Аннотация
В дипломном проекте разработан технологический процесс на механическую обработку детали «Вал первичный» с годовой программой выпуска 800 комплектов в год.
Дана характеристика конструктивной и технологической особенности детали.
Произведен выбор метода получения заготовки, последовательность обработки, технологическое оборудование, обеспечивающие минимальную трудоемкость и себестоимость изготавливаемой детали при достижении заданного качества.
Исходя из этого, рассчитаны припуски и режимы резания с нормированием операций для условий серийного производства.
Разработана конструкция приспособления для обработки детали.
Дан анализ экологического состояния предприятия и мероприятий по охране труда.
Проанализирована при помощи экономических расчетов реальность и актуальность внедрения данных технологий на базовом предприятии.
Содержание
АННОТАЦИЯ
Введение
1. Исходная информация для разработки дипломного проекта
2. Общие положения
2.1 Служебное назначение объекта производства
2.2 Определение типа производства
3. Технологический процесс сборки изделия
3.1 Служебное назначение изделия
3.2 Анализ технологичности конструкции изделия
3.3 Разработка технологического процесса сборки
3.4 Разработка схемы сборки. Выбор вида и формы организации сборки
4. Технологический процесс изготовления выбранной детали
4.1 Служебное назначение детали
4.2 Анализ технологичности конструкции детали
4.3 Выбор и обоснование метода получения заготовки. Предварительная технико-экономическая оценка выбора заготовки по минимуму приведённых затрат
4.4 Выбор и обоснование методов обработки поверхностей деталей
4.5 Выбор и обоснование технологических баз. Предварительная разработка маршрутного технологического процесса изготовления детали
4.6 Предварительный выбор оборудования
4.7 Размерный анализ различных вариантов технологического процесса
4.8 Расчёт припусков
4.9 Разработка технологических операций и операционной технологии. Выбор оборудования
4.10 Расчёт режимов резания
4.11 Нормирование операций технологического процесса. Расчёт загрузки оборудования
4.12 Разработка управляющих программ для станков с ЧПУ
5. Расчёт и проектирование специальной технологической оснастки
Реклама

5.1 Расчёт и проектирование специального приспособления
6. Охрана труда и техника безопасности
7. Технико–экономическое обоснование проекта
Заключение
Список используемых источников
ВВЕДЕНИЕ
Ведущее место в росте экономики любой страны принадлежит отраслям машиностроения. Одной из главной является станкостроение, потому, что от уровня его развития зависит развитие всей машиностроительной промышленности.
Под технологией машиностроенияследует понимать научную дисциплину, изучающую преимущественно процессы механической обработки деталей и сборки машин, попутно затрагивающую вопросы выбора заготовок и методы их изготовления.
Проектирование технологических процессов изготовления деталей машин имеет цель установить наиболее рациональное и экономный способ обработки, при этом обработка деталей на металлорежущих станках должна обеспечивать выполнение требований, предъявляемых к точности и чистоте обрабатываемых поверхностей, правильности контуров, форм и т.д.
Таким образом, спроектированный технологический процесс механической обработки деталей должен, при его осуществлении обеспечивает выполнение требований, обуславливающих нормальную работу собранной машины.
Для металлорежущего оборудования, выпускаемого в настоящее время, характерно быстрое расширение сферы применения ЧПУ с использованием микро процессорной техники. Особое значение приобретает создание гибких производственных модулей, благодаря которым, без участия оператора, можно управлять технологическими процессами.
На данном этапе развития машиностроения при проектировании технологических процессов стремятся к возможно полной механизации и автоматизации, применению малоотходных способов получения заготовок механической обработки без снятия слоя металла, уменьшению трудоемкости изготовления деталей.
Вал, является распространенной и достаточно ответственной деталью машин и механизмов. Высокие требования, предъявляемые по изготовлению валов: по точности, по прочности и по эксплуатационным данным требует серьезной комплексной проработки на всех стадиях процесса производства.
Экономия материала достигается применением эффективного метода получения заготовки, такого как: штамповка на ГКМ.
На основании этого принципа был разработан данный технологический процесс.
1.
ИСХОДНАЯ ИНФОРМАЦИЯ ДЛЯ РАЗРАБОТКИ ДИПЛОМНОГО ПРОЕКТА
Базовая информация включает:
- Годовая программа выпуска продукции вал первичный
Реклама

- Сборочный чертёж вал первичный;
- Технические требования и нормы точности, предъявляемые к валу;
- Квалитет точности и шероховатость поверхностей.
Исходная информация для разработки курсового проекта делиться на три вида: базовую, руководящую и справочную.
На чертеже должны указаны материал и его твердость; конфигурация и габаритные размеры вала; требования к точности обработки каждой поверхности (точности выполняемых размеров, взаимному расположению поверхностей и параметры шероховатости);
Руководящая информация включает данные, содержащиеся в:
- техническом задании на разработку технологического процесса;
- стандартах всех категорий на технологические процессы и методы управления ими, оборудование и оснастку;
- документации на единичные технологические процессы изготовления аналогичных деталей;
- документации на технологические процессы;
Справочная информация включает данные, содержащиесяв:
- технологической документации производства;
- описаниях методов обработки;
2.
ОБЩИЕ ПОЛОЖЕНИЯ
2.1 Служебное назначение объекта производства
Назначение коробки передач - изменять силу тяги, скорость и направление движения. У двигателей с уменьшением частоты вращения коленчатого вала крутящий момент незначительно возрастает, достигает максимального значения и при дальнейшем снижении частоты вращения также уменьшается. Однако при движении на подъемах, по плохим дорогам, при трогании с места и быстром разгоне необходимо увеличение крутящего момента, передаваемого от двигателя к ведущим колесам. Для этой цели и служит коробка передач, в которую входит также передача, позволяющая двигаться задним ходом. Кроме того, коробка передач обеспечивает разъединение двигателя с трансмиссией.
Ступенчатая коробка передач состоит из набора зубчатых колес, которые входят в зацепление в различных сочетаниях, образуя несколько передач или ступеней с различными передаточными числами. Коробка передач должна работать бесшумно, с минимальным износом.
Чтобы привести вал во вращательное движение, на поверхность насаживается шкив, который должен быть соединен с электродвигателем. Он фиксируется контрольной шайбой со стороны паза, чтобы не было самооткручивания.
«Вал первичный» предназначена для передачи крутящего момента на блок зубчатых колес, и воспринимающая изгибающие нагрузки. Эта деталь может применяться в механических передачах, различных узлах машин для поддерживания вращающихся элементов передач – шкивов, звездочек, зубчатых и червячных передачах.
2.2 Определение типа производства
Определяем тип производства, в зависимости от габаритов, массы (веса) и размера годовой программы выпуска изделий, из этих данных необходимо установить тип производства:
Единичное – определяется выпуском деталей (продукции) в малом количестве.
Серийное – производство характеризуется ограниченным выпуском продукции, но большими сериями. Серийное производство подразделяется на крупносерийное и мелкосерийное.
Крупносерийное – относительно постоянный выпуск продукции большими сериями, либо изготовлением изделий, производство которых часто повторяется. По характеру ближе остальных к массовому. При выборе технологического оборудования специального и специализированного, дорогостоящего приспособления или вспомогательного приспособления и инструмента необходимо производить расчёт затрат и сроков окупаемости, а также ожидаемый экономический эффект от использования оборудования и технологического оснащения.
Мелкосерийное – широкая номенклатура, большой размер серии, редкая периодичность выпуска. По характеру близко к единичному.
Массовое – характеризуется выпуском одной и той же продукции как правило длительное время (годами).
Согласно массе детали 10 (кг), и годовой программе 800 шт. в год, тип производства – серийное.
Таблица 1 - Определение типа производства
Масса детали,
кг.
|
Тип производства |
| Единичное |
Мелко-
серийное
|
Серийное |
Крупно-
серийное
|
Массовое |
| < 1,0 |
< 10 |
10 – 2000 |
1500 - 100000 |
75000 - 200000 |
200000 |
| 1,0 – 2,5 |
< 10 |
10 – 1000 |
1000 – 5000 |
50000 – 100000 |
100000 |
| 2,5 – 5,0 |
< 10 |
10 – 500 |
500 – 35000 |
35000 – 75000 |
75000 |
| 5,0 - 10 |
< 10 |
10 – 300 |
300 – 25000 |
25000 – 50000 |
50000 |
| > 10 |
< 10 |
10 – 200 |
200 – 10000 |
10000 – 25000 |
25000 |
3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ ИЗДЕЛИЯ
Сборка является одним из заключительных этапов изготовления машины, в котором проявляются результаты всей предшествующей работы, проделанной конструкторами и технологами по созданию машины. Качество машины и трудоемкость сборки во многом зависит от того, как понято конструктором и воплощено в конструкции служебное назначение машины, как установлены нормы точности, насколько удачно выбраны методы достижения требуемой точности машины и как эти методы реализуются в технологии изготовления машины. Технологические процессы изготовления деталей часто оказываются подчиненными технологии сборки машины. Поэтому вначале разрабатывается технология сборки. Этому должны предшествовать изучение служебного назначения машины и анализ соответствия ему технических требований и норм точности.
3.1 Анализ соответствия технических требований и норм точности служебному назначению изделия
Технические требования и нормы точности вытекают из служебного назначения машины и являются результатом преобразования качественных и количественных показателей служебного назначения машины в показатели размерных связей ее исполнительных поверхностей. Рассмотрим установление связей между показателями служебного назначения и техническими требованиями коробки передач.
Ступенчатая коробка передач состоит из набора зубчатых колес, которые входят в зацепление в различных сочетаниях, образуя несколько передач или ступеней с различными передаточными числами. При монтаже напрессовку подшипников производить безударным способом.
Фиксатор должен четко фиксировать муфту синхронизатора. Осевое перемещение втулок не допускается. Трущиеся поверхности смазать.
Коробка передач должна работать бесшумно, с минимальным износом.
Сорта масла для смазывания элементов коробки передач участвующих в работе можно обосновать тем, что для нормальной безотказной работы коробки передач и обеспечения хорошего смазывания подшипников и трущихся поверхностей предпочтительно использовать индустриальное масло И – 12А ГОСТ 20799 – 75.
Обеспечение требуемых допусков перекоса, параллельности и соостности валов в требуемых пределах, очень важно для правильной и долгосрочной работы коробки передач. Так как валы коробки передач являются базовыми деталями отдельных его узлов, то при их изготовлении должно учитываться то, что на поверхностях вала не допускаются трещины, плены, забоины, вмятины, закаты, волосовины и расслоение металла иначе велика вероятность возникновения дисбаланса.
Проведённый анализ говорит о том, что требования, предъявляемые к конструкции и силовым параметрам коробки передач полностью соответствуют условиям работы для которых она предназначена.
3.2 Анализ технологичности конструкции изделия
Конструкция сборочной единицы, в нашем случае вал первичный в сборе является технологичной, если она соответствует требованиям изготовления, эксплуатации и ремонта наиболее производительными и экономичными способами при заданных условиях производства. Степень этого соответствия выясняем путём анализа технологичности конструкции вала первичного в сборе, которую целесообразно проводить следующим образом, оценив следующие параметры.
- Оценка размеров, массы сборочной единицы. Оценка принципиальной возможность собираемости.
Исходя из того что масса вала первичного в сборе 38 кг и тип производства – серийный N = 800 шт./год, сборку всех узлов и самого вала первичного в целом целесообразно производить стационарно (конструкция технологична).
- Оценка необходимости одновременного ориентирования, присоединения и закрепления большого количества деталей в процессе сборки.
В процессе сборки вала первичного имеется необходимость одновременного ориентирования промежуточных элементов зацепления – роликов во впадинах зубчато-роликового колеса при помощи хомута для последующей установки. Последующая сборка осуществляется с последовательным присоединением отдельных деталей и узлов, что исключает необходимость применения для этого механизированных систем (конструкция технологична).
- Оценка возможности уменьшения количества деталей в сборочной единице.
Уменьшение количества деталей в сборочной единице, путём объединения нескольких простых деталей в одну более сложную не имеет необходимости, так как это приведёт к усложнению конструкции деталей, у которых имеется эта возможность, а так же к повышению неудобства общей сборки вала первичного при данных условиях серийности производства (конструкция технологична).
- Оценка наличия труднодоступных, неудобных мест для сборки, регулировки, измерения.
Конструкция вала первичного обеспечивает минимальное количество труднодоступных мест для сборки, а так же не требует использования специального инструмента (конструкция технологична).
- Оценка наличия и обоснования специальных требований к сборочной единице (по массе, шуму, вибрации,).
В целях обеспечения промышленной применимости данного вала первичного в сборе, его конструкция требует проведения испытаний и технологического контроля чтобы исключить превышение требований по шуму и вибрации.
Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной.
3.3 Разработка технологического процесса сборки
Таблица 2 - Технологический маршрут сборки
| № операции |
Содержание перехода |
| 1. |
На вал 1 установить стакан 17 |
| 2. |
Напрессовываем на вал 1 подшипник 20 безударным способом так, чтобы подшипник встал в стакан 17. |
| 3. |
На втулку 4 насаживаем зубчатое колесо 3, предварительно запрессовав в него 2 подшипника 7. Между подшипниками 7 устанавливается кольцо 2.
На втулку 4 одевается втулка 10. Далее устанавливается синхронизатор 9.
На втулку 4 одевается втулка 10.
На втулку 4 насаживаем зубчатое колесо 19.Запрессовываем в зубчатое колесо 19 2подшипника 7 между которыми устанавливается кольцо 2.
|
| 4. |
На вал 1 установить кольцо 8. |
| 5. |
На втулку 4 насаживаем зубчатое колесо 3, предварительно запрессовав в него 2 подшипника 7. Между подшипниками 7 устанавливается кольцо 2.
На втулку 4 одевается втулка 10. Далее устанавливается синхронизатор 9.
На втулку 4 одевается втулка 10.
На втулку 4 насаживаем зубчатое колесо 19.Запрессовываем в зубчатое колесо 19 2подшипника 7 между которыми устанавливается кольцо 2.
|
| 7. |
На вал 1 установить кольцо 12. |
| 8. |
Напрессовываем на вал 1 подшипник 21 безударным способом так, чтобы подшипник встал в стакан 13 и устанавливается стопорное кольцо 14. |
| 9. |
На вал 1 одевается шайба 15 и затягивается гайка 16 (Мкр = 300 + 5Н/м). Концы лепестков шайбы 15 отогнуть. |
3.4 Разработка схемы сборки. Выбор вида и формы организации сборки
В данном случае применяем стационарный вид сборки, так как сборка вала первичного и его составных частей осуществляется на одной позиции, к которым подаются детали.
Метод сборки применяем ручной.

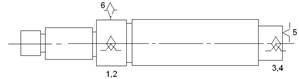
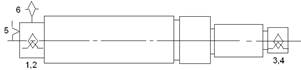
Рисунок 1 - Общая схема сборки вала первичного

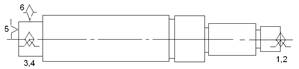
Рисунок 2 - Схема сборки узла 1

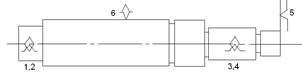
Рисунок 3 - Схема сборки узла 2
4.ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДЕТАЛИ
4.1 Служебное назначение детали
Деталь “Первичный вал” - является составной частью коробки передач.
Деталь представляет собой вал со шлицевыми, зубчатыми и резьбовыми поверхностями, помимо этого с одного из торцов детали имеются глухие отверстия. Первичный вал служит для переключения скоростей в коробке передач и передачи вращения непосредственно на другие исполнительные органы узла (в данном случае через шестерни которые находится в зацеплении с вторичным валом). Наружными посадочными поверхностями вал устанавливается в корпус коробки передач через подшипники качения, которые в свою очередь запрессовываются непосредственно в посадочные гнезда данного узла.
Шпоночные пазы служат для крепления.
Для изготовления данной детали выбираем углеродистую качественную конструкционную сталь марки Сталь 45 ГОСТ 1050-88.
Таблица 3 - Химический состав стали 45 по ГОСТу 1050 – 88. ([9], стр. 102)
| Марка стали |
Массовая доля элементов |
| Углерода |
Кремния |
Марганца |
Хрома не более |
Никель |
Другие элементы |
| 45 |
0,42 – 0,50% |
0,17 – 0,37% |
0,50 – 0,80% |
0,25% |
- |
- |
Механические свойства стали 45 ГОСТ 1050 – 88 ([9], стр. 106).
Таблица 4
δт
кг/мм2
|
δср
кг/мм2
|
δв
%
|
Ψ
%
|
αн
кг/мм2
|
НВ не более |
| Не более |
Горячекатаная |
Отожженная |
| 36 |
61 |
16 |
40 |
5 |
241 |
197 |
Эта сталь применяется при изготовлении деталей, работающих при больших скоростях, средних и высоких давлениях, при наличии ударных нагрузок. Также эта сталь удовлетворяет требованиям высокой поверхностной прочности и износоустойчивости.
Обладает следующими механическими свойствами: ударная вязкость
αн
= 59 кг см/см2
, относительное удлинение ψ = 45%, Твердость по Бринеллю НВ 187÷229.
4.2 Анализ технологичности конструкции детали
Технологичность конструкции детали рассматривается как совокупность свойств конструкции детали, определяющих её приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ.
Объект производства анализируется по пяти признакам: обрабатываемости материала (Кто
), рациональности формы детали с точки зрения механической обработки (КТ
ф), наличию у детали поверхностей, которые удобно использовать в качестве технологических баз (Ктб
), соответствие точности размеров и шероховатости поверхностей, принятых за измерительные базы (Ктш
).
Анализ технических требований, условий и норм точности на изготовление детали.
Достоинства:
1. Деталь является телом вращения и не имеет труднодоступных мест и поверхностей для обработки;
2. Перепады диаметров в большинстве поверхностей малы, что позволяет получить заготовку близкую к форме готовой детали;
3. Симметрична относительно оси;
4. Деталь позволяет вести обработку нескольких поверхностей за один установ (на многорезцовых станках и станках с ЧПУ);
5. Конструкция детали обеспечивает свободный подвод и отвод инструмента и СОЖ в зону резания и из нее, и отвод стружки;
6. Деталь имеет надежные установочные базы, т.е. соблюдается принцип постоянства и совмещения баз;
7. Конструкция детали достаточно жесткая;
8. Допуски на размеры точных поверхностей не усложняют технологию производства.
Недостатки:
1. Деталь имеет глухие отверстия и резьбовые поверхности;
Вывод:
Данная конструкция детали является технологичной, т.к. удовлетворяет большинству технологических требований.
При выборе методов обработки поверхностей следует учитывать, что они должны обеспечивать:
- Заданную точность обработки.
- Заданную высоту микронеровностей обрабатываемых поверхностей.
- Необходимую производительность обработки.
Принимая во внимание вышеперечисленные факторы, выберем методы обработки основных поверхностей.
Таблица 5
| № Поверхности |
Виды обработки |
| 1 |
Фрезеровать, сверлить, токарная. |
| 2 |
Токарная черновая, токарная чистовая, горизонтально фрезерная, резьбонарезная,. |
| 3 |
Токарная чистовая. |
| 4 |
Токарная черновая, токарная чистовая, шлицефрезерная, шлифовальная. |
| 5 |
Токарная чистовая. |
| 6 |
Токарная чистовая. |
| 7 |
Токарная черновая, токарная чистовая, шлицефрезерная |
| 8 |
Токарная черновая, токарная чистовая, шлицефрезерная, горизонтально фрезерная, шлифовальная. |
4.3 Выбор и обоснование метода получения заготовки. Предварительная технико-экономическая оценка выбора заготовки по минимуму приведённых затрат
Метод выполнения заготовок для деталей машин определяется назначением и конструкцией деталей, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления.
Выбрать заготовку значить установить способ ее получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на неточность изготовления.
Для рационального выбора заготовки необходимо одновременно учитывать все вышеперечисленные исходные данные, так как между ними существует тесная взаимосвязь.
Окончательное решение можно принять только после экономического комплексного расчёта себестоимости заготовки и механической обработки в целом.
Определяем массу детали и заготовки:
V = πr2
· H; V = (π(D2
– d2
) · H) / 4
V1
=3,14 · 22,52
· 90 = 143066,2 мм;
V2
=3,14 · 27,52
· 107,5 = 255272,2 мм;
V3
=3,14 · 32,52
· 280 = 928655 мм;
V4
=(3,14(652
– 422
) · 65,5) / 4 = 126538,46 мм;
V5
=(3,14(552
– 422
) · 52,5) / 4 = 51969 мм;
V = V1
+ V2
+ V3
+ V4
+ V5
V=143066,2 + 255272,2 + 928655 + 126538,46 + 51969=1305500,91 мм
mд
V · γ (кг)
γ = 8,0 н/см3
mд
=1305500,91·8=10014007,28 см3
или 10кг
mз
=1,37 · mд
= 1,37 · 10=13,7 кг.
Заготовка штамповка на ГКМ
Область применения этого метода серийное и массовое производство.
Штамповка на кривошипных прессах в 2…3 раза производительнее по сравнению с штамповкой на молотах, припуски и допуски уменьшаются на
20-35% расход материала снижается на 10-15%. Заготовки для деталей типа стержня с утолщением, колец, втулок, деталей со сквозными· и глухими отверстиями, целесообразно получать на горизонтально-ковочных машинах (ГКМ).
Себестоимость заготовки из штамповки:
Ѕз
= [(Ci
/ 1000) · mз
·Кт
· Кс
· Кв
· Км
· Кп
] – ( mз
– mд
) · Ѕотд
/ 1000 ([10], стр. 31),
где Ci
– базовая стоимость одной тонны заготовок, руб.;
Кт
, Кс
, Кв
, Км
, Кп
– коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала, и объёма производства;
mз
– масса заготовки, кг;
mд
– масса детали, кг;
Ѕотд
– цена одной тонны отходов в руб.
Ѕз
= [(1500 / 1000) · 13,7 · 1 · 1 · 0,8 · 1 · 1] – (13,7 – 10) · 23 / 1000 = 1,5589*, р/шт
*– по ценам 1985года.
Прокат может применяться в качестве заготовки для непосредственного изготовления деталей либо в качестве исходной заготовки при пластическом формообразовании.
Специальный прокат применяется в условиях массового или крупно серийного производства, что в значительной степени снижает припуски и объём механической обработки.
Ѕз
= М + ∑Со.з
([10], стр. 32),
где М – затраты на материал заготовки, руб.;
∑Со.з
–технологическая себестоимость операции правки, колибрования прутков, разрезка их на штучные заготовки.
∑Со.з
= (Сп.з
· Т шк.
) / (60 · 100) ([10], стр. 32),
где Сп.з
– приведённые затраты на рабочем месте коп/час;
Тшк
– штучное или штучно – калькуляционное время выполнения заготовительной операции
Со.з
= (250 · 240.
) / (60 · 100) = 10
М = [mз
· Ѕ – ( mз
– mд
)] · Ѕотд
/ 1000 ([10], стр. 33),
где mз
– масса заготовки, кг;
mд
– масса детали, кг;
Ѕ – цена 1кг материла заготовки отходов, руб.;
Ѕотд
– цена 1тонны отходов, руб.
М = [13,7 · 150 – ( 13,7 – 10 )] · 23 / 1000 = 47,18
Ѕзаг2
= 47,18 + 10 = 57,18
Эз
= ( Ѕзаг2
– Ѕзаг1
) · N ([10], стр. 33)
Эз
= ( Ѕзаг2
– Ѕзаг1
) · 800 = (57,18 – 1,55) · 800 = 44504
При сравнении себестоимости изготовления заготовки было выявлено два вида получения заготовок: 1) штамповка; 2) прокат.
В связи с проведёнными расчётами видно, что целесообразней и значительно дешевле принять получения заготовки на ГКМ.
Технические требования на заготовку:
1. Неуказанные закругления R2;
2. Смещение по линии разъема не более 0,8 мм;
3. Заусенец не более 0,5 мм;
4. Внешние дефекты (забоины, вмятины) глубиной не более 0,5 мм;
5. Кривизна стержня не более 0,8 мм;
6. Очистка поверхности производится механическим способом
7. Нормализовать НВ 170...217 МПа
4.4 Выбор методов обработки поверхностей деталей
Таблица 6
№
повер.
|
Размер, мм |
Шероховатость |
Операция
|
Первый вариант
|
Второй вариант
|
| 1 |
Ø18+0,84 |
Rz= 40 |
Центровальная |
Однократное сверление |
| 3 |
Ø55,5 -0,08 |
Rz= 40 |
Токарная |
1) Черновое точение |
2) Чистовое точение |
| 5 |
10+0,35 |
Rz= 80 |
Горизонтально - фрезерная |
1) Черновое фрезерование |
2) Чистовое фрезерование |
| 6 |
Ø46,6-0,34 |
Rz= 20 |
Шлицефрезерная |
| 4 |
Ø55 +0,03 |
Rz= 20 |
Шлифовальная |
Шлифование |
| 2 |
Ø30+0,2 |
Rz= 20 |
Резьбофрезерная |
4.5 Выбор и обоснование технологических баз. Предварительная разработка маршрутного технологического процесса изготовления детали
В технологическом отношении детали, имеющие несколько основных и вспомогательных поверхностей обработки, должны быть изготовлены с минимальными затратами времени, с использованием прогрессивных методов изготовления заготовок, с правильным выбором баз, соблюдая принцип единства и совмещения баз.
При построении маршрута обработки следует соблюдать принцип постоянства баз; на всех основных технологических операциях использовать в качестве технологических баз одни и те же поверхности заготовки.
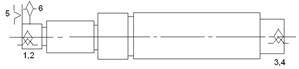
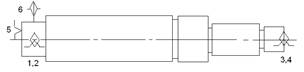
При разработке технологического маршрута используем типовые Т.П. На первоначальной операции 015 базами служат: наружные диаметры 61,4 и 71,4 установленные на призмах. Эти поверхности служат условными черновыми базами. Выполнение в 005 операции – центрование торца на диаметр 6,3 на в размер 15 ±0,3 служат базами для следующих операций. В этом случае соблюдается принцип постоянства баз, а принцип единства нарушается.
Исходя из материала, конфигурации, требуемой точности и чистоты обработки, а также программы и выбранного типа производства принимаем следующую последовательность обработки.
Таблица 7 - Маршрут обработки
| № опер. |
Наименование операции |
Базовые поверхности |
| 005 |
Центровальная |
 |
| 010 |
Токарно-гидрокопировальная |
 |
| 015 |
Токарная с ЧПУ |
| 035 |
Горизонтально-фрезерная |
 |
| 030 |
Шлицефрезерная |
 |
| 040 |
Слесарная |
| 045 |
Промывка |
| 055 |
Термическая обработка |
| 060 |
Операционный контроль |
| 070 |
Круглошлифовальная |
 |
| 095 |
Резьбофрезерная |
 |
| 100 |
Промывка |
| 110 |
Приёмочный контроль |
4.6 Предварительный выбор оборудования
Выбор технологического оборудования для проектируемого процесса производится уже после того, как каждая операция предварительно разработана.
Выбор технологического оборудования при изготовлении данной детали по составленному технологическому процессу будем вести исходя из типа производства (п. 3 настоящей пояснительной записки), конфигурация детали, сложности выполнения операций.
Необходимо также учитывать расчетные режимы обработки поверхностей детали и их возможность получения на выбранном оборудовании.
Следует стремиться к уменьшению доли вспомогательного времени и при возможности сокращать основное, применяя например, многоинсрументальную обработку. Использование принципа концентрации операций, т.е. сосредоточения возможно большего числа однотипных видов обработки на одном рабочем месте, также ведет к повышению производительности.
Выбор оборудования производится в соответствии с намеченным планом операции механической обработки, исходя из габаритных размеров обрабатываемой детали.
Выбранный станок должен обеспечивать выполнение технических требований, предъявляемых точностей изготовления деталей.
Мощность, жесткость и кинематические возможности должны позволять вести обработку на оптимальных режимах с наименьшей затратой времени и себестоимости.
В данном случае мы имеем дело с среднесерийном производством, что в совокупности с простой конфигурацией детали позволяет широко использовать полуавтоматы и универсальные станки.
Центровое отверстие выполняется на центровальном станке 2912.
При обтачивании наружных поверхностей по контуру используются токарно-гидрокопировальный станок ЕМ-400, токарный станок 16К20 с ЧПУ, токарно-винторезный станок 16К20. Для выполнения остальных операций (фрезерование, шлифование, резьбонарезание) используются универсальные станки моделей 6М82Г, 5350, 3А151 и т.д.
Ниже приведены технические характеристики выбранных станков.
Таблица 8 - Техническая характеристика станка мод. 6М82Г
| Расстояние от оси или торца шпинделя до стола, мм |
30-450 |
| Расстояние от вертикальных направляющих до середины стола, мм |
220-480 |
| Расстояние от оси шпинделя до хобота, мм |
155 |
| Размеры рабочего стола, мм |
1250×320 |
| Наибольшее перемещение, мм |
продольное |
700 |
| поперечное |
240 |
| вертикальное |
420 |
| Число ступеней подач |
18 |
| Подача стола, мм/мин |
продольная |
25-1250 |
| поперечная |
25-1250 |
| вертикальная |
8,3-416,6 |
| Диаметр отверстия шпинделя, мм |
29 |
| Конус Морзе шпинделя |
№ 3 |
| Размер оправок для инструмента, мм |
32; 40 |
| Количество скоростей шпинделя |
18 |
| Пределы чисел оборотов шпинделя в минуту |
31,5-1600 |
| Мощность электродвигателя, кВт |
главного движения |
7,5 |
| подачи стола |
1,5 |
| Габариты станка, мм |
2100×2440 |
| Категория ремонтной сложности |
23 |
Таблица 9 - Техническая характеристика станка мод. 5350
| Наибольший обрабатываемый диаметр, мм |
500 |
| Высота центров, мм |
250 |
| Расстояние между центрами, мм |
750 |
| Наибольший нарезаемый модуль, мм |
6 |
| Наибольший диаметр фрезы, мм |
150 |
| Расстояние между осями шпинделя, изделия и фрезы, мм |
40-140 |
| Наибольшая длина фрезерования, мм |
675 |
| Число нарезаемых зубьев |
4-20 |
| Пределы чисел оборотов шпинделя фрезы в минуту |
80-250 |
| Количество ступеней чисел оборотов шпинделя фрезы |
6 |
| Пределы подач, мм/об |
0,63-5 |
| Число ступеней подач |
10 |
| Диаметр отверстия шпинделя, мм |
106 |
| Диаметр оправки фрезы, мм |
27; 32; 40 |
| Скорость обратного хода каретки, мм/мин |
1,92 |
| Мощность электродвигателя привода червячной фрезы, кВт |
7,5 |
| Габариты станка, мм |
длина |
2330 |
| ширина |
1500 |
| Категория ремонтной сложности |
15 |
Таблица 10 - Техническая характеристика станка мод. 3А151
| Наибольшие размеры обрабатываемой заготовки, мм |
диаметр |
200 |
| длина |
750 |
| Конус Морзе передней бабки |
№ 4 |
| Диаметр шлифовального круга, мм |
450; 600 |
| Число оборотов шпинделя шлифовальной бабки в минуту |
1080; 1240 |
| Скорость перемещения стола (регулирование бесступенчатое), мм/мин |
0,1-6 |
| Угол поворота стола, град |
+3; -10 |
| Наибольшее поперечное перемещение шлифовальной бабки, мм |
200 |
| Поперечная подача шлифовальной бабки на один ход стола, мм/мин |
регулировка бесступенчатая |
| Пределы чисел оборотов поводкового патрона в минуту |
63-400 |
| Мощность электродвигателя, кВт |
7,5 |
| Габариты станка, мм |
3100×2100 |
| Категория ремонтной сложности |
38 |
Оценка возможности использования режущего инструмента для детали «Вал первичный» рассмотрен в таблице 10.
Таблица 11 - Оценка возможности использования режущего инструмента
| № операции |
Наименование инструмента |
Кт.с.
|
| 1 |
2 |
3 |
| 005 |
Сверло Т15К6 ГОСТ 14952-75 |
1,0 |
| 010 |
Резец Т5К10 ГОСТ 18868-73 |
1,0 |
| 015 |
Резец Т5К10 ГОСТ 18868-73 |
1,0 |
| 020 |
Резец Т15К6 ГОСТ 18878-73 |
0,85 |
| 025 |
Фреза Т15К6 ГОСТ 1092-69 |
1,0 |
| 030 |
Фреза Р6М5 ГОСТ 17026-71 |
1,0 |
| 035 |
Фреза Р6М5 ГОСТ 17026-71 |
1,0 |
| 070 |
Круг шлифовальный 25А
ГОСТ 2424-83
|
1,0 |
| 085 |
Фреза гребенчатая Р6М5
ГОСТ 1336-77
|
1,0 |
| 090 |
Фреза гребенчатая Р6М5
ГОСТ 1336-77
|
1,0 |
| ∑10 |
∑9,85 |
Оценка возможности использования режущего инструмента определяем по формуле (7):
4.7 Размерный анализ различных вариантов технологического процесса
Список размерных цепей
81 – 80 – 100 - 81.
82 – 81 – 100 – 82.
10 - 11 – 100 – 10.
31 – 32 – 11 – 100 – 10 – 31.
61 – 62 – 11 – 100 – 10 – 61.
32 – 33 – 82 – 100 – 11 – 32.
62 – 63 – 82 – 100 – 11 – 62.
63 – 64 – 71 – 63.
51 – 52 – 64 – 71 – 63 – 82 – 100 – 11 – 32 – 51.
83 – 82 – 63 – 71 – 64 – 83.
41 – 64 – 71 – 63 – 41.
83 – 100 – 82 – 63 – 71 – 64 – 83.
83 – 91 – 82 – 63 – 71 – 64 – 83.
33 – 100 – 82 – 33.
Размерная информация:
Количество звеньев 43
Список звеньев размерной цепи.
Звено представляется в виде:
(номер группы) (1-я точка) (2-я точка) (параметры)
Параметры зависят от номера группы, для звеньев групп
2,3 – (мин. размер) (макс. размер)
6-й - (верхнее отклонение) (нижнее отклонение)
8,9-й – (номинальный размер) (верхнее отклонение) (нижнее отклонение)
6 10 100 2.0
6 80 100 1.2 - 1.2
6 10 31 2.0
6 10 61 3.0
2 81 80 0.5 4
6 81 100 0.5 – 0.5
2 82 81 0.5 4
6 82 100 0.74 0
6 82 91 0.3 – 0.3
2 10 11 0.5 5
2 31 32 0.5 8
6 11 32 0.125 – 0.125
2 61 62 0.5 8
6 11 62 0.2 – 0.2
8 11 100 630 0 – 0.9
2 32 33 0.5 0
6 33 82 0 - 0.25
2 62 63 0.5 5
6 63 82 0 - 0.215
6 63 71 0.2 0
6 41 63 0.25 0
6 32 51 0.75 -.075
8 11 21 10 0.55 - 0.55
8 82 91 32 0.3 - 0.3
2 63 64 0.1 5
8 64 71 49 0.2 0
2 51 52 0.1 8
8 52 64 13 0.8 - 0.8
2 83 82 0.1 5
8 64 83 422.5 0 - 0.36
3 41 64 52 52.39
3 83 100 31.35 32.65
3 83 100 57.5 58.24
3 33 100 594.25 595
9 39 109 595 0 - 0.75
9 19 109 630 0 - 0.9
9 19 29 10 0.55 - 0.55
9 69 89 422.5 0 - 0.36
9 49 69 52 0.39 0
9 89 109 57.5 0.74 0
9 59 69 13 0.8 - 0.8
9 69 79 49 0.2 0
9 89 99 32 0.65 - 0.65
4.8 Расчёт припусков
Общим припуском на обработку называется слой металла, удаляемый с поверхности исходной заготовки в процессе механической обработки с целью получения годной детали.
Операционный припуск – это слой материала, удаляемый с заготовки при выполнении одной технологической операции.
Операционный припуск равняется сумме промежуточных припусков, то есть припусков на отдельные переходы, входящие в операцию.
Из применяемых в машиностроении заготовок (проката, отливок, штамповок) в качестве заготовки для данного вала учитывая, что материал делали – сталь 45 ГОСТ1050 – 88 и типа производства массового; применяем заготовку - штамповку.
Данный тип заготовки получают на горизонтально ковочных машинах (ГКМ).
Такой вид заготовок наиболее применяем для получения требуемой детали.
Штамповка – потому, что допуски маленькие и отход металла будет минимальный.
Производим расчет припуска для самой точной поверхности детали Ø 55 согласно маршруту обработки.
Определение дефектного слоя:
Суммарные отклонения расположения штамповкой заготовки при обработки в патроне для наружной поверхности:
r = Örсм
2
+ r кор
2
, мкм. ([11], стр. 56)
где - rкоробления
– погрешность штампованных заготовок на прессах;
rсм
– погрешность по смещению на штампах.
Погрешность закрепления ε([11], табл. 3.26, стр. 68). ε = 110 мкм.
Точность и качество поверхностей штампованных заготовок после механической обработки выбираем ([11], табл. 3.25, стр. 67).
Величину удельного отклонения расположения Δy выбирают по ([11], табл. № 3.22, стр. 64):
Δy = 0,2 мм.
Расстояние LК
от сечения, для которого определяется кривизна, до места опоры при установки в центрах определяется из соотношения
Lк
= 107,5, мм,
где L – общая длина заготовки в мм, где L = 395 мм.
Величина отклонения расположения заготовки в центровки.
ρц
= 0,25 · Öδ2
заг
+ 1 мкм. ([11], стр. 57)
где δзаг
– допуск на диаметр базовой поверхности мм. δзаг
= 1,7 мм.
ρц
= 0,25 · Ö1,72
+ 1 = 0,37 мм. ρо.м.
= 2 Δy · LК
, мкм. ([11], стр. 58)
где – Δy – величина удельного отклонения расположения равная 0,2.
ρо.м.
= 2 · 0,2 · 107,5 = 43 мкм.
Суммарное отклонение расположения, ([11], стр. 68). Отклонение на черновую обработку по следующей формуле:
Pо
= Ö ρо.м.
2
+ ρц
2
, мкм. ([11], стр. 58)
Pо
= Ö432
+ 3702
= 372 мкм.
Погрешность установки при базировании в центрах заготовки выбирается ([11], табл. 3.26, стр. 82).
εy
= 110 мкм.
Минимальный припуск на черновую обработку:
2Zmin
= 2 (RZ
+ T + Öρ2
+ εy
2
), мкм. ([11], стр. 58)
2Zmin
= 2 (160 + 200 + Ö3722
+ 2002
) = 1564 мкм.
Максимальный припуск на черновую обработку поверхности детали определяем по формуле:
2Zmax
= 2Zmin
+ δДП
– δДВ
, мкм. ([11], стр. 58)
где - δДП
= 1100 мкм; δДВ
= 400 мкм.
2Zmax
= 1564 + 1100 – 400 = 2264 мкм.
Величину остаточного суммарного расположения заготовки после выполнения черновой обработки поверхности определяем по формуле:
ρост
= Кy
ρоз
, мкм. ([11], стр. 58)
где - Кy
= 0,06 (см. табл. № 3.19 [11]).
ρост
= 0,06 · 372=22,33 мкм.
Величина погрешности установки при чистовой обработки поверхности заготовки.
εуч
= 0,06 · εy
, мкм. ([11], стр. 58)
εуч
= 0,06 · 200 = 12 мкм.
При последовательной обработки поверхности детали погрешности установки из – за малости её величины в расчёт не принимаем.
Расчётный минимальный и максимальный припуск на чистовую обработку поверхности детали определяем по формулам:
2Zmin
= 2 · (50 + 50 + Ö22,332
+ 122
) = 250 мкм.
2Zmax
= 2 · (250 + 210 – 33) = 854 мкм.
Расчётный минимальный и максимальный припуск на шлифовальную обработку поверхности составит:
2Zmin
= 2 · (5 + 15) = 40 мкм.
2Zmax
= 2 · (40 + 33 –15) = 116 мкм.
Промежуточные расчётные размеры по обрабатываемым поверхностям определяем по формуле:
Для чистовой токарной обработки:
Dmin
чист
= Dчист
+ 2Zmin
шл.
, мм. ([11], стр. 58)
Dmin
чист
= 55,01 + 0,04 = 50,05 мм.
Для черновой токарной обработки:
Dр черн.
= Dр чист.
+ 2Zmin
чист
, мм. ([11], стр. 58)
Dр черн.
= 55,05 + 0,25 =55,295 мм.
Для заготовки:
Dр.з.
= Dр черн
+ 2 Zmin
, мм. ([11], стр. 59)
Dр.з.
= 55,295 + 1,6 =56,895 мм.
Промежуточные размеры определяют методом прибавления (для валов), вычитания (для отверстий) значения припусков по максимальным и минимальным значениям, начиная действия с размеров детали.
Минимальные промежуточные размеры:
Dчист
= Dд
+ 2 Zmin
, мм. ([11], стр. 59)
Dчист
=55,01 + 0,05 = 55,05 мм.
Dmin
чист
= Dчист
+ 2 Zmin
чист
, мм. ([11] стр. 59)
Dmin
чист
= 55,05 + 0,25 = 55,30 мм.
Dmin
з
= D черн
+ 2 Zmin
черн
, мм. ([11] стр. 59)
Dmin
з
= 55,30 + 1,6 = 56,9 мм.
Максимальные предельные промежуточные размеры:
Dmax
чист
= Dmax
+ 2 Zmax
шл
, мм. ([11], стр. 59)
Dmax
чист
= 55,01 + 0,12 = 55,13 мм.
Dmax
черн
= Dmax
+ 2 Zmax
чист
, мм. ([11] стр. 59)
Dmax
черн
= 55,13 + 0,86 = 55,99мм.
Dmax
з
= Dmax
+ 2 Zmax
черн
, мм. ([11] стр. 59)
Dmax
з
= 55,99 + 2,5 = 58,4 мм.
4.9 Разработка технологических операций и операционной технологии
Окончательный выбор и обоснование оборудования.
Выбор оборудования производится в соответствии с намеченным планом операции механической обработки, исходя из габаритных размеров обрабатываемой детали.
Выбранный станок должен обеспечивать выполнение технических требований, предъявляемых точностей изготовления деталей.
Мощность, жесткость и кинематические возможности должны позволять вести обработку на оптимальных режимах с наименьшей затратой времени и себестоимости.
Таблица 11
| Наименование станка |
Модель станка |
n
min - max
мин.
|
S
min - max
об/мин.
|
Zn
|
Zs
|
N
кВт
|
| Центровальный |
6Р81 |
50-1600 |
35-1020 |
16 |
16 |
5,5 |
| Токарно гидро копировальный |
1716Ц |
100-200 |
5-1250 |
- |
- |
18,5 |
| Горизонтально фрезерный |
6Р82Г |
31,5-1600 |
25-12500 |
18 |
18 |
7,5 |
| Шлице фрезерный |
5350А |
80-250 |
0,63-5 |
14 |
10 |
7,5 |
| Кругло шлифовальный |
3Т160 |
55-620 |
0,05-5 |
- |
- |
17 |
| Резьбо фрезерный |
5Б63Г |
80-630 |
0,315-10 |
- |
- |
3 |
4.10 Расчёт режимов резания
1. Глубина резания: t = 3,2 мм.
2. Определяется нормативная подача Sон
:
Sон
= 0,07 – 0,09 мм/об ([1], карта 41).
Поправочный коэффициент на подачу в зависимости от глубины сверления:
Корректируется нормативная подача при сверлении Sон
по паспорту станка
Sон
= 0,056 мм/об.
3. Определяется скорость резания Vн
:
Нормативная скорость резания Vн
:
Поправочный коэффициент на скорость в зависимости от глубины сверления
Кlv
= 1.
V = Vн
· Кlv
= 40 · 1 = 40 м/мин.
4. По установленной скорости резания определяем число оборотов шпинделя n:
n = V · 1000 / π · D = 40 · 1000 / 3,14 · 6,3 = 2022 об/мин.
5. Найденное число оборотов корректируется по паспорту станка, подбирается ближайшее значение:
nпр
= 710 об/мин.
6. Действительная скорость резания:
Vд
= π · D · n / 1000 = 3,14 · 6,3 · 710 / 1000 = 14 м/мин.
7. Из-за малой мощности резания проверку по мощности не производим.
8. Определение основного (машинного) времени:
Тм
= Lрх
/ n · Sо
= l + l1
/ n · Sо
, мин,
где Lрх
– длина пути, проходимого инструментом в направлении подачи, мм;
Lрх
= l + y + Δ, мм,
где l – длина обрабатываемого отверстия;
y – величина врезания, y = 0;
Δ – величина перебега, Δ = 2 мм;
n – принятое число оборотов инструмента, об/мин;
Sо
– принятая подача инструмента, мм/об;
l1
– величина врезания и перебега инструмента, мм.
Тм
= 15,5 + 4,5 / 710 · 0,056 = 0,503 мин.
010 Токарно-гидрокопировальная операция
1 проход (копировальный суппорт правый)
1. Глубина резания t1
= 4,5 мм.
2. Определяем длину рабочих ходов суппорта:
Lрх
= l + l1
, мм,
где l – наибольшая длина обрабатываемой пов-ти одним инструментом, мм;
l1
– величина подвода врезания и перебега инструментов, мм.
Lрх
= 142 + 13 = 155 мм.
3. Определяется нормативная подача Sон
:
Sон
= 0,4 – 0,5 мм/об ([1], карта 1).
По паспорту станка принимается ближайшее значение подачи:
Sон
= 0,5 мм/об.
4. Определяется скорость резания Vн
:
Нормативная скорость резания Vн
:
Vн
= 130 м/мин.
Поправочный коэффициент на скорость:
Кnv
= 1. Тогда
V = Vн
· Кnv
= 130 · 1 = 130 м/мин.
5. По установленной скорости резания определяем число оборотов шпинделя станка n:
n = V · 1000 / π · D = 130 · 1000 / 3,14 · 69 = 600 об/мин.
6. Найденное число оборотов корректируется по паспорту станка, подбирается ближайшее значение:
nпр
= 630 об/мин.
7. Действительная скорость резания:
Vд
= π · D · n / 1000 = 3,14 · 69 · 630 / 1000 = 136,5 м/мин.
8. Производится проверка выбранного режима по мощности.
Мощность эл. двигателя станка (с учетом его к.п.д.) должна быть больше суммарной мощности резания, т.е. ∑N ≤ Nдв
· η.
Суммарная мощность по всем резцам продольного суппорта ∑N, кВт (N1
= 8,3 кВт, N2
= 8,3 кВт).
Суммарная мощность, потребная на резание – ∑N:
∑N = ∑Nпрод
= 8,3 + 8,3 = 16,6 кВт.
Мощность эл. двигателя токарно-гидрокопировального станка Nдв
= 28 кВт, η = 0,8, следовательно 16,6 кВт < 28 · 0,8 = 22,4 кВт.
Мощность привода достаточна для выполнения операции на расчетных режимах резания.
9. Определение основного (машинного) времени Тм
:
Тм
= Lрх
/ Sопр
· nпр
, мин,
где Lрх
– длина рабочего хода суппорта, мм;
Sопр
и nпр
– принятые подача и число оборотов шпинделя.
Тм
= 155 / 0,5 · 630 = 0,49 мин.
1 проход (копировальный суппорт левый)
1. Глубина резания t1
= 4,5 мм; t2
= 10 мм.
2. Определяем длину рабочих ходов суппорта:
Lрх
= l + l1
, мм,
где l – наибольшая длина обрабатываемой пов-ти одним инструментом, мм;
l1
– величина подвода врезания и перебега инструментов, мм.
Lрх1
= 49 + 13 = 62 мм;
Lрх2
= 1,8 + 12,2 = 14 мм.
3. Определяется нормативная подача Sон
:
Sон1
= 0,4 – 0,5 мм/об ([1], карта 1);
Sон2
= 0,18 – 0,22 мм/об ([1], карта 1).
По паспорту станка принимается ближайшее значение подачи:
Sон1
= 0,5 мм/об;
Sон2
= 0,2 мм/об.
4. Определяется скорость резания Vн
:
Нормативная скорость резания Vн
:
Vн1
= 130 м/мин;
Vн2
= 156 м/мин.
Поправочный коэффициент на скорость:
Кnv
= 1. Тогда
V1
= Vн1
· Кnv
= 130 · 1 = 130 м/мин;
V2
= Vн2
· Кnv
= 156 · 1 = 156 м/мин;
5. По установленной скорости резания определяем число оборотов шпинделя станка n:
n1
= V1
· 1000 / π · D = 130 · 1000 / 3,14 · 69 = 600 об/мин;
n2
= V2
· 1000 / π · D = 156 · 1000 / 3,14 · 79 = 628,8 об/мин.
6. Найденное число оборотов корректируется по паспорту станка, подбирается ближайшее значение:
nпр1
= 630 об/мин;
nпр2
= 630 об/мин.
7. Действительная скорость резания:
Vд1
= π · D · n1
/ 1000 = 3,14 · 69 · 630 / 1000 = 136,5 м/мин;
Vд1
= π · D · n2
/ 1000 = 3,14 · 79 · 630 / 1000 = 156,3 м/мин.
8. Производится проверка выбранного режима по мощности.
Мощность эл. двигателя станка (с учетом его к.п.д.) должна быть больше суммарной мощности резания, т.е.
∑N ≤ Nдв
· η.
Суммарная мощность по всем резцам продольного суппорта ∑N, кВт (N1
= 8,3 кВт, N2
= 8,3 кВт).
Суммарная мощность, потребная на резание – ∑N:
∑N = ∑Nпрод
= 8,3 + 8,3 = 16,6 кВт.
Мощность эл. двигателя токарно-гидрокопировального станка Nдв
= 28 кВт, η = 0,8, следовательно 16,6 кВт < 28 · 0,8 = 22,4 кВт.
Мощность привода достаточна для выполнения операции на расчетных режимах резания.
9. Определение основного (машинного) времени Тм
:
Тм
= Lрх
/ Sопр
· nпр
, мин,
где Lрх
– длина рабочего хода суппорта, мм;
Sопр
и nпр
– принятые подача и число оборотов шпинделя.
Тм1
= 155 / 0,5 · 630 = 0,49 мин;
Тм2
= 14 / 0,2 · 630 = 0,11 мин.
2 проход (копировальный суппорт правый)
1. Глубина резания t1
= 5 мм.
2. Определяем длину рабочих ходов суппорта:
Lрх
= l + l1
, мм,
где l – наибольшая длина обрабатываемой пов-ти одним инструментом, мм;
l1
– величина подвода врезания и перебега инструментов, мм.
Lрх
= 142 + 13 = 155 мм.
3. Определяется нормативная подача Sон
:
Sон
= 0,4 – 0,5 мм/об ([1], карта 1).
По паспорту станка принимается ближайшее значение подачи:
Sон
= 0,5 мм/об.
4. Определяется скорость резания Vн
:
Нормативная скорость резания Vн
:
Vн
= 119 м/мин.
Поправочный коэффициент на скорость:
Кnv
= 1. Тогда
V = Vн
· Кnv
= 119 · 1 = 119 м/мин.
5. По установленной скорости резания определяем число оборотов шпинделя станка n:
n = V · 1000 / π · D = 119 · 1000 / 3,14 · 60 = 631,6 об/мин.
6. Найденное число оборотов корректируется по паспорту станка, подбирается ближайшее значение:
nпр
= 630 об/мин.
7. Действительная скорость резания:
Vд
= π · D · n / 1000 = 3,14 · 60 · 630 / 1000 = 118,69 м/мин.
8. Производится проверка выбранного режима по мощности.
Мощность эл. двигателя станка (с учетом его к.п.д.) должна быть больше суммарной мощности резания, т.е.
∑N ≤ Nдв
· η.
Суммарная мощность по всем резцам продольного суппорта ∑N, кВт (N1
= 8,3 кВт, N2
= 8,3 кВт).
Суммарная мощность, потребная на резание – ∑N:
∑N = ∑Nпрод
= 8,3 + 8,3 = 16,6 кВт.
Мощность эл. двигателя токарно-гидрокопировального станка Nдв
= 28 кВт, η = 0,8, следовательно 16,6 кВт < 28 · 0,8 = 22,4 кВт.
Мощность привода достаточна для выполнения операции на расчетных режимах резания.
9. Определение основного (машинного) времени Тм
:
Тм
= Lрх
/ Sопр
· nпр
, мин,
где Lрх
– длина рабочего хода суппорта, мм;
Sопр
и nпр
– принятые подача и число оборотов шпинделя.
Тм
= 155 / 0,5 · 630 = 0,49 мин.
2 проход (копировальный суппорт левый)
1. Глубина резания t1
= 1,15 мм.
2. Определяем длину рабочих ходов суппорта:
Lрх
= l + l1
, мм,
где l – наибольшая длина обрабатываемой пов-ти одним инструментом, мм;
l1
– величина подвода врезания и перебега инструментов, мм.
Lрх
= 230 мм.
3. Определяется нормативная подача Sон
:
Sон
= 0,4 – 0,5 мм/об ([1], карта 1).
По паспорту станка принимается ближайшее значение подачи:
Sон
= 0,5 мм/об.
4. Определяется скорость резания Vн
:
Нормативная скорость резания Vн
:
Vн
= 135 м/мин.
Поправочный коэффициент на скорость:
Кnv
= 1. Тогда
V = Vн
· Кnv
= 135 · 1 = 135 м/мин.
5. По установленной скорости резания определяем число оборотов шпинделя станка n:
n = V · 1000 / π · D = 135 · 1000 / 3,14 · 69 = 623,09 об/мин.
6. Найденное число оборотов корректируется по паспорту станка, подбирается ближайшее значение:
nпр
= 630 об/мин.
7. Действительная скорость резания:
Vд
= π · D · n / 1000 = 3,14 · 69 · 630 / 1000 = 136,5 м/мин.
8. Производится проверка выбранного режима по мощности.
Мощность эл. двигателя станка (с учетом его к.п.д.) должна быть больше суммарной мощности резания, т.е.
∑N ≤ Nдв
· η.
Суммарная мощность по всем резцам продольного суппорта ∑N, кВт (N1
= 8,3 кВт, N2
= 8,3 кВт).
Суммарная мощность, потребная на резание – ∑N:
∑N = ∑Nпрод
= 8,3 + 8,3 = 16,6 кВт.
Мощность эл. двигателя токарно-гидрокопировального станка Nдв
= 28 кВт, η = 0,8, следовательно 16,6 кВт < 28 · 0,8 = 22,4 кВт.
Мощность привода достаточна для выполнения операции на расчетных режимах резания.
9. Определение основного (машинного) времени Тм
:
Тм
= Lрх
/ Sопр
· nпр
, мин,
где Lрх
– длина рабочего хода суппорта, мм;
Sопр
и nпр
– принятые подача и число оборотов шпинделя.
Тм
= 230 / 0,5 · 630 = 0,73 мин.
10. Определение основного (машинного) времени Тм
на операцию:
Тм
= 0,73 + 0,49 + 0,19 + 0,11 = 1,52 мин.
015 Токарная операция с ЧПУ
1. Глубина резания: t1
= 0,5 мм; t2
= 1,5 мм.
2. Определяется нормативная подача Sон
:
Sон1
= 0,4 – 0,5 мм/об ([1], карта 1);
Sон1
= 0,18 – 0,22 мм/об ([1], карта 1).
Корректируется нормативная подача Sон
по паспорту станка:
Sон1
= 0,5 мм/об;
Sон2
= 0,2 мм/об.
3. Определяется скорость резания Vн
:
Нормативная скорость резания Vн
:
Vн1
= 131 м/мин;
Vн2
= 155 м/мин.
Поправочный коэффициент на скорость:
Кlv
= 1. Тогда
V1
= Vн1
· Кlv
= 131 · 1 = 131 м/мин;
V2
= Vн2
· Кlv
= 155 · 1 = 155 м/мин.
1. По установленной скорости резания определяем число оборотов шпинделя n:
n1
= V · 1000 / π · D = 131 · 1000 / 3,14 · 66,6 = 626,42 об/мин;
n2
= V · 1000 / π · D = 155 · 1000 / 3,14 · 66,6 = 626,42 об/мин.
5. Найденное число оборотов корректируется по паспорту станка, подбирается ближайшее значение:
nпр1
= 630 об/мин;
nпр2
= 630 об/мин.
2. Действительная скорость резания:
Vд
= π · D · n / 1000 = 3,14 · 66,6 · 630 / 1000 = 131 м/мин.
7. Производится проверка выбранного режима по мощности. Нормативная мощность, потребная на резание Nпр
:
N = 4,9 кВт.
8. Определение основного (машинного) времени:
Тм
= Lрх
/ n · Sо
, мин,
где Lрх
– длина рабочего хода суппорта, мм;
n – принятое число оборотов шпинделя, об/мин;
Sо
– принятая подача, мм/об;
Тм1
= 298 / 630 · 0,5 = 0,94 мин;
Тм2
= 18 / 630 · 0,2 = 0,14 мин.
9. Определение основного (машинного) времени Тм
на операцию:
Тм
= 0,94 + 0,14 = 1,08 мин.
020 Токарная универсальная операция
1. Глубина резания: t = 2,5 мм.
2. Определяется нормативная подача Sон
:
Sон
= 0,4 – 0,5 мм/об ([1], карта 41).
Поправочный коэффициент на подачу:
Кnv
= 1.
Корректируется нормативная подача Sон
по паспорту станка:
Sон
= 0,5 мм/об.
3. Определяется скорость резания Vн
:
Нормативная скорость резания Vн
:
Vн
= 130 м/мин.
Поправочный коэффициент на скорость:
Кlv
= 1. Тогда
V = Vн
· Кlv
= 130 · 1 = 130 м/мин.
4. По установленной скорости резания определяем число оборотов шпинделя n:
n = V · 1000 / π · D = 130 · 1000 / 3,14 · 69 = 600 об/мин.
5. Найденное число оборотов корректируется по паспорту станка, подбирается ближайшее значение:
nпр
= 630 об/мин.
3. Действительная скорость резания:
Vд
= π · D · n / 1000 = 3,14 · 69 · 630 / 1000 = 136,5 м/мин.
7. Выбираем мощность:
Nрез
= NН
· КN
= 1,7 · 1 = 1,7 кВт.
NН
= 1,7 кВт ([1], карта 7); КN
= 1; η = 0,75
Nпр
= Nрез
/ η = 1,7 / 0,75 = 2,26 кВт.
4. Определение основного (машинного) времени:
Тм
= (Lрх
/ nпр
· Sопр
) · i, мин,
где Lрх
– длина прохода суппорта, мм;
Lрх
= l + l1
+ l2
, мм,
где l – длина обрабатываемого поверхности, мм;
l1
– величина врезания и перебега, мм;
l2
– дополнительная величина на снятие стружки, мм.
nпр
– принятое число оборотов инструмента, об/мин;
Sопр
– принятая подача инструмента, мм/об;
Тм
= (148 / 630 · 0,5) · 1 = 0,47 мин.
035 Горизонтально-фрезерная операция
1. Устанавливаем глубину резания. При фрезеровании паза концевой фрезой глубиной резания считается ширина паза, в данном случае t1
= b1
= 11 мм. Глубина паза при фрезеровании его за один рабочий ход принимается за ширину фрезерования В1
= h1
= 3,5 мм.
2. Назначаем подачу на зуб фрезы ([1], карта 161). Для фрезерования стали, Sz1
= 0,08 – 0,05 мм/зуб.
По паспорту станка принимается ближайшее значение подачи:
Sz1
= 0,08 мм/зуб.
3. Назначаем период стойкости фрезы ([1], табл. 2) Т = 120 мин.
4. Определяется скорость главного движения резания, допускаемую режущими свойствами фрезы Vн
:
Нормативная скорость резания Vн
:
Vн1
= 39,2 м/мин.
Поправочный коэффициент на скорость в зависимости от группы и механической характеристики стали Кмv
([1], карта 120):
Кмv
= 1. Тогда
V1
= Vн1
· Кмv
= 39,2 · 1 = 39,2 м/мин.
4. По установленной скорости резания определяем частоты вращения шпинделя n:
n1
= V1
· 1000 / π · D = 39,2 · 1000 / 3,14 · 60 = 208 об/мин.
5. Найденное число оборотов корректируется по паспорту станка, подбирается ближайшее значение:
nпр1
= 250 об/мин.
6. Действительная скорость резания:
Vд1
= π · D · n1
/ 1000 = 3,14 · 60 · 250 / 1000 = 47,1 м/мин.
7. Определяем скорость движения подачи Sм
:
Sм1
= Sz1
· z · nд1
= 0,08 · 5 · 250 = 100 мм/мин.
Корректируем эту величину по данным станка и устанавливаем действительную скорость движения подачи:
Sм1
= 100 мм/мин.
8. Определяем мощность, затрачиваемую на резание: Nтабл
= 1,0 кВт. Для заданных условий обработки поправочный коэффициент на мощность КN
= 1. Тогда Nрез
= Nтабл
= 1 кВт.
9. Проверяем, достаточна ли мощность привода станка:
Nшп
= 7,5 · 0,8 = 6,0 кВт; Nрез
≤ Nшп
; 1 < 6,0, т.е. обработка возможна.
5. Определение основного (машинного) времени:
То
= L / Sм
, мин; L = l + y + ∆.
То1
= 34 / 20 = 1,7 мин.
030 Шлицефрезерная операция
1. Определяется нормативная подача Sон
:
Sон
= 1,6 – 2,0, мм/об ([5], карта 15, лист 1).
Принимаем Sон
= 1,6 мм/об.
С учётом поправочных коэффициентов ([5], карта 3, лист 2) в зависимости от обрабатываемого материала Кms
=1 и угла наклона зуба Кβs
=1, количества заходов фрезы Кks
= 0,65. Подача Sо
=1,6 · 0,65 · 1 · 1= 1,04 мм/об.
Согласно паспортным данным станка принимаем ближайшее значение подачи:
Sо
=1,6 мм/об.
2. Выбор скорости резания и числа оборотов.
При m=3,5; Sо
=1,6 мм/об; Vн
= 36 м/мин ([5], карта 17).
3.Определяем необходимое число осевых перемещений фрезы:
m=3,5; Z=14; Sо
=1,6 мм/об → количество осевых перемещений 3 ([5], карта 16).
Учитывая поправочные коэффициенты на скорость резания в зависимости от материала Кmв
=1. Количество заходов фрезы Кkв
= 0,75, количество осевых перемещений Кwv
= 1,1 угла наклона шлицев Кβв
=1 ([5], карта 15).
Нормативная скорость резания будет равна:
Vн
= Vт
· Кmв
· Кkв
· Кwv
· Кβв
= 36 · 1 · 0,75 · 1,1 · 1 = 29,7 м/мин.
4. По установленной скорости определяется число оборотов фрезы в мин:
n = 318,5 (V / D), об/мин,
n = 318,5(29,7 / 80) = 118,0 об/мин.
Для работы принимается ближайшее имеющееся на станке (согласно паспортным данным станка) число оборотов n = 140 м/мин, тогда фактическая скорость резания равна:
V =(π · D · n) / 1000, м/мин,
V =(3,14 · 80 · 140) / 1000= 35,4 м/мин.
5. Определяем мощность:
При Sо
=1,6 мм/об и m=3,5 потребная на резание мощность Nн
= 1,1кВт в зависимости от материала КNM
= 1,1; количества заходов фрезы КкM
= 1,64; принятого количества осевых перемещений КNн
=1,1; угла наклона зубьев КβN
= 0,95;
Nн
= N · КNM
· КкM
· КNн
· КβN
, кВт,
Nн
= 1,1 · 1,64 · 1,1 · 0,95 · 1,1 = 1,88 кВт.
Найденное значение мощности проверяется по мощности эл.двигателя с учётом КПД станка η = 0,5 мощность на шпинделе Nэ
:
Nэ
= Nд
· η = 7,5 · 0,5 = 3,75 кВт, т.е больше мощности, потребной на резание. Следовательно, установленный режим резания по мощности станка осуществим.
6. Определение основного времени:
То
= [(l + l1
) · z] / ( n · Sо
· k), мин.
где l1
= 17 – величина врезания и перебега ([5], карта 18);
То
= (80 + 17) · 14 / 140 · 1,6 · 3 = 6 мин.
070 Круглошлифовальная операция
1. Скорость шлифовального круга Vк
= 30 – 35 м/с;
Vк
= π · Dк
· nк
/ 1000 · 60.
По паспортным данным станка мод. 3А151 у нового круга Dк
= 600 мм; nк
= 1112 об/мин.
Тогда
Vк
= 3,14 · 600 · 1112 / 1000 · 60 = 35 м/с,
т. е. в пределах рекомендуемого диапазона.
2. Окружная скорость заготовки (скорость вращения) Vд
= 15 – 55 м/мин. Принимаем среднее значение Vд
= 26 м/мин.
3. Определяем частоту вращения, соответствующую скорости:
nд
= 1000 · Vд
/ π · dд
= 1000 · 26 / 3,14 · 55 = 150 об/мин.
Найденное значение nд
= 150 об/мин может быть установлено на станке мод. 3А151, имеющим бесступенчатое регулирование частоты вращения заготовки в пределах 63 – 400 об/мин.
4. Глубина шлифования (поперечная подача круга) t = 0,005 – 0,015 мм/ход стола, принимаем t = 0,005 мм/ход. Корректируем принятое значение t по паспортным данным станка: t = 0,005 мм/ход.
5. Определяем продольную подачу на оборот детали s = sд
· Bк
. В справочнике рекомендуется продольная подача в долях ширины круга sд
= 0,2 – 0,4; принимаем sд
= 0,3. Тогда s = 0,3 · 63 = 18,9 мм/об.
6. Определяем скорость продольного хода стола
Vст
= s · nд
/ 1000 = 18,9 · 150 / 1000 = 2,8 м/мин.
Найденное значение Vст
= 2,8 м/мин может быть установлено на используемом станке, имеющем бесступенчатое регулирование скорости продольного хода стола в пределах 0,1 – 6 м/мин.
7. Определяем мощность, затрачиваемую на резание:
Nрез
= СN
· Vr
· tx
· sy
· dq
([8], стр.469).
Выписываем из табл. 70 ([8], стр.468) коэффициент и показатели степеней формулы:
для круглого наружного шлифования с поперечной подачей на каждый ход стола, обработка стали, зернистости круга 40, твердости СТ1: СN
= 0,1; r = 0,85; x = 0,6; y = 0,7; q = 0,5. Тогда
Nрез
= 0,1 · 26 0,85
· 0,005 0,6
· 18,9 0,7
· 55 0,5
= 3,7 кВт.
8. Проверяем достаточность мощности двигателя шлифовальной бабки.
У станка мод. 3А151 Nшп
= Nм
· η = 7 · 0,8 = 5,6 кВт Nрез
< Nшп
(3,7 < 5,6), т. е. обработка возможна.
9. Определение основного (машинного) времени:
Тм
= (L · h / nд
· s · l) · К, мин
где L – длина хода стола; при перебеге круга на каждую сторону, равной 0,5 · Bк
, величина L = l = 73 мм; h – припуск на сторону; по условию h = 0,3 мм; величина nд
, s и t определены в ходе решения; К – коэффициент точности, учитывающий время на “выхаживание”, т. е. шлифование без поперечной подачи (осуществляется на заключительном этапе операции для достижения требуемой точности и шероховатости обработанной поверхности); при чистовом К ≈ 1,4. Тогда
Тм
= (73 · 0,3 / 150 · 18,9 · 0,005) · 1,4 = 2,16 мин.
095 Резьбофрезерная операция
1. Устанавливаем подачу на зуб фрезы ([1], карта 200):
Sz
= 0,03 – 0,04 мм/зуб ([1], карта 200).
Принимаем Sz
= 0,038 мм/зуб.
2. Назначаем период стойкости фрезы ([7], карта 49):
Т = 100 мин.
3. Определяем скорость главного движения резания, допускаемую режущими свойствами фрезы ([1], карта 201, лист 1).
Vтабл
= 23,8 м/мин.
Учитываем поправочный коэффициент на скорость:
Kмv
= 1,0 ([1], карта 201, лист 2). Тогда
V = Vтабл
· Кмv
= 23,8 · 1,0 = 23,8 м/мин.
Частота вращения фрезы, соответствующая найденной скорости главного движения резания:
n = 1000 · V / π · D = 1000 · 23,8 / 3,14 · 80 = 94,7 об/мин.
Корректируем частоту вращения шпинделя по данным станка и устанавливаем действительную частоту вращения:
nд
= 95 об/мин.
Действительная скорость главного движения резания:
Vд
= π · D · nд
/ 1000 = 3,14 · 80 · 95 / 1000 = 23,8 м/мин.
4. Определяем частоту вращения шпинделя заготовки:
nз
= Sz
· z · nд
/ π · dз
= 0,038 · 16 · 95 / 3,14 · 45 = 0,4 об/мин.
Корректируем частоту вращения шпинделя заготовки по данным станка:
nз
= 0,5 об/мин.
5. Определение основного времени:
То
= L / Vs
= 1,25 · π · dз
/ Sz
· z · nд
, мин,
где L – длина пути в направлении движения окружной подачи заготовки, мм;
L = 1,25 · π · nз
;
Vs
– скорость движения окружной подачи заготовки, мм/мин;
Vs
= Sz
· z · nд
.
Подставив в формулу основного времени значение nз
= Sz
· z · nд
/ π · dз
, получим
То
= 1,25 / nз
= 1,25 / 0,5 = 2,5 мин.
4.11 Нормирование операций технологического процесса. Расчёт загрузки оборудования
005 Центровальная операция
1. Определение вспомогательного времени Тв
.
1.1. Время на проход: 0,078 мин ([2], карта 27, лист 1, поз. 1);
1.2. Время на контрольные промеры: 0,16 ([2], карта 86, лист 7, поз. 158).
Тв
= 0,238 мин.
1. Определение оперативного времени на операцию Топ
.
Топ
= То
+ Тв
= 0,503 + 0,238 = 0,741 мин.
3. Определение времени на обслуживание рабочего места Тобс
:
Тобс
= 3,5% от Топ
([2], карта 28).
4. Определение времени на отдых и личные надобности Тотдлн
:
Тотдлн
= 4% от Топ
([2], карта 88).
5. Определение нормы штучного времени Тшт
:
Тшт
= Топ
(1 + (аобс
+ вотдлн
/ 100)), мин,
где аобс
– % времени обслуживания от оперативного;
вотдлн
– % времени отдыха и личных надобностей от оперативного.
Тогда Тшт
= 0,741 (1 + (3,5 + 4 / 100)) = 0,798 мин.
6. Определение подготовительно-заключительного времени Тпз
:
Тпз
= 0,057 мин.
010 Токарно-гидрокопировальная операция
1. Определение вспомогательного времени Тв
.
1.1. Время на операцию: 0,25 мин ([2], карта 59, поз. 4);
1.2. Время на контрольные промеры:
– скоба: 5×0,08+0,14 = 0,54 мин ([2], карта 86, лист 2, поз. 16);
– шаблон: 2×0,07 = 0,14 мин ([2], карта 86, лист 1, поз. 5);
– линейка: 0,10 мин ([2], карта 86, лист 1, поз. 1);
– штангенциркуль: 0,16 мин ([2], карта 86, лист 7, поз. 159);
– индикатор: 0,15 мин ([2], карта 86, лист 8, поз. 188).
Всего на контрольные промеры: 1,09 (с учетом коэффициента периодичности измерений 0,7 (карта 87, лист 1)).
Время на промеры составит: 1,09×0,7 = 0,763 мин.
Тв
= 1,013 мин.
2. Определение оперативного времени на операцию Топ
.
Топ
= То
+ Тв
= 1,52 + 1,0,13 = 2,533 мин.
3. Определение времени на обслуживание рабочего места Тобс
:
Тобс
= 6,5% от Топ
([2], карта 60).
4. Определение времени на отдых и личные надобности Тотдлн
:
Тотдлн
= 4% от Топ
([2], карта 88).
5. Определение нормы штучного времени Тшт
:
Тшт
= Топ
(1 + (аобс
+ вотдлн
/ 100)), мин,
где аобс
– % времени обслуживания от оперативного;
вотдлн
– % времени отдыха и личных надобностей от оперативного.
Тогда Тшт
= 2,533(1 + (6,5 + 4 / 100)) = 2,8 мин.
6. Определение подготовительно-заключительного времени Тпз
:
Тпз
= 17 мин.
015 Токарная операция с ЧПУ
1. Определение вспомогательного времени Тв
.
– установить деталь и снять: 0,33 мин ([3], карта 7, поз. 8);
– включить станок и выключить: 0,04 ([3], карта 14);
– открыть заградительный щеток и закрыть: 0,03 ([3], карта 14);
– поправочный коэффициент на вспомогательное время в зависимости от характера серийности работ: Кtв
= 1,0 ([3]карта1).
Тв
= 0,40 мин.
2. Время автоматической работы станка Тоа
:
Вспомогательное время на контрольные измерения (карта 15):
– линейка: 0,10 мин (поз. 1);
– скоба: 0,040×3 +0,045 = 0,165 (поз. 25);
– шаблон: 0,06 (поз. 5);
– штангенциркуль: 0,10 (поз. 147).
3. Определение оперативного времени на операцию Топ
.
Топ
= То
+ Тв
= 1,08 + 0,825 = 1,905 мин.
4. Время на организационное и техническое обслуживание рабочего места, отдых и личные надобности Тоб
: 10% от Топ
.
5. Определение подготовительно-заключительного времени (на 1 деталь) Тпз
:
5.1. Получить наряд, чертеж, технологическую документацию, программоноситель, режущий и вспомогательный инструмент, контрольно-измерительный инструмент, приспособление, заготовки исполнителем до начала и сдать их после окончания обработки партии деталей: 4 мин ([3], карта 21, поз. 1).
5.2. Ознакомиться с работой чертежа, технологической документацией, осмотреть заготовки:
3 мин ([3], карта 21, поз. 3).
5.3. Инструктаж мастера:
2 мин ([3], карта 21, поз. 4).
Тпз
= 4 + 3 + 2 = 9 мин.
6. Определение нормы штучного времени Тшт
:
Тшт
= Тоа
+ Тв
+ Кtв
+ Тоб
+ Тпз
= 0,425 + 0,40 + 1 + 0,148 = 1,973 мин.
035 Горизонтально-фрезерная операция
1. Определение вспомогательного времени Тв
.
1.1. Время на операцию: 0,60 мин ([2], карта 78, поз. 2);
1.2. Время на контрольные промеры:
– калибр: 0,16 мин ([2], карта 86, лист 4, поз. 86);
– скоба: 0,05×2 = 0,1 мин ([2], карта 86, лист 2, поз. 15);
– штангенциркуль: 0,10 мин ([2], карта 86, лист 7, поз. 158).
Тв
= 0,96 мин.
2. Определение оперативного времени на операцию Топ
.
Топ
= То
+ Тв
= 3,05 + 0,96 = 4,01 мин.
3. Определение времени на обслуживание рабочего места Тобс
:
Тобс
= 3% от Топ
([2], карта 78).
4. Определение времени на отдых и личные надобности Тотдлн
:
Тотдлн
= 4% от Топ
([2], карта 88).
5. Определение нормы штучного времени Тшт
:
Тшт
= Топ
(1 + (аобс
+ вотдлн
/ 100)), мин,
где аобс
– % времени обслуживания от оперативного;
вотдлн
– % времени отдыха и личных надобностей от оперативного.
Тогда Тшт
= 4,01 (1 + (3 + 4 / 100)) = 4,29 мин.
6. Определение подготовительно-заключительного времени Тпз
:
Тпз
= 12 мин ([2], карта 78).
030 Шлицефрезерная операция
1. Определяем вспомогательное время
1.1.Время на операцию: 0,44 ([5], карта 19),
Тв
= 0,44 мин.
2. Определение оперативного времени на операцию Топ
.
Топ
= То
+ Тв
= 6 + 0,44 = 6,44 мин.
3. Определение времени на обслуживание рабочего места Тобс
:
Тобс
= 7% от Топ
([5], карта 19).
4. Определение времени на отдых и личные надобности Тотдлн
:
Тотдлн
= 6% от Топ
([5], карта 19).
5. Определение нормы штучного времени Тшт
:
Тш
= То
+ Тв
+ Тобс
=6 + 0,44 + 0,07 = 6,51 мин.
6. Определение подготовительно-заключительного времени Тпз
([5], карта 19):
а) на наладку станка инструмента и приспособления 20 мин;
б) на дополнительные приёмы 4,0 мин;
в) на смену оправки фрезы 4,0 мин;
Тп.з
= 20 + 4,0 + 4,0 = 28 мин.
070 Круглошлифовальная операция
1. Определение вспомогательного времени.
1.1. Вспомогательное время на операцию: 0,33 мин ([2], карта 44, лист1, поз. 15).
2. Определение оперативного времени на операцию Топ
:
Топ
= То
+ Тв
= 2,16 + 0,33 = 2,49 мин.
3. Определение времени на обслуживание рабочего места Тобс
:
Тобс
= 9% от Топ
([2], карта 45).
4. Определение времени на отдых и личные надобности Тотдлн
:
Тотдлн
= 4% от Топ
.
5. Определение нормы штучного времени Тшт
:
Тшт
= Топ
(1 + (аобс
+ вотдлн
/ 100)), мин,
Тшт
= 2,49 (1 + (0,22 + 0,1 / 100)) = 2,5 мин.
6. Определение подготовительно-заключительного времени Тпз
:
Тпз
= 10 мин ([2], карта 45).
095 Резьбофрезерная операция
1. Определение вспомогательного времени.
1.1. Вспомогательное время на операцию: 0,39 мин ([5], карта 73, поз. 6);
Тв
= 0,39 мин.
2. Определение оперативного времени на операцию Топ
.
Топ
= То
+ Тв
= 2,5 + 0,39 = 2,89 мин.
3. Определение времени на обслуживание рабочего места Тобс
:
Тобс
= 4% от Топ
([2], карта 78).
4. Определение времени на отдых и личные надобности Тотдлн
:
Тотдлн
= 4% от Топ
([2], карта 88).
5. Определение нормы штучного времени Тшт
:
Тшт
= Топ
(1 + (аобс
+ вотдлн
/ 100)), мин,
где аобс
– % времени обслуживания от оперативного;
вотдлн
– % времени отдыха и личных надобностей от оперативного.
Тогда Тшт
= 2,89 (1 + (4 + 4 / 100)) = 3,12 мин.
6. Определение подготовительно-заключительного времени Тпз
:
Тпз
= 19 мин ([2], карта 74).
Таблица 12 - Выбор режущего инструмента для детали «Вал первичный»
| Наименование операций |
Режущий инструмент |
| Центровальная |
Сверло Т15К6 ГОСТ 14952-75 |
| Токарная с ЧПУ |
Резец Сталь 40Х, пластина Т5К10 |
| Горизонтально-фрезерный |
Фреза Т15К6 |
| Шлицефрезерная |
Фреза Р6М5. |
| Круглошлифовальная |
Круг шлифовальный 23.600×80×305 25А40НСТ16К535 м/с 3 кл. Б ГОСТ 2424-83 |
| Резьбофрезерная |
Фреза резьбовая Т15К6. |
4.12 Разработка управляющей программы для станка с ЧПУ
Таблица13
| Кадр |
Текст программы |
Пояснения |
| % |
Начало УП |
| № 001 |
F0,5S2630Т1ПС |
Задание режимов обработки |
| № 002 |
X68Z0ЕПС |
Выход в исходную точку цикла L10 |
| № 003 |
L08А0Р0,5ПС |
Цикл многопроходной обработки (А - припуск, Р - глубина резания) |
| № 004 |
X44,03С2,5ПС |
Описание детали |
| № 005 |
Z–37,5ПС |
| № 006 |
X55,6С3ПС |
| № 007 |
Z–107,7ПС |
| № 008 |
X66,6С1,5ПС |
| № 009 |
Z–280ПС |
| № 010 |
X68М17 |
М17 - конец описания |
| № 011 |
F0,2S2630Т2ПС |
Т2 - канавочный резец в = 2,8 мм |
| № 012 |
X56Z–37,5ЕПС |
Выход в исходную точку цикла L02 (канавка) |
| № 013 |
L02D1X48,8А4Р2,8ПС |
Точение канавки в цикле L02 |
| № 014 |
X68ПС |
Вывод резца |
| № 015 |
X67Z–144,9ЕПС |
Выход в исходную точку цикла L02 (канавка) |
| № 016 |
L02D1X54,5А3Р2,8ПС |
Точение канавки в цикле L02 |
| № 017 |
X68ПС |
Вывод резца |
| № 018 |
X67Z–198,9ЕПС |
Выход в исходную точку цикла L02 (канавка) |
| № 019 |
L02D1X62А2,8Р2,8ПС |
Точение канавки в цикле L02 |
| № 020 |
F0,2S2630Т3ПС |
Т3 - канавочный резец в = 2 мм |
| № 021 |
X56Z–96ЕПС |
Выход в исходную точку цикла L02 (канавка) |
| № 022 |
L02D1X52А2Р2ПС |
Точение канавки в цикле L02 |
| № 023 |
М02ПС |
Конец УП |
5. РАСЧЕТ И ПРОЕКТИРОВАНИЕ СПЕЦИАЛЬНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Для обеспечения надежного контакта детали с установочными элементами приспособления и предохранения ее от смещений и вибраций, возникающих в процессе обработки, установленную деталь необходимо закрепить. Принцип действия и конструкцию зажимного устройства выбирают исходя из конкретных условий выполнения операции: типа производства, программы выпуска деталей, величины сил резания, схемы базирования детали, конструктивных особенностей детали, типа станка и т.д.
Надежность закрепления проверяется расчетами, выполняемыми на стадии проектирования приспособления.
Методика расчетов определяется применяемым зажимным устройством. Основная часть расчетов является общей и включает в себя следующие этапы:
– выбор схемы базирования и закрепления детали;
– определение сил и моментов резания;
– выбор коэффициента запаса или надежности закрепления К;
– составление расчетной схемы и исходного уравнения для определения потребного зажимного усилия W;
– выбор коэффициента трения f;
– выбор типа силового механизма и определение необходимого исходного усилия Q.
Далее рассмотрим каждый из перечисленных выше этапов более подробно.
Деталь базируется на основных опорах (установочных элементах) в соответствии с правилом “шести точек”. Схема базирования детали, в зависимости от условий выполнения операции, может быть полной, т.е. с лишением детали всех шести степеней свободы, и частичной (неполной), с лишением трех, четырех или пяти степеней свободы. На данной операции применяется полная схема базирования с лишением детали шести степеней свободы. Деталь устанавливается в призмах с упором в торец. Призмы лишают деталь четырех степеней свободы, упор в торец – одной.
Расчёт погрешности базирования ([6], стр.45):
Ε б
=0,5IТd(1/sinα-1), мм
где IТd – допуск на диаметр вала;
α – ½ угла призмы; α=90°;
Iтd = es – ei, мкм
IТd =0 – (–0,46) = 0,46мкм
Ø45Н12(-0,46
)
Ε б
= 0,5 · 0,46 · ((1 / sin45°) – 1) = 0,23 · (– 0,322) = 0,074мм
IТd > Ε б
Вывод: Базирование выполнено правильно, обработка возможна при данной схеме установки.
Расчёт сил резания ([7], стр.290):
Рх
= 0,2…0,3Рz
Рy
= 1,0…1,2Рz
Определяем окружную силу Рz, действующую при фрезеровании:
Рz
= [(10Cp
· tx
· Sz
y
· Bu
· z) / Dq
] · Kmp
, Н,
где Рz
– основная сила резания;
Cp
– коэффициент учитывающий свойства обрабатываемого материала;
T – глубина обрабатываемого шпон паза согласно чертежа;
Sz
– подача на зуб;
B– ширина шпон паза;
D – диаметр фрезы;
Kmp
– коэффициент зависящий от свойств обрабатываемого материала;
z – число зубьев фрезы;
n, x, y, q, – показатели степени, зависящие от свойств обрабатываемого материала.
Cp
– 68,2 ([7], стр.291);
x – 0,86 ([7], стр.291);
n, y = 0,72 ([7], стр.291);
u = 1 ([7], стр.291);
q = 0,86 ([7], стр.291);
t= 3,5 мм (по чертежу);
S = 0,08 мм/зуб ([7], стр. 286, табл. 38);
B = 11 мм (по чертежу);
z = 16 ([7], стр.177, табл. 73).
Рz
= [(10 · 68,2 · 3,50,86
· 0,080,72
· 110,72
· 16) / 800,86
] · 1 = 666,223 Н
Рх
= 0,25 · Рz
= 0,25 · 666,223 = 166,55 Н
Ру
= 1,2 · Рz
= 1,2 · 666,223 = 800 Н
W = (k · Рх
· ℓ) / ℓ1
, Н ([7], стр.85)
Так как в процессе обработки силы могут изменяться, то для обеспечения надежности при расчете необходимых сил закрепления их увеличивают на коэффициент запаса К, который может колебаться в широких пределах (1,8…9):
К = 2,5.
Величину потребного зажимного усилия определяют на основе решения задачи статики, рассматривая равновесие детали под действием приложенных сил.
W = (2,5 · 166,25 · 20) / 3,8 = 21,9 Н.
Проверка:
К · Рх
· ℓ – W · ℓ1
= 0
2,5 · 166,55 · 20,0 – 219,4 · 38 = 0
8337,5 – 8337,2 = 0,3 ≈ 0.
Таблица 13 - Выбор мерительного инструмента для детали «Вал первичный»
| Наименование операции |
Мерительный инструмент |
| Центровальная |
Штангенциркуль ШЦ- 1-125-0,1-1 ГОСТ 166-89 |
| Токарная с ЧПУ |
Линейка 500 ГОСТ 427-75;скоба 66,6 С4
(-0,2);скоба 44,93 (-0,19); скоба 55,6 С4
(-0,2); скоба 303,1 h10(-0,215); скоба 345,7 h10(-0,215); скоба 62 С5 (-0,4); скоба 54,5 h13 (-0,46); скоба 42,8 h13 (-0,39); шаблон 53,7 М4 (+0,2);шаблон 48,9 Н12; Скоба 52 h13 (-0,46); штангенциркуль ШЦ- I-125-0,1-1 ГОСТ 166-89; центра контрольные; индикатор ИРБ ГОСТ 5584-75; Стойка индикаторная. |
| Горизонтально-фрезерная с ЧПУ |
Калибр 11 Н13 (+0,27); Скоба 51,5 h13 (-0,046) ; Скоба 41,5 h14 (-0,62); Штангенциркуль ШЦ-I-125-0,1-1 ГОСТ 166-89. |
| Шлицефрезерная |
Скоба 46,6 С5 (-0,34), 56,6 С5 (-0,4);; Скоба шаговая
27,337 (-0,128 –0,220), 25,987 (-0,11 –0,21);
Скоба роликовая 62,064(-0,17 –0,32), 72,805 (-0,18 –0,33);Кольцо шлицевое; Штангенциркуль ШЦ –I-125-0,1-1 ГОСТ 166-89; Приспособление для проверки технических требований.
|
| Круглошлифовальная |
Скоба 55Т (+00,03 +0,01), 55Х (-0,03 –0,06), 65Х (-0,03 -0,06); Шаблон 53,6 Н4 (+0,2); Центра контрольные; Стойка индикаторная; Индикатор ИЧ 02 кл. ГОСТ 20799-68, ИРБ ГОСТ 5584-75. Штангенциркуль ЩЦ – I – 125-0,1-1 ГОСТ166-89; |
| Резьбофрезерная |
Кольцо резьбовое М 45 × 1,5-6g ПР 8211-0148 6 g; НЕ 8211-1148 6 g., Кольцо резьбовое М 55×2 - 6g. ПР 8211-0167 6g. НЕ 8211 – 1167 6g. |
5.1 Расчёт и проектирование специального приспособления
Приспособление для фрезерования шпон паза.
Расчёт погрешности базирования.([11]стр.45)
Ε б
=0,5IТd(1/sinα-1) (формула 11.1)
IТd- допуск на диаметр вала
α- ½ угла призмы α=90°
Iтd=es-ei (формула 11.2)
IТd =0-(-0,46)=0,46мкм
Ø45Н12(-0,46
)
Ε б
=0,5*0,46((1/sin45°)-1)=0,23*(-0,322)=-0,074мм
IТd> Ε б
Вывод: Базирование выполнено правильно, обработка возможна при данной схеме установки.
Расчёт сил резания.([12]стр.290)
Рх
=0,2…0,3Рz
(формула 11.3)
Рy
=1,0…1,2Рz
(формула 11.4)
Рz
= [(10Cp
*tx
*Sz
y
*Bu
*z)/Dq
]*Kmp
(формула 11.5)
Рz
– основная сила резания
Cp
- коэффициент учитывающий свойства обрабатываемого материала
T – глубина обрабатываемого шпон паза согластно чертежа
Sz
– подача на зуб
B– ширина шпон паза
D – диаметр фрезы
Kmp
- коэффициент зависящий от свойств обрабатываемого материала.
Z – число зубьев фрезы
n,x,y,q, - показатели степени, зависящие от свойств обрабатываемого материала.
Cp
–68,2 .([12]стр.291)
Х –0,86 .([12]стр.291)
n,y,-0,72 .([12]стр.291)
U- 1 .([12]стр.291)
q-0,86 ([12]стр.291)
t–3,5мм по чертежу
S - 0,08мм/зуб .([12]стр.286 табл38)
B – 11 по чертежу
Z –16 .([12]стр.177 табл.73)
Рz
= [(10*68,2*3,50,86
*0,080,72
*110,72
*16)/800,86
]*1=666,223Н
Рх
=0,25* Рz
=0,25*666,223=166,55 Н
Ру
=1,2* Рz
=1,2*666,223=800 Н
W=(k* Рх
*ℓ)/ℓ1
(кгс) ([12]стр.85) (формула 11.6)
К=2,5- коэффициент запаса
W=(2,5*166,25*20)/3,8=21,9Н
Проверка
К* Рх
*ℓ- W*ℓ1
=0
2,5*166,55*20,0-219,4*38=0
8337,5-8337,2=0,3≈0
6. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
В процессе трудовой деятельности на человека могут воздействовать опасные производственные факторы, которые приводят к травме или другому внезапному резкому ухудшению здоровья к ним относятся: движущиеся машины и механизмы; различные подъемно-транспортные устройства и перемещаемые грузы; незащищенные подвижные элементы производственного оборудования (приводные и передаточные механизмы, режущие инструменты, вращающиеся и перемещающиеся приспособления и др.) отлетающие частицы обрабатываемого материала и инструмента, электрический ток, повышенная температура поверхностей оборудования и обрабатываемых материалов и т. д. И вредные производственные факторы, которые приводят к заболеванию или снижению трудоспособности таковыми факторами являются повышенная и пониженная температура воздуха рабочей зоны; высокие влажность и скорость движения воздуха; повышенные уровни шума, вибрации. Также к вредным физическим факторам относятся запыленность и загазованность воздуха рабочей зоны; недостаточная освещенность рабочего места, а также проходов и проездов; повышенная яркость света и пульсация светового потока.
Между вредными и опасными производственными факторами наблюдается определенная взаимосвязь. Во многих случаях наличие вредных факторов способствует проявлению травмоопасных факторов. Так, чрезмерная влажность в производственном помещении и наличие токопроводящей пыли (вредные факторы) повышают опасность поражения человека электрическим током (опасный фактор).
Уровни воздействия на работающих вредных производственных факторов нормированы предельно-допустимыми уровнями, значения которых указаны в соответствующих стандартах системы стандартов безопасности труда и санитарно-гигиенических правилах.
Анализ опасных и вредных производственных факторов
При механической обработки детали «Вал первичный» на рабочих местах возникают опасные и вредные производственные факторы влияющие на здоровье и жизнь рабочего. В технологическом процессе на изготовление данных деталей используется следующее оборудование: фрезерно-центровальный станок, токарные станки с ЧПУ, фрезерные, сверлильные и шлифовальные.
На фрезерно-центровальной операции опасным фактором является торцевая фреза с твердосплавными пластинами, вращающаяся с большой скоростью резания, а также пневматические тиски, закрепляющие заготовку. Для исключения опасности травмирования станочника для защиты от стружки применяются ограждения и щитки, а закрепление и открепление детали нужно производить, чтобы руки рабочего не находились в зоне закрепления заготовки.
Работа на токарных станках сопровождается наличием ряда вредных и опасных производственных факторов, к которым относятся:
- электрический ток;
- сливная стружка и аэрозоли технологической среды;
- повышенный уровень вибрации при черновой обработке.
На токарных станках с ЧПУ возможны поломка инструмента, вырыв заготовки, обусловленные ошибками на стадии подготовки программы и погрешности при настройке и работе станка. Для выявления крупных ошибок производят отработку программы на станке без установки режущего инструмента, оснастки и заготовки. Также станки с ЧПУ необходимо устанавливать в местах с хорошей вентиляцией, так, как длительная работа этих станков приводит к высокому уровню загрязнения рабочей среды парами СОЖ, что может вызвать заболевания рабочего.
В проектируемом технологическом процессе деталь «Вал первичный» устанавливается на токарном станке с ЧПУ в трехкулачковом самоцентрирующем патроне. Зажимное усилие, развиваемое кулачками, должно обеспечивать надежное закрепление детали в процессе резания.
Основная опасность при работе с патроном – возможность вырыва заготовки из приспособления.
Деталь «Вал первичный» на токарном станке устанавливается в центрах, что позволяет свести к минимуму вылет детали из приспособления. Но при этом опасным фактором при данном креплении детали является сливная стружка.
На фрезерных станках опасными производственными факторами будут являться: при работе инструмента – фреза образует стружка скола. Обработка детали производится на больших скоростях, что приводит к вылету из зоны обработки раскаленной стружки с большой скоростью, что представляет значительную опасность для рабочего. При перегреве зубьев фрезы образуется большое количество паров эмульсии. Так же на фрезерном станке опасность представляет стол, совершающий возвратно-поступательные перемещения.
При закреплении на фрезерном станке детали «Вал первичный» для фрезерования паза и скоса используется приспособление, имеющее пневматический привод в случае выхода из строя пневмомагистрали станка, произойдет поломка детали приспособления, что может привести в вылету детали из приспособления.
При сверлении отверстий на детали «Вал первичный» на сверлильных станках опасными факторами будут являться: подвижные узлы станка, совершающие поступательные перемещения при обработке и возвратно-поступательные ускоренные перемещения, электрическая цепь станка, представляющая угрозу для жизни и здоровья при нарушении электроизоляции или отсутствии защитных элементов, вибрация возникающая при работе станка, вредная для здоровья человека. Также при работе вращающегося инструмента (сверло, зенкер), скапливается сливная стружка.
При обработке детали «Вал первичный» на шлифовальных станках могут возникнуть следующие опасные факторы: во – первых при работе на шлифовальных станках возможен разрыв круга, во – вторых при шлифовании используется СОЖ, при вращении круга происходит разбрызгивание аэрозоля в окружающую среду, при работе шлифовального станка возникает вибрация, что является вредным фактором.
На всех операциях вредным фактором является недостаточная освещенность рабочего места, неверно решенный вопрос микроклимата, возможное загромождение проходов и проездов. Также опасностью может являться утечка СОЖ или масла, наличие на рабочем месте посторонних предметов.
Техника безопасности
Оборудование устанавливается по группам: группа токарных станков, группа фрезерных, группа сверлильных и группа шлифовальных станков. После выполнения операции на одной группе станков, заготовки перемещают на другую группу, согласно технологического процесса. При перемещении груза необходима соблюдать следующие правила техники безопасности: запрещается провозить тару с грузом над местом нахождения людей и оборудования, при подъеме груза он должен быть приподнят не более 200 – 300 мм для проверки правильности строповки и надежности действия тормозов, опускать груз разрешается лишь на предназначенное для этого место, где исключается возможность падения, опрокидывания или сползания устанавливаемого груза. Минимальная ширина проходов для людей, передвигающихся с грузом, должен предусматриваться не менее 2 м, без груза – не менее 1 м. Расстояния между станками и элементами здания, а также ширина проходов выбраны согласно норм техники безопасности.
При работе на различного вида оборудования при выполнении разработанного технологического процесса необходимо соблюдать следующие требования техники безопасности.
Все открытые и вращающиеся части станков должны быть закрыты глухими кожухами, плотно прикрепленными к станку. Основные требования к кожухам: прочность, отсутствие шумообразования и простота конструкции. Станки должны быть снабжены специальными устройствами, полностью защищающими работающего от стружки, искр, осколков поломанного инструмента и брызг СОЖ. Для защиты от стружки, кроме защитного экранов и щитков применяются очки. Большую роль играют современные методы борьбы со стружкой - поломкой ее и удалением из зоны резания.
На фрезерных станках большую опасность представляет сама фреза. Эта опасность значительно уменьшается при наличии специального ограждения. Ограждение изготовляется в виде сварных или литых кожухов из стали или ковкого чугуна.
Для защиты станочников от поражения током все электрооборудование станков выполнено в защищенном исполнении. Для превращения замыкания фазы на корпус в однофазовое короткое замыкание оборудование занулено (на участке применяется четырехпроводная трехфазная сеть с заземленной нейтралью). В совокупности с использованием автоматов защиты от токов которого замыкания это обеспечивает быстрое срабатывание последних.
На всех дверцах электрошкафов применяются предупредительные знаки в соответствии с требованиями ГОСТ 15508 – 70. Работы по ремонту оборудования и механизмов производят только после полного отключения от сети электропитания с обязательным вывешиванием в местах отключения предупредительных табличек.
Перед каждым станком должен находиться деревянный настил, который не позволяет переохлаждаться организму человека, препятствует проникновению стружки в обувь и частичную изолирует работающего.
Конструкция и расположение органов управления станком должна исключать возможность непроизвольного включения и выключения оборудования. Конструкция приспособления (в основном пневматических и гидравлических) должна обеспечивать предотвращение разжима и падания обрабатываемых деталей (самотормозящие элементы, обратные клапана и т. д.).
Металлорежущий инструмент должен иметь определенную геометрию, а также должны быть канавки, предназначенные для скола стружки.
Производственная санитария и гигиена труда
Существенное влияние на здоровье людей оказывает микроклимат в производственном помещении, предусматриваемый ГОСТ 12.1.005-76, категория тяжести труда Па. Для создания благоприятных условий труда следует постоянно контролировать микроклимат производственных помещений, замеряя показатели температуры, влажности и скорости движения воздуха.
Для холодного времени года оптимальные параметры:
- температура воздуха 18…20°С;
- относительная влажность 40…60%;
- скорость движения воздуха на рабочем месте <0,2м/с.
Допустимые параметры соответственно:
- температура воздуха 17…23°С;
- относительная влажность не более 75%;
- скорость движения воздуха на рабочем месте <0,Зм/с.
В теплый период года оптимальные параметры:
- температура воздуха 21…23°С;
- относительная влажность 40…60%;
- скорость движения воздуха на рабочем месте <0,Зм/с.
Допустимые параметры соответственно:
- температура воздуха 18…27°С;
- относительная влажность не более 75%;
- скорость движения воздуха на рабочем месте <0,2…0,4 м/с.
В соответствии с требованиями СНИП 11-38-75 двери и технические проемы механических цехов оборудованы воздушными завесами. С целью более эффективного улавливания пыли, мелкой стружки применяется местное вытяжное устройство типа зонтов.
Для разбавления вредных веществ до их ПДК используется общеобменная вытяжная вентиляция.
Поддержание параметров микроклимата в заданных приделах обеспечивается, главным образом, за счет общеобменной приточно-вытяжной вентиляции, а также естественной вентиляции, осуществляемой аэрацией.
Свет играет большую роль в сохранении здоровья и работоспособности человека. Для создания нормальных условий труда источники света в производственных помещениях должны достаточно и равномерно освещать рабочие места; не вызывать слепящего действия, блесткости и излишней яркости в поле зрения работающего; не вызывать резких теней. Важное гигиеническое значение имеет рациональный выбор источников света.
На участке должно предусматриваться естественное и искусственное освещение. Система искусственного освещения – комбинированная, норма освещенности 2000 лК.
Расчет освещенности по коэффициенту использования.
1.Определяем высоту светильников над рабочей поверхностью.
H = H– hc
– hp
;
где H – высота цеха, м;
hc
– высота подвеса светильника, м;
hp
– высота рабочей поверхности, м.
h=9 – 2 – 0,9 = 6,1 м.
2.Определяем расстояние между светильниками L, м.
L=1,8h=1,8 ∙ 6,1=10,9 м.
3.Определяем расстояние от светильников до стен L1
, м.
L1
=0,5L
L1
=0,5 ∙ 10,9=5,5 м.
4.Определяем длину ряда a, м.
a=A-2L1
где А – длина участка, м.
a =20 – 10,9=9,1 м.
5.Определяем количество рядов b, м.
b=B-2L1
где B – ширина участка, м.
b =15-10,9=4,1 м.
6.Определяем число светильников в ряду n и m.

 ; ;

 ; ;
7.Определяем общее число светильников N.
N =2 ∙ 2=4
8.Определяем световой поток F, лм.
En
– минимальная освещенность для данного вида работ, лм;
S – площадь участка, м2
;
K – коэффициент запаса на старение ламп (K=1,3 для ламп накаливания);
z – коэффициент неравномерности освещения (z=1,1);
h - коэффициент использования, который определяется в зависимости от показателя помещения i и коэффициентов отражения потолка rп
и стен rст
.
i= ; ;
где А и В – длина и ширина помещения, м;
h – высота светильников над рабочей поверхностью, м;
rп
=70%; rст
=50%;
 лм. лм.
По найденному световому потоку выбираем тип светильника и определяем потребляемую мощность.
Светильник – НСП-07, с лампой накаливания типа Г215-225-1000. Мощность, потребляемая каждой лампой составляет 1000 Вт, а общая потребляемая мощность составит 9 кВт.
Для снижения шума и вибрации предусматриваются следующие требования:
- снижение вибрации в источнике возникновения;
- рациональная планировка, наиболее шумное оборудование располагается в специальном месте;
- использование звукоизолирующих экранов и кожухов;
- использование индивидуальных средств защиты к ним отнесены следующие устройства: оградительные, виброизолирующие, виброгасящие и вибропоглощающие (см. ГОСТ 12.4.011-75), а также средства автоматического контроля, сигнализации, дистанционного управления.
Важное значение имеет разработка и внедрение физиологически обоснованных режимов труда и отдыха лиц, подвергающихся воздействию вибрации, а также обеспечение их средствами индивидуальной защиты.
Для защиты рабочего от воздействия общей вибрации применяют обувь с амортизирующими подошвами.
Общие технические требования на специальную виброзащитную обувь введены ГОСТ 12А.024-16. Значительное внимание уделено защите рук от вибраций, мероприятия по которой изложены в ряде стандартов.
Например, требования ГОСТ 12.4.002-74, ГОСТ 12.4.20-75 распространяются на средства индивидуальной защиты рук работающего от вибрации, защитные свойства которых обеспечиваются применением упругодемпфирующих материалов.
Для борьбы с шумом на пути его распространения устанавливают звукоизолирующие и звукопоглощающие конструкции, а также глушители аэродинамических шумов. Их следует проектировать в соответствии с указаниями СниП П-12-77. Допустимый уровень звука 80 дБА.
Противопожарные мероприятия и средства пожаротушения
По классификации СН и П. - М2-72 строения категории Д - не пожароопасные. В них обрабатываются негорючие вещества и материалы в холодном состоянии.
Причиной пожара могут стать искры, возникающие при шлифовании, фрезеровании и обточке материалов твердыми сплавами на высоких скоростях, а также промасленная ветошь в контейнерах, пробой электропроводки и обмоток электродвигателей.
Для обеспечения безопасности работы необходимо соблюдать следующие меры предупреждения пожаров.
Содержатся в чистоте рабочие места, своевременно очищаются от мусора и ветоши, которые складываются в специальных металлических контейнерах закрывающихся крышкой.
Цех должен быть оснащен двумя эвакуационными выходами, ширина путей эвакуации должна быть не менее 1 м, а ширина дверей в путях –
не менее 0,8 м, высота прохода - не менее 2м.
Удаление дыма при пожаре предусматривается через аэрационные фонари.
В воздухе вентиляционной системы устанавливается огнепреградительные и быстродействующие заслонки.
Использование дымового пожарного извещателя ДИП – 1, действие которого основано на фотоэлектрическом принципе.
Для тушения пожара также использовать ручные углекислотные огнетушители ОУ – 5.
На участке расположить два пожарных гидранта.
Соответствующими приказами устанавливается порядок регулярного проведения с рабочими противопожарного инструктажа.
Успешное тушение пожара в значительной степени зависит от правильно организованной и надежно действующей связи и сигнализации.
Охрана окружающей среды
При обработке металлов резанием основную вредность для
окружающей среды представляют: отработанная СОЖ и промывная вода; твердые отходы - стружка; загрязненный в результате отделочных операций механической обработки (шлифования, заточки инструмента) воздух.
Во избежание загрязнения окружающей среды предусмотрены следующие мероприятия.
Для улавливания крупных фракций частиц пыли применяют установки типа «циклоны». Механическая обработка на металлорежущих станках сопровождается выделением пыли, стружки, туманов, масел и эмульсий, которые через систему вентиляции выбрасываются из помещения в окружающую среду.
Для возможности повторного использования отработанной СОЖ и промывной воды в условиях серийного производства предусмотрены отдельные замкнутые системы водоснабжения. Для разложения отработанной СОЖ используется метод электрокоагуляции. На основе полученной повторно воды изготавливают новую СОЖ, а оставшуюся масляную составляющую сжигают в печах чугунолитейного производства. В целях экономии на заводе предусмотрена одна централизованная станция для разложения СОЖ.
Для очищения промывочной воды предусмотрены отстойники и флотационные установки, включенные в замкнутую цеховую оборотную систему.
Для недопущения загрязнения окружающей среды твердыми отходами (стружкой) предусматриваются следующие мероприятия:
- сбор стружки по территории цеха с последующим ее прессованием;
- последующая ее переработка.
Для переработки стружки предусматривается специальный участок, что позволяет сократить затраты на погрузочно-разгрузочные работы, снижает безвозвратные потери при их переплавке и транспортировке и высвобождает транспортные средства.
Стружку, которая образуется при обработке деталей, собирают и перерабатывают на стружко-дробилках, брикетировочных прессах. Основные операции первичной обработки метало отходов – сортировка, заключается в разделении лома и отходов по видам металла; разделка лома состоит в удалении неметаллических включений и механическая обработка включает рубку, резку, брикетирование на прессах.
Регулярный плановый ремонт станка исключает не предусмотренное конструкцией трение, а регулярная чистка, смазка, замена выработавших свой срок узлов снизит количество твердых отходов в целом.
Безопасность шлифовальной операции
При изготовлении детали – вал первичный огромную роль играют шлифовальные работы, так как окончательный размер ø55k6( ), ø65f6( ), ø65f6( ), ø55f6(), получается после круглошлифовальной операции. В качестве инструмента на данной операции применяется круг шлифовальный 25А40НСТ16К535 м/с 3 кл. Б ГОСТ 2424-83. Скорость вращения шлифовального круга на данной операции составляет, 35 м/сек. Шлифование очень длительный и дорогостоящий процесс механической обработке, но другие операции не позволяют получить размер такой высокой точности. Поэтому в разделе решено рассмотреть безопасность шлифовальных работ. ), ø55f6(), получается после круглошлифовальной операции. В качестве инструмента на данной операции применяется круг шлифовальный 25А40НСТ16К535 м/с 3 кл. Б ГОСТ 2424-83. Скорость вращения шлифовального круга на данной операции составляет, 35 м/сек. Шлифование очень длительный и дорогостоящий процесс механической обработке, но другие операции не позволяют получить размер такой высокой точности. Поэтому в разделе решено рассмотреть безопасность шлифовальных работ.
Существует огромное количество абразивных материалов, и связок (вулканитовая, бакелитовая, гликолевая – наиболее часто применяемые). Подбирать абразивные круги нужно очень тщательно, в зависимости от режимов резания, и от материала заготовки, если инструмент при шлифовании будет подобран неверно, это может привести к расбалансировке станочной системы, и как следствие этого разрушение шлифовального круга, что при данных скоростях резания может нанести серьёзную травму рабочему.
При работе на шлифовальных станках очень много пыли, поэтому работают в респираторах. Используется местная вытяжная вентиляция. Устройство местной вытяжной вентиляции делают в виде укрытий или местных отсосов.
При шлифовании используется СОЖ, при вращении круга происходит разбрызгивание аэрозоля в окружающую среду. Неверно подобранная СОЖ может не выполнять свою непосредственную функцию, что приведет к расплавлению еще не отработанных зерен круга, и как следствие этого – их спеканию, и соответственно уплотнению, что может привести к повреждению абразивного инструмента, и увеличить возможность травматизма рабочего.
Полное укрытие машин и механизмов, выделяющих вредные вещества – наиболее совершенный и эффективный способ предотвращения их попадания в воздух помещения.
Для защиты станочников от поражения током все электрооборудование станков выполнено в защищенном исполнении. Для превращения замыкания фазы на корпус в однофазовое короткое замыкание станок зануляют. Под ногами рабочего должен быть деревянный настил.
При работе на шлифовальных станках возможен разрыв круга.
В этом случае для предохранения шлифовщика и окружающих на шлифовальных станках устанавливают защитные кожухи. На круглошлифовальных станках, работающих с окружной скоростью круга 30 – 35 м/сек, обычно устанавливают литые чугунные кожухи. Ограждение шлифовального круга прочно закрепляется на станке.
Необходимо выполнять следующие основные правила по технике безопасности при работе на шлифовальных станках:
Каждый шлифовальный станок должен обслуживаться только тем рабочим, который прикреплен к нему.
Перед началом работы необходимо проверить направление вращения шпинделя шлифовального круга. Обратное направление вращения шпинделя может привести к самопроизвольному отвинчиванию винта, закрепляющего фланцы на шпинделе, в результате чего вращающийся шлифовальный круг может сорваться со шпинделя.
Необходимо проверить правильность установки и крепления приспособлений и детали.
Не положено измерять детали на ходу станка. Для замера деталей необходимо отвести шлифуемую деталь от шлифовального круга и остановить вращение шпинделя передней бабки.
Во время работы и особенно при правке круга шлифовщик обязан носить защитные очки, чтобы исключить попадание в глаза осколков круга. Обязательно необходимо производить своевременную правку круга, так как его неравномерный износ может привести, также к расбалансировке системы.
При уборке и смазке станок необходимо выключить. Чтобы избежать поражений электрическим током, шлифовщик обязан выполнять все правила электробезопасности.
7. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА
Таблица 13 - Исходные данные по проектируемому технологическому маршруту
| Показатели |
Единица измерения |
Числовое значение |
Деталь
Вал первичный
|
| 1 |
2 |
3 |
| 1 Годовая программа |
шт |
800 |
| 2 Применяемость на изделие |
шт |
1 |
| 3 Трудоемкость изготовления, в том числе по операциям: |
мин |
61,238 |
| Токарная с ЧПУ |
мин |
4,9 |
| Фрезерная с ЧПУ |
мин |
1,75 |
| Центровальная |
мин |
0,798 |
| Шлицефрезерная |
мин |
25,62 |
| Круглошлифовальная |
мин |
10,02 |
| Торцекруглошлифовальная |
мин |
10,61 |
| Резьбофрезерная |
мин |
7,54 |
| 4 Норма расхода основных материалов: |
| Вес заготовки |
кг |
15,7 |
| Чистый вес |
кг |
10,0 |
| Вид заготовки |
поковка |
| Марка материала |
Ст45 |
| 5 Стоимость 1 кг |
руб/кг |
47,8 |
Тип и форма организации производства
Тип производства на проектируемом участке определяется номенклатурой обрабатываемой детали, годовой программой выпуска и загрузкой оборудования. В данном случае тип производства - среднесерийное.
Тип производства определяет выбор технологического процесса и форму его организации на участке. Метод организации производства – непоточный, партионный.
Режим работы
Режим работы механосборочного производства может быть односменным или двухсменным.
Годовой эффективный фонд времени работы единицы оборудования рассчитывается по формуле:
Fэф
об
= Fном
∙ m ∙ Kр
,
где Fном
- годовой номинальный фонд времени, ч;
m - число рабочих смен в сутках (m = 1);
Kр
– коэффициент, учитывающий плановые потери времени, связанные с ремонтом и наладкой оборудования (0,97 ÷ 0,95).
Fном
= (dк
– dв
– dс
– dп
) ∙ tсм
– tс
∙ dпп
,
где dк
, dв
, dс
, dп
- число соответственно календарных, воскресных, субботних и праздничных дней в плановом году, дни;
tсм
- продолжительность рабочей смены, ч;
dпп
- число предпраздничных дней в плановом году, дни;
tс
- время сокращения рабочего дня в предпраздничные дни, ч (1ч).
На 2009 год:
Fном
= (366 – 52 – 52 – 11) ∙ 8 – 1 ∙ 5 =2003часа
Fэф
об
= 2003 ∙ 1∙ 0,96 = 1923 часов
Годовой эффективный фонд времени работы одного рабочего определяется по формуле:
Fэф
р
= Fном
∙ Kн
,
где Kн
– коэффициент, учитывающий планируемые невыходы на работу (0,85 ÷ 0,88).
Fэф
р
= 2003∙ 0,86 = 1723 часов
7.1.3 Расчет параметров участка и потребности в оборудовании
Определим размер партии детали в 2 этапа.
На первом этапе определим расчетную (минимальную) величину размера партии деталей i- го наименования.
 , ,
где  =2-5% - допустимый процент потерь времени на текущий ремонт и переналадку оборудования; =2-5% - допустимый процент потерь времени на текущий ремонт и переналадку оборудования;
m – число операций на детали i-го наименования.
Таблица 15 – Данные по tп.з.
и tн.о
| Наименование операции |
Вал первичный |
| № операции |
tшт
, мин |
tп.з
, мин |
tн.о
, мин |
| Центровальная |
1 |
0,798 |
2 |
1 |
| Токарная ЧПУ |
2 |
4,9 |
8 |
5 |
| Фрезерная ЧПУ |
3 |
1,75 |
10 |
5 |
| Шлицефрезерная |
4 |
6,51 |
16 |
12 |
| Шлицефрезерная |
5 |
19,11 |
16 |
12 |
| Круглошлифовальная |
6 |
1,35 |
5 |
5 |
| Круглошлифовальная |
7 |
2,5 |
5 |
5 |
| Торцекруглошлифовальная |
8 |
10,61 |
7 |
5 |
| Круглошлифовальная |
9 |
6,17 |
5 |
5 |
| Резьбофрезерный |
10 |
3,12 |
13 |
6 |
| Резьбофрезерный |
11 |
4,42 |
13 |
6 |
| Сверлильная ЧПУ |
| 61,238 |
100 |
67 |
 шт шт
За максимальный размер партии деталей i-го наименования принимаем месячную программу выпуска:
NВал
= = 800/12 = 67 шт
Для корректировки предельных размеров партии деталей i-го наименованияустановим удобопланируемые ритмы. Dр
= 20 рабочих дней в месяце.
Определим период чередования партий детали i-го наименования:
 - принимаем - принимаем  10 дней 10 дней
Принимаем общий период чередования для всех партий детали  10 дней. 10 дней.
Оптимальный размер партии детали i-го наименования:

 шт шт
Число партий по каждому i-му наименованию детали:

Хвал
= 67/33=2,0
Определим потребное количество оборудования. Метод организации не поточного производства группируется по типам станков, т.е. токарные, фрезерные, сверлильные и т.д. Загрузка станков очень мала, так как участком обрабатывается большое количество деталей различных наименований, которые разбивают на группы по технологической однородности.
Поэтому, когда допустимо приближенное определение количества оборудования и номенклатуры, оборудование проектируем укрупненным способом расчета.
Так как в условиях не поточного, в данном случае среднесерийного производства. На одних и тех же станках обрабатываются различные детали. То расчет количества оборудования целесообразно выполнять в табличной форме.
Количество потребного основного технологического оборудования при проектировании участка укрупненным способом определяется по формуле:
 , ,
где Тс
– станкоемкость годового объема выпуска изделий с запасными частями, станко-часы.
 , ,
где Fд
– средний действительный годовой фонд времени работы оборудования для механических цехов на одну смену, ч;
k4
– средний коэффициент использования оборудования;
k3
– средний коэффициент загрузки оборудования.
Допускаемые коэффициенты использования и загрузки оборудования принимаем по [15, с.92, табл.6].
Для автоматов и полуавтоматов и станков с ЧПУ допускаемый коэффициент использования k4
=0,85.
Допускаемый коэффициент загрузки оборудования средний по группе:
Для автоматов и полуавтоматов k3
=0,85,
Для станков с ЧПУ k3
=0,9.
Таблица 16 - Для расчета количества оборудования в серийном производстве
| Наименование детали |
№ операции |
Загрузка станков по каждой операции |
Итого
|
| Токарная ЧПУ |
Фрезерная |
Сверлильная ЧПУ |
Центровальная |
Круглошлифовальная |
| ЧПУ |
Шлице- |
Резьбо- |
| 1 |
2 |
3 |
4 |
5 |
7 |
8 |
9 |
10 |
14 |
| Вал первичный |
1 |
0,798 |
0,798 |
| 2 |
4,9 |
4,9 |
| 3 |
1,75 |
1,75 |
Итого
Принимаемый коэффициент k3
Принимаемый коэффициент k4
|
4 |
6,51 |
6,51 |
| 5 |
19,11 |
19,11 |
| 6 |
1,35 |
1,35 |
| 7 |
2,5 |
2,5 |
| 8 |
10,61 |
10,61 |
| 9 |
6,17 |
6,17 |
| 10 |
3,12 |
3,12 |
| 11 |
4,42 |
4,42 |
| 13,96 |
9,12 |
25,62 |
7,54 |
4,16 |
0,798 |
20,63 |
81,828 |
| 0,9 |
0,9 |
0,85 |
0,85 |
0,9 |
0,85 |
0,85 |
| 0,85 |
0,85 |
0,85 |
0,85 |
0,85 |
0,85 |
0,85 |
| Принимаемое количество станков |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
7 |
Форма (таблица 14) применяется для группы станков предметно-замкнутого участка и детали, обрабатываемой на этих станках. Данные для заполнения формы берутся из соответствующих граф операционных технологических карт, разрабатываемых на деталь.
Произведем расчет количества станков по формуле:
Токарная с ЧПУ:
Фрезерная с ЧПУ:
Шлицефрезерная:

Резьбофрезерная:

Сверлильная с ЧПУ:
Центровальная:

Круглошлифовальная:
Рассчитанное количество станков заносим в таблицу 14. Число единиц оборудования принимаем по этой форме. Коэффициент загрузки из таблицы 14.
Рассчитаем длительность операционного цикла каждой партии детали i-го наименования:
Расчет Тц.оп
по каждой операции сведем в табличную форму – таблица 15.
Таблица 16 - Расчет длительности цикла обработки детали
| Наименование операции |
Длительность цикла обработки деталей, смены |
| Вал первичный |
| Центровальная |
0,1 |
| Токарная ЧПУ |
0,4 |
| Фрезерная ЧПУ |
0,1 |
| Шлицефрезерная |
0,5 |
| Шлицефрезерная |
1,4 |
| Круглошлифовальная |
0,1 |
| Круглошлифовальная |
0,2 |
| Торцекруглошлифовальная |
0,8 |
| Круглошлифовальная |
0,4 |
| Резьбофрезерный |
0,2 |
| Резьбофрезерный |
0,3 |
| Сверлильная ЧПУ |
| Итого |
4,5 |
На основании расчетных данных таблицы 15 строим стандарт-план участка и определяем опережения запуска-выпуска партий детали и продолжительность производственного цикла комплекта каждой партии детали.
Для повышения загрузки рабочих мест перенесем выполнение операций детали Вал первичный на более поздний срок, т.к. должно быть обеспечено максимально полное и непрерывное использование рабочих мест и минимальное пролеживание партий предметов в ожидании сборки. [37, с.71].
Средняя величина заделов на участке:

 шт шт
Величина незавершенного производства:
 нормо-ч нормо-ч
Расчет производственных площадей
Перечень и основные технико-экономические характеристики оборудования принимаются на основе справочных данных и заносятся в таблицу 16.
Производственная площадь участка определяется по каждому виду оборудования по формуле:
S = Мпр
∙ Sz
∙ Кдоп
,
где Мпр
– принятое число оборудования;
Sz
– габаритная площадь единицы оборудования;
Кдоп
– коэффициент перерасчета площади станков в производственную площадь (2 ÷ 4).
SТЧПУ
= 1 ∙ 5,75 ∙ 3 = 17,25 м2
SФЧПУ
= 1 ∙ 10,96 ∙ 3 = 32,88 м2
SШФ
= 1 ∙ 3,64 ∙ 3 = 10,92 м2
SРФ
= 1 ∙ 2,48 ∙ 3 = 7,44 м2
SСЧПУ
= 1 ∙ 4,5 ∙ 3 = 13,5 м2
SЦ
= 1 ∙ 3,6 ∙ 3 = 10,8 м2
SКШ
= 1 ∙ 6,51 ∙ 3 = 19,53 м2
Sстан
= 17,25+32,88+10,92+7,44+13,5+10,8+19,53=112,32 м2
Площадь вспомогательных помещений (кладовые, мастерские и т.п.):
Sвспом
= Sстан
∙ 0,3 = 33,7 м2
Площадь конторских и бытовых помещений:
Sконтор
= Sстан
∙ 0,2 = 22,46 м2
Общая площадь участка:
Sобщ
= 112,32+33,7+22,46 = 168,48 м2
Численность работающих на участке рассчитывается по категориям: рабочие (основные и вспомогательные), руководители, специалисты, техперсонал.
Списочную численность основных рабочих определяем укрупненным способом.
При укрупненных способах расчета в не поточном производстве число производственных рабочих определяем по рассчитанной станкоемкости ∑Тс
или по общему количеству принятых станков Sпр
механического цеха.
При определении трудоемкости годового объема выпуска детали, не обрабатываемых в автоматических линиях, следует учитывать потери времени рабочих из-за простоев оборудования по организационно –механическим причинам.
Определим общее число производственных рабочих, пользуясь принятым количеством оборудования:
 , ,
где Ra
– число рабочих определяемых загрузкой оборудования, Ra
=1;
Sпр
– принятое количество производственного технологического оборудования участка;
Fд
– годовой фонд времени работы станка;
k3
– коэффициент загрузки станка;
kр
– коэффициент учитывающий ручные работы, kр
=1,02-1,05 ;
kн
–коэффициент, учитывающий не металлорежущее оборудование на участке, если работа на нем не включена в станкоемкость;
Fд
р
– годовой фонд времени рабочего;
Sр
– средний коэффициент многостаночного обслуживания, Sр
=1,3-1,5.
С учетом двусменной работы:
 чел чел
Принимаем количество производственных рабочих, Rпр
= 6 чел.
Списочная численность вспомогательных рабочих определяется по рабочим местам и нормам для обслуживания по формуле:
где М – количество единиц оборудования или других рабочих мест;
m – число смен;
Ноб
– норма обслуживания (для наладчиков – 7 ÷ 10, для слесарей, электромонтеров, контролеров 20 ÷ 30);
Кн
– коэффициент, учитывающий планируемые невыходы на работу.
Чнал
= (7 ∙ 1) / (0,86 ∙9) = 0,9, принимаем Чнал
=1
Чслес
= (7 ∙ 1) / (0,86 ∙20) = 0,41, принимаем Чслес
=1
Чэлектр
=1 чел
Чконтрол
= 1 чел
ЧВР
= 1+1+1+1 = 4 чел
Число транспортных рабочих не определяется, так как они относятся к корпусу состоящему из 5-ти больших цехов. То же самое относиться к раздатчику инструмента, крановщику и уборщику.
ЧВР
всех
= 4 чел
Численность вспомогательных рабочих не должна превышать 70% от численности основных.
ЧВР
всех
= 4< 6∙ 0,7 = 4,2 чел
ЧОБЩ
= 6+4=10 чел
Рабочим присваивается тарифный разряд на основе заводских данных.
Средний разряд определяется в отдельности для основных и вспомогательных рабочих по формуле:
где i = 1, n – число присвоенных разрядов;
ri
– разряд группы рабочих одного разряда;
Чi
– численность рабочих i-го разряда;
Чобщ
– общая (списочная) численность основных или соответственно вспомогательных рабочих.
rср
ТЧПУ
= (6 ∙ 1) / 1 = 6
rср
ФЧПУ
= (5 ∙ 1) / 1 = 5
rср
Ф
= (5 ∙ 1) / 1 = 5
rср
СЧПУ
= (6 ∙ 1) / 1 = 6
rср
Ц
= (4 ∙ 1) / 1 = 4
rср
Ш
= (5 ∙ 1) / 1 = 5
rср
осн
= (4 ∙ 1+5 ∙ 3+ 6 ∙ 2) / 6 = 5,17
rср
сл
= (5 ∙ 1) / 1 =5
rср
нал
= (6∙1) / 1= 6
rср
электр
= (5 ∙ 1) / 1 =5
rср
контрол
=(4 ∙ 1 ) / 1 = 4
rср
вспом
= (4∙ 1+ 5 ∙ 23+6 ∙ 1) / 4= 5,0
Данные по численности и квалификации рабочих заносятся в таблицу 16.
Таблица 17 - Списочная численность рабочих участка по профессиям и тарифным разрядам
| Профессия рабочих |
Количество, человек |
Средний разряд |
| всего |
в т.ч. по разрядам |
| 3 |
4 |
5 |
6 |
| 1. Основные рабочие |
| токарь ЧПУ |
1 |
1 |
6 |
| фрезеровщик ЧПУ |
1 |
1 |
5 |
| фрезеровщик |
1 |
1 |
5 |
| сверловщик ЧПУ |
1 |
1 |
6 |
| центровальщик |
1 |
1 |
4 |
| шлифовщик |
1 |
1 |
5 |
| Итого |
6 |
0 |
1 |
3 |
2 |
5,17 |
| 2. Вспомогательные рабочие |
| слесарь |
1 |
1 |
5 |
| наладчик |
1 |
1 |
6 |
| электрик |
1 |
1 |
5 |
| контролер |
1 |
1 |
4 |
| Итого |
4 |
0 |
1 |
2 |
1 |
5,00 |
Численность руководителей по проектируемому участку (начальник участка, старший и сменный мастер), специалистов (технолог, механик, может быть экономист, инженер по нормированию труда) и техперсонала (нарядчик, учетчик, табельщик) принимается в зависимости от объёма производства, режима работы отделения и норм управляемости не более 10% от общей численности рабочих и отражается в таблице 17.
Таблица 18 - Численность руководителей, специалистов, техперсонала
| Наименование должности |
Численность |
| человек |
% |
| Специалист |
1 |
10 |
| Итого |
1 |
10 |
Обслуживать участок будут также руководители, специалисты и служащие с других участков.
Инвестиции и основные фонды
Капитальные вложения в основные фонды включают стоимость здания, оборудования, дорогостоящих инструментов, приспособлений, производственного и хозяйственного инвентаря.
Стоимость здания определяется по площади производственных, вспомогательных, служебно-бытовых помещений и стоимости 1м2
(по заводским данным).
Стоимость технологического оборудования определяется на основании расчетов в таблице 18 с добавлением транспортно-монтажных расходов в размере 10%.
Стоимость прочего оборудования и дорогостоящей оснастки определяется укрупнено в процентах от стоимости технологического оборудования:
энергетическое – 10 ÷ 15%,
подъёмно-транспортное – 15 ÷ 20%,
инструмент и приспособления – 2 ÷ 5%.
Стоимость дорогостоящего производственного и хозяйственного инвентаря определяется укрупнено в размере 1200÷1800 руб на одного работающего.
Стоимость здания:
Сз
= 168,48 м2
∙ 9500 руб/м = 1601 тыс.руб
Стоимость оборудования и инструментов:
СТЧПУ
= 1∙434= 434 тыс.руб СФЧПУ
=1∙323= 323 тыс.руб
СШФ
=1∙178 = 178 тыс.руб СРФ
=1∙145,3= 145,3тыс.руб
ССЧПУ
=1∙328,3 = 328,3 тыс.руб СЦ
=1∙88,56 = 88,56 тыс.руб
СКШ
=1∙124,7 = 124,7 тыс.руб
Сосн
= (434+323+178+154,3+328,3+88,56+124,7) ∙ 1,1 =1793,9 тыс.руб
Сэнерг
= 0,1 ∙ Собщ
= 179,39 тыс.руб
Стр
= 0,15 ∙ Собщ
= 269,09 тыс.руб
Спр
= 0,03 ∙ Собщ
= 53,82 тыс.руб
Спхи
= 1500 ∙ (6+4) = 15 тыс.руб
Результаты расчетов капитальных вложений сводятся в таблицу 18.
Таблица 19 - Капитальные вложения в основные фонды
| Группы основных фондов |
Стоимость |
| сумма, тыс.руб |
уд. вес, % |
| 1. Здание |
1600,56 |
40,92 |
| 2. Оборудование |
| 2.1. Технологическое |
1793,95 |
45,86 |
| 2.2. Энергетическое |
179,39 |
4,59 |
| 2.3. Подъёмно-транспортное |
269,09 |
6,88 |
| 3. Инструмент и приспособления |
53,82 |
1,38 |
| 4. Производственный и хозяйственный инвентарь |
15 |
0,38 |
| Итого (ОФ) |
3911,81 |
100 |
Амортизация, ремонт и техобслуживание основных фондов
Годовая сумма амортизационных отчислений и расходов по ремонту и техобслуживанию (ТО) рассчитывается по каждой группе основных фондов на основе их стоимости и соответственно норм амортизации и затрат на ремонт и ТО (таблица 19).
Таблица 20 - Затраты по амортизации, ремонту и ТО основных фондов
| Группы основных фондов |
Стоимость |
Амортизация |
Ремонт и ТО |
| Тыс.руб |
% |
сумма, тыс.руб |
% |
сумма, тыс.руб |
| 1 Здание |
1600,56 |
5% |
80,03 |
2% |
32,01 |
| 2 Оборудование |
2242,43 |
15% |
336,36 |
12% |
269,09 |
| 3 Инструмент и приспособления |
53,82 |
20% |
10,76 |
10% |
5,38 |
| 4 Производственный и хоз. инвентарь |
15 |
10% |
1,5 |
10% |
1,5 |
| Итого |
3 911,81 |
428,66 |
307,98 |
Материалы и инструмент
Затраты на основные материалы для детали в таблице 20 по формуле:
М0
= (gм
∙ Цм
∙ Ктз
– g0
∙ Ц0
) ∙ N,
где М0
– стоимость годовой потребности основных материалов, руб.;
gм
– норма расхода материала (масса заготовки), кг;
Цм
– цена 1 кг материала, руб.;
Ктз
– коэффициент, учитывающий транспортно-заготовительные расходы (1,08 ÷ 1,06);
g0
– масса возвратных отходов на деталь, кг;
Ц0
– цена 1 кг отходов, руб.(1,8 руб/кг);
N – годовой выпуск детали, шт.
МВал
= (15,7∙ 47,8∙ 1,07 – 5,7 ∙ 1,8) ∙ 800/1000 = 634,19 тыс.руб
Цены на материалы (заготовки) принимаются по заводским данным.
Стоимость вспомогательных материалов для производственных целей (эмульсии, охладительной жидкости, смазки и др.) определяется укрупнено по нормам расхода за год на один станок: для универсальных станков – 1000 руб, для автоматов, зуборезных и др – 1100 руб, для шлифовальных – 1150 руб.
Ссож
= 1,1 ∙ 3 + 1,0 ∙ 3+1,15∙1 = 7,45 тыс.руб
Стоимость вспомогательных материалов для хозяйственных нужд определяется в размере 0,5%, малоценного инвентаря – 1% от стоимости здания.
Схоз.н
= 0,005 ∙ 1601 = 8,0 тыс.руб
Смц.и
= 0,01 ∙ 1601 = 16,01 тыс.руб
Расход малоценного режущего и измерительного инструмента, приспособлений может определяться укрупнено по средним нормам расхода за год на станок в размере от 7500 руб.
Смц.ри
=7∙ 7,500 = 52,5 тыс.руб
Энергия и вода
Годовые затраты на энергоресурсы для производственных и хозяйственных целей рассчитываются по видам энергоресурсов.
Расход силовой электроэнергии определяется по формуле:
Wc
= Ny
∙ Fэф
об
∙ Кз
∙ КN
,
где Ny
– суммарная установленная мощность электродвигателей оборудования, кВт. Берется по данным таблицы 33 с учетом коэффициента увеличения (1,2 ÷ 1,3) на потребление прочим оборудованием;
Fэф
об
– годовой эффективный фонд времени работы единицы оборудования, ч;
Кз
– средний коэффициент загрузки оборудования;
КN
– средний коэффициент использования электродвигателей по мощности и времени (0,7 ÷ 0,8).
Wc
= 1,25 ∙ 38∙ 1923 ∙ 0,86 ∙ 0,75 = 58912 кВт
Расход сжатого воздуха определяется по формуле:
WВ
= НВ
∙ М∙ Fэф
об
∙ КВ
∙ КП
,
где НВ
- норма расхода сжатого воздуха за час работы единицы оборудования, м3
;
М - количество единиц оборудования;
КВ
- коэффициент, учитывающий долю станков, на которых используется сжатый воздух;
КП
- коэффициент, учитывающий потери воздуха (1,2 ÷ 1,3).
НВ
может быть принята в размере 1 м3
для обдувки, 1,5 м3
- для пневмозажимов, 4 м3
- для пневмоинструмента. Доля станков, использующих сжатый воздух, берется в пределах 0,1 ÷ 0,15 для обдувки, 0,15 ÷ 0,3 - для работы пневмозажимов и пневмоинструмента.
WВ обд
= 1 ∙ 7∙ 1923 ∙ 0,1 ∙ 1,2 = 1615 м3
WВ пз
= 1,5 ∙ 7 ∙ 1923∙ 0,2 ∙ 1,2 = 4846 м3
WВ пи
= 4 ∙ 7 ∙ 1923 ∙ 0,2 ∙ 1,2 = 12922 м3
WВ общее
= 1615+4846+12922=19383 м3
Расход технической воды определяется для приготовления охлаждающих жидкостей в размере 0,0006 м3
за час работы станка, для промывки деталей - в пределах 0,02 - 0,05 м3
на тонну промываемых деталей.
WТВ охл
= 1923 ∙ 7 ∙ 0,0006 = 8,08 м3
WТВ промыв
= 0,03 ∙ 10,7 = 0,32 м3
WТВ общее
= 8,08+0,32=8,4 м3
Расход электроэнергии для освещения определяется по формуле:
WОС
= НОС
∙ L ∙ Тос
∙ Kg
,
где НОС
- удельная норма расхода электроэнергии за час на 1 м2
площади участка, кВт (0,015-0,025);
L - общая площадь участка, м2
;
Тос
- продолжительность освещения за год, ч (2500 ч при двухсменном и 4300 ч при трехсменном режиме работы);
Kg
- коэффициент, учитывающий дежурное освещение (1,05).
WОС
= 0,02 ∙ 168,48∙ 2500 ∙ 1,05 = 8845 кВт
Расход пара для отопления и вентиляции рассчитывается по формуле:
WП
= НП
∙ ТОТ
∙ V,
где НП
- удельная норма расхода пара за час на 1 м3
объема здания, т (Гкал);
ТОТ
- продолжительность отопительного периода, ч (4200ч). Норма расхода пара в среднем доставляет 0,00005 т/ч или 0,000027 Гкал/ч.
WП
= 0,000027 ∙ 4200 ∙ 168,48∙ 12 = 229 Гкал
Расход воды на хозяйственно-бытовые нужды определяется (технической, питьевой и горячей отдельно) по формуле:
WB
= HВ
∙ Ч,
где НВ
- норма расхода воды на одного работающего за год, м3
/чел;
Ч - списочная численность работающих (в данном случае без ИТР).
Норма расхода воды может быть принята в размере: технической 50 ÷ 60 м3
, питьевой 20 ÷ 30 м3
, горячей 15 ÷ 25 м3
.
WВ т
= 55 ∙ 10= 550 м3
WВ п
= 25 ∙ 10= 250 м3
WB
г
= 20 ∙ 10 = 200 м3
Результаты расчетов энергоресурсов заносятся в таблицу 21, в которой определяется их стоимость по заводским ценам на дату расчета.
Таблица 21 - Ведомость затрат на энергию и воду
| Вид энергоресурсов |
Годовой расход |
Цена за единицу, руб |
Стоимость, тыс.руб |
| 1 Энергопотребление на производственные цели |
| 1.1 Силовая электроэнергия, кВт∙ч |
58912 |
2,3 |
135,50 |
| 1.2 Сжатый воздух, м3
|
19383 |
128 |
2,48 |
| 1.3 Вода техническая, м3
|
8,40 |
3,69 |
0,03 |
| Итого |
138,01 |
| 2 Энергопотребление на хозяйственно-бытовые нужды |
| 2.1 Электроэнергия осветительная, кВт∙ч |
8845 |
2,3 |
20,34 |
| 2.2 Пар, Гкал |
229 |
281 |
64,42 |
| 2.3 Вода, м3
: |
| 2.3.1 техническая |
550 |
3,69 |
2,03 |
| 2.3.2 питьевая |
250 |
8,67 |
2,17 |
| 2.3.3 горячая |
200 |
10,18 |
2,036 |
| Итого |
91,00 |
| Всего |
229,01 |
Тарифная заработная плата основных рабочих сдельщиков определяется по формуле:
или:
ЗТ.О
= СЧ.О
∙ tk
∙ Nk
,
где СЧ.О
– средняя часовая тарифная ставка основных рабочих, руб;
ti
– трудоемкость изготовления i-ой детали (по всем операциям), ч;
Ni
– годовой выпуск i-ой детали, шт;
tk
– трудоемкость изготовления машинокомплекта, н∙ч;
Nk
– годовой выпуск машинокомплектов, шт.
Тарифная заработная плата вспомогательных рабочих повременщиков определяется по формуле:
ЗТ.В
= СЧ.В
∙ Fэф
г
∙ ЧВ
,
где СЧ.В
– средняя часовая тарифная ставка вспомогательных рабочих, руб;
Fэф
г
– годовой эффективный фонд рабочего времени одного рабочего, ч;
ЧВ
– списочная численность вспомогательных рабочих.
ЗТО
= (34,3 + (47-34,3) ∙ 1,17)∙81,828∙800/60∙1000= 53,59 тыс.руб
ЗТВ
= (26,4 + (36,2-26,4) ∙ 1,0)∙ 1723 ∙ 4/1000 = 249,43 тыс.руб
Таблица 22 - Часовые тарифные ставки, руб
| Форма оплаты труда |
Разряд |
| 3 |
4 |
5 |
6 |
| 1 Сдельная |
25,9 |
34,3 |
39,9 |
47 |
| 2 Повременная |
23,5 |
26,4 |
30,6 |
36,2 |
ремии, доплаты и надбавки для рабочих берутся в размере 40% от тарифной заработной платы, дополнительная заработная плата в размере 10 ÷ 15% от основной заработной платы.
Результаты расчетов фонда заработной платы рабочих оформляются в таблице 23.
Таблица 23 - Годовой фонд оплаты труда рабочих
| Категории рабочих |
Численность |
Основная зарплата |
Дополнительная зарплата |
Фонд оплаты труда, тыс. руб |
| тарифная |
премии, доплаты |
итого |
| Основные |
6 |
53,59 |
21,44 |
75,02 |
7,50 |
82,53 |
| Вспомогательные |
4 |
249,43 |
99,77 |
349,20 |
34,92 |
384,12 |
| Итого |
10 |
303,02 |
121,21 |
424,22 |
42,42 |
466,65 |
Затраты на оплату труда руководителей, специалистов, технического персонала определяются в таблице 24. Размер окладов рекомендуется брать по заводским данным, премии и надбавки в пределах 50% от годового оклада.
Таблица 24 - Годовой фонд оплаты труда руководителей, служащих, техперсонала
| Категории и должности |
Численность |
Месячный оклад, руб |
Годовая зарплата |
Премии и надбавки |
Фонд оплаты труда, тыс.руб |
| Специалист |
1 |
8850 |
106200 |
53100 |
159,30 |
| Итого |
1 |
8850 |
106200 |
53100 |
159,3 |
Общий размер затрат на оплату труда определяется в таблице 25. Отчисления на социальные нужды рассчитываются по установленному законодательствам проценту от фонда оплаты труда. Размер выплаты из прибыли и среднемесячный доход зависит от конечных результатов деятельности и определяются после формирования и распределения прибыли.
Таблица 25 - Ведомость фонда оплаты труда
| Категория работающих |
Численность |
Фонд оплаты труда, тыс.руб |
Среднемесячная зарплата, руб |
Отчисления на соц. нужды, тыс.руб |
| 1. Основные рабочие |
6 |
82,53 |
1146,19 |
21,46 |
| 2. Вспомогательные рабочие |
4 |
384,12 |
8002,53 |
99,87 |
| 3. Руководители, специалисты, техперсонал |
1 |
159,3 |
13275,00 |
41,42 |
| Итого |
11 |
625,95 |
7474,58 |
162,75 |
Себестоимость продукции
Текущие расходы на производство продукции за год отражаются в сметах общепроизводственных расходов и затрат на производство, на единицу продукции в калькуляции.
Таблица 26 - Смета общепроизводственных расходов
| Статья затрат |
Сумма, тыс.руб |
Порядок определения |
| 1 Вспомогательные материалы |
| 1.1 Для производственных целей |
7,45 |
Раздел 4.2.3 |
| 1.2 Для хозяйственных нужд |
8,00 |
Раздел 4.2.3 |
| 2 Малоценный инвентарь |
16,01 |
Раздел 4.2.3 |
| 3 Малоценный инструмент и приспособления |
52,50 |
Раздел 4.2.3 |
| 4 Энергопотребление |
Табл. 4.11 |
| 4.1 На производственные цели |
138,01 |
п. 1, гр. 4 |
| 4.2 На хозяйственно-бытовые нужды |
91,00 |
п. 2, гр. 4 |
| 5 Заработная плата с отчислениями на социальные нужды |
Табл. 43
|
| 5.1 Вспомогательных рабочих |
483,99 |
п. 2, гр. 3 + гр. 5 |
| 5.2 Руководителей, специалистов, техперсонала |
200,72 |
п. 3, гр. 3 + гр. 5 |
| 6 Амортизация |
Табл. 37 |
| 6.1 Здания |
80,03 |
п. 1, гр. 4 |
| 6.2 Оборудования и иных материальных активов |
348,63 |
п. 2, 3, 4, гр. 4 |
| 7 Ремонт и ТО |
Табл. 37 |
| 7.1 Здания |
32,01 |
п. 1, гр. 6 |
| 7.2 Оборудования и иных материальных активов |
275,97 |
п. 2, 3, 4, гр. 6 |
| 8 Услуги транспортного цеха |
4,30 |
0,5% от стоим. матер. |
| 9 Расходы по охране труда, канцелярские, почтово-телеграфные и др. |
6,26 |
1% от ФОТ |
| Итого |
1744,88 |
Процент общепроизводственных расходов к заработной плате основных рабочих определяется по формуле:
Hопр
= (ОПР / ЗПО
) ∙ 100%,
где ОПР – размер общепроизводственных расходов, руб;
ЗПО
– затраты на оплату труда основных рабочих, руб.
Hопр
= (1744,88/103,98) ∙ 100% = 1678%
Таблица 27 - Смета затрат на производство
| Элементы затрат |
Затраты |
Порядок определения |
| сумма, тыс.руб |
% |
| 1 Основные материалы |
859,02 |
31,7 |
| 2 Вспомогательные материалы |
15,45 |
0,6 |
| 3 Инструмент, приспособления, инвентарь |
68,51 |
2,5 |
| 4 Энергопотребление |
229,01 |
8,5 |
| 5 Фонд оплаты труда |
625,95 |
23,1 |
| 6 Отчисления на социальные нужды |
162,75 |
6,0 |
| 7 Амортизационные отчисления |
428,66 |
15,8 |
| 8 Затраты на ремонт и ТО |
307,98 |
11,4 |
| 9 Прочие затраты |
10,55 |
0,4 |
| Итого |
2707,88 |
100 |
Таблица 28 - Калькуляция себестоимости продукции
| Статья расходов |
Затраты |
| На годовой выпуск, тыс.руб |
На машинокомплект, руб |
| 1 Основные материалы |
859,02 |
1073,78 |
Табл.38, итог гр.14 |
| 2 Заработная плата основных рабочих |
82,53 |
103,16 |
| 3 Отчисления на социальные нужды |
21,46 |
26,82 |
Табл. 43, п. 1, гр. 5 |
| 4 Общепроизводственные расходы |
1744,88 |
2181,10 |
Табл. 44, итог гр. 2 |
| 5 Итого цеховая себестоимость |
2707,88 |
3384,85 |
| 6 Общехозяйственные расходы |
66,02 |
82,53 |
80 ÷ 100% от п. 2 |
| 7 Итого производственная себестоимость |
2773,90 |
3467,38 |
| 8 Коммерческие расходы |
55,48 |
69,35 |
2% от п. 7 |
| 9 Итого полная себестоимость |
2829,38 |
3536,73 |
Контроль правильности расчетов производиться проверкой равенства цеховой себестоимости (табл.28) и суммы затрат на производство (табл.27).
Себестоимость каждой детали определяется по формуле:
SД
= М0
+ З0
+ ОТ
+ НОПР
+ НОХР
+ НКОМ
,
где SД
– полная себестоимость детали, руб;
М0
– стоимость основных материалов, расходуемых на деталь, руб;
З0
– заработная плата основных рабочих, руб;
ОТ
– отчисления на социальные нужды, руб;
НОПР
, НОХР
, НКОМ
– соответственно общепроизводственные, общехозяйственные и коммерческие расходы в расчете на 1 деталь, руб.
М0
берется по данным таблицы 21;
З0
рассчитывается по формуле:
З0
= СТ
∙ ti
∙ КПР
∙ КДОП
,
где СТ
– среднечасовая тарифная ставка основных рабочих, руб;
ti
– трудоемкость i-той детали, ч;
КПР
, КДОП
– соответственно коэффициент премии, доплат, надбавок и дополнительной заработной платы (раздел 4.2.5)
ОТ
определяется в размере принятого процента отчислений на социальные нужды.
НОПР
, НОХР
, НКОМ
определяются по формулам:
НОПР
= З0
∙ hОПР
/ 100,
НОХР
= З0
∙ hОХР
/ 100,
НКОМ
= SПР
∙ hКОМ
/ 100,
где hОПР
, hОХР
– соответственно процент общепроизводственных и общехозяйственных расходов к зарплате основных рабочих;
hКОМ
– процент коммерческих расходов к производственной себестоимости;
SПР
– производственная себестоимость детали, руб.
З0
= СТ
∙ ti
∙ КПР
∙ КДОП
= 49,12 ∙ 61,238 ∙ 1,4 ∙ 1,1/60 = 77,2 руб
НОПР
= З0
∙ hОПР
/ 100 = 77,2 ∙ 1678/ 100 = 1295руб
НОХР
= З0
∙ hОХР
/ 100 = 77,2 ∙ 80 / 100 = 61,76 руб
НКОМ
= SПР
∙ hКОМ
/ 100 = 2595 ∙ 2 / 100 = 51,9 руб
SД
= М0
+ З0
+ ОТ
+ НОПР
+ НОХР
+ НКОМ
= =792,73+77,2+20,07+1295+61,76+51,9 = 2299,12 руб
Вложения в оборотные средства
Оборотные средства под минимально необходимые запасы материальных ресурсов определяются по формуле:
где ЗО.М
, ЗВ.М
, ЗТ.О
– соответственно годовые затраты основных материалов (таблица 45, п. 1), вспомогательных материалов (таблица 45, п. 2), инструментов, приспособлений, инвентаря (таблица 45, п. 3), руб.
НО.М
, НВ.М
, НТ.О
– соответственно принятая величина запаса основных материалов (3 ÷ 8 дней), вспомогательных материалов (10 ÷ 15 дней), инструментов, приспособлений, инвентаря (15 ÷ 20 дней).
Вложения в остальные оборотные средства определяются укрупнено в размере 50% от рассчитанных.
 Тыс.руб Тыс.руб
Финансово-экономическая оценка проектируемого участка
Для отражения конечных экономических результатов принятых организационно-технических решений определяется расчетная цена машинокомплекта деталей:
Ц = S + П,
где S – полная себестоимость машинокомплекта, руб;

П – прибыль в расчете на машинокомплект, руб.
где R – уровень рентабельности продукции, принимаемый при расчете цены (10 ÷ 25%).
Ц = 3536,73+884,18=4420,91 руб
На основании расчетной цены определяются основные показатели финансовой деятельности.
Выручка от реализации продукции:
ВР.П.
= Ц ∙ N,
где N – годовой выпуск машинокомплектов, шт.
ВР.П.
= 4420,91 ∙ 800/1000=3536,73 тыс.руб
Прибыль от реализации продукции:
ПР.П.
= ВР.П.
– SР.П.
,
где SР.П
– полная себестоимость реализуемой продукции (таблица 29, итог гр.2).
ПР.П.
= 3536,73-2829,38=707,35 руб
Расчет обобщающих показателей эффективности производства приведен в таблице 30.
Пояснения к таблице 30.
Расчет произведен на основе предположения о полной замене линии через 7 лет эксплуатации в связи с устареванием оборудования и технологий. Поэтому через 7 лет появляется сумма остаточной стоимости линии и возвратная сумма основных средств.
Уровень рентабельности производства:
где ОФ – стоимость основных фондов, тыс.руб;
ОС – стоимость оборотных средств, тыс.руб.

График безубыточности производства
Величина постоянных расходов по таблице 29 включает затраты по п. 4, 6, 8, переменных – затраты по п. 1, 2, 3.
Размер критического выпуска продукции определяется по формуле:

где С – годовая сумма постоянных расходов, тыс.руб;
V – переменные расходы в расчете на машинокомплект, руб;
Ц – расчетная цена одного машинокомплекта, руб.
С = 1866,38 тыс.руб
VОБЩ
= 963,01 руб
V = VОБЩ
/ N = 963,01/800=1203,76 руб
ВКР
= 1866,38∙1000/ (4420,91-1203,76) = 580 шт
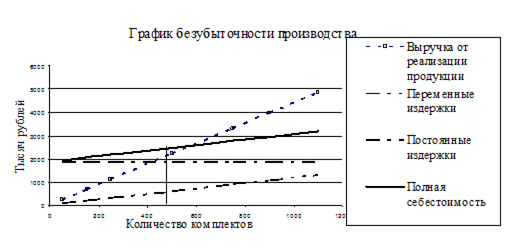
Таблица 31 - Основные финансово-экономические показатели
| Наименование показателей |
Значение показателей |
| 1 Капитальные вложения в основные фонды, тыс.руб |
3912 |
| 2 Вложения в оборотные средства, тыс.руб |
20,36 |
| 3 Годовой выпуск машинокомплектов, шт |
800 |
| 4 Себестоимость одного машинокомплекта, руб |
3536,73 |
| 5 Расчетная цена машинокомплекта, руб |
4420,91 |
| 6 Выручка от реализации продукции, тыс.руб |
3536,7 |
| 7 Прибыль от реализации продукции, тыс.руб |
707,35 |
| 8 Чистая прибыль, тыс.руб |
510,70 |
| 9 Уровень рентабельности производства, % |
18 |
| 10 Списочная численность работающих, чел |
11 |
| 11 Среднемесячная зарплата, руб |
7474,58 |
| 12 Критический выпуск продукции, шт |
580 |
Спроектирован участок производства комплекта детали Вал первичный и рассчитаны основные экономические показатели участка. Себестоимость 1 машинокомплекта – 3536,73 руб. Чистая прибыль участка составляет 510,7 тыс. руб. Уровень рентабельности производства – 18% - т.е. проект рентабелен. Срок окупаемости капиталовложений составляет около 5 лет.
Заключение
В дипломном проекте разработаны технологические процессы на механическую обработку детали «Вал первичный» в условиях среднесерийного производства.
Подробно описаны назначение детали, и конструкторские и технологические особенности.
Оценка технологичности конструкции детали. Проанализирован и выбран метод получения заготовки, произведен аналитический расчет минимальных припусков.
Классифицированы технологические базы с учетом анализа их соответствию единства баз. Произведен расчет размерных цепей.
На основании расчета предложены технологические маршруты обработки детали.
Произведены расчеты режимов резания, с использованием аналитических зависимостей и норм времени.
В проекте произведен подбор режущего инструмента и проектируемого приспособления, а также обоснование и выбор.
В разделе безопасность жизнедеятельности рассмотрены основные опасности производства, приведены основные требования техники безопасности при работе на оборудовании применяемых для обработки данной детали.
В экономической части дипломного проекта рассчитана себестоимость годовой программы выпуска, детали, определен размер критической партии.
Список используемых источников
1. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. Изд. 2-е. М.: Машиностроение, 1974. 416 с.
2. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. Изд. 2-е. М., “Машиностроение”, 1974, 424 с.
3. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станков с ЧПУ. Часть 1. Нормативы времени. Москва. Экономика, 1990, 208 с.
4. Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту. Изд. 3-е, перераб. и доп., М., “Машиностроение”, 1976, 288 с.
5 Справочник нормировщика-машиностроителя/ Под ред. Е. И. Стружестрах – М.: Машиностроение, 1961, 638 с.
6. Справочник технолога машиностроителя. В 2-х т.: Под ред. А. Г. Косиливой и Р. К. Мещерякова. – М.: Машиностроение. Т. 1. 1985, 656 с.
7. Справочник технолога машиностроителя. В 2-х т.: Под ред. А. Г. Косиливой и Р. К. Мещерякова. – М.: Машиностроение. Т. 2. 1985, 496 с.
8. Справочник технолога машиностроителя в двух томах. Изд. 3-е, переработанное. Том 2. Под ред. Заслуженного деятеля науки и техники РСФСР д-ра техн. наук проф. А. Н. Малова. М., “Машиностроение”, 1972, 568 с.
9. Справочник металлиста. Под ред. Рахштадта А.Г., Брострема В. А., Москва, 1987 г.
10. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения. – Минск: Высшая школа, 1983, 256 с.
11. И.С Добрыднев “Курсовое проектирование по предмету технология машиностроения”: Уч. Пособие М.: Машиностроение, 1985 г., 184с.
12. М.Ф. Медовой “ Расчёт калибров ” 1984. 218с.
13. Анализ технологической документации машиностроительного производства: Учеб. пособие/ Н. А. Чернышев, В. М. Оробинский, А. Н. Воронцова и др./ ВолгГТУ, Волгоград, 2000 г., 96 с.
14. Графический анализ объекта производства и принятых технологических решений. Методические указания. Сост.: А. Н. Воронцова, Н. А. Чернышев. – Волгоград: изд. ВолгГТУ, 1994, 26 с.
15. Маталин А. А. Технология машиностроения: Учебник для машиностроительных вузов по специальности “Технология машиностроения, металлорежущие станки и инструменты”. – Л.: Машиностроение. Ленинградское отд-ние 1985, 496 с.
16. Основы технологии машиностроения. Под ред. В. С. Корсакова. Изд. 3-е, доп. и перераб. Учебник для вузов. М., “Машиностроение”, 1997, 416 с.
17. Режимы резания металлов. Справочник/ Под ред. Ю. В. Барановского – М: Машиностроение. 1973, 407 с.
18. В. Е. Антонюк “Справочник конструктора по расчёту и проектированию справочных приспособлений” 1969г. Москва
19. А. К. Горошкин Приспособления для металлорежущих станков: Справочник. – 7-е изд., перераб. и доп. – М.: Машиностроение, 1979, 303 с.
|
