Кафедра Конструирования
Курсовая работа
по курсу: “Технология деталей и конструкционных материалов”
на тему: “Разработка технологического процесса изготовления детали “Пробка”
Выполнил:
Котова В.В.
Проверил:
Бушунов Л.А.
Василевцы 2007г.
СОДЕРЖАНИЕ
Введение
1. Анализ исходных данных
2. Анализ современных методов и оборудования
3. Выбор метода изготовления детали
4. Обоснование материала
5. Выбор оборудования и инструмента
6. Выбор баз и расчет погрешности базирования
7. Расчет припусков на обработку и выбор заготовки
8. Разработка техпроцесса изготовления
8.1 Выбор типового техпроцесса
8.2 Разработка маршрутной и операционной технологии
8.3 Расчет и назначение режимов обработки
8.4 Нормирование технологических операций
Заключение
Литература
ВВЕДЕНИЕ
Данная курсовая работа по разработке технологического процесса должна содержать анализ исходных данных, анализ современных методов и оборудования, выбор метода изготовления детали, обоснование материала, выбор баз и расчет погрешностей базирования, разработку техпроцесса изготовления, расчеты типа производства, технико-экономических показателей для выбора оптимального варианта заготовки, припусков на обработку поверхностей, режимов резания и основного времени; выбор оборудования и инструмента для механической обработки заготовки и контроля точности выполняемых размеров согласно чертежу детали.
Деталь, технологический процесс изготовления которой предлагается разработать, ― ”пробка”. Предполагаемое назначение – герметизация камер, отверстий, в которые заливают масло, топливо, воду и т.д.
1. АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Исходными данными для разработки технологического процесса изготовления “Пробка” являются:
- чертеж детали;
- материал- сталь 45;
- чистота обработки Rz10;
- коэффициент закрепления операций=12.
Масса детали составляет 0,615 килограмма. Ширина детали- 48 мм, d=60 мм. В детали есть резьба М52*1,5 с двумя фасками 1,6*45° чистота обработки которой  10, что соответствует 6 классу шероховатости поверхности. Для поверхности диаметром 60 мм указана чистота обработки 10, что соответствует 6 классу шероховатости поверхности. Для поверхности диаметром 60 мм указана чистота обработки  1,6, что соответствует 6 классу шероховатости поверхности. 1,6, что соответствует 6 классу шероховатости поверхности.
Чистоту обработки 10 можно получить чистовым точением, а 1,6- однократным точением.
Данную деталь предлагается изготовить из стали 45 ГОСТ 1050-74. Это среднеуглеродистая сталь (0,45% углерода). Она обладает высокой прочностью и пластичностью, малой чувствительностью к отпускной хрупкости, хорошей прокаливаемостью, применяется, как правило, после закалки с отпуском и реже в нормализованном состоянии.
Реклама

Деталь технологична, т.к. обеспечивает простой доступ инструмента.
Так как коэффициент закрепления операций равен 12, то тип производства является среднесерийным. В связи с этим используют универсальные станки (токарный станок) или полуавтоматы (токарно-винторезный станок модели 1А64, 1601, 1А616,16К20, или 16К1).
Шестигранник делается на фрезерном станке (вертикальном или горизонтальном) в данном случае я выбрала горизонтально-фрезерный станок 6Р81Г, все остальное, в том числе и резьба, делается токарным станком.
2. АНАЛИЗ СОВРЕМЕННЫХ МЕТОДОВ И ОБОРУДОВАНИЯ
Эффективность производства, его технический прогресс, качество выпускаемой продукции во многом зависят от опережающего развития производства нового оборудования, машин, станков и аппаратов, от всемерного внедрения методов технико-экономического анализа.
Основными способами изготовления металлических заготовок и деталей являются литьё, обработка давлением и обработка резанием. Изделия сложной формы могут быть получены также сваркой, пайкой или клёпкой деталей, полученных предварительно литьём или обработкой давлением. Всё большее количество заготовок и деталей машин производят с использованием методов порошковой металлургии. Для деталей сложной формы наиболее целесообразными видами заготовок являются отливки и поковки, позволяющие намного сократить трудоемкость обработки резанием и расход металла, превращаемого в стружку. Технико-экономическая эффективность литейных процессов обоснована возможностью получения заготовок деталей сложной формы с достаточно высокой геометрической точностью и с наиболее рациональнымиспользованием материала.
Точение тел вращения осуществляется на станках токарной группы. Распространенными в единичном и мелкосерийном производствах являются универсальные токарно-винторезные станки, на которых можно осуществлять все виды точения, а также нарезание различных резьб, сверление, зенкерование, развертывание, накатывание и алмазное выглаживание. В состав этих станков входят станина, передняя бабка, суппорт с резцедержателем, задняя бабка, ходовой винт, ходовой вал, фартук и коробка подач. Заготовка может устанавливаться в центрах, в трехкулачковом патроне или в другом приспособлении. Движение резания осуществляется вращением шпинделя станка с закрепленной на нем заготовкой. Движение подачи обеспечиваются относительным продольным и поперечным перемещением суппорта станка с резцедержателем (резцом).
Реклама

Фрезерование осуществляется на фрезерных станках, которые могут быть универсальными (вертикально-, горизонтально-, продольно-фрезерные) и специализированные (шлице-шпоночные, карусельно-, копировально-, резьбофрезерные и др.). По конструктивным особенностям эти станки подразделяются на консольные, когда стол расположен на подъемном кронштейне-консоли; бесконсольные, у которых стол перемещается по неподвижной станине в продольном и поперечном направлениях; непрерывного действия (карусельные и барабанные). Примеры вертикально- и горизонтально-фрезерных станков: 6Р80Г,6Р10,6Р18Г,6Р11,6Р82Г,6Р12.В единичном, мелкосерийном и серийном производствах наиболее распространены консольные станки.
Современное технологическое оборудование представлено в виде надежных, высокопроизводительных, многофункциональных станков.
Технологическое оборудование подразделяется на четыре группы:
1. Станки широкого назначения (универсальные)
с широким диапазоном параметров, размеров заготовок, обрабатываемых на них. Целесообразно применять в единичном и мелкосерийном производстве.
2. Станки высокой производительности – автоматы и полуавтоматы
, имеющие большее ограничение по размерам заготовок, которые могут на них обрабатываться, а также ограничения по параметрам(1Б240П-4,1Б240-6,1Б240П-6 и т.д.)
3. Специализированные станки
– агрегатные и переделанные из станков высокой производительности, приспособленные для обработки какой-либо определенной детали или группы деталей. Агрегатные станки компонуются из стандартных узлов, приспосабливаясь к изготовлению определенной детали. Специализированные станки применяются в крупносерийном и массовом производствах.
4. Специальные станки
– станки, спроектированные и изготовленные для обработки заготовки в определенной технологической операции. Такие станки обладают высокой производительностью, потому что режимы обработки соответствуют расчетным режимам, но проектирование и изготовление их требует много времени и средств, так как производят их в единичном исполнении. Специальные станки рентабельны в массовом производстве при выпуске деталей в течении нескольких лет.
С развитием техники на смену обычным станкам пришли высокопроизводительные и быстропереналаживаемые станки с программным управлением и обрабатывающими центрами. На базе этих станков с использованием микропроцессорной техники и роботов создаются гибкие автоматизированные производства, что значительно повышает производительность и качество продукции. Следует отметить, что максимальный эффект можно получить, совмещая новые и старые “достижения”.
3. ВЫБОР МЕТОДА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
Прежде чем принять решение о методах и последовательности обработки отдельных поверхностей детали и составить технологический маршрут изготовления детали, необходимо произвести расчеты экономической эффективности различных вариантов и выбрать из них наиболее рациональный для данных условий производства. Критерием оптимальности является минимум приведенных затрат на единицу продукции. В качестве себестоимости рассматривается технологическая себестоимость, которая включает изменяющиеся по вариантам статьи затрат.
Сравним два метода изготовления детали:
| Наименование показателей |
1-й вариант |
2-й вариант |
| Вид заготовки |
литье |
прокат |
| Класс точности |
II |
II |
| Масса заготовки |
0.7 |
1.2 |
| Стоимость 1т заготовки, принятых за базу Ci, у.е. |
58,58 |
143,3 |
| Стоимость 1т стружки Sотх , у.е. |
25 |
25 |
а) Себестоимость заготовки изготовленной методом литья:
 , ,
где Сi
– базовая стоимость одной тонны заготовок, у.е.;
КТ
, КС
, КВ
, КМ
, КП
– коэффициенты, зависящие от класса точности,
группы сложности, массы, марки материала и
объёма производства;
Q – масса заготовки, кг;
q – масса готовой детали, кг;
Sотх
– цена одной тонны отходов.
Согласно справочным данным примем Сi
=136 у.е. (табл. 2.6 [1]), КТ
=1, [1], КС
=0,7,(табл. 2.8 [1]), КВ
=1,07, [1], КМ
=1,22, (табл. 2.8 [1]), КП
=0,5, (табл. 2.8 [1]).
 у.е. у.е.
б) Себестоимость заготовки, получаемой из проката
Если использовать круглый сортовой профиль общего назначения, то стоимость заготовок будет равна
S
заг
= М + ΣСоз
,
где М – затраты на материал заготовки, у.е.;
SСоз
– технологическая себестоимость операций, у.е..
 , ,
где Спз
– приведенные затраты на рабочем месте, у.е./ч;
Тшт
– штучное или штучно-калькуляционное время выполнения заготовительной операции, мин.
 , ,
где S – цена одного килограмма заготовки, у.е..
Если заготовку из проката отрезать на абразивно-отрезных станках, то Спз
= 121 у.е./ч, Тшт
= 1,2 мин [1]. Тогда
Согласно справочным данным [1] S = 136 у.е. за одну тонну. Следовательно, учитывая (4),
S
заг
= (1,2·136)/1000 – (1,2 – 0,615)·25/1000 + 0,0242 = 0,172 (у.е.)
Как видно, заготовка из проката оказалась намного дороже. Но т.к. у нас среднесерийное производство и для получения заготовки методом литья ещё необходима дорогая форма, то в итоге получении заготовки литьем будет стоить дороже, чем получение прокатом. Т.о. мы будем изготавливать заготовку прокатом.
Сравним два варианта технологического маршрута по минимуму приведенных затрат.
а) При использовании токарно-винторезного станка 1А616 часовые приведенные затраты равны
Спз
= Сз
+ Счз
+ Ен
·(Кс
+ Кз
),
где Сз
– основная и дополнительная зарплата с начислениями, у.е./ч;
Счз
– часовые затраты по эксплуатации рабочего места, у.е./ч;
Ен
– нормативный коэффициент экономической эффективности капитальных вложений;
Кс
и Кз
– удельные часовые капитальные вложения соответственно в станок и в здание, у.е./ ч.
Сз
= ε·Стф
·
k·
y,
где ε – коэффициент, учитывающий дополнительную зарплату;
Стф
– часовая тарифная ставка станочника-сдельщика, у.е./ч;
k – коэффициент, учитывающий зарплату наладчика;
y – коэффициент, учитывающий оплату рабочего при многостаночном обслуживании.
Примем ε = 1,53; Стф
= 67 у.е./ч; k = 1; y = 1 [1]. Тогда
Сз
= 1,53·67·1·1 =102,51 (у.е./ч)
Часовые затраты по эксплуатации рабочего места:
где  – практические часовые затраты на базовом рабочем месте, у.е./ч; – практические часовые затраты на базовом рабочем месте, у.е./ч;
Км
– коэффициент, показывающий, во сколько раз затраты, связанные с рабо-той данного станка, больше, чем аналогичные расходы у базового станка.
Примем = 36,3 у.е./ч, для токарно-винторезного станка Км
= 0,9.

Удельные часовые капитальные вложения в станок:
Кс
= (100·Ц)/(
Fд
·
ηз
) ,
где Ц – балансовая стоимость станка, у.е.;
Fд
– действительный годовой фонд времени работы станка, ч;
hз
– коэффициент загрузки станка.
По справочным данным [1] берем для токарно-винторезного станка Ц = 9390 у.е.,Fд
= 4029 ч, hз
= 0,97. Тогда
Кс
= (100·1750)/(4029·0,97) = 44,8 (у.е./ч)
Удельные часовые капитальные вложения в здание:
Кз
= 7840·
F/(
Fд
·
ηз
),
где F – производственная площадь, занимаемая станком с учетом проходов, м2
:
F
=
f
·
kf
,
где f – площадь станка, м2
;
kf
– коэффициент, учитывающий дополнительную производственную площадь проходов. Согласно [1] f = 1,9 м2
, kf
= 4. Тогда удельные часовые капитальные вложения в здание с учетом (10) равны
Кз
= 7840·1,9·4/(4029·0,97) = 15,2 (у.е./ч)
Принимаем Ен
= 0,15. Тогда

б) При использование токарно-копировального многорезцового полуавтомата 1Н713, приведенные затраты рассчитываются также:
Сз
= 1,53·67·1·1 =102,51 (у.е./ч)
 (у.е./ч) (у.е./ч)
 у.е./ч. у.е./ч.
 у.е./ч. у.е./ч.
 у.е./ч. у.е./ч.
Итак, часовые приведенные затраты на изготовление детали на токарно-винторезном меньше, чем на токарно-копировальном станке и т.к. стоимость первого гораздо меньше второго, поэтому будем использовать токарно-винторезный станок. Т.о. после прокатки заготовка будет обработана на токарно-винторезном станке 1А616, горизонтально-фрезерном станке 6Р81Г .
4. ОБОСНОВАНИЕ МАТЕРИАЛА
Пробка должна быть изготовлена из стали 45 ГОСТ 1050-74. Ее химический состав сведен в таблице 1, механические свойства – в таблице 2, физические свойства – в таблице 3.
Таблица 1.
Химический состав стали 45 ГОСТ 1050-74, %
| C |
Si |
Mn |
S, не более |
P, не более |
Ni |
Cr |
| 0,40…0,50 |
0,17…0,37 |
0,50…0,80 |
0,045 |
0,045 |
0,30 |
0,30 |
Таблица 2.
Механические свойства стали 45 ГОСТ 1050-74
| T, МПа |
вр, МПа |
5, МПа |
, % |
aн,
Дж/см2
|
HB (не более) |
| не менее |
горячекатаной |
отожженной |
| 360 |
610 |
16 |
40 |
50 |
241 |
197 |
Таблица 3.
Физические свойства стали 45 ГОСТ 1050-74
| Температура испытания, °C |
20 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
Модуль нормальной
упругости, ГПа |
200 |
201 |
193 |
190 |
172 |
– |
– |
– |
– |
– |
| Модуль упругости при сдвиге кручением, ГПа |
78 |
– |
– |
69 |
– |
59 |
– |
– |
– |
– |
| Плотность, кг/см3 |
7826 |
7799 |
7769 |
7735 |
7698 |
7662 |
7625 |
7587 |
7595 |
– |
| Коэффициент теплопроводности, Вт/м·°С |
– |
48 |
47 |
44 |
41 |
39 |
36 |
31 |
27 |
26 |
| Коэффициент линейного расширения |
11,9 |
12,7 |
13,4 |
14,1 |
14,6 |
14,9 |
15,2 |
– |
– |
– |
| Удельная теплоемкость, Дж/кг·°С |
473 |
498 |
515 |
536 |
583 |
578 |
611 |
720 |
780 |
– |
Пробка, очевидно, должна будет обладать высокой износостойкостью, поэтому для изготовления этой детали наиболее целесообразно использовать именно такой материал. Заменителями стали 45 могут служить стали 40Х, -50, -50Г2. Но в нашем случае сталь 45 полностью удовлетворяет всем требованиям.
5. ВЫБОР ОБОРУДОВАНИЯ И ИНСТРУМЕНТА
Выбор оборудования и инструмента является одним из основных этапов разработки технологического процесса. Выбор оборудования производится по главному параметру, в наибольшей степени выявляющему его функциональное значение и технические возможности. При выборе оборудования учитывается минимальный объём приведенных затрат на выполнение технологического процесса при максимальном сокращении периода окупаемости затрат на механизацию и автоматизацию. Станки для проектируемого технологического процесса выбираются по результатам предварительного анализа возможных методов обработки поверхности, точности, шероховатости поверхности, припуска на обработку, режущего инструмента и типа производства.
Для изготовления детали “Пробка” использованы следующие станки: деталь будем изготавливать на токарно-винторезном станке 1А616. На мой взгляд, этот станок наиболее эффективен для изготовления этой детали с экономической точки зрения. Станок имеет небольшие габаритные размеры, сравнительно небольшой мощности и полностью подходит по параметрам для изготовления детали “Пробка”. Приведем некоторые технические характеристики этого станка:
Табл.4 – Техническая характеристика станка 1А616.
| Цена и техническая характеристика |
1А64 |
| Цена, у.е. |
1750 |
| Наибольший диаметр обработки над станиной, мм |
320 |
| Расстояние между центрами, мм |
750 |
| Наибольший размер обрабатываемой заготовки над суппортом, мм |
175 |
| Наибольший диаметр обрабатываемого прутка, мм |
34 |
| Количество ступеней частоты вращения шпинделя |
21 |
| Частота вращения шпинделя, мин-1 |
9…1800 |
| Конец шпинделя по ГОСТ |
1-6К 12595 – 72 |
| Конус Морзе |
№5 |
| Конус Морзе пиноли задней бабки |
№4 |
| Наибольшее сечение резца резцадержателя суппорта, мм |
25×25 |
| Мощность электродвигателя, кВт |
4 |
| Габариты станка, мм |
2335×852 |
Для фрезерования используем вертикально-фрезерный станок 6Р81Г с торцевой фрезой. Станок предназначен для фрезерования различных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, концевыми, радиусными и другими фрезами. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы быстрорежущим и твердосплавным инструментом.
Табл.5 - Техническая характеристика станка 6Р81Г.
| Цена и техническая характеристика |
6Р81Г |
| Цена, у.е. |
2550 |
| Расстояние от оси торца шпинделя до стола, мм |
50…410 |
| Расстояние от вертикальных направляющих до середины стола, мм |
180…390 |
| Размеры рабочего стола |
1000×250 |
| Расстояние торца шпинделя до подвески, мм |
495 |
| Количество скоростей шпинделя |
16 |
| Число ступеней подач стола |
16 |
| Частота вращения шпинделя, мин-1 |
50…1600 |
Подача стола, мм/мин:
продольных и поперечных
вертикальных
|
25…800
8,3…266,7
|
Мощность электродвигателя, кВт:
главного движения
подачи стола
|
5
1,5
|
| Габариты станка, мм |
1560×2045 |
Для получения фасок будем использовать токарный проходной прямой резец с пластинами из твёрдого сплава по ГОСТ 18878-73.
Для получения канавки будем использовать канавочный резец по ГОСТ 18873-73. Для получения поверхности d=60 используем резец проходной упорный резец по ГОСТ 18878-73.
Для получения угла в  будем использовать проходной упорный резец по ГОСТ 18878-73. будем использовать проходной упорный резец по ГОСТ 18878-73.
Для получения резьбы используем проходной резец для нарезания резьбы по ГОСТ 17933-72.
В качестве основного измерительного инструмента штангенциркуль
ШЦ-1 ГОСТ 166-80.
6. ВЫБОР БАЗ И РАСЧЕТ ПОГРЕШНОСТИ БАЗИРОВАНИЯ
Базирование – это придание заготовке или изделию требуемого положения относительно выбранной системы координат. Базами могут служить плоскости, отверстия, наружные и внутренние диаметры, центральные фаски и даже профильные поверхности, если по отношению к ним следует выдерживать размер, ограниченный допуском.
По назначению базы подразделяются на конструкторские (основные и вспомогательные), технологические и вспомогательные. Конструкторские базы используются для определения положения детали в изделии. Технологические базы используют в процессе изготовления или ремонта для определения положения заготовки или детали при обработке относительно инструмента. Технологическими базами заготовка устанавливается в приспособление станка. Измерительные базы используют при проведении измерений.
Технологические базы подразделяются на черновые и чистовые. Черновые базы (необработанные поверхности) заготовки соприкасаются с установочными элементами приспособления, чистовые базы (обработанные поверхности) служат для установки в приспособление.
При базировании заготовок и деталей необходимо соблюдать основные правила: 1) постоянство баз; 2) единство (совмещение) конструкторских, технологических и измерительных баз.
В качестве черновых баз выбираются поверхности:
-обеспечивающие устойчивое положение заготовки в приспособлении;
-необрабатывающиеся и обрабатывающиеся поверхности с наименьшим припуском, от которых задаются размеры или положение других обрабатываемых поверхностей;
-наиболее чистые и точные;
-используемые только один раз, т.к. после первой операции появляются более чистые и точные поверхности.
В первой технологической операции необходимо обрабатывать поверхности, которые будут основными чистовыми базами. Это позволяет обеспечить принцип единства баз. Для чистовых баз выбирают поверхности, руководствуясь следующими правилами:
-выбранная поверхность должна использоваться на всех технологических операциях, кроме первой;
-при отделочных операциях установка должна производиться на основные базы, чтобы при обработке деталь занимала то же положение, что и при работе в изделии;
-базой должна быть поверхность, от которой размер задаётся с наименьшим допуском.
От способа базирования будут зависеть смещения и погрешности при обработке, а, следовательно, и качество готовой детали.
При консольном закреплении в самоцентрирующих патронах пространственное отклонение заготовки длиной l равно
рк
= Δк
∙
l
,
где Δк
– удельная кривизна заготовок на 1 мм длины, мкм.
По справочным данным [1] для данного случая Δк
= 0,1 мкм/мм. Поэтомурк
= 33·0,0001 = 0,033(мм)
Тогда остаточное пространственное отклонение при соответствующих коэффициентах уточнения формы 0,06 для чернового и 0,04 для чистового точения [1] равно:
- после предварительного обтачивания ~ р1
= 0,06∙33 = 1,98 (мкм);
- после окончательного обтачивания ~ р2
= 0,04∙33= 1,32 (мкм).
Погрешность установки равна
 , ,
где εб
– погрешность базирования, мм;
εз
– погрешность закрепления, мм;
εпр
– погрешность приспособления, мм.
Поскольку конструкторская и технологическая базы не совпадают, то
εб
= 0,37 (допуск на размер Æ60
±0,37
). Используя справочные данные [1], примем εз
= 0,11 мм, εпр
= 0,05 мм. Тогда

| Точение |
необработанная поверхность детали |
| Точение |
обработанная поверхность детали |
| Фрезерование |
обработанная поверхность детали - резьба, с надетым на неё резьбовым кольцом |
7. РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ И ВЫБОР ЗАГОТОВКИ
Припуском называют слой материала, который снимают с заготовки для получения готовой детали.
Назначение рациональных припусков имеет важное технико-экономическое значение.
Завышенный припуск при обработке резанием приводит к росту числа проходов и толщины снимаемой стружки, что соответственно вызывает увеличение усилий резания, увеличивает возможность возникновения значительных деформаций деталей в процессе обработки и уменьшает точность их изготовления, повышает износ инструмента и перерасход электроэнергии.
Заниженный припуск не позволяет удалять дефектный слой материала и получать требуемую точность и шероховатость обрабатываемых поверхностей. Важно не только правильно выбрать припуск, но и добиться постоянства его размеров.
При определении припуска необходимо учитывать конфигурацию и размеры заготовки, назначенные методы обработки, характеристику выбранного оборудования и его фактическое состояние.
Допускаемые отклонения величины припуска на обработку партии деталей определяются допуском на припуск, который представляет собой разность между наибольшим и наименьшим припуском.
Слишком малые допуски усложняют обработку, слишком большие допуски увеличивают припуск на последующие операции.
Допуск на общий припуск является одновременно и допуском на заготовку.
Произведём расчёт для поверхности Æ60±0,37. Все результаты будем заносить в следующую таблицу:
Таблица 6 – Расчёт припусков поверхности Æ60±0,37.
| Технологические переходы обработки поверхности Æ60±0,37. |
Элементы припуска, мкм. |
Расчётный припуск 2Ζmin, мкм. |
Расчётный размер dp, мм. |
Предельный размер, мм. |
Предельное значение припуска, мкм. |
Допуск d, мм. |
| Rz |
T |
r |
e |
dmin |
dmax |
 |
 |
| 1. Заготовка |
150 |
250 |
33 |
– |
– |
62,22 |
62,22 |
63,23 |
– |
– |
1100 |
| 2. Точение черновое |
50 |
50 |
1,98 |
389 |
980 |
61,24 |
61,24 |
62,16 |
980 |
1160 |
920 |
| 3. Точение чистовое |
20 |
25 |
1,32 |
389 |
868 |
60,37 |
59,63 |
60,37 |
1610 |
1790 |
740 |
Значения Rz
и Т определяем по т. 4.3-4.6 [1].
Расчётный минимальный припуск на обработку:

 мм. мм.
 мм. мм.
Далее для конечного перехода в графу “Расчётный размер” записываем наименьший предельный размер детали по чертежу. Для перехода, предшествующего конечному, определяем расчётный размер прибавлением к наименьшему предельному размеру по чертежу расчётного припуска:

 мм. мм.
 мм. мм.
 мм. мм.
Записываем наименьшие предельные размеры по всем технологическим переходам, округляя их до того знака десятичной дроби, с каким дан допуск на размер для каждого перехода.
Определяем наибольшие предельные размеры прибавлением допуска к округлённому наименьшему предельному размеру:
 (15) (15)
 мм. мм.
 мм. мм.
 мм. мм.
Записываем предельные значения припусков как разность наибольших предельных размеров и как разность наименьших предельных размеров предшествующего и выполняемого переходов:

 мм. мм.
 мм. мм.
 мм. мм.
 мм. мм.
Определяем общие припуски, суммируя промежуточные припуски на обработку:  мм. мм.  мм. мм.
Рассчитываем общий номинальный припуск:
 , ,
где Нз
– нижнее отклонение размера заготовки. Из т.3, стр. 120 [3]
Нз
=0,67 мм.
Нд
– нижнее отклонение размера диаметра. По чертежу Нд
=0,37 мм.
  мм. мм.
Рассчитываем номинальный диаметр заготовки:

 мм. мм.
Произведём проверку правильности выполнения расчётов:

 мкм. мкм.
 мкм. мкм.
 мкм. мкм.
 мкм. мкм.
Приведём схему расположения припусков и допусков на обработку поверхности Æ60±0,37:
На остальные обрабатываемые поверхности припуски и допуски назначаем по ГОСТ 7505-74.
Т.к. dmax
моей заготовки по расчетам равен 63,23 мм, то исходя из ГОСТ 7505-74 получаем, что d моей заготовки будет 63мм +0,3;-1,1.
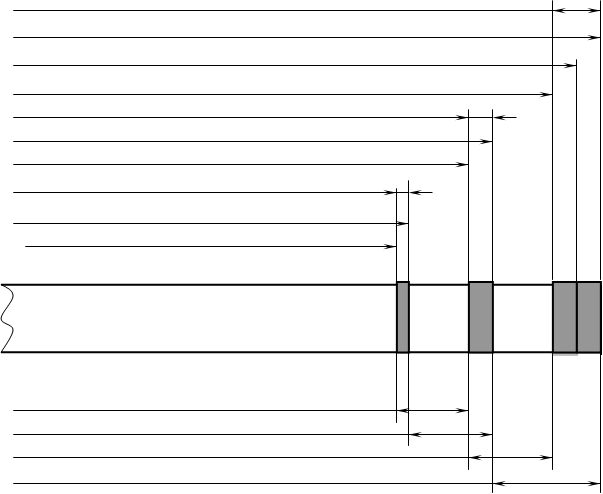 d заготовки – 1100мкм. d заготовки – 1100мкм.
dmax
заготовки – 63,23 мм.
dном
заготовки – 61,78 мм.
dmin
заготовки – 62,22 мм.
d обтачивания чернового – 920 мкм.
dmax
обтачивания чернового – 62,16 мм.
dmin
обтачивания чернового – 61,24 мм.
d обтачивания чистового – 740 мкм.
dmax
обтачивания чистового – 60,37 мм.
dmin
обтачивания чистового – 59,63 мм.
 на обтачивание чистовое – 1610 мкм. на обтачивание чистовое – 1610 мкм.
 на обтачивание чистовое – 1790 мкм. на обтачивание чистовое – 1790 мкм.
на обтачивание черновое – 980 мкм.
на обтачивание черновое – 1160 мкм.
Таблица 7. Припуски и допуски на поверхности детали “пробка”
Размер, мм
|
Припуск, мм
|
Допуск, мм |
| - |
+ |
| 28,5 |
0,26 |
0,26 |
| Æ60 |
0,62 |
0,37 |
0,37 |
| 16 |
0,215 |
0,215 |
| 48 |
0,31 |
0,31 |
| 24 |
0,26 |
0,26 |
| М52*1,5 |
4 |
0,37 |
0,37 |
| Æ30 |
0,28 |
- |
| 34,6 |
2,7 |
0,31 |
0,31 |
| Æ40 |
0,31 |
0,31 |
| R 0,75 |
0,125 |
0,125 |
| Æ49,7 |
5,15 |
0,31 |
0,31 |
| 3,2 |
0,15 |
0,15 |
| 5,2 |
0,15 |
0,15 |
8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Типовой ТП разрабатывается на основе анализа множества действующих и возможных ТП для типовых представителей групп изделий. Он должен быть рациональным в конкретных производственных условиях и обладать единством содержания и последовательности большинства ТО для группы изделий, обладающих общими конструктивными признаками.
Проектирование техпроцессов зависит от типа производства. Для простых деталей разрабатываются подробные маршрутные техпроцессы с указанием содержания операций и переходов, а также выдерживаемых размеров. Типовые техпроцессы обычно оснащаются универсальным станочным оборудованием и стандартной оснасткой. Применяются универсальные и групповые приспособления. В среднесерийном производстве в качестве заготовок широко используются сортовой прокат, штамповки, отливки и другие виды заготовок, применение которых экономически целесообразно. Технологический процесс должен обеспечивать изготовление деталей заданного качества, удовлетворять требованиям высокой производительности обработки, наименьшей себестоимости продукции, безопасности и облегчения условий труда. Свойства деталей формируются поэтапно – от операции к операции, поскольку для каждого способа обработки (точения, шлифования и др.) существуют возможности исправления исходных погрешностей заготовки и получения требуемых точности и качества обработанных поверхностей. Это объясняется прежде всего физической сущностью способа обработки.
Обработка деталей обычно делится на следующие этапы:
- черновая обработка, когда удаляется большая часть припуска, что обусловлено наличием дефектов заготовки;
- чистовая, когда в основном обеспечивается требуемая точность;
- отделочная, когда достигается требуемая шероховатость поверхностей и окончательно обеспечивается точность детали.
Проектируя технологическую операцию, необходимо стремиться к уменьшению ее трудоемкости. Производительность обработки зависит от режимов резания, количества переходов и рабочих ходов, последовательности их выполнения.
Число и последовательность технологических переходов зависят от вида заготовок и точностных требований к готовой детали. Совмещение переходов определяется конструкцией детали, возможностями расположения режущих инструментов на станке и жесткостью заготовки. Переходы, при которых соблюдаются жесткие требования к точности и
шероховатости поверхности, иногда целесообразно выделить в отдельную операцию, применяя одноместную одноинструментальную последовательную обработку.
Форма детали «пробка» является правильной геометрической, является телом вращения.
Значение шероховатостей поверхностей соответствует классам точности их размеров и методам обработки этих поверхностей.
Для изготовления данной детали используются типовые операции:
- подрезка торцов; черновое и чистовое точение; снятие фасок; точение канавки; фрезерование.
Имеется свободный подвод и отвод режущего инструмента к обрабатываемым поверхностям.
8.2 РАЗРАБОТКА МАРШРУТНОЙ И ОПЕРАЦИОННОЙ ТЕХНОЛОГИИ
При разработке технологического процесса следует руководствоваться следующими принципами:
- при обработке заготовок, необработанные поверхности можно использовать в качестве баз для первой операции;
- при обработке у заготовок всех поверхностей в качестве технологических баз для первой операции целесообразно использовать поверхности с наименьшими припусками;
- в первую очередь следует обрабатывать те поверхности, которые являются базовыми в дальнейшей обработке;
- далее выполняют обработку тех поверхностей, при снятии стружки с которых в меньшей степени уменьшается жесткость детали;
- в начале технологического процесса следует осуществлять те операции, в которых велика вероятность получения брака из-за дефекта.
Технологический процесс записывается пооперационно, с перечислением всех переходов.
005 Операция токарная
Оборудование:
токарно-винторезный станок 1А616.
Оснастка
: трехкулачковый самоцентрирующий патрон.
Технологическая база:
необработанная внешняя поверхность заготовки.
Установить заготовку в трехкулачковый самоцентрирующий патрон.
Переход 1:
подрезать торец; RZ
10.
Инструмент:
резец подрезной по ГОСТ 18874-73.
Переход 2:
точить наружную поверхность начерно Æ61,6; RZ
20.
Инструмент:
резец токарный проходной упорный по ГОСТ 18878-73.
010 Операция токарная
Оборудование:
токарно-винторезный станок 1А616.
Оснастка
: трехкулачковый самоцентрирующий патрон.
Переход 1:
обточить наружную поверхность начисто, Æ60±37 мм; RZ
10.
Инструмент:
резец токарный проходной упорный по ГОСТ 18878-73.
Переход 2:
точить начерно наружную поверхность Æ60 на длину 16,2; RZ
20.
Инструмент:
резец проходной отогнутый ГОСТ 188877-73.
015 Операция токарная
Оборудование:
токарно-винторезный станок 1А616.
Оснастка
: трехкулачковый самоцентрирующий патрон.
Переход 1:
точить начисто наружную поверхность Æ60±37 на длину 16±0,22; RZ
10.
Инструмент:
резец проходной отогнутый ГОСТ 188877-73.
Переход 2:
точить начерно внешнюю поверхность Æ35 на длину 16,4; RZ
20.
Инструмент:
проходной упорный резец по ГОСТ 18883-73.
Переход 3:
снять фаску 1,5x300
; RZ
10.
Инструмент:
резец токарный проходной с пластинами из твердого сплава по ГОСТ 18878-73.
020 Операция токарная
Оборудование:
токарно-винторезный станок 1А616.
Оснастка
: трехкулачковый самоцентрирующий патрон.
Переустановить деталь.
Переход 1:
подрезать торец; RZ
10.
Инструмент:
резец подрезной по ГОСТ 18874-73.
Переход 2:
точить внешнюю поверхность Æ52,5 начерно на длину 24; RZ
20.
Инструмент:
резец токарный проходной упорный по ГОСТ 18878-73.
Переход 3:
точить канавку Æ49,7±0,31 на длину 3,2±0,15 ; RZ
10.
Инструмент:
резец канавочный ГОСТ 18873-73.
Переход 4:
точить резьбу М52x1,5 начисто; RZ
10.
Инструмент: проходной резец для нарезания резьбы по ГОСТ 17933-72.
Переход 5:
снять фаску 1,5x450
; RZ
10.
Инструмент:
резец токарный проходной прямой с пластинами из твердого сплава по ГОСТ 188878-73.
025 Операция фрезеровальная:
Оборудование
: горизонтально-фрезерный станок 6Р10.
Оснастка:
делительная головка, резьбовое кольцо.
Технологическая база:
обработанная внешняя поверхность резьбы с надетым на неё резьбовым кольцом.
Установить деталь в делительную головку.
Переход 1:
фрезеровать поверхность до получения шестигранника Æ28,5±0,26; RZ
10.
Инструмент:
упорная фреза, 2 штуки по ГОСТ 2679-73.
030 Операция контрольно – измерительная
Переход 1:
проверить размеры Æ60±0,37; Æ40±0,31;30-0,28
, 16±0,22; 28,5±0,26; М52x1,5±0,37; 48±0,31; 24±0,26; 34,6±0,31; Æ49,7±0,31; 3,2±0,15; 5,2±0,15.
Инструмент:
штангенциркуль.
8.3
РАСЧЁТ И НАЗНАЧЕНИЕ РЕЖИМОВ ОБРАБОТКИ
Основными элементами резания при токарной обработке являются: скорость резания V, подача S и глубина резания t.
Режимы резания при обработке детали рассчитаем расчетным методом.
а) При точении скорость резания рассчитываем по формуле:
 ; ;
где Т - среднее значение стойкости, мин;
(при одноинструментной обработке Т=60 мин)
t - глубина резания;
S – подача;
Cv
= 56; m = 0,125; y =0,66; x=0,25.
Значение величины подачи S берём из т. 11-14 [2].
Значение коэффициентов Cn и показателей степеней выбираем из т. 8
Коэффициент Kn определяется по формуле:

где Km
n
- коэффициент учитывающий влияние материала заготовки;
Kп
n
- коэффициент учитывающий состояние поверхности заготовки;
Ku
n
- коэффициент учитывающий материал инструмента;
Значение коэффициентов Km
n
, Ku
n
и Kп
n
выбираем из т. 1-6 [2].
Km
n
= 0,8; Ku
n
= 1; Kп
n
= 0,8.
Определим число оборотов шпинделя станка.

где V – cкорость резания;
D – диаметр обрабатываемой поверхности;
Определяем основное технологическое время:

где lр.х.
- длина рабочего хода резца, мм;
i - количество проходов, шт.
б) Скорость резания при фрезеровании:
v = Cv
·Kv
·Dq
/(Tm
·tx
·sy
·Bp
·Zp
)
;
где Bp
и Zp
– справочные коэффициенты.
Результаты расчётов по приведенным выше формулам заносим в таблицу 8.
Таблица 8 – Расчет режимов резания.
| Наименование переходов |
Глуби-на реза-ния |
l p.x., мм |
i, шт |
Подача S, мм//об |
V, м//мин |
n пр, об//мин |
То ,мин |
| Подрезка торца |
1 |
30 |
1 |
0,2 |
14,978 |
584,68 |
0,257 |
| Точение черновое |
0,21 |
30 |
1 |
0,3 |
5,868 |
1200,6 |
0,083 |
| Точение чистовое |
0,15 |
30 |
1 |
0,05 |
34,14 |
1702,4 |
0,352 |
| Точение черновое |
3 |
0,6 |
3 |
0,3 |
5,868 |
1200,6 |
0,005 |
| Точение чистовое |
0,1 |
17,3 |
1 |
0,05 |
34,14 |
1702,4 |
0,203 |
| Точение черновое |
2,7 |
3 |
1 |
0,3 |
5,868 |
1200,6 |
0,008 |
| Снятие фаски чистовое |
1 |
1 |
1 |
0,2 |
4,449 |
1472,7 |
0,003 |
| Подрезка торца |
1 |
30 |
1 |
0,2 |
14,978 |
584,68 |
0,257 |
| Точение черновое |
3 |
3 |
1 |
0,3 |
5,868 |
1200,6 |
0,008 |
| Точение канавки чистовое |
- |
1 |
1 |
0,05 |
5,461 |
1702,4 |
0,012 |
| Нанесение резьбы |
- |
21 |
1 |
0,05 |
29,361 |
67 |
6,269 |
| Снятие фаски чистовое |
1,6 |
1 |
1 |
0,2 |
4,449 |
1472,7 |
0,003 |
| Фрезерование |
1 |
17,3 |
1 |
0,04 |
22,9 |
468,2 |
0,924 |
В итоге имеем То
=8,39 мин.
8.4 НОРМИРОВАНИЕ ТЕХОПЕРАЦИЙ
Технические нормы времени в условиях массового и серийного производства устанавливаются расчётно-аналитическим методом. В серийном производстве определяется норма штучно-калькуляционного времени Тш-к
по следующей формуле:
 , ,
где Тп-з
– подготовительно-заключительное время, мин;
n – количество деталей в партии;
Тшт
– норма штучного времени, мин.
Норму штучного времени можно определить по формуле:
 , ,
где То
– основное время, мин.;
Тв
– вспомогательное время, мин.;
Тоб.от
– время на обслуживание рабочего места, на отдых и личные надобности мин..
Вспомогательное время определяется по формуле:
 , ,
где Тус
– время на установку и снятие детали, мин.; Тзо
– время на закрепление и открепление детали, мин.;
Туп
– время на приёмы управления, мин.; Тиз
– время на измерение детали, мин. Время на обслуживание рабочего места, на отдых и личные надобности определяется по формуле:
Операционное время Топ
определяется по формуле:

Далее произведём расчёт для всех технологических операций, используя вышеприведенные формулы, результаты занесем в сводную таблицу 9 технических норм времени по операциям.
Таблица 9 – Сводная таблица технических норм времени по операциям (в минутах):
| Тв |
Топ |
Поб.от |
Тоб+от. |
Тшт |
Тпз |
n |
Тш-к |
| То |
Тус |
Тзо |
Туп |
Тиз |
| Подрезка торца |
0,257 |
0,26 |
0,05 |
0,05 |
0,22 |
0,837 |
6 |
0,050 |
0,887 |
7 |
700000 |
0,887 |
| Точение черновое |
0,083 |
0 |
0 |
0,05 |
0,22 |
0,353 |
6 |
0,021 |
0,374 |
7 |
700000 |
0,374 |
| Точение чистовое |
0,352 |
0,26 |
0,05 |
0,05 |
0,22 |
0,932 |
6 |
0,056 |
0,988 |
7 |
700000 |
0,988 |
| Точение черновое |
0,005 |
0 |
0 |
0,05 |
0,22 |
0,275 |
6 |
0,017 |
0,292 |
7 |
700000 |
0,292 |
| Точение чистовое |
0,203 |
0,26 |
0,26 |
0,05 |
0,22 |
0,993 |
6 |
0,060 |
1,012 |
7 |
700000 |
1,012 |
| Точение черновое |
0,008 |
0 |
0 |
0,05 |
0,22 |
0,278 |
6 |
0,017 |
0,297 |
7 |
700000 |
0,297 |
| Снятие фаски чистовое |
0,003 |
0 |
0 |
0,03 |
0,22 |
0,253 |
6 |
0,015 |
0,303 |
7 |
700000 |
0,303 |
| Подрезка торца |
0,257 |
0,26 |
0,05 |
0,05 |
0,22 |
0,837 |
6 |
0,050 |
0,887 |
7 |
700000 |
0,887 |
| Точение черновое |
0,008 |
0 |
0 |
0,05 |
0,22 |
0,278 |
6 |
0,017 |
0,296 |
7 |
700000 |
0,296 |
| Точение канавки чистовое |
0,012 |
0 |
0 |
0,05 |
0,22 |
0,282 |
6 |
0,017 |
0,334 |
7 |
700000 |
0,334 |
| Нанесение резьбы |
6,269 |
0 |
0 |
0,03 |
0,22 |
6,519 |
6 |
0,391 |
7 |
7 |
700000 |
7,000 |
| Снятие фаски чистовое |
0,003 |
0 |
0 |
0,03 |
0,22 |
0,253 |
6 |
0,015 |
0,273 |
7 |
700000 |
0,273 |
| Фрезерование |
0,924 |
0,26 |
0,05 |
0,15 |
0,22 |
1,604 |
6 |
0,096 |
1,7 |
23 |
70000 |
1,700 |
Найдём общее время на изготовление одной детали (мин.):
Тш-к
=14,52 мин
ЗАКЛЮЧЕНИЕ
В ходе курсового проектирования был разработан оптимальный вариант технологического процесса изготовления детали “пробка”, с учетом технических требований предъявляемых к детали. Все расчеты выполнялись на основании чертежа детали и исходных данных по чистоте обработки, марке материала, а также на основании справочных данных по методике приведенной в рекомендованной для выполнения курсового проекта литературе.
В результате выполнения курсовой работы были закреплены теоретических знаний о типовых технологических процессах и их элементов, а также практические навыки оформления основной технологической документации. Таким образом, были успешно выполнены все поставленные цели и задачи.
ЛИТЕРАТУРА
1. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения: Учеб. Пособие для машиностроит. спец. вузов. – 4-е изд., перераб. и доп. – Мн.: Выш. Школа, 1983. – 256 с.
2.Справочник технолога-машиностроителя. В 2-х т. Т. 1 / Под ред. А. Г. Косиловой и Р. К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 656 с.
3.Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А. Г. Косиловой и Р. К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 496 с.
4. Грозберг Ю. Г. Методические указания к курсовому проектированию по дисциплине “Материалы конструкций и технология деталей РЭС” для студентов специальности 2303, 1990. – 22 с.
5. Дриц М. Е., Москалёв М. А. Технология конструкционных материалов и материаловедение: Учеб. для вузов. – М.: Высш. шк., 1990. – 447 с.
|
