|
Промышленные роботы по конструктивному исполнению подразделяются
на подвесные, устанавливаемые на портале; напольные, устанавливаемые на полу цеха; встраиваемые, устанавливаемые непосредственно на обслуживающем оборудовании (например, на станке).
Подвесные роботы
, применяемые для обслуживания металлорежущих станков, как правило, работают в прямоугольной системе координат, т.е. имеют два основных движения – вдоль оси (осей) портала (движение каретки) и в направлении, перпендикулярном оси портала (выдвижение руки по вертикали или под углом к вертикали); в цилиндрической полярной системе координат, т.е. имеют три основных движения – вдоль вертикальной оси портала, поворот руки вокруг горизонтальной оси (качание руки) и выдвижение руки; в цилиндрической угловой системе координат, т.е. имеют три основных движения – вдоль оси портала и качание каждого из звеньев шарнирной руки.
Подвесные промышленные роботы
бывают различных исполнений. Кроме основных движений, определяющих систему координат, подвесной робот может выполнять следующие ориентирующие движения: вращение кисти с захватным устройством вокруг оси руки; поворот кисти вокруг оси (одной или двух), перпендикулярной оси руки.
Напольные роботы
, применяемые для обслуживания станков, работают, как правило, в цилиндрической системе координат, т.е. имеют три основных движения – подъем руки, поворот руки вокруг вертикальной оси и радиальное выдвижение руки в горизонтальной плоскости. Они выполняют движения, характерные для подвесных роботов, и, кроме того, сдвиг захватного устройства.
Промышленные роботы, встраиваемые в станки
, могут иметь компоновку, аналогичную подвесным промышленным роботам, работающим в плоской прямоугольной и полярной цилиндрической системах координат (с тем отличием, что монорельс, по которому движется каретка, крепится непосредственно на станке), а также компоновку, предусматривающую крепление робота спереди к станку и обеспечивающую возможность поворота руки вокруг вертикальной и горизонтальной осей.
Промышленные роботы типа М40П
Роботы выпускаются в двух модификациях: М40.П. 05.02 и М40.П. 05.03.
Промышленный робот с ЧПУ модели М40.П. 05.02 (Рис. 1) предназначен для выполнения операций загрузки-разгрузки металлорежущих станков и другого оборудования. Устройство с ЧПУ позиционного типа позволяет осуществлять различные циклы работы. Промышленный робот может обслуживать группу станков. Наибольшая масса загружаемых деталей 40 кг. Он может быть оснащен двухместными захватными устройствами. Число степеней подвижности пять (без учета движения губок), в том числе три – управляемые от ЧПУ. Имеются устройства для автоматического закрепления и замены рабочего органа в головке робота.
Реклама

Промышленный робот модели М40.П. 05.03 не имеет механизма привода качания головки. Число степеней подвижности – четыре (без учета движения губок захвата), в том числе три – управляемые от ЧПУ.
Промышленный робот имеет портальную конструкцию. Каретка перемещается по монорельсу и приводится в действие электрогидравлическим шаговым двигателем, который через редуктор и зубчатое колесо соединен с рейкой.
На каретке закреплен корпус ползуна, по которому перемещается на опорах качания ползун. На конце ползуна, на его оси закреплена рука в виде двуплечего рычага. Рука совершает качательные движения вокруг этой оси с помощью линейного электрогидравлического привода, размещенного на кронштейне, закрепленном на корпусе. На конце руки закреплена головка, в которой устанавливается захватное устройство. Внутри головки размещаются привод поворота шпинделя, в котором устанавливается захватное устройство, и привод перемещения его губок.
Опорная система разбита на ряд небольших узлов, что позволяет создавать различные модификации робота, отличающиеся друг от друга общей длиной (одно-, двух- и трехпролетные).
Захватные устройства и другие механизмы устанавливаемые в шпинделе, оснащены хвостовиком, опорным фланцем, имеющим клиновое гнездо под ролик фиксатора, а также центрирующим фланцем для базирования устройства в магазине. На опорном фланце может закрепляться кронштейн с элементами пневмо- и электроразъемов. Через хвостовик проходит тяга, передающая движение захватному устройству.
Промышленные роботы типа М20Ц
Роботы типа М20Ц (рис. 2) построены на агрегатной основе и предназначены для выполнения операций загрузки-разгрузки металлорежущих станков и другого оборудования, в том числе с ЧПУ.
Роботы выпускаются восьми модификаций, отличающихся компоновкой обслуживаемого оборудования, характером (серийность) производства, в котором это оборудование используется, а также числом рук (одна или две), наличием движении наклона руки и кантователя. Все движения исполнительных элементов роботов могут осуществляться в любой последовательности и независимо друг от друга. Очередность их выполнения устанавливается кнопочным набором программы на пульте системы управления промышленного робота. Максимальная масса загружаемой детали 10 кг. Типовые детали: фланцы 40 – 200 мм и высотой до 100 мм; валы  20 – 60 мм и длиной свыше 150 мм. 20 – 60 мм и длиной свыше 150 мм.
Реклама

Для работы с деталями типа фланцев применяют роботы с двумя руками и одноместными захватными устройствами для работы с деталями типа валов – роботы с одной рукой и двухместным захватным устройством. Промышленный робот приспособлен для работы с накопителем при укладке фланцев стопками переменной высоты.
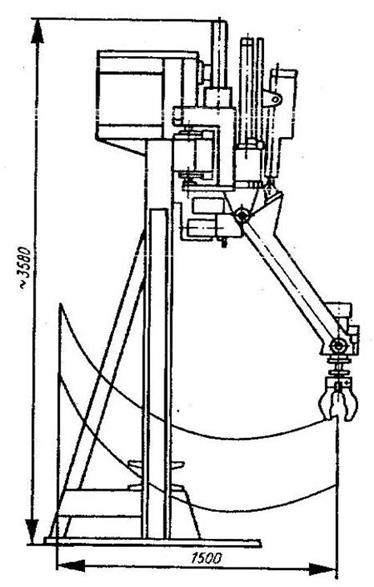
Рис. 1 – Промышленный робот М40.П. 05.03
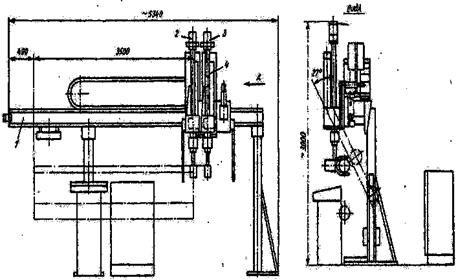
Рис. 2 – промышленный робот М20Ц.1 – монорельс, 2,3 – руки, 4 – каретка
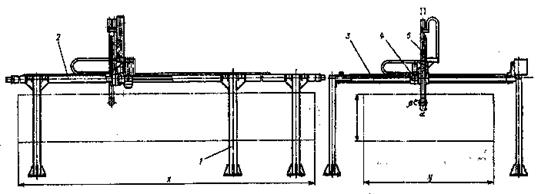
Рис. 3 – Мостовой промышленный робот
Промышленные роботы восьми модификаций имеют портальную конструкцию. Каретка 1 перемещается по монорельсу 2. Привод каретки осуществляется от электродвигателя 4 через зубчатый редуктор 5. Выходной вал редуктора несет реечную шестерню, которая зацепляется с зубчатой рейкой 3. С другим концом вала связан электромагнитный тормоз 6.
На каретке закреплены (в зависимости от исполнения может и отсутствовать) одна или две одинаковые поворотным плиты, к которым крепятся корпуса выдвижных рук (также одинаковых). На основании поворотной плиты шарнирно закреплен пневматический цилиндр, при срабатывании которого плита вместе с рукой отклоняется от вертикали.
Рука перемещается в корпусе на роликах. В нижней части руки установлен шпиндель, в котором закрепляется захватное устройство.
Мостовые и портальные электромеханические агрегатно-модульные промышленные роботы
Мостовые и портальные электромеханические агрегатно-модульные роботы предназначены для автоматизации обслуживания, включая элементы переналадки, металлорежущего оборудования, входящего в гибкие производственные модули и роботизированные технологические комплексы, в условиях мелкосерийного и серийного многономенклатурного производства. Они могут применяться и для других технологических операций, например для переналадки штабелирования.
Модификации мостовых и портальных промышленных роботов отличаются друг от друга: количеством рук (одно- и двурукие); степенями подвижности кисти (1, 2, 3); наличием устройств автоматической смены захватов; длиной ходов переносных степеней подвижности. Модификации промышленных роботов образуются набором унифицированных единиц (модулей и узлов), к которым относятся: эстакада, мост и др.
Модули этих промышленных роботов, в свою очередь, образованы набором унифицированных агрегатных узлов: колонны, балки с направляющими, каретки, руки, кисти, механизм смены захватов и т.д. Мостовой электромеханический агрегатно-модульный промышленный робот представлен на рис. 3. На колоннах 1, закрепленных на полу, установлены два ряда балок 2 с направляющими продольного перемещения, зубчатыми рейками, целью энергоподвода и т.д. По направляющим движутся две каретки, соединенные между собой траверсой 3, на которой установлены направляющий поперечного перемещения со своими зубчатыми рейками, приводом, цепью энергоподвода и т.д.
По направляющим траверсы перемещается каретка 4 с закрепленной на ней рукой 5 с реечным механизмом вертикального перемещения, приводом каретки и цепью энергоподвода. К нижней части руки крепится кисть, приводы которой закреплены на верхнем фланце руки. На выходном фланце кисти смонтирован механизм автоматической смены захватов со всеми коммуникационными розетками.
Промышленные роботы данных моделей сконструированы по агрегатно-модульному принципу, в результате чего возможно создание модификаций роботов с требуемыми функциональными возможностями и оптимальным уровнем автоматизации.
Применение высокоэффективных электроприводов с транзисторными преобразователями в сочетании с позиционно-контурной системой управления обеспечивает высокие эксплуатационные характеристики промышленных роботов, а также надежность работы при применении их в автоматизированных производственных системах.
Промышленный робот модели М10П.62.01
Промышленный робот с числовым программным управлением модели М10П.62.01 предназначен для автоматизации загрузки-выгрузки деталей и смены инструмента на металлорежущих станках с ЧПУ.
Промышленный робот устанавливается на станок, образуя с ним комплекс (станок – промышленный робот), который может являться базой для создания гибких производственных модулей, предназначенных для продолжительной работы без участия оператора. Управление роботом и станком осуществляется от автономной системы управления.
Координаты перемещений захвата робота приведены на рис. 4. На основании робота установлен электродвигатель постоянного тока со встроенным датчиком обратной связи. Через приводной ремень вращение передается на червячный вал и червячное колесо. Червячный вал установлен в конических роликовых подшипниках, а червячное колесо – в шариковом сдвоенном радиально-упорном подшипнике и шариковом радиальном подшипнике.
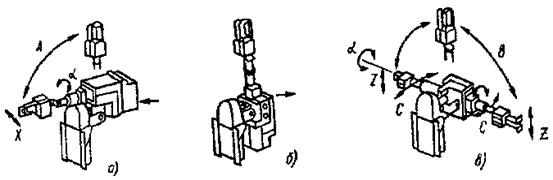
Рис. 4. Координаты перемещения захвата робота мод М10П62.01: а
– движение руки вперед и вниз; б
– центральное положение; в-
движение руки вниз и в сторону
Типовые схемы компоновок РТК механообработки
При создании РТК используют станки с ЧПУ или станки-полуавтоматы, у которых машинное время составляет 3–15 мин и более. Как правило, технологический цикл обработки изделий на металлорежущих станках осуществляется группой станков, обеспечивающих выполнение этого цикла. В связи с этим при создании РТК типа «станок – ПР» целесообразно использовать ПР для обслуживания группы однотипных либо разнотипных станков. Число станков, включаемых в РТК, зависит от конструктивного исполнения ПР (размеров его рабочей зоны), а также от машинного времени станков, включаемых в состав РТК. При малом машинном времени (3 мин) обслуживание ПР нескольких станков приводит к простою технологического оборудования, поэтому в данном случае, а также в условиях крупносерийного производства целесообразно использование однопозиционных РТК на базе ПР с цикловым программным управлением, предназначенных для обслуживания одного станка.
Компоновки РТК зависят от конструкции и кинематической схемы ПР, определяющих размеры и форму его рабочей зоны.
На базе одних и тех же моделей станков можно создавать РТК различных компоновок, комплектуемые ПР с различными техническими и технологическими возможностями. В основном используют три вида компоновок РТК: 1) однопозиционный РТК, состоящий из одного станка, обслуживаемого одним ПР (напольным, портальным или встроенным в станок); 2) многопозиционный РТК круговой компоновки, состоящий из двух-трех станков, обслуживаемых ПР напольного типа; 3) многопозиционный РТК линейной и линейно-параллельной компоновок, состоящий из двух и более станков, обслуживаемых портальным ПР.
При одинаковых составе оборудования, производственной программе и номенклатуре обрабатываемых деталей
, линейные компоновки по сравнению с круговыми имеют следующие преимущества: требуемая для размещения РТК производственная площадь в 1,4 раза меньше; большие удобство и безопасность обслуживания (переналадка и ремонт оборудования не требуют остановки всего РТК, более благоприятные условия для визуального наблюдения за работой оборудования); увеличивается число обслуживаемых станков (до 5–6 против 2–3 при круговой компоновке); сокращается время передачи заготовки от станка к станку.
Комплексы типа РТК – 1
создаются на базе ПР, работающих в плоской прямоугольной системе координат, из одного или двух однотипных станков с применением линейной компоновки. Комплексы должны комплектоваться вспомогательным оборудованием для автоматической подачи ориентированной заготовки на загрузочную позицию (тактовыми столами, шаговыми транспортерами, приводными магазинами – накопителями), расположенными в плоскости работы ПР.
Комплексы типа РТК- 2
создаются на базе портальных ПР, работающих в ангулярной цилиндрической системе координат, из однотипных и разнотипных станков в количестве от двух до шести единиц технологического оборудования с использованием линейной и линейно-параллельной компоновки. Комплексы оснащаются входными, выходными и промежуточными (между станками) накопителями. Поскольку ПР могут брать заготовки из разных точек и укладывать изделия в тару, возможно использование вспомогательного оборудования, не имеющего приводных механизмов.
Комплексы типа РТК- 3
формируются на базе ПР, работающих в цилиндрической системе координат, из одного станка с горизонтальной осью шпинделя и ПР. В качестве вспомогательного устройства используется сменная тара, обеспечивающая хранение деталей в ориентированном виде с заданным шагом расположения.
Комплексы типов РТК-4 и РТК-
5 строятся на основе ПР, работающих в цилиндрической и сферической системах координат. Комплексы имеют преимущественно круговую либо линейно – параллельную двухрядную компоновку и могут состоять из одной – трех единиц технологического оборудования.
Список литературы
1. Роботизированные технологические комплексы/ Г.И. Костюк, О.О. Баранов, И.Г. Левченко, В.А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214 с.
|
