегулятора. Сейчас разработан ряд конструкций тиристорных трансформаторов, например серии ТДФЖ, в которых предусмотрены возможность автоматизации процесса сварки, программирование режима и т.д.
На рис. 8 приведена диаграмма напряжений и токов, получаемых при импульсной стабилизации фазорегулятором. В момент окончания безтоковой паузы при угле сдвига  между током между током  и напряжением холостого хода и напряжением холостого хода на дугу накладывается стабилизирующий импульс тока на дугу накладывается стабилизирующий импульс тока  что обеспечивает повторное зажигание дуги. Могут быть и другие схемы тиристорной стабилизации дуги. Для ручной сварки, резки и наплавки разработан ТТ ТДЭ-402 с аналогичной импульсной стабилизацией и дистанционным управлением. В его схеме предусмотрено снижение напряжения холостого хода до 12 В при смене электрода. что обеспечивает повторное зажигание дуги. Могут быть и другие схемы тиристорной стабилизации дуги. Для ручной сварки, резки и наплавки разработан ТТ ТДЭ-402 с аналогичной импульсной стабилизацией и дистанционным управлением. В его схеме предусмотрено снижение напряжения холостого хода до 12 В при смене электрода.
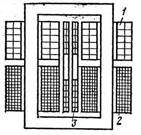
Рис. 7. Тиристорный силовой трансформатор. 1 и
2 — катушки вторичной и первичной обмотки; 3 — дисковая обмотка
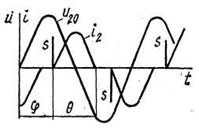
Рис. 8. Диаграмма напряжений и токов тиристорного трансформатора с импульсной стабилизацией
θ
— длительность импульса тока; ι,
u
20
— значения тока и напряжения в периоде
4. Эксплуатация сварочных трансформаторов
Сварочные трансформаторы являются основным источником питания сварочной дуги при ручной дуговой сварке различных строительных конструкций (табл. 1). Для ручной сварки на строительных площадках предпочтительно используются мобильные трансформаторы ТД-500 и ТДМ-503 и др., которые могут работать на малых и больших сварочных токах от 90 до 560 А. Трансформаторы ТД-300, ТДМ-317 и даже ТДМ-401 по мощности не удовлетворяют строителей. Эти трансформаторы большей частою используются в производственных цехах и на ремонтных работах. У всех современных трансформаторов серии ТД и ТДМ иногда наблюдаются плохое крепление магнитопровода к каркасу, неплотности ходового регулировочного устройства и контактов, плохое крепление кожуха и другие недостатки, допущенные при изготовлении и подготовке к эксплуатации. Они вызывают усиление вибрации, что приводит к преждевременному выходу трансформатора из строя. Очень опасно нарушение изоляции обмоток, которое может вызвать их разрушение, а также замыкание на корпус тока высокого напряжения.
Таблица 1. Технические характеристики трансформаторов
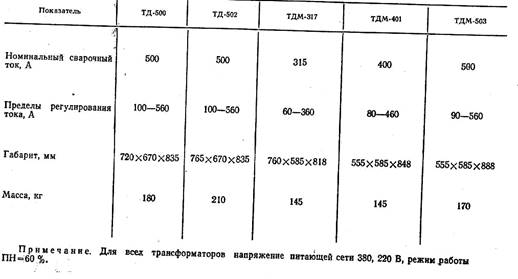
Использование мощных трансформаторов серии ТДФ или ТДФЖ на токи до 1000, 1600 и 2000 А для сварки под флюсом на строительной площадке, как правило, не практикуется. Они используются в цехах производственных предприятий, изготовляющих строительные конструкции.
Перед включением трансформатора в сеть необходимо удалить его смазку, затем продуть трансформатор сухим сжатым воздухом, подтянуть ослабленные крепления, убедиться, что на трансформаторе нет видимых повреждений, после чего проверить мегомметром на 500 В сопротивление изоляции между первичной обмоткой и корпусом, между первичной и вторичной обмотками и между вторичной обмоткой и корпусом. После этого можно подсоединить кабель нужного сечения и затянуть все контактные зажимы. Особенно тщательно необходимо заземлить трансформатор и зажим вторичной обмотки, к которому подключается провод к изделию, а также свариваемую конструкцию. Затем нужно установить нужный диапазон и сварочный ток по шкале, проверить соответствие напряжения сети напряжению, указанному на заводской табличке, после чего подключить трансформатор к сети через рубильник и предохранители.
Ежедневно перед работой следует осматривать трансформатор для устранения замеченных повреждений и недостатков.
Один раз в месяц очищать трансформатор от пыли и грязи и при необходимости подтягивать контакты.
Один раз в три месяца следует проверять наружным осмотром состояние конденсаторов фильтра защиты от радиопомех и при необходимости заменять их, тщательно зачищая контакты и затягивая винтовые соединения; проверять сопротивление изоляции.
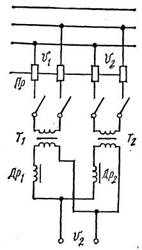
Рис. 9. Электрическая схема параллельного соединения трансформаторов:  и и
 — первичное и вторичное напряжения трансформаторов; Т1
и Т2
— трансформаторы; Др1 и Др2 — дроссели; Пр — предохранители
— первичное и вторичное напряжения трансформаторов; Т1
и Т2
— трансформаторы; Др1 и Др2 — дроссели; Пр — предохранители
Один раз в шесть месяцев следует очищать контакты и изоляционное части переключателя диапазона от медной пыли и грязи, смазывать контактные поверхности и части тугоплавкой смазкой.
При работе на открытом воздухе и во взрывоопасных помещениях и опасных условиях работы необходимо применять ограничитель холостого хода до 12 В для уменьшения напряжения при смене электрода.
Наиболее характерные неисправности сварочных трансформаторов, выявляемые при сварке: повышенная вибрация и гудение; повышенное напряжение холостого хода; толчки силовых катушек; повышенный нагрев (подгорание) контактов; замыкание высокого напряжения на корпус; перегрев трансформатора.
Все неисправности должны быть устранены электромонтажником при выключенном от силовой сети трансформаторе. Если мощности и номинальный сварочный ток имеющихся на строительной площадке трансформаторов недостаточны для сварки на большом токе, трансформаторы одного типа могут быть подсоединены параллельно (рис. 9). Однако при этом необходимо, чтобы напряжение холостого хода подсоединяемых трансформаторов было одинаково, сварочный ток каждого был отрегулирован на одно и то же значение. При сварке необходимо постоянно контролировать приборами (вольтметрами и амперметрами) значение напряжения и тока соединенных параллельно трансформаторов.
Дистанционное регулирование тока при сварке значительно упрощает работу сварщика, уменьшает потери его рабочего времени на переходы к источнику питания дуги для регулирования тока и, следовательно, повышает производительность труда. В новой модели тиристорного трансформатора для ручной сварки ТДЭ-402 можно осуществлять дистанционное регулирование с переносного пульта управления. В трансформаторе ТДФ дистанционно включается ток подмагничивания шунта, а в ТДФЖ регулирование силы сварочного тока осуществляется автоматически путем изменения скорости подачи сварочной проволоки.
5. Сварочные генераторы переменного тока повышенной частоты
Для ручной дуговой сварки переменным током стали небольшой толщины (1—3 мм) штучными электродами и сварки конструкций из алюминиевых сплавов неплавящимся вольфрамовым электродом в инертном газе требовалось повысить стабильность дуги, которая резко ухудшалась из-за необходимости применения малых сварочных токов.
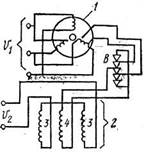
Повысить стабильность можно увеличением частоты сварочного тока. Для этой цели использовался сварочный преобразователь переменного тока ПС-100-1 повышенной частоты (рис. 10). Преобразователь состоит из генератора однофазного переменного тока и приводного асинхронного трехфазного электродвигателя, имеющих общий вал и заключенных в один корпус. Генератор состоит из статора и ротора. Статор имеет две постоянные обмотки 5, соединенные последовательно, и обмотку возбуждения 4, питаемую постоянным током от селенового выпрямителя «В», который подключен к одной из фаз обмотки электродвигателя. Статор и ротор состоят из пакетов тонколистовой электролитической стали. При вращении зубчатого ротора наводится магнитный поток, вызываемый постоянным током обмотки возбуждения 4, в результате чего в постоянных обмотках создается электродвижущая сила (ЭДС), частота которой пропорциональна числу оборотов и числу зубцов ротора. Преобразователь ПС-100-1 был рассчитан на ток до 115 А с частотой 480 Гц.
Для получения падающей характеристики и регулирования тока в сварочную цепь включался последовательно специальный дроссель.
Рис. 10. Электрическая схема преобразователя (генератора) ПС-100-1
1 — электродвигатель; 2 — генератор; 3 и 4 — обмотки
Преобразователь ПС-100-1 получил ограниченное распространение вследствие небольшой мощности, сравнительно высокой стоимости и недостаточно хороших технологических показателей.
6. Аппаратура для возбуждения и стабилизации дуги при ручной сварке
Для возбуждения и стабилизации дуги применяются специальные аппараты (устройства), приспособленные для работы с серийными источниками питания переменного и постоянного тока.
Эти аппараты обеспечивают наложение тока высокого напряжения и высокой частоты на сварочную цепь. Они разделяются на два типа: возбудители непрерывного действия и возбудители импульсного питания. К первым относятся осцилляторы, которые, работая совместно с источниками питания дуги, обеспечивают ее возбуждение наложением на сварочные провода тока высокого напряжения (3000—6000 В) и высокой частоты (150—250 кГц). Такой ток не представляет большой опасности для сварщика при соблюдении им правил электробезопаспости, но дает возможность возбуждать дугу, не касаясь электродом изделия. Высокая частота обеспечивает спокойное горение дуги даже при малых сварочных токах основного источника. Электрическая схема осциллятора ОСПЗ-201 приведена на рис. 11. Как видно из схемы, осциллятор включен в сварочную цепь параллельно и в цепь переменного тока напряжением 220 В и частотой 50 Гц, Предохранитель  обеспечивает без аварийную работу помехозащитного фильтра ПЗ, состоящего из батареи конденсаторов. Высоковольтный низкочастотный трансформатор Т1 повышает напряжение до 6 кВ. На стороне высокого напряжения трансформатора ТТ находится высокочастотный искровой генератор, состоящий из разрядника ФВ, конденсатора обеспечивает без аварийную работу помехозащитного фильтра ПЗ, состоящего из батареи конденсаторов. Высоковольтный низкочастотный трансформатор Т1 повышает напряжение до 6 кВ. На стороне высокого напряжения трансформатора ТТ находится высокочастотный искровой генератор, состоящий из разрядника ФВ, конденсатора  и первичной обмотки трансформатора высокой частоты и напряжения Ί2. Этот генератор является колебательным контуром, в котором беспрерывно, с большой скоростью, накапливаются в конденсаторе и разряжаются через искровой разрядник импульсы тока высокого напряжения, создавая высокочастотную характеристику трансформатора Т2. Для защиты источника от тока высокого напряжения служит фильтр в виде конденсатора и первичной обмотки трансформатора высокой частоты и напряжения Ί2. Этот генератор является колебательным контуром, в котором беспрерывно, с большой скоростью, накапливаются в конденсаторе и разряжаются через искровой разрядник импульсы тока высокого напряжения, создавая высокочастотную характеристику трансформатора Т2. Для защиты источника от тока высокого напряжения служит фильтр в виде конденсатора а предохранитель а предохранитель защищает обмотку трансформатора Т2 от пробоев фильтра защищает обмотку трансформатора Т2 от пробоев фильтра  Осциллятор может питаться не от сети, а непосредственно от сварочной цепи, что улучшает его свойства. Осциллятор может питаться не от сети, а непосредственно от сварочной цепи, что улучшает его свойства.
Осцилляторы последовательного включения (рис. 12) считаются более эффективными, так как не требуют установки в цепи источника специальной защиты от высокого напряжения. Как видно из схемы, катушка включена последовательно со сварочной дугой, остальные обозначения схемы аналогичны рис. 11. При работе осциллятора разрядник издает тихое потрескивание; искровой зазор величиной 1,5—2 мм может быть установлен регулировочным винтом, но только при отключенном от сети осцилляторе. Следует иметь в виду, что установка и ремонт осцилляторов требуют более высокой квалификации электротехнического персонала. включена последовательно со сварочной дугой, остальные обозначения схемы аналогичны рис. 11. При работе осциллятора разрядник издает тихое потрескивание; искровой зазор величиной 1,5—2 мм может быть установлен регулировочным винтом, но только при отключенном от сети осцилляторе. Следует иметь в виду, что установка и ремонт осцилляторов требуют более высокой квалификации электротехнического персонала.
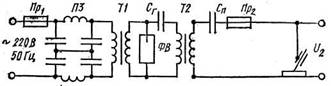
Рис. 11. Электрическая схема осциллятора, включенного в сварочную цепь параллельно
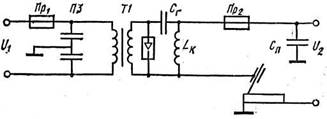
Рис.12. Электрическая схема осциллятора последовательного включения
Основные типы применяемых осцилляторов и их характеристики приведены в табл. 2. При сварке переменным током требуются возбудители с импульсным питанием, которые наряду с первоначальным возбуждением дуги должны способствовать ее зажиганию при смене полярности переменного тока. Казалось бы, что осцилляторы отвечают этому требованию. Однако они неудовлетворительно выполняют повторные зажигания при смене полярности переменного тока источника, в результате чего действующий сварочный ток колеблется и ухудшается качество сварки. Кроме того, несинхронизированные осцилляторы создают значительные радиопомехи. Для стабилизации дуги переменного тока используются возбудители-стабилизаторы с импульсным питанием, управляемые напряжением дуги. Как правило, они являются частью установки для сварки на переменном токе. Так, в комплекте со сварочным трансформатором ТДМ-503-4 промышленность выпускает возбудитель-стабилизатор, управляемый напряжением дуги ВСД-01.УЗ. Амплитуда импульса стабилизатора достигает.400—600 В. Энергия импульса накапливается в накопителе, обычно емкостном. Импульс вводится в цепь дуги по команде управляющего устройства. Такой тип стабилизатора называется активным в отличие от пассивных стабилизаторов, в которых импульс генерируется за счет процессов, происходящих в цепи дуги. Промышленностью используются стабилизаторы активного типа как более надежные. Управляющее устройство стабилизатора задерживает импульс на 60—100 мкс, что вместе с запозданием срабатываемых коммутаторов обеспечивает наиболее эффективное время ввода импульса для стабилизации дуги. Стабилизировать процесс сварки переменным током можно с помощью тиристорных трансформаторов.
Таблица 2. Характеристики осцилляторов

Литература
1. Алексеев Е. К., Мельник В. И. Сварка в промышленном строительстве. — Μ .· Стройиздат, 2000. — 377 с.
2. Алешин Н. Пм Щербинский В. Г. Контроль качества сварочных работ. — М.: Высш. школа, 2006. — 167 с.
3. Безопасность производственных процессов/Под ред. С. В. Белова — М.: Машиностроение, 1995. — 448 с.
4. Блинов AsH.t Лялин К. В- Организация и производство сварочно-монтажных работ, — М: Стройиздат, 1998. — 343 с.
5. Думов С. И. Технология электрической сварки плавлением.— Л.: Машиностроение, 2007. — 468 с.
|
