МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРЦИИ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение высшего профессионального образования
«Московский государственный университет печати»
Кафедра
ТПП и УП
Зав. кафедрой
: проф.
Бобров Владимир Иванович
Дипломный проект
на тему:
Разработка технологии изготовления высококачественных макетов из сплошного картона на режущем плоттере
Wild
TA
-10
Дипломник
: Кивалина Т. В
.
Руководитель
: Гротов А. С
.
Консультант:
Комкова Е. Г.
Москва
Содержание
Введение. 4
Глава 1. Основные направления производства ООО «Растр-технология». 7
1.1 Плоские штанцформы.. 7
1.2 Ротационные штанцформы.. 7
1.3 Изготовление упаковки на плоттере. 8
1.4 Анализ портфеля заказов. 9
Глава 2. Технология изготовления макетов из сплошного картона. 13
2.1 Технологический процесс плоттерной резки. 13
2.2 Классификация конструкций макетов упаковки. 14
2.3 Картон. 18
2.3.1 Классификация картона. 18
2.3.2 Свойства картона, влияющие на качество упаковки. 22
Глава 3. Обзор рынка плоттерного оборудования. 29
3.1 Параметры выбора плоттера. 29
3.2 Модели, присутствующие на рынке. 30
3.2.1 Рулонные режущие плоттеры.. 30
3.2.2 Планшетные режущие плоттеры.. 31
3.3 Обслуживание плоттера. 44
Глава 4. Обзор программ для конструктивного дизайна упаковки и работы с плоттерами. 46
4.1 I-cut 46
4.2 CoCut 46
4.3 RTUTILS. 47
4.4 MarbaCAD.. 51
Глава 5. Методика разработки технологии изготовления макета. 76
5.1 Методика проведения исследований. 76
5.2 Определение качества резки на картоне толщиной 0.3мм, 0.35мм, 0.45мм, 0.5мм, 0.6мм. 77
5.3 Уменьшение скорости резки с помощью оптимизации в программе MarbaCAD 78
Глава 6. Результаты работы.. 80
6.1 Определение качества резки. 80
6.2 Уменьшение времени резки. 86
Глава 7. Утилизация упаковки из картона в России. 89
7.1 Общее состояние утилизации в России. 89
7.2 Зарубежный опыт. 92
7.3 Проблемы переработки макулатуры.. 93
Общие выводы.. 100
Список использованной литературы.. 102
Введение
Производство упаковки состоит из различных информационных и технологических процессов, которые выполняются в большинстве случаев разными фирмами или разными отделами крупных предприятий.
В большинстве работ по производству упаковки можно выделить следующие основные этапы:
Реклама

1. Получение заказа на изготовление упаковки (определение требований к упаковке, определение сроков и порядка выполнения отдельных этапов работы).
2. Разработка конструкции упаковки (конструктивный дизайн).
3а. Плоттерная резка
3.б Подготовка раскладки на печатный и высекаемый лист сообразно экономическим и технологическим требованиям.
3. Дизайн полиграфии.
4. Печать тиража.
5. Проектирование оснастки для вырубки.
6. Изготовление оснастки для вырубки.
7. Вырубка отпечатанной продукции.
8. Склейка или сборка упаковки, складирование.
Современный человек ежедневно встречается с результатами применения плоттерной резки. Область применения режущего плоттера весьма широка: указатели, витрины, вывески, рекламные шиты, штендеры, офисные таблички, макеты.
В области упаковки применение режущего плоттера дает возможность производителю изготовить сигнальный образец – пробную единицу упаковки в натуральную величину. Это позволяет детально отработать конструкцию упаковки и в сжатые сроки предоставить макет на рассмотрение заказчика. С помощью плоттера осуществляется вычерчивание приправочного листа на калиброванной синтетической кальке для укомплектации штанцформ. На нём могут вырезаться небольшие тиражи упаковки и рекламно- представительской продукции. В отдельных случаях это позволяет отказаться от изготовления штанцформы и сократить время выпуска продукции.
Преимуществом плоттерного оборудования при изготовлении малых тиражей упаковки является отсутствие постоянной составляющей затрат (штанцевальной формы), что существенно снижает стоимость продукции.
Плоттерная резка
- это процесс изготовления макетов, а также резка с одновременным бигованием мелких партий и единичных экземпляров упаковки, этикеток, изделий рекламного назначения. [6]
В нашем дипломном проекте идет речь о разработке технологии высококачественной резки макетов. Потому что не всегда качество макетов отвечает требованиям заказчика Могут возникнуть различные дефекты. Это обусловлено тем, что неправильно подобраны режимы резки (скорость, неправильно отрегулированная высота режущего или биговального ножа, сила вакуумного присоса).
И если, такие факторы, как установка глубины биговального и режущего ножа, это человеческие факторы, то скорость можно контролировать.
Возможные затруднения при неправильно подобранной скорости:
· Неполное прорезание. Используемая высокая скорость может сопровождаться уменьшением глубины прорезания, что влечет за собой не достаточный разрез картона.
Реклама

· Дефекты при радиусной резке - прорезание подложки. На изгибах скорость резки снижается, глубина резки увеличивается.
· При малых размерах вырезаемых символов наблюдается отрыв самих деталей или межсимвольных элементов в момент резки.
· Высокая скорость может повлечь за собой появление различных дефектов, таких как ворсистость, неровность и разрезы краев.
В нашей работе мы постарались учесть все эти факторы, влияющие на качество готового макета.
В моей части дипломного проекта я рассматривала влияние скорости резки на качество, готовых макетов, выполненных из картона разной толщины. Подобрала оптимальное соотношение качества и времени изготовления упаковки.
Глава 1. Основные направления производства ООО «Растр-технология»
1.1 Плоские штанцформы
Основной продукцией, выпускаемой компанией, являются плоские штанцевальные формы для надсечки этикеток, вырубки бумажной и картонной упаковки, рекламной и представительской продукции
Производятся плоские штанцформы любых габаритов для вырубки изделий из картона, микро - и гофрокартона, кашированного микро - и гофрокартона, бумаги, лавсановой пленки, пластика, мягких сортов фанеры и других материалов.
Продукция компании разнообразна. Это и штанцформы для вырубки упаковки из картона, микро- и гофрокартона на плоскопечатных, тигельных и плосковысекальных машинах, и плоские этикеточные штанцформы как для отечественных листовых машин (тигельные машины типа БПП-75), так и для узкорулонных машин (автоматы горячего тиснения этикеток фирмы „CartesEquipment" [Италия], машины для тиснения голограмм фирмы „JRP" [США], узкорулонные флексомашины фирмы „Gallus" [Швейцария]).
«РАСТР-технология» конструирует и изготавливает оснастку для секций удаления отходов, (в том числе и по технологии "marbastrip") разделения заготовок и устройства для отделения передней кромки для тигельных автоматов, а также оказывает помощь в их установке и наладке.
1.2 Ротационные штанцформы
Изготовление упаковки с использованием машин ротационного типа получило широкое распространение. На сегодняшний день в мире большая часть гофро упаковки производится именно этим способом.
Сегодня "РАСТР-технология" - единственный специализированный отечественный изготовитель ротационной оснастки и производит ротационные штанцевальные формы для машин с различными диаметрами барабанов от 174 до 716 мм.
Данные формы используются практически на всех видах выпускаемых в мире машин, имеющих секцию ротационной высечки. В их числе высокопроизводительные комплексы, произведенные такими известными компаниями, как МАRTIN (группы ВОВSТ), Сurioni S.P.A., ISOWACorporation, Ward Machinery Co, DYMachineryCo, TEXO Industries S.p.A., Yeu sheh Machinery Co. Ltd.
1.3
Изготовление упаковки на плоттере
С помощью плоттера осуществляется изготовление макетов, а также резка с одновременным бигованием мелких партий и единичных экземпляров упаковки, этикеток, изделий рекламного назначения. Разметка фанерных и пластиковых оснований штанцевальных форм. Машиностроительное, архитектурное черчение, САПР.
Возможности:
Структурный дизайн упаковки любой сложности;
Изготовление макета или сигнального образца;
Изготовление любых тиражей (от 1 шт.);
Услуги по полиграфическому оформлению.
Обрабатываемые материалы:
Бумага и картон любой плотности;
Микрогофрокартон;
Гофрокартон;
Пластики упаковочные;
Текстильные материалы;
Кожа.
Преимуществом плоттерного оборудования при изготовлении мелких тиражей упаковки является отсутствие постоянной составляющей затрат (штанцевальной формы), что существенно снижает стоимость продукции.
Стоимость изготовления мелких тиражей упаковки с помощью плоттера складывается из стоимости разработки конструкции упаковки и времени работы плоттера. Стоимость разработки конструкции упаковки лежит в пределах 5-10$ и определяется сложностью разрабатываемой конструкции. Цена 1 часа работы плоттера равна 10$ при средней скорости реза 1.3м/мин. [14]
1.4 Анализ
портфеля заказов
Около 70% продаж компании приходится на Москву и Московскую область; компания занимает примерно 90% внутреннего рынка ротационных штанцформ и 80% рынка плоских штанцформ.
Был проведен анализ портфеля заказов. За 2005 год в фирму «Растр – технология» поступило 18750 заказов. Из них 11960 на проектирование плоских штанцевальных форм, 2440 на проектирование ротационных штанцформ и 4350 на проектирование макетов для резки на плоттере.
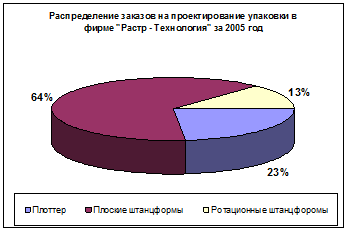
Рис.1.1. Гистограмма распределения заказов
Проектирование плоских штанцформ, - это основное направление «Растр - технологии», поэтому занимает первое место по объему и составляет 64 % от всех заказов. Изготовление ротационных штанцформ, не так распространено, и составляет лишь 13 %. Несмотря на то, что «Растр - технология» является единственным специализированным отечественным изготовителем ротационной оснастки.
Плоттерная резка занимает второе место, и составляет 23 % от общего объема заказов на проектирование.
Аналогично было анализировано распределение плоттерных заказов по категориям в период январь – февраль 2006 года. (Таблица 1.1)
Из проведенных исследований видно, что среди плоттерных заказов, по распространённости на третьем месте кальки, на втором - макеты для проектировщиков и на первом месте единичные макеты для заказчиков.
Таблица 1.1 Распределение плоттерных заказов по категориям
| январь |
февраль |
март |
Итого |
| Кальки |
80 |
82 |
109 |
271 |
| Макеты для заказчика |
143 |
247 |
250 |
640 |
| Проверочные макеты для ПШ |
18 |
22 |
21 |
61 |
| Проверочные макеты для РШ |
72 |
78 |
66 |
216 |
| Общее количество заказов поступивших на плоттерную резку |
313 |
429 |
446 |
1188 |
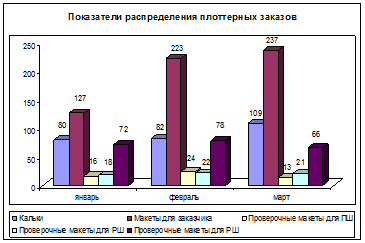
Рис.1.2. Гистограмма распределения плоттерных заказов
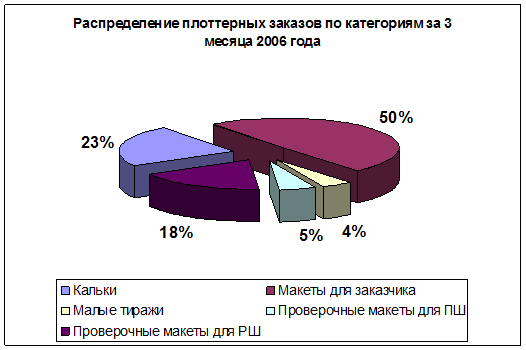
Рис. 1.3. Диаграмма распределения плоттерных заказов за 3 месяца
Кальки необходимы другим предприятиям при отсутствии у них лазера либо в том случае если лазер не берет данный диаметр (т.е. лазером делаются штампы с посадочным диаметром 270-625мм, до 270 и после 625 делаются по кальке).
Проверочные макеты, изготавливаются для проектировщиков, чтобы избежать ошибок при проектировании штанцформ. Большинство ошибок, допускаемых имеют общие корни. Материал, из которого делают упаковку, будь то бумага, картон или пластик, имеет толщину. И разработав «идеальную» с геометрической точки зрения развертку, иногда требуется посмотреть, как она будет складываться из бумаги. Поэтому для проверки высечки делается макет из тиражного материала в натуральную величину.
Особенно, такие макеты нужны проектировщикам ротационных штанцформ. Так как стоимость ротационных штампов намного выше плоских, и необходимо понизить вероятность ошибки.
Макеты для заказчика необходимы для изготовления сигнального образца – пробную единицу упаковки в натуральную величину. Чтобы заказчик мог оценить конструкцию, устраивает она его или нет, надо ли вносить какие-то изменения. Если всё устраивает, то делается заказ на изготовление штанцформ. В некоторых случаях, макет может быть сувенирной упаковкой, и качество таких макетов очень важно.
Малые тиражи изготавливаются, как для использования, их по назначению (в этом случае преимуществом будет отсутствие постоянной составляющей затрат (штанцевальной формы), что существенно снижает стоимость продукции). Так и для проверки на прочность. В этом случае один макет может быть изготовлен из разных материалов, и в дальнейшем его проверяют на прочность, на выдерживание нагрузки. Численность малых тиражей, изготовленных на плоттере может быть от 5 до 200 штук.
Глава 2. Технология изготовления макетов из сплошного картона
2.1 Технологический процесс плоттерной резки
Плоттерная резка
- это процесс изготовления макетов, а также резка с одновременным бигованием мелких партий и единичных экземпляров упаковки, этикеток, изделий рекламного назначения.
Технологический процесс плоттерной резки
1.подготовка материала
2.подготовка чертежа (вы готовите изображение в любой векторной программе (CorelDrow, AdobeIllustrator) или в программе, которая поставляется вместе с плоттером) настройка плоттера на материал и изделие. Затем выставляете нужную высоту ножа, чтобы нож прорезал материал, но не прорезал подложку. Регулируете биговку. Затем задаете начальную позицию ножа и отправляете файл с компьютера на резку.
3.процесс резки
4.съем готовой продукции - необходимо удалить ненужную часть материала.
Применение режущего плоттера дает возможность производителю упаковки изготовить сигнальный образец – пробную единицу упаковки в натуральную величину. Это позволяет детально отработать конструкцию упаковки и в сжатые сроки предоставить макет на рассмотрение заказчика. С помощью плоттера осуществляется вычерчивание приправочного листа на калиброванной синтетической кальке для укомплектации штанцформ.
На плоттере могут вырезаться небольшие тиражи упаковки и рекламно- представительской продукции. В отдельных случаях это позволяет отказаться от изготовления штанцформы и сократить время выпуска продукции.
Современный человек ежедневно встречается с результатами применения плоттерной резки. Область применения режущего плоттера весьма широка: указатели, витрины, вывески, рекламные шиты, штендеры, офисные таблички, макеты.
Преимуществом плоттерного оборудования при изготовлении малых тиражей упаковки является отсутствие постоянной составляющей затрат (штанцевальной формы), что существенно снижает стоимость продукции. [6]
2.2 Классификация конструкций макетов упаковки
Макетом
называют изделие, воспроизводящее разрабатываемое изделие или его составные части в объёме, необходимом для проверки принципов их работы при создании экспериментального образца.
Каталог ЕСМА.
При разработке конструкции складных коробок и ящиков из картона или гофрокартона учитывают качественные характеристики упаковываемого продукта, Механические и физико-химические свойства материала упаковки, его цену и ряд других не менее важных показателей.
На первой стадии конструирования определяют основные характеристики коробок и ящиков: тип и толщину материала, вид отделки, основные габаритные размеры. Заканчивается первая стадия созданием трёхмерного изображения упаковки, необходимых основных видов и сечений.
На второй стадии конструирования, которую можно назвать конструкторско-технологической, трёхмерное изображение упаковки переводится в двухмерное плоское изображение ее заготовки, называемое разверткой или раскроем (выкройкой). По своей сути раскрой является технологическим чертежом заготовки, из которой впоследствии будет собрана коробка или ящик. Раскрой должен изображать внешнюю (запечатываемую) сторону коробки и отражать особенности конструкции упаковки, технологии ее сборки и специфику процесса упаковывания.
Сложилась единая система обозначения основных габаритных размеров складных коробок. Размеры приводятся в такой последовательности:
А*В*Н,
где А, В и Н – внутренние размеры сторон (в мм), определяемые по развертке как расстояние между серединами биговальных канавок, ограничивающих соответствующую сторону.
А и В – размеры плоскости основания коробки, причем А – размер стороны основания, расположенной в плоскости, параллельной оси вращения верхней панели коробки. (Рис.4.1)
Для облегчения и автоматизации процесса проектирования коробок, создания системы унификации автоматизированного оборудования для их изготовления во многих странах основные типы коробок и их развертки стандартизированы. В 1967 году Европейская ассоциация производителей картонной упаковки (ЕСМА), объединяющая специалистов ведущих стран, выпустила первый сборник стандартных конструкций складных коробок. В последующее время появилось новое поколение оборудования, материалов, были созданы новые конструкции складных коробок, разработана система компьютерного конструирования (CAD). На базе этой системы и сборника стандартов Европейского центра стандартизации в 1992 г. ЕСМА разработала новый каталог стандартных конструкций складных коробок.
Каталог ЕСМА классифицирует складные коробки на 6 групп от А до F, а также содержит отдельную классификацию (группа Х) по функциям и конструкциям затворов и вспомогательных приспособлений.
Группа А: прямоугольные картонные коробки, имеющие по высоте Н продольный клеевой шов. Все наружные плоскости таких коробок расположены под прямыми углами друг к другу
Группа В: прямоугольные коробки без продольных клеевых швов. Соединение их сторон осуществляется с помощью затворов разнообразных конструкций.
Группа С: непрямоугольные картонные коробки с продольным швом по высоте Н. Несколько внешних сторон коробки имеют различную непрямоугольную форму и могут быть расположены под углом к основанию
Группа D: непрямоугольные коробки без продольных клеевых швов. Соединение их сторон выполняется различными затворами.
Группа Е: конструкции коробок, находящихся в непосредственном контакте с упаковываемым продуктом или предназначенных для групповой упаковки.
Группа F: конструкции, не вошедшие в группы А-Е.
Каждая группа разбита на подгруппы по совокупности конструктивных признаков – формы и конструкции дна, крышки, затворов и т.п. Подгруппы обозначаются десятками: А-20, В-60, С-40. В свою очередь они разделены на типы, определяющие конкретную конструкцию коробок.
В системе CAD из базы данных выбирают подходящую конструкцию коробок и в режиме диалога с компьютером определяют конечные размеры, материал, место склеивания и другие конструктивные параметры. Каталог ЕСМА не содержит строгих норм для различных деталей развертки, особенно вспомогательных элементов. Эти задачи каждая фирма решает самостоятельно.
Каталог FEFCO
Европейская федерация производителей ящиков из плотного картона (FEFCO) и Европейская ассоциация изготовителей гофрокартона (ASSCO) разработали классификацию картонных ящиков. По конструктивным признакам все ящики из плотного картона и гофрокартона разбиты на шесть основных типовых групп, в отдельную группу вынесен необработанный гофрокартон.
Группа 01: гофрокартон в рулонах и листах
Группа 02: ящики обычной конструкции, изготавливаемые из единой развертки. Они не содержат дополнительных частей для крышки и дна, закрываются при помощи клапанов. Боковой шов скрепляют металлическими скобами, либо с помощью клея, либо липких лент на бумажной или полимерной пленочной основе.
Группа 03: ящики телескопической конструкции, собирающиеся из нескольких частей. Они имеют отдельный корпус с дном и крышку, которая частично или полностью закрывает корпус.
Группа 04: ящики оберточного типа и штампованные ящики. Заготовки ящиков имеют форму, позволяющую большинству конструкций осуществлять сборку без использования вспомогательных материалов для закрывания (скоб, клея, липких лент). Ящики имеют замковые затворы и отверстия для переноски.
Группа 05: ящики, детали которых соединяются между собой традиционными способами – скобами, склеиванием, липкими лентами. В эту группу входят также внешние обечайки и внутренние корпуса ящиков других видов. Ящики могут поставляться потребителю в плоском виде.
Группа 06: жесткие ящики, состоящие из цельного корпуса и двух отдельных боковых стенок. Стенки присоединяются к корпусу скобами или склеиванием. Ящики не имеют отдельных крышек и дна.
Группа 07: полностью склеенные ящики, состоящие преимущественно из одного раскроя. Они поставляются потребителю в виде плоских заготовок, которые легко собираются в готовый ящик.
В отдельной группе 09 объединены внутренние вкладыши, например прокладки, донные листы, перегородки для разделения ящика на несколько отсеков и другие внутренние детали. [5]
2.3 Картон
2.3.1 Классификация картона
Картон является многослойным материалом с ярко выраженной анизотропией свойств. Для анализа характеристик картона, определяющих степень соответствия перечисленным выше требованиям к конструкции тары, можно выделить четыре основных слоя: поверхностный, промежуточный, прослойку и внутренний. Поверхностный слой вместе с промежуточным составляют около 25% от общей толщины картона, прослойка - около 55%, внутренний слой-около55%, внутренний слой - около 20%.
Поверхностный слой картона предназначен для обеспечения необходимой твёрдости, прочности, жесткости, износостойкости, стойкости к истиранию и царапинам поверхности картона. Этот слой определяет внешний вид тары и способность воспринимать различный способы печати.
Наилучшей особенностью к получению высококачественных изображений отличаются сорта картона с мелованным покрытием. Покрытие состоит из пигментов и связующего. В качестве пигментов могут применятся сульфад бария, оксид титана, белый цинк, карбонат кальция, тальк и другие. Связующими могут быть казеин, дисперсии полимеров и другие. Величину мелованного слоя выражают в граммах на квадратный метр поверхности картона.
Картон может поставляться в листах или рулонах. Форма поставки зависит от способа печати.
В Европе в производстве тары из картона используют в основном 16 сортов картона, различающихся по качеству лицевого и внутреннего слоев, а также прослойки. [3]
По составу слои подразделяют на не содержащие древесную массу, с малым и большим содержанием древесной массы и на серые. Не содержащие древесную массу слои состоят преимущественно из целлюлозы с незначительными примесями древесной массы, не превышающими 5%. Слои с малым содержанием древесной массы состоят из целлюлозы с древесной массой не более 30%. В слоях с большим содержанием количество древесной массы превышает 30%. Серые слои состоят из полуфабрикатов макулатуры и древесной массы или только из древесной массы.
По отделке поверхности сорта картона подразделяют на 3 группы, литого мелования, мелованные и немелованные.
Картон литого мелования имеет особенно высокую гладкость и глянец. Это достигается благодаря тому, что мелование осуществляют одновременно с его глянцеванием, которое производят в контакте с нагретым металлическим цилиндром, имеющим зеркально полированную поверхность. Такая структура обеспечивает наилучшее восприятие и закрепление печатных касок, а также высокий глянцевый эффект при лакировании.
Различные сорта картона в Европе обозначают заглавными буквами и цифрами. Первые буквы обозначают группу отделки поверхности, вторые буквы - состав слоев, цифры показывают группу качества.
Обозначения групп отделки поверхности картона: GG - литого мелования, G - мелованный, U - немелованный, Обозначения слоёв картона: Z - целлюлозный, C - хром и хром-эрзац, T - триплекс-картон, D - дуплекс картон.
Сорта целлюлозного картона обозначают GGZ , GZ, UZ. Этот картон самого высокого качества. Все слои на 100% состоят из отбеленной целлюлозы. Немелованный картон для изготовления складных коробок не применяют.
Сорта хром-картона и хром эрзац картона обозначают. GC1, GC2 - хром картон литого мелования; GC1, GC2 – хром картон; UC1, UC2 – хром-эрзац картон. Хром-картон литого мелования марки GC1 имеет лицевой и оборотный слои белые, прослойку – светлую. У марки GC2 только лицевой слой белый, а прослойка и оборотный слой – светлые.
Хром – картон марки GC1 состоит из белых лицевого и оборотного слоя и серой прослойки. У марки GC2 и прослойки, и оборотный слой светлые, а белый только лицевой слой.
Хром – эрзац картон является основой для изготовления хром – картона литого мелования, поэтому по составу слоев они не различаются.
Триплекс – картон так называется потому, что первоначально состоял из трех слоев. На сегодня он, как и другие сорта, состоит из большого количества слоев. Триплекс картон выпускают пяти марок: GT1, GT2- мелованный триплекс – картон; UT1, UT2, UT3 - немелованный триплекс – картон, специфический объем 1,5 см3
/г
Картон марок GT1 и GT2 имеет белый лицевой слой, не содержащий древесную массу, серую прослойку и светлый оборотный слой. Марки GT2 и UT2 отличаются лишь составом лицевого слоя: GT2 не содержит древесную массу, белый; UT2 - с малым содержанием древесной массы, белый. Марка UT3 имеет серый оборотный слой. Наличие серой прослойки является главным отличием триплекс – картона от хром – картона, у которого прослойка светлая.
Дуплекс – картон первоначально состоял из двух слоев, поэтому и получил такое название. Дуплекс – картон выпускают пяти марок: GD1, GD2 - мелованный дуплекс – картон; UD1, UD2, UD3 - немелованный дуплекс – картон, специфический объем UD1 – не менее 1,5 см3
/г, UD2 и UD3 – не более 1,4 см3
/г.
Марки GD1 и UD1 имеют лицевой слой белый с незначительными примесями древесной массы, прослойку и оборотный слой – серые. У марок GD2, UD2 и UD3 лицевой слой белый с малым содержанием древесной массы или серый.
Наряду с названными базовыми марками картона в производстве тары применяются и специальные сорта картона, изготовленные на основе этих базовых марок. Из них можно отметить:
1. картон, ламинированный полимерными пленками, имеет повышенную водостойкость, стойкость к жирам, маслам, газо-, влагонепроницаемость;
2. картон, пропитанный воском и парафином;
3. картон, кашированный алюминиевой фольгой;
4. картон с внутренним кашированием или ламинированием.
В зависимости от состава слоев картон подразделяют на следующие подгруппы: хромовый, хром-эрзац, коробочный, хром-эрзац склеенный, коробочный склеенный.
Хромовый картон бывает мелованным и немелованным, лицевой слой выполнен из беленой целлюлозы. Применяют для изготовления потребительской тары самого высокого качества с многокрасочной печатью.
Хром-эрзац - картон выпускают мелованным и немелованным, лицевой слой белый, прослойка и оборотный слои могут составлять из беленой и небеленой целлюлозы, древесной массы и макулатуры. Рекомендован для производства потребительской тары с одно- и многокрасочной печатью.
Коробочный картон производят из небеленой целлюлозы, древесной массы и макулатуры. Применяют для изготовления потребительской и групповой тары без печати, а также для прокладок и решеток, картонных ящиков, например при упаковке мелких изделий.
Картон тарный плоский склеенный выпускают по ГОСТ 9421-80. Его применяют для производства картонных ящиков без печати, решеток и перегородок к ним.
Картон тарный плоский склеенный различают по виду применяемого клея. Картон марок КС, КС-1, КС-2, КС-3 склеен силикатным клеем. Картон марок КСВ, КСВ-1, КСВ-2 склеен водостойким клеем, поэтому он обладает повышенной влагопрочностью и рекомендован для изготовления тары, которая эксплуатируется в условиях повышенной влажности, например при морских и речных перевозках.
Условное обозначение картона должно содержать слово «картон», после него – марку, сорт, номинальное значение массы 1м2
и (или) толщины и шифр нормативно-технической документации, по которой он изготовлен. Картон для упаковывания пищевых продуктов после обозначения марки должен дополнительно содержать букву П. [2]
2.3.2 Свойства картона
, влияющие на качество упаковки
Для картона, как материала из которого производится упаковка, важны следующие свойства: прочностные – это влагопрочность и жесткость, пухлость, барьерные свойства.
Повышение влагопрочности
плоского склеенного картона является предметом современных исследований.
Существуют следующие основные виды напряжений возникающих в отдельных элементах картонной тары.
1.сжатие в вертикальном направлении возникает в материале корпуса тары при операциях затаривания, закрывания тары, а также при штабелировании тары с продуктом, в процессе хранения и транспортирования. Это наиболее характерный вид напряжения, вызывающий при недостаточной прочности материала разрушение тары.
2. Сжатие в горизонтальном направлении возникает в основном при транспортировании, а также при погрузочно-разгрузочных работах.
3. Сжатие в тангенциальном направлении возникает при образовании кольцевого профиля на круглой таре.
4. Растяжение в осевом направлении возникает в процессе эксплуатации тары при динамических нагрузках, при падении тары с сыпучим, пастообразным или другим продуктом, а также при технологических операциях изготовления тары.
5. Раздирание кромки возникает в процессе затаривания продукта, а также при эксплуатации.
Исследование процессов изготовления и эксплуатации картонной тары, а также лабораторные испытания механической прочности тары показали, что основными видами деформации картона являются:
1. деформация от воздействия сжимающих усилий, возникающих от статических и динамических нагрузок в процессе транспортирования и эксплуатации тары.
2. деформация материала на отдельных участках в действия сосредоточенных нагрузок, при которых происходит разрушение тары или возникает остаточная деформация.
Величины деформаций и предельные нагрузки зависят от прочности тары, которая обусловлена свойствами материалов и конструкций.
Прочностные свойства
картонной тары определяются, прежде всего, свойствами материала в исходном состоянии, а также теми изменениями, которые происходят в материале в процессе изготовления тары.
Картон даже вполне определенной марки одного и того же производителя имеет большой разброс значений физико-механических характеристик. По этой причине точный прочностной расчет коробок и ящиков является сложной задачей.
Помимо качества мелованного покрытия, при производстве коробок существенны высечные свойства картонов. Стандартных измеряемых показателей этих свойств нет, поэтому приходится проверять их опытным путем. Общие соображения здесь таковы: лучше ведут себя при высечке и биговке картоны из первичных волокон; чем выше пухлость картона, тем лучше он высекается и бигуется.
Жесткостные свойства
. Жесткость картона является одной из его главных характеристик, так как упаковка должна, в первую очередь, выполнять функцию защиты содержимого. При одной и той же плотности картоны разных марок могут обладать различными жесткостными характеристиками.
Жесткость представляет собой свойство материала сопротивляться изгибу. Существует два прибора для измерения этой характеристики: устройство Табера (Taber) и устройство Лорентсена и Веттре (L & W). Оба устройства измеряют момент силы, необходимый для изгиба образца материала на заданный угол (150 или 50). Общепризнано, что устройство L & W позволяет обеспечить большую точность и объективность измерения соответствующей характеристики. Определяющим стандартом в этом случае является DIN 53121.
Жесткость продольная (MD) и поперечная (CD).При работе с картоном необходимо знать, что его свойства неравномерны в разных направлениях и зависят от ориентации волокон сырья. Картон, как и бумага, является анизотропным материалом. Отношение продольной (вдоль машинного направления) жесткости к поперечной для известных нам сортов картона составляет от 1,9 до 2,75. В случае картонов из первичных волокон при почти одинаковой продольной жесткости поперечная может отличаться почти в 1,5 раза в зависимости от сорта картона. Какая из характеристик MD или CD (или их комбинация) "правильнее" характеризует "потребительскую" жесткость Одним из качеств картонной коробки является ее сопротивление сжимающему усилию. Другими словами, коробка не должна сильно прогибаться, когда ее берут в руки и, сжимая, удерживают. Под "потребительской" жесткостью коробки можно понимать величину ее прогиба при сжатии. Этот прогиб зависит как от жесткости материала, так и от линейных размеров коробки и ее геометрической формы. В тех случаях, когда грань коробки имеет соотношение сторон близкое к SQRT(MD/CD) (то есть, отношение длинной стороны к короткой находится в диапазоне от 1,38 до 1,66) свойства картона практически не зависят от направления и их можно не учитывать. Однако если отношение длин сторон сильно отличается от SQRT(MD/ CD), приоритет нужно отдавать жесткости более длинной стороны (заметим, что в ряде случаев длинная сторона может быть ориентирована и поперек машинного направления и тогда более значимой становится характеристика CD). В любом случае, этот нюанс нужно не забыть при раскрое картона, а также при выборе направления биговки.
Жесткость картона определяется его толщиной и упругими свойствами сырья, причем толщина влияет на жесткость нелинейно. Под жесткостью материалов обычно понимается их сопротивляемость деформациям, возникающим под воздействием внешних сил и нагрузок. Это определение, принятое в курсе сопротивления материалов, полностью применимо к листу бумаги или картона, а также изделиям из них.
Факторы, повышающие жесткость:
увеличение веса, а, следовательно, толщины;
увеличение объемного веса картона, не содержащего в композиции минеральных наполнителей (без снижения толщины);
проклейка связующими веществами;
преобладание в бумажной композиции длинноволокнистой целлюлозы;
высокая степень помола бумажной массы.
Факторы, понижающие жесткость:
противоположные перечисленным;
каландрирование.
Пухлость
зависит от композиции бумажной массы, используемой для изготовления бумаги или картона. Значительное количество волокон предварительно высушенной или замороженной целлюлозы способствует получению пухлой бумаги. Коротковолокнистые материалы (например, целлюлоза из лиственных пород древесины) или материалы, склонные к укорочению в процессе размола волокон сульфитной целлюлозы, отбраковка от вискозной целлюлозы, большое количество макулатуры и сухого оборотного брака также увеличивают пухлость бумаги.
Связь между пухлостью материала и его жесткостью при этом выражена значительно слабее, чем для макулатурных картонов. Характерной чертой картонов с крафт- целлюлозой является меньшее значение толщины (и, следовательно, пухлости) при тех же значениях жесткости.
Пухлость для большинства картонов достаточно стабильна по всему диапазону выпускаемых плотностей и, следовательно, может служить характеристикой данного сорта.
Барьерные свойства
. От правильного выбора барьерных свойств материала зависит не только внешний вид упаковки (вспомните картонные коробочки с копченой рыбой в неопрятных масляных пятнах), но и срок хранения продукта и величина потерь на этапе его транспортирования.
Для повышения стойкости к воздействию влаги и жира может производиться специальная обработка картона: покрытие слоев лицевой или обратной стороны полиэтиленом или полимерной эмульсией, пропитка жироотталкивающим фторосодержащим составом, повышенная проклейка оборота. Картоны со специальным покрытием используются для упаковки жиросодержащих продуктов (рыба горячего копчения), продуктов глубокой заморозки, прямого розлива мороженого. Одним из самых распространенных методов достижения газо-, паро-, водо- и жиронепроницаемости является обработка поверхности картона эмульсией из поливинилиденхлорида (ПВДХ) и его сополимерами. Применяют также обработку расплавом полиэтилена и парафина, солями трифторуксусной кислоты и др. Для обеспечения высоких барьерных свойств применяют комбинированные материалы с алюминиевой фольгой, металлизированными и другими типами пленок. [10]
Был анализирован рынок картонов, наиболее часто применяемых в производстве упаковке, это картоны с односторонним двухслойным мелованием. Были рассмотрены картон «Аляска», «Аванта - прима» и «Тамбрайт».
Таблица 2.1 Техническая спецификация картона «Аляска»
| Плотность, г/м2
|
Толщина, мкм |
Пухлость, см3
/г |
Жесткость MD, TABER 15o
мН.м |
Жесткость CD, TABER 15o
мН.м |
| 200 |
298 |
1,47 |
7,2 |
3,7 |
| 215 |
324 |
1,49 |
9,2 |
4,6 |
| 230 |
354 |
1,52 |
12,1 |
6,0 |
| 250 |
390 |
1,56 |
15,9 |
8,0 |
| 275 |
435 |
1,57 |
21,3 |
10,6 |
| 300 |
480 |
158 |
26,6 |
13,3 |
| 325 |
520 |
1,60 |
34,3 |
16,7 |
| 350 |
570 |
1,63 |
42,7 |
20,8 |
Таблица 2.2 Техническая спецификация картона «Тамбрайт»
| Плотность, г/кв.м |
Толщина, мм |
Жесткость CD, TABER 15o
мН.м |
Жесткость MD, TABER 15o
мН.м |
| 200 |
0.350 |
4.8 |
7.1 |
| 215 |
0.400 |
6.3 |
8.6 |
| 235 |
0.420 |
7.2 |
11.3 |
| 245 |
0.440 |
8.2 |
15.4 |
| 275 |
0.500 |
11.3 |
21.7 |
| 295 |
0.540 |
13.7 |
25.0 |
| 320 |
0.600 |
17.3 |
33.5 |
| 345 |
0.650 |
20.9 |
41.5 |
Таблица 2.3 Техническая спецификация картона «Аванта - прима»
| Плотность, г/кв.м |
Толщина, мм |
Жесткость CD, мН.м |
Жесткость MD, мН.м |
| 200 |
0,290 |
3,5 |
6,7 |
| 215 |
0,325 |
5,1 |
9,7 |
| 225 |
0,350 |
6,0 |
11,4 |
| 235 |
0,375 |
7,0 |
13,3 |
| 250 |
0,400 |
7,9 |
15,4 |
| 260 |
0,450 |
10,9 |
20,4 |
| 300 |
0,500 |
13,7 |
26,2 |
| 325 |
0,550 |
17,0 |
32,0 |
| 335 |
0,570 |
18,2 |
34,3 |
| 345 |
0,585 |
19,5 |
38,0 |
Из приведенных характеристик картона, была выбрана марка, которая благодаря своим свойствам наиболее часто используется в производстве упаковки. Это картон «Аляска», для этой марки мы и разрабатывали технологию.
Глава 3. Обзор рынка плоттерного оборудования
3.1 Параметры выбора плоттера
При выборе плоттера, необходимо ориентироваться на следующие показатели: 1.Формат - максимальная ширина реза
Ориентируйтесь по вашим потребностям. Для работы в области наружной рекламы однозначно предпочтительны каттеры форматом 1000-1300мм. Самоклеющаяся пленка поставляется в рулонах соответствующей ширины, а работать с рулона намного удобнее, чем предварительно кромсать пленку на куски. Удачный компромисс между ценой и шириной - это 600мм каттеры. Позволяют работать с широкими рулонами порезанными пополам. К тому же термотрансферные пленки поставляются в рулонах 500мм...
2.Точность резки
3.Наличие и диапазон регулировок основных параметров
Другими словами, возможность режущего плоттера настроиться на различные материалы (ПВХ, пластик, картон, микрогофрокартон, гофрокартон). 4.Наличие уникальных опций
Например, регулировка ускорения, регулировка скорости резки и перемещения головки между объектами. 5.Надежность 6.Комплектация
При выборе плоттера надо обращать внимание, что поставляется вместе с ним. Количество ножей, перья для рисования, софт
7.Мощность
Есть смысл «отметить» режущие плоттеры шириной 160 мм, 250 мм и 340 мм.. Мощность этих машин (двигатели и давление на нож) недостаточна для профессиональной работы.
8.Страна производитель
В общем из распространенных на нашем рынке плоттеров: корейские машины лучше китайских, а японские лучше, чем корейские. Но самыми надежными считаются европейские плоттеры. [11]
3.2 Модели, присутствующие на рынке
3.2.1 Рулонные режущие плоттеры
Рулонные плоттеры имеют компактные размеры, так как им не нужен плоский рабочий стол. Инструмент перемещается только в поперечном направлении. В продольном направлении перемещается пленка. Следствием этого являются ограничения на толщину пленки и точность вырезания. Могут возникнуть проблемы и при работе с диагональными линиями. Рулонные режущие плоттеры можно условно разделить на две группы:
относительно простые модели, обеспечивающие небольшое давление на нож (примерно 200 г).
Профессиональные модели, обеспечивающие давление на нож порядка 400-500 г. Примерами могут служить плоттеры Muton, Studio, Aristograph, Summagraphics и т.д. Как правило, рулонные плоттеры имеют инструментальную головку, позволяющую использовать нож и перо. Иногда в качестве пера может использоваться специальный маркер для изготовления баннеров.
Рулонные режущие плоттеры фирмы Roland имеют 32-битные RISC-процессоры и цифровой контроль серводвигателей. Скорость до 85 мм/сек, сила нажатия до 500 г, точность менее 0,1 мм на 50 метров вырезания, длина рулона до 50 м, максимальная ширина пленки до 1,2 м. Модели САММ-1 и САММ-1 Pro предназначены для вырезания самоклеющихся изображений любой сложности. Модель Color САММ может не только вырезать изображение, но и выполнять на пленке полноцветную печать.
Рулонные режущие плоттеры фирмы Summagraphics позволяют работать практически с любыми пленками толщиной до 1,2 мм (люминесцентные, флуоресцентные, металлизированные и т.д.), раздельно регулируют глубину резки и силу нажатия ножа.
Режущие плоттеры фирмы MUTON, благодаря цифровому управлению, обеспечивают плавное разрезание ножом пленки со скоростью до 1000 мм/сек, поддерживают гладкость дуг и кривых. Автоматическая обрезка листа и поля до 3 мм позволяют максимально полезно использовать площадь материала. [7]
3.2.2 Планшетные режущие плоттеры
Планшетные плоттеры имеют плоский рабочий стол, на котором фиксируется материал. Инструментальная головка крепится к порталу, который перемещается по направляющим вдоль стола плоттера. Сама головка перемещается вдоль портала, обеспечивая исполнительному инструменту поперечное движение. Как правило, инструментальная головка имеет тангенциально управляемый нож и перо для маркировки. Давление на нож обеспечивается либо набором пружин, либо сжатым воздухом. Многие модели плоттеров могут работать с рулонными материалами, в этом случае пленка подается на рабочий стол кадр за кадром. Эти плоттеры целесообразно применять при очень точном раскрое, раскрое толстых пленок или тонких пластиков, при работе с маскирующей пленкой, раскрое пленок больших размеров. Для повышения потребительских свойств плоттер может оснащаться дополнительными инструмен-тальными головками для фрезерования и гравировки, для работы со специальной флуоресцентной пастой и цветной печати. В качестве примера можно назвать универсальные промышленные плоттеры Zuend, Pacer, CSR, Aristomat. [7]
Zund
Фирма Zund Systemtechnik AG (Швейцария) – ведущий мировой производитель многофункциональных высокопроизводительных планшетных режущих систем, торговые марки Zund и Wild,
Плоттеры Zund можно использовать для резки, черчения, фрезерования (гравирования), перфорирования, биговки. Список материалов, которые можно обрабатывать на плоттере Zund очень большой и включает: бумагу, простой и гофрированный картон, различные пленки и пластики, резину, ткани, кожу и т.д.
Системы подачи материала.
В зависимости от типа плоттера и его назначения возможна установка различных устройств подачи материала из рулона или листа. Для “легких” рулонов, например, виниловой пленки, предлагается бесприводное устройство подачи материала; для “тяжелых” рулонов, например, картона, устройство подачи оснащается приводом от двигателя; имеются специальные версии устройств подачи для “швейных” плоттеров, включая конвейерную систему.
Технические характеристики
1. Высота зазора для обрабатываемого материала до 30 мм. Опционально до 50 / 75 мм
2. Осевая скорость 1 — 1000 мм / сек (зависит от типа плоттера и инструментальной головки)
3. Осевое ускорение макс. 10 м / сек2 (зависит от типа плоттера и инструментальной головки)
4. Разрешение измеряющей системы 0.005 мм.
5. Адресуемая точность0.01 мм.
6. Статическая повторяемость 0.02 мм.
7. Интерфейс RS-232C / V24, 600 ... 38200 бод
8. Программное обеспечение Расширенный набор команд HPGL Формат данных ASCII
9. Блок электронного управления Простой в обслуживании, сменный электронный блок, управление по 4 осям X, Y, Z, T . Переменное упреждающее управление по вектору
10. Клавиатура Дружественная панель управления с 4 строчным ЖК-дисплеем, 9 параметров пользователя. Встроенная функция диагностики
11. Безопасность (CE, UL) Световые барьеры с встроенным тестированием для контроля рабочей области [8]
ARISTOMAT
Планшетные плоттеры ARISTOMAT серий CL / SL / GL производства компании ARISTO
Область применения: резка, гравировка материалов для внутренней и наружной рекламы, дизайна, автомобильной, текстильной, строительной промышленности. Обрабатываемые материалы: виниловая пленка, ПВХ пластики, KAPA, Dibond,Alucobond,
Alucore, дерево, плексиглас, металл, кожа, ткани. Может использоваться как графический плоттер. Основные достоинства:
Широкий выбор навесного инструмента;
Вакуумная прижимная система с возможностью регулировки для различных площадей;
Возможность установления конвейерной системы подачи материалов;
Автоматическое определение типа работ;
Система автоматической подмотки рулонных материалов;
Электронная система контроля за операциями;
Сконструирован с учетом международных требований по безопасности;
Встроенная вакуумная помпа;
Наличие специализированного программного обеспечения и совместимость с другими программами;
Возможность установки разгрузочного стола (для готовой продукции);
Заменяемый верх стола;
Возможна работа, как с жесткими, так и с рулонными материалами;
Достаточный просвет под поперечной перекладиной для работы с «толстыми» материалами и основаниями;
Микропроцессор-контроллер с избирательно изменяющимся, точным контурным сглаживанием. [9]
Таблица 3.1 Технические характеристики планшетных плоттеров ARISTOMAT
| Характеристика |
Серия CL / SL |
Серия GL |
| Ускорение |
макс. 1,1 G |
макс. 2 G |
| Скорость (регулируется через меню или ПО) |
макс. 1400 мм/сек |
макс. 2300 мм/сек |
| Входной буфер (расширяемый, есть функция повтора) |
400 Кб |
| Толщина материалов |
макс. 35 мм |
макс. 55 мм |
| Точность |
± 0,02 мм |
± 0,08 мм |
| Вакуумная помповая система |
от 1,1 КВт до 5,5 КВт |
от 3 КВт до 5,5 КВт |
| Тип моторов |
Цифровые серво моторы |
| Формат данных |
HPGL -совместимые, с расширенными командными установками |
| Интерфейс |
Serial RS 232 C/V.24 |
| Скорость передачи данных |
от 300 до 19200 бит/сек |
| Протокол |
XON/XOFF или DTR |
Таблица 3.1.1
| Характеристика |
Серии CL/ SL и GL |
| Управление |
Встроенная консоль с функциональными клавишами и ЖК-дисплеем (языки: Английский, Немецкий, Французский). |
| Питание |
230 В, 50/60Гц, 16 А (для помпы 1,1 КВт); для помп 3 КВт и выше – требуется трехфазное питание |
| Условия эксплуатации |
+10° - +30° С, влажность 40 – 80 % |
| Безопасность / сертификат |
Кнопка экстренной остановки / сертификат СЕ |
Таблица 3.2 Основные типы навесных головок и их описание
| Тип головки |
Технология |
Группы пользователей |
Обрабатываемые материалы |
| Стандартная режущая головка (Standard Cutting Head) |
• Резка • Черчение (рисование) |
• Изготовление надписей и изображений / трафаретов • Вырубка / для автомобильной промышленности |
• Виниловые пленки с печатью • Картон • Ламинаты • Бумага • Светоотражающие пленки • Переносимые виниловые пленки |
| Режущая головка с 2-мя режимами (Dual Mode Cutting Head) |
• Резка • Касательная резка/вырубка • Черчение (рисование) |
• Изготовление надписей и изображений / трафаретов • Вырубка / для автомобильной промышленности |
• Виниловые пленки с печатью • Картон • Ламинаты • Бумага • Светоотражающие пленки • Переносимые виниловые пленки |
| Тип головки |
Технология |
Группы пользователей |
Обрабатываемые материалы |
| Пневматическая режущая головка (Pneumatic Cutting Head) |
• Резка • Черчение (рисование) |
• Изготовление надписей и изображений / трафаретов • Текстильная промышленность • Вырубка / для автомобильной промышленности |
• Виниловые пленки с печатью • Картон • Ламинаты • Бумага • Светоотражающие пленки • Переносимые виниловые пленки • Гибкие материалы с печатью / мембранные наборные панели • Технические ткани |
| Пневматическая режущая головка 2Т (Pneumatic Cutting Head 2T) |
• Резка • Касательная резка/вырубка • Черчение (рисование) |
• Изготовление надписей и изображений / трафаретов • Текстильная промышленность • Вырубка / для автомобильной промышленности |
• Виниловые пленки с печатью • Картон • Ламинаты • Бумага • Светоотражающие пленки • Переносимые виниловые пленки • Гибкие материалы с печатью / мембранные наборные панели • Технические ткани |
| Фреза (Router) |
• Фрезерование |
• Изготовление надписей и изображений / трафаретов • Упаковка |
• Алюминий • Цветные металлы (не содержащие железо) • ДВП, МДФ • Жесткие пенопласты • Пластики Дерево |
| Тип головки |
Технология |
Группы пользователей |
Обрабатываемые материалы |
| Точная фреза, гравировальный инструмент (Router) |
• Фрезерование / гравировка |
• Изготовление надписей и изображений / трафаретов |
• Алюминий • Цветные металлы (не содержащие железо) • Жесткие пенопласты • Пластики Дерево |
| Мульти - головка T.T.M.P. (MultiHead T.T.M.P.) |
• Резка • Касательная резка/вырубка • Черчение (рисование) • Сверление • Фальцовка |
• Упаковка • Вырубка / для автомобильной промышленности |
• Виниловые пленки с печатью • Картон • Бумага • Светоотражающие пленки |
| Мульти - головка OT.T.M.P. (MultiHead OT.T.M.P.) |
• Резка • Касательная резка/вырубка • Черчение (рисование) • Сверление • Фальцовка • Осциллирующий нож |
• Упаковка • Текстильная промышленность • Изготовление прокладок и уплотнителей • Вырубка / для автомобильной промышленности |
• Виниловые пленки с печатью • Текстильные ткани • Уплотнительные материалы • Пробка • Ламинаты • Кожа / искусственная кожа • Бумага • Обивочные материалы • Светоотражающие пленки • Оргстекло • Технические ткани • Ковровые изделия • Гофрокартон |
| Тип головки |
Технология |
Группы пользователей |
Обрабатываемые материалы |
| Лазерная головка (Laser) |
• Лазерная резка |
• Текстильная промышленность |
• Текстильные ткани • ДВП, МДФ • Дерево • Пластики • Кожа/искусственная кожа • Обивочные материалы • Гибкие материалы с печатью / мембранные наборные панели • Технические ткани • Ковровые изделия |
Плоттер «Гранит»
Плоттер «Гранит», произведенный в «Растр – технология»
Программное обеспечение плоттерного комплекса «Гранит 2200» позволяет производить плоттерную резку картона, гофры и других материалов. Максимальный размер рабочего поля плоттера составляет 1400 x 950 мм, что позволяет использовать плоттерный комплекс, как для резки стандартных картонных листов, так и для резки крупногабаритных материалов.
Левая панель программы выводит информацию о текущем положении инструмента, состоянии плоттера, проценте вывода файла задания. Текущее состояние плоттера визуально отображается состоянием нескольких лампочек, каждая из которых отвечает за отображение определенного параметра состояния.
В рабочем состоянии лампочки «Привод», «Нулирование», «Конфигурация», «Подача воздуха», «Затвор», должны гореть зеленым цветом. Состояние этих лампочек отражает следующие параметры состояния:
«Привод» - привод включен;
«Нулирование» - выполнен выезд в фиксированную точку;
«Конфигурация» - привод готов к работе;
«Подача воздуха» - произведена подача воздуха;
«Затвор» - открыт затвор лазерной головки.
В рабочем состоянии лампочки «Давление», «Зона», «ФП» погашены. Эти лампочки горят красным цветом. Загорание любой из этих лампочек сигнализируют об аварии:
«Давление» - низкое давление воздуха;
«Зона» - сработал датчик зоны;
«ФП» - сбой в работе привода;
Кнопки «Вкл.» и «Выкл.» предназначены для включения и выключения привода. Каждый режим работы плоттера позволяет включать и выключать привод в любой момент времени.
В правой части окна находится панель «Режимов работы». Панель выполнена в виде набора закладок. В нижней части каждой из закладок расположен ряд кнопок, выполненных в виде пиктограмм. Каждая такая кнопка отвечает за отдельную операцию, которая может быть выполнена в данном режиме.
Ручной режим.
«Ручной режим» автоматически устанавливается после загрузки программы. Закладка ручного режима изображена на рисунке, приведенном ранее. В этом режиме выполняются следующие функции:
перемещение инструмента;
выезд в фиксированную точку;
тестирование обмена;
определение масштабных точек Р1 и Р2;
поднять - опустить инструмент;
Кнопки со стрелками управляют перемещением привода. Они выбираются с помощью мыши. Кнопки становятся доступными при включенном приводе. Скорость перемещения изменяется с помощью ползункового регулятора. После выбора «Ручного режима» скорость устанавливается минимальной.
Выезд в фиксированную точку выполняется в следующей последовательности:
включить привод (кнопка «Вкл»);
нажать кнопку «Нулирование»;
Выполнив выезд в фиксированную точку, программа сообщит о завершении выезда. Можно остановить процесс выезда в фиксированную точку. Для этого используется кнопка «Сброс». Выключение привода (кнопка «Выкл.») также остановит процесс выезда в фиксированную точку.
Ручной режим позволяет определить значения двух масштабных точек (P1 – левый нижний угол, P2 – правый верхний угол чертежа). Ввод масштабных точек производится в специальном окне, изображенном на рисунке. Обычно их координаты устанавливаются аппаратными средствами или программой. Значения параметров должны задаваться как целые числа. Переключатель «Р1 - нулевая точка» отменяет действие масштабных точек. Когда переключатель «Р1 - нулевая точка» установлен, то нулем детали считается точка Р1. Кнопка «XY->P1» устанавливает масштабную точку Р1 равной текущему положению инструмента, а кнопка «XY->P2» аналогично устанавливает точку Р2. Рекомендуемым значениями параметров для обработки файлов в формате HPGL являются значения точекP1 и P2, устанавливаемые по кнопке «По умолчанию» и сброшенное значение переключателя «Р1 - нулевая точка».
Самая правая кнопка ручного режима позволяет получить доступ к меню дополнительных команд ручного режима. В этом режиме можно проверить отработку отдельных команд плоттером. Например, можно проверить отработку относительных или абсолютных перемещений или отработку реакции плоттера на команды включения/выключения дополнительных устройств. Пункт «Тестирование обмена» позволяет проверить канал обмена данными по протоколу RS-232 между программным обеспечением плоттерного комплекса и системой управления приводом плоттерного комплекса.
Тест обмена выполняется в специальном окне «Тестирование обмена». Тестирование обмена выполняется в следующей последовательности :
нажать кнопку «Тест обмена» в окне «Ручной режим». На экране должно появится окно «Тестирование обмена»;
нажать кнопку «Начать тест». Программа начнет тест.
После тестирования выводится окно с результатами теста. Если тест завершился с ошибками, то нужно проверить кабель RS-232, который соединяет компьютер и привод. В любой момент тест можно остановить. Для этой цели предусмотрена кнопка «Отменить».
Пункт меню «Тест геометрии» позволяет проверить, как лазерный комплекс выполняет обработку различных примитивов без подготовки специальных тестовых файлов. Список тестовых примитивов включает в себя такие объекты как прямая с заданным положением начальной и конечной точек, прямоугольник заданного размера, окружность заданного радиуса, дуги окружности, направленные как по, так и против часовой стрелки.
Автоматический режим.
Автоматический режим является основным рабочим режимом, который используется в процессе плоттерной резки. Этот режим позволяет выбрать требуемые параметры режима обработки (кнопка «Режим работы»), выбрать файл (в формате HPGL) обработки (кнопка «Открыть файл» или клавиша F2) и выполнить обработку этого файла (кнопка «Выполнение» или клавиша F3). При необходимости оператор плоттера может временно прервать обработку (кнопка «Остановить выполнение» или клавиша F4). Для продолжения выполнения прерванной обработки оператор должен еще раз нажать кнопку «Выполнение». Отмена выполнения задания производится путем нажатия кнопки «Сброс» или клавиши F5.
Обычно производится обработка файла полностью. При необходимости оператор плоттера может явно определить номер командного кадра, начиная с которого будет производится обработка файла. При этом все кадры с номерами, меньшими, чем номер, введенный оператором, будут пропускаться.
Таким образом последовательность действий оператора плоттера «Гранит 2200» включает в себя следующую последовательность операций:
1. Включить компьютер.
2. Включить плоттер.
3. Загрузить программу управления.
4. Подождать завершения процедуры конфигурирования плоттера:
ждать пока загорится лампочка «Конфигурация»;
5. Включить привод:
нажать кнопку «Вкл.»;
подождать пока загорится лампочка «Привод»;
6. Выполнить нулирование привода:
выбрать закладку «Ручной»;
нажать кнопку «Нулирование»;
подождать пока загорится лампочка «Нулирование»;
7. Установить тип нулевой точки:
выбрать закладку «Ручной»;
нажать кнопку «Определить P1 и P2»;
нажать кнопку «По умолчанию»;
отменить установку «Р1 нулевая точка»;
нажать кнопку «ОК»;
8. Перейти в «Автоматический режим»:
выбрать закладку «Автомат»;
9. Выбрать параметры режима работы:
нажать кнопку «Режим работы;
установить скорость подачи и скорость позиционирования (вкладки «Режим» и «Скорость»);
установить требуемую точность позиционирования (вкладка «Режим»);
при необходимости установить номер кадра, с которого проводит обработку (вкладка «Вывод»);
при необходимости, выбрать папку, используемую для хранения файлов, предназначенных для обработки (вкладка «Папка»);
сохранить изменения нажатием кнопки «OK».
10. Выбрать файл вывода:
нажать кнопку «Открыть файл»;
в открывшемся окне «Открытие файла» выбрать файл;
нажать кнопку «OK»;
11. При необходимости, установить новые параметры режима обработки файла:
нажать кнопку «Режим работы»;
в закладке «Режим» установить скорость;
в закладке «Инструмент» установить номер инструмента;
нажать кнопку «OK»;
12. Нажать кнопку «Выполнить»
13.Дождаться завершения вывода файла.
14. Для вывода нового файла выполнить пункты 10 - 13, для завершения работы выполнить пункты 15 - 18.
15. Выключить привод
нажать кнопку «Выкл.»;
подождать пока погаснет лампочка «Привод»;
16. Закрыть программу.
17. Выключить плоттер.
18. Выключить компьютер.
Вкладка «Вывод файлов» предназначена для обработки списка файлов и не используется в плоттерном комплексе «Гранит 2200». Вкладка «Наладочный» позволяет переключиться в режим наладки привода лазерного комплекса. Вход в этот режим производится по паролю. Использование этого режима допустимо только для специально подготовленного персонала.
Программное обеспечение для управления режущим плоттером
Программное обеспечение для управления режущим плоттером будет рассмотрено на примере программного обеспечения, используемого в ООО «Растр-Технология».
Программное обеспечение режущего плоттера «Гранит 1500» позволяет производить резку картона и гофрокартона, а также производить черчение калек и приправочных листов. Максимальный размер рабочего поля плоттера составляет 1380 x 870 мм.
Режущий плоттер имеет несколько различных обрабатывающих головок, для каждой головки можно установить собственные режимы работы. [4]
Плоттер
WILDTA – 10
В рамках серии WILD есть модели WILDTA10, TA10S, TA10BLи TA10BXL. Они отличаются между собой параметрами рабочей поверхности и скоростью.
Особенности:
-головки инструментов для черчения, резки и гравирования
-тангенциально управляемая головка инструмента для черчения, резки, биговки или фрезерования
-прецизионный тангенциальный инструмент для резки бумаги и пленки
-осциллирующий инструмент для резки мягких материалов и гофрокартона
-замена инструмента очень проста; при выполнении любого вида работ- будь то черчение, резка или гравирование - для оптимальной обработки есть возможность использовать большое количество специальной дополнительной оснастки.
-сменные биговальные насадки позволяют создавать четкую биговку на всех видах картона.
WILDTA30 применяется преимущественно при допечатной подготовке (резка маскировочной пленки и т.д.). В сочетании с автоматизированной установкой для отдачи и пленки с успехом применяется в графической индустрии
WILDTA410 является одним из самых скоростных плоттеров в мире. Его современная система управления позволяет увеличить производительность на 30%. Может поставляться вместе с установкой автоматической подачи материала.
Технические характеристики WILDTA10
1. поверхность для резки 1760х1600мм
2. производительность при черчении
- макс. скорость 500 мм/с;
- ускорение (по оси) 2 м/с2
3. точность черчения
- разрешающая способность измерительной системы 0,02 мм,
- точность позиционирования 0,04 мм, статичная точность при повторениях
+/- 0,03 мм
4. размеры стола - длина 2400 мм, ширина 2380мм, высота поверхности стола 780мм, вес 440кг
5. стандартные функции
- установка нулевой точки (автоматическая при включении и ручная установка);
- ограничение допустимого поля черчения; моментальное прекращение черчения (резки) без потери точности с возможностью продолжения начатой работы;
- выбор инструмента, его опускание/подъём;
- перемещение каретки (с помощью пульта управления в 3-х режимах: пошаговое, нормальное, быстрое);
- оцифровка (поточечный перенос координат в компьютер)
3.3 Обслуживание плоттера
Ко всему механическому оборудованию, есть некоторые действия, которые должны быть предприняты, чтобы минимизировать износ плоттера.
Правильный уход будет гарантировать, что плоттер будет находиться в оптимальным состоянии и продлевать его производительную жизнь.
Необходимо следовать инструкциям по относительному размещению оборудования, чтобы избежать повреждения оборудования. Что касается очистки плоттера, это надо делать еженедельно.
Где устанавливать плоттер
* Разместить оборудование в область, где нет пыли.
* Не размещать плоттер под прямой солнечный свет.
* Стабилизировать плоттер на поверхности.
* Не размещать около других механизмов, которые создают сильную магнитную область
* Устанавливать плоттер в месте, где нет никаких коробок или других препятствий.
* Некоторые создают отдельное помещение, где плоттер свободен от пыли и может быть сохранен прохладным.
Это не абсолютно необходимо, но это может быть выгодно.
Как следить за механизмом:
* Использовать мягкую ткань, чтобы чистить нож. Вытирать пыль ежедневно, это может остановить наращивание пыли, которое могло бы создать проблемы позже.
* Чистить наконечник инструмента. Выдувание воздуха вокруг области лезвия может сделать это.
* Чистить колеса еженедельно.
Очистка ножа
Инструменты, которые будут необходимы для очистки:
бумажные полотенца * маленькая щетка * алкоголь. [12]
Глава 4. Обзор программ для конструктивного дизайна упаковки и работы с плоттерами
4.1 I-cut
ФирмаMikkelsen Graphic Engineering Inc. (США)
– разработчик уникальной автоматизированной цифровой режущей системы i-cut.
Инновационные цифровые режущие системы фирмы MikkelsenGraphicEngineeringInc. (США) обеспечивают вырезание отпечатанных изображений на любых материалах по контуру с очень высокой точностью, экономию средств и простоту использования. Уникальное сочетание i-cut и инструментальных возможностей плоттеров Zund делает прецизионное вырезание простым и эффективным.
Области применения: конечная обработка (вырезание) графических изображений; производство бирок, ярлыков, именных меток; изготовление POS (POP) материалов. Преимущества: на 100% цифровое решение (отсутствует ручная резка, не нужны штампы и место для их хранения, отсутствуют простои из-за смены оснастки); автоматическое прецизионное вырезание контуров графических изображений; автоматическая динамическая компенсация линейного и нелинейного растяжения или усадки материала, искажений печати, последствий ламинации.
4.2 CoCut
Фирма Eurosystems SARL (Люксембург)занимается разработкой программного обеспечения для управления процессами резания на плоттерах.
Мощная программа для резки виниловой пленки, «plug in» CoCut, позволяет выводить на плоттер проекты, выполненные в CorelDRAW, Illustrator, Freehand и AutoCAD, по нажатию одной кнопки. CoCut имеет хорошо развитые возможности управления резанием, что позволяет прямо, а процессе работы изменять скорость, разрешение и давление ножа, производить резание по цветам, вырезать только выбранные объекты, а также оптимизировать файл вывода с целью экономии материала. [15]
4.3
RTUTILS
Для плоттера «Гранит» разработан набор утилит RTUTILS. Этот набор разработан как средство расширения AutoCAD и для его работы требуется наличие AutoCAD, установленного на рабочем месте проектировщика.
Утилиты, используемые для подготовки файлов для режущего плоттера.
В системе RTUTILS для подготовки файлов для режущего плоттера используются тот же набор слоев, что и для подготовки файлов для лазерной резки. Более того, один и тот же файл может быть использован для подготовки файлов обоих типов. Поэтому большая часть действий оператора при подготовке файлов обоих типов совпадают. Основное отличие заключается в использовании специализированной утилиты RT-PLT-CENTER , являющейся генератором PLT файлов. Переключатель “Source” этого окна позволяет выбрать тип слоев Автокада, которые будут использованы при подготовке файла для плоттера (возможные варианты выбора – слои ножей, слой “DXF-IN” и набор видимых слоев Автокада). Необходимость использования различных вариантов входной информации обуславливается тем, что один и тот же чертеж может использоваться для различных целей. Например, очевидно, что при подготовке файла для режущего плоттера следует использовать только слои ножей. Вместе с тем, при подготовке файла для рисования кальки (она может рисоваться на том же самом плоттере) мы уже не можем игнорировать границы фанеры. Таким образом, используя различные наборы слоев, мы можем расширить область применимости подготовленного файла. Переключатель “Targetdir” позволяет выбрать место, в которое будет помещаться подготовленный файл для плоттера. Группа элементов управления “Device” управляет выбором набора головок режущего плоттера, которые будут использованы при обработке файла для плоттера. Переключатель “Singledeviceused” переводится в состояние «Включено» в случае, когда используется только одна головка при обработке всего файла (например, перо при подготовке кальки или нож при макетировании на плоттере без биговальной головки). Поскольку при подготовке данных для изготовления макета мы обязаны обработать внутренние элементы (например, биговки) до обработки внешнего контура, то необходимо иметь возможность определения внешнего контура, который будет обрабатываться в последнюю очередь. Группа элементов управления “Plot” определяет как способ взаимодействия программы с оператором при подготовке файлов для плоттера (требуется ли подтверждение оператора при перезаписи файлов или нет, используется ли в качестве начальной точке стандартное значение или эта точка должна быть указана оператором), так и способ формирования выходного файла при использовании нескольких головок плоттера при обработке чертежа. При значении «Вкл.» переключателя “MergeDevicesintoplot” для плоттера готовится один файл, при этом переключение между головками плоттера производится путем присваивания соответствующего номера пера обрабатывающей головке каждого типа. Имя этого файла совпадает с именем файла чертежа. В противном случае головке каждого типа соответствует отдельный файл. Имя этого файла образуется из имени файла чертежа путем добавления суффикса, зависящего от типа головки, к этому имени. , являющейся генератором PLT файлов. Переключатель “Source” этого окна позволяет выбрать тип слоев Автокада, которые будут использованы при подготовке файла для плоттера (возможные варианты выбора – слои ножей, слой “DXF-IN” и набор видимых слоев Автокада). Необходимость использования различных вариантов входной информации обуславливается тем, что один и тот же чертеж может использоваться для различных целей. Например, очевидно, что при подготовке файла для режущего плоттера следует использовать только слои ножей. Вместе с тем, при подготовке файла для рисования кальки (она может рисоваться на том же самом плоттере) мы уже не можем игнорировать границы фанеры. Таким образом, используя различные наборы слоев, мы можем расширить область применимости подготовленного файла. Переключатель “Targetdir” позволяет выбрать место, в которое будет помещаться подготовленный файл для плоттера. Группа элементов управления “Device” управляет выбором набора головок режущего плоттера, которые будут использованы при обработке файла для плоттера. Переключатель “Singledeviceused” переводится в состояние «Включено» в случае, когда используется только одна головка при обработке всего файла (например, перо при подготовке кальки или нож при макетировании на плоттере без биговальной головки). Поскольку при подготовке данных для изготовления макета мы обязаны обработать внутренние элементы (например, биговки) до обработки внешнего контура, то необходимо иметь возможность определения внешнего контура, который будет обрабатываться в последнюю очередь. Группа элементов управления “Plot” определяет как способ взаимодействия программы с оператором при подготовке файлов для плоттера (требуется ли подтверждение оператора при перезаписи файлов или нет, используется ли в качестве начальной точке стандартное значение или эта точка должна быть указана оператором), так и способ формирования выходного файла при использовании нескольких головок плоттера при обработке чертежа. При значении «Вкл.» переключателя “MergeDevicesintoplot” для плоттера готовится один файл, при этом переключение между головками плоттера производится путем присваивания соответствующего номера пера обрабатывающей головке каждого типа. Имя этого файла совпадает с именем файла чертежа. В противном случае головке каждого типа соответствует отдельный файл. Имя этого файла образуется из имени файла чертежа путем добавления суффикса, зависящего от типа головки, к этому имени.
При подготовке файлов для режущего плоттера режущая головка используется для обработки объектов, расположенных на слое для режущих линеек. Если чертеж содержит линейки других типов, то способ обработки таких объектов зависит как от конфигурации плоттера, так и от конкретного типа линеек. При наличии у плоттера биговальной головки все объекты, расположенные на слое для биговальных линеек, обрабатываются на плоттере с использованием этой головки. Если же режущая головка отсутствует в комплектации плоттера, то при макетировании биговальные линейки обрабатываются аналогично перфорационным линейкам. При обработке перфорационные линейки, а также линейки специальных типов представляются последовательностью коротких резов и пробелов. Оператор может выбирать набор слоев, которые будут подвергаться подобной обработке. Также оператор может выбрать желаемые значения длин реза и пробела. Следует отметить, что стандартная форма ножа режущей головки плоттера в разрезе имеет треугольное сечение, поэтому соотношение пробел/рез, применяемое для изготовления макетов на режущем плоттере, отличается от эквивалентного соотношения пробел/рез, используемого в вырубных штампах.
Подготовка файлов для режущего плоттера производится в несколько этапов. На первом этапе объекты чертежа, выбранные для обработки, путем нажатия на кнопку «Prepare» копируются на специальные рабочие слои таким образом, чтобы каждой головке плоттера соответствовал отдельный рабочий слой. На этом этапе производится выделение внешних контуров объектов и преобразование объектов перфорационного типа в последовательность резов и пробелов. Оператор имеет возможность визуально оценить качество преобразования и, при необходимости, повторить его с использованием другого набора параметров. Кнопка «Clear» позволяет очистить набор рабочих слоев перед повторением преобразования. Также очистка набора рабочих слоев используется перед выходом из программы после генерации выходного файла для плоттера для того, чтобы уменьшить число слоев, присутствующих в файле чертежа. После того, как набор рабочих слоев подготовлен, нажатие кнопки «Plot» позволяет получить выходной PLT файл для плоттера. При генерации этого файла используются алгоритмы оптимизации, сходные с алгоритмами, используемыми в утилите подготовки DXF файлов. Кнопка «Configuration» позволяет получить доступ к окну конфигурации плоттера.
В ООО «Растр-Технология» для просмотра файлов, подготовленных для макетирования на режущем плоттере, на рабочем месте оператора лазерного комплекса используется программа HPGLView, написанная в CERN. Эта программа позволяет просматривать файлы в формате HPGL и, при необходимости, производить вращение файлов на угол,
кратный 90 градусам. Основное окно этой программы представлено ниже.
Программа позволяет просматривать файлы, подготовленные для обработки на плоттере с несколькими рабочими головками. Каждому типу рабочей головки соответствует уникальный номер пера в терминах языка HPGL. При визуализации объекты, предназначенные для обработки различными головками, различаются цветом. Так перу 1, представляющему режущую головку плоттера, поставлен в соответствие голубой цвет объектов. Перо 3 (ролик), используемое для формирования линий сгиба, изображено красным цветом. Перо 2 используется при рисовании приправочных листов и калек. Объекты этого типа изображаются желтым цветом.
На левой панели расположен набор кнопок, предназначенных для быстрого выполнения основных операций. К таким операциям относятся:
открытие нового окна программы (кнопка “Opennewwindow”);
загрузка файла в формате HPGL в существующее окно программы (кнопка “Openfile”);
просмотр файла с большим или меньшим увеличением (кнопки “Increasezoom”и “Reducezoom”);
показать файл целиком (кнопка “Drawextents”);
вращать файл на угол 90 градусов против и по часовой стрелке (кнопки “Rotate +90 degree” и “Rotate – 90 degree”);
переключить режим отображения толщины объектов (кнопка “Thicknessenable/disable”);
сохранение информации о примененных режимах просмотра и переход между ними вперед и назад (кнопки “Previousview” и “Nextview”);
выбор режима выбора увеличения при щелчке мышью внутри рабочего поля чертежа (кнопки “Zoomwindowmousemode”, “Autozoommousemode”, “Panmousemode”, “Centersetmousemode”);
изменение начальной точки чертежа (кнопка “Coordinateoriginsetmousemode”);
режим выбора объектов при щелчке мышью (кнопка “Block selection mouse mode”);
режим измерения расстояний на рабочем поле чертежа (кнопка “Measuremousemode”).
Те же самые операции могут быть выполнены и путем выбора соответствующего пункта выпадающего меню. Кроме того, выбор пункта “Options…” подменю “Edit” позволяет некоторые параметры программы. К таким параметрам относятся: единицы измерения чертежа, настройка цветов перьев и фона рабочего поля и др. [4]
4.4
MarbaCAD
Пакет программ MarbaCAD в стандартной поставке включает в себя полные библиотеки готовых конструкций FEFCO (упаковка из гофро – и микрогофрокартона) и ECMA (упаковка из картона) (рис 4.1.). Каждому коду классификации соответствует чертеж, в котором достаточно указать внутренние размеры коробки и используемый материал. Предусмотрены ограничения на максимальные и минимальные размеры коробок, есть возможность редактировать все необходимые параметры, в том числе создавать персональные материалы упаковки и задавать допуска к ним. К каждой коробке можно добавить стандартные элементы – вырез под палец, клапан для подвешивания на стену и т.д.
В функции программы заложен параметрический дизайн - спроектировав один раз оригинальную упаковку и расставив соответствующие связи на размеры отдельных элементов, можно в дальнейшем получать аналогичные конструкции с измененными размерами практически без дополнительных затрат времени.
MarbaCAD позволяет работать с растровыми изображениями внутри чертежа, в том числе импортировать сканированные рисунки («мастер» сканирования) и осуществлять векторизацию.
Отдельно следует упомянуть об имеющихся во 2-й версии пакета средствах 3D визуализации и подготовки демонстрационных видеофильмов. Чертеж упаковки можно сложить в автоматическом или ручном режиме по выбранным линиям сгибов, что позволяет контролировать корректность выполнения чертежа и получать наглядное представление о внешнем виде упаковки до изготовления макета. На лицевую и оборотную сторону изделия могут быть наложены соответствующие печати растровые текстуры. Поддерживается импорт объектов из 3D-Studio. «Мастер» создания видео роликов позволит создать презентационный материал о будущей упаковке – фильм разбивается на ключевые кадры, в которых фиксируется положение коробки и камеры в пространстве, а также углы сгибов всех биговок, после чего программа интерполяцией получает промежуточные кадры. Готовый ролик можно сохранить с высоким качеством в общепринятых форматах.
Для связи с различными дизайнерскими программами и другими САПР поддерживается импортирование и экспортирование чертежей в различные форматы (в том числе *.dwg, *.dxf, *.ai, *.eps и другие).
Подготовка раскладки на печатный и высекаемый лист.
Спроектированную упаковку необходимо разложить на печатный лист оптимальным образом. Для этого в MarbaCAD применяется «мастер» раскладки (рис. 3). Возможны следующие варианты ручной и автоматической генерации раскладок на лист:
- оптимальное заполнение площади листа;
- заполнение по рядам и колонкам;
- заполнение листа согласно требуемым тиражам изделий;
- заполнение части площади листа.
В каждом из этих методов предусмотрен учет направления волокна материала и возможно принудительное управление ориентацией отдельных элементов раскладки. Одновременно можно готовить раскладку на несколько разных размеров листа (например, 1020х720 и 700х500 – под разные печатные и высекальные машины). Для каждого листа настраиваются необходимые границы запечатываемого поля и отступы по краям.
Сгенерированная раскладка сохраняется в отдельном слое чертежа и меняется автоматически при изменении конструкции исходной упаковки.
Проектирование оснастки для высечки.
Проектирование и изготовление оснастки для вырубки представляет отдельный интерес, поскольку в отличие от печати не может быть полностью автоматизировано. Модуль разработки штанцформ MarbaCAD (не входит в базовую конфигурацию) позволяет автоматизировать многие операции по разработке штанцформ, биговальных контрматриц, оснастки для удаления отходов.
В базе данных по оборудованию хранятся характеристики высекальных прессов (все модели BOBST), имеется возможность редактировать необходимые характеристики и добавлять новые высекальные машины со своими параметрами.
Создав раскладку для определенной марки высекального пресса, программа рисует основу штанцформы со всеми необходимыми отступами, отверстиями для крепежа и компенсационными ножами. Также автоматизирована расстановка арок (мостиков) на ножах. В полуавтоматическом режиме добавляются ножи разделения отходов. Есть возможность вставки специализированных символов (логотип фирмы, дата, номер заказа). Чертеж проверяется на наличие накладывающихся линий, которые автоматически удаляются.
Для проектирования ротационных штанцевальных форм предусмотрена возможность сжатия чертежа для учета цилиндрической поверхности, разбиение чертежа на 2 полуцилиндра и расстановка арок на ножах.
Для качественной выклейки штанцформы возможно спроектировать и вырезать с помощью автоматического оборудования (водорезка) фигурные элементы из резины, что существенно ускоряет процесс оклейки штампа.
Пункт меню проектирования оснастки для удаления отходов (2-я секция машин типа BOBST) позволяет начертить полный комплект стрипперного оборудования.
При этом параметры, заданные по умолчанию для данного типа оснастки, могут быть изменены в процессе работы, как для всей оснастки, так и для отдельных элементов.
Также автоматизирован процесс проектирования биговальных контрматриц – в большинстве случаев контрматрица чертится без вмешательства проектировщика, хотя предусмотрена и возможность ручного редактирования.
Интеграция с производственным оборудованием.
В ПО MarbaCAD встроена база данных по различному оборудованию, такому как плоттеры, лазеры, высекальные прессы, водорезки, фрезерные машины для изготовления контрматриц, автоматические машины подготовки линеек для изготовления штанцформ.
Информация из чертежа может быть напрямую передана на любую из этих машин (оборудование известных фирм и стандартные устройства, оперирующие HPGL, NC кодами; также возможно написание собственных интерфейсов). Это позволяет автоматизировать изготовление макетов и сигнальных образцов, производство биговальных контрматриц, лазерную резку, подготовку стальных линеек для установки в штанцформу.
Интеграция с информационными ресурсами
.
Кроме базы данных по оборудованию имеется и база данных по клиентам, где отмечаются все работы, сделанные для данного заказчика, а также находящиеся в производстве. Специфическая информация по каждой работе (например, количество отходов на листе, длина линеек в штампе и т.д.) может быть предоставлена внешним базам данных или использована при подготовке документации, распечатке чертежей. Над одним проектом одновременно могут работать несколько проектировщиков и операторов оборудования, в определенных случаях возможно параллельное редактирование разных слоев в чертеже. При этом поддерживается полная система разграничения полномочий и прав доступа к тем или иным объектам чертежа.
ПО MarbaCAD представляет собой законченный продукт для проектирования и изготовления упаковки. Его можно рекомендовать как дизайн-бюро, так и крупным полиграфическим предприятиям для интеграции в производственный цикл. Как и любая специализированная САПР, MarbaCAD имеет ряд преимуществ по сравнению с САПР общего назначения (библиотека готовых конструкций, легкость 3D визуализации, связь с оборудованием, встроенные стандарты, многие специфические операции автоматизированы).
Основные понятия программы MarbaCAD
Поли-линии
Поли - линия – это кривая ли несколько кривых, которые описаны особым математическим способом, чтобы сооружать комплексные контуры при помощи наименьшего числа элементов.
Для преобразования поли - линий в линии и дуги нужно выбрать в меню Правка – Преобразование. Для обратного преобразования используется меню Правка – Коррекция – Линии/дуги в поли - линии.
Многие плоттеры и некоторые форматы данных не поддерживают поли - линии – в таких случаях поли - линии будут автоматически преобразованы в линии и дуги.
Графика
Графические элементы относятся к графическим данным (называемым также растровыми и данными Bitmap). Графические данные могут, сохранены внутри чертежа или описаны в отдельных данных, чтобы в чертеже сохранялись только ссылки на данные.
Графические элементы могут быть созданы посредством сканирования или применения цифровой камеры. Эти процессы протекают в опции Графика – Создать.
MarbaCAD поддерживает все общие форматы Bitmap, включая Windows Bitmap (*.bmp), Joint Photographic Expert Group (*.jpg), Tagged Image File (*.tif), Windows Metafile (*.wmf) и многие другие. Применение определенных алгоритмов сжатия при этом ограничено. Если вы имеете данные, которые используют данные алгоритмы, вы должны сначала их переустановить.
Формат Bitmap представляет изображение как совокупность большого числа элементов (пикселей), каждый пиксель содержит информацию о цвете. Число представляемых красок зависит от соответствующего свойства формата данных. Цвета пикселей могут быть представлены различными способами; простейший способ – это ввод трех величин, которые соответствуют интенсивностям красного, зеленого и голубого цветов (RGB).
При использовании связанных графических данных рекомендуется, чтобы графические данные находились в распоряжении списка графики, для облегчения процессов управления данными (например, сохранения данных).
При желании экспортировать проект со связанным графическими данными, необходимо данные изображения экспортировать отдельно.
На странице Графика проводника программы MarbaCAD показаны все графические элементы активного чертежа. При нажатии правой кнопкой мышки на любой представленный в виде миниатюры элемент откроется контекстное меню, где можно будет увидеть свойства изображения, конвертировать, экспортировать или изменить изображение.
Если отметить графический элемент, то он будет демонстрироваться на панели инструментов Правка элементов. На странице Графика можно изменить позицию и некоторые свойства изображения.
Установки основных функций
Многие функции имеют большое число опций – для удобного применения они были упорядочены в качестве Установок основных функций, чтобы пользователь мог сохранять часто используемые конфигурации.
При использовании функции, применяющей установки основных функций, можно или выбрать название из списка или нажать на кнопку рядом со списком, чтобы отменить раннее созданные установки (если вы имеете соответствующие привилегии пользователя).
Основной проект
Основной проект – это проект, слои которого могут вставляться в другие чертежи. Например, если вы имеете общий дизайн, который будет использоваться во многих составных слоях, и проект всегда имеет одинаковый размер, то данный дизайн может быть переведен в основной проект.
Для создания нового основного проекта нужно выбрать в меню Файл – Создать – Основной проект. Если проект уже существует, то для изменения его свойств нужно воспользоваться опцией Проект – Просмотр.
Для вставки слоя из основного проекта в другой проект, выберите в меню Блок – Вставка основного слоя.
Используйте Проект – Просмотр, для того чтобы увидеть слои, которые используют слои основного проекта.
Слои
Чертеж может состоять из нескольких чертежных слоев. Можно создать любое количество слоев с различными утвержденными именами. Все созданные элементы должны быть размещены в каком-либо слое чертежа.
Каждый из вновь создаваемых чертежей автоматически содержит как минимум один чертежный слой (число, также как и название чертежных слоев зависят от шаблона, который был выбран при создании проекта). Каждый из вновь создаваемых чертежей должен быть внесен в список под соответствующим именем.
Чтобы добавить новый слой к активному чертежу, нужно выбрать в меню Файл – Создать – Чертежный слой; для удаления активного слоя необходимо выбрать в меню Правка – Удаление активного слоя. Используйте функцию Создание проекта для правки слоя в диалоговом окне Установки дизайна.
Активный слой будет представлен в списке слоев на панели дизайна. Используйте этот список для выбора слоя, в качестве альтернативы нажмите на расположенную рядом клавишу, для того чтобы изменить свойства слоя. При нажатии правой кнопкой мышки на клавишу, соответствующую слою, появится контекстное меню, где можно копировать, удалить или изменить свойства слоя. Для того, чтобы спрятать данную клавишу, используется диалоговое окно Видимость.
Для копирования отмеченных элементов в другой слой того же самого чертежа нужно выбрать в меню Правка – Копирование в другой слой. Для копирования целого слоя из любого чертежа в активный чертеж используется Блок – Копирование слоя.
Слой может также относиться к блоку, это означает, что слой будет вставлен в другие (например, используемый слой может быть многократно вставлен в мульти-слой). Для проведения этих вставок используется функция Блок – Вставка – чертежный слой. Создав однажды, можно позднее обращаться к ним сколько угодно, как и в случае с блоками.
Структура слоев и блоков всех открытых чертежей продемонстрирована на странице Иерархии чертежей проводника программы MarbaCAD; нажмите на название чертежа, чтобы поменять активный слой; нажатие правой кнопкой мышки приведет к появлению контекстного меню, где можно удалить слой или изменить его свойства.
Проект – Просмотр можно использовать для блокировки отдельных слоев. Возможно, чтобы разные слои одного и того же проекта одновременно использовались разными пользователями – смотри Проекты.
Палитры
Палитры используются для того, чтобы создать/нарисовать различные типы линий, а также для демонстрации различных значений и целей геометрических элементов. Представление элементов зависит от их палитры. Палитра элемента контролирует представление элемента на экране монитора, его вывод на плоттер или использование в производстве, а также действие на него различных функций.
Палитры располагаются в каждом чертеже. Палитры активного чертежа находятся в дизайнерском списке – демонстрируемые палитры называются также «активными». Обычно вновь создаваемые элементы входят в состав активных палитр.
Для просмотра или изменения атрибут палитры нужно совершить следующие действия: нажмите на клавишу рядом со списком на панели дизайна; используйте функцию Создать – Проект и выберите опцию Палитры в диалоговом окне Установки дизайна; используйте страницу Палитры проводника программы MarbaCAD.
Палитра может располагаться в проекте в любое время. Рекомендуется, чтобы все нужные палитры находились внутри шаблона и проекты контактировали с этим шаблоном. Возможно создание или отдельного шаблона с палитрами для всех запросов или различных шаблонов для разных запросов.
Палитры могут находиться в основном шаблоне, чтобы исключить возможность внесения изменений внутри отдельных проектов или шаблонов.
Группы палитр используются также, чтобы ваш собственный список палитр не был таким длинным и сложным в использовании. Создайте группу и определите, какие из палитр должны находиться в этой группе. При демонстрации групп палитр на панели дизайна будут показаны только палитры из созданной группы.
Для изменения палитры существующих элементов используется функция Правка – Элементы – Изменение палитры.
Определенные типы элементов (например, описания, вспомогательные элементы) могут быть автоматически распределены внутри определенной палитры – смотри Установки дизайна.
Стандартные выражения
Стандартное выражение – это последовательность знаков, содержащая позиции, соответствующие одному или нескольким знакам существующей последовательности.
Например, если вы осуществляете один и тот же процесс в нескольких объектах (например, пользуетесь палитрой), который имеет одно и то же название, то вы можете использовать стандартное выражение, чтобы определить желаемые объекты.
Проекты
Проект - это чертеж, который имеет однозначное название и код, распределен по клиентам и обычно содержит информацию о себе в банке данных. Проект состоит из одного или нескольких слоев. Каждый из слоев должен иметь собственную информацию в банке данных.
При создании проекта используется функция Файл – Создать – Проект; для ее открытия используется Файл – Открыть – Просмотр. Проект – просмотр также может использоваться для систематизации всех проектов (например, для расположения проекта в группе).
Для внесения изменений в банк данных, включая клиентскую базу, используется функция Банк данных – Проект.
В зависимости от ваших установок в опциях Процессы в банке данных существует три рабочих метода:
При сохранении и закрытии проекта он будет доступен для изменения другим пользователям
При сохранении и закрытии проекта он будет сохранен в области рабочих проектов и будет доступен другим пользователям только после его активизации.
Также если вы работаете со слоем, то другие слои в тоже самое время могут быть доступны остальным пользователям.
При использовании области рабочих проектов демонстрируется опция Проект – Просмотр этого проекта.
Граничный график
Граничный график – это чертеж (обычно временный), который может состоять из любого числа разработок дизайна (обычно одна разработка, иногда несколько), а также описания, которые будут рассчитаны после окончания разработки дизайна или ввода информации в банк данных (например, дата, имя пользователя, длина каждой палитры).
Функция для создания граничного графика находится в меню Экстра – Граничный график. Прежде чем использовать эту функцию необходимо вам (или администратору) создать шаблон для граничного графика. Обычно он содержит следующую информацию:
Текстовые элементы (стандартный текст, поле банка данных, возможно также макросы)
Геометрические элементы
По меньшей мере, одну область для граничного графика; для создания области необходимо выбрать в меню Рисование – Область граничного графика.
Убедитесь, что вы произвели правильную конфигурацию установок видимости для шаблона граничного графика.
Мостики
Все геометрические элементы могут содержат в себе любое количество мостиков любой позиции и величины.
Если в мостиках нет необходимости, то они могут быть спрятаны. Выберите в меню Вид – Видимость или используйте страницу видимости на панели инструментов проводника программы MarbaCAD.
Конфигурация типов мостиков может быть произведена в диалоговом окне Установки дизайна; рекомендуется осуществлять этот процесс внутри шаблона, а не в отдельном чертеже. В диалоговом окне можно систематизировать все палитры стандартных установок для мостиков.
Символы
Символ – это чертеж, который содержит геометрические элементы (а также другие) и регулярно используется для вставки в другие чертежи. В большинстве случаев символ состоит из нескольких простых элементов, часто символ состоит из отдельного слоя.
Для изменения информации об открытом чертеже в банке данных используется функция Банк данных – Символ. Для установки специальных символов (например, обозначение направления отлива) используются опции Процессы в банке данных.
Шаблоны
Шаблон – это специальный вид чертежа, в состав которого могут входить ваши собственные установки и геометрические объекты. При создании проекта можно использовать такие определенные заранее установки, как, например, фирменный логотип, ограничения, специальные слои чертежа, палитры, геометрические элементы, опции видимости, виды мостиков, типы текста и так далее.
После того, как шаблон будет изменен все проекты, базирующиеся на измененном шаблоне, будут поставлены в соответствие измененной версии. Однако проекты, созданные раньше шаблона, не будут актуализированы.
Существует возможность создания параметрических шаблонов, который содержат в себе разработку дизайна, геометрические элементы, размерности и переменные величины и чьи размеры могут быть изменены. Данная опция может быть активирована при сохранении шаблона.
Чертежи
Понятие чертежа является общим термином для проектов, шаблонов и символов. Каждый чертеж состоит из одного или нескольких слоев и может содержать любые элементы (например, линии и дуги, оформляющие дизайнерскую разработку).
Все чертежи сохраняются в банке данных программы MarbaCAD, для их открытия используется функция Проект – Просмотр.
Многие атрибуты чертежа могут изменяться. Выберите из меню Создать – Проект (также шаблоны и символы).
Основные функции программы MarbaCAD
1. Файл
Файл – Функции – Общая информация.
С помощью этих функций возможно получение новых чертежей, открытие существующих чертежей, сохранение и освобождение (активизирование и удаление) проектов; кроме того, имеется возможность импортировать и экспортировать данные.
Многие из функций из версии 1.3 находятся в диалоговом окне Проект – Просмотр (чтобы их открыть, используется Файл – Открыть – Просмотр).
Внизу меню Данные открывается список недавно открываемых чертежей (смотри Банк данных – Последний объект). Внизу в меню Файл – Открыть находится список проектов из рабочей области пользователя (смотри Банк данных – Рабочие проекты). Если требуется чертеж из списка, то не обязательно пользоваться опцией Проект- Просмотр, чтобы его открыть.
Файл - Создать - Проект
С помощью этой функции можно создать новый проект, который обычно имеет название «Безымянный». Можно одновременно работать с большим числом проектов. Непосредственный диалог зависит от свойств нового проекта в области действия банка данных. При работе с новым проектом имеется возможность выбрать шаблон.
Следующим появляется диалоговое окно Проект – Информация, или Проект – Банк данных (зависит от установок пользователя), куда можно внести информацию в банк данных о проекте, например, Проектная ссылка (название) или код. Чтобы информацию об этом проекте впоследствии изменить, в меню выбирается Банк данных – Проект.
В конце можно увидеть Банк данных – Информация и Свойства слоев для каждого нового слоя. Чтобы впоследствии для внесения изменений вернуться в Банк данных – Информация, в меню выбирается Банк данных - Слои.
Файл - Создать – Шаблоны
С помощью этой функции вы можете создавать новые шаблоны. Диалоговые окна, которые становятся активными, зависят от установок для новых шаблонов в области Операции в банке данных.
При активизации функцию появляется диалоговое окно Новый шаблон и имеется возможность выбрать стандартный шаблон.
Возможно внесение различной информации в диалоговом окне Шаблон – Информация, например, ввести название шаблона и код. Для того чтобы в дальнейшем внести изменения в это диалоговое окно, в меню выбирается Банк данных – Шаблон.
Сохранение шаблона происходит непосредственно в центральном банке данных, а не в рабочей области пользователя. Файл - Создать – Слои чертежа
С помощью этой функции возможно создание новых слоев чертежей для текущих проектов, символов и активных шаблонов. При активизации функции появляется диалоговое окно Свойства слоев.
Для того чтобы изменить информацию о слое в банке данных, используется функция Банк данных – Слои.
Новый слой появляется в Иерархии слоев на панели инструментов Impact-Explorer.
Файл – Открыть - Проект
С помощью этой функции возможно открытие ранее сохраненных проектов, которые можно найти в банке данных, используя код или ссылку.
При активизации функции появляется диалоговое окно Открыть проект. Смотри Файл – Запрос просмотра или Файл – Открыть – Просмотр.
Файл – Открыть – Просмотр
С помощью этой функции можно открыть окно Просмотр проектов. Оно используется для управления пользовательскими проектами, символами и шаблонами.
Возможно осуществление следующих действий при помощи окна Просмотр проектов:
Представлять (демонстрировать) проекты проектной группе или заказчикам.
Открывать проекты или из центральной, или из рабочей области.
Делать доступными проекты из рабочей области.
Распечатывать проекты или выводить их на плоттере.
Просматривать информацию из банка данных о проектах и слоях.
Просматривать все изменения в проектах и слоях.
Просматривать рабочие проекты других пользователей (если пользователь зарегистрирован в качестве администратора).
Открывать символы и шаблоны.
Переименовывать или удалять проекты, символы и шаблоны.
Создавать, переименовывать или удалять группы, состоящие из проектов, символов или шаблонов.
Использовать операцию Поиск для быстрого нахождения проектов, символов и шаблонов.
Использовать операцию Расширенный поиск для комплексного запроса в банк данных.
Импортировать группы, состоящие из проектов, символов и шаблонов через Банк данных – Передача данных.
Осуществление связи с другими банками данных программы Impact.Файл – Открыть – Основные шаблоны
С помощью этой функции можно открывать основные шаблоны. Основные шаблоны используются, когда устанавливаются стандартные настройки, применимые для всех проектов, символов и шаблонов.
Следующие настройки могут быть сохранены в основных шаблонах:
Опции проекта – в диалоговом окне Опции.
Группы палитр - в диалоговом окне Опции.
Палитра - в диалоговом окне Опции.
Тип текста - в диалоговом окне Опции.
Тип мостиков - в диалоговом окне Опции.
Цвет - в диалоговом окне Опции.
Установки видимости – в путеводителе по программе Impact.
При активизации функции появляется диалоговое окно Установки дизайна; данное диалоговое окно также может быть открыто при выборе меню
Создать – Проект - Установки дизайна
Все палитры, группы палитр, типы текста и мостиков, которые могут быть созданы в Основных шаблонах, не могут быть изменены или удалены в других чертежах или шаблонах. Эти установки остаются постоянными для всех чертежей. Стандартные значения, установленные по умолчанию для проектных установок, установок для палитр, команд для чертежей и красок, могут быть изменены в других чертежах и шаблонах.
Видимость
Установки видимости, созданные в панели инструментов Impact-Explorer, страница Видимость могут быть также изменены в других чертежах и шаблонах.
Изменение основных шаблонов
При вставке нового объекта и сохранении его в Основные шаблоны этот объект появляется в каждом чертеже, который впоследствии будет открыт. Чертежи, которые были открыты при изменении Основных шаблонов, не будут тот час же активизированы. Необходимо закрыть их и открыть заново. При удалении объекта из Основных шаблонов, он не будет удален из чертежей (в случае, если он используется в чертеже); обычные установки будут восстановлены. Если требуется удалить объект из чертежа, то нужно провести этот процесс вручную.
Файл – Просмотр
Эта функция позволяет осуществлять поиск сохраненных проектов в банке данных с помощью сохраненного запроса. Последний из запросов можно увидеть во главе списка, при нажатии на стрелку будут показаны все сохраненные запросы. Запросы в банк данных будут сохранены в Главных настройках.
Для активизации запроса нужно выбрать его название и нажмите на него. Будет показано диалоговое окно Критерии запроса. Показываемые поля и приглашения зависят от исполняемого запроса. Вводятся соответствующие критерии запроса и нажимается клавиша OK. Затем будут показан требуемый проект и список проектов, которые удовлетворяют запрашиваемым критериям.
Запрос может быть введен непосредственно при вызове функции Проект – Просмотр; запрос выбирается из списка, расположенного на левой стороне диалогового окна.
Файл - Корректировать
С помощью этой функции можно сохранить активные (рабочие) проекты непосредственно в Центральном банке данных. Проект должен быть заранее сохранен в Центральном банке данных.
При Активизации функции появляется диалоговое окно – сначала необходимо сохранить проект, затем нужно ответить Да на подтверждение о сохранении изменений. При желании использовать проекты, не открывавшиеся до настоящего времени, нужно применить функцию Проект – Просмотр.
Файл – Импорт – Импорт
С помощью этой функции происходит импорт данных, созданных в другой системе, использующих другой формат, например, IPDS Версия 4, CF2, DXF. При желании импортировать данные в программу Impact, возможно их сохранение в качестве проектов в активном банке данных. При активизации функции появляется диалоговое окно Импорт.
Нужно найти и отметить импортируемые данные и нажать клавишу Открыть. Если данные импортируются не из программы Impact, то появится диалоговое окно Установки для импорта.
Диалоговое окно Установки для импорта содержит следующие опции:
Установки – выбор из списка соответствующей установки для импорта. Установки сохраняются в Установках главных функций. Для временного изменения установок необходим двойной щелчок или щелчок правой кнопкой мышки на соответствующее название и изменение значения в диалоговом окне Установки импорта/экспорта.
Формат импортируемых данных будет показан сверху на правой стороне диалогового окна.
Опции:
Создание нового чертежа – при использовании этой функции будет создан новый проект и импортирован чертеж. Шаблон, на котором базируется проект, будет добавлен в Установки для импорта.
Создание нового блока – при использовании этой функции все импортируемые элементы и блок будут собраны в общем блоке.
Создание пользовательского слоя – при использовании этой функции возможно создание пользовательского слоя любой вставки импортируемых данных. Если слой состоит из вставок, то нужно выбрать диалоговое окно Блоки, активируемое при копировании пользовательского слоя. Данное диалоговое окно показывает все блоки, находящиеся на высшем уровне. Отмечаются блоки, из которых будет создан чертежный слой и добавляются в левый столбец. Нажатие на кнопку ОК приведет к преобразованию Вставки блока в Вставку слоя.
Игнорирование несоответствия палитре – при активировании этой функции элементы, не входящие в состав палитры, не будут импортированы.
Создание безымянных палитр – опция определяет, будут ли неупорядоченные данные сохранены под оригинальным названием или под названием «Безымянная».
Устройства плоттера – масштабный фактор.
Файл – Импорт – Импорт трехмерного изображения
С помощью этой функции возможен импорт трехмерных объектов из таких систем, как, например, 3D-Studio. Это может потребоваться при создании дизайна, который основан на объекте, взятом из трехмерной системы (при помощи сканера) – возможно применение трехмерного изображения для уверенности в том, что объект полностью соответствует размерам упаковки.
При активизации функции появляется диалоговое окно Импорт трехмерного изображения. Выбираются и отмечаются импортируемые данные и нажимается клавиша Открыть. При активизации опции Просмотр отмеченное изображение будет показано детально.
Если проект уже открыт, будет показано подтверждающее диалоговое окно, которое дает возможность вставки данных в текущий проект или создания нового проекта. При использовании активного проекта и активного слоя, являющегося трехмерным слоем, объект будет импортирован в этот слой, в противном случае будет создан новый трехмерный слой. При создании нового проекта будет создан проект с отдельным трехмерным слоем.
Файл – Экспорт – Экспорт
С помощью этой функции возможен экспорт активных чертежей в другом формате – например, IPDS Version 4, CF2, DXF или в качестве данных программы Impact.
При активизации функции появляется диалоговое окно Экспорт.
Определяются данные, под которыми будет запомнены данные.
Имя данных – дается название созданным данным.
Сохранить как тип – выбирается из списка формат, который будет использован при экспорте данных.
При нажатии на Сохранить будет показано подтверждающее диалоговое окно, где могут быть затребованы по желанию все блоки и символы. Нажатие на ОК приведет к появлению диалогового окна Экспорт данных. Диалоговое окно Экспорт данных содержит:
1. Установки – выбор из списка соответствующих установок для экспорта. Установки будут сохранены в опции Установки основных функций. Для временного изменения установок необходим двойной щелчок или щелчок правой кнопкой мышки на соответствующее название и измените значения в диалоговом окне Установки импорта/экспорта.
Формат экспортируемых данных будет показан сверху на правой стороне диалогового окна. В текстовом блоке в левом нижнем углу страницы будет показано описание избранных установок.
Опции.
Десятичные места – желаемое число показываемых десятичных мест для экспортируемых данных.
Устройство плоттера – фактор скалирования.
Использование установок видимости – необходимо установить, только ли видимые элементы экспортируются.
Игнорирование несоответствия палитр – при активировании этой функции элементы, не входящие в состав палитры, не будут импортироваться.
Если проект имеет несколько слоев, необходимо указать, будут ли экспортироваться все слои или только активные. В случае экспорта всех слоев будет показано диалоговое окно Экспорт слоев. Данное диалоговое окно содержит все слои активных проектов, а также названия и маршруты соответствующих данных. Если данные уже существуют, то будет активировано соответствующее диалоговое окно. При нажатии на кнопку ОК данные будут сохранены, а все существующие данные будут переписаны.
При экспорте данных в формате CFF2 по желанию можно указать подробности запроса. Эта информация будет сохранена внутри данных формата CFF2.
Файл – Экспорт – Экспорт трехмерного изображения
Эта функция позволяет экспортировать трехмерные изображения в различных форматах данных - 3D Studio Binary (*.asc), Impact 3D Interchange (*.3da), VRML 1.0 (*.wrl) и Impact 3D (*.i3d). Формат данных Impact 3D является запатентованным форматом, который может быть импортирован в только должным образом оснащенные Impact CAD\CAM системы. Формат Impact 3D Interchange поддерживает только геометрическую информацию. Формат 3D Studio Binary является стандартным форматом трехмерного моделирования и также поддерживает только трехмерную информацию. Формат VRML поддерживает еще и текстурную информацию.
При активировании функции появляется диалоговое окно Экспорт трехмерных изображений, содержащее информацию:
О запуске и сохранении данных.
Название данных – необходимо ввести название.
Сохранить как тип – выберите из списка формат, который будет использован при экспорте данных.
Файл – Повторная регистрация в PDB
Эта функция позволяет осуществить регистрацию в проектном банке данных под своим пользовательским именем, а также зарегистрироваться заново под другим именем. Появится диалоговое окно с вопросом «Вы действительно хотите зарегистрироваться в банке данных?». При положительном ответе все текущие чертежи будут закрыты. Также возможно определить, сохранять ли сделанные изменения. Смотри Файл – Сохранить. Далее появится диалоговое окно Проект – Просмотр (в зависимости от ваших установок банка данных), где можно перевести проекты из рабочей области пользователя в центральный банк данных. В заключение появится диалоговое окно Регистрация, где требуется ввести имя пользователя и пароль нового пользователя.
Файл – Плоттер
С помощью этой функции можно отослать текущие чертежи на вывод плоттера, либо напрямую чрез порт рабочей станции, либо через сеть, возможно через ожидающий принтер Windows. В качестве альтернативы можно отослать чертеж в данные, которые затем будут обработаны с помощью внешнего контролера плоттера.
Установки основных функций для машины и пост-процессора должны быть произведены для конкретного плоттера (смотри Атрибуты машины).
Активизируйте функцию; появится диалоговое окно Плоттер, где можно выбрать соответствующие установки и временно аннулировать функции. После ввода всей требуемой информации появляется промежуточный чертеж, который содержит только подходящие элементы. В зависимости от установок на странице Выходное устройство имеется возможность увидеть чертеж на экране монитора.
Если выбрана функция Не отсылать чертеж останется открытым и действие функции будет закончено. Если выбрана Остановить и отослать, то в списке правки будут содержаться кнопки Принять и Отменить; при нажатии на кнопку Принять данные будут выведены. Промежуточный чертеж будет в этом случае либо автоматически закрыт, либо оставлен открытым в зависимости от установок для пост-процессора. В этом случае нужно выбрать в меню Файл – Закрыть, чтобы закрыть чертеж. При выборе опции Отослать данные будут немедленно посланы на вывод.
Файл – Отправить – Электронное послание
Можно использовать эту функцию для импорта текущих чертежей в качестве данных программы Impact (*.ipd) и добавления их в новое электронное послание в качестве установки.
Файл – Отправить – Графические данные
С помощью этой функции возможно отослать открытые части ваших текущих проектов в графические данные (данные Bitmap).
В настоящее время могут быть экспортированы только активные части открытых чертежей. Получаемая картина соответствует вашим текущим установкам видимости.
В диалоговом окне Сохранить изображение нужно выбрать соответствующий графический формат и где данный формат будет сохранен. Кнопку Опции можно использовать для изменения размера сохраняемых данных Bitmap (нужно обратить внимание на то, что сохраняется соотношение размеров активных окон – при изменении высоты изображения будет изменена и ширина изображения и наоборот).
Файл – Последний проект в банке данных
С помощью этой функции можно открывать последние из рабочих проектов. Не используя функцию Проект – Просмотр.
Внизу в меню Файл будет приведен список последних из рабочих проектов. при нажатии на любой из проектов происходит его открытие. В случае если выбранный проект сохранен не в рабочей области пользователя, появится диалоговое окно Проект.
Число проектов, перечисленных в списке определяется в опции Текущий список в диалоговом окне Опции Impact – Процессы в банке данных.
2.Правка
Функции правки – общая информация
При помощи функций правки можно подвергать изменениям имеющиеся в наличие элементы; при работе с большинством данных функций сначала нужно отметить изменяемые элементы.
Также имеется возможность использовать функцию Проверка элемента для изменения большинства свойств элементов.
3.Рисование
Функции рисования – общая информация.
Данная функция позволяет конструировать большинство элементов, включая геометрические элементы (линии, дуги и круги), кривые, надписи и т.д.
Обычно конструирование происходит в активных слоях текущих чертежей.
Большинство элементов расположены на палитре – в большинстве случаев это активная палитра, показанная в дизайнерском списке (имеется возможность расположить надписи, измерения и вспомогательные элементы на определенной по умолчанию палитре).
При выборе точки для позиционирования нового элемента лучше всего использовать начальные и ограничительные функции для наиболее точного расположения точки.
В качестве альтернативы можно использовать Обработку элементов для изменения большинства свойств элементов.
Когда используется Impact-модуль Техника для штанцевальных форм, то многие из геометрических функций имеют две дополнительные опции:
Изготовление двойных элементов – возможно конструирование дополнительной линии, дуги, круга.
Палитра – палитра существующих элементов.
5.Блоки
Блоки – общая информация
Данная функция позволяет изготавливать блоки и символы, а также ими манипулировать. Также возможно преобразование блоков в слои.
Структура слоев и блоков чертежа продемонстрирована на странице Иерархия в путеводителе по программе Impact. Большинство блоков доступно через контекстные меню, которые появляются при нажатии правой кнопкой мышки области в Проверки блоков или Иерархии чертежа.
6.Измерения
Измерения – Общая информация
Эти функции предоставляют информацию об активных слоях чертежа. Результаты многих функций можно увидеть в списке Правки. Дополнительно они появляются на панели инструментов.
При использовании большинства измерительных функций сначала необходимо отметить требуемые элементы. Некоторые функции остаются неактивными до тех пор, пока элементы не будут отмечены.
7.Банк данных
8.Макрофункции
Макрофункции – общая информация
Макросы – это данные, которые были записаны в синтезе с макро-языком Impact (IML) в качестве первоначальных данных *.mac и впоследствии преобразованы в данные с расширением *.run, готовые к выполнению.
Обычно пользователь не нуждается в макрофункциях – они предназначены для программистов и администраторов, чтобы они могли разрабатывать новые макросы.
9.Утилиты
11.3D
12. Установки
13.Окна
14.Помощь [5]
Самой удобной из рассмотренных программ является MarbaCAD. Она не только поддерживает различные форматы из которых можно конвертировать файл, но она и сама является программой конструктивного дизайна. В ней можно не только проектировать упаковку, но также штанцформы и отделения для удаления облоя.
Глава 5. Методика разработки технологии изготовления макета
5.1 Методика проведения исследований
Оборудование, которое применялось в работе - плоттер WildTA-10.
Описание:
1. поверхность для резки 1760х1600мм
2. производительность при черчении
- макс. скорость 500 мм/с;
- ускорение (по оси) 2 м/с2
3. точность черчения
разрешающая способность измерительной системы 0,02 мм,
точность позиционирования 0,04 мм, статичная точность при повторениях
+/- 0,03 мм
4. размеры стола - длина 2400 мм, ширина 2380мм, высота поверхности стола 780мм, вес 440кг
5. стандартные функции
a. установка нулевой точки (автоматическая при включении и ручная установка);
b. ограничение допустимого поля черчения; моментальное прекращение черчения (резки) без потери точности с возможностью продолжения начатой работы;
c. выбор инструмента, его опускание/подъём;
d. перемещение каретки (с помощью пульта управления в 3-х режимах: пошаговое, нормальное, быстрое);
e. оцифровка (поточечный перенос координат в компьютер).
1- биговальная насадка
2- тангенциальный нож
3- перо для черчения
В качестве материала был использован упаковочный картон «Аляска» одностороннего двухслойного мелования, оборотная сторона – беленая целлюлоза цвета манила (кремового).
2 листа картона 0,3 мм размерами 70х100
2 листа картона 0,35 мм размерами 70х100
2 листа картона 0,45 мм размерами 70х100
2 листа картона 0,5 мм размерами 70х100
2 листа картона 0,6 мм размерами 70х100.
В качестве образца взят макет упаковки под рулет. С размерами 460х160 мм
Было вырезано по десять образцов – макетов для каждой толщины картона на 10-ти скоростях. С измерением времени резки каждой скорости.
5.2 Определение качества резки на картоне толщиной 0.3мм, 0.35мм, 0.45мм, 0.5мм, 0.6мм
Ход работы:
1. Подготовка материала (укладка на плоттер)
2. Включение вакуумного присоса, для фиксации материала.
3. Регулировка высоты биговки под толщину картона.
4. Установка требуемой скорости (1-10)
5. Установка нулевой точки для плоттера (то откуда он начнет резку)
6. Загрузка файла в MarbaCAD
7. Запуск плоттера в работу через программу MarbaCAD
8. Фиксирование начала времени резки с помощью таймера для каждой из скоростей (1-10)
9. Фиксирование окончания времени резки с помощью таймера для каждой из скоростей (1-10)
10. Получение готового образца.
11. Делаем это на 10 скоростях для 5 толщин картона (итого 50 раз).
12. Анализируем полученные образцы
13. Заносим данные в таблицу
5.3 Уменьшение скорости резки с помощью оптимизации в программе
MarbaCAD
Оптимизация проводилась с помощью программы MarbaCAD, и заключается в том, что с помощью установок в меню программы изменяется траектория движения ножа, за счет этого он не делает лишних движений и сокращается время резки.
Ход работы:
1. Заходим в меню программы MarbaCAD, MasterToolSettings – PlotterMachines – MachineAttributes – Plot – Optimisation (Назначения главного инструмента – механизмы плоттера – функции механизма – плоттер - оптимизация)
2. Нам открываются функции:
o Optimiseoutput (оптимизировать продукцию)
o OptimiseoutputbetweenBreaks (оптимизировать продукцию в перерывах)
o TiledOptimisation (плиточная оптимизация)
o Explode blocks before optimization (разделитьблокипередоптимизацией)
o Explode symbols before optimization (разделитьсимволыпередоптимизацией)
o Continue optimization at Breaks (продолжитьоптимизациювперерывах)
o Optimise output for internal cuts (оптимизироватьпродукциюдлявнутреннихотрезков)
o Optimise combination line (оптимизироватькомбинациюлиний)
o Optimiseslots (оптимизировать слоты)
По умолчанию включены функции:
Optimiseoutput (оптимизировать продукцию)
OptimiseoutputbetweenBreaks (оптимизировать продукцию в перерывах)
Explode blocks before optimization (разделитьблокипередоптимизацией)
Explode symbols before optimization (разделитьсимволыпередоптимизацией)
Continue optimization at Breaks (продолжитьоптимизациювперерывах)
3. Экспериментальным методом, устанавливаем, какие функции могут повлиять на скорость резки. Это функция Optimiseoutputforinternalcuts(оптимизировать продукцию для внутренних отрезков). Отмечаем её.
4. Запускаем плоттер на резку нашего образца.
5. Фиксируем время начала работы.
6. Фиксируем время окончания работы.
7. Анализируем полученные данные и заносим в таблицу для сравнения с обычным временем резки.
Глава 6. Результаты работы
6.1 Определение качества резки
Определение качества, проводилось на 10-ти скоростях на картоне пяти толщин с измерением времени резки для каждой скорости. Для того, чтобы графически оценить ухудшение качества была введена условная величина Ворсистость, которая определялась как количество неровностей и ворсинок на см.
Таблица 6.1 Качество готового макета при резке разной скоростью
| Скорость |
Время резки [c] |
Ворсистость [ворс./см] |
картон
0,3 мм
|
картон 0,35 мм |
картон 0,45 мм |
картон 0,5мм |
картон 0,6 мм |
| 1 |
316 |
0 |
0 |
0 |
0 |
0 |
| 2 |
207 |
0 |
0 |
0 |
0 |
0 |
| 3 |
170 |
0 |
0 |
0 |
0 |
0 |
| 4 |
150 |
0 |
0 |
0 |
0 |
0 |
| 5 |
141 |
0 |
0 |
0 |
1 |
1 |
| 6 |
137 |
0 |
0 |
1 |
1 |
1 |
| 7 |
132 |
0 |
1 |
3 |
2 |
3 |
| 8 |
125 |
1 |
3 |
3 |
3 |
4 |
| 9 |
121 |
1 |
4 |
5 |
5 |
5 |
| 10 |
117 |
2 |
4 |
5 |
6 |
6 |
По полученным данным были построены графики, демонстрирующие ухудшение качества резки макета с увеличением скорости.
Рис. 6.1. График качества резки для картона 0,3 мм
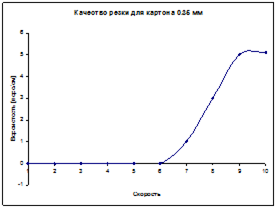
Рис.6.2 . График качества резки для картона 0,35 мм
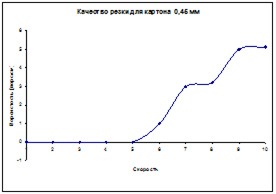
Рис. 6.3. График качества резки для картона 0,45 мм
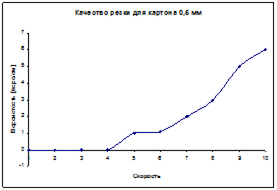
Рис. 6.4. График качества резки для картона 0,5 мм
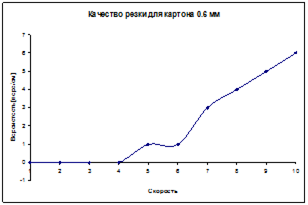
Рис. 6.5. График качества резки для картона 0,6 мм
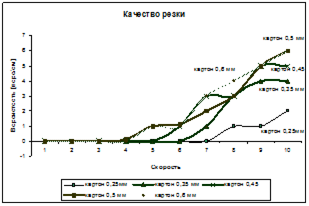
Рис. 6.6. Сводный график для картона разной толщины
Качество макетов упаковки зависит от скорости с которой режется макет. Для каждой из толщины картона существует своя оптимальная скорость, при превышении которой возникают различные дефекты.
По тем же данным были получены графики показывающие, качество резки картона разной толщины, при постоянных скоростях. Для них были построены логарифмические линии трейда, с помощью которых можно прогнозировать качество готового макета для картона этой марки - толщин, которых мы не рассматривали. Логарифмическая выбрана потому, что она хорошо описывает величину, которая сначала возрастает, а затем постоянно стабилизируется. Значение показателя определенности R2
, отражающего близость значений линии тренда к фактическим данным, для скоростей 7-10 находится в пределах от 0.7921 до 0.9831, поэтому можно говорить о том, что аппроксимирующая кривая описывает данные с достаточно высокой степенью достоверности. Для 5 скорости R2
=0.6025, потому что изменения прогнозировать сложно, т.к. до толщины 0.45 мм, качество высокое, а для картона больших толщин оно изменяется незначительно. Проанализировав эти графики увидеть, что самой оптимальной скоростью, является 5. Также можно заметить, что с увеличением скорости качество резки макета упаковки уменьшается. Ниже представлены графики, характеризующие эту зависимость.
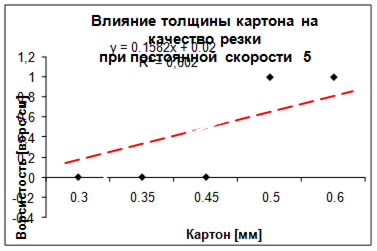
Рис. 6.17. График отражающий влияние толщины картона на качество резки, при неизменной составляющей, скорости 5
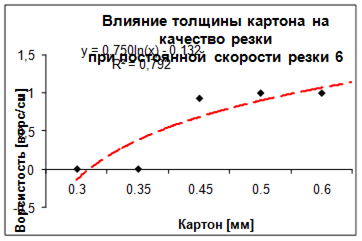
Рис. 6.18. График отражающий влияние толщины картона на качество резки, при неизменной составляющей, скорости 6
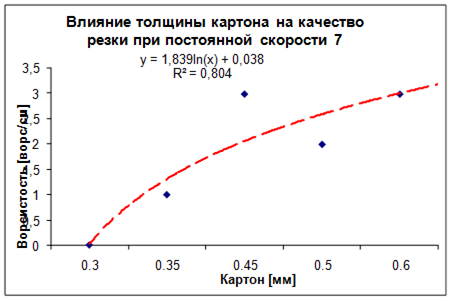
Рис. 6.19. График отражающий влияние толщины картона на качество резки, при неизменной составляющей, скорости 7
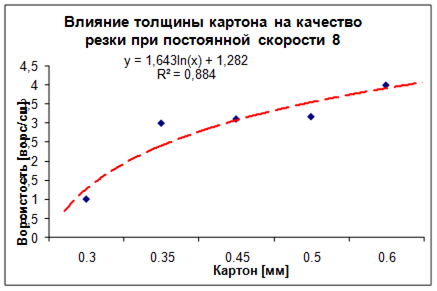
Рис. 6.20. График отражающий влияние толщины картона на качество резки, при неизменной составляющей, скорости 8
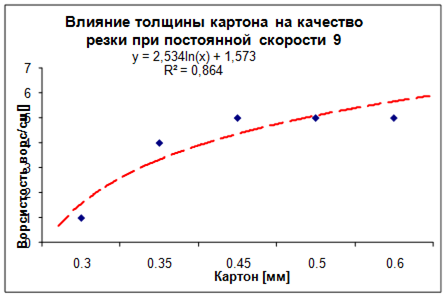
Рис. 6.21. График отражающий влияние толщины картона на качество резки, при неизменной составляющей, скорости 9
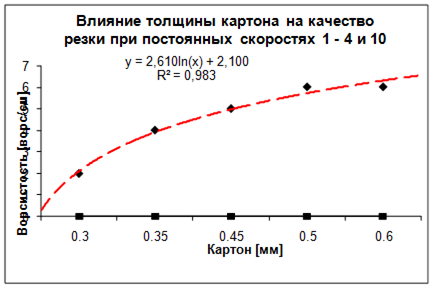
Рис. 6.22. График отражающий влияние толщины картона на качество резки, при неизменной составляющей, скорости 1 – 4
Был построен график, показывающий, как изменяется оптимальная скорость для картона каждой толщины. Значение показателя определенности R2
, отражающего близость значений линии тренда к фактическим данным равна 0.9675. Поэтому можно говорить о том, что аппроксимирующая кривая описывает данные с достаточно высокой степенью достоверности. С помощью этой кривой можно прогнозировать оптимальную скорость для картона этой марки - толщин, которые не были рассмотрены.
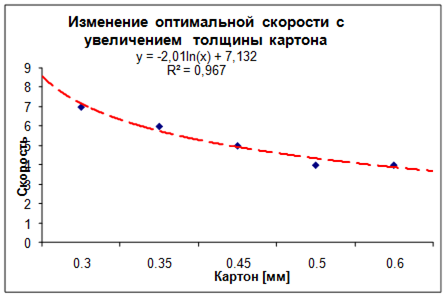
Рис.6.23. График отражения изменения оптимальной скорости с увеличением толщины картона
6.2 Уменьшение времени резки
Оптимизация проводилась с помощью программы MarbaCAD, и заключается в том, что с помощью установок в меню программы изменяется траектория движения ножа, за счет этого он не делает лишних движений и сокращается время резки. Результаты предс-тавлены в таблице 5.2, где можно оценить время до и после оптимизации. Можно заметить, что время в среднем уменьшилось на 8.5 %.
Измерялось время резки макетов до оптимизации траектории движения ножа и после, полученные данные сведены в таблицу.
Таблица 6.2 Уменьшение времени резки с помощью оптимизации траектории движения ножа в программе MarbaCAD
| Скорость |
Время до оптимизации |
Время после оптимизации |
Уменьшение времени на [%] |
| 1 |
316 |
284 |
10 |
| 2 |
207 |
192 |
7 |
| 3 |
170 |
154 |
9 |
| 4 |
150 |
135 |
8 |
| 5 |
141 |
131 |
7 |
| 6 |
137 |
127 |
7 |
| 7 |
132 |
120 |
9 |
| 8 |
125 |
115 |
8 |
| 9 |
121 |
111 |
9 |
| 10 |
117 |
106 |
10 |
По этим данным были построены гистограмма (рис.6.24) и график (рис.6.25), которые наглядно отражают сокращение времени.
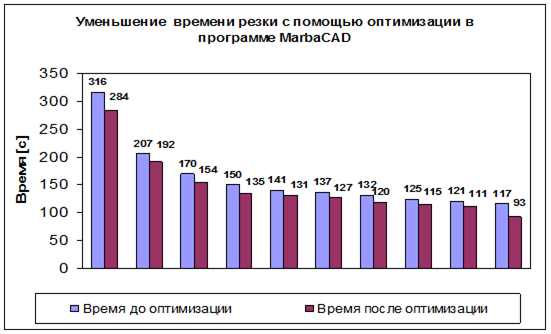
Рис. 6.24. Гистограмма оптимизации
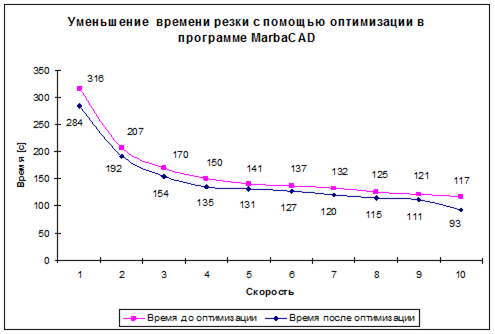
Рис. 6.25. График оптимизации
Глава 7. Утилизация упаковки из картона в России
7.1 Общее состояние утилизации в России
Сегодня картон для упаковки, - основа основ, без него ничего не обходится. Он остается главным упаковочным материалом - на упаковочные изделия из бумаги и картона приходится примерно 38% потребляемой в России упаковки.
По данным Abercade Consulting в производственной таре бумага и картон составляют 73,9 % от общего объема потребления, в потребительской таре — 15,1 %. В упаковке картон — один из немногих материалов, хорошо поддающихся вторичной переработке. В основном из него изготавливают макулатурный картон, который на сегодня считается во всем мире самым перспективным вторичным упаковочным материалом ближайшего времени. Спрос на него уже сейчас растет опережающими темпами в сравнении со всеми остальными продуктами переработки упаковки. Связано это, в первую очередь, с сокращением мировых запасов первичной целлюлозы и ужесточением экологических стандартов в развитых странах. Неслучайно макулатурный картон выделяется в отдельную строку в статистике мирового производства картона, и его доля в ней постепенно увеличивается. Кроме макулатурного картона из вторсырья также изготавливаются различные волокнистые плиты, бугорчатые прокладки и другие строительные материалы.
Впрочем, на российском рынке, как обычно, есть своя специфика. Наше отечество всегда было богато древесиной и ее производными, а экологические проблемы у нас мало кого волновали, поэтому вопрос об утилизации бумажных и картонных отходов практически не стоял. В последнее время сбор макулатуры, теперь уже в России, стал понемногу возрождаться, но на новой, рыночной основе.
По подсчетам Госсанэпиднадзора, сегодня в России накоплено порядка 80 млрд т как промышленных, так и твердых бытовых отходов. Под их хранение отчуждено более 2 млн гектаров земли. При этом большинство легальных мусорохранилищ исчерпало свой объем вместимости, а оставшиеся близки к заполнению. По данным санитарного врача РФ Г. Онищенко, только в Москве и области стихийными свалками занято порядка 1,4 тыс. гектаров.
По данным НИЦПУРО (Научно-исследовательский центр по проблемам ресурсосбережения и отходам), объем образующихся отходов в России составляет 3,4 млрд т в год. Доля макулатуры в промышленных отходах по данным на 2000 год составляет 0,9 %, в ТБО доля макулатуры обычно составляет около 30 %. Согласно данным Европейской конфедерации производителей бумаги (CEPI) с начала 90-х годов объемы переработки макулатуры в мире возросли более чем на 69 %, в Европе — на 55 %. При общих запасах макулатурной массы, оцениваемой в 230–260 млн т, в 2000 году было собрано примерно 50 млн т картонной макулатуры, а к 2011 году прогнозируется увеличение сбора до 90 млн т. При этом средний мировой уровень потребления составит 48 %. В 2001 г. мировое производство картона из вторичного сырья составило 52018 тыс. т, в 2006 г. прогнозируется его рост до 63467 тыс. т. По оценкам Credit Lyonnais Securities, сейчас 40 % всех мощностей Европы по производству картона и бумаги работают на вторичном сырье. На этом фоне показатели по России более чем скромные. Суммарные ресурсы макулатуры составляют около 1,5 млн т. Объем ее заготовки уменьшен по сравнению с 1980 г с 1,6 до 0,5 млн т.
Крупнейшими переработчиками макулатуры в России являются ОАО «Санкт- Петербургский КПК» (входит в лесопромышленную группу ЗАО «Илим Палп Энтерпрайз», до 18 % рынка), ЗАО «Набережно-Челнинский КБК» (10,5 %), Алексинская КФ (12,1 %), ООО «Ступинский КПК» (10 %), ОАО «Картонтара» (Майкоп, 9 %), перерабатывающие более 100 тыс. т макулатуры в год каждый, от 20–50 тыс. т в год могут перерабатывать Балахнинский ЦКК, Пермский ЦБК, Светогорский ЦБК, Рязанский КРЗ, ОАО «Караваево». Остальные переработчики имеют мощности 20 тыс. т в год и менее. В 2003 г. было сообщено, что АЦБК совместно с иностранными инвесторами запускает проект строительства нового производства тарного картона из макулатурного сырья в Центральной России. Предполагается, что реализация данного проекта строительства предприятия стоимостью более 200 млн евро и годовой мощностью 300–400 тыс. т должна начаться в конце 2004 года.
В 2002 году в России из макулатуры было произведено более 20 % картона для плоских слоев и бумаги для гофрирования и 10 % остальных видов картона от общего объема изготовленной бумажной продукции. Производство гофрированного картона является самым крупным потребителем макулатуры и основным ее компонентом являются старые картонные ящики и коробки. На сегодня до 16 % внутреннего потребления тарного картона, который служит сырьем для производства гофрокартона, изготовлено из макулатурного сырья. Основная часть макулатуры (до 75 %) используется для производства туалетной бумаги и картона (коробочного, тарного, гофрокартона). До 20 % макулатуры используется в производстве кровельных материалов. На территории России имеются 27 предприятий, использующих макулатуру для производства бумаги и картона и 14 предприятий, применяющих макулатуру в производстве кровельных материалов. Как правило, переработчики макулатуры располагаются в промышленно развитых районах России — местах образования основной массы макулатуры.
Объем образования отходов картонно-бумажной упаковки оценивается в 1,0–1,2 млн т, а объем использования — около 500 тыс. т.
Наиболее эффективным путем переработки картонно-бумажных отходов является их использование в производстве тароупаковочных видов бумаги и картона, санитарно-гигиенической бумаги, в производстве мягких кровельных материалов (рубероид, пергамин), в производстве бугорчатых прокладок. Кроме того, макулатура используется в производстве волокнистых плит и теплоизоляционных материалов.
7.2 Зарубежный опыт
За границей переработка картона осуществляется уже давно. В Финляндии, например, более 20 лет осуществляется селективная сортировка бытовых упаковочных отходов, причем в последние годы их утилизируется около 80 %. В этой стране действует первый в мире завод, перерабатывающий картонные пакеты из-под молока и фруктовых соков, выпускающий из этих отходов бумагу и картон, а также алюминиевый порошок, и использующий отходящее тепло для производства электроэнергии. Финляндская фирма Corenso инвестировала 34 млн евро в производственную линию на заводе в городе Варкаус, на которой фольга, используемая при производстве упаковочных пакетов, перерабатывается в алюминиевый порошок. Завод перерабатывает 60 тыс. т упаковки в год и получает несколько десятков тысяч тонн бумаги и картона и 3 тыс. т алюминиевого порошка, который поставляется металлургическим фирмам Германии. Кроме того, получаемое при переработке отходов тепло обеспечивает производство 25 млн кВт/ч электроэнергии, которая используется на самом предприятии в Варкаусе и поставляется еще шести предприятиям. По мнению экспертов, новая технология переработки упаковки почти безотходна. Реализация такой технологии в России, несомненно, была бы перспективной как в экономическом, так и в экологическом смысле.
Проблемы утилизации отходов упаковки заботят всю Европу. В июле 2003 г. органы ЕС пересмотрели директиву об утилизации бытовой упаковки, которая действовала с 1994 г. Директива обязывает все страны —члены ЕС создать систему сбора, сортировки и утилизации упаковочных отходов; она установила более жесткие нормативы утилизации. Например, во Франции масса упаковочных отходов составляет 120 тыс. т в год, а перерабатывается лишь 20 тыс. т. Согласно директиве ЕС повышены в два раза нормативы минимальной утилизации, которые составляют для бумаги, картона, стекла 60 %, металлов — 50 %, пластмассы — 22,5 %, дерева — 15 %. Новые нормативы вступят в силу в 2006 году. Для привлечения инвесторов в эту сферу в Европе создана система льготных кредитов, в ряде стран накладываются ограничения на потребление продукции, изготовляемой без использования отходов и так далее. Европейский парламент принял рассчитанную на пять лет программу улучшения использования вторичных ресурсов. [13]
7.3 Проблемы переработки макулатуры
Предприятия по производству картона и бумаги, а также мягких кровельных материалов являются многотоннажными, и все они применяют мокрую технологию производства. Такие предприятия потребляют основную часть макулатуры (до 90 %). Утилизированный гофрокартон обычно применяется для производства тарного картона (до 80 % от всего объема потребления), из оставшихся 20 % половина идет на выпуск коробочных картонов и половина на изготовление прочих материалов. Макулатура является заменителем таких видов первичного сырья и полуфабрикатов, как целлюлоза, древесная масса, бумажная масса.
Переработка макулатуры для использования в производстве бумаги и картона осуществляется по мокрой технологии и включает следующие операции:
1) роспуск макулатуры;
2) очистку макулатурной массы от посторонних примесей;
3) дороспуск макулатурной массы;
4) тонкую очистку макулатурной массы.
Роспуск макулатуры на волокна осуществляется в воде в гидроразбивателях при концентрации 4–6 %. Под воздействием потоков воды происходит процесс измельчения макулатуры на кусочки и разделение на волокна. Гидроразбиватели оснащены ситом с отверстиями (10–12 мм). Получившаяся суспензия макулатурной массы проходит через отверстия сита и поступает на следующую операцию. Кроме того, в гидроразбивателях происходит и отделение грубых включений из макулатуры — тяжелые удаляются из специального грязесборника, а легкие — в виде текстиля и полимерных пленок — удаляются либо в виде жгута постоянно, либо периодически. Макулатурная масса после гидроразбивателя содержит как волокна, так и нераспустившиеся кусочки макулатуры.
Далее по технологическому процессу макулатурная масса очищается от тяжелых и легких примесей. Очистка от тяжелых примесей — песка, стекла, скрепок и т. д. осуществляется в очистителях макулатуры (циклон). Тяжелые примеси осаждаются в грязесборнике и периодически удаляются.
Легкие примеси в виде полимерных пленок и кусочков макулатуры удаляются на вибросортировках с отверстием щелевого типа. Прошедшая сито макулатурная масса направляется на дальнейшую перегруппировку.
Очищенная макулатурная масса, содержащая как растительные волокна, так и пучки волокон и кусочки макулатуры, проходит стадию дороспуска на специальном оборудовании — энтиштиперах различной конструкции (типа конических или дисковых мельниц). Условием, необходимым для нормальной работы энтиштиперов, является тщательная предварительная очистка массы от тяжелых и легких примесей. Статор и ротор энтиштипера оснащены специальной размалывающей гарнитурой, зазор между которыми составляет 0,5–2 мм. В результате пульсации и трения массы внутри турбулентного потока происходит разделение кусочков макулатуры и пучков волокон на отдельные волокна. Дороспуск макулатурной массы осуществляется на различного вида центробежных сортировках, сортировках давления с круглыми или щелевыми отверстиями. Особенностями конструкции центробежных сортировок является неподвижно расположенное в корпусе цилиндрическое сито, внутри которого вращается лопастной ротор. Несортированная масса макулатурного сырья подается в центральную часть сортировки, где она подхватывается лопастями ротора и отбрасывается на внутреннюю поверхность сита. Прошедшие через сито волокна направляются на дальнейшую переработку. Неразволокненные пучки волокон и примеси продвигаются вперед и отводятся через патрубок для удаления отходов. Для снижения потерь макулатурной массы во всех типах очистительного оборудования, как правило, подается вода.
Сортировки в зависимости от конструкции и назначения работают как при низкой (0,2 до 1,5 %), так и при средней (до 2–3 %) и высокой (4–5 %) концентрации массы.
Для окончательной очистки макулатурной массы от узелков и мелких точечных вкраплений широко применяются вихревые конические очистители, которые обычно устанавливаются в три ступени. Оптимальная концентрация массы для эффективной очистки составляет 0,5 %.
Кроме этого, одним из способов сортирования макулатурной массы с целью ее более рационального использования является фракционирование. Целью его является отделение длинноволокнистой фракции макулатурной массы. Как правило, длинноволокнистая фракция обогащена волокнами хвойной целлюлозы, имеющими большую длину, чем волокна древесной массы.
Многие виды картона (как и бумаги) имеют сложный состав, включающий битум, воск, парафин, клей и другие вещества. Указанные вещества при переработке загрязняют оборудование, забивают сетки и сукна бумагоделательных и картоноделательных машин, налипают на поверхность сушильных цилиндров и т. д. Такие картоны подвергаются термомеханической обработке, которая осуществляется после очистки макулатурной массы при концентрации 25–35 %. Целью термомеханической обработки является диспергирование примесей до размеров, при которых их отрицательное действие на процесс дальнейшей переработки не сказывается. Применяется два способа термомеханической обработки — холодный и горячий. При холодном способе диспергирование проводится при атмосферном давлении и температуре до 95° С, а при горячем — при повышенном давлении до 0,3–0,5 МПа и температуре 130–150° С.
В зависимости от качества макулатуры и вида производимой картонно-бумажной продукции некоторые из указанных операций на практике могут быть исключены. В заключение заметим, что мокрая технология переработки макулатуры характеризуется высокой энергоемкостью производства и высоким удельным расходом воды (до нескольких десятков метров кубических на тонну продукции), а также большим объемом сточных вод, что является ее отрицательной стороной. Мощность указанных предприятий со-ставляет от нескольких десятков тысяч тонн до 200 тыс. т в год.
Одним из решающих условий улучшения качества готовой продукции является улучшение качества сырья: сортирование макулатуры по маркам и ее очистка от различных загрязнений. Возрастающая степень загрязненности вторичного сырья отрицательно влияет на качество продукции. Для повышения эффективности использования макулатуры необходимо соответствие ее качества виду выпускаемой продукции. Так, тарный картон, бумага для гофрирования должны вырабатываться с применением макулатуры преимущественно марок МС-4А, МС-5Б и МС-6Б по ГОСТ 10700, обеспечивающих достижение высоких показателей продукции. Создаваемый при этом резерв прочности обуславливает возможность дальнейшего увеличения содержания макулатуры в композиции при обеспечении физико-механических показателей на требуемом уровне.
Применение вторичного волокна взамен свежих древесных полуфабрикатов связано с определенными трудностями вследствие нестабильности состава макулатурной массы. Вторичная масса и составляющие ее фракции различаются между собой, в основном, средней длиной волокна и способностью образовывать связи между волокнами в бумаге.
В этой связи следует отметить одну негативную тенденцию в области переработки макулатуры — это медленное понижение ее качества. Как отмечают все эксперты, данный процесс будет продолжаться и впредь. Систематический многократный возврат макулатурного волокна в производство делает этот процесс практически неизбежным, ведь макулатурные волокна по своим физико-химическим и морфологическим свойствам значительно отличаются от первичных целлюлозных волокон. Наряду с целыми волокнами имеются разорванные, раздавленные с поперечными трещинами, присутствует волокнистая мелочь. В ряде случаев при переработке происходит расщепление волокон вдоль оси. Вторичные волокна проходят как минимум один цикл переработки, включающий процессы измельчения и сушки. Химическая и физическая структура волокон претерпевает необратимые изменения: большая часть пор и капилляров разрушается, поверхность волокна сжимается и ороговевает, что препятствует прониканию воды внутрь волокна и его последующему набуханию. Процессы ороговения приводят к уменьшению удельной поверхности волокна, а это сопровождается частичной потерей способности к образованию химических связей, что является основной причиной ухудшения физических качеств волокон из макулатуры.
Другая негативная сторона процесса роспуска и размола — разрушение волокнистой структуры. Подвергшиеся сушке волокна макулатурной массы из-за ороговения во время этих процессов оказываются по сравнению с первичными полуфабрикатами значительно измельченными и слабо фибриллированными, а получаемая бумага — менее прочной, более рыхлой, мягкой и непрозрачной. Следовательно, наличие мелких волокон и их обрывков, так называемого мельштофа — одна из основных отрицательных характеристик макулатурной массы. Присутствие мелкой фракции обуславливает не только увеличение степени помола и ухудшение обезвоживания бумажной массы на сетке бумагоделательной машины, но и не позволяет нормализировать процесс размола для максимального восстановления бумагообразующих свойств вторичных волокон. Кроме того, мелкие обрывки имеют слабую способность к образованию межмолекулярных связей, при формировании листа бумаги уменьшают механическое сцепление волокон, что в целом приводит к снижению прочностных характеристик готовой продукции. Вообще же, по своему составу макулатурная масса представляет собой полидисперсную систему с повышенным содержанием мелких волокон, и именно поэтому роспуск волокон должен осуществляться бережно, с сохранением целостности волокон при минимальном размельчении загрязнений.
Кроме макулатурного картона, из использованной картонной упаковки изготавливают бугорчатые прокладки (используются, например, для упаковки яиц) и плиты (используются в строительстве). Процесс производства бугорчатых прокладок заключается в роспуске макулатуры в воде (концентрация — до 4 %), разбавлении массы водой до концентрации 1–2 %, формовании прокладок на вакуумформующем устройстве и сушке прокладок. Операции загрузки макулатуры и удаления сырых изделий выполняют вручную. На аналогичных установках сырые изделия помещают на поддоны или полки-этажерки, которые затем подают в сушильную камеру. Производство бугорчатых прокладок часто применяется как санитарное производство при птицефабрике (или группы птицефабрик) для переработки собственного брака прокладок, картонной тары и макулатуры.
Технология производства плитного материала из макулатуры заключается в роспуске макулатуры в воде на волокна при концентрации около 4 %, отливе ковра, прессовании и сушке. Оборотная вода при отливе ковра заново используется в производстве. Плитный материал из макулатуры применяется для внутренней облицовки производственных и жилых помещений. При его изготовлении не используются вредные вещества. Производство волокнистых плит можно рекомендовать к внедрению на предприятиях, имеющих собственные отходы бумаги и картона и обладающих дешевыми источниками тепла.
Относительно новой является технология, разработанная Научно-исследовательским центром по проблемам ресурсосбережения и отходам (НИЦПУРО). Она позволяет перерабатывать отходы ламинированной и других видов влагопрочной бумаги (картона) в материал строительного назначения. Такой картон обычно очень трудно поддается переработке в силу своих физико-химических свойств. Новизна технологии в том, что плиту изготавливают из смеси отходов влагопрочной бумаги и картона (ламинированной бумаги или отходов парафинированной бумаги), и отходов термопластичных полимеров. В качестве последних наибольшее распространение имеет полиэтилен, хотя могут быть использованы и другие термопласты, например, полистирол, полипропилен, поливинилхлорид, пластик АВС, одноразовые шприцы, отходы оплетки кабеля, полимеросодержащие отходы переработки макулатуры (легкие отходы гидроразбивателя, отходы вибросортировок) и другие. Технология включает измельчение отходов, смешивание, прессование плит и их обрезку. Отходы обрезки и брак плит снова используют в производстве. Достоинством технологии является нечувствительность к загрязнениям отходов, возможность переработки смеси отходов полимеров. Полученные плиты используются для обшивки стен, потолков, перегородок жилых, производственных и складских помещений, дач, гаражей и т. п., изготовления деталей мебели и тары. [16]
Общие выводы
Все поставленные цели и задачи в данном проекте были выполнены. Так в первой главе теоретической части была проанализирована актуальность плоттерной резки в настоящее время, на примере предприятия «Растр-технология». Во второй главе были рассмотрены свойства картона, важные для макетов упаковки и был выбран картон, который применялся в исследованиях. Это одна из самых распространенных марок, которая используется в производстве упаковки, именно благодаря своим свойствам. В третьей главе, был проанализирован рынок плоттерного оборудования. Самыми распространенными моделями оказались плоттеры китайского и корейского производства, но по качеству они уступают машинам европейского производства, в частности швейцарского. Именно на плоттере этой страны производителе разрабатывалась технология резки высококачественных макетов. В четвертой главе были рассмотрены программы для работы с плоттерами. Самой удобной является программа MarbaCAD. Она не только поддерживает различные форматы из которых можно конвертировать файл, но она и сама является программой конструктивного дизайна. В ней можно не только проектировать упаковку, но также штанцформы и отделения для удаления облоя. Также с помощью этой программы удалось оптимизировать траекторию движения ножа, за счет чего он не совершал лишних движений и сократилось время резки.
В исследовательской части, была разработана технология изготовления высоко-качественных макетов на плоттере. Были установлены оптимальные скорости для картона разной толщины – для 0.3 мм - 7, 0.35 мм - 6, 0.45 мм – 5 , 0.5 мм – 4 , 0.6 мм – 4. При превышении этих скоростей у макета могут наблюдаться различные дефекты – ворсистость, разрезы, неровность края.
Было проанализировано влияние толщины картона на качество резки при постоянной скорости. И в том случае если заказчик не указывает толщину материала, её можно выбрать согласно проведенным исследованиям. Также была установлена оптимальная скорость, при которой картон, до 0.45 мм режется с высоким качеством.
Для подведения результатов были построены графики зависимости качества резки от скорости, для картона каждой толщины. Эти графики наглядно показали ухудшение качества с ростом скорости. На практике наблюдается ворсистость и неровность краев.
Были построены логарифмические аппроксимации, с помощью которых можно прогнозировать качество резки готового макета для картона этой марки - толщин, которых мы не рассматривали, и для каждой из скоростей. Также можно заметить, что с увеличением скорости ухудшается качество готовых макетов.
Аналогично, линия аппроксимации была построена для графика, демонстрирующего, как изменяется оптимальная скорость для картона каждой толщины. Значение показателя определенности R2
, отражающего близость значений линии тренда к фактическим данным равна 0.9675. Поэтому можно говорить о том, что аппроксимирующая кривая описывает данные с достаточно высокой степенью достоверности. С помощью этой кривой можно прогнозировать оптимальную скорость для картона этой марки - толщин, которые не были рассмотрены.
Во второй части разработки с помощью изменения настроек программы MarbaCAD было уменьшено время резки для каждой скорости. В среднем время уменьшилось на 8.5%. Что позволяет сохранить качество при срочных заказах.
Были построены график, наглядно демонстрирующий уменьшение времени резки с помощью оптимизации в программе MarbaCAD.
Такая разработка и исследования проводились впервые. Все результаты будут применяться на практике на предприятии «Растр-технология».
И в экологической части была рассмотрена экологическая проблема утилизации упаковки в современном мире.
Список использованной литературы
1. Ефремов Н.Ф. Тара и её производство:Учебное пособие-М.:МГУП,2001-312с
2. Ефремов Н.Ф. Проектирование упаковочных производств. Часть1 :Упаковка из гофрокартона: Учебное пособие / Н.Ф. Ефремов, А.И. Васильев., Г.К. Хмелевский -М.:МГУП,2004.-319с.:ил.
3. Ефремов, Н.Ф.
Конструирование и дизайн тары и упаковки: учебник для вузов /Н.Ф.Ефремов, Т.В.Лемешко, А.В.Чуркин; под ред. Н.Ф.Ефремова; М-во образования и науки РФ; Федеральное агентство по образованию, МГУП. – М.:МГУП, 2004. – 424 с.: ил.
4. Гротов А.С. - Автоматизация процесса разработки
5. Методы проектирования (черчения) в специализированных САПР на примере MarbaCAD, http://www.pakkograff.ru/reader/articles/business/practice/64.php
6. Технология плоттерной резки, http://www.sky-lab.ru/all_cutters.htm
7. Плоттерная резка, http://www.printcompany.ru/index.php?m1=4&m2=1
8. Плоттерное оборудование фирмы Zuend, www.zuend.ru
9. Планшетные плоттеры Aristomat, http://www.signart.ru
10. Российский ГОСТ на упаковочный картон, http://www.calculate.ru/book-karton-9.html
11. Режущие плоттеры. Краеугольные камни выбора, http://www.gmpspb.ru
12. An automatic media cutter for a drafting plotter, http://www.findarticles.com/p/articles/
13. Виктор Тетерин, "Проблемы утилизации макулатуры в России"- http://articles pakkermash.ru/
14. Штанцформы и оснастка для плоского штанцевания , http://www.r-tech.ru
15. ОктоПринт Сервис, www.oktoprint.ru
16. Оценка эффективности технологий переработки макулатуры, www.rospress.ru
|
