Cодержание
Введение
1. Характеристика изделия и анализ условий эксплуатации
2. Разработка состава фрикционного термоустойчивого материала для изготовления тормозных накладок
2.1 Общие сведения о фрикционных полимерных материалах (ПМ)
2.2 Выбор матрицы для фрикционных ПМс повышенной термоустойчивостью
2.3 Характеристика амидных связующих АПИ и материалов на их основе
2.4 Выбор и характеристика основного наполнителя для фрикционных ПМ
2.5 Разработка состава термоустойчивого ПМ на основе базальтового наполнителя
2.6 Получение полуфабриката ДБВ-ФИ в лабораторных условиях и исследование технологических свойств
3. Разработка технологии получения термоустойчивого фрикционного ПМ
3.1 Разработка технологии получения полуфабрикатов фрикционного ПМ
3.2 Технологическая схема и технология получения ДБВФИ
4. Разработка технологии прессования фрикционных накладок
4.1 Обоснование выбора метода формования
4.2 Разработка технологии прессования
4.3 Расчет времени технологической операции прессования
Выводы
5. Разработка бизнес-плана по производству фрикционной накладки для дисковых тормозов автомобиля
6. Анализ технологии производства и условий труда
Заключение
Список использованной литературы
Введение
Развитие техники, возрастание скоростей всех видов транспорта, изменение масс и габаритов многих машин связаны с резким увеличением мощности, поглощаемой тормозными и фрикционными устройствами, передаваемой сцепными муфтами и т.д. В связи с этим к фрикционным материалам предъявляются все более высокие требования относительно: термоустойчивости в условиях длительного нагружения, стабильного коэффициента трения, а также износостойкости.
Применение фрикционных полимерных материалов позволяет во многих случаях повысить сроки службы машин и механизмов и, как следствие этого, увеличить межремонтные сроки и снизить затраты на ремонтные работы, значительно снизить трудоемкость изготовления узлов и деталей трения благодаря более высокой эффективности переработки пластмасс в изделия по сравнению с механической обработкой металлов.
Использование полимерных материалов дает возможность уменьшить массу и габаритные размеры машин. Расширение сферы применения полимерных материалов в узлах трения позволяет упростить конструкцию узлов трения, повысить надежность и долговечность их работы, а также высвободить большое количество цветных металлов и легированных сталей.
Реклама

Для теплонагруженных изделий и конструкций (к которым относятся такие детали как автомобильные тормозные колодки) традиционные типы полимерных материалов не пригодны, так как они как правило утрачивают деформационную устойчивость при температурах выше 200°С.
Однако, известно, что для теплонагруженных деталей и конструкций, работоспособных при температурах выше 300 °С, наиболее пригодны полимерные материалы на основе сетчатых жескоцепных имидных матриц – имидопласты.
Поэтому целью данного проекта является:
1. Разработка состава фрикционного полимерного материала для тормозных колодок автомобиля на основе термоустойчивой полиимидной матрицы и фрикционного наполнителя
2. Разработка технологии формования тормозных колодок из данного материала.
1. Характеристика изделия и условия эксплуатации
Объектом производства является изделие: тормозная колодка для дисковых тормозов автомобиля, эскиз которой представлен на рисунке 1.
Тормозная колодка представляет собой изделие состоящие из двух частей, это фрикционная накладка изготовленная из полимерного композиционного материала конструкционного назначения, которая запрессовывается в металлическую пластину. Толщина такой накладки порядка 6–7 мм, а ее геометрическая форма определяется условиями работы тормозной системы.
При работе тормозной системы, под действием давления жидкости в гидравлическом приводе поршни перемещают тормозную колодку и прижимают ее к тормозному диску. В результате в тормозной колодке возникают напряжения сжатия и сдвига при трении колодки о диск. Также, из–за неоднородности материала и неравномерного нагрева в условиях эксплуатации в материале возникают термические напряжения.
Со временем эксплуатации фрикционные накладки изнашиваются и в дальнейшем необходимо производить их замену. Минимально допустимая толщина фрикционной накладки – 1,5 мм./1/
Таблица 1. Физико-механические показатели фрикционной накладки армированной трикотажным наполнителем
| Плотность, г/см3
|
1,9 |
| Предел прочности при сдвиге в направлении трения, МПа |
30,0±6,9 |
| Предел прочности при сжатии в направлении перпердикулярном плоскости фрикционной накладки, МПа |
180,5±25,0 |
| Предел прочности при растяжении в направлении трения, МПа |
5,7±0,4 |
| Относительное разрывное удлинение при растяжении в направлении трения, % |
2,5±0,3 |
| Разрушающее напряжение при изгибе, МПа |
58,4±4,0 |
Фрикционные характеристики накладки
Фрикционные показатели качества накладки определяются «динамическим» коэффициентом трения накладки по стали или чугуну (материал контртела трения – тормозного диска или барабана автомобиля) при сухом контакте и после намокания в воде.
Динамический коэффициент трения (mc
) накладки при сухом контакте с контртелом трения по определению вычисляется по величине момента трения (Мт
) при заданной силе (F) нормального давления и скорости скольжения после установления постоянной температуры на контакте.
Реклама


где R – расстояние средней линии площадки контакта от оси диска.
Этот показатель можно установить с помощью машины трения.
Условия эксплуатации изделия:
1. Скорость трения до 20 м/c.
2. Максимальная нагрузка на поверхности до 6 МПа.
3. Кратковременная температура при торможении (Ткр
) = 500°С.
4. Длительная температура при торможении (Тдл)
= 350°С.
|
Технические требования к качеству изделия:
1. Коэффициент трения 0.38–0.45.
2. Износ в пределах 0.12–0.28 см3
на кВт в час.
3. Фрикционная теплостойкость Ткр
до 500 °С и Ткр
до 350 °С.
4. Соответствие европейским требованиям по экологии.
|
2. Разработка состава фрикционного термоустойчивого материала для изготовления тормозных накладок
Как было показано при анализе конструкции изделия, технических требований к изделию, условий эксплуатации, и требований к материалу изделия для его изготовления, необходим полимерный материал, который должен сочетать высокие фрикционные свойства, термические нагрузки, т.е. оставаться работоспособным вплоть до 300°С в течении длительного времени, воспринимать достаточно высокие механические нагрузки, быть технологичным, т.е. для изготовления изделия из него не должно предъявляться особых жестких условий по технологии формования. Кроме того при получении и переработке материала в изделие и при его эксплуатации не должно выделятся вредных для человека и окружающей среды веществ /2/.
2.1 Общие сведения о фрикционных полимерных материалах (ПМ)
Фрикционные полимерные материалы (ФПМ) – служат для передачи движения или изменения его относительной скорости за счет силы трения между ведущими и ведомыми звеньями во фрикционных муфтах и передачах, в дисковых, ленточных и колодочных тормозах, гасителях колебаний и др. Эти материалы должны характеризоваться максимальным коэффициентом трения /2/.
Применение данных материалов дает высокий технический и экономический эффект в результате значительного упрощения конструкций устройств, повышения надежности работы узлов трения и увеличения срока службы машин, снижает затраты на ремонт, увеличивает сроки между ремонтами, позволяет экономить значительное количество металлов. Кроме того, освобождаются производственные площади, большое количество металлорежущих станков, улучшаются условия труда.
Широкое применение ФПМ обусловлено их достаточно хорошими эксплуатационными свойствами (высокое и стабильное значение коэффициента трения в интервале эксплуатационных давлений, скоростей и температур, удовлетворительная износостойкость), доступной стоимостью и простотой изготовления. Недостатком изделий из ФПМ является их относительно невысокая теплостойкость, которая определяется термостойкостью полимерной матрицы. Это ограничивает применение фрикционных изделий в условиях трения, когда температура достигает 400°С, а давление 6 МПа. / 3 /
Основное требование к материалам такого рода – высокая износостойкость, которая зависит от сочетания в данном материале определенных физико-химических, физико-механических, теплофизических и трибометрических свойств, а также от особенностей нагружения и кинематики узлов трения.
Термопласты в качестве материалов для тормозных устройств применения не нашли, главным образом вследствие недостаточной фрикционной теплостойкости.
В отношении фрикционных термореактивных материалов дело обстоит иначе. Здесь в качестве одного из видов олигомерного связующего используются резольные фенолформальдегидные и реже – амидоальдегидные смолы.
Известно, что наилучшей теплостойкостью обладают материалы на основе гетероциклических полимеров – полиимидов /4/.
В настоящее время триботехническое материаловедение развивается ускоренными темпами. Проблема создания и применения новых полимерных материалов, предназначенных для узлов трения, приобретает весьма актуальное значение для повышения качества, надежности и долговечности машин и агрегатов и значительного снижения затрат, связанных с их ремонтом.
2.2 Выбор матрицы для фрикционных ПМ с повышенной термоустойчивостью
Эпоксидно-новолачные фрикционные реактопласты (ФРП) отличаются от других фрикционных ПМ технологичностью, универсальностью и сравнительно низкой стоимостью. По механизму фрикционного действия эпоксидно-новолачные ФРП подразделяются на две группы.
В материалах первой группы повышение коэффициента трения достигается главным образом за счет выбора связующего с увеличенной молекулярной массой межузлового фрагмента пространственной сетки.
В ФРП второй группы используют жесткое теплостойкое связующее. Трение таких материалов происходит в стеклообразном состоянии. Значение коэффициента трения регулируют подбором состава связующего, режимов его отверждения, видом и количеством наполнителей, общее содержание которых может достигать 90% от объема ФРП.
В качестве связующего в ФПМ из каучуков применяют бутадиеновые (СЕБ, СКБСР, СКД), бутадиен – нитрильные (СКН-26 м), бутадиенметилвинил-пиридиновые, стирольные, метилстирольные и другие синтетические каучуки. Широко применяют фенолформальдегидные смолы.
ФПМ на основе чистых фенольных смол имеют повышенную хрупкость и сравнительно низкий коэффициент трения. В целях устранения этих недостатков используют модифицированные смолы, модификаторами которых служат канифоль, льняное масло и другие продукты.
Фрикционные изделия на каучуковом связующем отличаются достаточно высокими коэффициентом трения и износостойкостью при температурах до 200–250°С. При более высоких температурах, например, в тяжело нагруженных узлах трения каучуковые ФПМ имеют недостаточную износостойкость и вследствие этого низкий уровень коэффициента трения и повышенную интенсивность изнашивания.
Смолы придают изделиям более высокую теплостойкость. Недостатком изделий на смоляном связующем является сравнительно низкий и недостаточно стабильный при увеличении температуры коэффициент трения, а также повышенная в сравнении с каучуковыми материалами хрупкость.
Применение комбинированного связующего (совместив каучук и смолу) позволяет в некоторой степени совместить положительные качества каучука и смолы в одном изделии. Соединенные между собой с помощью связующего частицы и волокна при следующей термической обработке (вулканизация, бакелизация) образуют монолитный материал. Процесс вулканизации каучука в основном осуществляется с помощью серы (9–12 масс. долей%). Отверждение резольных смол осуществляется нагреванием, новолачных – также нагреванием в присутствии отвердителя (гексаметилентетрамина).
Одним из факторов, часто ограничивающих возможности применения фрикционных полимерных материалов является их низкая теплостойкость.
Для теплонагруженных конструкций традиционные полимерные композиционные материалы (ПКМ) не пригодны, так как утрачивают деформационную устойчивость уже при температурах выше 200°С /2/.
Известно, что ПКМ из полиимидов сохраняют работоспособность в интервале температур от 196°С до 400°С. Жесткость макромолекул и высокая полярность их звеньев в сочетании с высокой концентрацией циклов обусловили неплавкость и нерастворимость большинства высокомолекулярных линейных полиимидов. Температура их размягчения (390–430°С) приближается к температуре деструкции (420–460°С), а вязкость размягченного полиимида достигает 10 8
-10 9
Па с. / 5 /
Нерастворимость и неплавкость полиимидов создает непреодолимые трудности при попытках изготовить наполненный пластик и изделие из него традиционными методами и на типовом оборудовании. Порошки полиимидов предложено смешивать с порошкам наполнителей и перерабатывать методом спекания в заготовки простых форм при температурах 400–450°С и давлениях 100–150 МПа с последующей механической обработкой в изделия.
Чтоб добиться растворимости полимера на стадии наполнения и плавкости полуфабриката в период формообразования изделий были синтезированы различного типа форполимеры и олигомеры. В которых после окончания формообразования изделия завершается переход в высокомолекулярный линейный или сетчатый полиимид. Однако, форполимеры (полиамидокислоты, полиамидоэфиры) и олигомеры (олигоамиодокислоты, олигоимиды) растворимы лишь в высококипящих амидных растворителях.
Чтобы уменьшить или вовсе исключить применение высококипящих растворителей на стадии наполнения и обеспечить необходимую степень наполнения за один цикл пропитки, была предложена технология РМR(полимеризация мономерных реагентов на поверхности наполнителя). Ее особенность заключается в том, что наполнитель совмещают с раствором смеси исходных компонентов будущего полиимида. Если в качестве растворителей использовать низшие сирты, то температура их испарения совпадает с температурой стадии процесса образования полиимида. При более высокой температуре, создаваетой во время формования изделия, заканчивается химическая реакция образования сетчатого полиимида./6/.
2.3 Характеристика имидных связующих АПИ и материалов на их основе
В настоящее время известно, что наилучшей теплостойкостью обладают материалы на основе гетероциклических полимеров – полиимидов. На их основе разработаны марки полимерных материалов. В России составы такого типа известны под марками СП (НИИПМ) и АПИ-2 (МАТИ).
Составы АПИ-2 представляют собой смесь трех имидообразующих мономеров. При их взаимодействии образуется олигоимид, содержащий p – связи в концевых звеньях. Такие олигоимиды переходят в сетчатый полиимид (отверждаются) по реакции пиролитической полимеризации. В составе АПИ-2 (зарубежные аналоги PMR-11, 15, LARC-160) удаление растворителя, образование олигоимида, его превращение в сетчатый полиимид проходит в строгой последовательности, не перекрывая друг друга. Олигомерная форма связующего в наполненном полуфабрикате обеспечивает достаточную текучесть на стадии формования. Вязкость олигоимида АПИ-2 при 250–290°С составляет » 10 6
Па×с, идет при 340–360°. Пластики на основе АПИ-2 характеризуются высоким уровнем физико-механических свойств в широком диапазоне температур эксплуатации.
Однако, переработка композиций на основе АПИ-2 литьевым и, даже прямым прессованием осложнена тем, что реакция отверждения по концевым циклическим звеньям при температурах плавления олигоимида не развивается, а резкое повышение вязкости олигоимида при температурах отверждения приводит к тому, что невозможно выделить стадию вязко-текучего состояния связующего, и следовательно оформить изделие. Поэтому, условия формования композиций на основе АПИ-2 не отвечают тем требованиям, которые предъявляются к композиционным материалам, формуемым в изделия прямым или литьевым прессованием. Для заполнения форм прямым прессованием материал должен иметь вязкость порядка 10 7
Па×с, при этом длительность вязко-текучего состояния отверждающегося материала должна быть в пределах 1–3 мин. Отверждение должно заканчиваться за 2–4 минуты выдержки материала в форме и температура формы не менялась.
Поскольку, технологические параметры композиционных материалов на основе АПИ-2 не отвечают этим требованиям, то необходимо найти компоненты, присутствие которых в составе полиимидного композиционного материала, не ухудшая его тепло- и термостойкость, придало бы то сочетание технологических свойств, которое позволило бы использовать применительно к имидопластам традиционные схемы переработки реактопластов на существующей технологической оснастке и оборудовании.
Добиться снижения вязкости состава и тем самым улучшить технологические свойства КМ можно с помощью активного разбавителя, снижающего вязкость, но не ухудшающего качество изделий.
Имидное связующее АПИ в процессе изготовления КМ, а затем и изделий из них, переходит из смеси имидообразующих мономеров в аминосоль эфирокислоты, далее в олигоамидокислоту, олигоимид и на заключительной стадии в сетчатый полиимид. Первые три реакции заканчиваются в период изготовления КМ (т.е. совмещения с наполнителем и подготовки к формованию), последняя проходит в период формования изделий. Стадия изготовления КМ на основе связующего АПИ-2 является чрезвычайно длительной, т. к. ее приходится проводить по ступенчатому режиму. Это обусловлено тем, что одновременно с образованием олигоамидокислоты, а затем олигоимида при непрерывном повышении молекулярной массы и вязкости, необходимо максимально полно удалить растворитель, чтобы снизить пористость будущих изделий.
Поскольку с помощью активного компонента можно значительно улучшать технологические свойства традиционных связующих не снижая эксплуатационных свойств, мы используем этот принцип и по отношению к составу АПИ. Активный компонент должен в этом случае удовлетворять следующим требованиям:
1. совмещаться с имидообразующими мономерами, не вступая с ними в химическое взаимодействие; их смесь должна представлять собой низковязкую стабильную жидкость.
2. На стадии образования олигоимида выступать в роли разбавителя, снижая вязкость состава. Это должно привести к подавлению процесса межмолекулярного взаимодействия соседних олигомерных молекул, а, следовательно, к образованию более совершенной структуры олигоимида.
3. Полуфабрикат, содержащий активный компонент, в процессе хранения должен быть сухим, не липким, легко дозироваться.
4. На стадии формования активный компонент должен снижать вязкость расплава олигоимида, улучшая текучесть при формовании, при этом, желательно, чтобы он выполнял и функцию инициатора реакции отверждения АПИ, снижая температуру этого процесса.
5. На стадии имидизации и последующего отверждения олигоимида активный компонент не должен удаляться из системы.
6. Присутствие дополнительного компонента не должно снижать теплостойкости и эксплуатационных свойств на его основе.
Из перечисленных требований следует, что на начальной стадии активный компонент должен быть низкомолекулярной жидкостью, а на последующих стадиях должен приобрести достаточно большую молекулярную массу, во избежания испарения. Среди химических соединений, которые могли бы удовлетворить поставленным требованиям рекомендуется фуриловый спирт.
Фуриловый спирт может служить растворителем на стадии совмещения связующего с наполнителем. Химические превращения фурилового спирта в олигомер, затем в линейный полимер и, наконец, в сетчатый полимер, можно совместить со стадиями химических превращений состава АПИ.
Ведение полимера – разбавителя целесообразно осуществлять на начальной стадии синтеза полиимида АПИ. Для обеспечения совмещения компонентов на молекувярном уровне целесообразно применять разбавитель в виде мономера, из которого в дальнейшем образуется линейный полимер.
Для системы полиимид-фурановый полимер на начальной стадии необходимо использовать раствор имдообразующих мономеров: кислые эфиры ароматической тетракарбоновой и ненасыщенной циклоалифатической кислот и ароматического диамина в соотношении 1: 2: 2 в фуриловом спирте. Для синхронизации условий образования олигоимида и фуранового полимера в начальный состав необходимо вводить малеиновую кислоту в качестве катализатора реакции поликонденсации фурилового спирта. Фурановый полимер, выполняя функцию разбавителя олигоимида, снижает вязкость материала, облегчая заполнение форм, а, поскольку пиролитическое разрушение p – связей фуранового цикла начинается при более низкой температуре, чем эндикового цикла, то фурановый полимер инициирует и ускоряет отверждение олигоимида, участвуя в образовании сетчатого полимера. Процесс отверждения олигоимида в присутствии фуранового полимера проходит в две стадии: разделение смеси полимеров, выделение в самостоятельную фазу фуранового полимера с одновременным разрывом двойных связей фуранового цикла, далее происходит реакция полимеризации олигоимида по границе раздела фаз, инициируемая радикалами, образовавшимся в фурановом полимере.
Состав АПИ, в котором в качестве растворителя использован фуриловый спирт носит название АПИ-3. Присутствие в составе связующего фуранового полимера увеличивает время вязко-текучего состояния при одновременном снижении температур отверждения олигоимида до 300°С, сокращается и длительность отверждения. Эффективная энергия активации начала процесса отверждения снижается с 93,2 кДж/моль до 53,0 кДж/моль поскольку фурановый полимер принимает участие в реакции полимеризации олигоимида. При этом, на границе раздела фаз образуется, по видимому, сетчатый фурановый полимер.
Давление формования оказывает такое же влияние на поведение олигоимидов и КМ на их основе, как и в случае фенопластов.
Вязкость наполненных олигоимидов АПИ-2 и АПИ-3 при температурах плавления аналогична вязкости фенольных пресс-порошков (10 6
-10 7
Па с). Присутствие наполнителя сокращает время вязко-текучего состояния по сравнению с ненаполненными олигоимидами. В случае КМ на основе АПИ-2 время вязко-текучего состояния при 320–340°С сокращается до нуля. Это заставляет формовать изделия в две стадии: при 290°С – проводить формообразование, а при 340°С – отверждать их. КМ на основе АПИ-3 формуются в одну стадию при температуре отверждения изделия.
Рекомендуется прессовать КМ на основе АПИ-3 при 300°С и давлении 10–20 МПа в зависимости от применяемого наполнителя. Время подачи давления и отверждения зависит от применяемого наполнителя. Углеродный наполнитель сокращает время вязко-текучего состояния в КМ на основе АПИ-3 с 9 мин. до 4 мин. при 300°С, но не влияет на продолжительность реакции отверждения. В присутствии базальтового и стеклянного наполнителя время вязко-текучего состояния также сокращается при 300°С по сравнению с ненаполненным АПИ-3, а при 270°С, наоборот, увеличивается. Но замедляется стадия отверждения. Разрыхленность полуфабриката и малая теплопроводность наполнителя затрудняет его прогревание на начальной стадии отверждения, повышая на этой стадии эффективную энергию активации. Чем выше теплопроводность наполнителя и степень асимметрии его частиц, тем в большей степени энепгия активации начального периода отверждения приближается к значению энергии активации связующего. Длительный период вязко-текучего состояния всех КМ на основе АПИ-3 при 270°С можно использовать для предварительной пластикации при литьевом прессовании. Время вязко-текучего состояния имидопластов при 300°С (3–4 мин.) меньше чем при 270°С, но достаточно для предварительного подогрева в поле ТВЧ, таблетированного материала, предназначенного для прямого прессования, что может сократить длительность пребывания материала в формующем оборудовании. Для повышения теплостойкости целесообразно проводить дополнительную термообработку изделий вне формующей оснастке при 350°С.
Эксплуатационные свойства изделий на основе АПИ-3
Присутствие фуранового полимера в составе отвержденного полиимида не снижает температуру начала термодеструкции и не увеличивает потери массы в процессе деструкции полимера, даже при прогреве до 6000
С. На основе АПИ-3 были созданы композиционные материалы с повышенным уровнем рабочих температур с различными наполнителями: рубленные углеродные, базальтовые, стеклянные волокна, порошкообразный термоантрацит.
Разработанные КМ на основе АПИ-3 не изменяют своих свойств в течение длительного времени (не менее 12 мес.).
При получении антифрикционного самосмазывающегося материала (АСП) с использованием связующего АПИ-3 была использована технологическая схема изготовления пресспорошков на основе порошкообразных наполнителей и раствора связующего, состав и количество наполнителя были оставлены такими же, как и в АСП АТМ-2: смесь порошкообразного термоантрацита и природного графита в соотношении 9:1, содержание наполнителя составляло 50–55% масс. Пресспорошок на основе АПИ-3 (марка ИГП) готовили путем смешения связующего АПИ-3 и наполнителя в смесителе лопастного типа до получения однородного состава с последующей его термообработкой для перевода связующего в олигоимидную форму. После термообработки (сушки) массу измельчали в шаровой мельнице до размеров гранул с dср
=0, 15–0,25 мм.
Изучение технологических свойств разработанного на основе АПИ-3 ИГП показало, что он пригоден для переработки в изделия прямым прессованием.
Вязкость материалов и условия отверждения позволяют проводить процесс прессования также, как и фенопластов, в одну стадию, что не удавалось реализовать при использовании связующего АПИ-2. Материалы на основе АПИ-3 при температуре отверждения 3000
С, которую можно считать за оптимальную, сохраняют вязко-текучее состояние в течение времени, достаточного для прогрева материала по всему объему изделия и созданию давления формования. При сравнении свойств имидопластов на основе АПИ-3 и АПИ-2 можно видеть, что использование фурилового спирта в качестве модифицирующего активного компонента в составе имидообразующих мономеров не снижает механические свойства стандартных образцов как при 200
С, так и при повышенных температурах. Показатели прочности имидопластов на основе АПИ-2 и АПИ-3 аналогичны показателям свойств фенольного прессматериала ВПМУ-1 при 200
С. В отличие от ВПМУ-1, имидопласты АПИ значительно более теплостойки: даже при 3500
С они сохраняют 81–82% исходной прочности при изгибе, 62% – ударной вязкости. Показатели свойств ВПМУ-1 уже при 2000
С снижаются на 50%.
Заменив в составе АСП АТМ-2 термопластичную матрицу на АПИ-3 удалось повысить теплостойкость АСП с +900
С до 3500
С. Механические, кроме прочности при изгибе, и триботехнические свойства материала ИГП по сравнению с АТМ-2 при этом не ухудшаются.
Таким образом для изготовления фрикционных накладок наиболее рационально использовать состав АПИ-3 так, как этот состав имеет меньшую по сравнению с АПИ-2 вязкость, формуются в одну стадию при температуре отверждения изделия и не снижает механические свойства стандартных образцов как при 200
С, так и при повышенных температурах./6/.
2.4 Выбор и характеристика основного наполнителя для фрикционных ПМ
Наиболее распространенным армирующим компонентом для ФПМ ранее являлось асбестовое волокно. Обладая высокой прочностью (до 3 ГПа), оно обеспечивает высокие механические свойства и теплостойкость. При температуре 400°С прочность асбестового волокна снижается лишь на 20%, полное разрушение наступает при 700…800°С. Фрикционные изделия в тормозах и муфтах сцепления работают в условиях знакопеременных тепловых нагрузок (периодические нагревы и охлаждения). Армирование асбестом в этом случае повышает стойкость изделий к растрескиванию. Асбест обладает способностью очищать поверхности трения от загрязнений, что обеспечивает высокие значения коэффициента трения (до 0,8).
Из-за вредных воздействий на окружающую среду и здоровье человека применение асбеста во многих узлах трения запрещено решением ЮНЕСКО. Это создало очень серьезную научно-техническую проблему замены асбеста во фрикционных материалах другими экологически чистыми материалами.
В качестве армирующих компонентов, наряду с асбестом, используют минеральную (шлаковую) вату. Минеральная вата не разрушается при температуре до 700ºС, но в связи с хрупкостью и наличием в составе твердых включений («корольков»), повреждающих поверхность фрикционного контртела, имеет ограниченное применение. В качестве армирующих компонентов применяют также стеклянные, базальтовые, углеродные и другие волокна /7/.
Использование базальтовых волокон (БВ) для армирования с повышенным коэффициентом трения ФПМ является одним из альтернативных путей решения проблемы создания безасбестовых изделий фрикционного назначения. Сопоставительные испытания показали, что полимерные композиции, содержащие базальтоволокнистые наполнители, по износостойкости находятся на уровне композитов, армированных асбестом, а по коэффициенту трения превосходят их. Так как БВ обладают по сравнению с асбестовым существенным преимуществом по жаростойксти и жаропрочности, то армирование ими взамен армирования асбестом позволяет композиту работать в более высоком температурном интервале, что улучшает эксплуатационные характеристики.
Помимо вышесказанного базальт является экологически чистым и не выделяет вредных веществ, в том числе и при повышенных температурах.
Отечественными учеными разработаны базальтовые волокна, получаемые из расплавов базальтовых горных пород, и технология производства изделий из них. Основными преимуществами этих перспективных материалов являются: 1) превосходство над широко используемыми другими видами по температуростойкости, теплозвукоизоляционным свойствам, виброустойчивости, долговечности;
2) экологическая безопасность, негорючесть, взрывобезопасность;
3) химическая инертность (не выделяет и не образует токсичных веществ в воздушной и химически активных средах);
4) невысокая стоимость изделий из них по сравнению со стоимостью изделий из стеклянных волокон;
5) неограниченность сырьевых запасов базальта (от 25 до 38% площади, занимаемой на Земле всеми магматическими породами).
Из таблиц представленных ниже видно что, статистические параметры распределения упруго – прочностных и деформационных характеристик базальтовых волокон находятся в тех же пределах, что и для углеродных, обладающих заведомо однородным химическим составом и полученных непрерывным способом
Таблица 2.3. Механические свойства БВ
| Определяемые параметры волокон |
Вид волокна, способ его получения |
| Ровинг |
«Дуп-лекс – процесс» |
раздув |
РБН (б)
23 – 1200
|
РБ
10 – 1000
|
РБК – 600 |
Горячим воздухом |
Воздухом при нормальной температуре |
| Количество моноволокон |
20 |
20 |
25 |
23 |
9 |
26 |
| Среднее значение диаметра волокна, d, мкм |
10,1 |
10,5 |
9,5 |
12,2 |
6,3 |
14,8 |
| Коэффициент вариации Vd
значений di
, % |
9,1 |
13,5 |
19,2 |
37,7 |
47,6 |
48,0 |
| Среднее значение прочности σ, МПа |
2880,0 |
1760 |
3470 |
731,8 |
840,3 |
656,3 |
| Коэффициент вариации Vσ
значений σi
, % |
44,5 |
29,5 |
25,6 |
102,0 |
40,4 |
90,9 |
| Среднее значение модуля упругости E, ГПа |
91,9 |
87,5 |
86,1 |
66,8 |
71,9 |
34,6 |
| Коэффициент вариации VE
значений Ei
, % |
7,0 |
9,5 |
12,7 |
120,3 |
27,3 |
93,4 |
| Среднее значение предельной деформации εпред
, % |
3,29 |
2,13 |
4,36 |
1,12 |
1,17 |
1,90 |
| Коэффициент вариации Vε
значений εпред
, % |
44,2 |
32,7 |
24,3 |
26,8 |
29,8 |
29,5 |
Дискретные БВ, полученные с помощью «дуплекс – процесса», а также с использованием индукционных высокочастотных установок с раздувом воздухом при нормальной и повышенной температурах, сильно отличаются по всем параметрам от волокон, изготовленных непрерывным способом (см. табл. 2.3.):их прочность в 2,1 – 5,3 раза уступает прочности ровинга, а модуль упругости – в 1,2 – 2,7 раза.
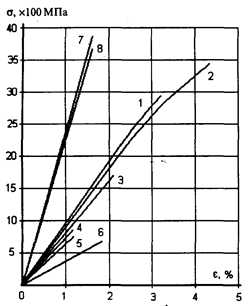 |
Рис. Диаграмма растяжения углеродных и базальтовых волокон:
1 – РБН (б) 13 – 1200; 2 – РБ – 10 – 1000; 3 – РБК – 600;
4 – раздув горячим воздухом;
5 – фильерный способ;
6 – раздув воздухом при нормальной температуре;
7,8 – УКН – 5000.
|
Табл 2.4. Механические свойства углеродных волокон УКН – 5000 (круглое сечение)
№
партии (катушки)
|
d |
Vd
|
σ |
Vσ
|
E |
VE
|
εпред
|
Vε
|
| мкм |
% |
МПа |
% |
ГПа |
% |
% |
| 1 |
6,9 |
9,0 |
3779,8 |
26,6 |
218,8 |
11,0 |
1,72 |
25,5 |
| 2 |
6,9 |
8,1 |
3816,1 |
22,1 |
226,7 |
14,0 |
1,68 |
22,5 |
| 3 |
6,7 |
7,2 |
3929,9 |
26,2 |
226,0 |
9,5 |
1,72 |
23,8 |
Для сравнения были также исследованы углеродные волокна типа УКН – 5000 круглого поперечного сечения, отобранные из трех партий по одной катушке от партии (табл. 2.4.). /8/
Таким образом базальтовый волокнистый наполнитель выбран в качестве основного наполнителя в фрикционном полимерном материале, так как обеспечивает необходимые фрикционные и прочностные свойства изделия и не выделяет вредных для человека и окружающей среды в отличии от асбестового наполнителя.
2.5 Выбор состава термоустойчивого фрикционного ПМ
Как было показано выше для получения термоустойчивого фрикционного ПМ целесообразно использовать в качестве связующего имидный состав АПИ-3, а в качестве основного наполнителя, обеспечивающего фрикционные показатели и несущую способность базальтовый волокнистый наполнитель.
Для обеспечения быстрого отвода тепла, выделяющегося при трении в состав материала необходимо ввести компоненты с высокой теплопроводностью. В качестве таких компонентов можно использовать углеродный, графит, медный порошок, латунныю стружку /2/.
Таблица 2.5. Составы для фрикционных ПМ
| № |
Базальтовый наполнитель, %. масс |
Связующее, %. масс |
Углеродные волокна, %. масс |
Графит, %. масс |
Медный порошок, %. масс |
Латунная стружка, %. масс |
ПАВ, %. масс |
| 1 |
45 |
35 |
5 |
- |
- |
15 |
0,2 |
| 2 |
50 |
37 |
- |
5 |
8 |
- |
0,2 |
| 3 |
50 |
35 |
- |
5 |
4 |
6 |
0,2 |
Исходя из конфигурации изделия и условий его формования полуфабрикат ФПМ должен представлять собой дозирующийся прессматериал (типа ФСВ): гранулы игольчатого типа, в которых волокнистый наполнитель конечной длинны (размер от 5 до 20 мм) покрытый оболочкой связующего, содержащего все остальные компоненты материала. Таким образом связующие представляет собой суспензию. Для того чтобы эта суспензия была устойчивой ее компоненты должны быть мелкодисперсными. Исходя из этого мы выбираем состав №3 который содержит медный порошок и графит. Гранулы прессматериала не должны слипаться при хранении.
Для обеспечения оптимальных условий прессования фрикционной накладки прессматериал – дозирующийся базальтоволокнит на основе имидного связующего АПИ – 3 (ДБВ-ФИ) должен удовлетворять следующим требованиям:
| -вязкость при температуре формования 300°С. |
106
-107
Па*с. |
| -время вязкотекучего состояния |
6 мин |
| время отверждения |
20 мин. |
| -содержание летучих |
не более 10% масс. |
Прессматериал ДБВ-ФИ должен сохранять свои свойства, т.е. иметь срок хранения не менее 1 года./6/.
Полуфабрикаты такого типа традиционно получают путем совмещения длинномерного волокнистого наполнителя со связующим по растворенной технологии, используя метод окунания. Такая технология реализуется на пропиточных установках, которые позволяют обеспечить заданную степень наполнения. Далее необходимо удалить растворитель и низкомолекулярные продукты из связующего, обеспечить заданную длинну гранул и сохранить механические свойства наполнителя./9/.
Для получения ДВБ-ФИ используют наполнитель в виде нитей, жгутов, лент, тканей, в зависимости от сочетания требований по эксплуатационным свойствам материала в изделии и производительности процесса в целом.
2.6 Получение прессматериала ДБВ-ФИ в лабораторных условиях и исследование технологических свойств
Для оценки пригодности выбранных типов связующего и наполнителя и для обработки технологии получения и прессования термоустойчивого фрикционного ПМ в лабораторных условиях был получен прессматериал, содержащий имидное связующее АПИ-3, базальтовые волокна в качестве основного наполнителя и углеродные волокна для увеличения теплопроводности материала.
Состав материала:
– связующее АПИ-3………………………30% об.
– базальтовый наполнитель………………50% об.
– углеродный наполнитель……………….20% об.
Материал получили таким образом:
Отрезали базальтовую ткань размером 400*400 мм, улажили на полиэтиленновую (ПЭ) пленку, нанесли из стеклянной емкости рассчитанное количество имидного связующего АПИ-3.
Далее накрыли ПЭ пленкой и равномерно с легким нажимом распределили связующее шпателем по всей площади ткани. Для обеспечения пропитки наполнителя ткань со связующим выдержали между пленками в свободном состоянии не менее двух часов. Пропитанную ткань перенесли на решетчатый поддон, предварительно удалив полиэтиленовые пленки и загружали в термошкаф для проведения процесса синтеза олигоимида на поверхности наполнителя.
Режим термообработки полуфабриката определялся из условий образования олигоимида из смеси имидообразующих мономеров АПИ-3/ /:
– нагрев от 20°С до 180°С со скоростью 4–6 °С в/мин.
– выдержка при 180 °С в течении 1-го часа.
– свободное охлаждение вне термошкафа.
Жесткий лист пропитанной ткани разрезали ножницами на отрезки размерами 15*1,5 мм. Для получения полуфабриката готового к формованию смешали пропитанный базальтовый и углеродный наполнитель исходя из заданного соотношения. Поместили их в стеклянную емкость и перемешали до состояния статистического смешения.
Затем пессматериал загрузили в прессформу и провели прессование на лабороторном ручном прессе.
Режим прессования:
– загрузка полуфабриката в прессформы при Т=20°С.
– устанавка прессформы под пресс разогретый до Т=300 °С.
– создание давления 20 кg/cм2
(по барометру пресса).
– выдержка в течении 25 минут.
– снятие прессформы и свободное охлаждение.
– разборка прессфомы и выемка образца.
Получаемые образцы имели вид таблеток с радиусом R=1,25 и толщиной 6 мм.
Отработку режима прессования проводили в основном по давлению прессования (Рпр
). Для выбора температурновременных показателей использовались рекоменда-ции/11/. Технологические свойства оценивали пластометрическим методом (метод ротационной выскозиметрии) на приборе пластомер «Полимер Р-1».
3. Разработка технологии получения термоустойчевого фрикционного ПМ
3.1 Разработка технологии получения ДВБ-ФИ
Для получения прессматериала ДВБ-ФИ используется имидное связующее мономерного типа АПИ-3, и базальтовая нить РБК-600. Связующие представляет собой прозрачную жидкость красно-коричневого цвета; это 60%-ный раствор имидообразующих мономеров и в фуриловом спирте (табл. 3.1).
Таблица 3.1. Характеристика раствора связующего АПИ-3 /20/
Концентрация,
%
|
Температура,
о
С
|
Вязкость по ВЗ-4, сек |
Плотность,
г/м3
|
| 40 |
20 |
17 |
1,161 |
| 60 |
20 |
155 |
1,188 |
| 60 |
30 |
72 |
1,178 |
| 60 |
40 |
40 |
1,168 |
| 60 |
50 |
30 |
1,162 |
| 60 |
60 |
19 |
1,160 |
Коэффициент рефракции 60%-ного раствора АПИ-3 при 20 о
С составляет 1,522–1,526; поверхностное натяжение – 32,5 дин/см2
. Угол смачивания связующим при 20 о
С углеродного волокна составляет 250
; стеклянного – 12–160
; базальтового – 10–120
.
В качестве наполнителя используется базальтовая нить РБК-600. Степень наполнения в прессматериале определяется с учетом количества летучих продуктов в связующем и исходя из заданной степени наполнения материала после отверждения, которая равна 60% масс.
Так как связующие жидкое с легко регулируемой вязкостью, то для получения прессматериала ДБВ-ФИ можно рекомендовать метод окунания, который осуществляется на пропиточных установках.
В процессе пропитки окунанием волокнистый наполнитель в виде нитей сматывают с бобин и по тракту установки для пропитки направляют в ванную со связующим (рис. 3.1). На выходе из пропиточной ванны производят отжим избытка связующего и направляют в сушильную камеру, где происходит удаление растворителя и предотверждение связующего. Из камеры непрерывный материал подается на автоматические ножницы где режется на гранулы заданной длинны и ссыпается в тару /9/.
Закономерности проникновения связующего в межволоконное пространство наполнителя представлены на рис. 3.2.
Нить диаметром 2R находится в ванне со связующим на глубине Н. Связующие проникает в межволоконное пространство нити через боковую поверхность, сквозь щели шириной d, образованные параллельно уложенными элементарными волокнами.
Движение связующего в процессе пропитки волокнистого наполнителя хорошо описывается законом Дарси:
Vф
= – (К/
h
)
×
(dpn
/dR),
где: Vф
– скорость фильтрации;
К – коэффициент проницаемости;
dpn
/dR – градиент давления по радиусу жгута.
В соответствии с теорией гидравлического радиуса, формула, связывающая К
с характеристиками пропитываемого наполнителя выглядит следующим образом:
К = аП3
/ (bf (1-П2
)),
где: а = sin2
a – фактор ориентации каналов пор по отношению к направлению потока связующего (для хаотически распределенных волокон а = 0,75);
b – фактор формы каналов (для каналов между прямолинейными цилиндрами b = 3);
f – удельная поверхность волокон (отношение единицы поверхности волокна к площади его поперечного сечения).
Давление пропитки Рn
складывается из нескольких составляющих:
Рn
= 2
s
сos
q
/
d
+
r
gН + Ратм
– Рвозд
,
т.е. капиллярного давления, гидростатического и атмосферного.
Воздух, находящийся в межволоконном пространстве, оказывает сопротивление движению связующего. Под действием удельной капиллярной силы
D
F2
=
s
sin
q
происходит сближение элементарных волокон, а следовательно, уменьшение d и снижение скорости пропитки.
Пропитку интенсифицируют вакуумированием межволоконного пространства наполнителя (вакуумная пропитка), увеличением давления над свободной поверхностью связующего (пневматическая пропитка), возбуждением в связующем акустического давления (пропитка с наложением механических колебаний), наложением на связующие центробежных сил (центробежная пропитка) и другими способами /12/.
При выходе из пропиточной ванны помимо того связующего, которое проникает в межволоконное пространство, поверхность волокнистого наполнителя захватывает еще некоторое количество связующего, общая толщина связующего d может быть определена по следующим формуле:
d
= 1,32 RC (
h
V/
s
)2/3
для жгута радиуса R, протягиваемого со скоростью V через ванну со связующим, с объемной концентрацией С и вязкостью h.
Для пропитываемой нити, выходящей из ванны под углом наклона к горизонту a,
Необходимое содержание связующего в прессматериале обеспечивается отжимом, который осуществляется роликами, ножами или эластичными губками /12/.В данном случае процесс пропитки волокнистого наполнителя совмещен с термообработкой и резкой готового прессматериала.
Поскольку связующие представляют собой растворы 40–60%-ной концентрации, а скорости пропитки довольно высоки, приходится за короткое время из удалять значительное количество растворителя. При высоте сушильных камер от 2,5 до 4 метров и 2–4 проходах препрегов через камеру со скоростью 1,0–10 м/мин время сушки составляет от 0,5 до 15 минут. В таких условиях обычная конвективная сушка оказывается малоэффективной, т. к. удаление растворителя идет только с поверхности, а образовавшаяся пленка связующего препятствует выходу растворителя. Для интенсификации процесса применяют инфракрасную сушку препрегов с принудительным отсосом паров растворителя. При инфракрасной сушке происходит прогрев препрега по всему объему, причем, наиболее интенсивно поглощает тепло волокнистый наполнитель. Поэтому поток тепла идет изнутри к наружной поверхности препрега и твердая пленка на этой поверхности почти не образуется /10/.
Энергия излучающих элементов сушильной камеры Q расходуется на нагрев препрега и испарение растворителя, нагрев стенок камеры, т. к. волокнистый наполнитель и металл, из которого сделаны стенки сушильной камеры, непрозрачны для инфракрасного излучения. Воздух – практически прозрачен для инфракрасных лучей и поэтому нагревается конвективно только от стенок камеры.
При расчете тепла Q, потребляемого для сушки препрега, задаются температурой излучателей Т, температурой нагрева ленты препрега (воздуха) Тл
, температурой стенки сушильной камеры Тк
. Должна быть известна номинальная мощность нагревательной камеры, расход воздуха, масса погонного метра препрега, содержание в препреге связующего и его концентрация, скорость пропитки V. Определяют площадь поверхности излучающих плит F1
, поверхности ленты препрега F2
и внутренней полости сушильной камеры F3
.
Производительность установки Gпр
определяется по формуле:
Gпр
= mп
60, (г/ч),
где: mп
– масса погонного метра препрега;
Vп
– скорость пропитки.
Количество испаряемого растворителя Gр
Gр
= Gпр
Ссв
Скр
/100,
где: Ссв
– массовое содержание связующего, %;
Скр
– концентрация растворителя, %.
Суммарное количество тепла Qå
, идущее на нагревание ленты Q1
, сухого остатка связующего Q2
, нагревание и испарение растворителя Q3
и соответственно равно
Q
å
=
Q
1
+
Q
2
+
Q
3
+
Q
4
или
Q
å
= С/
л
mл
D
Тл
+ С/
св
mсв
D
Тсв
+ С/
р
mр
D
tр
+ qр
mр
,
где: С/
л
, С/
св
, С/
р
– удельные теплоемкости материала наполнителя, связующего и растворителя соответственно;
mл
, mсв
, mр
– их массовое содержание в препреге;
DТл
, DТсв
– разница между температурой сушки и начальной температурой;
Dtр
– разница между температурой кипения растворителя и начальной температурой;
q – удельная теплота парообразования растворителя при температуре кипения и нормальном давлении.
Определяют расход воздуха, предотвращающий образование внутри сушильной камеры взрывоопасной среды
V = mp
/ (ПДК НВП),
где: ПДК – предельно допустимая концентрация растворителя;
НВП – нижний предел взрывоопасности.
Тепло, идущее на нагревание воздуха:
Qв
= Св
Vв
(t1
– t2
),
где: Св
– объемная теплоемкость воздуха;
t1
и t2
– начальная и конечная температуры воздуха.
Тепло, передаваемое излучением препрегу от инфракрасных нагревателей Qи
и стенок сушильной камеры Qск
Q
å
= Qи
+ Qск
.
В общем виде тепло Qи(ск)
Qи(ск)
=
e
и
С0
[
(Т1
/100)4
– (Т2
/100)4
]
F1
,
где: eи
– приведенный коэффициент черноты
где: e1
, F1
, e2
, F2
– коэффициент черноты и площади нагреваемых поверхностей;
Т1
, Т2
– температура нагреваемой и излучаемой поверхностей. /9/.
Таким образом, при разработке технологии получения прессматериала ДБВ-ФИ методом окунания необходимо учитывать концентрацию и вязкость раствора связующего, природу и текстуру наполнителя, смачивающую способность и поверхностное натяжение связующего, скорость диффузии и фильтрации. При термообработке связующего АПИ-3 происходит не удаление растворителя, а первая стадия химической реакции синтеза олигоимида, т.е. образование олигоимидоэфира, сопровождающаяся выделением низкомолекулярных летучих продуктов реакции. Степень синтеза определяет свойства прессматериала /15,16,20/. Технологический процесс пропитки базальтовой нити связующим АПИ-3 строится по традиционной технологической схеме реализации процесса на пропиточных установках, при этом весь процесс можно разделить на две основные части: пропитка наполнителя в пропиточной ванне и термообработка пропитанного наполнителя в сушильной камере.
Скорость движения наполнителя, т.е. производительность процесса, будет определяться скоростью самого медленного физического или химического процесса, происходящего при получении прессматериала, и конструктивными возможностями сушильной камеры (количеством зон и их размерами). Режим термообработки определяется кинетикой реакции синтеза олигоамидоэфира на поверхности наполнителя, в данном случае на поверхности базальтовой нити РКБ-600.
Время, необходимое на прохождение процессов фильтрации, смачивания и диффузии при совмещении связующего АПИ-3 с базальтовой нити РБК-600, оценивается в соответствии с рекомендациями /9,10/ и, с учетом высокой смачивающей способности связующего АПИ-3, является значительно меньшим, чем время затрачиваемое на прохождение процесса синтеза. Поэтому, скорость движения наполнителя в пропитывающей установке рассчитывается исходя из условий синтеза олигоамидоэфира, т.е. необходимости выдержки материала при 600
С в течение 20 минут. В существующих пропиточных установках используют сушильные камеры, имеющие высоту от 2,5 до 4-х метров с длиной пути прохождения материала от 5 до 32 метров (что обеспечивается количеством проходов по высоте сушильной камеры). Для организации процесса получения прессматериала на основе АПИ-3 целесообразно выбрать сушильные камеры высотой 4 м с тремя проходами материала по высоте камеры. При этом скорость движения наполнителя будет:
Vдвиж
= L (м) /
t
(мин) = 4 м
×
3 раза / 20 мин = 1,2 м/мин.
Вследствие того, что для проведения синтеза олигоамидоэфира на поверхности наполнителя требуется нагрев и выдержка при одной температуре (1800
С), то сушильная камера пропиточной установки будет иметь только одну температурную зону (рис. 3.1).
При организации процесса следует учесть механические свойства наполнителя базальтовой нити РБК-600. Базальтовые волокна легко распушаются по поверхности от соприкосновения с различными элементами установки. Поэтому количество соприкосновений сухого базальтового наполнителя с путевыми роликами должно быть минимальным. В данном случае предполагается только один контакт на входе в пропиточную ванную. После того как на базальтовое волокно нанесено связующее, т.е. волокно защищено, количество контактов не регламентируется. Жесткость базальтовых волокон ограничивает допустимый радиус изгиба волокон без разрушения, который можно ориентировочно оценить в соответствии с формулой:
s
р,в
= Ер,в
×
dв
/ dизг
В соответствии с этой зависимостью для базальтовых волокон в нити РКБ-600 допустимый минимальный радиус изгиба составляет 0,3 мм. Диаметры путевых роликов пропиточных машин как правило значительно превосходят данное значение. Поэтому этот фактор не будет учитываться при организации технологического процесса.
Пропиточная ванна должна быть оснащена подогревом, с мощностью нагревательных элементов, обеспечивающих нагрев связующего до температуры 55±5 0
С (т.е. до оптимального значения вязкости, без использования дополнительных растворителей). В этом случае в сушильную камеру будет попадать уже подогретый до температуры термообработки материал, что сокращает общее время цикла.
Если пропиточная ванна не снабжена нагревательными элементами и пропитка должна проводиться при температуре окружающей среды, то связующее необходимо разбавить до требуемого уровня вязкости (17–19 сек). В качестве разбавителя возможно использование ацетона, который при термообработке в сушильной камере полностью удаляется и не влияет на механизм и направление синтеза олигоамидоэфира. В этом случае общее время нахождения материала в сушильной камере несколько увеличится из-за необходимости прогрева материала до 600
С со скоростью не более 50
С/мин., при этом несколько уменьшиться скорость движения наполнителя в пропиточной установке.
Таким образом, для получения прессматериала ДБВ-ФИ можно использовать стандартные пропиточные установки:
пропиточная ванна должна иметь обогрев до 55±50
С;
сушильная камера высотой 4 м, имеет одну зону нагрева (600
), обеспечивает три прохода материала; снабженная инфракрасными нагревателями;
скорость движения – 1.2 м/мин;
путевые ролики – стандартные.
3.2 Технологическая блок схема и получение ДБВ-ФИ
Блок схема.
 1. Хранение исходных материалов. 1. Хранение исходных материалов.
2. Контроль качества исходных материалов.

 3. Получение прессматериала ДБВ-ФИ. 3. Получение прессматериала ДБВ-ФИ.
 4. Контроль качества ДБВ-ФИ. 4. Контроль качества ДБВ-ФИ.
5. Хранение препрега ДБВ-ФИ.
Хранение исходных материалов.
Операция осуществляется в складских помещениях согласно
ГОСТ 12. 1. 005–76:
* температура воздуха 18–20 0
С;
* относительная влажность не выше 60%;
* не допускается нарушение целостности упаковки материалов.
3.2.1 Контроль качества связующего
Производится на соответствие паспортным данным или требований технических условий. Контроль связующего проводят с помощью ареометра и вискозиметра.
Параметры, контролируемые при проверке:
· плотность при 20 0
С – 1,189 г./м3
, при 60 0
С – 1,163 г./м3
;
· вязкость при 20 -165 сек, при 60 0
С – 22 сек.
Срок хранения не должен превышать 4 месяца.
Контроль качества наполнителя
Для проверки качества базальтовой нити отбирают пробу от каждой партии с любой катушки и контролируют на обрыв волокна, отсутствие механических повреждений, толщину, ширину материала в соответствии с ТУ 06-И81–85.
При получении неудовлетворительных результатов проводят повторный контроль, результаты которого распространяются на всю партию.
Получение прессматерала ДБВ-ФИ
Получение ДБВ-ФИ заключается в пропитке с подсушкой базальтового наполнителя (Базальтовой нити РКБ-600 связующим АПИ-3. Пропитку РКБ-600 можно осуществлять на пропиточной машине УПСТ-300. Максимальная скорость пропитки составляет 1,2 м/мин, производительность – 20 кг/час. Машина имеет зонную сушильную камеру, пропиточная камера позволяет подогревать связующее для снижения вязкости.
Перед запуском установки необходимо убедиться в исправности всех узлов и механизмов, протянуть наполнитель по протяжному траку, установить натяжение 3±0,2 Н, требуемую температуры в сушильной камере и скорость протяжки нити.
Режимы пропитки и сушки назначаются из условия необходимости выдержки препрега во время сушки в течение 20 минут при 60 0
С. Для пропитки нити РКБ-600 температура сушки составляет 60 0
С, скорость движения 1,2 м/мин.
Уровень связующего в ванне поддерживается на 20–25 мм выше лакирующих валков. Контроль вязкости связующего в ванне осуществляется один раз в три часа и в случае ее увеличения добавляется ацетон в ванну пропиточной машины. Выходящий из сушильной камеры препрег подается на автоматические ножницы, где режется на заданные отрезки и ссыпается в упаковочную тару.
Контроль качества
Контролируемые параметры: прессматериал должен быть не липким и содержать связующего 30±3% размер гранул 15 -20 мм.
Липкость определяется отслаиванием целлофановой пленки, которое должно проходить без прилипания, характерного липкого расслаивания.
Визуально прессматериал контролируется на отсутствие непропитанных участков и односторонней пропитки.
Содержание связующего определяется взвешиванием по разности масс отмеренного отрезка препрега и сухой углеродной ленты.
Содержание связующего определяется по формуле:
С = Мп
– Мн
·
100, (%)
Мн
где: С – содержание связующего, % масс;
Мп
– масса препрега после сушки, г;
Мн
– масса непропитанного наполнителя, г.
Хранение прессматериала
Хранение герметично упакованного в пленочный мешок прессматериала может осуществляться в течение 12 месяцев при температуре не выше 20 0
С и относительной влажности 50–60%.
4. Разработка технологии изготовления фрикционных тормозных колодок.
4.1 Обоснование выбора метода
Выбор метода формования изделия из ПМ определяется конфигурацией и размерами изделия, техническими требованиями к нему, типом и технологическими свойствами полимерного материала, возможностями существующего оборудования и его доступностью, техническим оснащением производства и экономической целесообразностью производства.
Производство тормозных колодок для тормозных систем автомобилей можно отнести к категории крупносерийных производств, т. к. потребность в масштабах государства и отрасли высока. В год планируется изготовление 150000 шт. изделий данного типоразмера.
· крупносерийное производство;
· изделие имеет конфигурацию пластины с размерами 125*40 мм и толщиной 6 мм.
· материал изделия – изотропный, (матрица армированная короткими волокнами).
· в качестве армирующих наполнителей использовано базальтовое волокно.
· полуфабрикаты – прессматериал ДБВ-ФИ.
· формообразование и термообработка изделия происходит в одну стадию производственного процесса;
· изделие ответственное, повышенные требования к качеству материала;
Стадия уплотнения пакета и фиксация формы должна производиться в оснастке, к которой предъявляются особые требования по материалу оснастки (повышенная температура формования 300 о
С требует специальных марок стали), по конструктивному решению оформляющей полости оснастки, т. к. формование тормозной накладки осуществляется на поверхности металлической пластины тормозной колодки. В данном случае можно рекомендовать принцип полусъемных форм. Плоскость разъема в форме должна совпадать с пласкостью вставного элемента. При этом необходимо, чтобы в процессе формования распределение давления было равномерным по всей поверхности изделия.
Величина давления формования в данном случае ограничивается свойствами армирующего наполнителя. С учетом требований по нормальному распределению давлений по площади изделия и ограничений по прочности и текстуре наполнителя пригодными для стадии уплотнения и фиксации формы могут быть следующие методы:
1. Термокомпрессионное формование
Для реализации термокомпрессионного формования не требуется сложного дорогого оборудования. Давление создается за счет расширения в результате нагрева эластичных формующих элементов. Однако для крупносерийного производства этот метод не подходит т. к. процесс формования занимает длительное время и эластичные элементы не выдерживают многократного циклического нагрева до 300 о
С.
2. Прямое прессование
Метод прямого прессования осуществляется на достаточно сложном прессовом оборудовании, но в России имеется достаточно большой парк разнообразного прессового оборудования (от простых прессов до автоматизированных прессовых линий), существуют налаженные прессовые производства. Так, как изготовляемая деталь имеет форму пластины, то давление при прямом прессовании будет распределятся равномерно, поэтому для данного изделия самым рациональным методом формования является метод прямого прессования.
Таким образом для изготовления фрикционных накладок выбран метод
прямого прессования
.
4.2 Разработка технологии прессования
Структура технологической операции

Технологическая операция –
это законченная часть технологического процесса, выполняемая на одном рабочем месте.
Переход –
это законченная часть ТО, характеризуемая единством инструмента и обрабатываемой поверхности.
Рабочий переход –
характеризуется изменением состояния предмета труда.
Вспомогательный переход – подготавливает рабочий переход и не связан непосредственно с изменением состояния предмета труда.
Ход –
законченная часть перехода, характеризующаяся постоянством действия.
Структура Т.О. «Прессование»
| 1. Очистка пресс-формы сжатым воздухом |
ВП |
| 2. Смазка пресс-формы |
ВП |
| 3. Установление знаков |
ВП |
| 4. Загрузка материала в пресс-форму |
ВП |
| 5. Смыкание пресс-формы |
ВП |
| 6. Нагрев до температуры формования |
РП |
| 7. Технологическая выдержка в пресс-форме под довлением |
РП |
| 8. Охлаждение и раскрытие пресс-формы |
ВП |
| 9. Извлечение изделия |
ВП |
Графически структуру ТО «Прессование» можно изобразить следующим образом:
1ВП 2ВП 3ВП 4ВП 5ВП 6РП 7РП 8ВП 9ВП

Время нагревания материала до соответствующих температур рассчитывается по уравнению нестационарной теплопроводности:
t
н
=
d
2
Fо/4а,
где: Fо – критерий Фурье;
а – коэффициент температуропроводности;
d – максимальная толщина изделия.
Для определения значения критерия Фурье используется номограмма /21/ зависимости критерия Фурье от относительной температуры q, которая рассчитывается:
q
= (Тф
– Тизд
) / (Тф
– Тм
),
где: Тф
– температуры формы;
Тизд
– температура изделия;
Тм
– температура материала.
Выбор режима формования изделия производится путем анализа данных по вязкоупругим и термомеханическим свойствам имидопластиков на основе АПИ-3, кинетике газовыделения, кинетике уплотнения пакета заготовок и др., исходя из требований получения изделия высокого качества /11/.
Режим прессования:
* загрузка прессматериала в пресс-форму при Т= 20 0
С;
* установка прессформы под пресс при Т= 300 0
С
* прогрев прессформы и поднятие давления до 10 МПа в течение 4 минут;
* выдержка при температуре 300 0
С в течение 30 минут;
* выемка пресс-формы и свободное охлаждение;
После охлаждения до Т£100 С° пресс-форму размыкают и извлекают изделие.
Выбор пресса производится по номинальному усилию (Nном
). Необходимым условием является:
Nном
>
Nпотр
Nпотр
= S
×
Рформ
,
где Nпотр
–
потребляемая мощность;
S – площадь изделия (355 см2
)
Рформ
– давление формования (20 кгс/см2
);
Nпотр
= 355 см2
× 20 кгс/см2
= 7100 кгс или 7,1
тс.
При работе пресса надо учитывать некоторые потери, поэтому необходимо иметь небольшой запас мощности, который учитывается коэффициентом потерь давления при прессовании (К). Отсюда эффективная мощность (Nэфф
) рассчитывается как:
Nэфф
= К
×
Nпотр
К
выбираем по рекомендациям /11/ в интервале 1,1–1,15. С учетом того, что прессуется одно изделие, при невысоком усилии формования, достаточно будет использовать К = 1,1.
Nэфф
= 1,1 × 7,1 тс = 7,81 тс
.
По справочным данным находим пресс, обеспечивающий необходимое усилие прессования. С учетом габаритов оснастки выбираем гидравлический пресс ДБ-2424
со следующими характеристиками:
| – Номинальное усилие |
25 тс |
| – Ход ползунка |
450 мм |
| – Наибольшее расстояние между столом и ползунком |
710 мм |
| – Размеры стола: |
| длина |
560 мм |
| ширина |
500 мм |
| – Скорость ползунка: |
| холостой ход |
200 мм/с |
| рабочий ход |
5 мм/с |
| возвратный ход |
100 мм/с |
Время нагревания материала до соответствующих температур рассчитывается по уравнению нестационарной теплопроводности:
t
н
=
d
2
Fо/4а,
где: Fо – критерий Фурье;
а – коэффициент температуропроводности;
d – максимальная толщина изделия.
Для определения значения критерия Фурье используется номограмма /21/ зависимости критерия Фурье от относительной температуры q, которая рассчитывается:
q
= (Тф
– Тизд
) / (Тф
– Тм
),
где: Тф
– температуры формы;
Тизд
– температура изделия;
Тм
– температура материала.
4.3 Расчет времени технологической операции прессования
Время технологической операции (в часах) можно рассчитать по следующей формуле:
Тш.кул.
= to
сн.
+tвс.
+ tобсл
+ tл.н.
+ tзак.
; где
Тш.кул
– штучно-кулькуляционное время определенной (1-ой) операции;
tонс.
– основное время ТО (20 мин.);
tвс
– вспомогательное время ТО (6 мин);
tобсл.
– время затрачиваемое на обслуживание (2 мин.);
tл.н
– время на личные надобности обслуживающего персонала (1 мин.);
tзак.
– подготовительно-заключительное время (2 мин.);
Тш.кул
= 0.3 +0.1 + 0.03 + 0.01 + 0.03 = 0.47 (н*час.)
Выводы
Таким образом, анализ конструкции и технических требований к изделию – тормозная автомобильная колодка – показал, что изделие характеризуется простой конфигурацией и сравнительно небольшими размерами; особые требования предявляются материалу изделия который обеспечивает высокий и постоянный коэффициент трения в области рабочих температур (до 300°С).
В результате анализа технической литературы показана целессообразность и эффективность использования для изготовления такого типа изделий из термоустойчивых полимерных композиционных материалов на основе имидных сетчатых матриц типа PMR (отечественные аналоги АПИ), которые обеспечивают необходимый уровень уровень рабочих температур при высоких механических показателях. Проведен обоснованный выбор состава материала для изготовления изделия, в результате которого наиболее подходящим можно считать полимерный материал на основе имидной матрицы АПИ-3 и армирующего наполнителя базальтовой нити РКБ-600, степень наполнения прессматериала ДБВ-ФИ – 63% масс.
Разработана модель и рассмотрены технологические особенности получения прессматериала ДБВ-ФИ методом окунания. Разработана технология изготовления прессматериала ДБВ-ФИ пригодного для прессования изделия методом прямого прессования. Обоснован выбор метода формования изделия и представлена технология метода прессования. Определены особые требования к формующей оснастке.
В соответствии с ЕСТД разработан технологический процесс изготовления прессматериала ДБВ-ФИ.
5. Разработка бизнес-плана по производству тормозной колодки для дисковых тормозов автомобиля
Проект
: Разработка ТП изготовления тормозной колодки для дисковых тормозов автомобиля из ПКМ.
Рынок
:
Автомобильная промышленность
Особенности выпускаемого продукта
:
Фрикционная накладка тормозной колодки для дисковых тормозов автомобиля изготавливается из термоустойчивого полимерного композиционного материала.
Финансовое резюме
Суть и эффективность проекта заключается в рациональной разработке ряда организационных мероприятий и правильном решении инженерных и экономических задач, при выполнении которых будет обеспечена максимальная производительность, наилучшее качество изделий, при минимальных экономических и энергетических затратах.
Разработка и производство тормозной колодки для дисковых тормозов автомобиля окупит себя в течение 1 – 2 лет.
Описание продукции
Выпускаемое нами изделие является важной деталью тормозной системы автомобиля. Данное изделие разработано на базе аналогичных изделий, но из более улучшенного по техническим параметрам материала. Этот материал существенно превосходит аналогичные материалы за счет своей термоустойчивости, а также высокой надежности и долговечности. Конструкция прошла комплекс физико-механических, термических и других испытаний по материалу конструкции и конструкции в целом, как методом неразрушающего контроля, так и прямым испытанием изделия и была одобрена для производства.
Для изготовления тормозной колодки необходимо наличие оборудования для термообработки и прессования, а также наличие пропиточной машины для получения препрега.
Основные трудности, возникающие при изготовлении тормозной колодки для дисковых тормозов автомобиля – это высокие требования к качеству перерабатываемого материала и его особые технологические свойства. Для гарантии соответствия продукции заданным характеристикам каждое изделие проходит контроль
План маркетинга
Маркетинг – это функция управления разработкой, производством и сбытом продукции с целью получения прибыли на основе комплексного учета процессов, происходящих на рынке.
Целевая рыночная позиция
Целевые рынки:
проведя маркетинговые исследования, было выявлен один основной сегмент – автомобилестроение. В связи с широкой спецификацией возможно применение и в других областях машиностроения.
В данный момент наша продукция является крупносерийной, в связи с большим числом заказов.
Конкуренция:
в связи с высоким уровнем конкуренциинаша продукция должна обладать рядом преимуществ по сравнению с другими аналогами.
Выбор целевой рыночной позиции
Наша позиция – сконцентрировать усилия в тех направлениях, где мы можем наибольшим образом реализовать свои возможности.
Стратегия маркетинга
– специализация, то есть концентрация усилий на решение проблем избранных групп заказчиков;
– выдвижение концепции нового товара;
– применение новейших, особенно гибких технологий;
– интенсификация НИР.
Ценовая политика
Цена изделия назначается так, чтобы она покрывала все издержки по его производству, разработке, испытаниям, а также давала прибыль за приложенные усилия (как минимум перекрывала все валовые издержки), при этом не превышая цены на уже существующие разработки аналогичного назначения.
Организация сбыта
На нашем производстве организация сбыта осуществляется таким образом, чтобы как можно больше повысить портфель заказов, предлагая как можно больший перечень услуг. Производится изготовление изделий по предварительным заказам. Каждое изделие имеет сертификат соответствия.
Целевой производственный потенциал
Максимально возможный годовой объем выпуска – порядка 1000 деталей в год (увеличение годового объема возможно при увеличении заказов).
Ресурсы затраченные на наше производство, велики. В них входят: энергоресурсы, материальные, научно-исследовательские и трудовые ресурсы.
Производственная стратегия
Описание технологического процесса производства: см пункт 4. данной работы.
Качество и сертификация производства
Контроль качества при производстве тормозной колодки: см подпункт 4.2. данной работы.
Машины и оборудование
Производственное оборудование:
пропиточная машина, пресс с электронагревом, механизированные нажницы.
Вспомогательное оборудование:
токарный и фрезерный станок для механической обработки, оборудование для контроля качества изделия.
Материалы
Основные:
базальтовая нить, полиимидное связующее марки
АПИ-3К;
Вспомогательные:
ацетон, пленка полиэтиленовая, смазка К-21, циклопентадиен, фуриловый спирт.
Производственные площади и помещения
Цех по производству препрега имеет площадь 650 м2
и включает в себя:
склады – исходных материалов, отходов, готовой продукции;
участки – пропитки, раскроя.
Цех по производству тормозных колодок имеет площадь 650 м2
и включает в себя: участки – сборки пакета заготовок, прессования, термообработки, механообработки, пристройку для бытовых и конторских нужд.
Испытательная лаборатория имеет площадь 35 м2
, исследовательская лаборатория – 30 м2
.
Земля и инфраструктура
Описание расположения предприятия
:
наш завод находится в пределах города Москвы и занимает сравнительно небольшую территорию.
Транспортная сеть
: вблизи с территорией завода проходит шоссе Энтузиастов. Рядом расположены железнодорожные пути казанского направления. На территории предприятия все цеха и лаборатории имеют асфальтированные подъезды.
Система связи
:
у завода есть прямой выход на московскую АТС, а также есть внутренняя АТС.
Техническое обслуживание и текущий ремонт
:
непосредственный мелкий ремонт ведется на месте в цеху. В случае крупных неполадок ремонтируется специалистами либо на месте, либо в ремонтном цеху на территории завода.
Финансовый план
Финансовый план представлен в таблицах, сделанных на ПК с помощью Excel и представленных ниже.
6. Анализ технологии производства и условий труда
При разработке данного раздела использовались рекомендации /12,13/.
Общий анализ и оценка опасных факторов технологического процесса
В рассматриваемом технологическом процессе осуществляется переработка в изделие термореактивного полимерного композиционного материала.
Операции технологического процесса, формирующие опасные и вредные производственные факторы (ОПФ и ВПФ) представлены ниже в таблице 6.1.
Таблица 6.1. Операции технологического процесса, формирующие ОПФ и ВПФ
| № |
Наименование операции |
Материалы, сырье, комплектующие. |
Оборудование, приспособления |
Готовые изделия |
Производственная среда |
Окружающая среда |
| 1. |
Входной контроль компонентов |
связующее, растворители, базальтовая нить |
вискозиметр
ВЗ-4, ареометр
|
- |
воздух |
воздух, содержащий пары растворителей, пыль сыпучих компонентов |
| 2. |
Получение препрега (пропитка) |
связующее, наполнитель |
пропиточная машина
УПСТ-1000
|
препрег |
воздух, связующие |
воздух, содержащий пары растворителей, пыль сыпучих компонентов |
| 3. |
Раскрой препрега и сборка пакета заготовок |
препрег на бобине |
автоматические ножницы |
нарезанный препрег |
воздух |
воздух |
| 4. |
Прессование препрега |
нарезанный препрег |
пресс-форма, гидравлический
пресс, 25 тс
|
фрикцион-ная накладка |
воздух |
воздух |
| 5. |
Термообработка пакета |
пакет в ограничительной оснастке |
пресс-форма с электронагревом. |
- |
воздух |
воздух, содержащий пары растворителей, пыль сыпучих компонентов |
| 6. |
Механическая доработка изделия |
отформованная лопасть |
точильный станок |
- |
воздух |
воздух, содержащий пыль |
| 7. |
Контроль качества изделия |
- |
дефектоскоп УД-10П, шаблоны, измерительный инструмент |
- |
воздух |
воздух |
Из таблицы 6.1. видно, что вредные вещества выделяются в воздух при пропитке наполнителя, сушке и термообработке препрега. Опасность для работающих создают нагретые поверхности пресс-формы. При неисправностях электропроводки оборудования возникает опасность поражения электрическим током. От работы механизмов и приводов возникает шум и вибрация.
Количественная оценка указанных факторов приводится в таблицах 6.2, 6.5, 6.6и 6.7. Условия труда, микроклимат и освещенность представлены в таблицах 6.3 и 6.4.
Таблица 6.2. Количественная оценка опасных и вредных производственных факторов
| № |
Наименование операции |
ОПФ и ВПФ |
Значение фактора, |
Предельно допустимое значение, |
Продолжительность воздействия, час |
Вероятность воздействия |
| 1. |
Входной контроль компонентов |
Запыленность и загазованность воздуха рабочей зоны:
~ фуриловый спирт
~ ацетон
|
10 мг/м3
150 мг/м3
|
0,5 мг/м3
200 мг/м3
|
4
1
|
0,56
0,14
0,21
|
| 2. |
Получение препрега (пропитка) |
Запыленность и загазованность воздуха рабочей зоны:
~ фуриловый спирт
~ ацетон
|
10 мг/м3
150 мг/м3
|
0,5 мг/м3
200 мг/м3
|
4
1
|
0,56
0,14
|
| Опасный уровень электрического тока |
380 В |
36 В
6 мА
|
4 |
0,56 |
| Повышенный уровень шума |
см. табл. 5 |
3 |
0,42 |
| Повышенный уровень вибрации |
см. табл. 6 |
3 |
0,42 |
3
|
Раскрой препрега и сборка пакета заготовок |
Опасный уровень электрического тока |
380 В |
36 В
6 мА
|
4 |
0,56 |
| Повышенный уровень шума |
см. табл. 5 |
3 |
0,42 |
| Повышенный уровень вибрации |
см. табл. 6 |
3 |
0,42 |
| 4. |
Термообработка пакета заготовок |
Запыленность и загазованность воздуха рабочей зоны:
~ циклопентадиен
|
50 мг/м3
|
5 мг/м3
|
1,5
|
0,21
|
Повышенная температура поверхности:
~ пресс-форма
|
300 0
С
|
45 0
С
|
2
|
0,28
|
| Опасный уровень электрического тока |
380 В |
36 В
6 мА
|
4 |
0,56 |
5
|
Прессование |
Опасный уровень электрического тока |
380 В |
36 В
6 мА
|
4 |
0,56 |
| Повышенный уровень шума |
см. табл. 5 |
3 |
0,42 |
| Повышенный уровень вибрации |
см. табл. 6 |
3 |
0,42 |
| 6. |
Механическая доработка изделия |
Опасный уровень электрического тока |
380 В |
36 В
6 мА
|
4 |
0,56 |
| Повышенный уровень шума |
см. табл. 5 |
3 |
0,42 |
| Повышенный уровень вибрации |
см. табл. 6 |
3 |
0,42 |
Таблица 6.3. Микроклимат (ГОСТ 12.1.005–76)
| № |
Характеристика |
Категория |
Параметры микроклимата |
| по т. 6.1. |
помещений по избыткам тепла |
тяжести |
Т,
0
С
|
Влажность,
%
|
Скорость движения воздуха, м/с |
| Сухое; небольшой |
I б (легкая) |
холодный период |
| 1–7 |
избыток тепла |
энергозатраты |
норм: 21–24 |
40–75 |
0,1 |
| около нагретых |
до 174 Дж/с |
факт: 20–22 |
45–55 |
0,2–0,5 |
| агрегатов (4, 5) |
теплый период |
| норм: 23–25 |
40–60 |
0,1–0,3 |
| факт: 22–24 |
40–50 |
0,3–0,5 |
Таблица 6.4. Освещенность (СНиП 11–4–79)
| № по |
Минимальный |
Фон |
Контраст |
Разряд |
Освещенность |
| т. 6.1 |
размер объекта различения |
работ |
общ
ЛК
|
мест
ЛК
|
ест.,
%
|
совм.,
%
|
| 1,3,6,7 |
0,3–0,5 мм |
темный |
средний |
III |
н: 200
ф: 180
|
400
380
|
4 |
2 |
| 2,4,5 |
0,5–1,0 мм |
темный |
средний |
IV |
н: 200
ф: 180
|
500
360
|
4 |
2 |
Таблица 6.5. Производственный шум (Дб)
| Опера ция |
Характеристика фактора |
Действующий / предел допустимых значений
частота, Гц
|
| 63 |
125 |
250 |
500 |
1000 |
2000 |
4000 |
8000 |
| 2 |
Шум привода и механизма пропиточной машины |
80
99
|
82
92
|
84
86
|
87
83
|
90
80
|
87
78
|
76
76
|
70
74
|
| 5 |
Шум насосной станции пресса |
95
99
|
96
92
|
88
86
|
88
83
|
80
80
|
74
78
|
60
76
|
48
74
|
| 6 |
Шум точильного станка |
75
99
|
78
92
|
82
86
|
87
83
|
82
80
|
74
78
|
78
76
|
70
74
|
Таблица 6.6. Производственная вибрация (Дб) (СН №3044–84)
Опера
ция
|
Характеристика |
Действующий / предел допустимых значений
частота, Гц
|
| 1,0 |
2,0 |
4,0 |
8,0 |
16,0 |
31,5 |
63,0 |
| 2,5,6 |
Общая, 3а |
140
126
|
132
117
|
110
108
|
106
102
|
104
102
|
104
102
|
104
102
|
Таблица 6.7. Воздух рабочей зоны (ГОСТ 12.1.007–76)
Опера
ция
|
Выделяющиеся вещества |
Класс опасности |
Фактическое значение, мг/м2
|
ПДК, мг/м2
|
Действие на организм |
| 1, 2 |
Пары фурилового спирта |
II
|
10
|
0.5
|
токсичен
|
| 1, 2 |
Пары ацетона |
IV |
150 |
200 |
А (аллерген) |
| 4 |
Циклопентадиен |
III |
50 |
5 |
Н (наркотик) |
В результате анализа выявлены следующие ОПФ и ВПФ: запыленность и загазованность воздуха рабочей зоны; повышенная температура поверхностей оборудования; опасный уровень электрического тока; повышенный уровень шума и вибраций. Каждый из них превосходит уровни ПДК и ПДУ.
Для защиты работающих от содержащихся в воздухе примесей и пыли необходима приточно-вытяжная вентиляция производственных помещений.
Соприкосновения работающих с нагретыми частями пресса и пресс-формы способно вызвать ожоги. Для предотвращения этого при загрузке и выгрузке материалов в эти агрегаты, а также при работе с неостывшими полуфабрикатами и изделиями персонал должен использовать войлочные рукавицы ИС3 и специальные съемно-загрузочные приспособления (вилки, съемники и т.п.).
Для предотвращения поражения электрическим током при работе с технологическим оборудованием необходимо предусмотреть и тщательно контролировать изоляцию наружной электропроводки, защиту ее от механических повреждений, оголений, разрывов. Оборудование (пропиточная машина, пресс, точильный станок) должно быть надежно заземлено (Rз.з
= 4,0 Ом при U = 380 В, согласно требованиям ПУЭ-76), при его пуске после ремонта проверяется электропроводка, наличие заземления, отсутствие посторонних предметов.
Простым, дешевым и эффективным методом снижения шума на рабочих местах является установка звукоизолирующих кожухов. Кожухи из листовой стали устанавливаются на силовые агрегаты пропиточной машины, пресса и точильного станка. Это обеспечивает снижение уровня шума ниже величины ПДУ.
Для защиты от вибрации оборудование устанавливается на виброизолирующие опоры ОВ-31, что снижает уровень вибрации ниже ПДУ.
Разработка комплекса мероприятий по защите персонала от последствий внештатных и чрезвычайных ситуаций на производстве
Характеристика веществ, используемых в технологическом процессе, с точки зрения пожаро- и взрывоопасности представлена в таблице 6.8.
В зависимовти от температуры вспышки различают материалы легковоспламеняющиеся (Твсп
< 61 0
С) и горючие (Твсп
> 61 0
С). В данном процессе присутствуют как легковоспламеняющиеся (ацетон, циклопентадиен), так и горючие (фуриловый спирт) вещества. Ацетон способен образовывать с воздухом взрывоопасную смесь – категория II А. Смесь фурфурола с воздухом – категория II В.
Таблица 6.8. Количественные показатели пожаро- и взрывоопасных веществ и материалов
| Опера |
Наименование |
Температура, 0
С |
Область воспламенения, % |
| ция |
вещества |
вспышки |
воспламен. |
самовоспл. |
НКПВ ВКПВ |
| 1, 2 |
Фуриловый спирт |
74 |
61 ¸ 117 |
400 |
0,55 ¸ 14,2 |
| 1, 2 |
Ацетон |
-18 |
-20 6 |
465 |
2,55 ¸ 12,8 |
| 4 |
Циклопентадиен |
-50 |
- |
640 |
- |
Определение пожаро- и взрывоопасных категорий производств осуществляется по СН и П II-90–81. По наличию легковоспламеняющихся веществ данный технологический процесс можно отнести к категории Б – взрывопожарное производство. По требуемой степени огнестойкости производство данной категории можно отнести к III группе
При обеспечении пожарной безопасности решаются следующие задачи: предотвращения пожаров и загораний; локализация возникших пожаров; защита людей и материальных ценностей, тушение пожаров.
Предотвращение возникновения пожара достигается: исключением образования горючей и взрывоопасной среды; предотвращением образования в горючей среде источников зажигания или инициирования взрывов.
При нормальных условиях работы концентрация горючих и взрывоопасных и веществ в воздухе не превышает нижнего предела воспламенения.
Для недопущения образования источников зажигания необходимо обеспечение ликвидации условий для самовозгорания, регламентация допустимой температуры и энергии искрового разряда, применение процессов и оборудования, удовлетворяющих требованиям искробезопасности.
Предусматриваются следующие меры предупреждения пожара: работа приточно-вытяжной вентиляции; поддержание температуры и влажности в пределах нормы; контроль исправности электрооборудования; контроль за технологическими параметрами (давление, температура и т.д.); запрет курения и пользования открытым огнем в производственных помещениях.
В случае возникновения пожара необходимо принятие мер по ограничению его распространения и предотвращению воздействия на людей опасных и вредных факторов, а также локализации и тушению пожара.
Для ликвидации очага пожара необходимы первичные средства пожаротушения; огнетушители химические пенные ОХП-10, огнетушители воздушные пенные ОВП-100 в количестве соответствующем защищаемой площади, для тушения твердых материалов, легковоспламеняющихся и горючих жидкостей; песка. Эти средства должны быть расположены на видном месте и иметь свободный доступ.
Для своевременного принятия мер по пожарозащите необходима пожарная сигнализация и звуковая оповещающая система. Применяются ультразвуковые извещатели «Факус-МП», предназначенные для пространственного обнаружения очага загорания и подачи сигнала тревоги. Приемная станция – ТЛО 10/100.
Для обеспечения эвакуации людей при пожаре в соответствии с СН и П II-89–80 предусматриваются эвакуационные выходы. Ширина проходов, проемов, коридоров должна соответствовать нормам эвакуации.
Обеспечение экологической чистоты процесса
Результаты экологической экспертизы технологического процесса переработки термореактивного полимерного материала на основе имидного связующего АПИ-3К и базальтового наполнителя в изделие представлены в таблице 6.9.
Как видно из таблицы, отходы, образующиеся на различных стадиях ТП, включают в себя летучие продукты химических реакций, растворители, использованные для промывки технологических емкостей, обрезки препрега и пыль, образующаяся в результате механической доработки, а также производственный брак. Для предотвращения попадания указанных отходов в окружающую среду необходимы следующие мероприятия:
Сбор твердых и жидких отходов в специальные емкости с последующим уничтожением (сжиганием);
Очистка вентиляционных выбросов от механических примесей пыли) при помощи аппарата сухой инерционной очистки с рукавными фильтрами ЗИЛ-900. Степень очистки 99%;
Обезвреживание газообразных выбросов вентиляционной системы при помощи тонковолокнистых адсорбционных фильтров ТХЛ. Степень очистки 80–90%.
Указанные меры обеспечивают предотвращение попадания в окружающую среду отходов технологического процесса или снижение их концентрации ниже предельно допустимых значений.
В настоящем разделе дипломного проекта произведен общий анализ производства фрикционных колодок для тормозных систем и условий труда с целью выявления опасных и вредных производственных факторов. Проведена их количественная оценка и определены меры защиты. Определена категория пожаро- и взрывоопасности производства, меры по предотвращению пожаров и ликвидации возгораний. Также проведена экологическая экспертиза ТП и предложены меры, направленные на предотвращение вредных воздействий на окружающую среду.
В результате принятых мер достигнут нормативный уровень безопасности и условий труда, соблюдены требования пожарной безопасности и экологической чистоты процесса.
Заключение
Таким образом в дипломном проекте разработана технология изготовления тормозной колодки для дисковых тормозов автомобиля из термоустойчивого ПМ на основе отечественного связующего АПИ – 3 и базальтовой нити РКБ-600. При разработке технологии учтены исходные требования изделию и условия эксплуатации, определены требования к материалу изделия и методу формования, обеспечивающие работоспособность изделия; учтены требования ЕСТД. Разработан проект технологической инструкции на получение препрегов ДБВ-ФИ, представленный в приложении.
Разработан бизнес-план на производство изделия – тормозной колодки для дисковых тормозов автомобиля. Оценка технико-экономической эффективности тормозной колодки из имидобазольтопласта предполагает, что достигается существенная экономия затрат при эксплуатации связанных с ремонтом и заменой изделия за счет увеличения срока эксплуатации данного изделия.
В разделе «Анализ технологического процесса и условий труда» были выявлены; опасные и вредные производственные факторы, разработаны меры защиты человека от ОВПФ ТП. Были выявлены факторы, способствующие возникновению чрезвычайных ситуаций (ЧС) и указаны меры по выходу из возможных ЧС. Проведена экологическая экспертиза ТП и разработаны меры экологической защиты в разработанном технологическом процессе изготовления тормозной колодки для дисковых тормозов автомобиля.
Список использованной литературы
1. Чичинадзе А.В. Полимеры в узлах трения машин и приборов: Справочник – М.: Машиностроение, 1988–328 с.
2. Промышленные полимерные композиционные материалы / Под ред. М. Ричардсона: пер. с англ. / Под ред. П.Г. Бабаевского. – М.: Химия, 1980. – 472 с.
3. Бартенев Г.М., Лаврентьев В.В. Трение и износ полимеров – Л.: Химия, 1972–240 с.
4. Полиимиды – класс термостойких полимеров / Бессонов М.И., Котон М.М., Кудрявцев В.В., Лайус Л.А. – Л.: Наука, 1983. – 328 с.
5. Михайлин Ю.А., Мийченко И.П., Земскова Е.В. Технологические свойства жесткоцепных связующих // Пластические массы. – 1990. – №12. – С. 20–24.
6. Базальтоволокнистые материалы: Сборник статей/ под ред. Костикова В.И., Смирнова Л.Н. – М.: Информконверсия, 2001–307 с.
7. Композиционные материалы на основе базальтовых волокон: Сборник научных трудов – Киев.:ИПМ, 1989–164 с.
8. Технология производства препрегов для полимерных композиционных материалов: Учебное пособие / В.М. Виноградов, Г.С. Головкин, А.И. Горохович и др. – Уфа: УГАТУ, 1995. – 92 с.
9. Воюцкий С.С. Физико-химические основы пропитывания и импрегнирования волокнистых систем водными дисперсиями полимеров. – М.: Химия, 1969. – 336 с.
10. Мийченко И.П. Полиимидные композиционные материалы, формуемые прямым и литьевым прессованием. Канд. дисс. – М.: МАТИ, 1986. -202 с.
|